ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к комплексному способу и, в частности, к способу производства легких олефинов и компонента бензина с низким содержанием бензола с применением нафты в качестве сырья.
УРОВЕНЬ ТЕХНИКИ
Каталитический риформинг и паровой крекинг являются хорошо развитыми технологиями, которые хорошо освоены промышленностью и в которых основным назначением каталитического риформинга является получение ароматического углеводорода, высокооктанового бензина и водорода. Во время каталитического риформинга может одновременно происходить несколько конкурирующих реакций, включая дегидрогенизацию алкилциклогексана с образованием ароматического углеводорода, дегидроизомеризацию алкилциклопентана до ароматического углеводорода, дегидроциклизацию углеводорода парафинового ряда в ароматический углеводород, гидрокрекинг углеводорода парафинового ряда до более легких углеводородных продуктов за пределами интервала кипения бензина, деалкилирование алкилбензола и изомеризацию углеводорода парафинового ряда. Чтобы получать компонент смешения бензинов с высоким октановым числом или ароматический углеводород, желательны не только конверсия нафтенового углеводорода в ароматический углеводород, но также максимальная конверсия углеводородов парафинового ряда для увеличения выхода ароматического углеводорода.
Поскольку бензол в отходящем газе автомобиля является одним из важных факторов, ответственных за загрязнение воздуха, многие страны в последнее время выпустили и ввели в обращение регламенты на бензин, требующие пониженного содержания бензола в бензине. Путем анализа вкладов различных компонентов смешения бензина в содержание бензола в бензиновом пуле было обнаружено, что 70%-85% бензола в бензиновый пул поступает из бензина риформинга. Следовательно, бензол в бензине риформинга, получаемом на установке каталитического риформинга, является главным источником бензола в бензине и ключом к снижению содержания бензола в бензине является снижение содержания бензола в риформате.
Основным назначением парового крекинга является получение этилена, пропилена и бутадиена. Из-за растущего рыночного спроса на пропилен и бутадиен для химической промышленности существует серьезная проблема, как увеличить выходы пропилена и бутадиена из ограниченных ресурсов нафты.
Сырьем для каталитического риформинга является нафта, которая также является основным компонентом, из которого состоит сырье для установки парового крекинга. Из-за того что сырая нефть становится более тяжелой и из-за снижения выхода нафты и растущего мирового спроса на этилен и ароматические углеводороды большой проблемой становится конкуренция за сырье между каталитическим риформингом и паровым крекингом.
Нафта представляет собой смесь, состоящую из нормальных алканов, изоалканов, циклоалканов, ароматических углеводородов и т.п. Крекинг нормального алкана приводит к более высокому выходу этилена по сравнению с крекингом изоалканов и циклоалканов; крекинг циклоалкана приводит к относительно более высоким выходам пропилена и бутадиена, в то время как бензольное кольцо ароматического углеводорода относительно трудно подвергается крекингу в обычных условиях крекинга, внося небольшой вклад в выработку этилена. Однако в условиях каталитического риформинга циклоалкан легко превращается в ароматический углеводород и поэтому является хорошим сырьем для каталитического риформинга. Следовательно, проблема оптимизации сырья для установок каталитического риформинга и парового крекинга является проблемой, подлежащей решению в данной области техники, в решении которой весьма заинтересованы специалисты в данной области.
В публикации CN1277907C описан способ восстановительной обработки нафты, содержащий стадии: (1) проведения экстракционного разделения нафты с целью разделения ее на очищенную нефть и нефтяной экстракт; (2) подачи очищенной нефти в установку парового крекинга для получения этилена и (3) подачи нефтяного экстракта в установку риформинга для преобразования. Экстракционное разделение, применяемое в изобретении, фактически представляет собой экстракцию жидкости жидкостью. В приводимых примерах в качестве растворителя для экстракции применяется сульфолан с отношением растворитель/нефть, равным 11; рабочая температура составляет 95-128°C и рабочее давление составляет 0,6-1,0 МПа. Применяемые рабочие параметры могут способствовать только разделению алканов и ароматических углеводородов, и основным компонентом очищенной нефти являются алканы.
В описанной выше технологии экстракционного разделения получают очищенную нефть с высоким содержанием алканов и нефтяной экстракт с высоким содержанием ароматических углеводородов и циклоалканов. Несмотря на то что очищенная нефть с высоким содержанием алканов, применяемая в качестве сырья для парового крекинга, может увеличивать выход этилена, циклоалканы используются неэффективно, что приводит к пониженным выходам пропилена и бутадиена. При этом большая часть C6-циклоалканов входит в состав нефтяного экстракта, приводя к более высокому содержанию бензола в бензине риформинга. Кроме того, когда содержание алканов в нафте является относительно низким, спрос на нафту, предназначенную для получения выхода желательных триенов, значительно увеличивается.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является обеспечение способа производства олефинов и бензина с низким содержанием бензола из нафты, при котором способ приводит к повышенной степени использования нафты и получению компонента бензина с низким содержанием бензола вдобавок к производству из нафты этилена, пропилена и бутадиена с повышенным выходом.
Способ производства из нафты олефинов и бензина с низким содержанием бензола, предлагаемый в настоящем изобретении, содержит следующие стадии:
1. Проведение экстрактивной перегонки нафты с получением нефтяного экстракта, содержащего циклоалканы и ароматические углеводороды, и очищенной нефти, содержащей алканы и C6-циклоалканы, при этом весовое отношение между C6-циклоалканами, содержащимися в очищенной нефти, и C6-циклоалканами, содержащимися в нафте, составляет 80-95%;
2. Контактирование нефтяного экстракта с катализатором риформинга в реакционных условиях проведения каталитического риформинга: давление 0,01-3,0 МПа, температура 300-600°C, молярное отношение водород/углеводороды, равное 0,5-20, и объемная (волюмометрическая) скорость 0,1-50 час-1, с получением риформата с низким содержанием бензола;
3. Подача очищенной нефти в установку парового крекинга для осуществления реакции крекинга с получением легких олефинов.
В способе согласно настоящему изобретению проводят экстрактивную перегонку нафты, благодаря которой большая часть C6-циклоалканов переходит в очищенную нефть, и основными компонентами нефтяного экстракта являются C7 + -циклоалканы и ароматические углеводороды. Нефтяной экстракт подвергают каталитическому риформингу с получением бензина с низким содержанием бензола, в то время как очищенную нефть подвергают крекингу с получением повышенных выходов легких олефинов (этилен, пропилен и бутадиен).
ОПИСАНИЕ ЧЕРТЕЖЕЙ
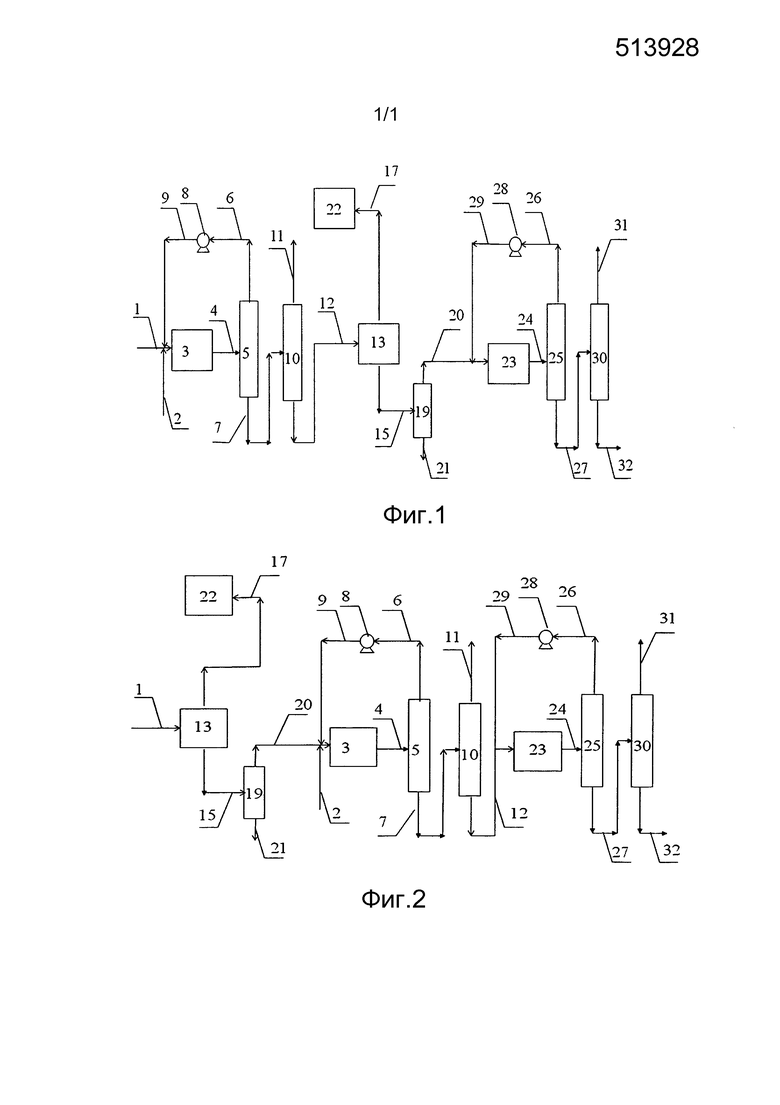
На фигуре 1 представлена технологическая схема способа согласно изобретению с применением гидроочищенной нафты в качестве сырья для получения олефинов и бензина с низким содержанием бензола.
На фигуре 2 представлена технологическая схема способа согласно изобретению с применением нафты в качестве сырья для получения олефинов и бензина с низким содержанием бензола.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В соответствии со способом согласно изобретению проводили экстрактивную перегонку нафты, получая при этом очищенную нефть, содержащую алканы и C6-циклоалканы, и нефтяной экстракт, содержащий циклоалканы и ароматические углеводороды. Поскольку процент распределения C6-циклоалканов в нефтяном экстракте уменьшается, уменьшается не только содержание бензола в реформированном компоненте бензина, но также повышается выход компонента бензина. Циклоалканы, содержащиеся в очищенной нефти, увеличивают выходы пропилена и бутадиена. В соответствии со способом согласно изобретению нафту можно конвертировать в относительно более легкие олефины и реформированный компонент бензина с низким содержанием бензола.
На стадии (1) согласно настоящему изобретению алканы и ароматические углеводороды нафты разделяются, и основная часть C6- циклоалканов переходит в очищенную нефть, так что основными компонентами очищенной нефти являются алканы и C6-циклоалканы. Весовое отношение между C6-циклоалканами в очищенной нефти и C6-циклоалканами в нафте предпочтительно составляет 88-95%.
Экстрактивную перегонку на стадии (1) проводят в колонне экстрактивной перегонки. Для разделения экстрактивной перегонкой нафту подают в колонну экстрактивной перегонки, чтобы она вступала в контакт с растворителем для экстракции в условиях образования газовой фазы. Алканы и основная часть C6-циклоалканов отводятся непосредственно из верхней части колонны экстрактивной перегонки, и обогащенный растворитель с высоким содержанием ароматических углеводородов и циклоалканов отводится через нижнюю часть колонны в разделительную колонну для растворителя. Ароматические углеводороды и циклоалканы выделяют из растворителя, а полученный при этом обедненный растворитель возвращают в колонну экстрактивной перегонки для циклического применения.
Условия эксплуатации колонны экстрактивной перегонки включают в себя: отношение растворитель/нефть, то есть весовое отношение между растворителем и сырьем для экстрактивной перегонки, равное 1-10:1, предпочтительно 3-8:1; температуру верхней части колонны 70-190°C, предпочтительно 75-180°C, более предпочтительно 75-100°C; и давление 0,1-0,3 МПа, предпочтительно 0,1-0,2 МПа.
В настоящем изобретении давление в колонне экстрактивной перегонки представлено в виде абсолютного давления, в то время как все другие давления представляют собой манометрические давления.
Растворитель, применяемый на стадии (1) для осуществления экстрактивной перегонки, выбран из группы, состоящей из сульфолана, диметилсульфоксида, диметилформамида, N-метилпирролидона, N-формилморфолина, тригликоля, тетрагликоля, пентагликоля, метанола и ацетонитрила.
Примеси олефинов, серы, азота, мышьяка, кислорода, хлора и т.п., содержащиеся в сырье для реакции риформинга, могут оказывать неблагоприятное воздействие на установку каталитического риформинга и катализатор риформинга, поэтому перед проведением реакции риформинга предпочтительно подвергать сырье для риформинга гидроочистке для того, чтобы насытить содержащиеся в нем олефины путем гидрирования и одновременно удалить примеси серы, азота, мышьяка, кислорода, хлора и т.п., получая в результате гидроочищенное сырье для риформинга.
В способе согласно настоящему изобретению как нафту со стадии (1), так и нефтяной экстракт со стадии (2) предпочтительно подвергают гидроочистке. В частности, нафту со стадии (1) предпочтительно подвергают гидроочистке перед экстракционным разделением или нефтяной экстракт со стадии (2) подвергают гидроочистке перед проведением реакции риформинга, чтобы насытить содержащиеся в них олефины и удалить содержащиеся в них примеси. Благодаря этому содержание серы в очищенной нафте или в очищенном нефтяном экстракте составляет менее 0,5 мкг/г, содержание азота составляет менее 0,5 мкг/г, содержание мышьяка составляет менее 1,0 нг/г и содержание свинца составляет менее 10 нг/г.
При гидроочистке температура реакции составляет 260-460°C, предпочтительно 280-400°C; давление составляет 1,0-8,0 МПа, предпочтительно 1,6-4,0 МПа; объемная (волюмометрическая) скорость подачи сырья составляет 1-20 час-1, предпочтительно 2-8 час-1, и объемное отношение водород/углеводород во время реакции составляет 10-1000:1, предпочтительно 50-600:1.
Катализатор для гидроочистки должен быть способен промотировать насыщение олефинов путем гидрирования и одновременно промотировать гидродесульфуризацию (обессеривание), гидродеазотирование и дезоксидацию. Катализатор для гидроочистки содержит 5-49 масс.% активного компонента катализатора гидрирования, 0,1-1,0 масс.% галогена и 50,0-94,9 масс.% неорганического оксида-носителя. Активный компонент катализатора гидрирования представляет собой оксид одного или нескольких металлов, выбранных из группы, состоящей из Co, Ni, Fe, W, Mo, Cr, Bi, Sb, Zn, Cd, Cu, In и редкоземельного металла. Неорганический оксид-носитель предпочтительно представляет собой оксид алюминия.
Стадия (2) способа согласно изобретению включает в себя каталитический риформинг нефтяного экстракта, содержащего ароматические углеводороды и циклоалканы. Давление при осуществлении реакции каталитического риформинга предпочтительно составляет 0,2-2,0 МПа. Температура предпочтительно составляет 350-520°C, более предпочтительно 400-520°C. Объемная (волюмометрическая) скорость подачи нафты предпочтительно составляет 1,0-30 час-1, более предпочтительно 2,0-25,0 час-1.
Молярное отношение водород/углеводород в реакции каталитического риформинга на стадии (2) предпочтительно составляет 1-8:1.
Каталитический риформинг согласно настоящему изобретению можно применять в виде непрерывной технологии риформинга (с подвижным слоем), технологии риформинга (с неподвижным слоем) с периодической регенерацией катализатора или технологии риформинга с циклической регенерацией катализатора.
Катализатор, применяемый для каталитического риформинга на стадии (2) способа согласно настоящему изобретению, содержит 0,01-5.0 масс.% металла VIII группы, 0,01-5,0 масс.% галогена и 90,0-99,97 масс.% неорганического оксида-носителя.
Если для осуществления реакции риформинга применяется непрерывный риформинг с подвижным слоем, то катализатор предпочтительно содержит 0,01-3,0 масс.% металла VIII группы, 0,01-5,0 масс.% галогена, 0,01-5,0 масс.% Sn и 87,0-99,97 масс.% неорганического оксида-носителя. Если для осуществления реакции риформинга применяется риформинг с неподвижным слоем и периодической регенерацией катализатора, то катализатор предпочтительно содержит 0,01-3,0 масс.% металла VIII группы, 0,01-5,0 масс.% галогена, 0,01-5,0 масс.% Re и 87,0-99,97 масс.% неорганического оксида-носителя. Sn или Re служит в качестве второго металлического компонента.
Катализатор для упомянутого выше непрерывного риформинга или риформинга с периодической регенерацией катализатора также может включать в себя один или несколько третьих металлических компонентов, выбранных из группы, состоящей из щелочного металла, щелочно-земельного металла, редкоземельного элемента, In, Co, Ni, Fe, W, Mo, Cr, Bi, Sb, Zn, Cd и Cu.
Металл VIII группы в упомянутом выше катализаторе предпочтительно представляет собой платину. Неорганический оксид-носитель предпочтительно представляет собой оксид алюминия.
Катализатор для риформинга получают общеизвестным способом. Прежде всего получают носитель определенной формы, который может быть в форме шариков или полосок. Затем методом погружения вводят в носитель металлический компонент и галоген. Если катализатор содержит второй и/или третий металлический компонент, предпочтительно сначала в носитель вводят второй и/или третий металлический компонент с последующим введением металла VIII группы и галогена. После введения металлического компонента носитель сушат и обжигают при температуре 450-650°C, получая при этом катализатор риформинга в окисленном состоянии. Катализатор риформинга в окисленном состоянии необходимо подвергать восстановлению при температуре 315-650°C в атмосфере водорода, чтобы получить катализатор риформинга в восстановленном состоянии. В отношении катализатора риформинга на основе платины-рения требуется дополнительная обработка путем предсульфуризации.
После осуществления реакции риформинга C4- и низшие углеводороды удаляют путем фракционирования жидкого реакционного продукта каталитического риформинга во фракционной колонне, получая при этом риформат с низким содержанием бензола, то есть бензин с низким содержанием бензола.
Нафта согласно настоящему изобретению представляет собой смесь углеводородов с начальной точкой кипения 40-80°C согласно стандарту ASTM D-86 и конечной температурой разгонки 160-220°C.
Нафта выбрана из группы, состоящей из прямогонной нафты, нафты гидрокрекинговой очистки, нафты коксования, нафты, полученной каталитическим крекингом, или промыслового конденсата.
Нафта содержит 30-85 масс.% алканов, 10-50 масс.% циклоалканов и 5-30 масс.% ароматических углеводородов. Содержание C6- циклоалканов в нафте составляет 1-10 масс.%.
Настоящее изобретение дополнительно будет проиллюстрировано со ссылкой на чертежи.
На фигуре 1 нафта из трубопровода 1 смешивается с дополнительным водородом из трубопровода 2 и затем вместе с возвращаемым в оборот водородом из трубопровода 9 подается в реактор гидроочистки 3. Продукт гидроочистки подают через трубопровод 4 в сепарационную емкость 5 для отделения газа от жидкости. Газ с высоким содержанием водорода, выделяемый из верхней части сепарационной емкости 5 для отделения газа от жидкости, подают через трубопровод 6 в циркуляционный компрессор 8, а вытекающий поток из нижней части сепарационной емкости 5 для отделения газа от жидкости подают через трубопровод 7 в ректификационную колонну 10. После ректификации сжиженный газ отводится через трубопровод 11 в верхней части ректификационной колонны 10, а очищенная нафта отводится из нижней части ректификационной колонны 10 и подается через трубопровод 12 в колонну экстрактивной перегонки 13. С помощью экстрактивной перегонки алканы и ароматические углеводороды разделяют; при этом основная часть C6-циклоалканов выделяется в составе компонента, обогащенного алканами, в то время как их меньшая часть выделяется в составе компонента, обогащенного ароматическими углеводородами. После экстрактивной перегонки компонент, содержащий алканы и C6-циклоалканы, подают через трубопровод 17 в зону парового крекинга 22 для осуществления парового крекинга. Обогащенный растворитель, содержащий циклоалканы и ароматические углеводороды, отводимый из нижней части колонны экстрактивной перегонки 13, подают через трубопровод 15 в колонну регенерации растворителя 19 для выделения растворителя. Обедненный растворитель, получаемый в нижней части колонны регенерации растворителя 19, отводится через трубопровод 21, при этом обедненный растворитель может возвращаться в колонну экстрактивной перегонки 13 для циклического применения. Поток, содержащий ароматические углеводороды и циклоалканы, полученный в верхней части колонны регенерации растворителя 19, смешивается в трубопроводе 20 с водородом, возвращаемым в оборот со стадии риформинга через трубопровод 29, и затем подается в реактор риформинга 23 для осуществления каталитического риформинга. Реакционный продукт риформинга подают через трубопровод 24 в сепарационную емкость 25 для риформата, чтобы отделить газ от жидкости. Газ с высоким содержанием водорода, выделяемый в верхней части емкости 25, возвращается в оборот с помощью трубопровода 26 путем прохождения через циркуляционный компрессор 28, а жидкий компонент, отводимый из нижней части, подают через трубопровод 27 в ректификационную колонну 30 для риформата. Сжиженный газ, полученный при ректификации, отводится через верхний трубопровод 31, а риформат отводится через нижний трубопровод 32 и подается в зону разделения ароматических углеводородов (не показана).
На фигуре 2 приведена схема проведения сначала экстрактивной перегонки и гидроочистки нефтяного экстракта с последующим каталитическим риформингом. Нафту подают через трубопровод 1 в зону экстракционного разделения 13. Путем экстракционного разделения разделяют алканы и ароматические углеводороды, при этом основная часть C6-циклоалканов выделяется в составе компонента, обогащенного алканами, в то время как их меньшая часть выделяется в составе компонента, обогащенного ароматическими углеводородами. После разделения компонент с высоким содержанием C6-циклоалканов и алканов подают через трубопровод 17 в зону парового крекинга 22 для осуществления парового крекинга. Обогащенный растворитель, содержащий циклоалканы и ароматические углеводороды, отводимый из колонны экстрактивной перегонки 13, подают через трубопровод 15 в колонну регенерации растворителя 19 для выделения растворителя. Обедненный растворитель, полученный в нижней части колонны регенерации растворителя 19, отводится через трубопровод 21, при этом обедненный растворитель может возвращаться в колонну экстрактивной перегонки 13 для циклического применения. Поток, содержащий циклоалканы и ароматические углеводороды (то есть нефтяной экстракт), полученный в верхней части колонны регенерации растворителя 19, смешивается в трубопроводе 20 с дополнительным водородом из трубопровода 2 и затем подается в реактор гидроочистки 3 вместе с водородом, возвращаемым в оборот через трубопровод 9. Продукт гидроочистки подают через трубопровод 4 в сепарационную емкость 5 для отделения газа от жидкости. Газ с высоким содержанием водорода, выделяемый из верхней части сепарационной емкости 5 для отделения газа от жидкости, подают с помощью трубопровода 6 в циркуляционный компрессор 8, а вытекающий поток из нижней части сепарационной емкости 5 для отделения газа от жидкости подают через трубопровод 7 в ректификационную колонну 10. После ректификации сжиженный газ отводится через трубопровод 11 в верхней части ректификационной колонны 10, а очищенный нефтяной экстракт отводится из нижней части ректификационной колонны 10 и после прохождения через трубопровод 12 и смешивания с водородом, возвращаемым в оборот со стадии риформинга через трубопровод 29, подается в реактор риформинга 23 для осуществления каталитического риформинга. Реакционный продукт риформинга подается через трубопровод 24 в сепарационную емкость 25 для риформата для отделения газа от жидкости. Газ с высоким содержанием водорода, выделяемый в верхней части емкости 25, возвращается в оборот по трубопроводу 26 через циркуляционный компрессор 28, а жидкий компонент, отводимый из нижней части емкости 25, подается через трубопровод 27 в ректификационную колонну 30 для риформата. Сжиженный газ, получаемый при ректификации, отводится из колонны 30 через верхний трубопровод 31, а риформат отводится через нижний трубопровод 32 и подается в зону разделения ароматических углеводородов (не показана).
Ниже настоящее изобретение будет дополнительно проиллюстрировано с помощью примеров, в то же время настоящее изобретение не ограничивается этими примерами.
Пример 1
В данном примере показана гидроочистка нафты.
В 20 мл реактор непрерывного действия в форме неподвижного слоя загружали 20 мл катализатора А для гидроочистки, который содержал 0,03 масс.% CoO, 2,0 масс.% NiO, 19,0 масс.% WO3, 0,7 масс.% F и 78,27 масс.% Al2O3.
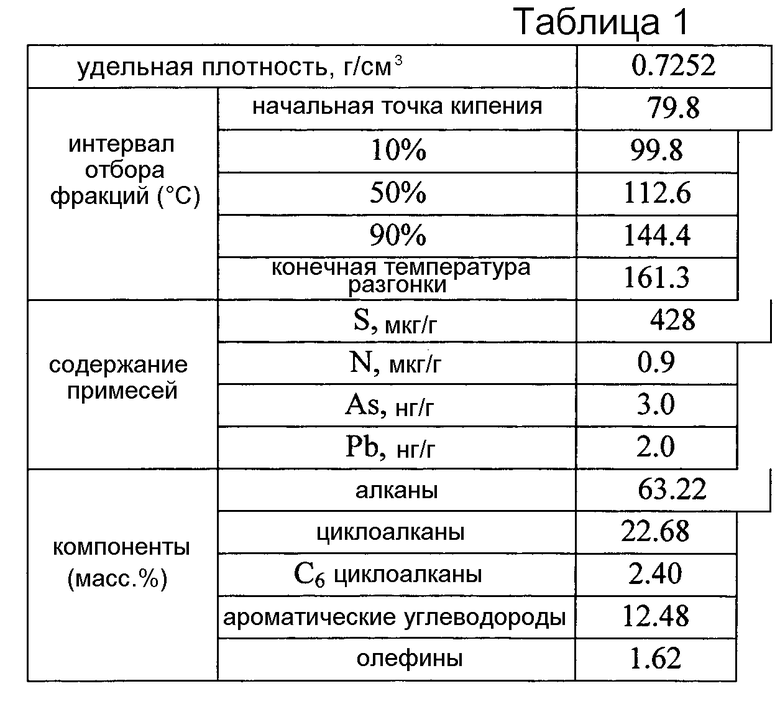
Нафту с составом и свойствами, перечисленными в таблице 1, подавали в реактор, загруженный описанным выше катализатором A для гидроочистки, в следующих условиях: температура 290°C, парциальное давление водорода 1,6 МПа, объемное отношение водород/углеводороды 200:1 и объемная (волюмометрическая) скорость подачи 8,0 час-1. Реакционный продукт подавали в теплообменник водяного охлаждения и разделяли на газовую фазу и жидкую фазу, при этом две фазы оценивали по отдельности и проводили анализ их составов. Состав и свойства очищенной нафты приведены в таблице 2.
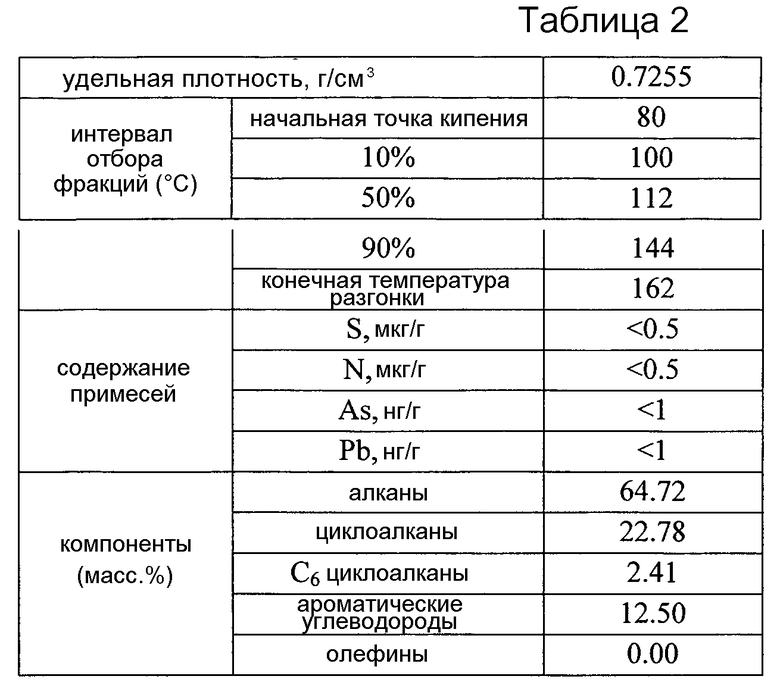
Из результатов, приведенных в таблице 2, можно видеть, что все содержания олефинов, серы, азота, мышьяка и свинца в гидроочищенной нафте удовлетворяли требованиям к сырью для каталитического риформинга.
Пример 2
Экстракционное разделение очищенной нафты проводили по способу согласно настоящему изобретению.
Применяя сульфолан в качестве растворителя разделения экстрактивной перегонкой, нафту, описанную в таблице 2, подвергали контактированию с сульфоланом в колонне экстрактивной перегонки при скорости потока 100 кг/час. Весовое отношение растворитель/сырье составляло 6,0. Давление в верхней части колонны экстрактивной перегонки составляло 0,145 МПа (абсолютное давление). Флегмовое число составляло 0,25. Температура верхней части колонны экстрактивной перегонки составляла 80°C, и температура нижней части колонны составляла 160°C. Растворитель с высоким содержанием ароматических углеводородов и циклоалканов получали в нижней части колонны экстрактивной перегонки, а очищенную нефть, содержащую алканы и C6-циклоалканы, получали в верхней части колонны. Растворитель с высоким содержанием ароматических углеводородов и циклоалканов отделяли от растворителя для экстракции путем перегонки, получая при этом нефтяной экстракт. Выходы (относительно нафты) и компоненты нефтяного экстракта и очищенной нефти, а также коэффициенты распределения различных углеводородов между нефтяным экстрактом и очищенной нефтью приведены в таблице 3.
Пример 3
Применяя N-формилморфолин в качестве растворителя экстрактивной перегонки, нафту, описанную в таблице 2, подвергали контактированию с N-формилморфолином в колонне экстрактивной перегонки при скорости потока 100 кг/час. Весовое отношение растворитель/сырье составляло 7,0. Давление в верхней части колонны экстрактивной перегонки составляло 0,145 МПа (абсолютное давление). Флегмовое число составляло 0,25. Температура верхней части колонны экстрактивной перегонки составляла 76°C, и температура нижней части колонны составляла 170°C. Растворитель с высоким содержанием ароматических углеводородов и циклоалканов получали в нижней части колонны экстрактивной перегонки, а очищенную нефть, содержащую алканы и C6-циклоалканы, получали в верхней части колонны. Растворитель с высоким содержанием ароматических углеводородов и циклоалканов отделяли от растворителя для экстракции перегонкой, получая при этом нефтяной экстракт. Выходы (относительно нафты) и компоненты нефтяного экстракта и очищенной нефти, а также коэффициенты распределения различных углеводородов между нефтяным экстрактом и очищенной нефтью приведены в таблице 3.
Пример 4
Применяя пентагликоль в качестве растворителя экстрактивной перегонки, нафту, описанную в таблице 2, подвергали контактированию с пентагликолем в колонне экстрактивной перегонки при скорости потока 100 кг/час. Весовое отношение растворитель/сырье составляло 3,0. Давление в верхней части колонны экстрактивной перегонки составляло 0,145 МПа (абсолютное давление). Флегмовое число составляло 0,20. Температура верхней части колонны экстрактивной перегонки составляла 86°C, и температура нижней части колонны составляла 163°C. Растворитель с высоким содержанием ароматических углеводородов и циклоалканов получали в нижней части колонны экстрактивной перегонки, а очищенную нефть, содержащую алканы и С6-циклоалканы, получали в верхней части колонны. Растворитель с высоким содержанием ароматических углеводородов и циклоалканов отделяли от растворителя для экстракции перегонкой, получая при этом нефтяной экстракт. Выходы (относительно нафты) и компоненты нефтяного экстракта и очищенной нефти, а также коэффициенты распределения различных углеводородов между нефтяным экстрактом и очищенной нефтью приведены в таблице 3.
Пример для сравнения 1
Экстракционное разделение жидкость-жидкость проводили согласно способу, описанному в примере 3 публикации CN1277907C (с применением сульфолана в качестве растворителя), чтобы разделить нафту, описанную в таблице 2, при скорости потока 100 кг/час. Получали очищенную нефть с высоким содержанием алканов и нефтяной экстракт с высоким содержанием ароматических углеводородов. Выходы (относительно нафты) и компоненты нефтяного экстракта и очищенной нефти, а также коэффициенты распределения различных углеводородов между нефтяным экстрактом и очищенной нефтью приведены в таблице 3.
Пример для сравнения 2
100 кг нафты, описанной в таблице 2, подавали в неподвижный слой, состоящий из молекулярного сита (5 A), для адсорбционного разделения. Температура адсорбции составляла 200°C. Объемно-массовая скорость подачи сырья составляла 0,3 час-1. Слой молекулярного сита (5 A) имел отношение высота/диаметр, равное 8:1. Время адсорбции составляло 30 минут. Конденсация газа, не адсорбированного молекулярным ситом (5 A), приводила к очищенной нефти, которая была обогащена циклоалканами и ароматическими углеводородами. Десорбцию проводили с применением азота при температуре десорбции 400°C и объемной скорости подачи десорбирующего агента 200 час-1. После десорбции получали 29,60 кг десорбированной нефти с высоким содержанием нормальных алканов. Выходы и составы очищенной нефти и десорбированной нефти приведены в таблице 3.
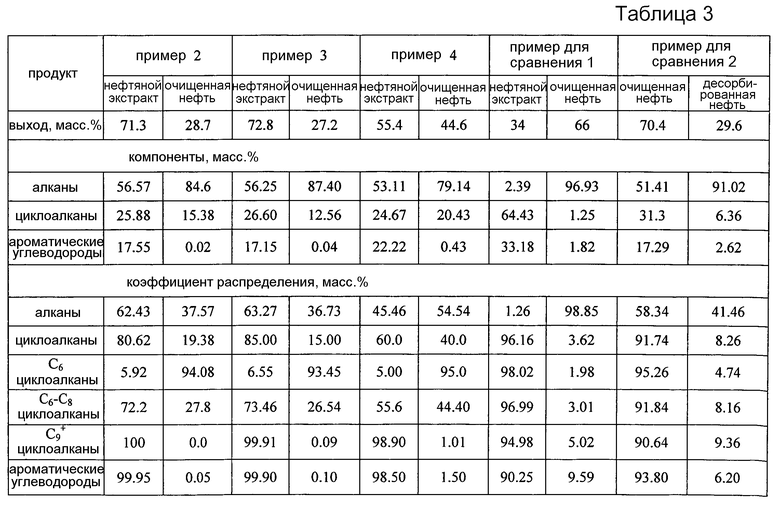
Из таблицы 3 можно видеть, что после экстракционного разделения (жидкость-жидкость) ароматических углеводородов и алканов согласно примеру для сравнения 1 очищенная нефть содержала в основном алканы, и нефтяной экстракт содержал в основном циклоалканы и ароматические углеводороды. 3,62 масс.% циклоалканов нафты распределялось в очищенной нефти, и 96,16 масс.% циклоалканов нафты распределялось в нефтяном экстракте. 1,98 масс.% C6-циклоалканов нафты распределялось в очищенной нефти, и 98,02 масс.% C6-циклоалканов нафты распределялось в нефтяном экстракте.
Очищенная нефть согласно примеру для сравнения 2 содержала алканы, циклоалканы и ароматические углеводороды, в то время как десорбированная нефть содержала в основном алканы. 8,26 масс.% циклоалканов нафты распределялось в десорбированной нефти, и 91,74 масс.% циклоалканов нафты распределялось в очищенной нефти. 4,74 масс.% C6-циклоалканов нафты распределялось в десорбированной нефти, и 95,26 масс.% C6-циклоалканов нафты распределялось в очищенной нефти.
После разделения экстрактивной перегонкой по примеру 2 согласно изобретению 19,38 масс.% циклоалканов нафты распределялось в очищенной нефти, и 80,62 масс.% циклоалканов нафты распределялось в нефтяном экстракте. 94,08 масс.% C6-циклоалканов нафты распределялось в очищенной нефти, и 5,92 масс.% C6-циклоалканов нафты распределялось в нефтяном экстракте.
После разделения экстрактивной перегонкой по примеру 3 15,0 масс.% циклоалканов нафты распределялось в очищенной нефти, и 85 масс.% циклоалканов нафты распределялось в нефтяном экстракте. 93,45 масс.% C6-циклоалканов нафты распределялось в очищенной нефти, и 6,55 масс.% C6-циклоалканов нафты распределялось в нефтяном экстракте.
После разделения экстрактивной перегонкой по примеру 4, 40,0 масс.% циклоалканов нафты распределялось в очищенной нефти, и 60,0 масс.% циклоалканов нафты распределялось в нефтяном экстракте. 95,0 масс.% C6-циклоалканов нафты распределялось в очищенной нефти, и 5,0 масс.% C6-циклоалканов нафты распределялось в нефтяном экстракте.
Таким образом можно видеть, что в способе согласно настоящему изобретению основная часть C6-циклоалканов переходит в очищенную нефть, при этом очищенная нефть также содержит значительное количество циклоалканов, и меньшая часть C6-циклоалканов переходит в нефтяной экстракт. Следовательно, применение нефтяного экстракта в качестве сырья для риформинга может значительно снижать содержание бензола в риформате.
Пример 5
Данный пример иллюстрирует влияние очищенной нефти, получаемой при разделении экстрактивной перегонкой по способу согласно настоящему изобретению, на осуществление парового крекинга.
Экстрактивную перегонку согласно способу по примеру 2 проводили для 100 кг нафты, описанной в таблице 2, и полученную очищенную нефть с высоким содержанием алканов и циклоалканов применяли в качестве сырья при осуществлении парового крекинга. Паровой крекинг проводили в следующих реакционных условиях: давление на выходе печи крекинг-установки 0,185 МПа, время пребывания 0,20 с, весовое отношение вода/нефть 0,55 и температура на выходе из печи крекинг-установки 840°C. Выход (относительно очищенной нефти) легких олефинов приведен в таблице 4.
Пример для сравнения 3
Согласно способу, описанному в примере 3 публикации CN1277907C (с применением сульфолана в качестве растворителя), проводили экстракционное разделение жидкость-жидкость для разделения 100 кг нафты, описанной в таблице 2, на ароматические углеводороды и алканы. Полученную очищенную нефть с высоким содержанием алканов применяли в качестве сырья для осуществления парового крекинга. Паровой крекинг проводили в следующих реакционных условиях: давление на выходе печи крекинг-установки 0,185 МПа, время пребывания 0,20 с, весовое отношение вода/нефть 0,55 и температура на выходе печи крекинг-установки 840°C. Выход (относительно очищенной нефти) легких олефинов приведен в таблице 4.
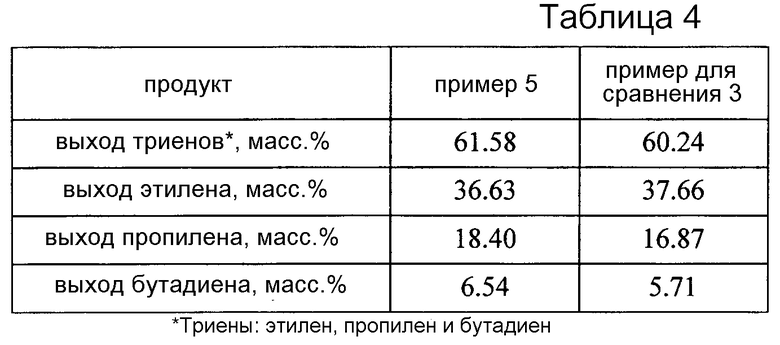
Из таблицы 4 можно видеть, что по сравнению с примером для сравнения 3 проведение парового крекинга с применением очищенной нефти, полученной при экстрактивной перегонке по способу согласно настоящему изобретению, приводило к выходу 61,58 масс.% триенов, при этом выход увеличивался на 2,22% по сравнению с примером для сравнения 3, выход пропилена увеличивался на 9,07%, и выход бутадиена увеличивался на 14,54%. Было показано, что применение очищенной нефти, полученной по способу согласно изобретению, для осуществления парового крекинга способствовало повышенному производству пропилена и бутадиена.
Пример 6
Данный пример иллюстрирует влияние нефтяного экстракта, полученного при экстрактивной перегонке по способу согласно настоящему изобретению, на каталитический риформинг.
Экстрактивную перегонку согласно способу по примеру 2 проводили для 100 кг нафты, описанной в таблице 2. Полученный нефтяной экстракт применяли для подачи на каталитический риформинг с применением катализатора B (PtSn/γ-Al2O3, содержащего 0,35 масс.% Pt, 0,30 масс.% Sn, 1,0 масс.% Cl и γ-Al2O3 до баланса (до 100%).
В 100 мл реактор непрерывного действия загружали 50 мл катализатора B в форме неподвижного слоя. Реакцию каталитического риформинга проводили в следующих условиях: температура реагентов на входе 520°C, давление при проведении реакции 0,34 МПа, молярное отношение водород/углеводород 2,5 и объемная (волюмометрическая) скорость подачи 2,0 час-1. При ректификации реакционного продукта риформинга получали C5 +-риформат. Продукт реакции представлен в таблице 5.
Пример для сравнения 4
Осуществляли способ согласно примеру 3, описанному в публикации CN1277907C, для разделения 100 кг нафты, описанной в таблице 2, на ароматические углеводороды и алканы. Каталитический риформинг нефтяного экстракта проводили согласно способу по примеру 6 за исключением того, что температура реагентов на входе составляла 514°C. При ректификации реакционного продукта риформинга получали C5 +-риформат. Продукт реакции приведен в таблице 5.
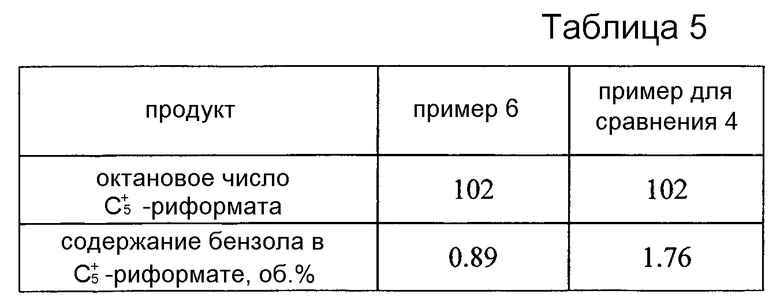
Можно видеть, что по сравнению с примером для сравнения благодаря способу согласно настоящему изобретению содержание бензола в C5 +-риформате составляет менее 1,0 об.%, что на 49,43% ниже, чем в примере для сравнения.
Пример 7
Данный пример иллюстрирует производство легких олефинов и бензина с низким содержанием бензола из нафты по способу согласно изобретению.
Экстрактивную перегонку согласно способу по примеру 2 проводили для 100 кг нафты, описанной в таблице 2. Полученную очищенную нефть применяли в качестве сырья для парового крекинга при осуществлении реакции парового крекинга согласно способу по примеру 5. Полученный нефтяной экстракт применяли для подачи в установку каталитического риформинга при осуществлении каталитического риформинга согласно способу по примеру 6. Продукты реакции приведены в таблице 6.
Пример 8
Проводили экстрактивную перегонку согласно способу по примеру 3 для 100 кг нафты, описанной в таблице 2. Полученную очищенную нефть применяли в качестве сырья для парового крекинга при осуществлении реакции парового крекинга согласно способу по примеру 5. Полученный нефтяной экстракт применяли для подачи в установку каталитического риформинга при осуществлении каталитического риформинга согласно способу по примеру 6. Продукты реакции приведены в таблице 6.
Пример для сравнения 5
100 кг нафты, описанной в таблице 2, делили на 55,55 кг и 44,45 кг и в отношении 44,45 кг нафты проводили экстракционное разделение жидкость-жидкость согласно способу, описанному в примере 3 публикации CN1277907C. 29,34 кг полученной очищенной нефти применяли в качестве сырья для парового крекинга при осуществлении реакции парового крекинга согласно способу по примеру 5. 15,11 кг нефтяного экстракта и 55,55 кг нафты применяли для подачи в установку каталитического риформинга для проведения каталитического риформинга согласно способу по примеру 6. Продукты реакции приведены в таблице 6.
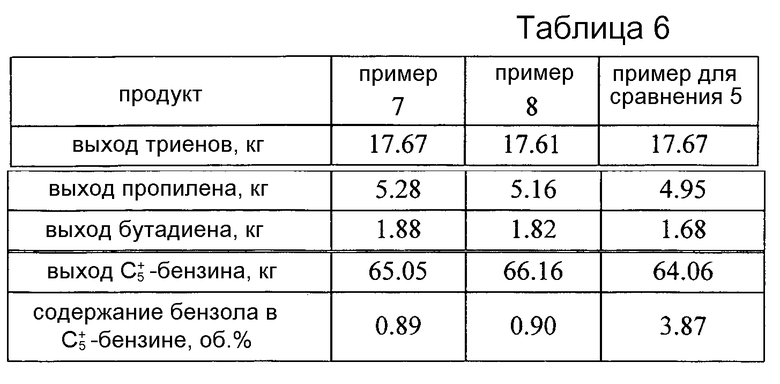
Из таблицы 6 можно видеть, что по сравнению с примером для сравнения 5 способ производства легких олефинов и бензина с низким содержанием бензола с применением нафты в качестве сырья согласно настоящему изобретению по существу приводил к такому же выходу триенов и приводил к повышенным выходам пропилена и бутадиена, а также к повышенному выходу C5 + бензина.
Пример 9
Проводили экстрактивную перегонку согласно способу по примеру 4 для 100 кг нафты, описанной в таблице 2. Полученную очищенную нефть применяли в качестве сырья для парового крекинга при осуществлении реакции парового крекинга согласно способу по примеру 5. Полученный нефтяной экстракт применяли для подачи в установку каталитического риформинга для проведения каталитического риформинга согласно способу по примеру 6. Продукты реакции приведены в таблице 7.
Пример для сравнения 6
100 кг нафты, описанной в таблице 2, делили на 32,58 кг и 67,42 кг, и в отношении 67,42 кг нафты проводили экстракционное разделение жидкость-жидкость согласно способу, описанному в примере 3 публикации CN1277907C. 44,50 кг полученной очищенной нефти применяли в качестве сырья для парового крекинга при осуществлении реакции парового крекинга согласно способу по примеру 5. 22,92 кг нефтяного экстракта и 32,58 кг нафты применяли для подачи в установку каталитического риформинга для проведения каталитического риформинга согласно способу по примеру 6. Продукты реакции приведены в таблице 7.
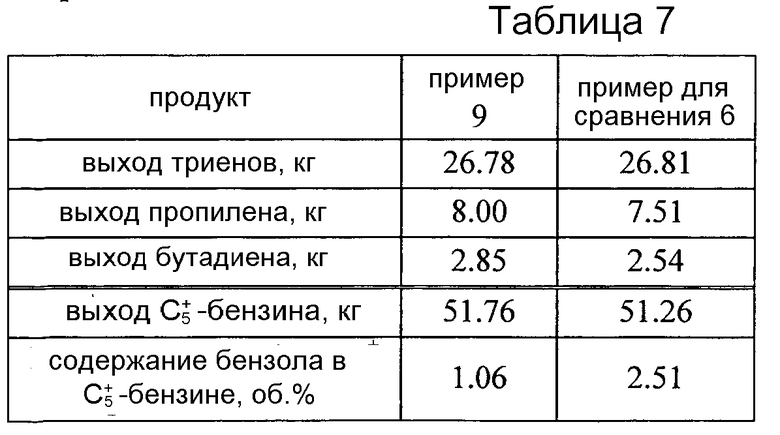
Из таблицы 7 можно видеть, что по сравнению с примером для сравнения 6 способ производства легких олефинов и бензина с низким содержанием бензола с применением нафты в качестве сырья согласно настоящему изобретению по существу приводил к такому же выходу триенов и приводил к повышенным выходам пропилена и бутадиена, а также к повышенному выходу C5 + бензина.
Изобретение относится к способу производства олефинов и бензина с низким содержанием бензола из нафты. Способ включает стадии: 1) проведение экстрактивной перегонки нафты с получением нефтяного экстракта, содержащего циклоалканы и ароматические углеводороды, и очищенной нефти, содержащей алканы и C6-циклоалканы, при этом весовое отношение между C6-циклоалканами, содержащимися в очищенной нефти, и C6-циклоалканами, содержащимися в нафте, составляет 80-95%; 2) контактирование нефтяного экстракта с катализатором риформинга в реакционных условиях каталитического риформинга: 0,01-3,0 МПа, 300-600°C, молярное отношение водород/углеводороды 0,5-20 и объемная (волюмометрическая) скорость 0,1-50 час-1, с получением риформата с низким содержанием бензола; 3) подача очищенной нефти в установку парового крекинга для осуществления реакции крекинга с получением легких олефинов. Способ приводит к повышенной степени использования нафты и к получению компонента бензина с низким содержанием бензола вдобавок к производству из нафты этилена, пропилена и бутадиена с повышенными выходами. 13 з.п. ф-лы, 2 ил., 7 табл., 9 пр. 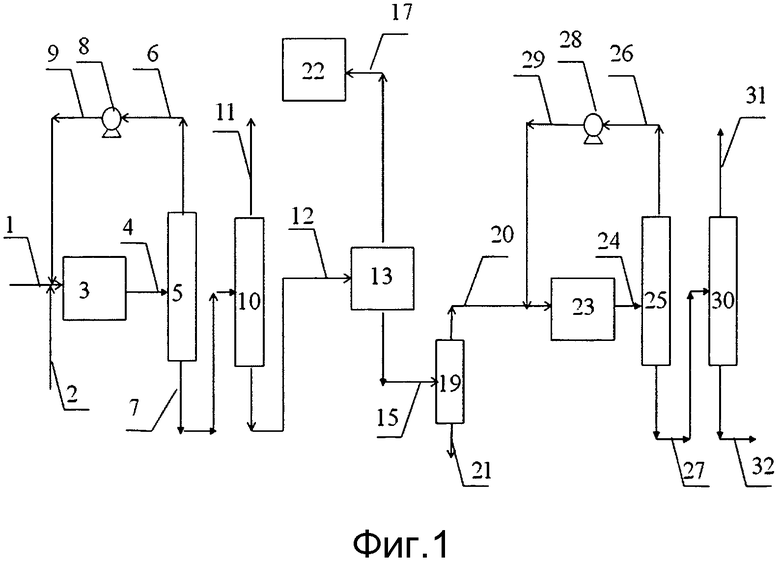
1. Способ производства олефинов и бензина с низким содержанием бензола из нафты, включающий стадии:
1) проведение экстрактивной перегонки нафты с получением нефтяного экстракта, содержащего циклоалканы и ароматические углеводороды, и очищенной нефти, содержащей алканы и C6-циклоалканы, при этом весовое отношение между C6-циклоалканами, содержащимися в очищенной нефти, и C6-циклоалканами, содержащимися в нафте, составляет 80-95%;
2) контактирование нефтяного экстракта с катализатором риформинга в реакционных условиях каталитического риформинга: 0,01-3,0 МПа, 300-600°C, молярное отношение водород/углеводороды 0,5-20 и объемная (волюмометрическая) скорость 0,1-50 час-1, с получением риформата с низким содержанием бензола;
3) подача очищенной нефти в установку парового крекинга для осуществления реакции крекинга с получением легких олефинов.
2. Способ по п. 1, отличающийся тем, что весовое отношение между C6-циклоалканами, содержащимися в очищенной нефти, и C6-циклоалканами, содержащимися в нафте, составляет 88-95%.
3. Способ по п. 1, отличающийся тем, что на стадии (1) экстрактивную перегонку проводят в колонне экстрактивной перегонки, и условия эксплуатации колонны экстрактивной перегонки включают в себя: отношение растворитель/нефть 1-10:1; температура верхней части колонны 70-190°C и давление 0,1-0,3 МПа.
4. Способ по п. 3, отличающийся тем, что условия эксплуатации колонны экстрактивной перегонки включают в себя: отношение растворитель/нефть, равное 3-8; и температуру в верхней части колонны 75-180°C.
5. Способ по п. 1, отличающийся тем, что растворитель, применяемый на стадии (1) для проведения экстрактивной перегонки, выбран из группы, состоящей из сульфолана, диметилсульфоксида, диметилформамида, N-метилпирролидона, N-формилморфолина, тригликоля, тетрагликоля, пентагликоля, метанола и ацетонитрила.
6. Способ по п. 1, отличающийся тем, что на стадии (1) перед экстрактивной перегонкой нафту подвергают гидроочистке, чтобы насытить олефины и удалить содержащиеся в ней примеси.
7. Способ по п. 1, отличающийся тем, что на стадии (2) перед осуществлением реакции риформинга нефтяной экстракт подвергают гидроочистке, чтобы насытить олефины и удалить содержащиеся в нем примеси.
8. Способ по п. 6 или 7, отличающийся тем, что в очищенной нафте или очищенном нефтяном экстракте содержание серы составляет менее 0,5 мкг/г, содержание азота составляет менее 0,5 мкг/г, содержание мышьяка составляет менее 1,0 нг/г и содержание свинца составляет менее 10 нг/г.
9. Способ по п. 1, отличающийся тем, что на стадии (2) каталитический риформинг проводят при реакционном давлении 0,2-2,0 МПа, температуре 350-520°C, объемной (волюмометрической) скорости 1,0-30 час-1 и молярном отношении водород/углеводород, равном 1-8:1.
10. Способ по п. 1, отличающийся тем, что на стадии (2) риформат с низким содержанием бензола получают фракционированием жидкого реакционного продукта каталитического риформинга во фракционной колонне.
11. Способ по п. 1, отличающийся тем, что на стадии (3) условия проведения реакции крекинга включают в себя: давление 0,05-0,30 МПа, время пребывания реагентов 0,01-0,6 с, весовое отношение вода/нефть 0,3-1,0 и температуру на выходе из печи крекинг-установки 760-900°C.
12. Способ по п. 1, отличающийся тем, что нафта представляет собой смесь углеводородов с начальной точкой кипения 40-80°C, определяемой согласно стандарту ASTM D-86, и конечной температурой разгонки 160-220°C.
13. Способ по п. 1, отличающийся тем, что нафта выбрана из группы, состоящей из прямогонной нафты, нафты гидрокрекинговой очистки, нафты коксования, нафты, полученной каталитическим крекингом, или промыслового конденсата.
14. Способ по п. 1, отличающийся тем, что нафта содержит 30-85 масс.% алканов, 10-50 масс.% циклоалканов и 5-30 масс.% ароматических углеводородов
| CN 1621497 C, 01.06.2005 | |||
| WO 1999011740 A1, 11.03.1999 | |||
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗОЛА | 2005 |
|
RU2291892C1 |

