В следующем описании изобретения раскрыта природа изобретения и путь, которым оно может быть реализовано.
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства обедненного бензолом бензина извлечением бензола высокой чистоты из фракции непереработанного крекинг-бензина, содержащей органические пероксиды.
В частности, настоящее изобретение относится к способу производства обедненного по бензолу бензина (содержание бензола меньше 0,4 мас.%) извлечением бензола высокой чистоты (чистота больше 97 мас.%) из фракции непереработанного крекинг-бензина (температура кипения в интервале 40-90°C), включающей бензол в интервале 10-30 мас.% и близко кипящие неароматические углеводороды, такие как парафины, изопарафины, олефины, диолефины (включающие сопряженные диолефины) и нафтены в интервале 70-90 мас.%, наряду с примесями, содержащими, но не ограниченными, оксигенаты, металлы, хлориды, соединения серы, соединения азота и органические пероксиды, в процессе экстракционной дистилляции (ED) с использованием системы ароматического селективного растворителя, такого как водный N-метил-2-пирролидон (НМП), водный диметилформамид (ДМФ) или водный N-формилморфолин (НФМ).
Предпосылки создания изобретения
Бензол является токсичным компонентом, его концентрация в бензиновых смесях является основной причиной для беспокойства о здоровье, и, поэтому, во всем мире является предметом природоохранительного законодательства. Нормы MSAT-II, которые вошли в силу 1 января 2011 ("EPA Regulatory Announcement" - EPA420-F-07-017, февраль 2007), ограничивают годовое среднее содержание бензола в бензине, продаваемом в США, до 0,62% об. Основными источниками бензола в бензиновом пуле в нефтеперерабатывающей промышленности обычно являются продукты риформинга, гидрированный пиролизный бензин (ПБ) и бензин каталитического крекинга.
Удаление/извлечение бензола из продукта риформинга и гидрированного ПБ является достаточно простым и осуществляется экстракцией растворителем и/или экстракционной дистилляцией с использованием таких полярных растворителей, как НМП, сульфолан, НФМ и т.п., и в настоящее время во всем мире действует несколько промышленных установок. Известен ряд патентов, описывающих данные процессы; например, в патенте США №3591490 представлен способ отделения ароматических углеводородов из продуктов риформинга и гидрированного пиролизного бензина с использованием N-метил-2-пирролидона (НМП) или диметилформамида (ДМФ) в качестве растворителя. Аналогичным образом, патенты США №№3723526 и 5022981 описывают способы извлечения ароматических соединений из гидрированного пиролизного бензина сульфоланом или другими родственными растворителями с использованием экстракционной дистилляции. Однако данные патенты относятся к углеводородным смесям типа продуктов риформинга и гидрированного пиролизного бензина и не охватывают обработку крекированного сырья.
В отличие от продукта риформинга и гидрированного ПБ, фракция непереработанного крекинг-бензина содержит олефины, наряду с примесями типа оксигенатов, металлов, хлоридов, соединений серы, соединений азота и органических пероксидов. Вследствие сложной природы данного сырья трудно разработать рентабельный и надежный процесс извлечения бензола, и до настоящего времени такой способ в промышленности не существует.
Как олефины, так и ароматические углеводороды в крекированном бензине вносят существенный вклад в октановое число бензинового пула. Попытка снизить содержание бензола хорошо известными методами гидрирования могла бы привести также к насыщению олефинов, что снизило бы октановое число фракции крекинг-бензина. Разработано несколько других альтернативных методов снижения бензола в крекинг-бензине; некоторые из них также рассмотрены ниже. Gary G. Podrebarac и Richard Foley (G. Podrebarac and Richard Foley, Benzene removal from FCC naphtha (Извлечение бензола из FCC нафты), патент № US 7501549) предложили способ удаления бензола из потока FCC нафты, содержащего парафины, C6 олефины и C6 изоолефины. Данный способ включает ряд стадий, таких как
> отделение обогащенного бензолом потока,
> осуществление этерификации данного потока спиртом над катализатором этерификации с превращением C6 изоолефинов в простые эфиры,
> отделение простых эфиров C6 изоолефинов от обогащенного бензолом потока,
> диссоциация простых эфиров C6 изоолефинов с извлечением спирта и C6 изоолефинов,
> гидрирование обогащенного бензолом потока, из которого извлечен простой эфир, с удалением олефинов и органических примесей,
> удаление бензола из гидрированной обогащенной бензолом фракции с использованием экстракции растворителем. Основное внимание направлено на этерификацию изоолефинов и их отделение от бензола. В способ входит ряд стадий для удаления бензола, и не известна ни одна промышленная установка, основанная на упомянутом способе. Кроме того, удаление бензола экстракцией растворителем из гидрированного бензольного концентрата подчеркивает трудность извлечения бензола из олефинового сырья, содержащего существенные примеси.
В другом патенте США №8143466 предложен способ удаления бензола из бензина, и он включает частичное алкилирование бензола спиртом и простым эфиром в присутствии катализатора. Алкилированный бензол выводят в виде кубового потока, а головной углеводородный поток промывают водой с извлечением непрореагировавшего спирта и простого эфира.
Другой способ удаления бензола из обогащенной бензолом углеводородной фракции разработан и внедрен в промышленность Exxon Mobil [16th Refinery Technology Meet, February 17-19, 2011, Kolkata, India]. Данный способ, называемый процесс BenzOUT, включает алкилирование бензола обогащенным легкими олефинами сырьем над твердым кислотным катализатором; однако данный способ применим к продукту риформинга и не может быть использован для обработки непереработанного крекинг-бензина из-за склонности катализатора к воздействию примесей, содержащихся в крекинг-бензине [http://www.exxonmobil.com/Apps/RefiningTechnologies/files/article_BenzOUT_Hydrca rbon_Eng.2007.pdf.].
Вышеупомянутые способы либо конвертируют бензол, либо включают несколько стадий для удаления бензола из фракции крекинг-бензина.
Как упомянуто выше, не существует промышленной установки, работающей для извлечения бензола из фракции непереработанного крекинг-бензина (кипящей в интервале от 40 до 90°C), содержащей олефины, диолефины, парафины, изопарафины, нафтены, бензол, наряду с такими примесями, как оксигенаты, металлы, хлориды, соединения серы, соединения азота и органические пероксиды. Одной из причин может быть потенциальная полимеризация олефинов, особенно диолефинов (особенно сопряженного типа), в присутствии реакционных органических пероксидов.
Случаи такой полимеризации, особенно когда содержатся сопряженные олефины, многократно упоминались, что очевидно из нижепредставленной информации.
Рядом исследователей установлено, что диолефины, содержащие сопряженные двойные связи, окисляются и образуют органические пероксиды значительно легче, чем олефины других типов. Thiele (Thiele. Ber. 33. 666 (1900)) показал, что фульвены абсорбируют кислород и осмоляются с чрезвычайной скоростью. Brooks (Brooks, Ibid., 18, 1198 (1926)) отмечал, что сопряженные диолефины окисляются значительно легче, чем простые олефины. Cassar (Cassar, Ibid., 23, 1132 (1931)) сообщил, что в проведенном им опыте по ускоренному старению "простые олефины не изменялись, только диолефины". Flood, Hladky и Edgar (Flood, Hladky, and Edgar, IND. ENG. CHEM, 25, 1234 (1933)) установили, что "диолефины как класс значительно менее стабильны, чем моноолефины, но положение двойных связей является важным фактором при ухудшении стабильности. Сопряженные двойные связи обуславливают чрезвычайную нестабильность, тогда как соединение, содержащее двойные связи, далеко отстоящие друг от друга, является почти таким же стабильными, как средний олефин". Kogerman (Kogerman, Trans. 2nd World Power Conf., Berlin, 8, 33(1930); Brennstoff- Chern., 11, 377 (1930)) пришел к аналогичным выводам при изучении гексадиенов. Соединения с разделенными двойными связями не поглощают измеряемое количество кислорода в течение нескольких месяцев экспозиции при комнатной температуре. Изомерные сопряженные соединения начинают поглощать кислород сразу же с момента экспозиции, и окисление продолжается с высокой скоростью". (Peroxides in Gasoline: Peroxidation in Relation to Gasoline Composition; J.C. Morrell, C.G. Dryer, CD. Lowry Jr., and Gustav Egloff; Universal Oil Products Co., Chicago, III). Некоторые основные установленные факты, представленные в вышеупомянутых публикациях, заключаются в следующем:
> тенденция крекинг-бензина к взаимодействию с кислородом и образованию пероксидов присуща частично сопряженным диолефинам и частично другим олефиновым материалам;
> диолефины и олефины, содержащиеся вместе, образуют больше пероксидных соединений и больше смолы, чем когда содержатся по отдельности в той же концентрации.
В другой работе тех же авторов (Peroxides in Gasoline: Effects of Peroxide Formation in Cracked Gasoline; J.C. Morrell, C.G. Dryer, C.D. Lowry Jr., and Gustav Egloff; Universal Oil Products Co., Chicago, III) отмечено, что пероксиды образуются при хранении бензина. Реальные структуры пероксидных веществ, образовавшиеся в результате аутоокисления, не установлены, как и химия их образования. Оксигенаты, такие как альдегиды, обнаружены в окисленном крекинг-бензине, и высказано предположение, что некоторые образующиеся пероксиды также могут образовываться из них. Высказано предположение, что теоретически надкислоты, образовавшиеся из альдегидов, являются также важными катализаторами полимеризации.
Как отмечено в «Органической химии», T.W.G Solomon & C.B. Fryhle, 9th Ed., J. Wiley, 2008, Pgs. 551-559, известно, что алкены полимеризуются при высокой температуре реакции в полярной кислотной среде. Алкены более чем с 2-мя атомами углерода содержат реакционные аллильные атомы углерода, которые, в свою очередь, содержат аллильные атомы водорода. Энергия диссоциации аллильных связей углерод-водород сравнительно более низкая, чем энергии других C-H связей, благодаря чему аллильный водород может быть замещен относительно легко. Резонансная стабилизация образовавшегося комплекса аллильный радикал/катион/анион является основным фактором, ответственным за замещение аллильного водорода. В радикальной реакции замещения образовавшийся аллильный радикал может быть стабилизирован резонансом. Таким образом, сопряженные диолефины более склонны к окислению. В присутствии свободных радикалов при высокой температуре или даже в присутствии бирадикала кислорода данные аллильные атомы водорода образуют аллильные радикалы, которые впоследствии стабилизируются резонансом. Аллильные радикалы атакуют молекулы других олефинов и инициируют рост цепи по механизму полимеризации. Данные свободные радикалы могут также взаимодействовать с бирадикалами кислорода с образованием пероксирадикалов по реакциям аутоокисления. Данные пероксирадикалы могут отрывать водород от молекул олефинов с образованием гидропероксидов и нового аллильного свободного радикала, дающего реакцию роста цепи.
Le Roy G. Story, Robert W. Provine и H.T Bennett из Mid-Continent Petroleum Corporation, Tulsa, Oklahoma в своей статье «Химия смолообразования в крекинг-бензине» (Chemistry of Gum Formation in Cracked Gasoline) опубликованной в ноябре 1929 в журнале «Industrial and Engineering Chemistry», высказали предположение, что начальными продуктами окисления ненасыщенных углеводородов являются пероксиды, которое в итоге заканчивается образованием кислот, определяемых главным образом в конечных продуктах полимеризации.
E.L Walters, H.B Minor и D.L Yabroff из Shell Development Company Emeryville, California в своей статье по химии смолообразования в крекинг-бензине сообщили, что смолы в бензине образуются в результате окисления как реакционных углеводородов, так и примесей в бензине (не углеводородов). Они сообщили о изменяющихся параметрах стабильности углеводородов различных типов. Парафины, ароматические соединения, моноолефины и диолефины являются по возрастающей нестабильными к окислению. Полимеризация и смолообразование в бензине может быть обусловлена совместным окислением реакционных углеводородов и примесей. Сообщается также, что некоторые металлы в небольших концентрациях катализируют процесс ухудшения бензина.
Цели изобретения
Основной целью настоящего изобретения является разработка способа производства обедненного бензолом бензина (содержание бензола меньше 0,4 мас.%) извлечением бензола высокой чистоты (чистота больше 97 мас.%) из фракции непереработанного крекинг-бензина.
Другой целью настоящего изобретения является разработка надежного способа, упомянутого выше, с использованием обогащенной бензолом фракции непереработанного бензина каталитического крекинга (кипящей в интервале 40°C-90°C), содержащей смесь бензола, олефинов, диолефинов (включающих сопряженные диолефины), нафтенов, парафинов, изопарафинов, наряду с примесями типа оксигенатов, металлов, хлоридов, соединений серы, соединений азота и органических пероксидов.
Еще одной целью настоящего изобретения является изыскание подходящей комбинации растворитель/сорастворитель, которая может быть использована в процессе экстракционной дистилляции (ED) для обработки вышеупомянутой углеводородной смеси.
Присутствие пероксидов, наряду с сопряженными диолефинами, приводит к реакциям полимеризации, обусловленным аутоокислением. Следовательно, еще одной целью настоящего изобретения является разработка подходящей комбинации растворитель/сорастворитель, которая остается стабильной при высоких температурах даже в присутствии таких реакционных соединений.
Краткое изложение сущности изобретения
Соответственно, настоящее изобретение относится к способу производства обедненного бензолом бензина (содержание бензола меньше 0,4 мас.%) извлечением бензола высокой чистоты (чистота больше 97 мас.%) из обогащенной бензолом фракции непереработанного бензина каталитического крекинга, содержащей органические пероксиды, где исходную фракцию, включающую бензол в интервале 10-30 мас.%, и близко кипящие неароматические углеводороды в интервале 70-90 мас.%, наряду с примесями типа органических пероксидов, перерабатывают в процессе экстракционной дистилляции (ED) с использованием ароматического селективного растворителя, выбранного из группы, состоящей из N-метил-2-пирролидона (НМП), N-формилморфолина (НФМ) и диметилформамида (ДМФ), в комбинации с сорастворителем, указанный способ включает стадии
a) добавления предварительно нагретого ароматического селективного растворителя наряду с сорастворителем и обогащенной бензолом фракции непереработанного бензина каталитического крекинга при массовом отношении смеси растворителей к сырью в интервале от 1 до 10, более предпочтительно от 2,0 до 6,0, в экстракционную дистилляционную колонну, где обогащенная бензолом фракция непереработанного бензина каталитического крекинга входит в ED колонну в средней части, а растворитель наряду с сорастворителем входит в колонну в головной части;
b) поддерживания температуры в ребойлере ED в интервале от 140°C до 185°C с последующим выводом потока обедненного бензолом бензина (фаза рафината) (содержание бензола меньше 0,4 мас.%) в виде головного продукта и фазы содержащего бензол растворителя (фаза экстракта) в виде кубового продукта;
c) отделения растворителя от фазы экстракта, полученного на стадии (b), в колонне извлечения растворителя (SRC) с получением не содержащего бензола растворителя из куба и бензола (с чистотой больше 97 мас.%) из головной части SRC.
В варианте осуществления настоящего изобретения обогащенную бензолом фракцию непереработанного бензина каталитического крекинга получают прямо из установки каталитического крекинга в псевдоожиженном слое нефтеочистительного завода без какой-либо предварительной обработки.
В одном варианте осуществления настоящего изобретения, неароматическая часть смеси углеводородов содержит, по меньшей мере, один олефин, один диолефин (включая сопряженные диолефины), один нафтен, один парафин и один изопарафин.
В другом варианте осуществления настоящего изобретения, примеси включают один или несколько металлов (в единицах частей на млрд.), оксигенаты (1-400 частей на млн), хлориды (0,1-3 частей на млн), серу (100-700 частей на млн), азот (0,6-14 частей на млн) и органические пероксиды (пероксидное число 20-50 миллимолей/литр).
Еще в одном варианте осуществления настоящего изобретения, упомянутые примеси органических пероксидов могут либо поступать вместе с обогащенной бензолом фракцией непереработанного бензина каталитического крекинга (образующейся в установке выше по потоку или емкостях для хранения), либо образуются в системе in situ в жестких технологических условиях экстракционной дистилляции (ED).
Еще в одном варианте осуществления настоящего изобретения, система растворителя (растворитель вместе с сорастворителем), отделенная в SRC, является полностью пригодной для повторного использования/циркуляции.
Еще в одном варианте осуществления настоящего изобретения, использованным сорастворителем является вода.
Еще в одном варианте осуществления настоящего изобретения, использованным сорастворителем является комбинация с растворителем в интервале от 0,5 до 6 масс. % от общей системы растворителя.
Еще в одном варианте осуществления настоящего изобретения, массовое отношение системы растворителя (растворитель вместе сорастворителем) к сырью лежит в интервале от 1 до 10, и более предпочтительно от 2 до 6.
Еще в одном варианте осуществления настоящего изобретения, использована отпарная колонна для экстракта (ESS) для удаления бензола, растворенного в воде, из приемника в головной зоны SRC, и последующего использования этой воды из куба ESS для
промывания фазы рафината.
Еще в одном варианте осуществления настоящего изобретения, отпарная колонна для рафината (RSS) использована для удаления неароматических углеводородов, растворенных в воде, из головного приемника ED, а не содержащую углеводороды воду из куба RSS направляют в парогенератор и вводят в качестве пара десорбционной обработки в SRC.
Еще в одном варианте осуществления настоящего изобретения, массовое отношение флегмы к конечному обедненному бензолом бензиновому продукту из ED составляет приблизительно от 0,1:1 до приблизительно 2:1.
Еще в одном варианте осуществления настоящего изобретения, полученный обеденный бензолом бензин содержит ничтожное количество (пероксидное число <3 миллимолей/литр) органических пероксидов, даже когда перерабатывается сырье с высоким содержанием пероксидов (пероксидное число больше 30 миллимолей/литр), что в результате приводит к экономии антиоксиданта, используемого в бензиновом пуле.
Еще в одном варианте осуществления настоящего изобретения, извлечение полученного бензола достигает более 98 мас.% в расчете на содержание бензола в обогащенном бензолом непереработанном бензине каталитического крекинга.
Еще в одном варианте осуществления настоящего изобретения, чистота бензола, полученного в конечном продукте экстракции, составляет больше 97 мас.%.
Еще в одном варианте осуществления настоящего изобретения, растворитель наряду с использованным сорастворителем, остается стабильным и способен к переработке указанного углеводородного сырья даже в присутствии высоко реакционных примесей в системе, и где такими примесями являются главным образом органические пероксиды.
Еще в одном варианте осуществления настоящего изобретения, присутствуют ничтожные количества продуктов распада/полимеризации/коррозии в любой части экстракционной дистилляционной колонны, колонны для извлечения растворителя, даже в ребойлере, работающих при таких высоких температурах, как 185°C, в присутствии примесей, особенно органических пероксидов, при обработке имеющей высокую концентрацию бензола фракции непереработанного бензина каталитического крекинга указанной комбинацией растворителей.
Краткое описание чертежей
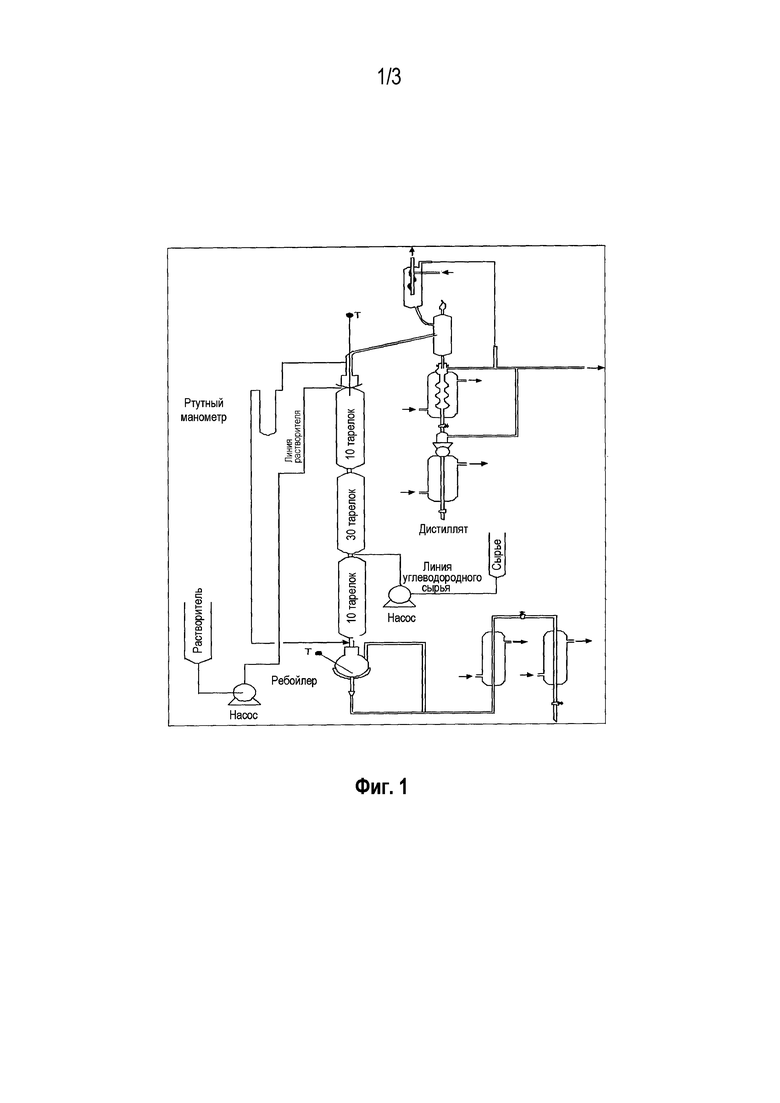
На Фиг. 1 показана лабораторная установка колонной системы Older Shaw для осуществления опытов в экстракционной дистилляционной (ED) колонне. Колонна с внутренним диаметром 25 мм, имеющая 50 сетчатых тарелок, снабжена дефлегматором для охлаждения паров продукта, выходящих из головной части колонны, и ребойлером, состоящим из круглодонной колбы с электрообогревом объемом 1 литр, в кубовой части колонны. Имеющий высокую концентрацию бензола непереработанный бензин каталитического крекинга после предварительного нагрева вводят в данную колонну на 40-ю тарелку сверху, а систему растворителя (растворитель с сорастворителем) после предварительного нагрева вводят в головную часть колонны. Расходы системы растворителя и углеводородного сырья в ED колонне регулировали так, чтобы поддерживать желательное отношение системы растворителя к сырью. Колонна работает при коэффициенте дефлегмации в интервале от 0,4 до 2,0. После установления стационарного режима (обычно это занимает приблизительно 3-6 часов), записывают такие рабочие условия, как температура, давление, расходы, и небольшой образец отбирают как из резервуара для головного дистиллята, так и из ребойлера, и подготавливают для композиционного анализа.
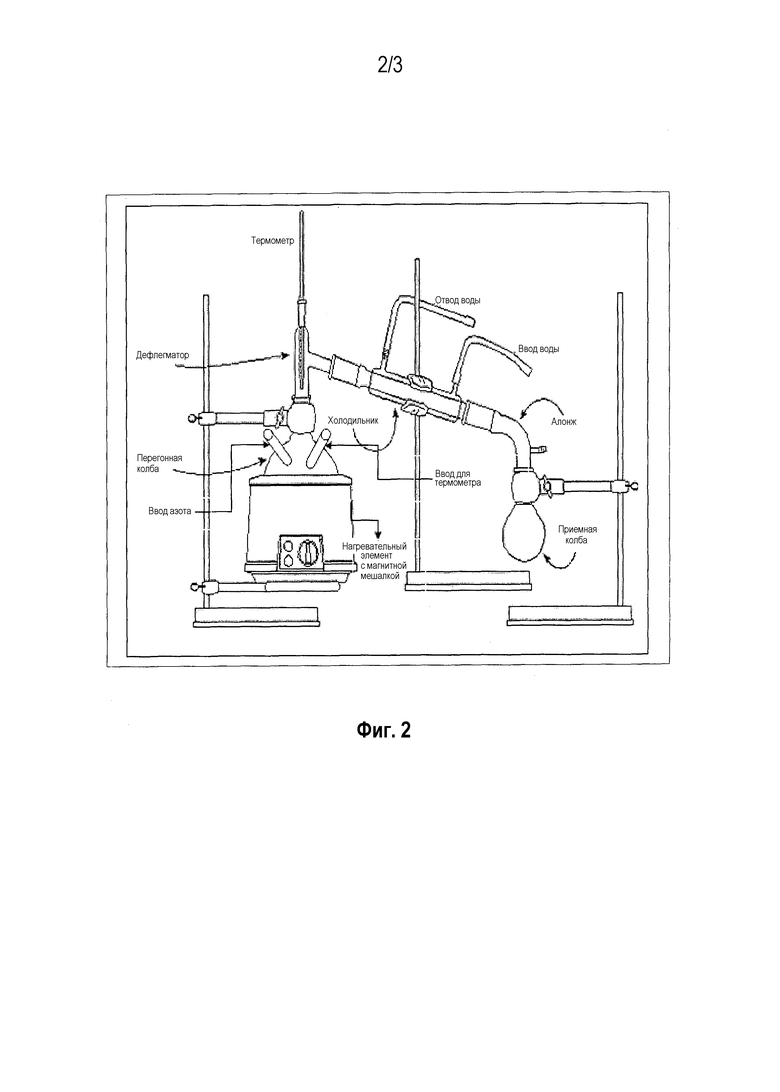
На Фиг. 2 показана установка из трехгорлой круглодонной колбы для изучения термической и окислительной стабильности систем растворителя (растворителя с сорастворителем). Установка включает трехгорлую круглодонную колбу, нагреваемую на плитке, способной обеспечить нагревание до 300°C. Сырьевую смесь, состоящую из различных соотношений систем растворителя (растворителя с сорастворителем) и углеводородного сырья, загружают в колбу и нагревают в течение трех часов при постоянном перемешивании при максимальной температуре 190°C.
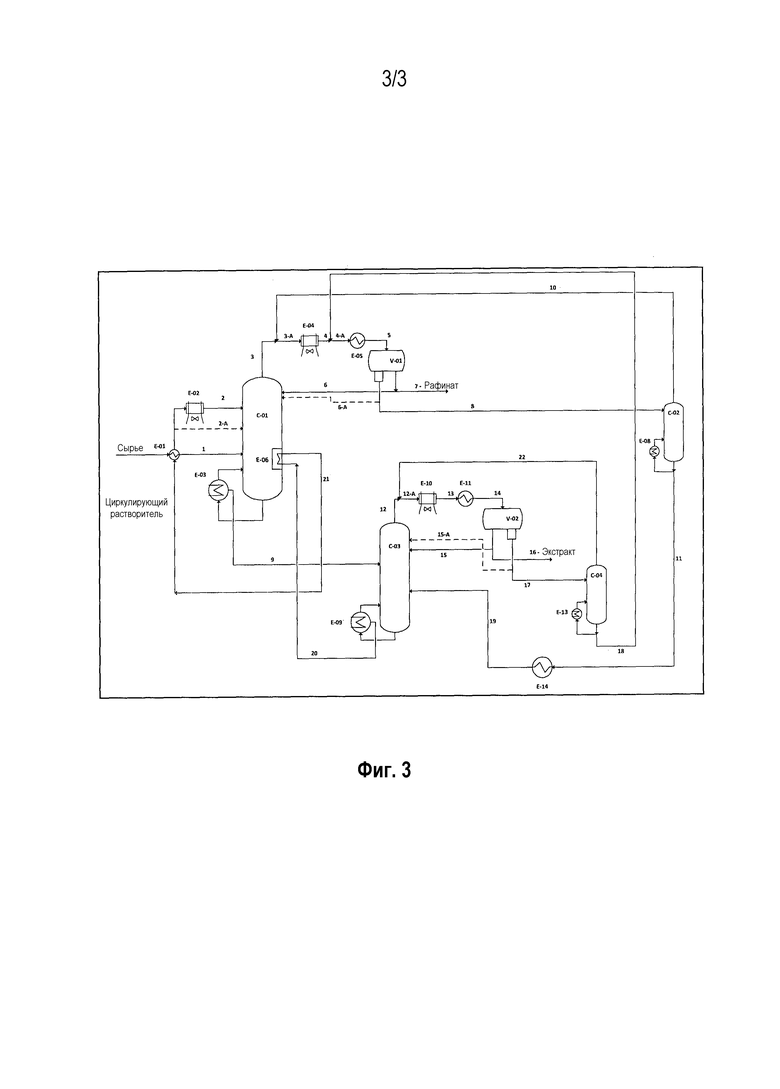
На Фиг. 3 графически проиллюстрирован процесс экстракционной дистилляции по настоящему изобретению. Сырье, фракция непереработанного бензина каталитического крекинга, имеющее высокую концентрацию бензола (кипящая в интервале 40-90°C), содержащее смесь бензола, олефинов, диолефинов (включающих сопряженные диолефины), неароматические углеводороды типа нафтенов, парафинов, изопарафинов, вместе с такими примесями, как оксигенаты, металлы, хлориды, соединения серы, соединения азота и органические пероксиды, вводят по линии 1 в среднюю часть многоступенчатой ED колонны C-01 через предварительный нагреватель E-01 сырья, через который циркулирует система растворителя (растворителя с сорастворителем) в виде горячего потока 21.
Продукт головной части ED колонны C-01, обогащенный олефинами и неароматическим(и) углеводородом(ами) и обедненный бензолом, проходит через линию 3 и конденсируется в воздушном холодильнике E-04 и балансировочном холодильнике E-05 с образованием конденсированного головного потока 5, который поступает в барабан парциального конденсатора, находящегося наверху ректификационной колонны, V-01. Часть углеводорода из V-01 может быть возвращена в ED колонну C-01 в виде флегмы по линии 6, тогда как обеденный бензолом бензиновый продукт может быть направлен либо в хранилище бензина, либо в другие технологические установки через линию 7.
Кроме того, часть водного потока из цистерны V-01 может быть использована как флегма в колонне C-01 через линию 6-A. Массовое отношение указанной флегмы к указанному головному продукту составляет от приблизительно 0,1:1 до приблизительно 2:1. Вода из цистерны V-01, содержащая следы растворенных углеводородов и растворителя, проходит в отпарную колонну для рафината (RSS) C-02 через линию 8. Головной поток 10, включающий углеводороды, из C-02 смешивается с потоком 3 паров из головной части C-01, и смешанный поток 3-A направляют в воздушный кулер E-04, а кубовый поток 11 отводят в парогенератор E-14. Циркулирующая система растворителя (растворителя с сорастворителем) поступает в ED колонну C-01 через линию 2. Часть циркулирующей системы растворителя (растворителя с сорастворителем) также может быть ведена в ED колонну C-01 через линию 2-A.
Кубовый поток 9 из ED колонны C-01 поступает в другую дистилляционную колонну C-03 (обычно называемую колонной для извлечения растворителя (SRC)). Головной поток 12 данной SRC конденсируют в конденсаторе E-10 и балансировочном холодильнике E-11 и направляют в барабан парциального конденсатора наверху ректификационной колонны V-02 через линию 14. Часть обогащенного бензолом экстракта из барабана парциального конденсатора V-02 может быть возвращена через линию 15 в виде флегмы в колонну C-03, а остальная часть может быть направлена на хранение в виде экстракта (продукта), т.e. бензола высокой чистоты, через линию 16 или в любую другую технологическую установку.
Кроме того, часть водного потока из барабана V-02 также может быть использована как флегма в C-03 через линию 15-A, а остальная часть воды может быть направлена в отпарную колонну для экстракта (ESS) C-04 через линию 17. Массовое отношение указанной флегмы к указанному головному продукту составляет от приблизительно 0,6:1 до приблизительно 5:1.
Вода из отсека V-02, содержащая следы растворенных обогащенных бензолом углеводородов и растворителя, проходит в отпарную колонну для экстракта (ESS) C-04 через линию 17. Головной поток 22, включающий главным образом обогащенные бензолом углеводороды, из C-04 смешивается с потоком 12 паров головной зоны C-03, и смешанный поток 12-A направляют в воздушный холодильник E-10, а кубовый поток 18, который не содержит углеводородов и растворителя, выводят и направляют в головную зону ED, где смешивается с потоком 4, выходящим из E-04, с целью отмывания углеводородов рафината от растворителя. Смешанный поток 4-A направляют в балансировочный холодильник E-05. Охлажденный поток 13 из E-10 затем направляют в балансировочный холодильник E-11 перед введением его в V-02 в виде потока 14.
Пар, генерированный при использовании кубового потока RSS в E-14, инжектируют в колонну C-03 по отдельной линии 19 в кубовой части колонны C-03. Поток 20 системы циркуляционного растворителя (растворителя с сорастворителем) из куба колонны для извлечения растворителя (C-03) направляют в сторону ребойлера Е-06 ED и теплообменника (E-01) сырье-обедненный растворитель через линию 21 и распределительного холодильник E-02. Окончательно данная система циркуляционного растворителя (растворителя с сорастворителем) после теплообмена поступает в ED колонну C-01 через линию 2.
E-03, E-08, E-09, E-13 обозначают ребойлеры колонн C-01, C-02, C-03 и C-04 соответственно.
Подробное описание изобретения
Выражения «смесь растворителей», «растворитель с сорастворителем» и «система растворителя» использованы взаимозаменяемо в описании изобретения.
Настоящее изобретение относится к надежному способу производства обедненного бензолом бензина (содержание бензола меньше 0,4 мас.%) на основе извлечения бензола высокой чистоты (чистота больше 97 мас.%) из имеющей высокую концентрацию бензола фракции непереработанного бензина каталитического крекинга экстракционной дистилляцией. Указанную бензиновую фракцию получают (без какой-либо предварительной обработки) из установки каталитического крекинга в псевдоожиженном слое (FCC) нефтеперерабатывающего завода. Указанная имеющая высокую концентрацию бензола фракция непереработанного бензина каталитического крекинга включает бензол и близко кипящие неароматические углеводороды типа парафинов, изопарафинов, олефинов, диолефинов (включающих сопряженные диолефины) и нафтенов, наряду с примесями, содержащими, но не ограниченными, оксигенаты, металлы, хлориды, соединения серы, соединения азота и органические пероксиды.
Имеющая высокую концентрацию бензола фракция непереработанного бензина каталитического крекинга, использованная в настоящем изобретении, предпочтительно должна иметь интервал температур кипения от 40°C до приблизительно 90°C.
Предпочтительно содержание бензола в сырье может составлять приблизительно от 5 до 40 мас.% (более предпочтительно приблизительно 10-30 масс. %), и содержание соответствующего неароматического углеводорода составляет приблизительно 60-95 масс. % (более предпочтительно приблизительно 70-90 масс. %).
Неограничивающими примерами олефиновых углеводородов в сырье являются циклопентен, 2-метил-1-пентен, 1-гексен, 2-этил-1-бутен, транс-3-гексен, транс-2-гексен, 4-метилциклопентен, 3-метил-цис-2-пентен, 3-метилциклопентен, цис-2-гексен, 2-метил-2-пентен, 2,3,3-триметил-1-бутен, 4-метил-1-гексен, транс-3-гептен и диолефины, такие как 2,3-пентадиен, цис,транс-2,4-гексадиен, их аналоги и их смеси.
Неограничивающими примерами насыщенных углеводородов (парафинов и изопарафинов) в сырье являются н-пентан, 2-метилбутан, н-гексан, н-гептан, 2,3-диметилбутан, 2-метилпентан, 3-метилпентан, 2,2,3-триметилбутан, 3,3-диметилпентан, 2-метилгексан, 2,3-диметилпентан, 3-метилгексан, 3-этилпентан, 2,4-диметилпентан, 2,2,4-триметилпентан, и т.п. и их смеси.
Неограничивающими примерами насыщенных циклических углеводородов (нафтенов) в сырье являются циклопентан, метилциклопентан, циклогексан, 1,1-диметилциклопентан, цис-1,3-диметилциклопентан, транс-1,3-диметилциклопентан, транс-1,2-диметилциклопентан, цис-1,2-диметилциклопентан, метилциклогексан, этилциклопентан и т.п. и их смеси.
Неограничивающими примерами указанных примесей в сырье являются один или более металлов (содержание в частях на млрд.), оксигенаты (1-400 частей на млн), хлориды (0,1-3 частей на млн), сера (100-700 частей на млн), азот (0,6-14 частей на млн) и органические пероксиды (пероксидное число 20-50 миллимолей/литр). В сырье, примеси упомянутых органических пероксидов могут быть обусловлены либо имеющей высокую концентрацию бензола фракцией непереработанного бензина каталитического крекинга (генерированной в технологических установках выше по потоку или емкостях для хранения), либо генерированы в системе in situ в жестких технологических условиях экстракционной дистилляции (ED).
Органические пероксиды взаимодействуют с диолефинами (особенно сопряженными диолефинами), инициируя реакции
полимеризации вследствие аутоокисления. Данная реакционная смесь может вызвать разрушение системы растворителя (растворителя с сорастворителем), особенно при высоких температурах, характерных для работы ED и SRC. Таким образом, в настоящем изобретении выбор правильной системы растворителей (растворителя с сорастворителем), которая стабильна для данного конкретного углеводородного сырья в рабочих условиях, подходящих для достижения цели изобретения, является новой, содержащей элементы новизны стадией.
Учитывая вышеуказанные проблемы, определившие разработку рентабельного и надежного способа производства обедненного бензолом бензина (содержание бензола меньше 0,4 мас.%) излечением бензола высокой чистоты (чистота больше 97 мас.%) из имеющей высокую концентрацию бензола фракции непереработанного бензина каталитического крекинга (кипящей в интервале 40-90°C), авторы изобретения получили такую имеющую высокую концентрацию бензола фракцию непереработанного бензина каталитического крекинга (без какой-либо предварительной обработки) из установки каталитического крекинга в псевдоожиженном слое (FCC) нефтеочистительного завода. Состав указанной имеющей высокую концентрацию бензола фракции непереработанного бензина каталитического крекинга представлен в таблице 1.
Свойства фракции непереработанного бензина каталитического крекинга (сырья)
Как видно из таблицы 1, указанная имеющая высокую концентрацию бензола фракция непереработанного бензина каталитического крекинга содержит олефины наряду с другим углеводородом и примесями, кипящими в узком интервале от 40°C до 90°C. Учитывая данный состав сырья и узкий интервал температур кипения, авторы изобретения решили использовать экстракционную дистилляцию для излечения бензола из данного типа сырья при использовании широко используемых полярных растворителей типа сульфолана, НМП, ДМФ и НФМ.
Для начала использовали сульфолан, так как он является наиболее широко используемым растворителем для извлечения ароматики из продукта риформинга или гидрированного пиролизного бензина (ПБ) при использовании либо экстракции растворителем, либо экстракционной дистилляции. Лабораторная установка для осуществления экстракционной дистилляции (ED) в колонне представлена на Фиг. 1. Использовали имеющий высокую концентрацию бензола непереработанный бензин каталитического крекинга, описанный в таблице 1. Массовое отношение системы растворителя к сырью в ED колонне поддерживали равным 3,0, где использованная система растворителя представляла смесь сульфолана и воды (99,2:0,8 мас.%).
При температуре в ребойлере приблизительно 120°C наблюдали, что смесь в ребойлере начинала темнеть и при температуре порядка 125°C она становилась черной. Потока углеводорода к головной зоне не было, а, следовательно, нельзя было сделать отбор образца головной фракции. Перепад давления поперек колонны (ΔΡ) возрастал от 25 мм до 40 мм Hg. На данной стадии эксперимент приходилось завершать. После демонтажа установки данный черный полимеризованный материал наблюдали на сетчатых тарелках колонны и на внутренней поверхности корпуса ребойлера. Систему тщательно промывали, и вышеописанный эксперимент вновь повторяли. Вновь наблюдали то же явление, что упомянуто выше.
Полимеризованный продукт из вышеописанного эксперимента извлекали и анализировали. Установили, что он представляет собой продукт разложения сульфолана. В литературе широко описано, что для сульфолана характерно разложение при температуре выше 180°C [Sulfolane Technical assistance and evaluation report, Final June1, 2010, Alaska Department of Environmental Conservation]. Указанное выше явление вероятно обусловлено реакцией органических пероксидов и диолефинов (особенно сопряженных типов), содержащихся в системе с сульфоланом, которая приводит к образованию полимеризованных продуктов даже при такой низкой температуре, как 125°С. Исходя из вышеуказанных наблюдений, авторы изобретения посчитали уместным разработать стабильную систему растворителя (растворителя с сорастворителем) для переработки углеводородных типов сырья, содержащего существенное количество диолефинов и органических пероксидов. Коммерчески используемые полярные растворители, т.е. системы сульфолан, НМП, ДМФ и НМФ были тщательно исследованы на их термическую и окислительную стабильность в присутствии имеющего высокую концентрацию бензола непереработанного бензина каталитического крекинга из таблицы 1.
Вышеуказанные эксперименты по стабильности проводили с использованием экспериментальной установки, как показано на фигуре 2. Сульфолан, сульфолан (92 мас.%) и 3-метилсульфолан (8 мас.%), НМП (98 мас.%) и вода (2 мас.%.), НФМ (97 мас.%) и вода (3 мас.%), ДМФ (97 мас.%) и вода (3 мас.%) по отдельности смешивали с имеющим высокую концентрацию бензола непереработанным бензином каталитического крекинга в соотношении 3:1 по массе и нагревали.
Не наблюдали никакого темного окрашивания исходных смесей или образования отложений с водным НМП, водным НФМ и водным ДМФ; однако, с сульфоланом и смесью сульфолан-3-метилсульфоланом темное окрашивание с образованием отложения наблюдали при таких низких температурах, как 126°C. Результаты наблюдений представлены в таблице 2.
Углеводородные типы сырья из реальных коммерческих систем могут содержать высокую концентрацию пероксидов и больше пероксидов может также образоваться внутри системы ED при высоких температурах. Таким образом, перечисленные системы растворителя (водный НМП, водный НФМ и водный ДМФ), упомянутые выше, необходимо также тестировать на их стабильность в обогащенной пероксидами (сырье с пероксидным числом выше 150 миллимолей/литр) среде. Исследование термической стабильности вышеуказанных систем растворителя (растворителя с сорастворителем) проводили на синтетически полученном сырье, имеющем высокое пероксидное число (имеющий высокую концентрацию бензола непереработанный бензин каталитического крекинга + дополнительные органические пероксиды, добавленные отдельно), что детализировано ниже (см. пример 4). Результаты показали, что данные системы растворителя остаются термически стабильными и не разрушаются даже сырьевыми смесями, имеющими такое высокое пероксидное число, как 158 миллимолей/литр, при температурах, обычно характерных для систем ED экстракционной дистилляции. Таким образом, на основе полученных результатов по термической и окислительной стабильности авторы изобретения установили, что некоторые системы растворителя остаются стабильными и могут быть использованы в операциях экстракционной дистилляции (ED) с переработкой данного обогащенного пероксидом углеводородного потока.
Исходя из вышеизложенного, в способе ED экстракционной дистилляции по изобретению ароматический селективный растворитель выбран из группы, состоящей из N-метил-2-пирролидона (НМП), N-формилморфолина (НФМ) и диметилформамида (ДМФ) в комбинации с водой в качестве сорастворителя.
В данном способе предварительно нагретую систему ароматического селективного растворителя (растворитель с сорастворителем) и имеющую высокую концентрацию бензола фракцию непереработанного бензина каталитического крекинга в массовом отношении в интервале от 1 до 10, более предпочтительно от 2,0 до 6,0 обрабатывают в колонне экстракционной дистилляции, где имеющая высокую концентрацию бензола фракция непереработанного бензина каталитического крекинга поступает в колонну ED в средней ее части и система растворителя (растворитель вместе с сорастворителем) поступает в колонну в головной зоне ниже точки подачи флегмы. Температуру ребойлера ED поддерживают в интервале от 140°C до 185°C.
Обедненный бензолом бензин (рафинат) отводят из головной зоны ED, тогда как кубовый продукт представляет обогащенную бензолом фазу растворителя (экстракт).
Отделение системы растворителя от фазы экстракта протекает в колонне для извлечения растворителя (SRC) с получением не содержащей углеводородов системы растворителя из куба колонны и бензола (с чистотой больше 97 мас.%) из верхней части SRC.
Использованным сорастворителем является вода в интервале от 0,5 до 6 мас.% в расчете на общую массу растворителя. Массовое отношение системы растворителя к сырью, поддерживаемое в колонне экстракционной перегонки ED, лежит в интервале от 1 до 10, предпочтительно от 2 до 6.
В способе предусмотрена отпарная колонна для экстракта (ESS) для удаления бензола, растворенного в воде, из отстойника в головной зоне SRC, и последующее использование воды из отпарной колонны для промывания фазы рафината.
В способе предусмотрена отпарная колонна для рафината (RSS) для удаления неароматических углеводородов, растворенных в воде, из головного отстойника ED. Не содержащую углеводородов воду из куба RSS направляют в парогенератор для введения в качестве пара для десорбции в SRC.
В способе массовое отношение флегмы к конечному обедненному бензолом бензиновому продукту из ED составляет приблизительно от 0,1:1 до приблизительно 2:1.
Кроме того, в способе полученный обедненный бензолом бензин содержит ничтожное количество (пероксидное число <3 миллимолей/литр) органических пероксидов даже в случае переработки сырья с высоким содержанием пероксидов (пероксидное число больше 30 миллимолей/литр). Это, в свою очередь, снизит расход антиоксидантов, которые традиционно добавляют к бензину.
В способе извлечение бензола составляет больше 98 мас.% (в расчете на содержание бензола в имеющем высокую концентрацию бензола непереработанном бензине каталитического крекинга) с чистотой больше 97 мас.%.
В указанном изобретении использованная система растворителя (растворитель вместе с сорастворителем) остается стабильной и способна к переработке указанного углеводородного сырья даже в присутствии высоко реакционных примесей в системе и где рассматриваемые примеси представляют главным образом органические пероксиды.
Далее, в настоящем изобретении содержание продукта деструкции/полимеризации/коррозии в любой зоне колонны экстракционной дистилляции или колонне по извлечению растворителя является ничтожным, даже в их ребойлерах, работающих при таких высоких температурах, как 185°C, в присутствии примесей, особенно органических пероксидов, при переработке имеющей высокую концентрацию бензола фракции непереработанного бензина каталитического крекинга и комбинации растворитель/сорастворитель, обеспечивая тем самым надежную работу.
ПРИМЕРЫ
Следующие примеры даны с целью пояснения, и поэтому их не следует рассматривать как ограничивающие объем притязаний изобретения.
Использованным сырьем в данных примерах является имеющая высокую концентрацию бензола фракция непереработанного бензина каталитического крекинга (кипящая в интервале 40-90°C), как показано в таблице 1.
Пример 1
Экстракционная дистилляция сырья с сульфоланом и водой (99,2:0,8) мас.%
Сырье: Имеющая высокую концентрацию бензола фракция непереработанного бензина каталитического крекинга, в виде композиции, подробно рассмотренная в таблице 1,
Система растворителя: смесь сульфолана и воды (99,2:0,8) мас.%,
Экспериментальная установка, показанная на Фиг.1;
Массовое отношение система растворителя-к-сырью 3,0;
Коэффициент дефлегмации 0,6 о/о (Коэффициент дефлегмации = расход флегмы/расход продукта).
При температуре в ребойлере приблизительно 120°C наблюдали, что смесь в ребойлере начинала темнеть и при температуре приблизительно 125°C она становилась черной. В сторону головной зоны потока не было и, следовательно, нельзя было отобрать образец головной фракции. Перепад давления по сечению колонны (ΔΡ) возрастал от 25 мм до 40 мм Hg. На данной стадии эксперимент приходилось обрывать. После демонтажа установки обнаружили толстый черный полимеризованный материал на сетчатых тарелках колонны и на внутренней поверхности котла ребойлера.
Пример 2
Экстракционная дистилляция сырья с сульфоланом и водой (99,2:0,8) мас.% - Повторная
Основываясь на результатах, полученных в примере 1, авторы изобретения приняли решение повторить опыт по экстракционной дистилляции с использованием той же системы сырья и системы растворителя (сульфолан и вода (99,2:0,8 мас.%)). Все устройство, описанное на Фиг.1, тщательно промыли с удалением полимеризованного материала и вновь провели рассмотренный выше опыт. Вновь наблюдали то же явление полимеризации, которое упомянуто выше в примере 1.
Полимеризованные продукты из вышерассмотренных экспериментов извлекли и проанализировали. Было установлено, что они представляют продукты разрушения сульфолана. Это явление хорошо описано в литературе и отмечено, что сульфолан разлагается при температурах выше 180°С [Sulfolane Technical assistance and evaluation report, Final June1, 2010, Alaska Department of Environmental Conservation]. Вышеуказанный факт обусловлен вероятно взаимодействием органических пероксидов и диолефинов (особенно сопряженного типа), содержащихся в сырье, с сульфоланом, что привело к образованию продуктов полимеризации даже при такой низкой температуре, как 125°C.
Пример 3
Опыты по оценке теплостойкости загрузки
Исходя из вышеуказанных наблюдений, стало очевидным, что целесообразно разработать стабильную систему растворителя (растворителя с сорастворителем) для переработки углеводородных типов сырья, содержащего значительное количество диолефинов и органических пероксидов. Таким образом, тщательно исследовали промышленно используемые полярные растворители, т.е., системы на основе сульфолана, НМП, ДМФ и НФМ, на их термическую и окислительную стабильность в присутствии непереработанного бензина каталитического крекинга, содержащего высокую концентрацию бензола, указанного в таблице 1.
Исследования стабильности проводили на экспериментальной установке, изображенной на Фиг.2. Сульфолан, сульфолан (92 мас.%) и 3-метилсульфолан (8 мас.%), НМП (98 мас.%) и воду (2 мас.%.), НФМ (97 мас.%) и воду (3 мас.%), ДМФ (97 мас.%) и воду (3 мас.%) по отдельности смешивали с имеющей высокое содержание бензола фракцией непереработанного бензина каталитического крекинга в отношении 3:1 по массе и нагревали.
Не наблюдали темного окрашивания сырьевых смесей или образования отложений в случае использования водного НМП, водного НФМ и водного ДМФ; однако в случае сульфолана и смеси сульфолана и 3-метилсульфолана наблюдали темное окрашивание с образованием отложений при таких низких температурах, как 126°C. Данные результаты представлены в таблице 2.
Изучение термостойкости непереработанного сырья (сырья) каталитического крекинга, имеющего высокую концентрацию бензола, и систем растворителя в атмосфере азота
Однако системы растворителя на основе водного НФМ, водного НМП и водного ДМФ работают с указанной фракцией непереработанного бензина каталитического крекинга, имеющей высокую концентрацию бензола и значительное количество пероксида и диолефинов, и не подвержены деструкции.
Чтобы установить стабильность водного НМП, даже в присутствии очень высокого содержания пероксида, в имеющем высокое содержание бензола непереработанном бензине каталитического крекинга эксперимент проводили, как подробно рассмотрено ниже в примере 4.
Пример 4
Стабильность системы растворителя в обогащенной пероксидами среде
Сырье: Имеющая высокую концентрацию бензола фракция непереработанного бензина каталитического крекинга, в виде композиции, подробно рассмотренной в таблице 1,
Система растворителя: смесь растворителя и воды (97,9:2,1 мас.%),
Экспериментальная установка, изображенная на Фиг.2,
Использованные растворители: НМП, НФМ, ДМФ,
Массовое отношение системы растворителя к сырью 3,0.
В сырье добавляли дополнительный органический пероксид (третбутилгидропероксид, ТБГП). Анализ полученного сырья показывал пероксидное число приблизительно 158 миллимолей/литр. Эксперимент проводили на лабораторной установке, показанной на Фиг. 2. Системы растворителей на основе водного НМП, водного НФМ и водного ДМФ нагревали по отдельности с сырьевой смесью (фракция непереработанного бензина каталитического крекинга, имеющая высокую концентрацию бензола и дополнительный ТБГП) непрерывно в течение трех часов до 190°C, 190°C и 150°C соответственно. Ни одна из смесей не образовала никаких отложений в системе.
Кроме того, большинство пероксидов оставалось в фазе растворителя, поскольку пероксидое число перегнанных углеводородов составляло 2,58, 2,65 и 2,75 миллимолей/литр для соответствующих систем растворителя.
Пример 5
Экстракционная дистилляция сырья с НМП и водой (99,2:0,8) мас.%
Сырье: Фракция непереработанного бензина каталитического крекинга, имеющая высокую концентрацию бензола, в виде композиции, подробно описанной в таблице 1,
Система растворителя: Смесь НМП и воды (99,2:0,8 мас.%),
Экспериментальная установка, показанная на Фиг.1,
Массовое отношение системы растворителя к сырью 3,58,
Коэффициент дефлегмации 0,6 о/о,
Давление в головной зоне колонны - 0,93 атм, давление в кубе колонны - 0,96 атм,
Температура в ребойлере колонны - 180°C.
Использованное устройство показано на Фиг.1 и подробно рассмотрено в предыдущей главе. Указанную фракцию непереработанного бензина каталитического крекинга, имеющую высокую концентрацию бензола, после предварительного нагревания вводили в дистилляционную колонну на 40-ю тарелку от верха колонны и систему растворителя, определенную выше, после предварительного нагревания вводили в головную зону колонны. Расходы системы растворителя и углеводородного сырья регулировали так, чтобы поддерживать желательное массовое отношение системы растворителя к сырью 3,58. Колонна работала при коэффициенте дефлегмации 0,6 об/об. После достижения равновесного состояния, что занимало приблизительно 3 часа, температура в ребойлере достигала 180°C. В течение всего времени проведения опыта наблюдали приемлемые уровни перепада давления по сечению колонны. Не наблюдали ни каких-либо отложений в системы, ни значительного изменения цвета.
Небольшой образец головного дистиллята и кубового экстракта из ребойлера отбирали из экстракционной дистилляцонной (ED) колонны. Затем кубовый экстракт из ребойлера колонны экстракционной дистилляции подвергали отдельной перегонке в колонне извлечения растворителя (SRC) с извлечением обогащенной бензолом углеводородной части (полученной без растворителя) в головной части колонны.
Состав углеводородной части головного и кубового продуктов экстракционной перегонной колонны представлен в таблице 3.
Результаты указывают, что чистота бензола, достигаемая в конечном обогащенном бензолом ароматическим продукте, составляет 98,07 мас.%, тогда как содержание бензола в обедненном бензолом бензине достигает 0,05 мас.%. Извлечение бензола в экстракте (относительно сырья) составляет 99,69%.
Состав не содержащего растворителя рафината и безрастворного экстракта в опыте по экстракционной дистилляции сырья с НМП и водой (99,2:0,8) мас.%
Вышеуказанная чистота бензола в экстракте, вероятно, может быть достигнута при более низких температурах путем оптимизации селективности и объема системы растворителя. Исходя из этого, провели несколько экспериментов; некоторые пояснены ниже.
Пример 6
Опыт по экстракционной дистилляции сырья с НМП и водой (97,8:2,2) мас.%
Сырье: фракция непереработанного бензина каталитического крекинга, имеющая высокую концентрацию бензола, состав которой подробно описан в таблице 1,
Система растворителя: смесь НМП и воды (97,8:2,2) мас.%,
Экспериментальная установка, представленная на Фиг.1;
Массовое отношение системы растворителя к сырью 3,55;
Коэффициент дефлегмации 0,6 о/о;
Давление в головной зоне колонны - 0,93 атм; давление в кубе колонны - 0,96 атм;
Температура в ребойлере колонны - 160°C.
Использованное устройство показано на Фиг. 1 и подробно рассмотрено в предыдущем разделе. Указанная фракция непереработанного бензина каталитического крекинга, имеющая высокую концентрацию бензола, после предварительного нагревания поступает в дистилляционную колонну на 40-ю тарелку от верха колонны, а систему растворителя, определенная выше, после предварительного нагревания входит в головную зону колонны. Расходы системы растворителя и углеводородного сырья регулировали таким образом, чтобы поддерживать желательное значение массового отношения системы растворителя-к-сырью 3,55. Коэффициент дефлегмации при работе колонны составлял 0,6 об./об. После достижения равновесного состояния, что занимало приблизительно 3 часа, температура в ребойлере достигала 160°C. В течение всего времени проведения опыта наблюдали нормальную работу и приемлемые уровни перепада давления по сечению колонны. Не наблюдали ни каких-либо отложений в системе, ни значительного изменения цвета системы.
Небольшой образец головного дистиллята и кубового экстракта из ребойлера отбирали из экстракционной дистилляционной (ED) колонны. Затем кубовый экстракт из ребойлера колонны экстракционной дистилляции подвергали отдельной перегонке в колонне извлечения растворителя (SRC) с извлечением обогащенной бензолом углеводородной части (полученной без растворителя) в головной части колонны.
Состав углеводородной части головного и кубового продукта экстракционной дистилляционной колонны представлен в таблице 4.
Результаты указывают, что чистота бензола, достигаемая в конечном обогащенном бензолом ароматическим продукте, составляет 97,92 мас.%, тогда как содержание бензола в обедненном бензолом бензине достигает 0,02 мас.%. Извлечение бензола в экстракте (относительно сырья) составляет 99,87%.
Состав не содержащего растворителя рафината и не содержащего растворителя экстракта в опыте по экстракционной дистилляции сырья с НМП и водой (97,8:2,2) мас.%
Вышепредставленные результаты свидетельствуют о том, что повышенное содержание воды в системе растворителя приводит к снижению температуры в ребойлере, но при этом обеспечивает высокую чистоту бензольного продукта.
Пример 7
Опыт по экстракционной дистилляции сырья с НМП и водой (94,9:5,1) мас.%
Сырье: фракция непереработанного бензина каталитического крекинга, имеющая высокую концентрацию бензола, состав которой подробно описан в таблице 1;
Система растворителя: смесь НМП и воды (94,5:5,1) мас.%; экспериментальная установка, представленная на фигуре 1;
Массовое отношение системы растворителя к сырью 3,01;
Коэффициент дефлегмации 0,6 о/о;
Давление в головной зоне колонны - 0,93 атм; давление в кубе колонны - 0,96 атм;
Температура в ребойлере колонны - 145°C.
Использованное устройство показано на фигуре 1 и подробно рассмотрено в предыдущем разделе. Указанную фракцию непереработанного бензина каталитического крекинга, содержащую высокую концентрацию бензола, после предварительного нагревания вводили в дистилляционную колонну на 40-ю тарелку от верха колонны, а систему растворителя, определенную выше, после предварительного нагревания вводили в головную зону колонны. Расходы системы растворителя и углеводородного сырья регулировали таким образом, чтобы поддерживать желательное значение массового отношения системы растворителя-к-сырью 3,01. Коэффициент дефлегмации при работе колонны составлял 0,6 об./об. После достижения равновесного состояния, что занимало приблизительно 3 часа, температура в ребойлере достигала 145°C. В течение всего времени проведения опыта наблюдали нормальную работу и приемлемые уровни перепада давления по сечению колонны. Не наблюдали ни каких-либо отложений в системе, ни значительного изменения цвета системы.
Небольшой образец головного дистиллята и кубового экстракта из ребойлера отбирали из экстракционной дистилляционной (ED) колонны. Затем кубовый экстракт из ребойлера колонны экстракционной дистилляции подвергали отдельной перегонке в колонне извлечения растворителя (SRC) с извлечением обогащенной бензолом углеводородной части (полученной без растворителя) в головной части колонны.
Состав углеводородной части головного и кубового продукта экстракционной дистилляционной колонны представлен в таблице 5.
Результаты указывают, что чистота бензола, достигаемая в конечном обогащенном бензолом ароматическим продукте, составляет 97,33 мас.%, тогда как содержание бензола в обедненном бензолом бензине достигает 0,16 мас.%. Извлечение бензола в экстракте (относительно сырья) составляет 99,03%.
Состав не содержащего растворителя рафината и не содержащего растворителя экстракта в опыте по экстракционной дистилляции сырья с НМП и водой (94,9:5,1) мас.%
Как видно из представленных выше примеров 5, 6 и 7, высокая чистота бензола может быть достигнута даже при более низких температурах в ребойлере путем оптимизации содержания воды в системе растворителя и регулирования массового отношения системы растворителя к сырью. Более низкие температуры в ребойлере приводят к снижению эксплуатационных расходов за счет использования низкозатратных средств обеспечения и/или приводят к более низким капитальным расходам вследствие более высокого значения ΔΤ между нагревательной средой и температурой в ребойлере.
Таким образом, авторы изобретения достигли меньше 0,4 мас.% бензола в обедненном бензолом бензиновом продукте с достижением при этом чистоты бензола больше 97 мас.% в продукте, обогащенном бензолом.
Преимущества изобретения
Существующие процессы в промышленности по переработке углеводородов обеспечивают удаление бензола насыщением его путем гидрогенизации, что приводит к снижению октанового числа вследствие насыщения олефинов и потери ценного бензола. Также разработано несколько других альтернативных способов снижения содержания бензола в крекинг-бензине; типа тех, что упомянуты выше.
Процесс, упомянутый в патенте США 7501549, включает этерификацию, разделение, гидрирование и экстракцию растворителем для извлечения бензола и простых эфиров изоолефинов.
Процесс, упомянутый в патенте США 8143466, включает алкилирование с использованием спирта или простого эфира для частичного алкилирования бензола. Для промывания углеводородного потока необходима вода для извлечения непрореагировавшего спирта и простого эфира, что дополнительно требует энергоемких интенсивных стадий извлечения спирта и простого эфира для повторного применения.
Известные процессы являются сложными, включающими ряд стадий и внешних химических агентов (спирта, простого эфира, водорода, соответствующих катализаторов и т.п.), с плохим или нулевым извлечением бензола и являются энергоемкими.
Процесс, упомянутый в патентной заявке на имя авторов изобретения, включает только две стадии разделения (экстракционная дистилляция с последующим извлечением растворителя) без необходимости предшествующей стадии гидрогенизации для насыщения диолефинов/олефинов, что делает его очень простым, энергосберегающим и рентабельным.
Дополнительным преимуществом способа по настоящему изобретению является то, что он является простым в работе и не требует дорогостоящего оборудования, такого как пламенные нагреватели, струйные эжекторы пара или компрессоры. Данное оборудование не только повышает капитальные вложения, но также требует интенсивного ухода, а также повышенных эксплуатационных расходов. Поскольку в способе по настоящему изобретению не предусмотрено использование ни водорода, ни каких-либо энергоемких стадий, он является безопасным для окружающей среды с минимальным парниковым эффектом.
Безопасный для окружающей среды растворитель и мягкие рабочие условия позволяют применять традиционные конструкционные материалы (MOC), такие как углеродистая сталь.
Извлечение бензола является очень высоким, т.е., более 98 массовых %, из имеющей высокую концентрацию бензола фракции непереработанного бензина каталитического крекинга и чистота извлеченного бензола является также высокой (большее 97 массовых %). Способ одновременно обеспечивает бензиновую фракцию, содержащую меньше 0,4 массовых % бензола, с сохранением октанового числа.
Способ также обеспечивает существенное снижение содержания пероксидов в обработанной бензиновой фракции, по сравнению с основным сырьем, что влечет более низкое потребление антиоксидантов в бензиновом пуле.
Комбинация растворитель/сорастворитель может быть подобрана для любой концентрации бензола в непереработанном бензине каталитического крекинга, имеющем высокую концентрацию бензола.
Комбинация растворитель/сорастворитель также может быть подобрана так, чтобы сохранить термостойкость и стойкость к действию окислителей в течение всей работы всех участвующих установок, во всех секциях, при всех превалирующих температурах (даже в экстракционной дистилляционной колонне или ребойлере SRC).
В способе присутствует ничтожное количество продуктов деструкции/полимеризации/коррозии в любой секции колонны экстракционной дистилляции или колонне извлечения растворителя, даже в соответствующих ребойлерах, которые могут работать при таких высоких температурах, как 185°C, в присутствии высоко реакционных примесей, таких как органические пероксиды, при переработке фракции непереработанного бензина каталитического крекинга, имеющей высокую концентрацию бензола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ОЧИЩЕННОЙ БЕНЗОЛЬНОЙ КОМПОЗИЦИИ ИЗ ПОТОКА НЕОЧИЩЕННЫХ УГЛЕВОДОРОДОВ, СОДЕРЖАЩЕГО БЕНЗОЛ | 2021 |
|
RU2831572C1 |
| СПОСОБ ПРОИЗВОДСТВА ОЛЕФИНОВ И БЕНЗИНА С НИЗКИМ СОДЕРЖАНИЕМ БЕНЗОЛА | 2014 |
|
RU2592286C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ ДИОЛЕФИНОВ С5 ИЗ ПИРОЛИЗНОГО БЕНЗИНА | 2014 |
|
RU2661869C2 |
| СПОСОБ ОБЕССЕРИВАНИЯ БЕНЗИНА | 2013 |
|
RU2638168C2 |
| СПОСОБ КОНФИГУРИРОВАНИЯ ПРОИЗВОДСТВА НЕФТЕХИМИЧЕСКОГО СЫРЬЯ | 2021 |
|
RU2766508C1 |
| СПОСОБЫ И АППАРАТУРА ДЛЯ УДАЛЕНИЯ БЕНЗОЛА В ЦЕЛЯХ СОСТАВЛЕНИЯ БЕНЗИНОВЫХ СМЕСЕЙ | 2017 |
|
RU2695379C1 |
| Способ десульфуризации крекинг-лигроина | 2016 |
|
RU2726633C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СНИЖЕНИЯ СОДЕРЖАНИЯ БЕНЗОЛА В БЕНЗИНЕ ПРИ АЛКИЛИРОВАНИИ РАЗБАВЛЕННЫМ ЭТИЛЕНОМ | 2011 |
|
RU2505515C1 |
| СПОСОБ ОБРАБОТКИ БЕНЗИНА | 2017 |
|
RU2731566C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИНА С НИЗКИМ СОДЕРЖАНИЕМ СЕРЫ | 2013 |
|
RU2655169C2 |
Настоящее изобретение относится к способу производства бензина, включающему: a) объединение в колонне экстракционной дистилляции (ED), снабженной ребойлером,(a) предварительно нагретой непереработанной фракции крекинг-бензина (кипящей в интервале 40-90°С), состоящей из имеющей высокую концентрацию бензола непереработанной фракции бензина каталитического крекинга, полученной из установки каталитического крекинга с псевдоожиженным слоем, без какой-либо предварительной обработки, где бензиновая фракция содержит примеси, 10-30 мас. % бензола и 70-90 мас. % близко кипящих неароматических углеводородов, и при этом примеси включают один или несколько металлов в концентрации, не превышающей уровень частей на млрд, 1-400 частей на млн оксигенатов, 0,1-3 частей на млн хлоридов, 100-700 частей на млн. серы, 0,6-14 частей на млн азота и органических пероксидов при содержании пероксидов 20-50 миллимолей/литр; и (b) предварительно нагретой смеси растворителей, содержащей селективный растворитель, выбранный из группы, состоящей из N-метил-2-пирролидона (НМП), N-формилморфолина (НФМ) и диметилформамида (ДМФ), и воды в качестве сорастворителя при массовом отношении смеси растворителя к материалам сырья от 1 до 10, и где материал сырья вводится в колонну экстракционной дистилляции в ее среднюю зону и смесь растворителя вводится в колонну в ее головную зону; b) поддерживание температуры в кубе колонны экстракционной дистилляции в интервале от 140°С до 185°; c) извлечение фазы рафината, содержащей бензин, имеющий содержание бензола меньше 0,4 мас. %, из головной зоны колонны экстракционной дистилляции и фазы экстракта, содержащей бензол и смесь растворителя, из куба колонны экстракционной дистилляции, и d) отделение смеси растворителя от фазы экстракта в колонне извлечения растворителя (SRC) с получением растворителя, не содержащего бензола, из куба и бензола, имеющего чистоту больше 97 мас. %, из головной зоны SRC. Предлагаемый способ позволяет получить бензин, имеющий содержание бензола меньше 0,4 мас. %. 10 з.п. ф-лы, 3 ил., 5 табл., 7 пр.
1. Способ производства бензина, имеющего содержание бензола меньше 0,4 массовых %, включающий
a) объединение в колонне экстракционной дистилляции (ED), снабженной ребойлером,
(a) предварительно нагретой непереработанной фракции крекинг-бензина (кипящей в интервале 40-90°С), состоящей из имеющей высокую концентрацию бензола непереработанной фракции бензина каталитического крекинга, полученной из установки каталитического крекинга с псевдоожиженным слоем без какой-либо предварительной обработки, где бензиновая фракция содержит примеси, 10-30 мас. % бензола и 70-90 мас. % близко кипящих неароматических углеводородов, и при этом примеси включают один или несколько металлов в концентрации, не превышающей уровень частей на млрд, 1-400 частей на млн оксигенатов, 0,1-3 частей на млн хлоридов, 100-700 частей на млн серы, 0,6-14 частей на млн азота и органических пероксидов при содержании пероксидов 20-50 миллимолей/литр; и
(b) предварительно нагретой смеси растворителей, содержащей селективный растворитель, выбранный из группы, состоящей из N-метил-2-пирролидона (НМП), N-формилморфолина (НФМ) и диметилформамида (ДМФ), и воды в качестве сорастворителя при массовом отношении смеси растворителя к материалам сырья от 1 до 10, и где материал сырья вводится в колонну экстракционной дистилляции в ее среднюю зону и смесь растворителя вводится в колонну в ее головную зону;
b) поддерживание температуры в кубе колонны экстракционной дистилляции в интервале от 140°С до 185°;
c) извлечение фазы рафината, содержащей бензин, имеющий содержание бензола меньше 0,4 мас. %, из головной зоны колонны экстракционной дистилляции и фазы экстракта, содержащей бензол и смесь растворителя, из куба колонны экстракционной дистилляции, и
d) отделение смеси растворителя от фазы экстракта в колонне извлечения растворителя (SRC) с получением растворителя, не содержащего бензола, из куба и бензола, имеющего чистоту больше 97 мас. %, из головной зоны SRC.
2. Способ по п. 1, где примеси упомянутых органических пероксидов могут поступать либо с фракцией непереработанного бензина каталитического крекинга, имеющей высокую концентрацию бензола (образующейся в технологических установках выше по потоку или емкостях для хранения), либо образуются в системе in-situ в жестких рабочих условиях экстракционной дистилляции (ED).
3. Способ по п. 1, где указанные неароматические углеводороды содержат по меньшей мере один олефин, один диолефин, один нафтен, один парафин и один изопарафин.
4. Способ по п. 1, дополнительно включающий рециркуляцию системы растворителя, отделенной с использованием SRC по пункту 1,d).
5. Способ по п. 1, где сорастворитель содержится в количестве от 0,5 до 6 масс. % смеси растворителя.
6. Способ по п. 1, где массовое отношение смеси растворителя к материалу сырья составляет от 2 до 6.
7. Способ по п. 1, дополнительно включающий извлечение бензола, растворенного в воде, полученной из головного приемника SRC с использованием отпарной секции для экстракта (ESS) с получением по существу не содержащей бензола воды и последующее использование по существу не содержащей бензола воды для промывания фазы рафината.
8. Способ по п. 1, дополнительно включающий удаление неароматических углеводородов, растворенных в воде, из головного приемника колонны экстракционной дистилляции с отпарной зоной для рафината (RSS) и направление не содержащей углеводородов воды из куба RSS в парогенератор и введенный пар, образованный генератором, как отпарной пар в SRC.
9. Способ по п. 1, где массовое отношение флегмы к фазе рафината из колонны экстракционной дистилляции составляет от 0,1:1 до 2:1.
10. Способ по п. 1, где полученный обедненный бензолом бензин содержит органические пероксиды в пренебрежимо малом количестве, определяемом величиной пероксидного числа <3 миллимолей/литр, в частности, когда перерабатываемый материал сырья имеет высокое содержание пероксидов, определяемое величиной пероксидного числа по меньшей мере 30 миллимолей/литр.
11. Способ по п. 1, где извлечено больше 98 мас. % бензола в расчете на содержание бензола в непереработанном бензине каталитического крекинга, имеющем высокую концентрацию бензола.
| US 6551502 B1, 22.04.2003 | |||
| Устройство для возведения монолитного каркаса зданий и сооружений | 1987 |
|
SU1430481A1 |
| WO 2004058920 A1, 15.07.2004 | |||
| Способ выделения ароматических углеводородов из их смесей с неароматическими | 1978 |
|
SU973016A3 |

