ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Различные варианты осуществления в целом относятся к системе управления, устройству и способу, и более конкретно, к системе электрического управления сваркой, устройству и способу.
УРОВЕНЬ ТЕХНИКИ
[0002] Сваркой соединяют материалы на основе процесса сварки, в котором сплавляют или соединяют материалы с использованием высоких температур с расплавлением этих материалов. Оборудование для электрической сварки, применяемое в промышленности и при таких работах, как строительство, производство и ремонт, может создавать высокие температуры с использованием различных источников энергии, с электросварочным оборудованием, потребляющим относительно большое количество электрической энергии.
[0003] Человек, эксплуатирующий сварочное оборудование, может быть квалифицированным специалистом, известным как сварщик. Сварщик может сваривать материалы с использованием различных способов, применяя сварочную горелку или сварочный пистолет, питаемые сварочным оборудованием для нагрева соединяемых материалов.
[0004] Когда сварщик работает, сварщик может перемещать сварочную горелку или сварочный пистолет между рабочими местами, или переносить горелку или пистолет для доступа к различным свариваемым деталям. В некоторых ситуациях, таких как производство, к сварочному оборудованию может непрерывно подводиться питание на протяжении длительных периодов времени, даже когда сварщик не проводит сварку. Когда сварщик не выполняет сварку, будь то с передвижением между объектами работы или между сменами, сварочное оборудование может оставаться запитанным. В ситуациях длительного использования сварочное оборудование может оставаться в режиме питания, тогда как различные сварщики попеременно работают со сварочным оборудованием во время плановых смен, действующих круглосуточно. Действие сварочного оборудования в промышленном масштабе может быть сопряжено со значительными чрезмерными затратами на электрическую энергию, потребляемую сварочным оборудованием, когда сварщик длительно не выполняет сварку, или между плановыми сменами.
[0005] Стандартные устройства управления сварочным питанием, которые регулируют мощность, подводимую к сварочному пистолету, основанные на рабочем состоянии сварочного пистолета, имеют ограничения. Например, некоторые устройства управления сварочным питанием могут сокращать мощность, когда сварочное оборудование бездействует, но могут не рассоединять или полностью не отключать питание. Такое исполнение управления питанием электросварки может обусловливать, например, повышенный риск для безопасности оператора оборудования как результат сокращения, но не рассоединения или полного отключения питания сварочного оборудования, когда сварочное оборудование не действует для сварки. В иллюстративном примере конструкция устройства управления сварочным питанием, которое сокращает, но не отсоединяет или полностью не отключает питание сварочного оборудования, когда сварочное оборудование не действует для сварки, может приводить к бесполезному расходу энергии сварочным оборудованием, тогда как сварочное оборудование продолжает быть подключенным к источнику питания на сниженном уровне, например, когда сварочное оборудование не действует для сварки.
[0006] Например, Патент США US2170861, озаглавленный «Устройство экономии питания электрического оборудования», описывает управление сварочной мощностью, которое автоматически включает и останавливает сварочное оборудование при паузе в сварочной работе или ее возобновлении, на основе снижения питания сварочного оборудования, когда сварочное оборудование не действует для сварки. Однако Патент США US2170861, например, не раскрывает полное отключение питания сварочного оборудования, когда сварочное оборудование не выполняет сварку, с повторным подсоединением питания сварочного оборудования, когда сварочное оборудование приводят в контакт со свариваемой деталью, и поддерживает питание сварочного оборудования, когда сварщик производит сварку, основываясь на величине тока, пропускаемого через сварочное оборудование к обрабатываемой детали.
[0007] Также в качестве примера, Патент США US2499635, озаглавленный «Система автоматического пуска и остановки для установок дуговой сварки», описывает управление сварочной мощностью, при котором происходят автоматический пуск и остановка систем для сварочных установок, сокращая питание сварочного оборудования, когда сварочное оборудование не действует для сварки, и позволяет сварщику возобновлять работу при приведении сварочного оборудования в контакт с обрабатываемой деталью. Однако Патент США US2499635, например, не раскрывает полное отключение питания сварочного оборудования, когда сварочное оборудование не выполняет сварку, с повторным подсоединением питания сварочного оборудования, когда сварочное оборудование приводят в контакт со свариваемой деталью, и поддерживает питание сварочного оборудования, когда сварщик производит сварку, основываясь на величине тока, пропускаемого через сварочное оборудование к обрабатываемой детали.
[0008] Дополнительно в качестве примера, Патент США US3748561, озаглавленный «Схема дистанционного управления включения питания сварщиком», описывает управление сварочной мощностью, которое сокращает мощность, подводимую к сварочному оборудованию, когда сварочное оборудование не действует для сварки, позволяя дистанционно включать питание сварочного оборудования для возобновления подачи питания в течение предварительно заданного времени, и повторно запуская оборудование в ответ на контакт между сварочным оборудованием и обрабатываемой деталью. Однако Патент США US3748561, например, не раскрывает полное отключение питания сварочного оборудования, когда сварочное оборудование не выполняет сварку, с повторным подсоединением питания сварочного оборудования, когда сварочное оборудование приводят в контакт со свариваемой деталью, и поддерживает питание сварочного оборудования, когда сварщик производит сварку, основываясь на величине тока, пропускаемого через сварочное оборудование к обрабатываемой детали.
[0009] Примерные раскрытые система, устройство и способ направлены на преодоление одного или многих недостатков, описанных выше, и/или прочих изъянов существующей технологии.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0010] В одном примерном аспекте настоящее изобретение направлено на устройство. Устройство включает источник питания, управляющее устройство, соединенное с источником питания, сварочное устройство, селективно соединенное с источником питания через управляющее устройство, и переключатель, присоединенный между управляющим устройством и сварочным устройством. Управляющее устройство включает реле задержки времени, которое измеряет предварительно определенный период времени. Переключатель поддерживает замкнутое положение до истечения предварительно определенного периода времени, и сварочное устройство создает сварочную дугу. Переключатель переключается из замкнутого положения в разомкнутое положение, когда истекает предварительно определенный период времени, и сварочное устройство прекращает создавать сварочную дугу. Управляющее устройство передает ток от источника питания на сварочное устройство, когда переключатель находится в замкнутом положении, и прерывает ток от источника питания на сварочное устройство, когда переключатель переходит в разомкнутое положение.
[0011] В еще одном примерном аспекте настоящее изобретение направлено на способ. Способ включает создание источника питания и сварочного устройства, размещение управляющего устройства в электрическом соединении между источником питания и сварочным устройством, размещение переключателя между управляющим устройством и сварочным устройством, и измерение предварительно определенного периода времени управляющим устройством. Способ также включает поддерживание переключателя в замкнутом положении, когда истекает предварительно определенный период времени, и сварочное устройство создает сварочную дугу, переключение переключателя из замкнутого положения в разомкнутое положение по истечении предварительно определенного периода времени, и сварочное устройство прекращает создавать сварочную лугу, пропускание тока от источника питания к сварочному устройству через управляющее устройство, когда переключатель находится в замкнутом положении, и блокирование тока от источника питания к сварочному устройству через управляющее устройство, когда переключатель находится в разомкнутом положении.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Фиг. 1 иллюстрирует схематический вид примерной раскрытой системы по меньшей мере в некоторых примерных вариантах осуществления настоящего изобретения;
[0013] Фиг. 2 иллюстрирует схематический вид примерной раскрытой системы по меньшей мере в некоторых примерных вариантах осуществления настоящего изобретения;
[0014] Фиг. 3 иллюстрирует перспективный вид примерной раскрытой системы по меньшей мере в некоторых примерных вариантах осуществления настоящего изобретения; и
[0015] Фиг. 4 иллюстрирует примерный способ по меньшей мере в некоторых примерных вариантах осуществления настоящего изобретения.
[0016] Сходные ссылочные позиции в различных чертежах обозначают сходные элементы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ И ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0017] Примерные раскрытые система, устройство и способ могут составлять действующую систему управления электрической сваркой, предназначенную для сохранения сварочной электрической мощности, сокращения затрат на сварку, и повышения безопасности при сварке, на основе отсоединения питания сварочного оборудования, когда сварочный пистолет не действует для сварки, и автоматически вновь подсоединять питание сварочного пистолета, например, когда незапитанный сварочный пистолет приходит в контакт со свариваемой обрабатываемой деталью (например, в ответ на регистрацию тока в магнитном переключателе, находящемся в магнитном сопряжении с обрабатываемой деталью). ФИГ. 1 иллюстрирует примерную систему 100. Система 100 может включать управляющее устройство, такое как устройство управления электрической сваркой (например, устройство 110 управления электрической сваркой), источник питания, такой как сварочный источник 115 питания, и сварочное устройство, такое как сварочный пистолет 120. Электрический регулятор 110 сварки может управлять работой сварочного пистолета 120, и сварочный источник 115 питания может питать систему 100.
[0018] Сварочный источник 115 питания может быть любым подходящим источником питания для питания системы 100. Например, сварочный источник 115 питания может представлять собой любой подходящий источник постоянного (АС) или переменного (DC) тока для питания системы 100. По меньшей мере в некоторых примерных вариантах исполнения сварочный источник 115 питания может включать DC-генератор, DC-преобразователь, АС-трансформатор, АС/DC-выпрямитель-преобразователь, и/или DC-выпрямитель. Например, сварочный источник 115 питания может включать источники электрического питания, двигатели, моторы, аккумуляторы, и/или любые другие желательные силовые компоненты или источники.
[0019] Сварочный пистолет 120 может быть любым подходящим компонентом (например, пистолетом или горелкой) для свариваемых материалов. Как иллюстрировано в ФИГ. 1, сварочный пистолет 120 может сваривать обрабатываемую деталь 125 посредством дуги 130. Например, сварочный пистолет 120 может представлять собой сварочный пистолет или горелку для применения в плазменно-дуговой сварке, электрической дуговой сварке металлическим электродом в защитном газе, вольфрамо-дуговой сварке неплавящимся электродом в защитном газе, дуговой сварке с защитой зоны сварки, атомно-водородной сварке, дуговой сварке с флюсом, и/или электронно-лучевой сварке. Сварочный пистолет 120 может включать пистолет или горелку любого подходящего типа, такие как горелку инжекторного типа или горелку типа высокого давления. Сварочный пистолет 120 может включать горелку или пистолет любого подходящего типа низкого давления или среднего давления. По меньшей мере в некоторых примерных вариантах исполнения сварочный пистолет 120 может представлять собой ацетилено-кислородную сварочную горелку, паяльную лампу, пропановую горелку, или горелку для МАРР-газа (смеси метилацетилена, пропадиена и пропана).
[0020] ФИГ. 2 иллюстрирует схематический вид примерного раскрытого электрического регулятора 110 сварки. Электрический регулятор 110 сварки может быть конфигурирован для сохранения сварочной электрической мощности, сокращения затрат на сварку, и повышения безопасности при сварке, например, на основе отсоединения питания сварочного оборудования от сварочного пистолета 120, когда сварочный пистолет 120 не действует для сварки, и автоматического повторного подсоединения питания сварочного пистолета 120, когда незапитанный сварочный пистолет 120 приводят в контакт (например, пользователем) со свариваемой обрабатываемой деталью 125 (например, в ответ на регистрацию тока в примерном раскрытом магнитном переключателе, находящемся в магнитном сопряжении с обрабатываемой деталью 125).
[0021] Как иллюстрировано в ФИГ. 2, примерный раскрытый электрический регулятор 110 сварки может включать силовой ввод 205, соединенный с трансформатором 210. По меньшей мере в некоторых примерных вариантах исполнения, трансформатор 210 может представлять собой трехфазный понижающий трансформатор, предназначенный для преобразования переменного тока (АС) 480 В в переменный ток с напряжением 120 В (например, или любой другой подходящий уровень VAC (напряжения переменного тока)), соединенный с реле 215 задержки времени, электромагнитный пускатель (контактор) 220, ввод 225 датчика тока, и силовой вывод 230. Кроме того, по меньшей мере в некоторых примерных вариантах исполнения, трансформатор 210 может быть однофазным трансформатором. Напряжения ответвления, иллюстрированные в ФИГ. 2 в отношении трансформатора 210, являются примерными. Также могут быть применены любые другие подходящие напряжения с трансформатором 210 и/или с другими компонентами системы 100. Реле 215 задержки времени может представлять собой любой подходящий переключатель или реле (например, электрический переключатель или реле) для действия с компонентами электрического регулятора 110 сварки. Например, реле 215 задержки времени может представлять собой цифровое твердотельное реле, реле с моторным приводом, аналоговое твердотельное реле, или термостатирующее реле. Контактор 220 может представлять собой любой подходящий электрический компонент для управления (например, включения и выключения) примерной раскрытой схемы. Например, контактор 220 может включать катушку или электромагнит. Например, контактор 220 может представлять собой регулятор с ручным управлением, магнитный контактор, или рубильник. Ввод 225 датчика тока может быть любым подходящим компонентом, пригодным для электрического соединения, и/или приемным вводом от примерного раскрытого магнитного переключателя. Силовой вывод 230 может быть любым подходящим электрическим компонентом, пригодным для электрического соединения со сварочным пистолетом 120, и селективной подачи или подсоединения мощности или тока к сварочному пистолету 120 от силового ввода 205. Например, контактор 220 может действовать для избирательного электрического подсоединения и рассоединения силового ввода 205 и силового вывода 230.
[0022] Как иллюстрировано в ФИГ. 2, реле 215 задержки времени может управлять (например, будучи регулируемым) селективным отключением силового вывода 230 отсоединением контактора 220 после переменного периода времени, или на основе любых других подходящих критериев. Контактор 220 может включать катушку, которая может представлять собой однофазную катушку. Кроме того, например, контактор 220 может быть многофазным контактором.
[0023] Как иллюстрировано в ФИГ. 2, силовой вывод 230 также может быть включен, когда ток протекает через соединение с вводом 225 датчика тока. Ток может быть подсоединен через ввод 225 датчика тока, например, при подведении сварщиком сварочного пистолета 120, который может быть соединен с вводом 225 датчика тока, к поверхности. Например, ввод 225 датчика тока может быть соединен с переключателем, таким как магнитный переключатель 122, который может быть размещен или позиционирован в соединении ввода управляющего устройства с электрическим регулятором 110 сварки. Магнитный переключатель 122 может быть магнитным переключателем любого подходящего типа, который может взаимодействовать с другими компонентами системы 100. Например, магнитный переключатель 122 может представлять собой кодированный переключатель, герконовое реле, транзисторный переключатель, Triac-переключатель, или переключатель на основе эффекта Холла. Например, магнитный переключатель 122 может быть конфигурирован или размещен в коннекторе 124 или на нем, который может представлять собой кабель или провод, соединенный с вводом управляющего устройства (например, вводом 225 датчика тока) электрического регулятора 110 сварки. Коннектор 124 может представлять собой кабель ввода управляющего устройства, который может быть подсоединен между сварочным пистолетом 120 и вводом управляющего устройства (например, вводом 225 датчика тока) электрического регулятора 110 сварки, для автоматического контроля (например, управления) сварочной электрической мощности, в ответ на регистрацию тока электрическим регулятором 110 сварки в магнитном переключателе 122. Переключатель 122, который может быть конфигурирован в коннекторе 124, соединенном с вводом управляющего устройства (например, вводом 225 датчика тока) электрического регулятора 110 сварки, может быть позиционирован рядом с электрическим регулятором 110 сварки сообразно длине соединения между сварочным пистолетом 120 и электрическим регулятором 110 сварки. Размещение магнитного переключателя 122 относительно близко к электрическому регулятору 110 сварки может оптимизировать эффективность переключения магнитного контакта и производительность как результат минимизации потенциально неблагоприятных резистивных и паразитных индуктивных эффектов вследствие чрезмерного длинного кабеля (например, слишком длинного кабеля коннектора 124 или любого другого подходящего кабеля системы 100) между магнитным переключателем 122 и катушкой контактора в контакторе 220. Например, как здесь описано, переключатель 122 может переходить или переключаться из разомкнутого положения в замкнутое положение на основе работы системы 100.
[0024] Например, переключатель 122 может быть соединен с вводом 225 датчика тока, и может контролировать (например, автоматически управлять) сварочную электрическую мощность в ответ на ток, направленный электрическим регулятором 110 сварки на магнитный переключатель 122 (например, который может быть соединен с вводом 225 датчика тока). Когда пользователь применяет систему 100 в такой ситуации, как продолжение сварки сварщиком, переключатель 122 и электрический регулятор 110 сварки поддерживают пропускание тока через контактор 220 (например, катушку контактора 220) после того, как срабатывает таймер 216 (например, как иллюстрированный в ФИГ. 2) реле 215 задержки времени, сохраняя подачу мощности (например, продолжая подачу энергии) на сварочный пистолет 120. Например, подача энергии на сварочный пистолет 120 может поддерживаться системой 100, прежде чем сработает таймер 216, и затем подача энергии может продолжаться от системы 100, пока сварщик продолжает сварку. Как иллюстрировано в ФИГ. 1 и 2, энергия может быть передана от сварочного источника 115 питания на силовой ввод 205 электрического регулятора 110 сварки через коннектор 112, от силового ввода 205 до силового вывода 230 через коннектор 113, и от силового вывода 230 на сварочный пистолет 120 через коннектор 114, когда поддерживается пропускание тока через контактор 220 (например, катушку контактора 220). Коннекторы 112, 113, 114 могут представлять собой любой подходящий коннектор для передачи электрического тока, такой как проволока (например, медная проволока), кабель, и/или любой другой подходящий электрический соединитель.
[0025] По меньшей мере в некоторых примерных вариантах исполнения, реле 215 задержки времени может быть конфигурировано для соединения сварочной электрической мощности со сварочным пистолетом 120, когда замкнут магнитный переключатель 122. Например, реле 215 задержки времени может быть конфигурировано для отключения подачи энергии после предварительно определенного периода времени, например, одной минуты или любого другого желательного периода времени, если сварщик больше не проводит сварку (например, нескольких секунд, менее одной минуты, нескольких минут, или, например, любого другого желательного периода времени). Например, магнитный переключатель 122 может быть в магнитном сопряжении с конструкцией (например, обрабатываемой деталью 125), создающей магнитное поле. По меньшей мере в некоторых примерных вариантах исполнения, магнитный переключатель 122 может действовать как датчик тока. Например, когда пользователь, такой как сварщик, проводит сварку с использованием сварочного пистолета 120, ток дугового разряда 130 через сварочный электрод (например, сварочного пистолета 120) к конструкции (например, обрабатываемой детали 125) создает магнитное поле, поддерживая магнитный переключатель 122 в замкнутом состоянии. Например, когда пользователь продолжает сварку, ток дугового разряда 130 создает магнитное поле, поддерживающее (например, продолжающее) протекание тока через катушку контактора 220, даже после истечения времени и срабатывания таймера 216 реле 215 задержки времени (например, после истечения предварительно определенного периода времени). Когда пользователь, такой как сварщик, прекращает сварку, ток дугового разряда 130 прерывается, и магнитный переключатель 122 отключается (например, магнитный переключатель переходит в разомкнутое положение), отключая протекание тока через катушку контактора 220, и отключает подачу электрической энергии на сварочный пистолет 120.
[0026] В порядке альтернативы магнитному переключателю, переключатель 122 может быть переключателем или реле любого другого подходящего типа, которые срабатывают на основе того, действует ли или нет сварочный пистолет 120 для создания дуги 130. Например, по меньшей мере в некоторых примерных вариантах исполнения, переключатель 122 может представлять собой тепловое реле, которое действует на основе того, выделяет ли дуга 130 тепло или нет, оптический переключатель, который действует на основе того, испускает ли дуга 130 свет или нет, и/или любой другой подходящий переключатель, который действует на основе того, присутствует или отсутствует дуга 130.
[0027] Как иллюстрировано в ФИГ. 2, реле 215 задержки времени может быть конфигурировано для подсоединения сварочной электрической мощности (например, сварочного источника 115 питания) к силовому выводу 230, когда магнитный переключатель 122, соединенный с вводом 225 датчика тока, замкнут.Например, реле 215 задержки времени может быть конфигурировано для отключения подачи энергии от силового вывода 230 после предварительно определенного периода времени, и/или согласно любым другим желательным критериям (например, на пользовательском вводе). Магнитный переключатель 122, соединенный с вводом 225 датчика тока, может быть в магнитном сопряжении с конструкцией (например, обрабатываемой деталью 125), создающей магнитное поле. Например, магнитный переключатель 122 может действовать как датчик тока, соединенный с вводом 225 датчика тока. Когда пользователь, такой как сварщик, проводит сварку с помощью сварочного пистолета 120, соединенного с силовым выводом 230, ток дугового разряда 130 (например, через сварочный электрод) к конструкции (например, обрабатываемой детали 125) создает магнитное поле, удерживающее магнитный переключатель 122, который может быть соединен с вводом 225 датчика тока, в замкнутом состоянии. Например, когда сварщик продолжает сварку, ток дугового разряда 130 создает магнитное поле, поддерживающее протекание тока через контактор 220 (например, с сохранением тока через катушку контактора 220), например, даже после срабатывания таймера 216 реле 215 задержки времени. Когда сварщик прекращает сварку, ток дугового разряда 130 прерывается, и магнитный переключатель 122, соединенный с вводом 225 датчика тока, отключается (например, магнитный переключатель переходит в разомкнутое положение), и отключая передачу тока от силового вывода 230 к сварочному пистолету 120 (например, вследствие срабатывания контактора 220).
[0028] По меньшей мере в некоторых примерных вариантах исполнения, когда пользователь, такой как сварщик, прекращает сварку, и электрический регулятор 110 сварки отсоединил силовой вывод 230 от сварочного пистолета 120 (например, срабатыванием контактора 220), сварщик может подвести электрод сварочного пистолета 120 к поверхности свариваемой обрабатываемой детали (например, обрабатываемой детали 125), вызывая замыкание магнитного переключателя 122, соединенного с вводом 225 датчика тока. Например, когда магнитный переключатель 122, соединенный с вводом 225 датчика тока, замкнут, реле 215 задержки времени соединяет силовой вывод 230 со сварочным пистолетом 120 подачей энергии на контактор 220 (например, подачей энергии в катушку контактора 220).
[0029] Электрический регулятор 110 сварки может иметь конструкцию устройства управления электрической сваркой переменным током. Например, электрический регулятор 110 сварки также может иметь конструкцию устройства управления электрической сваркой постоянным током. Например, в примерном варианте исполнения с постоянным током реле 215 задержки времени и контактор 220 могут быть компонентами с постоянным током (например, эквивалентными компонентами, действующими на постоянном токе), и силовой ввод 205 и трансформатор 210 могут представлять собой компоненты, работающие на одной фазе.
[0030] Электрический регулятор 110 сварки может быть соединен со сварочным источником 115 питания и сварочным пистолетом 120 для контроля (например, автоматического управления) подачи электрической энергии на сварочный пистолет 120 в ответ на протекание тока в магнитном переключателе 122, зарегистрированное на вводе 225 датчика тока. Например, по меньшей мере в некоторых примерных вариантах исполнения, ток дуги 130 между сварочным пистолетом 120 и обрабатываемой деталью 125 заставляет магнитный переключатель 122 оставаться замкнутым, когда пользователь, такой как сварщик, проводит сварку. Например, по меньшей мере в некоторых примерных вариантах исполнения, ток дуги 130 между сварочным пистолетом 120 и обрабатываемой деталью 125 регистрируется электрическим регулятором 110 сварки для сохранения соединения силового ввода 205 со сварочным пистолетом 120 через контактор 220 и силовой вывод 230.
[0031] Система 100 (например, электрический регулятор 110 сварки) может включать любые подходящие компоненты контроллера для управления работой системы 100. Например, как иллюстрировано в ФИГ. 2, контроллер 235 может управлять работой системы 100. Контроллер 235 может быть встроен в электрический регулятор 110 сварки и/или любые другие подходящие компоненты системы 100. Контроллер 235 может включать, например, микропроцессорное логическое управляющее устройство или компоненты печатной платы. Например, контроллер 235 также может включать элементы ввода/вывода, которые позволяют соединять их (например, беспроводной связью и/или с электрическим соединением) с прочими компонентами системы 100. Например, контроллер 235 (например, и другие компоненты системы 100) также может быть в сообщении через Bluetooth (например, в том числе Bluetooth с низким энергопотреблением, или BLE-стандарт), Wi-Fi-сеть, Глобальную систему для мобильных устройств (GSM), узкополосные (например, узкополосные IoT-устройства, такие как ГТЕ Cat1, ГТЕ-М, NB-IoT), такие сети, как 2G, 3G, 4G, 5G, и/или любыми другими подходящими способами коммуникации.
[0032] ФИГ. 3 иллюстрирует перспективный вид сверху примерного раскрытого электрического регулятора 110 сварки, который может быть конфигурирован для поддерживания сварочной электрической мощности, сокращения стоимости сварки, и/или повышения безопасности сварки. Электрический регулятор 110 сварки может действовать на основе отключения сварочным оборудованием подачи энергии на сварочный пистолет 120, когда сварочный пистолет 120 не действует, и автоматического повторного соединения для подачи энергии на сварочный пистолет 120, когда незапитанный сварочный пистолет 120 приходит в контакт со свариваемой обрабатываемой деталью 125, в ответ на ток, зарегистрированный в магнитном переключателе 122, находящемся в магнитном сопряжении с обрабатываемой деталью 125. Например, как иллюстрировано в ФИГ. 3, примерный раскрытый электрический регулятор 110 сварки может включать силовой ввод 205, который может быть присоединен к корпусу электрического регулятора 110 сварки (например, посредством любого подходящего крепления, такого как резьбовое механическое крепление). Силовой ввод 205 может быть соединен с выводом сварочного источника 115 питания. Электрический регулятор 110 сварки также может включать трансформатор 210, который может быть функционально связан с реле 215 задержки времени, контактором 220 и вводом 225 датчика тока, например, как иллюстрировано в ФИГ. 3, для контроля (например, управления) энергии, подводимой к силовому выводу 230. Силовой вывод 230 может быть соединен со сварочным пистолетом 120. По меньшей мере в некоторых примерных вариантах исполнения, электрический регулятор 110 сварки может автоматически подсоединять мощность к силовому выводу 230, когда незапитанный сварочный пистолет 120, который присоединен к силовому выводу 230, приходит в контакт со свариваемой обрабатываемой деталью 125, обусловливая регистрацию протекания тока через ввод 225 датчика тока.
[0033] Примерные раскрытые система, устройство и способ могут быть использованы в любом подходящем варианте применения для сварки. Например, примерные раскрытые система, устройство и способ могут быть использованы в любом подходящем варианте применения для соединения или скрепления двух пригодных для сварки материалов.
[0034] ФИГ. 4 изображает примерный процесс действия примерных раскрытых системы и способа. В процессе 400 сварщик может поддерживать сварочную электрическую мощность, сокращать стоимость сварки, и/или улучшать безопасность сварки, применяя примерный электрический регулятор сварки, который может быть конфигурирован для: отсоединения мощности сварочного оборудования от сварочного пистолета 120, когда сварочный пистолет 120 не действует для сварки, и автоматического восстановления подачи энергии на сварочный пистолет 120, когда незапитанный сварочный пистолет 120 приходит в контакт со свариваемой обрабатываемой деталью 125, в ответ на регистрацию тока в магнитном переключателе 122, находящемся в магнитном сопряжении с обрабатываемой деталью 125. Например, как иллюстрировано в ФИГ. 4, сварщик 105 (например, пользователь, применяющий сварочный пистолет 120) может поддерживать сварочную электрическую мощность, сокращать стоимость сварки, и/или улучшать безопасность сварки, применяя электрический регулятор 110 сварки для контроля или управления электрической мощности сварочного источника 115 питания, подводимой к сварочному пистолету 120. Сварщик 105 может быть человеком-пользователем, роботизированной сварочной системой (например, сварочным манипулятором робота или машины), или любым другим узлом или пользователем с применением сварочного пистолета 120.
[0035] По меньшей мере в некоторых примерных вариантах исполнения, и как иллюстрировано в ФИГ. 4, сварщик 105 соединяет вывод электроэнергии сварочного источника 115 питания с вводом электроэнергии электрического регулятора 110 сварки по этапам 405, 410 и 415. Как иллюстрировано в ФИГ. 4, сварщик 105 также соединяет вывод электроэнергии электрического регулятора 110 сварки со сварочным пистолетом 120.
[0036] По меньшей мере в некоторых примерных вариантах исполнения, и как иллюстрировано в ФИГ. 4, электрический регулятор 110 сварки управляет подачей электроэнергии на сварочный пистолет 120 в ответ на регистрацию протекания тока в магнитном переключателе 122, который может быть в магнитном сопряжении со свариваемой обрабатываемой деталью 125. Например, сварщик 105 планирует сваривать обрабатываемую деталь 125 с использованием сварочного пистолета 120. Например, сварочный пистолет 120 также может представлять собой пистолет для дуговой сварки или сварочный пистолет любого другого типа, например, как здесь описано. По меньшей мере в некоторых примерных вариантах исполнения, примерное раскрытое сварочное оборудование может быть сварочным оборудованием любого другого подходящего типа с использованием электрической энергии.
[0037] По меньшей мере в некоторых примерных вариантах исполнения, и как иллюстрировано в ФИГ. 4, сварщик 105 приводит в действие сварочный пистолет 120, создающий дугу 130, для сварки обрабатываемой детали 125 на этапе 420. Например, электрический регулятор 110 сварки поддерживает поступление электрической энергии от сварочного источника 115 питания в соединении со сварочным пистолетом 120, когда сварщик 105 продолжает сварку. Электрический регулятор 110 сварки поддерживает силовое соединение со сварочным пистолетом 120, пока сварщик 105 продолжает сварку, в результате чего ток дуги 130 между сварочным пистолетом 120 и обрабатываемой деталью 125 создает магнитное поле, которое удерживает магнитный переключатель 122 в замкнутом положении. По меньшей мере в некоторых примерных вариантах исполнения сварщик 105 может подводить сварочный пистолет 120 к проводящей поверхности (например, как здесь описываемой), что может побуждать сварочный пистолет 120 создавать дугу 130 (например, и таймер реле 215 задержки времени может начинать измерение или отсчет времени предварительно определенного периода времени 135, как описано ниже для примера).
[0038] По меньшей мере в некоторых примерных вариантах исполнения, и как иллюстрировано в ФИГ. 4, сварщик 105 может отключать сварочный пистолет 120 и останавливать сварку на этапе 425. Когда сварщик 105 останавливает сварку обрабатываемой детали 125, прекращается подача тока дуги 130 между сварочным пистолетом 120 и обрабатываемой деталью 125. Когда ток дуги 130 между сварочным пистолетом 120 и обрабатываемой деталью 125 прерывается, магнитный переключатель 122 отключается (например, магнитный переключатель 122 переходит в разомкнутое состояние), обусловливая прекращение подачи электроэнергии электрическим регулятором 110 сварки на сварочный пистолет 120.
[0039] По меньшей мере в некоторых примерных вариантах исполнения, и как иллюстрировано в ФИГ. 4, по истечении предварительно определенного периода 135 времени (например, как измеренного таймером 216) после того, как сварщик 105 начинает сварку, электрический регулятор 110 сварки может прекращать подачу электроэнергии от сварочного источника 115 питания на сварочный пистолет 120 на этапе 430, если сварщик прекратил сварку. В одном примере предварительно определенный период 135 времени (например, таймером 216) может быть переменным периодом времени. По меньшей мере в некоторых примерных вариантах исполнения, даже по истечении предварительно определенного периода 135 времени, электрический регулятор 110 сварки поддерживает подачу энергии на сварочный пистолет 120, когда сварщик продолжает сварку, в результате чего ток дуги 130 между сварочным пистолетом 120 и обрабатываемой деталью 125 создает магнитное поле, которое удерживает магнитный переключатель 122 в замкнутом положении.
[0040] По меньшей мере в некоторых примерных вариантах исполнения, и как иллюстрировано в ФИГ. 4, в некоторый более поздний момент времени на этапе 435 сварщик 105 пожелает продолжить сварку. Например, на этапе 435 сварщик 105 подводит сварочный пистолет 120 к поверхности 140 для возобновления сварки. Например, поверхность 140 может представлять собой электропроводную поверхность в электрическом контакте с обрабатываемой деталью 125. Например, на этапе 435 электрический регулятор 110 сварки вновь соединяет сварочный источник 115 питания для подачи электроэнергии на сварочный пистолет 120, в ответ на то, что сварщик 105 приблизил сварочный пистолет 120 к поверхности 140 (например, или обрабатываемой детали 125). Кроме того, например, сварщик 105 также может возобновить сварку приведением сварочного пистолета 120 в контакт с обрабатываемой деталью 125, например, на этапе 440. Сварщик 105 может возобновить сварку на основе контакта сварочного пистолета 120 со свариваемой обрабатываемой деталью 125 (например, как иллюстрировано на этапе 440) или с поверхностью 140 (например, как иллюстрировано на этапе 435), побуждая магнитный переключатель 122 к замыканию. Когда магнитный переключатель 122 замыкается (например, на этапе 435 или на этапе 440), электрический регулятор 110 сварки вновь подает энергию на сварочный пистолет 120, и сварщик 105 может возобновлять работу с использованием сварочного пистолета 120, создающего дугу 130 для сварки обрабатываемой детали 125. Таймер 216 также может начинать измерение периода 135 времени, когда сварщик 105 возобновляет сварку и создает дугу 130 с использованием сварочного пистолета 120.
[0041] Хотя со ссылкой на ФИГ. 1-4 были описаны различные варианты исполнения, возможны другие варианты исполнения. Например, конструкции электрического регулятора сварки в примерных вариантах исполнения могут экономить энергию, повышать безопасность и создавать показатели для работы производящего сварку оборудования. Некоторые примерные варианты исполнения могут быть названы как WELDCONE.
[0042] По меньшей мере в некоторых примерных вариантах исполнения, примерные варианты исполнения WELDCONE могут представлять собой систему электрического регулятора, рассчитанного на работу с любым подходящим сварочным оборудованием (например, сварочным оборудованием для ручной сварки штучным электродом, вольфрамовым электродом, и всех прочих типов) автоматическим рассоединением и подсоединением подачи энергии на сварочное оборудование простым подведением оборудования к любой поверхности.
[0043] По меньшей мере в некоторых примерных вариантах исполнения, конструкция примерного раскрытого электрического регулятора сварки может представлять собой автономный компонент, который может быть присоединен к любому подходящему сварочному устройству, тем самым обеспечивая дополнительные характеристики производительности этого сварочного устройства.
[0044] По меньшей мере в некоторых примерных вариантах исполнения, примерный раскрытый электрический регулятор сварки может быть использован и встроен в будущие конструкции сварочного устройства, изготовленного и продаваемого по всему миру.
[0045] По меньшей мере в некоторых примерных вариантах исполнения, примерный раскрытый электрический регулятор сварки может включать: трансформатор; контактор; реле задержки времени; герконовый датчик; и проводную схему для соединения компонентов. Применение этих компонентов с любым подходящим сварочным устройством может приводить к значительной экономии энергии (например, стоимости) и повышенной безопасности при эксплуатации. С любым подходящим дополнительным компьютерным устройством или другим подобным компонентом примерные раскрытые система, устройство и способ могут обеспечивать получение данных и/или параметров, которые могут быть использованы для отслеживания производительности персонала, состояния оборудования, и/или любого другого желательного параметра.
[0046] По меньшей мере в некоторых примерных вариантах исполнения, примерные раскрытые система, устройство и способ могут предусматривать отключение подачи энергии от сварочного оборудования на сварочный пистолет, когда сварочный пистолет не действует для сварки, и автоматическое повторное подключение энергии на сварочный пистолет, когда незапитанный сварочный пистолет приходит в контакт со свариваемой обрабатываемой деталью, в ответ на регистрацию протекания тока в магнитном переключателе, находящемся в магнитном сопряжении с обрабатываемой деталью. Некоторые примерные варианты исполнения могут предусматривать электрическое управляющее устройство, присоединенное между любым подходящим оборудованием сварочного источника питания и сварочным пистолетом, питаемым от источника энергии. В различных вариантах исполнения подача электрической энергии на сварочный пистолет может быть отключена и вновь подключена через контактор, управляемый током, зарегистрированным в магнитном переключателе, находящемся в магнитном сопряжении с обрабатываемой деталью, сокращая сварочную электрическую мощность до нуля в результате обеспечения по существу полного отключения тока, когда работу не проводят, и обеспечивая автоматическое подключение энергии, когда сварочный пистолет подводят к свариваемой обрабатываемой детали.
[0047] По меньшей мере в некоторых примерных вариантах исполнения, примерные раскрытые система, устройство и способ могут обеспечивать управлением сварочным электрическим током, которое может быть легко связано с любым подходящим сварочным оборудованием, тем самым приспосабливая сварочное оборудование так, чтобы оно имело дополнительные характеристики производительности, например, как здесь описано. Это содействие может быть результатом созданием варианта исполнения устройства управления сварочным электрическим током, которое может быть присоединено между сварочным источником питания и сварочным пистолетом, питаемым от сварочного источника питания, для автоматического контроля или управления подачей энергии на сварочный пистолет. Например, один примерный вариант исполнения устройства управления сварочным электрическим током может иметь один силовой ввод, соединяемый со сварочным источником питания; один силовой вывод, соединяемый со сварочным пистолетом, для регулирования мощности, подводимой к сварочному пистолету; и один контрольный ввод, соединенный со сварочным пистолетом и предназначенный для повторного подсоединения источника энергии к сварочному пистолету, когда сварочный пистолет приходит в контакт со свариваемой поверхностью обрабатываемой детали.
[0048] По меньшей мере в некоторых примерных вариантах исполнения, примерные раскрытые система, устройство и способ могут предусматривать устройство регулирование сварочной электрической мощности, которое может быть встроено в новую конструкцию сварочного оборудования. Например, новая конструкция сварочного оборудования может включать элементы согласно настоящему изобретению, присоединенные между элементом подачи энергии сварочного оборудования и сварочным пистолетом, снабжаемым энергией от источника питания, для автоматического управления подачей энергии на сварочный пистолет.
[0049] По меньшей мере в некоторых примерных вариантах исполнения, примерные раскрытые система, устройство и способ могут улучшать технологии сбора, анализа и визуализации сварки, например, такая усовершенствованная технология сбора, анализа и визуализации сварки может быть результатом создания характеристик сварки или производительности, регистрируемых, когда устройство отключает и вновь подключает подачу энергии на сварочное оборудование в ответ на действия сварщика. Примерные характеристики сварки или производительности, представляемые в различных вариантах исполнения, могут включать измерения производительности или параметров сварки (например, пользователя, такого как сварщик), например, такие как время отключения энергии, время подключения энергии, эффективность, или число циклов сварки в единицу времени, измеренные на основе отключения и нового подсоединения устройства для подачи энергии в сварочное оборудование в ответ на действия сварщика. Например, способ измерения времени использования может быть сопряжен с примерной раскрытой катушкой контактора (например, катушкой контактора 220), для упрощения измерения времени, в течение которого сварщик использует сварочное оборудование. Некоторые варианты исполнения конструкции устройства управления электрической сваркой могут включать одно или многие встроенные компьютерные устройства, программированные и конфигурированные для регистрации, обработки, анализа или описания данных о таких характеристиках или производительности сварки, для хранения или обработки данных на месте применения или дистанционно от электрического регулятора сварки. Например, примерный электрический регулятор сварки может включать встроенные процессор и линию связи, программированные и конфигурированные для сообщения о результатах сбора, анализа и визуализации сварки, данных производительности и эффективности на облачный управляющий сервер (например, сервер 240, как иллюстрировано в ФИГ. 2). Например, компьютерные компоненты, исполняющие примерные описанные выше операции, могут быть встроены в контроллер 235, сервер 240, и/или любые другие подходящие облачные компоненты. Эти примерные раскрытые компоненты системы 100 могут быть в сообщении посредством любой подходящей технологии, например, такой как описываемые здесь примерные технологии коммуникации.
[0050] По меньшей мере в некоторых примерных вариантах исполнения, примерные раскрытые система, устройство и способ могут сокращать расходы на ремонт и техническое обслуживание частей сварочного оборудования. Например, такие сниженные затраты на ремонт и техническое обслуживание частей сварочного оборудования могут быть результатом сниженного износа и срабатывания вследствие сокращения времени, в течение которого сварочное оборудование остается запитанным, благодаря автоматическому отключения подачи энергии, когда сварочное оборудование не выполняет сварку. В одном иллюстративном примере операция промышленного производства с использованием сварочного оборудования, которое остается в режиме непрерывного питания (например, круглосуточного питания), когда сварщики при сменной работе приходят и уходят, может экономить значительное количество энергии и сокращать расходы при использовании варианта исполнения согласно настоящему изобретению для автоматического отключения подачи энергии на сварочное оборудование, и вновь подключения энергии, когда следующий сварщик прибывает на смену и подводит сварочное оборудование к поверхности.
[0051] Различные примеры управления электроэнергией могут достигать подобных преимуществ в соответствии с тем, что было здесь описано, с вариантами исполнения, конфигурированными для работы без человека-сварщика. Например, при роботизированной сварке или в автоматизированной сварочной машине могут быть осуществлены отдельные схемы управления или процессы активации движения при сварке и управления сварочной мощностью. Такие примерные схемы управления или процессы активации движения могут быть «фиксирующими текущее состояние», например, контекстно-зависимыми в плане состояния активности сварочных работ. Например, примерная автоматизированная производственная линия может останавливать и запускать сварочную операцию посредством устройства управления активации движения при сварке. В этом примере, когда сварку прекращают, устройство управления сварочной электроэнергией или способ в данном варианте исполнения (например, как здесь описано) может автоматически отключать подачу энергии на сварочный пистолет. В этом примере, когда примерная автоматизированная производственная линия определяет, например, на основе программирования или конфигурации, что сварка должна быть возобновлена, автоматизированная производственная линия может быть запрограммирована или конфигурирована на применение устройства управления активации движения при сварке для приведения сварочного пистолета в контакт с обрабатываемой поверхностью, тем самым побуждая электрический регулятор сварки в этом варианте исполнения к автоматическому повторному подсоединению мощности. В некоторых примерных вариантах исполнения автоматизированное управление сварочной электрической энергией может быть благоприятным образом распространено на многочисленные взаимосвязанные роботизированные сварочные узлы. Например, каждый из группы роботизированных сварочных узлов, рассчитанных на выполнение различных синхронизированных автоматических сварочных операций на производственной линии, может быть адаптирован посредством примерного устройства управления сварочной электрической мощностью согласно настоящему изобретению. В одном иллюстративном примере группа устройств управления сварочной электрической мощностью может быть программирована, конфигурирована и взаимосвязана так, что подача энергии ко всем из группы роботизированных сварщиков может быть прервана в предварительно определенное время после того, как последний роботизированный сварщик становится завершившим действие. Некоторые примерные устройства управления сварочной электрической мощностью могут автоматически вновь подключать подачу энергии ко всем членам группы роботизированных сварщиков в этом варианте исполнения, когда одна из роботизированных сварочных единиц подводится к обрабатываемой детали. Такая конструкция может улучшать безопасность отделением управления активацией движения при сварке с перемещением сварочного пистолета от управления подачей энергии на сварочное оборудование. Например, в такой конструкции управление активацией движения при сварке и управление подачей энергии могут включать отдельные защитные блокировки. Такая примерная конструкция может сокращать опасность, например, благодаря смягчению или по существу устранению проблем безопасности, которые могли бы быть обусловлены единичной точкой отказа. В одном иллюстративном примере единичная точка отказа могла бы иным образом возникать как результат, например, ошибки программирования или отказам датчика в системе, общей как для управления активацией движения при сварке с перемещением, так и для управления подачей энергии.
[0052] По меньшей мере в некоторых примерных вариантах исполнения, примерные раскрытые система, устройство и способ могут включать устройство управления сварочной электрической мощностью, включающее: трансформатор; контактор; реле задержки времени; и герконовый датчик, взаимосвязанные и конфигурированные для отключения подачи энергии от сварочного оборудования на сварочный пистолет, когда сварочный пистолет бездействует, и автоматического повторного подключения энергии к сварочному пистолету, когда незапитанный сварочный пистолет 120 приходит в контакт с поверхностью, в ответ на регистрацию протекания тока герконовым датчиком, находящимся в магнитном сопряжении с обрабатываемой деталью. Герконовый датчик может представлять собой, например, магнитный переключатель. Магнитный переключатель может быть подсоединен между примерным вводом устройства регистрации протекания тока для контроля сварочной электрической мощности и сварочным пистолетом. Магнитный переключатель может быть в магнитном сопряжении со свариваемой обрабатываемой деталью.
[0053] По меньшей мере в некоторых примерных вариантах исполнения, примерные раскрытые система, устройство и способ могут включать сварочное оборудование, которое может представлять собой оборудование для дуговой сварки, ручной сварки штучным электродом, сварки вольфрамовым электродом, или другого типа. Еще один аспект настоящего изобретения может представлять систему электрического управления, встроенную в новое сварочное оборудование. Некоторые примеры могут сокращать стоимость сварочной электроэнергии на основе автоматического отключения энергии от пистолета, когда сварщик не проводит сварку. Некоторые конструкции могут автоматически вновь подключать подачу энергии на сварочное оборудование, когда сварщик подводит оборудование к поверхности, как результат срабатывания контактора, конфигурированного для подключения подачи энергии на сварочное оборудование в ответ на регистрацию протекания тока через герконовый датчик в магнитном сообщении с обрабатываемой деталью.
[0054] По меньшей мере в некоторых примерных вариантах исполнения, примерные раскрытые система, устройство и способ могут включать сварочный электрод, который может быть электрически соединен с источником питания и обрабатываемой деталью двумя электрическими соединениями: соединением с электрическим заземлением и положительным электрическим соединением со свариваемой обрабатываемой деталью.
[0055] По меньшей мере в некоторых примерных вариантах исполнения, когда пользователь, такой как сварщик, прекратил сварку, и электрический регулятор сварки отключил подачу энергии на сварочный пистолет, сварщик может подвести электрод сварочного пистолета к поверхности свариваемой обрабатываемой детали, побуждая магнитный переключатель к переходу в замкнутое положение. Например, когда магнитный переключатель замкнут, реле задержки времени повторно подсоединяет подачу энергии к сварочному пистолету в результате подведения электроэнергии к катушке контактора.
[0056] По меньшей мере в некоторых примерных вариантах исполнения, устройство управления сварочной электрической мощностью может быть предусмотрено в устройстве, подсоединяемом между сварочным источником питания и сварочным пистолетом, на который подается энергия от источника питания, тем самым для контроля (например, управления) электрической энергии, подводимой на сварочный пистолет.
[0057] По меньшей мере в некоторых примерных вариантах исполнения, устройство управления сварочной электрической мощностью может быть размещено встроенным в источник питания сварочного оборудования для контроля (например, управления) подачей электроэнергии, подводимой к сварочному пистолету, соединяемому с источником питания для сварки.
[0058] По меньшей мере в некоторых примерных вариантах исполнения, электрический регулятор сварки может быть автоматизирован на основе регистрации протекания тока через магнитный переключатель в магнитом сопряжении с обрабатываемой деталью. Например, действующая система электрического управления сваркой может быть конфигурирована для автоматического регулирования сварочной электрической мощности на основе магнитного сопряжения регистрирующего ток магнитного переключателя со свариваемой обрабатываемой деталью.
[0059] По меньшей мере в некоторых примерных вариантах исполнения, примерное раскрытое устройство может включать источник питания (например, сварочный источник 115 питания), управляющее устройство (например, электрический регулятор 110 сварки), соединенный с источником питания, сварочное устройство (например, сварочный пистолет 120), селективно соединенное с источником питания через управляющее устройство, и переключатель (например, переключатель 122), присоединенный между управляющим устройством и сварочным устройством. Управляющее устройство может включать реле задержки времени, которое измеряет предварительно определенный период времени. Переключатель может сохранять замкнутое положение, когда истекает предварительно определенный период времени, и сварочное устройство создает сварочную дугу. Переключатель может проводить переключение от замкнутого положения в разомкнутое положение, когда истекает предварительно определенный период времени, и сварочное устройство прекращает создавать сварочную дугу. Управляющее устройство может передавать ток от источника питания на сварочное устройство, когда переключатель замкнут, и может блокировать ток от источника питания к сварочному устройству, когда переключатель находится в разомкнутом положении. Переключатель может представлять собой магнитный переключатель. Переключатель может сохранять замкнутое положение: когда предварительно определенный период времени еще не истек; или когда сварочное устройство создает сварочную дугу, когда протекает предварительно определенный период времени, и сварочное устройство продолжает создавать сварочную дугу без прерывания после истечения периода времени. Переключатель может проводить переключение от замкнутого положения в разомкнутое положение: когда истек предварительно определенный период времени, и сварочное устройство прекратило создавать сварочную дугу; или когда сварочное устройство непрерывно создавало сварочную дугу после истечения периода времени, и затем сварочное устройство прекращает создавать сварочную дугу в течение первого времени после истечения периода времени. Переключатель может проводить переключение от разомкнутого положения в замкнутое положение, когда пользователь подводит сварочное устройство к проводящей поверхности. Реле задержки времени может включать таймер, который начинает отсчет предварительно определенного периода времени, когда пользователь подводит сварочное устройство к проводящей поверхности. Управляющее устройство может включать контактор, имеющий катушку, на которую переключателем селективно подается энергия. Когда переключатель находится в замкнутом положении, переключатель может передавать ток на катушку, которая приводит в действие контактор для электрического соединения источника питания со сварочным устройством. Когда переключатель находится в разомкнутом положении, катушка может оставаться незапитанной, и контактор электрически отсоединяет источника питания от сварочного устройства. Примерный раскрытый вариант исполнения может дополнительно включать первый электрический соединитель, электрически соединяющий источник питания с силовым вводом управляющего устройства, второй электрический соединитель, размещенный в управляющем устройстве и соединяющий источник питания с контактором, который электрически соединен с силовым выводом управляющего устройства, третий электрический соединитель, электрически соединяющий силовой вывод со сварочным устройством, и четвертый электрический соединитель, электрически соединяющий сварочное устройство с реле задержки времени. Реле задержки времени может быть электрически соединено с контактором, и переключатель может быть размещен на четвертом электрическом соединителе. Управляющее устройство может быть электрически подсоединено между источником питания и сварочным устройством, и реле задержки времени может быть электрически подсоединено между переключателем и контактором. Примерное раскрытое устройство может дополнительно включать сетевой сервер, который сообщается с контроллером управляющего устройства, причем контроллер передает данные на сетевой сервер.
[0060] По меньшей мере в некоторых примерных вариантах исполнения, примерный раскрытый способ может включать создание источника питания (например, сварочного источника 115 питания) и сварочного устройства (например, сварочного пистолета 120), размещение управляющего устройства (например, электрического регулятора 110 сварки) в электрическом соединении между источником питания и сварочным устройством, размещение переключателя (например, переключателя 122) между управляющим устройством и сварочным устройством, измерение предварительно определенного периода времени управляющим устройством, и удерживание переключателя в замкнутом положении, когда истекает предварительно определенный период времени, и сварочное устройство создает сварочную дугу. Примерный раскрытый способ также может включать переключение переключателя от замкнутого положения в разомкнутое положение, когда истекает предварительно определенный период времени, и сварочное устройство прекращает создание сварочной дуги, передачу тока от источника питания к сварочному устройству через управляющее устройство, когда переключатель замкнут, и блокирование тока от источника питания на сварочное устройство посредством управляющего устройства, когда переключатель находится в разомкнутом положении. Примерный раскрытый способ может дополнительно включать удерживание замкнутого положения, когда еще не истек предварительно определенный период времени, или сохранение замкнутого положения, когда сварочное устройство создает сварочную дугу, когда истек предварительно определенный период времени, и сварочное устройство продолжает создавать сварочную дугу без прерывания после истечения периода времени. Примерный раскрытый способ может дополнительно включать переключение переключателя из замкнутого положения в разомкнутое положение: когда истекает предварительно определенный период времени, и сварочное устройство прекратило создавать сварочную дугу, или когда сварочное устройство непрерывно создает сварочную дугу после истечения периода времени, и затем сварочное устройство прекращает создавать сварочную дугу в течение первого времени после истечения периода времени. Примерный раскрытый способ также может включать переключение переключателя от разомкнутого положения в замкнутое положение, когда пользователь подводит сварочное устройство к проводящей поверхности, и начало отсчета предварительно определенного периода времени, когда пользователь подводит сварочное устройство к проводящей поверхности. Примерный раскрытый способ может дополнительно включать передачу тока от переключателя на контактор управляющего устройства, и приведение в действие контактора для электрического соединения источника питания со сварочным устройством, когда переключатель находится в замкнутом положении, и сохранение катушки контактора в незапитанном состоянии, которая электрически отсоединяет источник питания от сварочного устройства, когда переключатель находится в разомкнутое положении.
[0061] По меньшей мере в некоторых примерных вариантах исполнения, примерное раскрытое устройство может включать источник питания (например, сварочный источник 115 питания), управляющее устройство (например, электрический регулятор 110 сварки), имеющее силовой ввод, который соединен с источником питания через первый электрический соединитель, сварочное устройство (например, сварочный пистолет 120), селективно соединенное с источником питания через второй электрический соединитель управляющего устройства, причем второй электрический соединитель соединяет источник питания с контактором управляющего устройства, который электрически соединен с источником питания управляющего устройства, магнитный переключатель, подсоединенный между управляющим устройством и сварочным устройством, третий электрический соединитель, электрически соединяющий силовой вывод сварочного устройства, и четвертый электрический соединитель, электрически соединяющий сварочное устройство с реле задержки времени управляющего устройства, которое измеряет предварительно определенный период времени. Магнитный переключатель может сохранять замкнутое положение, когда протекает предварительно определенный период времени, и сварочное устройство создает сварочную дугу. Магнитный переключатель может проводить переключение от замкнутого положения в разомкнутое положение, когда истекает предварительно определенный период времени, и сварочное устройство прекращает создавать сварочную дугу. Управляющее устройство может передавать ток от источника питания на сварочное устройство, когда магнитный переключатель находится в замкнутом положении, и блокирует ток от источника питания к сварочному устройству, когда магнитный переключатель находится в разомкнутом положении. Реле задержки времени может быть электрически соединено с контактором. Магнитный переключатель может быть размещен на четвертом электрическом соединителе. Управляющее устройство может быть электрически подсоединено между источником питания и сварочным устройством. Реле задержки времени может быть электрически подсоединено между магнитным переключателем и контактором. Сварочное устройство, создающее сварочную дугу, может возбуждать магнитное поле, которое обусловливает замыкание магнитного переключателя. Когда сварочное устройство прекращает создавать сварочную дугу, тогда магнитное поле исчезает, и магнитный переключатель может переходить из замкнутого положения в разомкнутое положение, когда истекает предварительно определенный период времени.
[0062] Примерные раскрытые система, устройство и способ могут сокращать затраты на эксплуатацию сварочного оборудования, например, автоматическим отключением подачи энергии на сварочное оборудование, когда сварочное оборудование не проводит сварку. Примерные раскрытые система, устройство и способ могут уменьшать усилия и нагрузки на сварщика при эксплуатации сварочного оборудования, например, в результате автоматического повторного подключения подачи энергии на сварочное оборудование, когда сварщик подводит оборудование к поверхности. Примерные раскрытые система, устройство и способ могут дополнительно повышать безопасность сварки, например, снижением опасности пожара или поражения электрическим током, благодаря автоматическому отключению подачи энергии на недействующее сварочное оборудование.
[0063] Подробности различных вариантов исполнения изложены в сопроводительных чертежах и в описании. Прочие признаки и преимущества будут очевидными из описания и чертежей, и из пунктов формулы изобретения.
[0064] В приведенном выше разделе «Сущность изобретения» и в этом Подробном описании, и ниже в Пунктах формулы изобретения, и в сопроводительных чертежах, приведена ссылка на конкретные признаки различных вариантов осуществления изобретения. Должно быть понятно, что раскрытые варианты осуществления изобретения в этом описании включают все возможные комбинации таких конкретных признаков. Например, где конкретный признак раскрыт в контексте конкретного аспекта или варианта осуществления изобретения, или в конкретном пункте формулы изобретения, этот признак также может быть использован - до возможной степени - в комбинации и/или в контексте с другими конкретными аспектами и вариантами осуществления изобретения, и в изобретении в общем и целом.
[0065] В то время, как раскрыты многочисленные варианты исполнения, все же другие варианты осуществления настоящего изобретения станут очевидными квалифицированным специалистам в этой области технологии из этого подробного описания. Изобретение предусматривает самые разнообразные модификации в различных очевидных аспектах, все без выхода за пределы смысла и области настоящего изобретения. Соответственно этому, чертежи и описания следует рассматривать как иллюстративные по природе, и не ограничивающие.
[0066] Следует отметить, что признаки, иллюстрированные в чертежах, не обязательно представлены вычерченными в масштабе, и признаки одного варианта исполнения могут быть использованы с другими вариантами исполнения, как было бы понятно квалифицированному специалисту, даже если четко не обозначены здесь. Описания общеизвестных компонентов и способов обработки могут быть опущены, чтобы без необходимости не перегружать варианты исполнения.
[0067] В настоящем изобретении различные признаки могут быть описаны как необязательные, например, применением глагола «может»; или использованием любого из выражений: «в некоторых вариантах исполнения», «в некоторых вариантах осуществления», «в некоторых конструкциях», «в различных вариантах исполнения», «в различных вариантах вариантах осуществления», «в различных конструкциях», «в иллюстративном примере», или «например»; или применением круглых скобок. Ради краткости и четкости, настоящее изобретение не приводит четкого перечисления каждого и всякого изменения, которое может быть получено выбором из серии необязательных признаков. Однако настоящее изобретение не следует интерпретировать как однозначно раскрывающее все такие изменения. Например, система, описываемая как имеющая три необязательных признака, может быть осуществлена семью различными путями, а именно, как раз по одному из трех возможных признаков, с любыми двумя из трех возможных признаков, или со всеми тремя из трех возможных признаков.
[0068] В различных вариантах исполнения элементы, описываемые здесь как связанные или соединенные, могут иметь целесообразную взаимосвязь, осуществляемую прямым соединением, или косвенно с одним или многими другими промежуточными элементами.
[0069] В настоящем изобретении термин «любой» можно понимать как означающий любое число соответствующих элементов, то есть, как означающий один, по меньшей мере один, по меньшей мере два, каждого или всех из соответствующих элементов. Подобным образом, термин «любой» можно понимать как означающий любую(-ые) совокупность(-ти) соответствующих элементов, то есть, как означающий одну или многие совокупности соответствующих элементов, совокупность, включающую один, по меньшей мере один, по меньшей мере два, каждого или всех из соответствующих элементов.
[0070] В то время как различные варианты осуществления настоящего изобретения были раскрыты и подробно описаны здесь, квалифицированным специалистам в этой области технологии будет очевидно, что различные изменения могут быть сделаны в отношении конфигурации, действия и формы изобретения без выхода за пределы его смысла и области. В частности, следует отметить, что соответствующие признаки вариантов осуществления изобретения, даже раскрытые только в комбинации с другими признаками вариантов осуществления изобретения, могут быть скомбинированы в любой конфигурации, за исключением таких, которые легко понятны квалифицированному специалисту в этой области технологии как бессмысленные. Подобным образом, применение единственного и множественного чисел допустимо только ради иллюстрации, и не должно быть интерпретировано как ограничивающее.
[0071] Реферат приведен в соответствии с пунктом инструкции 37 C.F.R. § 1.72(b), чтобы позволить читателю быстро выяснить природу технического существа изобретения и обеспечить понимание того, что он не будет использован или истолкован как ограничение области или значения пунктов формулы изобретения.
[0072] В настоящем изобретении все варианты осуществления, где использовано слово «включающий», оно может быть альтернативами выражений «состоящий по существу из» или «состоящий из». В настоящем изобретении любой вариант осуществления способа или устройства может быть лишен одного или многих этапов или компонентов. В настоящем изобретении варианты осуществления, в которых использованы негативные признаки, раскрыты четко и рассматриваются как часть этого изобретения.
[0073] Определенные терминология и производные ее могут быть использованы в настоящем изобретении для удобства при ссылке, и не будут ограничивающими. Например, такие слова, как «вверх», «вниз», «левый» и «правый» имели бы отношение к направлениям, на которые приведено указание, если не оговорено иное. Подобным образом, такие слова, как «внутрь» и «наружу» указывали бы на направления в сторону геометрического центра устройства или области, и, соответственно, от него, и обозначенных частей его. Ссылки в единственном числе включают объекты во множественном числе, и наоборот, если не оговорено иное.
[0074] Термин «включает» и его грамматические эквиваленты использованы здесь для обозначения того, что необязательно присутствуют другие компоненты, ингредиенты, стадии, среди прочих. Например, вариант исполнения, «включающий» (или «который включает») компоненты А, В и С, может состоять из (то есть, содержать только) компонентов А, В и С, или может содержать не только компоненты А, В и С, но также содержать один или многие другие компоненты.
[0075] Где здесь приведена ссылка на способ, включающий две или более определенных стадий, определенные стадии могут быть проведены в любом порядке или одновременно (кроме ситуации, где контекст исключает такую возможность), и способ может включать одну или многие другие стадии, которые исполняют до любой из определенных стадий, между двумя из определенных стадий, или после всех определенных стадий (за исключением того, где контекст исключает такую возможность).
[0076] Термин «по меньшей мере» с последующим числом использован здесь для обозначения начала диапазона, начинающегося с этого числа (который может быть диапазоном, имеющим верхний предел, или без верхнего предела, в зависимости от определенных переменных величин). Например, «по меньшей мере 1» означает 1 или более, чем 1. Термин «не более» с последующим числом (которое может быть диапазоном, имеющим 1 или 0 в качестве его нижнего предела, или диапазоном, не имеющим нижний предел, в зависимости от определенных переменных величин). Например, «не более 4» означает 4 или менее, чем 4, и «не более 40%» означает 40% или менее, чем 40%. Когда в этом описании диапазон приведен как «от (первого числа) до (второго числа)» или «(первое число)-(второе число)», это означает диапазон, пределом которого является второе число. Например, от 25 до 100 мм подразумевает диапазон, нижний предел которого составляет 25 мм, и верхний предел составляет 100 мм.
[0077] В технологии известны многие подходящие способы и соответствующие материалы для изготовления каждой из индивидуальных частей устройства в этом варианте исполнения. Согласно одному варианту осуществления настоящего изобретения, одна или многие части могут быть сформированы станочной обработкой, 3D-печатью (также известной как «аддитивная» технология), и литьем под давлением, как это будет очевидным квалифицированному специалисту в этой области технологии. Могут быть применены металлы, древесина, термопластичные и термореактивные полимеры, смолы и эластомеры, которые могут быть описаны здесь выше. Известны и доступны многие подходящие материалы, и могут быть выбраны и смешаны в зависимости от желательных прочности и гибкости, предпочтительного способа получения и конкретного варианта применения, как будет очевидно квалифицированному специалисту в этой области технологии.
[0078] Любой элемент здесь в пунктах формулы изобретения, который четко не указывает «средство» исполнения заданной функции, или «шаг для» исполнения заданной функции, не должен быть интепретирован как условие «средства» или «шага», как оговорено в инструкции 35 U.S.С.§ 112 (f). Более конкретно, любое применение «шага для» в пунктах формулы изобретения здесь не предполагает необходимости применения инструкции 35 U.S.С.§ 112 (f). Элементы, указанные в формате «средство-плюс-функция», предусматривают толкование в соответствии с инструкцией 35 U.S.С.§ 112 (f).
[0079] Указание в пункте формулы изобретения термина «первый» в отношении признака или элемента не обязательно предполагает существование второго или дополнительного такого признака или элемента.
[0080] Выражения «соединенный с», «связанный с» или «в сообщении с» имеют отношение к любой форме взаимодействия между двумя или многими объектами, в том числе механического, электрического, магнитного, электромагнитного, по текучей среде или термического взаимодействия. Два компонента могут быть функционально связаны между собой, даже если они не находятся в непосредственном контакте друг с другом. Термин «примыкающий» указывает на элементы, которые находятся в прямом физическом контакте друг с другом, хотя элементы не обязательно могут быть присоединенными друг к другу.
[0081] Слово «примерный» использовано здесь как подразумевающее «служащий в качестве примера, образца или иллюстрации». Любой вариант исполнения, описываемый здесь как «примерный», не обязательно должен быть истолкован как предпочтительный или преимущественный перед другими вариантами исполнения. Когда различные аспекты вариантов исполнения представлены в чертежах, чертежи не обязательно выполнены в масштабе, если конкретно не указано иное.
[0082] Приведенные на протяжении этого описания ссылки на «один вариант исполнения» или «вариант исполнения» означают, что конкретные признак, структура или характеристика, описанные в связи с этим вариантом исполнения, включены по меньшей мере в один вариант исполнения. Так, цитируемые выражения или их вариации, как указанные на протяжении этого описания, не обязательно все относятся к одному и тому же варианту исполнения.
[0083] Подобным образом, должно быть понятно, что в приведенном выше описании вариантов исполнения различные признаки иногда сгруппированы совместно в единственном варианте исполнения, Фигуре или ее описании, для цели рационализации изобретения. Однако этот способ изложения изобретения не следует интерпретировать как отражающий намерение, что любой пункт формулы изобретения в этом или любом заявленном приоритете на эту заявку требует больше признаков, чем те, которые определенно указаны в этом пункте формулы изобретения. Скорее, как отражают последующие пункты формулы изобретения, соответствующие изобретению аспекты могут быть представлены в комбинации, меньшей, чем все признаки любого единого раскрытого прежде варианта исполнения. Так, пункты формулы изобретения после этого Подробного Описания тем самым определенно включены в это Подробное Описание, причем каждый пункт формулы изобретения соответствует своей сути как отдельный вариант исполнения. Это изобретения предполагается интерпретируемым как включающее все вариации независимых пунктов формулы изобретения с их зависимыми пунктами формулы изобретения.
[0084] Согласно одному варианту осуществления настоящего изобретения, система и способ могут быть исполнены с использованием одного или многих компьютерных устройств. Специалисту с обычной квалификацией в этой области технологии было бы понятно, что примерная система, подходящая для применения в вариантах исполнения согласно настоящей заявке, как правило, может включать один или многие из центрального процессора (CPU), запоминающего устройства с произвольным доступом (RAM), носителя информации (например, жесткого диска, флеш-памяти, облачного хранилища), операционной системы (OS), одного или многих из прикладного программного обеспечения, отображающего устройства, одного или многих средств связи, или одного или многих устройств/средств ввода/вывода. Примеры компьютерных устройств, применимых с вариантами осуществления настоящего изобретения, включают, но без ограничения этим, собственные компьютерные устройства, персональные компьютеры, мобильные компьютерные устройства, планшетные компьютеры, мини-компьютеры, серверы, или любые комбинации их. Термин «компьютерное устройство» также может описывать два или более компьютерных устройств, коммуникативно связанных таким образом, чтобы распределять и совместно использовать один или многие ресурсы, такие как кластерные компьютерные устройства и банки/фермы серверов. Специалисту с обычной квалификацией в этой области технологии было бы понятно, что могло бы быть использовано любое число компьютерных устройств, и варианты осуществления настоящего изобретения предусматривают использование любого компьютерного устройства.
[0085] В различных вариантах исполнения средства связи, устройство(-ва) хранения данных, процессор(-ры) или запоминающие устройства могут взаимодействовать с другими компонентами на компьютерном устройстве, чтобы производить инициализацию и отображать различные функциональности, связанные с системой и способом, подробно изложенными здесь. Специалисту с обычной квалификацией в этой области технологии было бы понятно, что существуют многообразные конфигурации, которые могли бы быть использованы в вариантах осуществления настоящего изобретения, и варианты осуществления настоящего изобретения рассматриваются как применяющие любую подходящую конфигурацию.
[0086] Согласно одному варианту осуществления настоящего изобретения, средства связи системы могут представлять собой, например, любое средство для связи с передачей данных в одной или среди многих сетей или на одно или многие периферийные устройства, присоединенные к системе. Подходящие средства связи могут включать, но без ограничения этим, схемы и управляющие системы для создания беспроводных соединений, проводные соединения, сотовые связи, соединения с портами данных, Bluetooth-соединения, или любые их комбинации. Специалисту с обычной квалификацией в этой области технологии было бы понятно, что существуют многообразные средства связи, которые могут быть использованы в вариантах осуществления настоящего изобретения, и варианты осуществления настоящего изобретения рассматриваются как применяющие любые средства связи.
[0087] На всем протяжении этого описания изобретения и где-то еще, иллюстрации в виде блок-схем и структурных схем изображают способы, устройства (то есть, системы), и компьютерные программные продукты. Каждый элемент иллюстраций в виде блок-схем и структурных схем, а также каждая соответствующая комбинация элементов в иллюстрациях в виде блок-схем и структурных схем, иллюстрирует функцию способов, устройств и компьютерных программных продуктов. Любая и все из этих функций («изображенных функций») могут быть осуществлены компьютерными программными инструкциями; компьютерными системами специального назначения на аппаратной основе; комбинациями аппаратных и компьютерных инструкций специального назначения; комбинациями аппаратных и компьютерных инструкций общего назначения; и так далее - любые или все из которых могут быть, как правило, названы здесь как «схема», «модуль» или «система».
[0088] В то время как вышеуказанные чертежи и описание могут излагать функциональные аспекты раскрытых систем, никакая конкретная конфигурация программного обеспечения для осуществления этих функциональных аспектов не должна подразумеваться из этих описаний, если только определенно не указано, или иным образом четко не следует из контекста.
[0089] Каждый элемент в иллюстрациях технологических блок-схем может изображать стадию, или группу стадий, осуществляемых способом с использованием компьютера. Кроме того, каждая стадия может содержать одну или многие подстадии. Для цели иллюстрации, эти стадии (а также любые или все другие стадии, идентифицированные и описанные выше) представлены в порядке. Будет понятно, что вариант исполнения может содержать альтернативный порядок стадий, приспособленный к конкретному варианту применения раскрытой здесь технологии. Все такие вариации и модификации предполагаются входящими в пределы области этого изобретения. Изображение и описание стадий в любом конкретном порядке не подразумевает исключения вариантов исполнения, имеющих стадии в ином порядке, пока это не требуется конкретным вариантом применения, определенно установленным, или иным образом четко следующим из контекста.
[0090] Традиционно компьютерная программа состоит из последовательности компьютерных инструкций или программных инструкций. Будет понятно, что программируемое устройство (то есть, компьютерное устройство) может принимать такую компьютерную программу и, обработкой ее вычислительных инструкций, создавать дополнительный технический эффект.
[0091] Программируемое устройство может включать один или многие микропроцессоры, микроконтроллеры, встроенные микроконтроллеры, программируемые цифровые сигнальные процессоры, программируемые устройства, программируемые вентильные матрицы, программируемые логические матрицы, запоминающие устройства, интегральные схемы специального назначения, или тому подобные, которые могут быть надлежащим образом использованы или конфигурированы для исполнения компьютерных программных инструкций, исполнения компьютерной логики, хранения компьютерных данных, и так далее. На всем протяжении описания этого изобретения и где-нибудь еще компьютер может включать любые или все подходящие комбинации по меньшей мере одного компьютера общего назначения, компьютера специального назначения, программируемого устройства обработки данных, процессора, архитектуры процессора, и так далее.
[0092] Будет понятно, что компьютер может включать машиночитаемый носитель информации, и что этот носитель информации может быть внутренним и/или внешним, съемным и заменяемым, или фиксированным. Также будет понятно, что компьютер может включать Базовую систему ввода/вывода (BIOS), встроенное программное обеспечение, операционную систему, базу данных, или тому подобные, которые могут включать интерфейс с поддержкой программного обеспечения и описанное здесь оборудование.
[0093] Варианты исполнения системы, как здесь описанной, не ограничены вариантами применения, включающими стандартные компьютерные программы или программируемые устройства, которые их исполняют. Например, предполагается, что варианты осуществления изобретения, как здесь заявленные, могли бы включать оптический компьютер, квантовый компьютер, аналоговый компьютер, или тому подобные.
[0094] Независимо от типа компьютерной программы или используемого компьютера, компьютерная программа может быть загружена на компьютер для создания конкретной машины, которая может исполнять любую или все из изображенных функций. Эта конкретная машина создает средство для исполнения любой или всех из обрисованных функций.
[0095] Может быть использована любая комбинация одного или многих машиночитаемых носителей информации. Машиночитаемый носитель информации может представлять собой машиночитаемый носитель сигнала или машиночитаемый носитель данных. Машиночитаемый носитель данных может представлять собой, например, но без ограничения этим, электронные, магнитные, оптические, электромагнитные, инфракрасные или полупроводниковые систему, прибор или устройство, или любую подходящую комбинацию вышеуказанных. Более конкретные примеры (из неисчерпывающего списка) машиночитаемого носителя данных включали бы следующее: электрический соединитель, имеющий одну или многие проволоки, компактную компьютерную дискету, жесткий диск, запоминающее устройство с произвольным доступом (RAM), постоянное запоминающее устройство (ROM), стираемое перепрограммируемое постоянное запоминающее устройство (EPROM, или флеш-память), оптоволокно, запоминающее устройство на компакт-диске только для чтения (CD-ROM), оптический носитель информации, магнитный носитель информации, или любую подходящую комбинацию вышеуказанных средств. В контексте этого документа, машиночитаемый носитель данных может представлять собой любой материальный носитель, который может содержать или хранить программу для использования исполняющими системой, прибором или устройством, или в связи с инструкцией.
[0096] Компьютерные программные инструкции могут храниться в машиночитаемом запоминающем устройстве, способном направлять компьютер или другое программируемое устройство обработки данных на исполнение функции конкретным образом. Инструкции, сохраняемые в машиночитаемом запоминающем устройстве, составляют изделие, включающее машиночитаемые инструкции для исполнения любой или всех из указанных функций.
[0097] Машиночитаемый носитель сигнала может включать сигнал распространяемых данных и исполняемой в нем машиночитаемой управляющей программой, например, в полосе передачи данных, или как часть несущей волны. Такой распространяемый сигнал может принимать любую из многообразных форм, включающих, но без ограничения этим, электромагнитную, оптическую, или любую подходящую комбинацию их. Машиночитаемый носитель сигнала может быть любым машиночитаемым носителем, который не является машиночитаемым носителем информации, и который может сообщаться, распространять или передавать программу для применения или в связи с системой, прибором или устройством для исполнения команд.
[0098] Управляющая программа, используемая в машиночитаемом носителе, может быть передана с использованием любого подходящего носителя, в том числе, но без ограничения этим, по беспроводной связи, по проводу, оптоволоконному кабелю, радиочастоте (RF), и т.д., или любой подходящей комбинацией вышеуказанных средств.
[0099] Элементы, изображенные в иллюстрированных технических блок-схемах и блок-диаграммах в фигурах, подразумевают логические границы между элементами. Однако, согласно инженерной практике программного обеспечения или аппаратноого оформления, изображенные элементы и их функции могут быть осуществлены как части монолитной программной структуры, как самостоятельных программных модулей, или как модули, которые используют внешние подпрограммы, коды, сервисы, и так далее, или любые их комбинации. Все такие варианты исполнения находятся в пределах области настоящего изобретения.
[0100] Если определенно на оговорено иное, отличное от контекста, глаголы «исполнять» и «обрабатывать» использованы взаимозаменяемо для обозначения исполнения, обработки, интерпретации, компилирования, ассемблирования, связывания, загрузки, любой или всех комбинаций вышеуказанных действий, или тому подобного. Поэтому варианты исполнения, который исполняют или обрабатывают компьютерные программные инструкции, исполняемые компьютером управляющие программы, или тому подобные, могут надлежащим образом действовать согласно инструкциям или управляющим программам любым или всеми путями, только что описанными.
[0101] Представленные здесь функции и операции не являются по сути относящимися к любому конкретному компьютеру или иному устройству. Различные системы общего назначения также могут быть использованы с программами в соответствии с приведенными здесь пояснениями, или обеспечивать пригодность для создания более специализированных устройств для исполнения требуемых стадий способа. Необходимая структура для многих таких систем будет очевидной для квалифицированных специалистов в этой области технологии, вместе с эквивалентными вариациями. В дополнение, варианты осуществления изобретения не описаны со ссылкой на любой конкретный язык программирования. Понятно, что могут быть применены различные языки программирования для исполнения указанных инструкций, как здесь описанных, и любые ссылки на конкретные языки предусмотрены для возможности исполнения изобретения и лучшего режима вариантов осуществления изобретения. Варианты осуществления изобретения хорошо пригодны для самых разнообразных систем компьютерных сетей с многообразными топологиями. В пределах этой области конфигурация и эксплуатация крупных сетей включает устройства для хранения и компьютеры, которые коммуникативно связаны с разнородными компьютерами и запоминающими устройствами по всей сети, такой как интернет.
[0102] Был описан ряд вариантов исполнения. Тем не менее, будет понятно, что могут быть сделаны различные модификации. Например, благоприятные результаты могут быть достигнуты, если стадии раскрытых способов были выполнены в различной последовательности, или если компоненты раскрытых систем были скомбинированы в ином порядке, или если компоненты были дополнены другими компонентами. Соответственно этому, другие варианты исполнения рассматриваются входящими в пределы области нижеследующих пунктов формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ЗАЗЕМЛЕНИЯ МЕХАНИЗМА ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2343052C2 |
| Устройство для дистанционной установки величины сварочного тока | 1980 |
|
SU893444A1 |
| УСОВЕРШЕНСТВОВАННЫЙ КОНТАКТОРНЫЙ УЗЕЛ ДЛЯ МЕХАНИЗМА ПОДАЧИ ПРОВОЛОКИ | 2006 |
|
RU2344907C2 |
| ОГРАНИЧИТЕЛЬ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2004 |
|
RU2276634C1 |
| Устройство для сварки в среде защитного газа с дистанционным управлением | 1978 |
|
SU776815A1 |
| УСТРОЙСТВО ДЛЯ МОНИТОРИНГА РАБОТЫ В СВАРОЧНОЙ ЯЧЕЙКЕ СВАРОЧНОЙ СИСТЕМЫ | 2011 |
|
RU2597461C2 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |
| АВТОМОБИЛЬНЫЙ СВАРОЧНЫЙ АГРЕГАТ | 1992 |
|
RU2042484C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| БРОНИРОВАННАЯ РЕМОНТНО-ЭВАКУАЦИОННАЯ МАШИНА | 2009 |
|
RU2406963C1 |
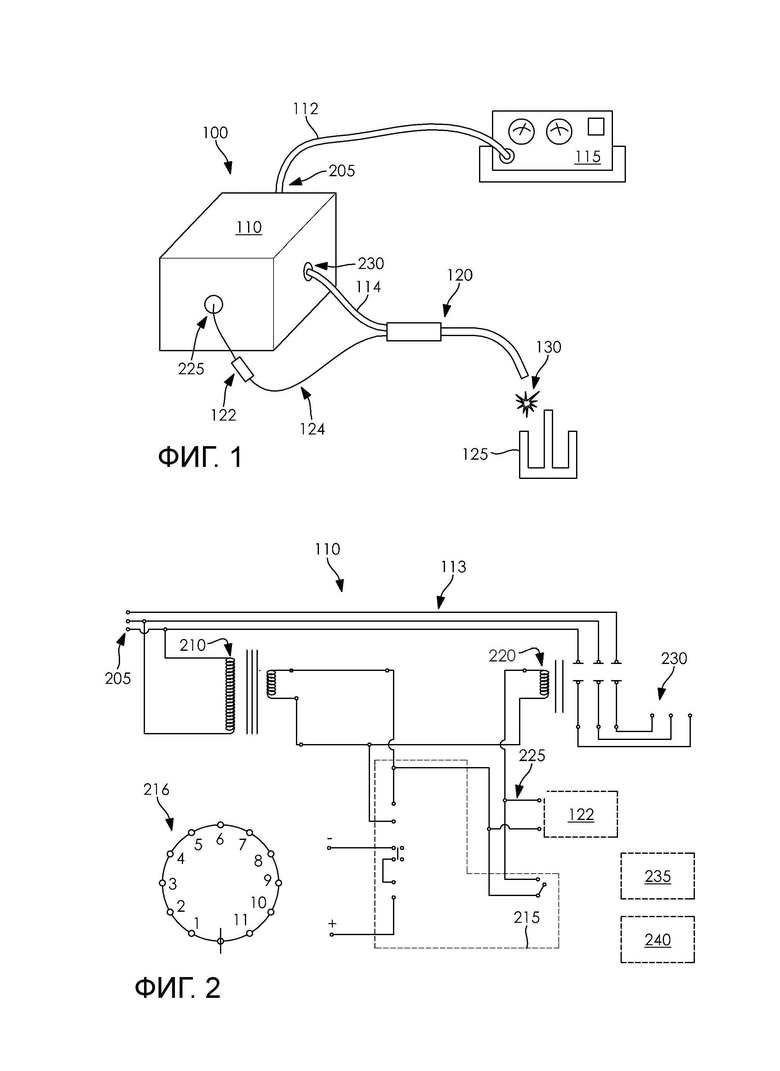
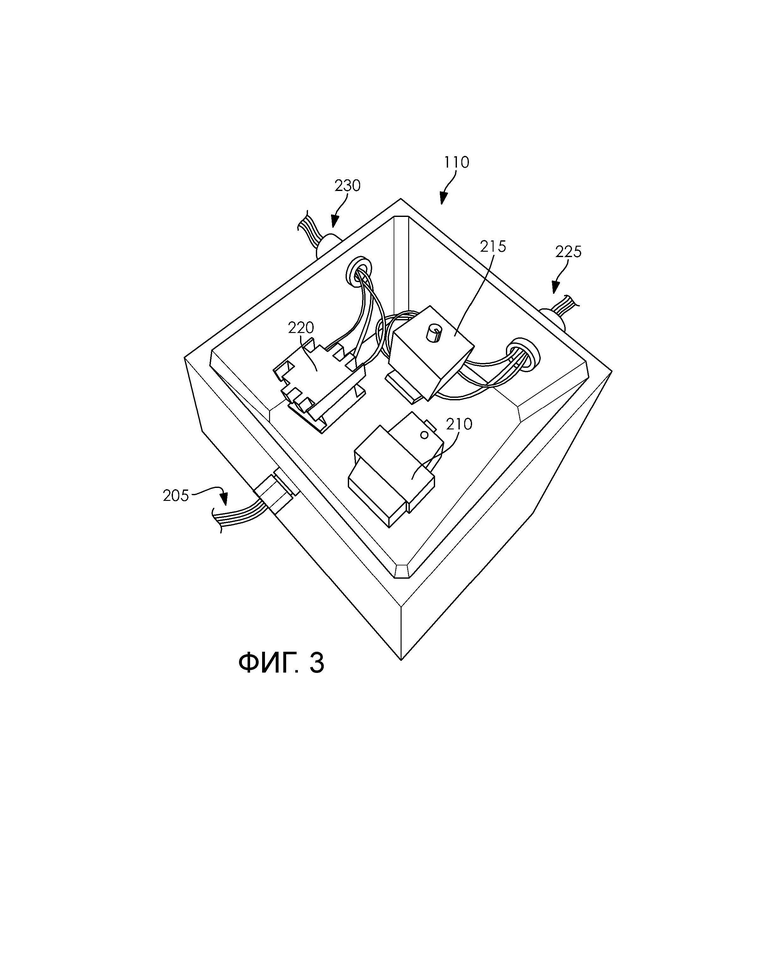
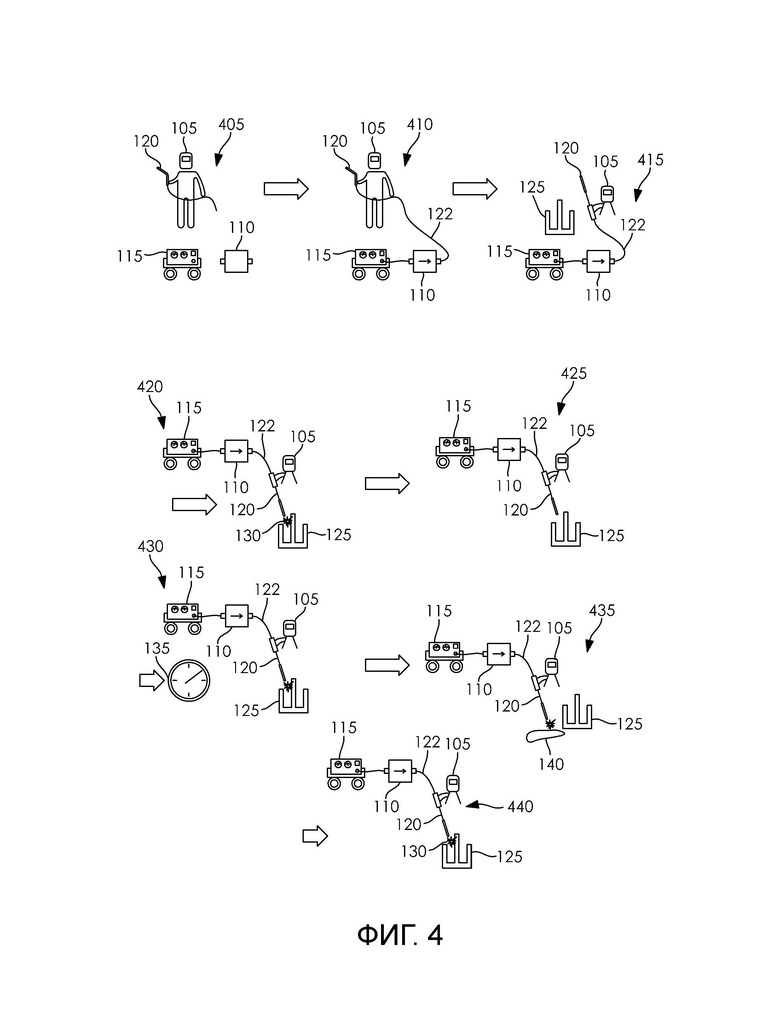
Группа изобретений относится к области сварочного производства. Предлагаются варианты устройств для сварки и способ сварки с использованием таких устройств. Устройство имеет источник питания, управляющее устройство, соединенное с источником питания, сварочное устройство, селективно соединенное с источником питания через управляющее устройство, и переключатель, присоединенный между управляющим устройством и сварочным устройством. Управляющее устройство включает реле задержки времени, которое измеряет предварительно определенный период времени. Переключатель сохраняет замкнутое положение, когда истекает предварительно определенный период времени, а сварочное устройство создает сварочную дугу. Переключатель производит переключение из замкнутого положения в разомкнутое положение, когда истекает предварительно определенный период времени и сварочное устройство прекращает создавать сварочную дугу. Управляющее устройство передает ток от источника питания на сварочное устройство, когда переключатель находится в замкнутом положении, и блокирует подачу тока от источника питания к сварочному устройству, когда переключатель находится в разомкнутом положении. Использование изобретений позволяет сократить энергозатраты на сварочные работы и повысить их безопасность. 3 н. и 15 з.п. ф-лы, 4 ил.
1. Устройство для сварки, содержащее
источник питания,
управляющее устройство, соединенное с источником питания,
сварочное устройство, селективно соединенное с источником питания через контактор управляющего устройства, и
переключатель, присоединенный между реле задержки времени управляющего устройства и сварочным устройством,
при этом реле задержки времени выполнено с возможностью отмерять предварительно определенный период времени и предварительно определенный период времени инициируется в ответ на сварочную дугу, которая создается сварочным устройством, когда сварочное устройство приводится пользователем в контакт с проводящей поверхностью,
причем реле задержки времени соединено с контактором, который селективно соединяет сварочное устройство с источником питания,
при этом переключатель выполнен с возможностью сохранять замкнутое положение, когда предварительно определенный период времени истек, а сварочное устройство продолжает создавать сварочную дугу, и с возможностью производить переключение из замкнутого положения в разомкнутое положение, когда предварительно определенный период времени истек и сварочное устройство прекращает создавать сварочную дугу,
причем управляющее устройство выполнено с возможностью передавать ток от источника питания на сварочное устройство, когда переключатель находится в замкнутом положении, и блокировать подачу тока от источника питания к сварочному устройству, когда переключатель находится в разомкнутом положении.
2. Устройство по п. 1, в котором переключатель выполнен в виде магнитного переключателя.
3. Устройство по п. 1, в котором переключатель выполнен с возможностью сохранять замкнутое положение в случае,
когда еще не истек предварительно определенный период времени или
когда сварочное устройство создает сварочную дугу, и при этом истекает предварительно определенный период времени, а сварочное устройство продолжает создавать сварочную дугу без прерывания после истечения периода времени.
4. Устройство по п. 1, в котором переключатель выполнен с возможностью производить переключение от замкнутого положения в разомкнутое положение в случае,
когда истек предварительно определенный период времени и сварочное устройство прекратило создавать сварочную дугу или
когда сварочное устройство непрерывно создавало сварочную дугу после истечения предварительно определенного периода времени, а затем сварочное устройство прекращает создавать сварочную дугу в течение первого времени после истечения предварительно определенного периода времени.
5. Устройство по п. 1, в котором переключатель выполнен с возможностью производить переключение от разомкнутого положения в замкнутое положение, когда пользователь приводит в контакт сварочное устройство с проводящей поверхностью.
6. Устройство по п. 5, в котором реле задержки времени включает в себя таймер, который выполнен с возможностью начинать отсчет предварительно определенного периода времени, когда пользователь приводит в контакт сварочное устройство с проводящей поверхностью.
7. Устройство по п. 1, в котором контактор имеет катушку, на которую селективно подается энергия переключателем.
8. Устройство по п. 7, в котором переключатель выполнен с возможностью при нахождении в замкнутом положении передавать ток на катушку, которая приводит в действие контактор для электрического соединения источника питания со сварочным устройством, а когда переключатель находится в разомкнутом положении, катушка остается незапитанной и контактор электрически отсоединяет источник питания от сварочного устройства.
9. Устройство по п. 8, в котором
переключатель размещен на четвертом электрическом соединителе.
10. Устройство по п. 8, в котором
реле задержки времени электрически присоединено между переключателем и контактором.
11. Способ сварки, включающий
использование источника питания, сварочного устройства, управляющего устройства, электрически размещенного между источником питания и сварочным устройством, причем сварочное устройство селективно соединено с источником питания через контактор управляющего устройства, и переключателя, размещенного между реле задержки времени управляющего устройства и сварочным устройством, при этом
отмеряют предварительно определенный период времени с помощью реле задержки времени управляющего устройства, причем предварительно определенный период времени инициируется в ответ на сварочную дугу, которая создается сварочным устройством, когда сварочное устройство приводится пользователем в контакт с проводящей поверхностью,
соединяют реле задержки времени с контактором, который селективно соединяет сварочное устройство с источником питания,
осуществляют поддержание переключателя в замкнутом положении, когда предварительно определенный период времени истек, а сварочное устройство продолжает создавать сварочную дугу,
осуществляют переключение переключателя из замкнутого положения в разомкнутое положение, когда предварительно определенный период времени истек и сварочное устройство прекращает создавать сварочную дугу,
пропускают ток от источника питания к сварочному устройству через управляющее устройство, когда переключатель находится в замкнутом положении, и
блокируют ток от источника питания к сварочному устройству через управляющее устройство, когда переключатель находится в разомкнутом положении.
12. Способ по п. 11, дополнительно включающий поддержание переключателя в замкнутом положении в случае,
когда предварительно определенный период времени еще не истек или
когда сварочное устройство создает сварочную дугу, предварительно определенный период времени истекает, а сварочное устройство продолжает создавать сварочную дугу без прерывания после истечения предварительно определенного периода времени.
13. Способ по п. 11, дополнительно включающий переключение переключателя от замкнутого положения в разомкнутое положение в случае,
когда истекает предварительно определенный период времени и сварочное устройство прекратило создавать сварочную дугу или
когда сварочное устройство непрерывно создавало сварочную дугу после истечения периода времени, а затем сварочное устройство прекращает создавать сварочную дугу в течение первого времени после истечения предварительно определенного периода времени.
14. Способ по п. 11, дополнительно включающий
переключение переключателя от разомкнутого положения в замкнутое положение, когда пользователь приводит в контакт сварочное устройство с проводящей поверхностью, и
осуществление начала отсчета предварительно определенного периода времени, когда пользователь приводит в контакт сварочное устройство с проводящей поверхностью.
15. Способ по п. 11, дополнительно включающий
передачу тока от переключателя на контактор управляющего устройства и приведение в действие контактора для электрического соединения источника питания со сварочным устройством, когда переключатель находится в замкнутом положении, и
поддержание катушки контактора в незапитанном состоянии, причем она электрически отсоединяет источник питания от сварочного устройства, когда переключатель находится в разомкнутом положении.
16. Устройство для сварки, содержащее
источник питания,
управляющее устройство, имеющее силовой ввод, который соединен с источником питания через первый электрический соединитель,
сварочное устройство, селективно соединенное с источником питания через второй электрический соединитель управляющего устройства, причем второй электрический соединитель соединяет силовой ввод с контактором управляющего устройства, который электрически соединен с силовым выводом управляющего устройства,
магнитный переключатель, присоединенный между реле задержки времени управляющего устройства и сварочным устройством, причем реле задержки времени выполнено с возможностью отмерять предварительно определенный период времени и предварительно определенный период времени инициируется в ответ на сварочную дугу, которая создается сварочным устройством, когда сварочное устройство приводится пользователем в контакт с проводящей поверхностью,
третий электрический соединитель, электрически соединяющий силовой вывод со сварочным устройством, и
четвертый электрический соединитель, электрически соединяющий сварочное устройство с реле задержки времени управляющего устройства, причем реле задержки времени электрически соединено с контактором,
при этом магнитный переключатель выполнен с возможностью сохранять замкнутое положение, когда предварительно определенный период времени истек, а сварочное устройство продолжает создавать сварочную дугу,
и с возможностью производить переключение из замкнутого положения в разомкнутое положение, когда и предварительно определенный период времени истек, и сварочное устройство прекращает создавать сварочную дугу,
причем управляющее устройство выполнено с возможностью передавать ток от источника питания на сварочное устройство, когда магнитный переключатель находится в замкнутом положении, и блокировать подачу тока от источника питания к сварочному устройству, когда магнитный переключатель находится в разомкнутом положении.
17. Устройство по п. 16, в котором
магнитный переключатель размещен на четвертом электрическом соединителе,
управляющее устройство электрически подсоединено между источником питания и сварочным устройством, а
реле задержки времени электрически подсоединено между магнитным переключателем и контактором.
18. Устройство по п. 16, в котором
сварочное устройство, формирующее сварочную дугу, выполнено с возможностью создавать магнитное поле, которое замыкает магнитный переключатель, а при исчезновении магнитного поля при прекращении создания сварочным устройством сварочной дуги магнитный переключатель переходит из замкнутого положения в разомкнутое положение, когда истекает предварительно определенный период времени.
| US 2016129521 A1, 12.05.2016 | |||
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2284884C2 |
| СПОСОБ УПРАВЛЕНИЯ ДУГОВОЙ СВАРКОЙ ИЗДЕЛИЙ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2481929C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩЕЙСЯ ПРОВОЛОКОЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474487C1 |
| US 2005051526 A1, 10.03.2005 | |||
| US 2012298644 A1, 29.11.2012. | |||

