Изобретение относится к способу сварки труб большого диаметра, в частности к сварке продольных швов цилиндрической трубной заготовки методом лазерной сварки.
При этой сварке необходимо, чтобы лазерный луч был наведен с точностью не менее ±0,1 мм на стык кромок заготовки, иначе возможно нерасплавление одной из них и образование дефектов типа «непровар». Известно, что до наложения рабочих швов во избежание горячих трещин, образующихся при смещении кромок относительно друг друга, трубная заготовка должна быть предварительно сварена прихваточным швом, что значительно усложняет задачу наведения.
Известен способ изготовления труб лазерной или гибридной лазерно-дуговой сваркой (патент RU 2564504, з. 22.07.2014, опубл. 10.10.2015), принятый за прототип, при котором при наложении технологического шва, предшествующего лазерной сварке, задают три точки, которые соответствуют кромкам трубной заготовки, - стыка кромок и две точки краев кромок, лежащих на соответствующих касательных линиях к поперечной плоскости трубной заготовки, создают базу данных координат заданных точек путем сканирования поперечного сечения лазерным датчиком по всей длине трубной заготовки, затем при операции лазерной сварки по двум точкам краев кромок определяют точку стыка кромок трубной заготовки и наводят на нее лазерный луч.
Способ обеспечивает необходимую точность наведения на стык, но не эффективен на тех участках шва, где произведена механическая зачистка вдоль по крайней мере одной кромки, произведен ремонт технологического шва (на этих участках кромки, как правило, скрыты ремонтным швом ипоследующей зачисткой), а также когда происходит засветка датчика в процессе сварки корневого шва. Блики от металла, засветка датчика приводят к искажению измерительных показаний лазерного датчика, что приводит к смещению сварочной головки от стыка кромок и, соответственно, к появлению дефектов типа «непровар».
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества лазерной сварки, исключение непроплавления кромок и дефектов сварного шва.
Техническим результатом заявляемого изобретения является обеспечение точности наведения сварочной головки на стык кромок при лазерной сварке трубных заготовок на участках шва, имеющих дефекты и отклонения, препятствующие нанесению сварного шва.
Технический результат достигается тем, что в способе сварки труб методом лазерной сварки, при котором при наложении технологического шва, предшествующего лазерной сварке, виртуально задают три точки, которые соответствуют кромкам трубной заготовки, - стыка кромок и две точки краев кромок, лежащих на соответствующих касательных линиях к поперечной плоскости трубной заготовки, создают базу данных измерений координат заданных точек путем сканирования поперечного сечения лазерным датчиком по всей длине трубной заготовки, затем при операции лазерной сварки по двум точкам краев кромок определяют точку стыка кромок трубной заготовки и наводят на нее лазерный луч, согласно изобретению, во время лазерной сварки блок управления непрерывно строит вектор перемещения сварочной головки при ее движении между смежными сечениями, в которых проводились измерения координат, внесенные в базу данных, а при обнаружении лазерным датчиком отклонения или всплеска значения по крайней мере одной точки края кромки трубной заготовки от сохраненных в базе данных, перемещение сварочной головки осуществляется с вектором, построенным на предыдущем участке шва.
Заявляемый способ поясняется чертежом.
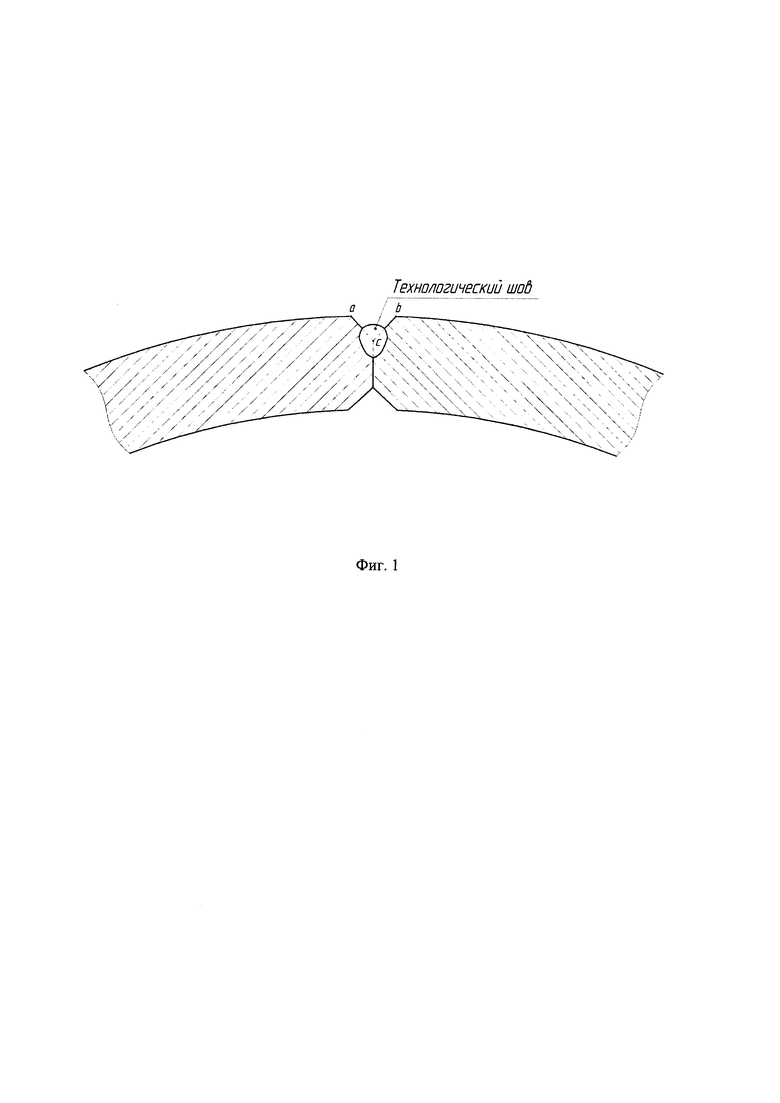
На фигуре изображено поперечное сечение стыка кромок трубной заготовки.
Заявляемый способ осуществляют следующим образом.
При наложении технологического шва, предшествующего лазерной сварке, виртуально задают три точки, которые соответствуют кромкам трубной заготовки, - точку стыка кромок «с» и две точки краев кромок «a» и «b», лежащие на соответствующих касательных линиях к поперечной плоскости трубной заготовки. Создают базу данных измерений координат заданных точек стыка кромок путем сканирования перед зоной сварки поперечного сечения лазерным датчиком по всей длине трубной заготовки. Блок управления использует базу данных и непрерывно строит вектор перемещения лазерной головки вдоль стыка кромок между смежными сечениями, в которых проводились измерения координат, внесенных в указанную базу данных, а при обнаружении лазерным датчиком отклонения и резкого всплеска значения, по крайней мере, одной точки края кромки трубной заготовки от сохраненных в базе данных, перемещение сварочной головки осуществляется с вектором, построенным на предыдущем участке шва. После прохождения такого участка сканирующий лазерный датчик получает измерения краев кромок, близкие по значению к заложенным в базе данных, в соответствии с которыми осуществляют определение точки стыка кромок и наведение сварочной головки.
Заявляемый способ обеспечивает точность наведения сварочной головки на стык кромок при лазерной сварке трубных заготовок на участках шва, имеющих дефекты и отклонения, препятствующие нанесению сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб большого диаметра | 2018 |
|
RU2697530C1 |
| Способ лазерной сварки труб | 2017 |
|
RU2637034C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2564504C1 |
| СПОСОБ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ЛАЗЕРНОЙ И ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКОЙ | 2015 |
|
RU2609609C2 |
| Способ сварки труб большого диаметра | 2018 |
|
RU2704948C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2017 |
|
RU2667272C1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| СПОСОБ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ЛАЗЕРНОЙ СВАРКОЙ | 2013 |
|
RU2523406C1 |
| РОБОТИЗИРОВАННЫЙ ПОРТАЛ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ И СВАРКИ ТРУБНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2018 |
|
RU2697686C1 |
| Способ лазерной сварки продольного шва трубы (варианты) | 2017 |
|
RU2642218C1 |
Изобретение относится к способу сварки труб методом лазерной сварки. Осуществляют наложение технологического шва и лазерную сварку стыка кромок, при этом при наложении технологического шва виртуально задают три точки, соответствующие точкам на кромках трубной заготовки и включающие точку на стыке кромок и две точки на краях кромок, лежащие на соответствующих касательных линиях к поперечной плоскости трубной заготовки. Осуществляют измерение координат заданных точек путем сканирования поперечного сечения посредством лазерного датчика по всей длине трубной заготовки с сохранением в базе данных. Во время лазерной сварки, которую выполняют по упомянутым измеренным координатам, сохраненным в базе данных, осуществляют виртуальное построение вектора перемещения лазерной сварочной головки при ее движении между смежными кромками, и при обнаружении посредством лазерного датчика отклонения, по крайней мере, одной точки края кромки трубной заготовки от сохраненной в базе данных осуществляют перемещение лазерной сварочной головки по направлению вектора, построенного на предыдущем участке шва. Изобретение обеспечивает точность наведения лазерной сварочной головки на стык кромок при лазерной сварке трубных заготовок на участках, имеющих дефекты и отклонения, препятствующие нанесению технологического шва. 1 ил.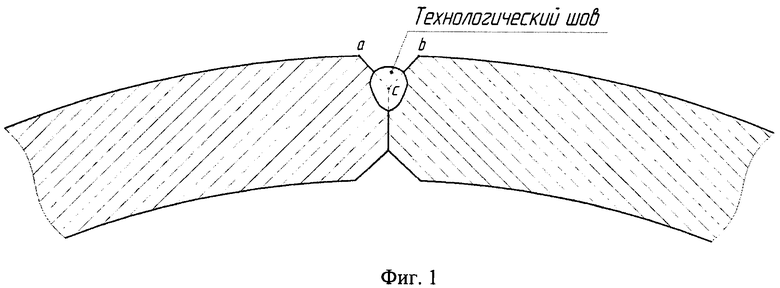
Способ лазерной сварки труб, включающий наложение технологического шва и лазерную сварку стыка кромок, при этом при наложении технологического шва виртуально задают три точки, соответствующие точкам на кромках трубной заготовки и включающие точку на стыке кромок и две точки на краях кромок, лежащие на соответствующих касательных линиях к поперечной плоскости трубной заготовки, осуществляют измерение координат заданных точек путем сканирования поперечного сечения посредством лазерного датчика по всей длине трубной заготовки с сохранением в базе данных, отличающийся тем, что во время лазерной сварки, которую выполняют по упомянутым измеренным координатам, сохраненным в базе данных, осуществляют виртуальное построение вектора перемещения лазерной сварочной головки при ее движении между смежными кромками, и при обнаружении посредством лазерного датчика отклонения по крайней мере одной точки края кромки трубной заготовки от сохраненной в базе данных осуществляют перемещение лазерной сварочной головки по направлению вектора, построенного на предыдущем участке шва.
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2564504C1 |
| Способ изготовления сварных труб из ленты и установка для его осуществления | 1987 |
|
SU1718714A3 |
| Способ управления процессом лазерной сварки труб и устройство для его осуществления | 1991 |
|
SU1839135A1 |
| JP 9170050 A, 30.06.1997 | |||
| JP 8168892 A, 02.07.1996. | |||

