Настоящее изобретение относится к трехфазным магнитоиндукционным устройствам, в частности, к сердечникам с магнитным контуром, используемым в таких устройствах как трансформаторы, катушки, дросселя.
Из европейской патентной публикации № ЕР 2395521 известен способ изготовления треугольных сердечников трансформаторов из аморфной металлической ленты, причем плечи магнитного сердечника расположены в виде треугольника, а поперечное сечение плеч сердечника имеет круглую или многоугольную форму. Для получения плеч рамок сердечника с требуемой формой поперечного сечения указанные рамки сердечника изготавливают из слоев непрерывно наматываемой ленты, причем ширину ленты регулируют в зависимости от размеров соответствующего слоя плеча сердечника посредством лазерной резки.
Недостаток заключается в том, что расплавленный материал, обычно образующийся при такой лазерной резке аморфной ленты, приводит к возникновению на обрезной кромке оплавленных дефектов, что, в свою очередь, приводит к возникновению лишних зазоров между слоями магнитной ленты в процессе ее намотки, что уменьшает плотность намотки. Кроме того, такие дефекты могут создавать условия для возникновения коротких замыканий во время работы магнитной системы, что увеличивает потери на вихревые токи. Также следует отметить, что такой способ изготовления магнитного сердечника с переменным поперечным сечением чрезвычайно сложен, а его осуществление затруднительно.
Наиболее близкими являются магнитный сердечник трехфазного магнитоиндукционного устройства и его рамки (RU №2635098, опубл. 09.11.2017г.), причем указанный магнитный сердечник содержит три рамки магнитного сердечника, образующие плечи магнитного сердечника для установки на них катушек индукционного устройства, причем каждая из рамок сердечника изготовлена из намотанной ленты магнитного материала, отличающийся тем, что:
- каждая из рамок сердечника выполнена из нескольких отдельных многослойных петель, ширина каждой из которых отлична от ширины других петель в указанной рамке;
- причем каждая петля рамки отдельно изготовлена из намотанной ленты магнитного материала, имеющей предварительно заданную ширину ленты, задающую толщину указанной петли;
- причем несколько петель, образующих рамку, коаксиально уложены друг поверх друга так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки ступенчатых структур,
- причем рамки магнитного сердечника расположены в указанном магнитном сердечнике так, что внутренние поверхности рамок обращены друг к другу, тем самым образуя конструкцию, имеющую форму треугольной призмы, причем ступенчатая структура каждой рамки зацеплена со ступенчатыми структурами локально примыкающих к ней рамок, формируя тем самым три плеча магнитного сердечника для установки катушек указанного устройства.
Недостаток заключается в том, что на стыках петель возникает возмущение магнитного потока, что влечет за собой повышенные магнитные потери при работе устройства. Так же формирование отдельных петель требует, использования дополнительного инструмента и повышенного расхода времени, что понижает технологичность.
Так же недостатком является то, что для смыкания двух независимых ступенчатых структур необходимо повторение шага слоев на обеих структурах. К тому же смыкание требует изготавливать эти поверхности с повышенной точностью, что влечет за собой увеличение времени изготовления, сложность оснастки для изготовления и общее уменьшение технологичности.
Технический результат заключается в увеличении технологичности и уменьшении потерь в зазорах смыкания петель за счет создания, такой конструкции устройства в которой каждая рамка магнитного сердечника будет изготовлена из непрерывной ленты, и каждый слой магнитного сердечника будет представлять собой прямоугольную спираль со скругленными углами. Непрерывность поможет избежать стыков по длине петель, также ускорит производство слоёв магнитного сердечника.
Одинаковая, заранее сформированная, ширина ленты по всей длине спирали позволит избежать образования дефектов при формировании слоя.
Использование для производства магнитоиндукционных устройств нескольких рамок, не предполагающих зацепления друг с другом, а имеющих воздушный зазор между ними, обеспеченный конструкцией устройства так же влечет за собой увеличение технологичности и уменьшении поперечных потерь в сердечнике.
Технический результат достигается:
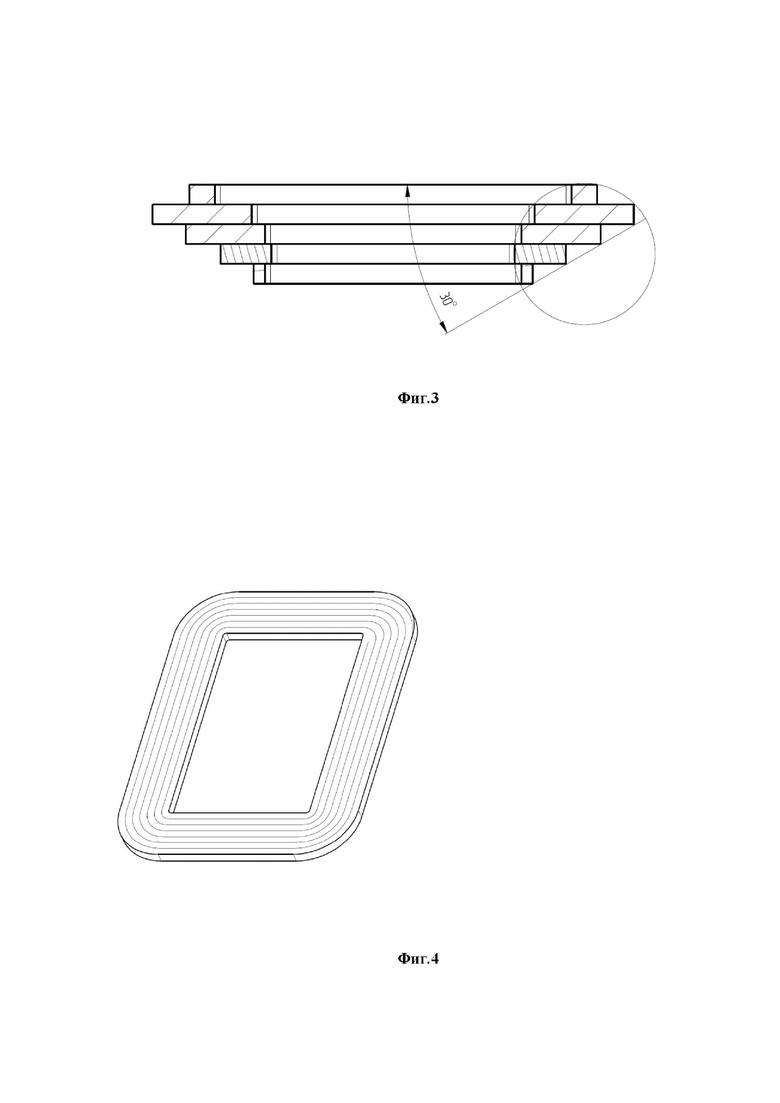
- магнитным сердечником трехфазного магнитоиндукционного устройства, имеющим три рамки магнитного сердечника, причем каждая из рамок сердечника изготовлена из ленты магнитного материала, причем рамки магнитного сердечника расположены в указанном магнитном сердечнике так, что внешние поверхности рамок обращены друг к другу, тем самым образуя конструкцию, имеющую форму треугольной призмы. Каждая из рамок сердечника образована многослойной структурой, каждый слой которой представлен прямоугольной спиралью с шагом 0,1-0,3 толщины ленты, уложенной так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки такие ступенчатые структуры, что внутренняя часть этой структуры формирует аппроксимированную окружность, а внешняя часть формирует плоскость под углом 30 градусов к плоскости рамки со смещением от центра этой окружности. Ступенчатые структуры одной рамки не контактирует со ступенчатыми структурами соседних с ней рамок формируя зазор между ними, а также формируя суммарным сечением фигуру стремящуюся к форме круга в сечении ребра треугольной призмы и три плеча магнитного сердечника.
- рамкой магнитного сердечника, изготовленной из ленты магнитного материала, причем рамка образована многослойной структурой, каждый слой которой представлен прямоугольной спиралью с шагом 0,1-0,3 толщины ленты, уложенной так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки такие ступенчатые структуры, что внутренняя часть этой структуры формирует аппроксимированную окружность, а внешняя часть формирует плоскость под углом 30 градусов к плоскости рамки со смещением от центра этой окружности.
Конструкция устройства подразумевает отсутствие непосредственного зацепления рамок магнитного сердечника. Рамки имеют воздушный зазор в месте их сближения, обеспеченный конструктивно. Воздушный зазор препятствует возникновению поперечных токов в магнитном сердечнике, что уменьшает потери на перемагничивание устройства. К тому же данное решение позволяет избегать необходимость повторения шага слоев на независимых структурах, уменьшает требование к точности их изготовления, что влечёт за собой уменьшение времени изготовления и повышение технологичности.
Предлагаемая полезная модель поясняется чертежами, где на фиг.1 показан магнитный сердечник трехфазного магнитоиндукционного устройства, на фиг. 2 - рамка сердечника магнитоиндукционного устройства, на фиг. 3 - схема формирования рамки сердечника магнитоиндукционного устройства, на фиг. 4 - схематичное изображение слоя рамки магнитного сердечника из непрерывно намотанной ленты.
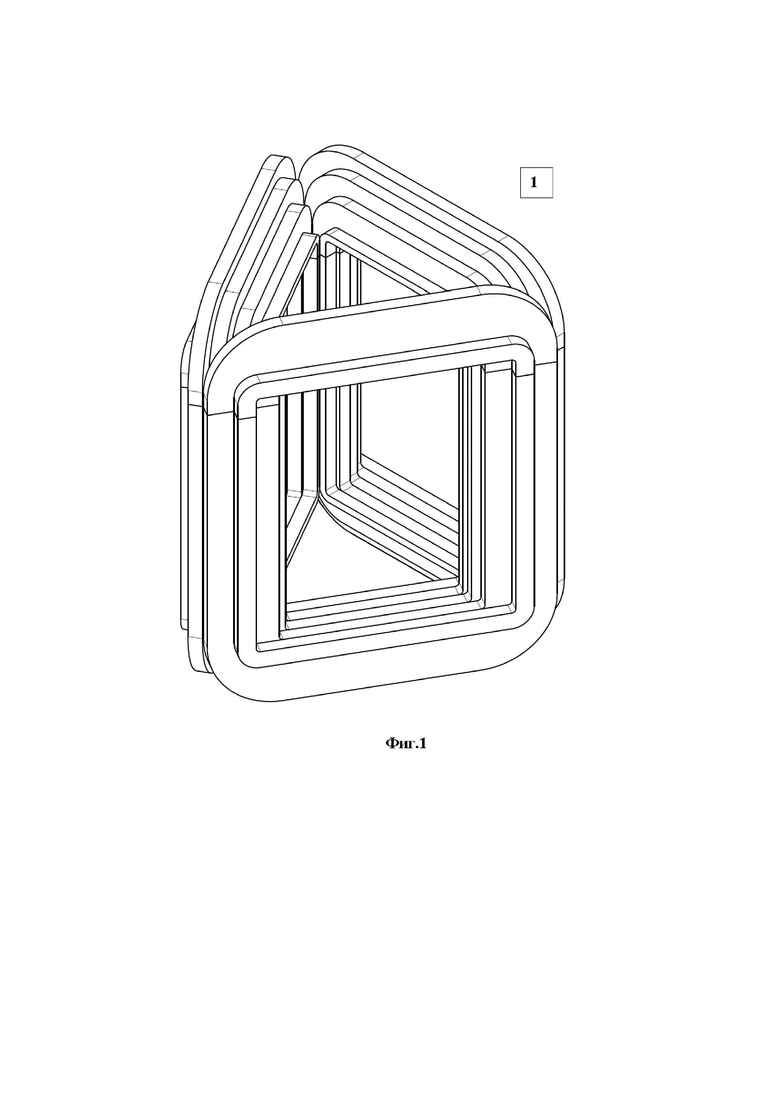
Устройство состоит из трех рамок 1, причем рамки 1 расположены в магнитном сердечнике так, что внешние поверхности рамок обращены друг к другу, тем самым образуя конструкцию, имеющую форму треугольной призмы.
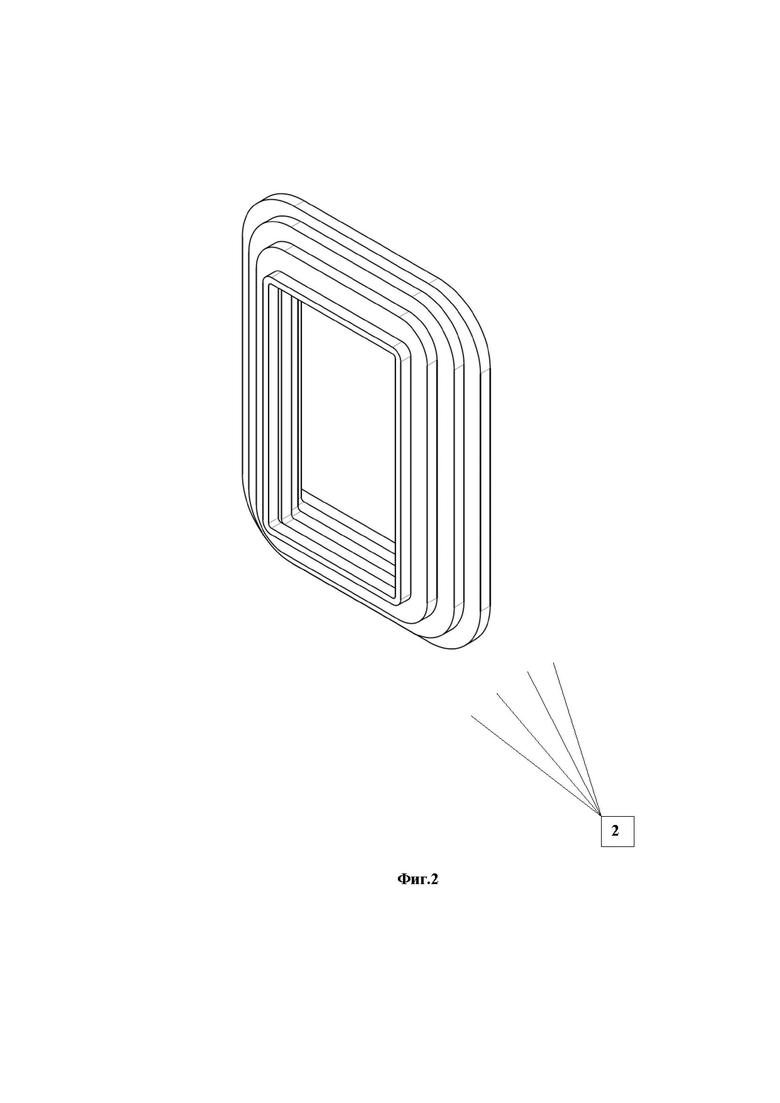
Каждая из рамок 1 образована многослойной структурой, каждый слой 2 которой представлен прямоугольной спиралью с шагом 0,1-0,3 толщины ленты, уложенной так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки 1 такие ступенчатые структуры, что внутренняя часть этой структуры формирует аппроксимированную окружность, а внешняя часть формирует плоскость под углом 30 градусов к плоскости рамки со смещением от центра этой окружности, причем ступенчатые структуры одной рамки не контактирует со ступенчатыми структурами локально примыкающих к ней рамок формируя зазор между ними и три плеча магнитного сердечника.
Устройство изготавливают следующим образом. Ленту из аморфного металла, обеспечивая натяг при помощи механического натяжителя, наматывают на прямоугольную оснастку, с размерами, соответствующими расчетным данным. Таким образом поочередно формируя необходимое количество слоёв. Схематичное изображение такого слоя изображено на фиг. 4. Количество слоев рассчитывается, исходя из ширины ленты и необходимого суммарного сечения сердечника. Затем проводят термообработку, для снятия внутренних напряжений в ленте после намотки. После этого слои укладывают симметрично друг друга, в соответствии с расчетными данными, формируя рамку сердечника. Пример укладки изображен на фиг. 3. Сформированная таким образом рамка сердечника, пропитывается лаком. После высыхания лака, рамка становится полностью сформированной. Пример сформированной рамки изображен на фиг. 2.
Для изготовления различных электромагнитных устройств необходимо изготавливать различное количество подобных рамок. Например, для изготовления трехфазного трансформатора распределительных сетей необходимо три таких сердечника. Рамки располагаются в пространстве при помощи различных конструкторских решений. Взаимное расположение рамок изображено на фиг. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХФАЗНЫЙ МАГНИТНЫЙ СЕРДЕЧНИК ДЛЯ МАГНИТОИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2635098C1 |
| Способ изготовления трехфазного силового трансформатора | 2022 |
|
RU2789184C1 |
| НАМОТАННЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2241271C2 |
| МАГНИТНЫЙ СЕРДЕЧНИК | 2019 |
|
RU2761552C1 |
| МАГНИТНЫЙ СЕРДЕЧНИК И ТРАНСФОРМАТОР | 2019 |
|
RU2760332C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА И СЕРДЕЧНИК | 1997 |
|
RU2142365C1 |
| МАГНИТНЫЙ СЕРДЕЧНИК ЭЛЕКТРОИНДУКЦИОННОГО АППАРАТА | 2008 |
|
RU2364971C1 |
| Способ изготовления многослойных сердечников магнитных головок | 1985 |
|
SU1537149A3 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2020 |
|
RU2817293C1 |
| МАГНИТНЫЙ СЕРДЕЧНИК | 2010 |
|
RU2539564C2 |
Изобретение относится к трехфазным магнитоиндукционным устройствам, в частности к сердечникам с магнитным контуром, используемым в трансформаторах, катушках, дросселях. Технический результат заключается в увеличении технологичности и уменьшении потерь в зазорах смыкания петель. Магнитный сердечник трехфазного магнитоиндукционного устройства содержит три рамки, причем каждая из которых изготовлена из ленты магнитного материала. Указанные рамки расположены в магнитном сердечнике так, что внешние поверхности рамок обращены друг к другу, конструктивно образуя треугольную призму. Каждая из рамок образована многослойной структурой, каждый слой которой представлен прямоугольной спиралью с шагом 0,1-0,3 толщины ленты, уложенной так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки такие ступенчатые структуры, что внутренняя часть этой структуры формирует аппроксимированную окружность, а внешняя часть формирует плоскость под углом 30 градусов к плоскости рамки со смещением от центра этой окружности. Ступенчатые структуры одной рамки не контактируют со ступенчатыми структурами соседних с ней рамок, формируя зазор между ними. 2 н.п. ф-лы, 4 ил.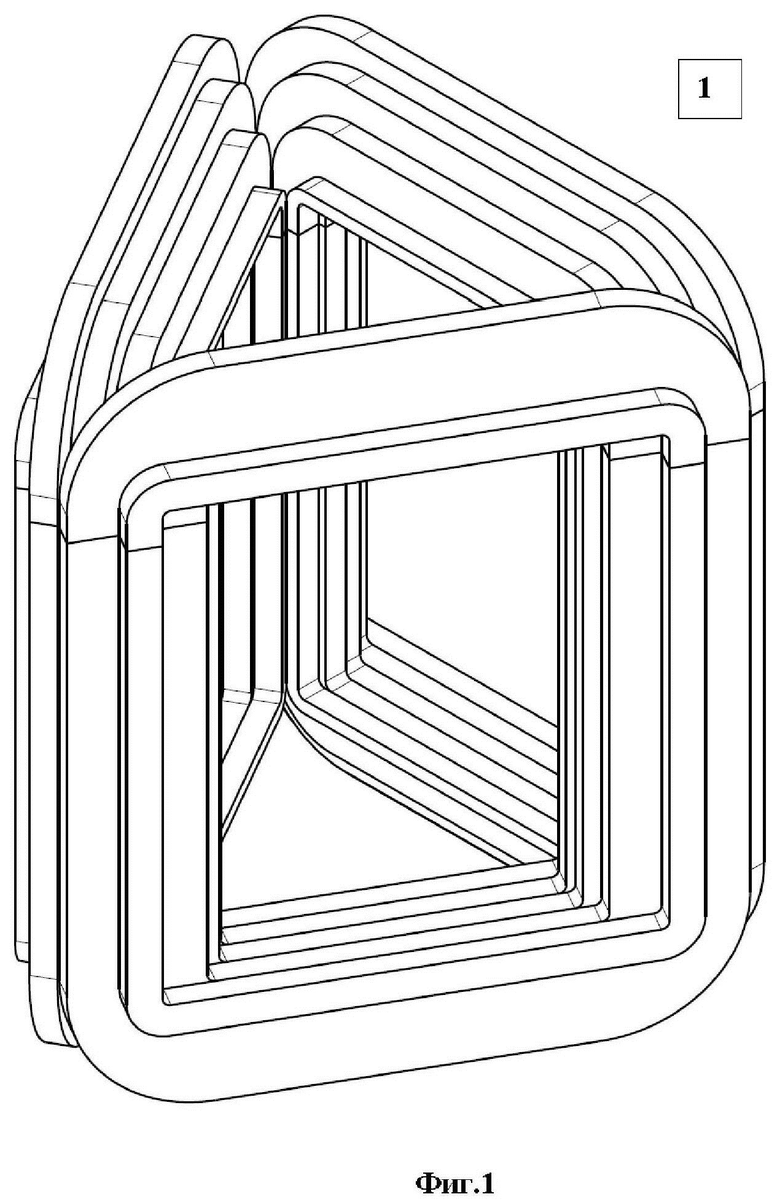
1. Магнитный сердечник трехфазного магнитоиндукционного устройства, имеющий три рамки магнитного сердечника, причем каждая из рамок сердечника изготовлена из ленты магнитного материала, причем рамки магнитного сердечника расположены в указанном магнитном сердечнике так, что внешние поверхности рамок обращены друг к другу, тем самым образуя конструкцию, имеющую форму треугольной призмы, отличающийся тем, что каждая из рамок сердечника образована многослойной структурой, каждый слой которой представлен прямоугольной спиралью с шагом 0,1-0,3 толщины ленты, уложенной так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки такие ступенчатые структуры, что внутренняя часть этой структуры формирует аппроксимированную окружность, а внешняя часть формирует плоскость под углом 30 градусов к плоскости рамки со смещением от центра этой окружности, причем ступенчатые структуры одной рамки не контактируют со ступенчатыми структурами соседних с ней рамок, формируя зазор между ними, а также формируя суммарным сечением фигуру, стремящуюся к форме круга в сечении ребра треугольной призмы, и три плеча магнитного сердечника.
2. Рамка магнитного сердечника, изготовленная из ленты магнитного материала, отличающаяся тем, что рамка образована многослойной структурой, каждый слой которой представлен прямоугольной спиралью с шагом 0,1-0,3 толщины ленты, уложенной так, чтобы обеспечить формирование на внутренней и внешней поверхностях рамки такие ступенчатые структуры, что внутренняя часть этой структуры формирует аппроксимированную окружность, а внешняя часть формирует плоскость под углом 30 градусов к плоскости рамки со смещением от центра этой окружности.
| ТРЕХФАЗНЫЙ МАГНИТНЫЙ СЕРДЕЧНИК ДЛЯ МАГНИТОИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2635098C1 |
| НАНОАНТИТЕЛО V9, СВЯЗЫВАЮЩЕЕ VEGF, И СПОСОБ ЕГО ПОЛУЧЕНИЯ, КОДИРУЮЩАЯ V9 НУКЛЕОТИДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ И СОДЕРЖАЩИЙ ЕЕ ВЕКТОР, СПОСОБ ИНГИБИРОВАНИЯ ПРОЛИФЕРАЦИИ ЭНДОТЕЛИАЛЬНЫХ КЛЕТОК | 2008 |
|
RU2395521C1 |
| УЗЕЛ ПОДШИПНИКОВЫЙ С ТЕРМОКОМПЕНСАЦИОННОЙ МЕМБРАНОЙ | 2009 |
|
RU2401952C1 |
| US 20110109412 A1, 12.05.2011 | |||
| WO 2010027290 A1, 11.03.2010. | |||

