Изобретение относится к области электротехники, в частности к средствам защиты коммутационной аппаратуры от недопустимых превышений температуры, а именно от достижения контактной поверхностью температуры плавления материала контакт-детали контактных соединений (КС) токоведущих частей в схемах электроснабжения, непосредственно реагирующих на недопустимое превышение температуры при эксплуатационном или испытательном прямоугольном импульсе тока. Может найти применение в системах электроснабжения жилых, административных и производственных объектов напряжением 0,4 кВ, на заводах-изготовителях коммутационных аппаратов и в организациях, специализирующихся на проведении испытаний контактных соединений токоведущих частей электрооборудования на термическую стойкость сквозным током короткого замыкания.
Известен способ защиты коммутационной аппаратуры и контактных резьбовых соединений токоведущих частей (Патент РФ №2264682, опубл. 20.11.2005, МПК Н02Н 5/04), включающий поддержание температуры зажимов коммутационной аппаратуры в допустимых пределах путем затяжки зажимов, отличающийся тем, что осуществляют контроль отклонения от нормальной температуры зажимов коммутационной аппаратуры посредством установки в зажим коммутационной аппаратуры устройства для контроля отклонения от нормальной температуры контактных токоведущих частей, а затяжку зажима коммутационной аппаратуры проводят при появлении звукового сигнала, по которому судят о недопустимом отклонении температуры зажима от нормальной температуры.
Недостатком способа является отсутствие возможности оперативного контроля процесса нагрева непосредственно контактных поверхностей контактных соединений, на которых в первую очередь достигается максимальная температура материала контакт-детали при эксплуатационном или испытательном воздействии прямоугольного импульса тока с целью недопущения сплавления контакт-деталей.
Задачей, решаемой настоящим изобретением, является повышение точности определения времени, в течение которого возможно срабатывание защиты.
Настоящая задача решается тем, что в способ определения времени срабатывания защиты токоведущих контактных соединений коммутационных аппаратов от перегрева, включающий контроль отклонения от максимально допустимого значения температуры наиболее подверженной перегреву контактной поверхности токоведущего контактного соединения в составе коммутационного аппарата и генерацию сигнала, по которому определяют время достижения контактной поверхностью максимально допустимой температуры, отличающийся тем, что в режиме мониторинга измеряют значение прямоугольного импульса тока и сравнивают измеренную величину с заданным пороговым значением испытательного или эксплуатационного прямоугольного импульса тока, в случае превышения током своего порогового значения проводят температурный контроль контактной поверхности в режиме динамического мониторинга на интервале времени нагрева контактного соединения по линейному закону:
от  до t2=t1+nΔt,
до t2=t1+nΔt,
где t1 - время начала нагрева по линейному закону;
 - толщина контакт-детали;
- толщина контакт-детали;
c, λ - удельная теплоемкость и теплопроводность материала контакт-детали;
Δt - шаг измерений;
n - число измерений;
t2 - время завершения температурного контроля в режиме динамического мониторинга,
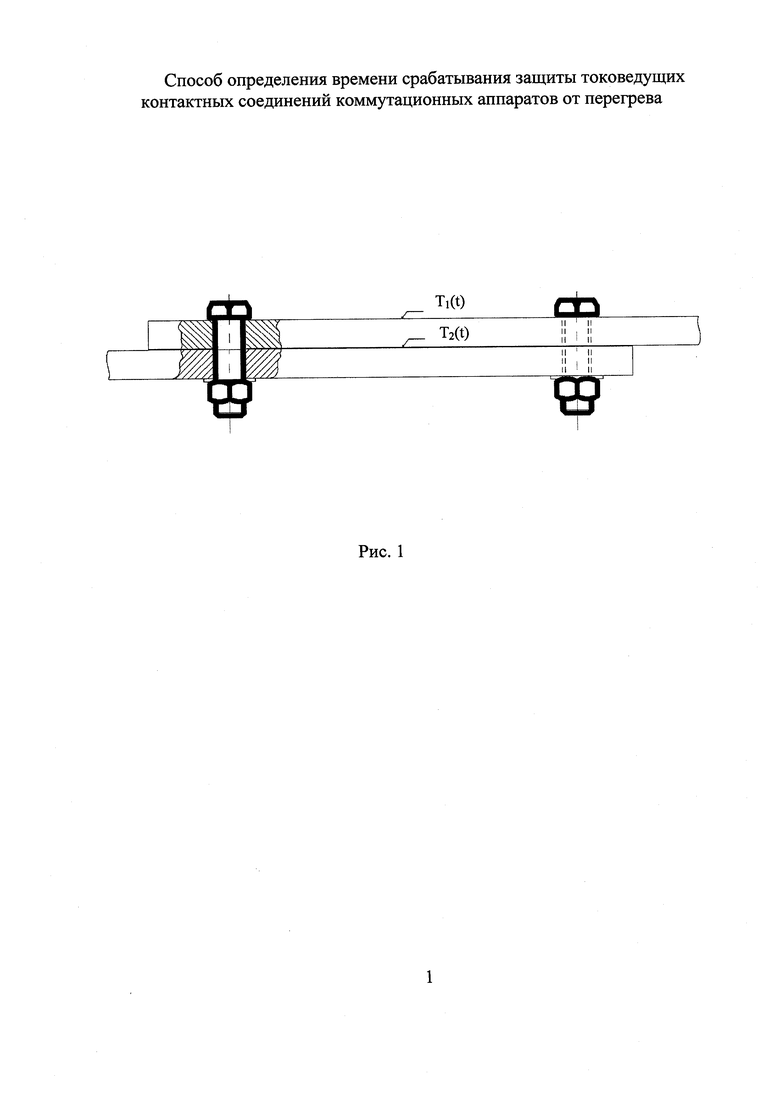
затем осуществляют пересчет измеренных в ходе динамического мониторинга значений температуры ,доступной для прямых измерении внешней поверхности контакт-детали T1(τ(i)), i=1, 2, …, n в соответствующие значения температуры, недоступной для прямых измерений контактной поверхности контактного соединения T2(τ(i)), i=1, 2, …, n, по формуле:
 ,
,
где τ(i) - отсчет времени;
i - порядковый номер измерения;
n - номер последнего измерения;
k1 - мультипликативный калибровочный коэффициент;
k2 - аддитивный калибровочный коэффициент;
T2(0) - начальное значение температуры контактной поверхности;
Tmax - максимально допустимая для данного контактного соединения температура;
Imax - измеренное значение испытательного или эксплуатационного прямоугольного импульса тока;
ρ20 - удельное электрическое сопротивление материала контакт-детали при температуре 20°С;
c - удельная теплоемкость материала контакт-детали;
α - температурный коэффициент удельного сопротивления;
S1 - площадь поперечного сечения контакт-детали;
S2 - площадь нахлестки контакт-деталей;
Ф(τ(i)) - динамический коэффициент, зависящий от отсчета времени измерений, и по зарегистрированным косвенным измерениям температуры контактной поверхности строят линейное уравнение регрессии, из которого определяют (τmax) момент времени отключения коммутационного аппарата:
где А и В - коэффициенты уравнения линейной регрессии;
Tmax - значение заданной максимально допустимой для данного контактного соединения температуры.
Изобретение направлено на предотвращение выхода из строя контактных соединений коммутационных аппаратов.
Технический результат изобретения заключается в обеспечении возможности предотвращения расплавления материала контакт-детали контактного соединения за счет получения оперативной и достоверной информации о тепловом состоянии наиболее подверженной перегреву контактной поверхности КС.
На рис. 1 - схема болтового соединения с точками прямого и косвенного измерения температуры внешней и контактной поверхностей.
На рис. 2 - стадии нагрева болтового контактного соединения при воздействии прямоугольного импульса тока.
На рис. 3(a) и 3(б) - схема болтового соединения с условными размерами соединяемых поверхностей.
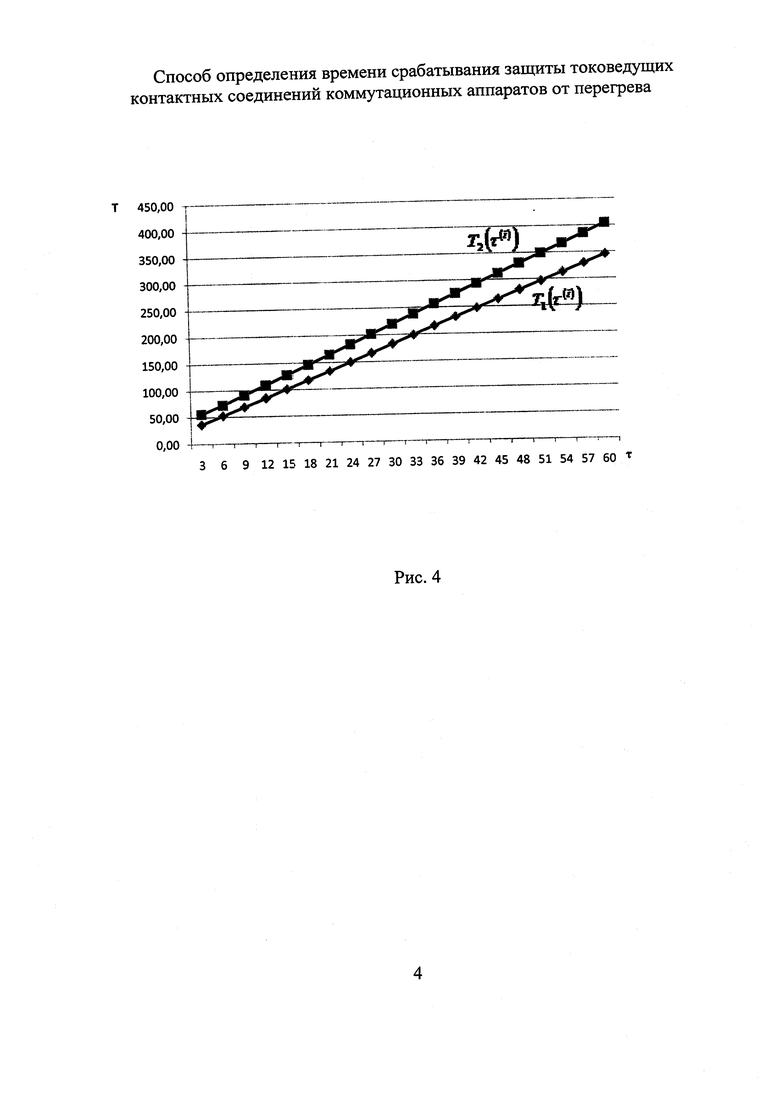
На рис. 4 - графики измерений температуры открытой и контактной поверхностей на второй (линейной) стадии нагрева.
Способ осуществляют следующим образом.
Измеряют величину эксплуатационного или испытательного прямоугольного импульса тока Imax. Если она превышает заданную пороговую величину Iп (это условие обеспечивает адиабатический режим нагрева КС), то начинают осуществление контроля процесса нагрева КС в режиме динамического мониторинга. На промежутке времени 0<t<t0, (рис. 2) до начала действия импульса тока под действием номинального тока Iн процесс нагрева устанавливается: T1(t)=T1,0; T2(t)=T2,0). Оставшийся промежуток нагрева разделяют на три стадии: 1) начальная стадия адиабатического нагрева (t0<t<t1) по экспоненциальному закону (на этой стадии никаких действий согласно способу не производится); 2) стадия перехода процесса нагрева КС к линейной зависимости температуры от времени (t1<t<t2) - стадия измерения и регистрации температуры нагрева внешней поверхности контакт-детали, доступной для прямого измерения (динамический мониторинг) и 3) стадия нагрева контактной поверхности КС по линейному закону до максимально допустимой температуры Tmax (определение τmax - времени наступления перегрева КС, t2<t<t3). Начало второй и третьей стадии нагрева определяют по данным о теплофизических характеристиках и размерам контакт-деталей.
На второй стадии (стадии контроля температуры внешней поверхности контакт-детали в режиме динамического мониторинга) проводят измерение и регистрацию температуры T1(τ(i)), i=1, 2, …, n внешней поверхности одной из контакт-деталей, доступной для прямых измерений в условиях эксплуатационных или испытательных воздействий прямоугольного импульса, и осуществляют косвенное измерение - по измеренным значениям T1(τ(i)) определяют значения T2(τ(i)), i=1, 2, …, n температуры контактной поверхности КС по формуле:

где τ(i) - отсчет времени;
i - порядковый номер измерения;
n - номер последнего измерения;
k1 - мультипликативный калибровочный коэффициент;
k2 - аддитивный калибровочный коэффициент;
T2(0) - начальное значение температуры контактной поверхности;
Tmax - измеренное значение испытательного или эксплуатационного прямоугольного импульса тока;
ρ20 - удельное электрическое сопротивление материала контакт-детали при температуре 20°С;
c - удельная теплоемкость материала контакт-детали;
α - температурный коэффициент удельного сопротивления;
S1 - площадь поперечного сечения контакт-детали;
S2 - площадь нахлестки контакт-деталей;

Формула (1) справедлива при выполнении условия  для времени начала второй стадии нагрева t1 контакт-детали толщины ; параметры c, λ для различных материалов контакт-деталей задают согласно таблице 1.
для времени начала второй стадии нагрева t1 контакт-детали толщины ; параметры c, λ для различных материалов контакт-деталей задают согласно таблице 1.
Таким образом, начало второй и третьей стадии определяется соотношениями  и t2=t1+nΔt.
и t2=t1+nΔt.
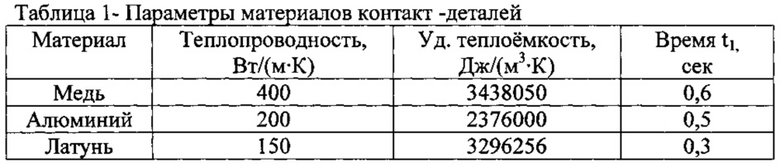
Для латуни свойства взяты как среднеарифметические значения свойств марок Л96, Л90, Л85, Л80, Л70, Л68 и Л62.
На третьей стадии - по измеренным и зарегистрированным температурам контактной поверхности КС.
Технический результат достигается тем, что в способе защиты контактных соединений токоведущих частей коммутационной аппаратуры электрооборудования от перегрева при достижении контактной поверхностью максимально допустимой температуры подается сигнал, после которого с помощью выключателя нагрузки производится отключение коммутационного аппарата, предотвращающее сплавление контакт-деталей.
Пример расчета
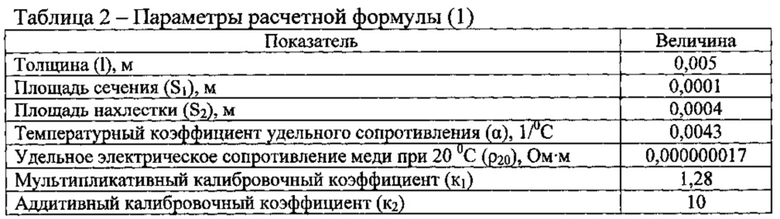
В качестве примера было рассмотрено болтовое контактное соединение двух медных контакт-деталей (рис. 3). Сначала на второй стадии нагрева задаются значения измеренной температуры открытой поверхности контактного соединения Т1(τ(i)) (рис. 4), полученные при значении эксплуатационного прямоугольного импульса тока Imax=1 кА. В качестве максимально допустимой температуры нагрева Tmax принята температура, равная ~0,8 Тпл меди = 800°С, шаг измерений проводимых на второй стадии принят равным 3 секундам, тепло- и электрофизические свойства меди приведены в таблицах 1 и 2.
Измеренные температуры T1(τ(i)) и результат вычислений температуры Т2(τ(i)) по формуле (1) представлены на рис. 4
По вычисленным значениям температуры контактной поверхности определяли коэффициенты А и В линейной регрессии, подставляя которые в уравнение (3) по температуре плавления меди определили максимально допустимое время срабатывания защиты τmax=124,5 с, до достижения которого не происходит сплавление контакт-деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения времени срабатывания защиты токоведущих контактных соединений коммутационных аппаратов от перегрева | 2022 |
|
RU2791293C1 |
| СПОСОБ ПЕРЕДАЧИ ЭЛЕКТРОЭНЕРГИИ МЕЖДУ ПОДВИЖНЫМИ ЧАСТЯМИ ОБЪЕКТА | 2020 |
|
RU2738252C1 |
| Способ контроля состояния токоведущей системы коммутационного аппарата | 1990 |
|
SU1781719A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КИНЕТИЧЕСКИХ ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ АНИЗОТРОПНЫХ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2020 |
|
RU2753620C1 |
| ЭКСПРЕСС-МЕТОД ИЗМЕРЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ ПЕРЕХОД-КОРПУС СИЛОВЫХ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В КОРПУСНОМ ИСПОЛНЕНИИ | 2003 |
|
RU2240573C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОПРОВОДНОСТИ И ТЕМПЕРАТУРОПРОВОДНОСТИ ТВЕРДОГО ТЕЛА ПРИ НЕСТАЦИОНАРНОМ ТЕПЛОВОМ РЕЖИМЕ | 2011 |
|
RU2460063C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ ПЕРЕХОД - КОРПУС СИЛОВЫХ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В КОРПУСНОМ ИСПОЛНЕНИИ | 2006 |
|
RU2300115C1 |
| СПОСОБ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТОКОВЕДУЩИХ ЧАСТЕЙ ЭЛЕКТРООБОРУДОВАНИЯ | 2011 |
|
RU2467338C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ | 1993 |
|
RU2084879C1 |
| Способ измерения температуры | 2020 |
|
RU2752132C1 |


Использование: в области электротехники. Технический результат – повышение точности определения времени срабатывания защиты. Способ включает контроль отклонения от максимально допустимого значения температуры наиболее подверженной перегреву контактной поверхности токоведущего контактного соединения в составе коммутационного аппарата и генерацию сигнала, по которому определяют время достижения контактной поверхностью максимально допустимой температуры. Дополнительно в способе в режиме мониторинга измеряют значение прямоугольного импульса тока и сравнивают измеренную величину с заданным пороговым значением испытательного или эксплуатационного прямоугольного импульса тока, в случае превышения током своего порогового значения проводят температурный контроль контактной поверхности в режиме динамического мониторинга на интервале времени нагрева контактного соединения. Далее проводят пересчет измеренных в ходе динамического мониторинга значений температуры, доступной для прямых измерений внешней поверхности контакт-детали, в соответствующие значения температуры, недоступной для прямых измерений контактной поверхности контактного соединения, и по зарегистрированным косвенным измерениям температуры контактной поверхности строят линейное уравнение регрессии, из которого определяют момент времени до отключения коммутационного аппарата. 4 ил., 2 табл.
Способ определения времени срабатывания защиты токоведущих контактных соединений коммутационных аппаратов от перегрева, включающий контроль отклонения от максимально допустимого значения температуры наиболее подверженной перегреву контактной поверхности токоведущего контактного соединения в составе коммутационного аппарата и генерацию сигнала, по которому определяют время достижения контактной поверхностью максимально допустимой температуры, отличающийся тем, что в режиме мониторинга измеряют значение прямоугольного импульса тока и сравнивают измеренную величину с заданным пороговым значением испытательного или эксплуатационного прямоугольного импульса тока, в случае превышения током своего порогового значения проводят температурный контроль контактной поверхности в режиме динамического мониторинга на интервале времени нагрева контактного соединения по линейному закону:
от  до t2=t1+nΔt,
до t2=t1+nΔt,
где t1 - время начала нагрева по линейному закону;
l - толщина контакт-детали;
с, λ - удельная теплоемкость и теплопроводность материала контакт-детали;
Δt - шаг измерений;
n - число измерений;
t2 - время завершения температурного контроля в режиме динамического мониторинга,
затем осуществляют пересчет измеренных в ходе динамического мониторинга значений температуры, доступной для прямых измерений внешней поверхности контакт-детали Т1(τ(i)), i=1, 2, …, n, в соответствующие значения температуры, недоступной для прямых измерений контактной поверхности контактного соединения Т2(τ(i)), i=1, 2, …, n, по формуле:
 ,
,
где τ(i) - отсчет времени;
i - порядковый номер измерения;
n - номер последнего измерения;
k1 - мультипликативный калибровочный коэффициент;
k2 - аддитивный калибровочный коэффициент;
T2(0) - начальное значение температуры контактной поверхности;
Tmax - максимально допустимая для данного контактного соединения температура;
Imax - измеренное значение испытательного или эксплуатационного прямоугольного импульса тока;
ρ20 - удельное электрическое сопротивление материала контакт-детали при температуре 20°С;
с - удельная теплоемкость материала контакт-детали;
α - температурный коэффициент удельного сопротивления;
S1 - площадь поперечного сечения контакт-детали;
S2 - площадь нахлестки контакт-деталей;
Ф(τ(i)) - динамический коэффициент, зависящий от отсчета времени измерений,
и по зарегистрированным косвенным измерениям температуры контактной поверхности строят уравнение:

где А и В - коэффициенты уравнения линейной регрессии, подставляя в которое значение максимально допустимой температуры нагрева Tmax контактной поверхности КС определяют (τmax) момент времени до отключения коммутационного аппарата.
| СПОСОБ ЗАЩИТЫ КОММУТАЦИОННОЙ АППАРАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264682C1 |
| СПОСОБ ЗАЩИТЫ КОММУТАЦИОННОЙ АППАРАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2269190C1 |
| УСТРОЙСТВО ЗАЩИТЫ АВТОМАТИЧЕСКОГО ВЫКЛЮЧАТЕЛЯ ОТ ПЕРЕГРУЗОК | 2007 |
|
RU2335837C1 |
| US 6061221A, 09.05.2000. | |||

