Предпосылки создания изобретения
Целью изобретения является способ ручной сварки согласно преамбуле п. 1 формулы изобретения.
Целью изобретения также является система для ручной сварки согласно преамбуле п. 15 формулы изобретения.
Для ручной сварки, т.е. сварки, выполняемой вручную сварщиком при помощи сварочного устройства, соответствие сварочной инструкции (WPS), предоставляемой сварщику, является основой для любой сварочной работы высокого качества. В сварочной инструкции для каждого сварного шва регламентированы, в частности, допустимые пределы значений сварочного тока и напряжения, генерируемых сварочным устройством, проволока из присадочного материала и защитный газ, подлежащие применению при сварочной работе, сварочная позиция, способ сварки, а также материал и толщина материала объекта сварки, т.е. детали. Проблема ручной сварки заключается в том, каким образом регистрировать соответствия сварочной инструкции. Неправильные значения параметров сварки или недостаточные знания сварщиком требований, предъявляемых сварочной инструкцией, могут привести при выполнении работы к дефектам, которые оказывают негативное влияние на качество сварного шва и которые могут остаться не обнаруженными при проведении последующих процедур контроля качества. Кроме того, существуют сложности в последующем установлении дефектов, которые могут возникнуть при сварке. При контроле качества сварки обычно используются методы неразрушающего контроля материалов, в частности, неразрушающие испытания, выполняемые при выборочной проверке сварных швов. Применяемая в настоящее время практика контроля качества необязательно выявляет все серьезные дефекты сварки. Кроме того, информация, получаемая известными способами о применении ручной сварки, не является достаточно подробной для того, чтобы ее можно было использовать, например, для планирования сварочного производства.
Известна возможность подключения сварочного устройства к информационной сети и передачи информации между сварочным устройством и информационной сетью. Технические решения были сосредоточены главным образом на проведении мониторинга и контроля автоматической сварки без учета возможных проблемных участков ручной сварки, т.е. сварки, выполняемой вручную.
Сущность изобретения
Целью изобретения является решение вышеуказанных проблем.
Эта цель достигнута за счет способа согласно независимому п. 1 формулы изобретения.
Предпочтительные варианты осуществления изобретения представлены в зависимых пунктах формулы изобретения.
Кроме того, цель изобретения достигнута за счет системы согласно независимому п. 15 формулы изобретения.
Способ согласно изобретению относится к ручной сварке, т.е. к сварке, при которой сварщик выполняет сварочную операцию таким образом, что объект сварки сваривается при помощи сварочного устройства с ручным управлением. Способ может быть использован, например, для дуговой сварки в защитном газе. Поэтому способ согласно изобретению является непригодным для автоматической сварки, поскольку регистрация информации о знаниях сварщика, в частности, информация о его квалификации, является существенной частью изобретения. В способе используется сварочное устройство, содержащее устройство сбора данных, которое можно подключать к серверу через информационную сеть. Указанное устройство сбора данных можно встраивать в сварочное устройство, или оно может представлять собой отдельный компонент, соединенный со сварочным устройством таким образом, чтобы между сварочным устройством и устройством сбора данных можно было передавать информацию. Важной характеристикой изобретения является тот факт, что устройство сбора данных имеет доступ к серверу для получения информации от сервера и для передачи информации на сервер. Само устройство сбора данных содержит блок памяти для записи информации и для хранения записанной информации. Такая информация, подлежащая записи и хранению, представляет собой, например, информацию, получаемую от сервера, и информацию, собираемую со сварочного устройства.
Перед началом сварочной операции обеспечивают идентификатор, персонализирующий сварщика, весте с информацией, соответствующей этому идентификатору. Так, например, для сварщика создается идентификационная карта или другое аналогичное устройство, в котором предусмотрено средство идентификации, в частности, штрихкод, при этом сварщик идентифицируется при помощи такого штрихкода или другого средства идентификации. В соответствии с этим идентификатором создается определенный объем информации, в частности, личные данные сварщика, информация о квалификационных разрядах, полученных сварщиком, и о сроках их действия. Идентификатор и информация, соответствующая идентификатору, сохраняются на сервере, откуда они могут быть получены и сохранены в устройстве сбора данных. Перед началом фактического выполнения сварки идентификатор сварщика считывается при помощи устройства сбора данных, которое либо осуществляет получение от сервера через информационную сеть идентификатора и информации, соответствующей идентификатору, и сохраняет их в блоке памяти устройства сбора данных, либо, альтернативно, получает идентификатор, соответствующий идентификатору сварщика, который был считан, и информацию, соответствующую этому идентификатору, из информации, которая уже была ранее получена от сервера и сохраняется в устройстве сбора данных. Вышеуказанная последовательность событий выполняется также для сварочной инструкции, т.е. для сварочной операции обеспечиваются идентификатор сварочной инструкции и информация из сварочной инструкции, соответствующая этому идентификатору, при этом указанные идентификатор и информация сохраняются на сервере, с которого они могут быть получены и сохранены в устройстве сбора данных. Информация, соответствующая идентификатору, может быть представлена в отображаемом виде, в частности, в виде номера сварочной инструкции, или информация, соответствующая идентификатору, может иметь вид последовательности символов штрихкода, обозначающей, например, присадочный материал, подлежащий применению. В этом случае последовательность символов, как таковую, можно сравнить с последовательностью символов штрихкода, считанного с объекта, подлежащего сварке, и проверить соответствие сварочной инструкции в части выбора присадочного материала, подлежащего применению.
Идентификатор сварочной инструкции считывается при помощи устройства сбора данных, а идентификатор и информацию, соответствующую идентификатору, получают от сервера через информационную сеть и сохраняют в блоке памяти устройства сбора данных, или, альтернативно, идентификатор и информацию, соответствующую идентификатору сварочной инструкции, которые были считаны, получают из информации, уже полученной от сервера, и сохраняют в устройстве сбора данных. Во время проведения сварочной операции устройство сбора данных находится в контакте со сварочным устройством, при этом устройство сбора данных собирает информацию и/или показатели сварочной операции от сварочного устройства и сохраняет информацию и/или показатели, собранные им, в блоке памяти, таким образом, каждый элемент информации и/или показатель сварочной операции сохраняется в блоке памяти вместе с временем их регистрации. Иными словами, каждый элемент информации и/или показатель сварочной операции снабжается меткой времени, которая позволяет определить, в какой момент сварочной операции появился тот или иной элемент информации и/или показатель, связанные со сварочной операцией. Соответственно, все считанные идентификаторы снабжаются меткой времени, при этом предполагается, что идентификаторы являются действительными во время выполнения одной или нескольких последовательных сварочных операций до тех пор, пока не будет считан новый заменяющий идентификатор.
В способе согласно изобретению штрихкоды или другие аналогичные идентификаторы считываются при помощи устройства сбора данных, связанных со сварочной работой, при этом указанное устройство сбора данных получает из блока памяти или от сервера информацию, связанную с идентификацией, в частности, личные данные сварщика, индивидуальную информацию об объекте, подлежащем сварке, т.е. о детали, о сварочной инструкции и о присадочном материале. Поскольку имеющиеся идентификаторы и информация, соответствующая им, заранее обеспечены на сервере и, следовательно, являются доступными для устройства сбора данных, пользователь после считывания каждого идентификатора, может убедиться в том, что идентификатор, который был считан, является известным, т.е. он существует и является пригодным для соответствующей сварочной операции. В этом заключается важное преимущество, поскольку, таким образом, удостоверяется, что, по меньшей мере, сварщик и сварочная инструкция точно определены для проведения соответствующей сварочной операции. Если в качестве идентификатора используется штрихкод, то устройство для считывания штрихкода преобразует указанный штрихкод в последовательность символов согласно уровню техники. Штрихкоды, которые в виде последовательностей символов передаются от сервера в устройство сбора данных, должны соответствовать считанному штрихкоду, преобразованному в последовательность символов. При считывании данных о присадочных материалах или о защитном газе устройство сбора данных проверяет, как существование этих идентификаторов, так и их соответствие идентификаторам, указанным в сварочной инструкции. Этот порядок может, разумеется, изменяться, и тогда информация, соответствующая идентификатору в сварочной инструкции, которая была считана, сравнивается с уже считанными идентификаторами защитного газа и идентификаторами присадочных материалов.
Соответствие сварочной инструкции в части квалификации сварщика проверяется путем сравнения информации, содержащейся в сварочной инструкции, например - о расположении и толщине материала, с информацией о квалификации сварщика. Эта информация, в отличие от идентификаторов, обычно представляется, например, не в виде последовательностей символов штрихкодов, но в виде текстовых данных. Устройство сбора данных заранее получает информацию о правилах, по которым квалификацию сварщика можно сравнивать с информацией, представленной в сварочной инструкции. При помощи идентификаторов и информации, связанной с идентификаторами, можно составить точную и актуальную документацию, которая требуется для системы контроля качества или для проверки качества, вместе с информацией, собранной о сварочной операции.
В типичной сварочной операции ряд идентификаторов и информация, связанная с идентификаторами, заранее вводятся в сервер, при этом идентификаторы вместе с их информацией копируются на устройство сбора данных. Идентификаторы обычно являются специфическими для места проведения работ/завода/сварочного цеха и содержат штрихкод или другой соответствующий идентификатор, который может быть преобразован в последовательность символов, при этом к идентификатору для информации присоединяется по меньшей мере одно пояснительное имя, выраженное простым текстом. Так, например, штрихкод на каждом удостоверении сварщика связан с именем сварщика. Другая информация также связывается с идентификаторами, в частности, уровень квалификации сварщика, срок действия квалификационного удостоверения и другая аналогичная информация. Таким образом, идентификатор представляет собой уникальную индивидуальную числовую последовательность для какого-либо элемента, в частности, для сварщика, сварочной инструкции, объекта, подлежащего сварке, или другой аналогичной части сварочной операции, а информация обычно содержит название элемента и/или другую информацию об этом элементе. В устройстве сбора данных сохраняется только соответствующий ряд идентификаторов и связанная с ними информация. Идентификатор, предпочтительно, представляет собой штрихкод, радиочастотный идентификатор, элемент информации, генерируемый датчиком, или что-либо подобное.
Таким образом, целью изобретения является способ ручной сварки, при помощи которого сварщик выполняет сварочную операцию на подлежащем сверке объекте посредством сварочного устройства, при этом в указанном способе используется сварочное устройство, содержащее устройство сбора данных, которое через информационную сеть может быть подключено к серверу для получения и передачи информации, и которое содержит блок памяти для записи информации и для хранения записанной информации, при этом указанный способ содержит этапы, согласно которым перед началом сварочной работы устанавливаются индивидуальный идентификатор сварщика и по меньшей мере один элемент информации, соответствующей идентификатору, при этом указанный идентификатор и информация являются сохраненными на сервере, с которого они могут быть получены и сохранены в устройстве сбора данных, при этом идентификатор сварщика считывается при помощи устройства сбора данных, идентификатор и указанный по меньшей мере один элемент информации, соответствующей идентификатору, получают от сервера через информационную сеть и сохраняют в блоке памяти устройства сбора данных или, альтернативно, идентификатор, соответствующий идентификатору сварщика, который был считан, и информация, соответствующая этому идентификатору, получают из информации, которая была ранее получена от сервера и сохранена в устройстве сбора данных, а также обеспечиваются идентификатор сварочной инструкции для сварочной операции и по меньшей мере один соответствующий элемент информации из сварочной инструкции, соответствующей идентификатору, при этом указанный идентификатор и информация сохраняются на сервере, откуда они могут быть получены и сохранены в устройстве сбора данных, идентификатор сварочной инструкции считывается при помощи устройства сбора данных, идентификатор и по меньшей мере один элемент информации, соответствующей идентификатору, получают от сервера через информационную сеть и сохраняют в блоке памяти устройства сбора данных, или, альтернативно, идентификатор, соответствующий идентификатору сварочной инструкции, который был считан, и указанный по меньшей мере один элемент информации, соответствующей идентификатору, получают из информации, уже полученной от сервера, и сохраняют в устройстве сбора данных, при этом согласно указанному способу во время проведения сварочной операции устройство сбора данных осуществляет сбор информации и/или показателей сварочной операции от сварочного устройства и сохраняет указанную информацию и/или показатели о сварочной операции, которые являются собранными, вместе с временем их регистрации в блоке памяти, и при этом указанный способ содержит этап обобщения информации, на котором идентификаторы, полученные перед началом сварочной операции, и информация и/или показатели о сварочной операции, которые были собраны и сохранены во время проведения сварочной операции, обобщаются таким образом, что они образуют информационный пакет, индивидуализирующий сварочную операцию.
Целью изобретения является также система для ручной сварки, при этом сварщик выполняет сварочную операцию на подлежащем сварке объекте посредством сварочного устройства, а указанная система содержит сварочное устройство и устройство сбора данных, соединенное со сварочным устройством, причем указанное устройство сбора данных можно подключать через информационную сеть к серверу для получения и передачи информации, при этом указанное устройство сбора данных содержит блок памяти для записи информации и для хранения записанной информации, при этом система содержит также идентификатор, индивидуализирующий сварщика, и по меньшей мере один элемент информации, соответствующей идентификатору, а также идентификатор сварочной инструкции для сварочной операции и по меньшей мере один элемент информации из сварочной инструкции, соответствующей идентификатору, причем указанные идентификаторы и информация могут быть сохранены на сервере, и эти идентификаторы и информация могут быть получены от сервера и сохранены в блоке памяти устройства сбора данных; средства для считывания идентификаторов с использованием устройства сбора данных, средства для получения идентификаторов и информации, соответствующей идентификаторам, которые были считаны, из блока памяти устройства сбора данных и/или от сервера, кроме того, система дополнительно содержит устройство для сбора информации и/или показателей сварочной операции и для записи собранной информации и/или показателей в блоке памяти устройства сбора данных вместе со временем их регистрации, и устройство для обобщения идентификаторов, которые были получены, и собранной информации и/или показателей сварочной операции в устройстве сбора данных для формирования информационного пакета, индивидуализирующего сварочную операцию.
Способ согласно изобретению позволяет производить всеобъемлющий контроль процесса сварки в соответствии с инструкциями и с надлежащей квалификацией сварщика согласно требованиям сварочной инструкции. Согласно данному способу в процессе сварки отклонения могут определяться автоматически путем сравнения идентификаторов, которые были считаны, и/или информации, которую они содержат, друг с другом и/или путем их сравнения с информацией, собранной со сварочного устройства. Типичными отклонениями являются отклонения сварочного тока и напряжения от пределов, допускаемых сварочной инструкцией, недостаточная квалификация сварщика ввиду уровня, необходимого для объекта, подлежащего сварке, например, в отношении позиции и выбранного защитного газа ввиду выбора защитного газа согласно сварочной инструкции. Идентификаторы, которые, предпочтительно, представляют собой штрихкоды, могут быть считаны в устройстве сбора данных и переданы на сервер, после чего они автоматически передаются, чтобы стать частью документации по контролю качества сварочной работы. Такие идентификаторы могут быть связаны, например, со сварщиком, сварочной инструкцией и присадочными материалами. В том случае, если идентификатор связан также с объектом, подлежащим сварке, т.е. с рабочим элементом, любые точки деталей, имеющие дефекты сварки, могут быть указаны с точностью до одного шва, при помощи параметров сварочного устройства, собранных во время сварочной работы, и идентификаторов, которые были считаны, и соответствующей им информации. Уровень техники не позволяет автоматически осуществлять точное определение возможных точек сбоя, которые приходится дополнительно контролировать для обеспечения качества, например, сварочный ток, превысивший предельно допустимое значение, указанное в сварочной инструкции, в определенной детали в определенном шве в определенный момент времени при выполнении работы определенным сварщиком.
Преимущество одного из предпочтительных вариантов осуществления способа согласно изобретению заключается в возможности обеспечения всеобъемлющего контроля ручной сварки, что позволяет проверять, выполняется ли каждый отдельный шов согласно сварочным инструкциям и является ли квалификация сварщика достаточной и действительной во время проведения сварки.
Кроме того, преимущество одного из предпочтительных вариантов осуществления способа согласно изобретению заключается в том, что при помощи собранных идентификаторов и информации, соответствующей идентификаторам, а также информации, собранной о сварочной операции, можно математически вывести или определить при помощи опытной модели серьезные точки сбоя при сварке дефектов и их место в сварочных работах.
Перечень чертежей
Ниже приведено более подробное описание некоторых предпочтительных вариантов осуществления изобретения со ссылками на прилагаемые чертежи, на которых показаны:
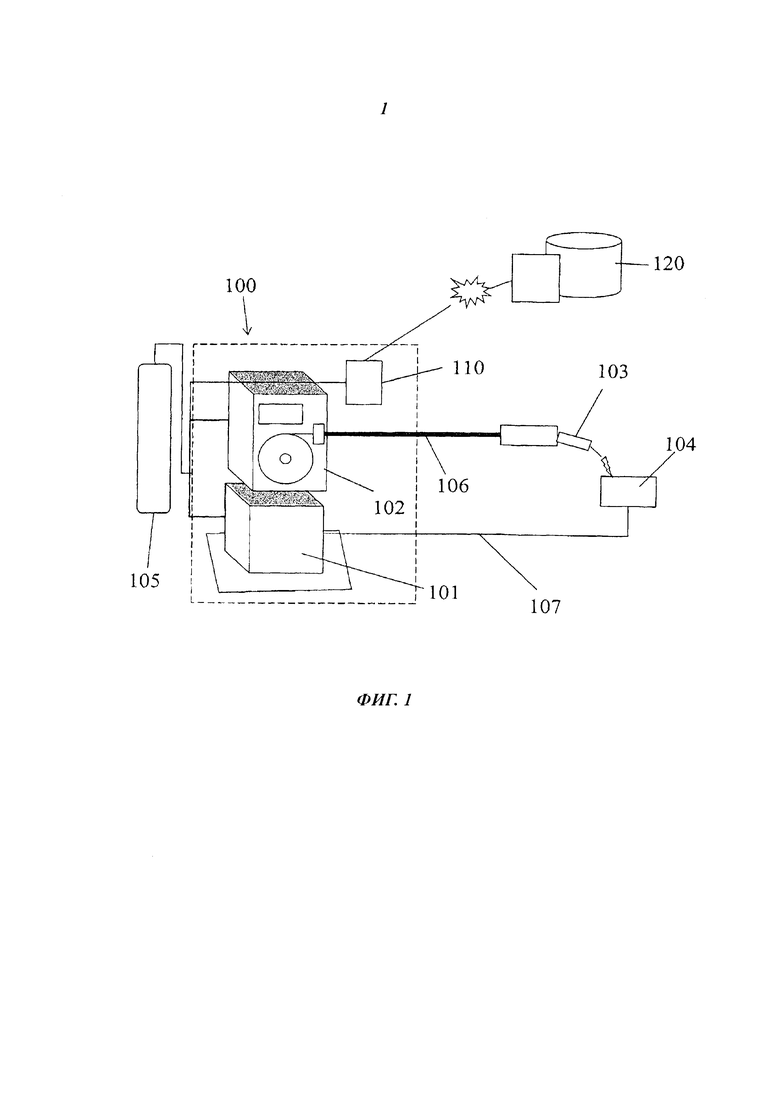
фиг. 1 - типовое сварочное устройство, используемое в способе согласно изобретению, и
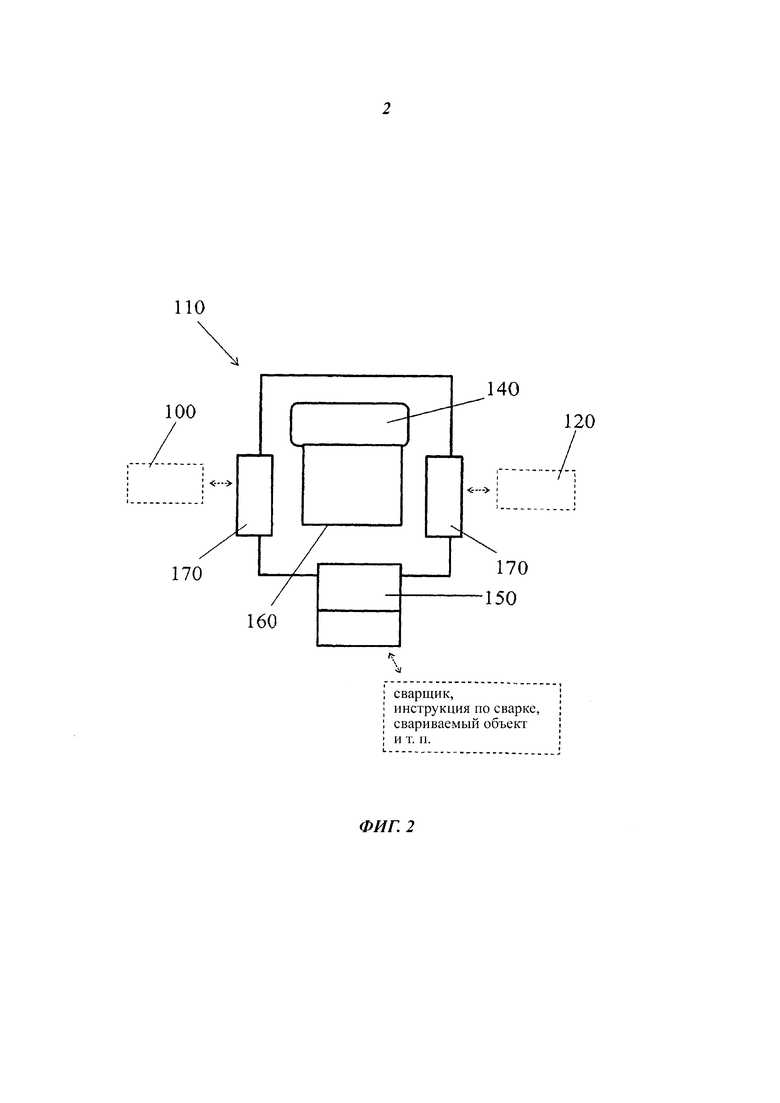
фиг. 2 - устройство сбора данных, обычно используемое в способе согласно изобретению.
Подробное раскрытие изобретения
Сварщик начинает работу с запуска сварочного устройства, при этом устройство сбора данных, подключенное к сварочному устройству, автоматически соединяется с сервером и обновляет имеющиеся идентификаторы и соответствующую информацию, связанную с ними. Термин «соответствующая информация» означает, что необязательно вся информация, связанная с идентификаторами, будет обновлена путем передачи от сервера в устройство сбора данных, но только та ее часть, которая необходима для выполнения данной сварочной операции, в то время как другая информация сохраняется на сервере, например, для создания другого отчета. Возможно также, что вся информация, соответствующая идентификаторам, будет обновлена путем передачи от сервера в устройство сбора данных. Для того чтобы индивидуализировать сварочное устройство, устройство сбора данных получает информацию о сварочном устройстве от сварочного устройства, подлежащего применению, в частности, его серийный номер. С помощью устройства сбора данных сварщик осуществляет считывание с его персональной карты идентификатора, который может представлять собой штрихкод, т.е. сварщик идентифицирует себя в качестве пользователя сварочного устройства. Информация, соответствующая идентификатору сварщика, предпочтительно, содержит информацию о личности сварщика и/или информацию о квалификации сварщика. Обычно, устройство сбора данных приветствует пользователя по имени, например при помощи текста, появляющегося на экране дисплея устройства сбора данных, при этом сварщик понимает, что считывание идентификатора прошло успешно в соответствии с принятой методикой. Информация о квалификации сварщика, предпочтительно, содержит информацию по меньшей мере об одном из следующего: метод сварки, группа основных металлов, тип сварки, форма изделия, положение шва, толщина материала и/или срок действия квалификационного удостоверения. При этом информация о квалификации сообщает, например, для какого метода сварки сварщик имеет квалификацию, или какие методы сварки ему разрешено выполнять. Сварщик при помощи устройства сбора данных обеспечивает считывание идентификаторов сварочной инструкции, которую он имеет в своем распоряжении и которая представляет собой печатный документ. Обычно, сварочная инструкция предоставляется сварщику на дисплее устройства сбора данных в виде названия, показанного простым текстом, или номера, чтобы сварщик мог убедиться в том, что он имеет надлежащие документы. Далее при помощи устройства сбора данных сварщик считывает штрихкод применяемой проволоки из присадочных материалов и штрихкод защитного газа. Устройство сбора данных проверяет, найден ли в блоке памяти устройства сбора данных для каждого идентификатора, который был считан, соответствующий идентификатор и по меньшей мере один элемент информации, содержащийся в нем. Если идентификатор, считанный при помощи устройства сбора данных, является неизвестным или не может быть найден в блоке памяти устройства сбора данных, то устройство сбора данных устанавливает соединение с сервером для передачи данных и получает обновленные идентификаторы. Если считанный идентификатор является известным, т.е. он найден в блоке памяти устройства сбора данных, то устройство сбора данных возвращает по меньшей мере один элемент информации, связанный с идентификатором, в качестве подтверждения распознавания пользователя. Иными словами, способ содержит этап, на котором после считывания идентификатора и получения устройство сбора данных возвращает сварщику при помощи устройства сбора данных по меньшей мере один элемент информации, соответствующей идентификатору, который был считан, в качестве подтверждения того факта, что идентификатор имеется на сервере, и информация, соответствующая идентификатору, доступна для устройства сбора данных. Если идентификатор остается неизвестным, пользователю при помощи устройства сбора данных передается сообщение об ошибке. Устройство сбора данных проверяет соответствие идентификаторов проволоки из присадочного материала и газовой смеси, которые были считаны, и/или информации, связанной с этими идентификаторами, идентификаторам и/или информации, связанной с идентификаторами, представленным в сварочной инструкции. Автоматическая проверка идентификаторов обеспечивает весьма существенное преимущество во время контроля качества ручной сварки, поскольку ранее за выбор правильной сварочной инструкции и материалов был ответственным только сварщик, что приводило к ошибкам, связанным с человеческим фактором. Проверка идентификаторов создает определенное важное преимущество по сравнению с существующей практикой, поскольку она уменьшает вероятность включения неизвестных обозначений в составляемый позднее отчет об операции. Сервер и/или устройство сбора данных предпочтительно представляет для сварщика и/или для удаленного устройства, в частности, для компьютера, данные о результате сравнения информации, соответствующей идентификатору сварщика, в частности, информации о квалификации, и информации, соответствующей идентификатору сварочной инструкции для сварочной операции, в частности, требований к квалификации, предусмотренных в сварочной инструкции. Согласно предпочтительному варианту осуществления сервер содержит функцию создания отчетов, которая служит для создания отчетов и передачи через информационную сеть в устройство сбора данных и/или в удаленное устройство, например - в компьютер, идентификаторов, связанных с информацией о сварочной операции, и информации, соответствующей идентификаторам и/или информации и/или результатам считывания параметров, полученным со сварочной операции. Функция создания отчетов, предпочтительно, содержит компьютерную модель для контроля сварочного производства.
Сварщик регулирует соответствующие сварочные параметры сварочного устройства, после чего сварка может быть начата. Во время сварки устройство сбора данных осуществляет контроль работы сварочного устройства и собирает данные, важные для создания отчета, в частности, применяемый метод сварки, информацию о начале сварки, информацию об окончании сварки, электрические параметры, в частности, токи, напряжения, и/или механические параметры, в частности, скорость подачи проволоки. Сбор данных может происходить, например, с частотой 100 мс в случае переменных электрических и механических параметров. Устройство сбора данных обычно не осуществляет измерения параметров самостоятельно, а получает показатели за счет передачи данных и значения из таблиц параметров сварочного устройства. В случае необходимости для измерения значений параметров могут быть установлены датчики, соединенные с устройством сбора данных, если иначе их нельзя получить в сварочном устройстве. Датчики, которые обычно используются для дуговой сварки в защитном газе, представляют собой датчик газового потока и датчик сварочной дуги, при помощи которых определяются начало и конец сварки. По окончании сварки устройство сбора данных составляет информационный пакет для каждого сварного шва, т.е. информацию с меткой времени и параметрами операции между началом и окончанием сварки, и присоединяет к нему идентификаторы, которые были считаны, в частности, идентификаторы сварщика, детали, рабочей инструкции и т.п. Для дуговой сварки в защитном газе способ сварки, предпочтительно, формирует сварной шов, создаваемый между началом и окончанием сварки. Сварное соединение обычно содержит один или более швов. Сварочная операция может быть прервана, если сварщику требуется отдых, или на время, в течение которого производится точная настройка сварочного устройства. Сварочное соединение может быть также выполнено из нескольких швов, расположенных один на другом, как это имеет место, в частности, при наложении подварочного шва. В этом случае идентификаторы не считываются в начале каждой сварочной операции, но остаются действительными до тех пор, пока они не будут заменены новыми идентификаторами или пока сварочное устройство не будет выключено или запущено повторно. При этом информационные пакеты для каждого шва содержат идентификаторы, действительные в каждый соответствующий момент времени. Информационные пакеты для каждого шва передаются на сервер для отчета.
Устройство сбора данных, предпочтительно, выполняет операцию обобщения информации и направляет информационный пакет к серверу через сеть передачи данных. В простейшей форме расширенный отчет может содержать список полученных информационных пакетов для каждого шва, включая их значения, т.е., иными словами, информацию, соответствующую идентификаторам, и информацию и/или результаты считывания параметров, полученные во время выполнения сварочной операции. Лучшая возможность применения обеспечивается при помощи пользовательского интерфейса, созданного для отчета, в частности, пользовательского веб-интерфейса, в котором различные типы данных представляются в отдельных информационных блоках. Обычно такие блоки представляют собой списки отклонений от значений сварочного тока, указанных в сварочной инструкции, отклонений в квалификации сварщика, и краткие описания объекта, подлежащего сварке, т.е. каждой детали. В соответствии со сварочной инструкцией требуется определенная квалификация сварщика. Достаточность квалификации сварщика рассчитывается, предпочтительно, с учетом пяти подпунктов, в которых информация, связанная со сварщиком, должна соответствовать уровню, который требуется сварочной инструкцией. Эти подпункты представляют собой метод сварки, группу присадочных материалов, тип сварки, форму изделия, положение шва, толщину материала и срок действия квалификационного удостоверения. В том случае, если сварщик имеет несколько квалификаций в одном подпункте, по меньшей мере одна квалификация должна полностью соответствовать требованиям сварочной инструкции для того, чтобы исключить расхождение квалификации. В подпунктах метод сварки и срок действия квалификационного удостоверения должны соответствовать, в частности, методу сварки, предусмотренному сварочной инструкцией, и времени выполнения сварочной операции. Для других подпунктов соответствие между уровнем квалификации сварщика и требованиями, представленными в инструкции по сварочной работе, оформляется в виде таблицы, учитывающей каждый подпункт. В таблицах указывается зависимость между различными подпунктами, например, влияние типа сварки на пределы квалификации для сварочной позиции. Пределы квалификации для толщины материала представляются в табличной форме с учетом сварки встык, сварки угловым швом и сварки внахлест.
При этом способ дополнительно содержит этап, на котором обеспечиваются идентификатор и информация, соответствующая идентификатору, для присадочного материала и/или защитного газа, подлежащих применению на сварочной операции, при этом указанные идентификатор и информация сохраняются на сервере, от которого они могут быть получены и сохранены в устройстве сбора данных, причем указанный идентификатор присадочного материала и/или защитного газа считывается при помощи устройства сбора данных, идентификатор и по меньшей мере один элемент информации, соответствующей идентификатору, получают от сервера при помощи сети передачи данных и сохраняют в блоке памяти устройства сбора данных или, альтернативно, идентификатор, соответствующий идентификатору для присадочного материала и/или защитного газа, и по меньшей мере один элемент информации, соответствующей идентификатору, который был считан, получают из информации, уже полученной от сервера, и сохраняют в устройстве сбора данных, при этом информация о присадочном материале и/или защитном газе, предусмотренных в сварочной инструкции, вводится в информацию, соответствующую идентификатору сварочной инструкции, идентификатор присадочного материала и/или защитного газа, считанный в устройстве сбора данных и/или сервере, сравнивается с информацией, соответствующей идентификатору в сварочной инструкции, и при помощи устройства сбора данных сварщику направляется предупреждение, если идентификатор присадочного материала и/или защитного газа, который был считан, не соответствует информации об идентификаторе присадочного материала и/или защитного газа, предусмотренного в сварочной инструкции, которая введена в идентификатор сварочной инструкции.
Согласно второму варианту осуществления вышеуказанную последовательность событий можно также выполнить с подлежащим сварке объектом и со сварочной инструкцией таким образом, чтобы сформировать идентификатор, индивидуализирующий подлежащий сварке объект, связанный со сварочной операцией, и по меньшей мере один элемент информации, соответствующей этому идентификатору. Иными словами, для объекта, подлежащего сварке, создается, например, штрихкод, и информация о подлежащем сварке объекте связывается со штрихкодом. Этот идентификатор и связанная с ним информация сохраняются на сервере, и могут быть получены с него и сохранены в устройстве сбора данных. Перед началом сварки идентификатор объекта, подлежащего сварке, считывается при помощи устройства сбора данных, которое получает этот идентификатор и по меньшей мере один элемент информации, соответствующей идентификатору, через сеть передачи данных от сервера и сохраняет их в блоке памяти устройства сбора данных или, альтернативно, получает из информации, уже ранее полученной от сервера, и сохраняет в устройстве сбора данных идентификатор и информацию, соответствующую считанному идентификатору объекта, подлежащего сварке. После окончания сварочной операции информация из сварочной инструкции, например - предельные значения тока и/или напряжения, определяемые сварочной инструкцией, соответствующей идентификатору сварочной инструкции, который был считан, сравнивается с информацией о сварочной операции и/или с показателями, собранными со сварочного устройства, для того, чтобы найти отклонения от сварочной инструкции, которые могут возникнуть при выполнении сварочной операции. Путем сравнения момента времени найденного отклонения с идентификатором свариваемого объекта, действительным в тот же самый момент, и с другими моментами сварки во время периода действия идентификатора свариваемого объекта можно идентифицировать место возможного дефекта в детали, т.е. в свариваемом объекте. Указанное отклонение, предпочтительно, представляет собой превышение сварочного напряжения и сварочного тока относительно их значений, допускаемых сварочной инструкцией. Информация и/или показатели сварочной операции относятся по меньшей мере к одному из следующих параметров: информация о методе сварки, информация о начале сварочной операции, информация об окончании сварочной операции, поток защитного газа, сварочное напряжение, скорость подачи проволоки или ток двигателя подачи проволоки.
На основании собранной информации можно также определить такие параметры, как время горения дуги и нерабочее время при сварке, которые используются для развития производства. Кроме того, во время производственного контроля можно учитывать профессиональные недостатки, производительность труда и частоту совершения ошибок для каждого сварщика, обобщать эти параметры из собранной информации и использовать при планировании сварочного производства.
Отчет, как описано выше, может быть создан, как правило, после окончания сварочных работ, однако, изобретение позволяет также получать отчет в процессе сварки в режиме реального времени, при этом на основании отчета работу сварщика и сварочного устройства можно контролировать в режиме реального времени. Отчет в этой связи следует понимать как обработку информации об идентификаторе, которая была считана, и информации и/или показателей сварочной операции, которые были собраны, на основании математической формулы, опытной модели или предварительно введенной логической информации. Результатом этого могут быть список зарегистрированных событий, заранее определенные предупреждения, сообщения об ошибках, ориентировочные данные для планирования сварочного производства или оперативные управляющие команды для сварочного производства или сварочного устройства. Обработка данных осуществляется частично или полностью в устройстве сбора данных и, если требуется, на сервере.
На фиг. 1 сварочное устройство 100 представлено в виде типового сварочного устройства для дуговой сварки плавящимся металлическим электродом в среде инертного/защитного газа (методом MIG-MAG). Номером 101 на чертеже обозначен источник электропитания, который служит для обеспечения мощности, подводимой через устройство 102 подачи проволоки и кабельное соединение 106 к сварочной горелке 103. Номером 105 обозначен баллон с защитным газом. Механизм устройства 102 подачи проволоки обеспечивает подачу проволоки из присадочного материала, намотанной на бобину, к сварочной горелке 103 с регулируемой скоростью. От детали, т.е. от свариваемого объекта 104 заземляющий провод 107 подходит обратно к сварочному устройству 100 для того, чтобы создать замкнутую цепь для сварочного тока. В сварочной горелке 103 сварочный ток, выходящий из проводника, поступает на проволоку из присадочного материала, а затем между концом проволоки из присадочного материала, выступающим из сварочной горелки 103, и деталью 104 образуется сварочная дуга. Устройство 110 сбора данных соединяется со сварочным устройством 100. Устройство 110 сбора данных обычно представляет собой дополнительный подключаемый модуль, содержащий дисплей, однако, оно может быть также встроено в сварочное устройство 100. Устройство 110 сбора данных подключается к сварочному устройству 100 таким образом, чтобы оно могло осуществлять мониторинг работы сварочного устройства 100, например, при помощи шины сети локальных контроллеров (CAN-шины), и собирать в свой собственный блок памяти информацию о сварочном устройстве. В устройстве 110 сбора данных предусмотрено соединение для обмена данными с информационной сетью, содержащей сервер 120. Информационная сеть может представлять собой любую известную сеть передачи данных, проводную или беспроводную. Согласно предпочтительному варианту осуществления устройство 110 сбора данных содержит блок памяти большой емкости, задачей которого является сохранение обычно используемых идентификаторов и информации и сбор информации и показателей для каждой сварочной операции, например, в течение нескольких месяцев. При этом блок памяти не должен иметь соединения с сервером 120 в режиме реального времени, и устройство 110 сбора данных может независимо функционировать в течение длительного периода времени. Устройство 110 сбора данных подключается к серверу 120 в тех случаях, когда необходимо обновить идентификаторы и информацию или выгрузить собранную информацию. Сервер 120 обычно представляет собой сервер HTML, при этом устройство 110 сбора данных функционирует в роли клиента. На сервере 120 обеспечены идентификаторы, используемые на каждом предприятии или компании, при этом указанные идентификаторы индивидуализируют существующие объекты 104, подлежащие сварке, сварочной инструкции, сварщиков, применяемые защитные газы, присадочные материалы и другие аналогичные параметры. Для каждого параметра создается свой штрихкод или другой аналогичный идентификатор, по которому идентифицируется этот параметр. Информация, связанная с каждым из идентификаторов, вводится в сервер 120 и сохраняется на сервере 120. На сервере 120 осуществляется также обновление этой информации и идентификаторов. Так, например, действительная информация о сварочной квалификации каждого сварщика, такая как разрешенные методы сварки и уровни квалификации для сварочной позиции или толщины материалов и информация об их сроках действия, вводится на сервер 120, при этом указанная информация связана с идентификатором, индивидуализирующим сварщика. Соответственно, информация, содержащаяся в сварочной инструкции, также вводится на сервер 120, в частности - допустимые пределы сварочного тока, требуемый метод сварки, требуемая проволока из присадочных материалов и смеси защитных газов, толщина материала и сварочная позиция, которые связаны с идентификатором, индивидуализирующим инструкцию по сварке. Данные идентификаторов и информация, соответствующая им, могут быть введены при помощи пользовательского интерфейса, созданного для этой цели, такого как пользовательский веб-интерфейс, или эти данные могут быть загружены непосредственно из существующей информационной системы. Идентификатор и информация, соответствующая ему, могут быть помещены в отдельное от сервера 120 устройство хранения данных, к которому сервер 120 имеет доступ. Устройство 110 сбора данных получает от сервера идентификаторы и соответствующий объем информации, связанной с идентификаторами, которые были введены туда, и сохраняет их в своем собственном блоке памяти. В том случае, если основная часть отчета по контролю качества выполняется на сервере, ничего кроме информации, связанной с идентификатором, которую требуется обработать непосредственно в связи со сварочной операцией, не требуется передавать в устройство сбора данных.
На фиг. 2 показано схематическое изображение устройства 110 сбора данных. Устройство сбора данных обычно содержит дисплей 140, компонент для считывания идентификаторов 150, например - устройство для считывания штрихкода, процессор и блок 160 памяти большой емкости, а также устройство 170 передачи данных, которое обеспечивает соединение с сервером 120 и сварочным устройством 100. Устройство 110 сбора данных может быть встроено в сварочное устройство 100, при этом пользовательский интерфейс сварочного устройства 100 действует также в качестве пользовательского интерфейса устройства 110 сбора данных. Блок памяти также может быть общим со сварочным устройством 100.
Для специалистов в данной области техники очевидно, что по мере развития технологии, основную идею изобретения можно применять множеством различных способов. Поэтому изобретение и варианты его осуществления не ограничены раскрытыми выше примерами, но могут быть изменены в пределах объема прилагаемой формулы изобретения.
Изобретение относится к способу и системе контроля процесса ручной сварки. Сварщик посредством сварочного устройства (100) выполняет сварочную операцию на объекте (104), подлежащем сварке. Сварочное устройство (100) содержит устройство (110) сбора данных, которое через сеть передачи данных можно подключать к серверу (120) для получения и передачи информации. Устройство (110) сбора данных содержит блок памяти для записи информации и для хранения записанной информации. Устанавливают идентификатор, индивидуализирующий сварщика, и по меньшей мере один элемент информации, соответствующей идентификатору. Идентификатор считывают при помощи устройства (110) сбора данных. Идентификатор и указанный по меньшей мере один элемент информации получают от сервера или от устройства сбора данных. Обеспечивают также идентификатор сварочной инструкции для сварочной операции и по меньшей мере один элемент информации из сварочной инструкции, соответствующей идентификатору. Идентификатор считывают посредством устройства (110) сбора данных, а идентификатор и по меньшей мере один элемент информации, соответствующей идентификатору, получают от сервера или устройства сбора данных. Устройство сбора данных получает от сварочного устройства информацию и/или показатели сварочной операции и сохраняет в блоке памяти эту информацию и/или показатели сварочной операции, которые были получены, вместе со временем их регистрации. Осуществляют операцию обобщения информации, в соответствии с которой идентификаторы, полученные перед началом сварочной операции, и информация и/или показатели сварочной операции, собранные и сохраненные во время проведения сварочной операции, объединяют таким образом, чтобы они образовывали информационный пакет, индивидуализирующий сварочную операцию. 2 н. и 13 з.п. ф-лы, 2 ил.
1. Способ контроля процесса ручной сварки, включающий выполнение сварочной операции на подлежащем сварке объекте (104) посредством сварочного устройства (100), соединенного с устройством (110) сбора данных, которое выполнено с возможностью подключения через сеть передачи данных к серверу (120) для получения и передачи информации и содержит блок памяти для записи информации и для хранения записанной информации, отличающийся тем, что до начала сварочной операции осуществляют следующие этапы:
- обеспечивают индивидуализирующий сварщика идентификатор и по меньшей мере один элемент информации, соответствующей указанному идентификатору, которые сохраняют на сервере с возможностью их получения от сервера и сохранения в устройстве (110) сбора данных,
- считывают идентификатор сварщика с использованием устройства (110) сбора данных,
- указанный идентификатор и по меньшей мере один элемент информации, соответствующей идентификатору, получают через сеть передачи данных от сервера (120) и сохраняют в блоке памяти устройства (110) сбора данных, или идентификатор, соответствующий идентификатору сварщика, который был считан, и по меньшей мере один элемент информации, соответствующей этому идентификатору, получают из информации, уже полученной от сервера (120), и сохраняют в устройстве (110) сбора данных, и
- обеспечивают идентификатор сварочной инструкции для сварочной операции и по меньшей мере один элемент информации, соответствующей указанному идентификатору, при этом указанные идентификатор и информацию сохраняют на сервере с возможностью их получения и сохранения в устройстве (110) сбора данных,
- считывают идентификатор сварочной инструкции с использованием устройства (110) сбора данных,
- указанный идентификатор и по меньшей мере один элемент информации, соответствующей этому идентификатору, получают через сеть передачи данных от сервера (120) и сохраняют в блоке памяти устройства (110) сбора данных, или идентификатор, соответствующий идентификатору сварочной команды, который был считан, и по меньшей мере один элемент информации, соответствующей идентификатору, получают из информации, уже полученной от сервера (120), и сохраняют в устройстве (110) сбора данных, и
при этом посредством устройства (110) сбора данных во время сварочной операции обеспечивают:
- сбор информации и/или показателей сварочной операции со сварочного устройства (100), и
- сохранение в блоке памяти устройства (110) собранной информации и/или показателей сварочной операции и момента времени их регистрации,
затем информацию об идентификаторах, полученных перед началом сварочной операции, и информацию и/или показатели сварочной операции, которые были собраны и сохранены, объединяют с образованием информационного пакета, индивидуализирующего сварочную операцию.
2. Способ по п. 1, отличающийся тем, что сварочная операция в виде дуговой сварки в защитном газе содержит формирование сварного шва между началом сварки и окончанием сварки.
3. Способ по п. 1 или 2, отличающийся тем, что он содержит этап, на котором, после считывания и получения идентификатора посредством устройства (110) сбора данных, данное устройство (110) сбора данных возвращает сварщику указанный по меньшей мере один элемент информации, соответствующей считанному идентификатору, в подтверждение того, что идентификатор и информация, соответствующая идентификатору, которые были обеспечены на сервере, доступны для устройства сбора данных.
4. Способ по п. 1 или 2, отличающийся тем, что устройство (110) сбора данных выполняет этап обобщения информации и через сеть передачи данных направляет информационный пакет на сервер (120).
5. Способ по п. 1 или 2, отличающийся тем, что он дополнительно содержит этап, на котором
- обеспечивают идентификатор присадочного материала и/или защитного газа, подлежащих применению в сварочной операции, и по меньшей мере один элемент информации, соответствующей указанному идентификатору, при этом указанные идентификатор и информацию сохраняют на сервере с возможностью их получения от сервера и сохранения в устройстве (110) сбора данных,
- идентификатор присадочного материала и/или защитного газа считывают с использованием устройства (110) сбора данных,
- идентификатор и по меньшей мере один элемент информации, соответствующей идентификатору, получают через сеть передачи данных от сервера (120) и сохраняют в блоке памяти устройства (110) сбора данных или, альтернативно, идентификатор, соответствующий идентификатору для присадочного материала и/или защитного газа, который был считан, и по меньшей мере один элемент информации, соответствующей идентификатору, получают из информации, уже полученной от сервера (120), и сохраняют в устройстве (110) сбора данных,
- в информации, соответствующей идентификатору сварочной инструкции, обеспечивают информацию о присадочном материале и/или защитном газе, предусмотренную сварочной инструкцией,
- идентификатор присадочного материала и/или защитного газа, считанный с устройства (110) сбора данных и/или сервера (120), сравнивают с информацией, соответствующей идентификатору сварочной инструкции, и
- если считанный идентификатор присадочного материала и/или защитного газа не соответствует обеспеченной в идентификаторе сварочной инструкции информации, относящейся к идентификатору присадочного материала и/или защитного газа, предусмотренных сварочной инструкцией, то сварщику выдают предупреждение посредством устройства (110) сбора данных.
6. Способ по п. 1 или 2, отличающийся тем, что информация и/или показатели сварочной операции содержат по меньшей мере одно из следующего: информация о способе сварки, информация о начале сварочной операции, информация об окончании сварочной операции, расход защитного газа, сварочный ток, скорость подачи проволоки или ток двигателя подачи проволоки.
7. Способ по п. 1 или 2, отличающийся тем, что информация, соответствующая идентификатору сварщика, содержит информацию о личных данных и/или квалификации сварщика.
8. Способ по п. 7, отличающийся тем, что информация о квалификации сварщика содержит информацию по меньшей мере об одном из следующего: метод сварки, группа основных материалов, категория сварки, форма изделия, сварочная позиция, толщина материала и/или срок действия квалификационного удостоверения.
9. Способ по любому из пп. 1, 2, 8, отличающийся тем, что сервер (120) и/или устройство (110) сбора данных генерирует информацию для сварщика и/или удаленного устройства, такого как компьютер, о результате сравнения информации, соответствующий идентификатору сварщика, такой как информации о квалификации, с информацией, соответствующей идентификатору сварочной инструкции для сварочной операции, такой как требования к квалификации, предусмотренные сварочной инструкцией.
10. Способ по любому из пп. 1, 2, 8, отличающийся тем, что сервер (120) содержит функцию создания отчетов, которая обеспечивает создание отчетов об идентификаторах, связанных со сварочной операцией, и об информации, соответствующей идентификаторам, и/или об информации и/или показателях сварочной операции, и их передачу через сеть передачи данных в устройство (110) сбора данных и/или в удаленное устройство, такое как компьютер.
11. Способ по п. 10, отличающийся тем, что функция создания отчетов содержит компьютерную модель управления сварочным производством.
12. Способ по любому из пп. 1, 2, 8, 11, отличающийся тем, что идентификатор представляет собой штрихкод, радиочастотный идентификатор, данные, генерируемые датчиком, или какой-либо подобный элемент.
13. Способ по любому их пп. 1, 2, 8, 11, отличающийся тем, что указанный способ дополнительно содержит этап, на котором
- обеспечивают идентификатор, индивидуализирующий подлежащий сварке объект (104), связанный со сварочной операцией, и по меньшей мере один элемент информации, соответствующей идентификатору, при этом указанные идентификатор и информацию сохраняют на сервере с возможностью их получения от сервера и сохранения в устройстве (110) сбора данных,
идентификатор подлежащего сварке объекта (104) считывают с использованием устройства (110) сбора данных, и
идентификатор и по меньшей мере один элемент информации, соответствующей идентификатору, получают через сеть передачи данных от сервера (120) и сохраняют в блоке памяти устройства (110) сбора данных или, альтернативно, идентификатор и информацию, соответствующую идентификатору объекта (104), подлежащего сварке, который был считан, получают из информации, уже полученной от сервера (120), и сохраняют в устройстве (110) сбора данных, и
в данном способе, для обнаружения отклонения в выполнении сварочной операции, информацию из сварочной инструкции, считанную после сварочной операции, такую как предельные значения тока и/или напряжения, определяемые сварочной инструкцией, соответствующей идентификатору сварочной инструкции, сравнивают с информацией и/или показателями сварочной операции, полученными от сварочного устройства (100).
14. Способ по п. 13, отличающийся тем, что указанное отклонение представляет собой превышение величины сварочного напряжения и тока относительно значений, допускаемых сварочной инструкцией.
15. Система для контроля процесса ручной сварки, содержащая
сварочное устройство (100) и соединенное с ним устройство (110) сбора данных, выполненное с возможностью подключения через сеть передачи данных к серверу (120) для получения и передачи информации, содержащей идентификатор, индивидуализирующий сварщика, и по меньшей мере один элемент информации, соответствующей идентификатору, а также идентификатор сварочной инструкции для сварочной операции и по меньшей мере один элемент информации из сварочной инструкции, соответствующей идентификатору, при этом указанные идентификаторы и информация могут быть сохранены на сервере (120) с возможностью их получения от сервера (120) и сохранения в блоке памяти устройства (110) сбора данных, при этом устройство (110) сбора данных содержит блок памяти для записи информации и для хранения записанной информации,
указанная система дополнительно содержит
средства для считывания идентификаторов с использованием устройства (110) сбора данных,
средства для получения из блока памяти устройства сбора данных и/или от сервера (120) идентификаторов и информации, соответствующей идентификаторам, которые были считаны,
средства для сбора информации и/или показателей сварочной операции и для записи собранной информации и/или показателей в блоке памяти устройства (110) сбора данных и времени их регистрации и
средства для обобщения полученных идентификаторов и собранной информации и/или показателей сварочной операции в устройстве (110) сбора данных, чтобы сформировать информационный пакет, индивидуализирующий сварочную операцию.
| FI 20095666 A, 13.12.2010 | |||
| СПОСОБ ЗАПОЛНЕНИЯ ВНУТРЕННИХ ПОЛОСТЕЙ КАПИЛЛЯРНЫХ УСТРОЙСТВ ЖИДКИМ НАПОЛНИТЕЛЕМ | 1995 |
|
RU2103567C1 |
| US 7523069 B1, 21.04.2009 | |||
| JP 2002297707 A, 11.10.2002 | |||
| СИСТЕМА И СПОСОБ ФОРМИРОВАНИЯ АГРЕГИРОВАННЫХ ПРЕДСТАВЛЕНИЙ ДАННЫХ В КОМПЬЮТЕРНОЙ СЕТИ | 2004 |
|
RU2367010C2 |

