Изобретение относится к машиностроению и металлургии и предназначено для автоматизации процесса лазерной сварки прямошовных труб.
Наиболее близким по технической сущности к предлагаемому является способ регулирования проплавления при лазерной сварке, заключающийся в том, что измеряют температуру со стороны корня шва по яркости свечения сварочной ванны, сравнивают с установкой и полученное рассогласование используют в качестве управляющего сигнала для регулирования параметров режима
1.
Недостатком этого способа является
низкая точность при наведении луча на стык.
Наиболее близким по технической сущности к предлагаемому является устройство для контроля и управления процесса лазерной сварки труб, содержащее оптический детектор, установленный с обратной стороны шва, блок обработки и лазер с источником питания 2.
Недостатком этого устройства является низкая точность стабилизации качества сварного шва.
Целью изобретения является повышение качества сварки и производительности процесса.
Новым в изобретении является то, что совмещение луча со стыком производится не непосредственным сравнением места взаимодействия луча со стыком, при котором трудно обеспечить точность из-за помех со стороны падения Луча, а раздельным поддержанием в одной плоскости стыка и луча с обратной стороны шва, где в трубе практически отсутствуют оптические помехи.
Сущность способа заключается в том, что устанавливают оси симметрии датчика стыка и датчика луча со стороны корня шва в одной заданной базовой плоскости и двумя различными контурами регулирования совмещают с этой плоскостью отдельно стык и отдельно лаз ерный луч. Такой способ обладает более высокой точностью по сравнению с прототипом, так как система перемещения стыка может быть снабжена специализированными датчиками, нечувствительными к оптическим помехам, например электромагнитными, а система перемещения луча получает информацию со стороны корня шва, содержащую минимум оптических помех. На их фоне выделяют только положение наиболее яркой точки в оптическом сигнале относительно заданной базовой плоскости, не фиксируя линию стыка. Кроме того, стабилизация глубины проплавления при смещении стыка, например, в режиме системы автоматического регулирования по отклонению не обеспечивает в этом переходном режиме качества, так как
в процессе относительно движения луча и стыка, как правило, уменьшается светимость корня шва, поскольку увеличивается условная скорость сварки, что должно было бы увеличить сигнал управления мощно0 стью излучения. Однако процесс коррекции взаимного положения луча и стыка длится в процессе сварки трубы короткие интервалы времени (не более 1 с) и изменение при этом мощности луча приводит только к дополни5 тельному перегреву шва в этом месте, изменению проплавления и ухудшению качества шва, Поэтому в предлагаемом способе для исключения взаимного слияния контуров управления в том случае, когда происходит
0 коррекция взаимного положения луча и стыка, отключают обратную связь в системе .стабилизации глубины проплавления и оставляют мощность неизменной на время, пока не закончится совмещение луча со сты5 ком. Кроме того, измерение излучения корня шва позволяет контролировать визуально его качество формирования,
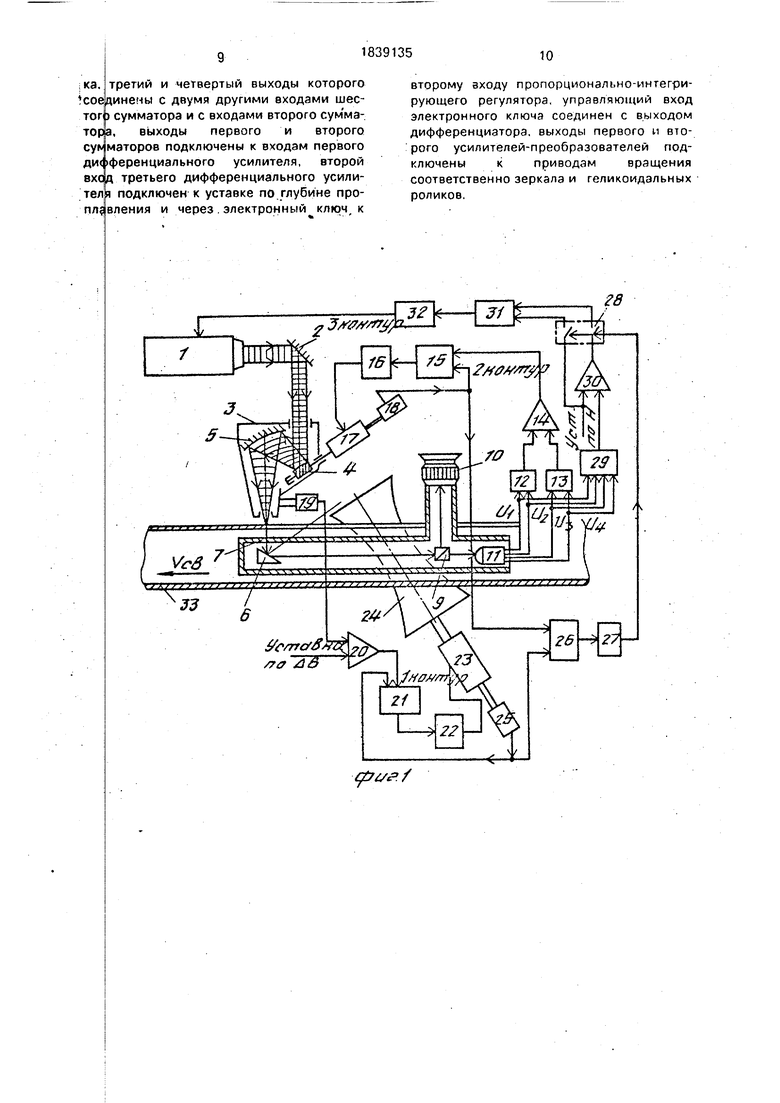
На фиг. 1 дана структурная схема системы управления процессом лазерной сварки
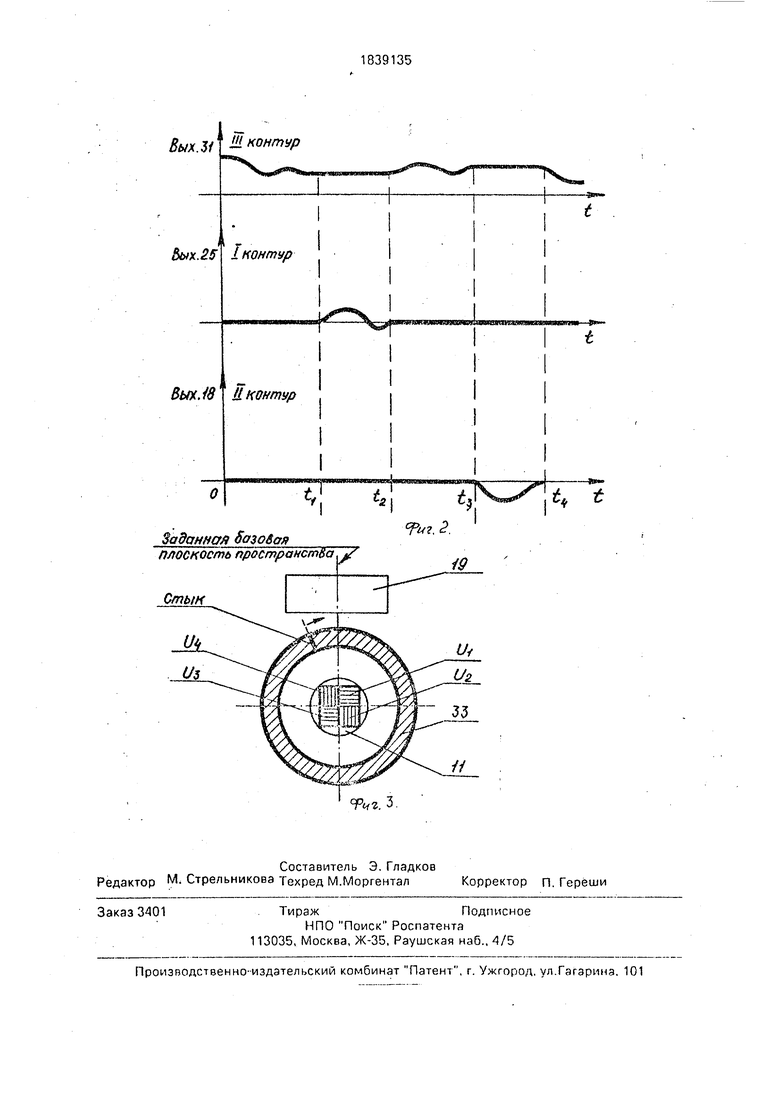
0 труб; на фиг.2 - временные диаграммы работы системы; на фиг.З - схема установки датчиков луча и стыка.
Устройство содержит технологический лазер 1, излучение которого через поворот5 ное отклоняющее зеркало 2 попадает на фокусирующий объектив 3 Кассетрена, состоящий из поворотного выпуклого зеркала 4 и вогнутого зеркала 5. В свариваемой трубной заготовке установлен перископ 6 с
0 выходным окном 7, зеркалом 8, делительным кубиком 9, окуляром 10 и квадратурным фотоприемником 11, установленным в торце перископа б, Первый и второй выходы квадратурного фотоприемника 11 суммиру5 ются первым сумматором 12, а тр.етий и четвертый выходы - вторым сумматором 13. Выходы первого 12 и второго 13 сумматоров сравниваются на входах первого дифференциального усилителя 14 и полученное рас0 согласование через третий сумматор 15 и первый усилитель-преобразователь 16 управляет приводом 17 вращения зеркала, скорость движения которого измеряется яервым датчиком 18 скорости, выход кото5 рого подается на второй вход третьего сумматора 15.
Выход датчика 19 стыка, закрепленного
на фокусирующем объективе 3, подключен
через последовательно соединенные дифференциальный усилитель 20. четВ фтый сумматор 21. агорой усилитель-пре- о )разователь 22 к приводу 23 вращения трубной заготовки, на валу которого устэ- н елены геликоидальные ролики 24 и вто- р й датчик 25 скорости, выход которого с единен с вторым входом четвертого сум- м (тора 21. Первый и второй входы пятого сумматора 26 соединены соответственно с Bi (ходами первого 18 и второго 25 датчиков с орости, а выход пятого сумматора 26 че р з дифференциатор 27 соединен с управ- Л5 ющим входом электронного ключа 28. Все четыре выхода квадратурного фотоприемник 11 суммируются шестым сумматором 25, выход которого через последовательно ее единенные третий дифференциальный усилитель 30, электронный ключ 28, пропор- щ опально-интегрирующий регулятор 31 соединен с источником 32 питания технологического лазера 1. Позицией 33 обозначена свариваемай труба.
Второй вход третьего дифференциаль- го усилителя 30 подключен к уставке по
не гл кл
/бине проплавления и через электронный оч 28 к второму входу пропорционально- иь тегрирующего регулятора 31,
Датчик 19 стыка представляет собой эл эктромагнитный дифференциальный дзт- чи с, содержащий магнитопрозод с одной re ераторной и четырьмя индикаторными
ка кр еИ
ушками, нечувствительный к перекосу
)мок, зазору в стыке и высоте над изделивыполненный согласно авторскому свиде -ельству 3.
Технологический лазер 1 представляет со юй быстропроточный С02-яазер Хебр мощностью до 3 кВт.
Система управления выполнена из стг ндартных преобразовательных блокоа на сериях микросхем К. 140, К 561,
Устройство работает следующим обра- зоф.
Элементы 19-25 образуют первый кон- туа управления,назначение которого состоит во вращении трубной заготовки на трубосварочном стыке до тех пор. пока плоскость стыка не совпадает с заданной базовой плоскостью пространства.
Элементы 11-17, 4 и 18 образуют второй контур управления, который совмещает ось: луча с заданной базовой плоскостью пространства.
Элементы 26-32, 11,1 образуют третий контур управления, стабилизирующий глубину проплавления.
Временные диаграммы работы трех контуров управления изображены на фиг.2.
На перемещающуюся трубную заготовку г одают лазерный луч. сфокусированный
обь
активом 3, при этом начальная мощность луча соответствует устэнке по глубине проплавления, и начинает формироваться шов с определенной глубиной. Оптический сигнал от корня шэа воспринимается квадратурным фотоприемником 11, условная схема которого изображена на фиг.З. Интегральный сигнал фотоприемни- ка 11 сравнивается с устэвкой по глубине проплавления на входах третьего диффе0 ренциального усилителя 30, и на входах пропорционально-интегрирующего регулятора 31 суммируется рассогласование с устаа- кой. При равенстве нулю рассогласования на вход регулятора 31 поступает только ус5 тавка. что соответствует устанавливающемуся режиму третьего контура управления. Динамический сигнал с выхода регулятора 31 изображен на первой диаграмме фиг.2, на первом интервале времени 0 - ц он уменьшается до уровня уставки по мере нарастания глубины проплавления.
В момэнт времени ti первый контур управления начинает обрабатывать возмущение по отклонению стыка относительно
5 базовой плоскости (см. фиг.З). 8 процессе коррекции второй датчик 25 скорости вырабатывает сигнал, отличный от нуля, на выходе дифференциатора 27 появляется сигнал логической 1 и электронный ключ 28 раз0 мыкается (интервал ц..Л2 диаграммы на фи г.2). Пропорционально-интегрирующий регулятор 31 отключается от входных сигналов и в течение интерсала времени ti...t2 запоминает последнее значение по управ5 лению, подававшееся на него в момент времени ti. По окончании режима коррекции стыка на интервале i2..-t3 третий контур управления продолжает стабилизацию глубины проплавлеиия.
0В момент времени t3 возникает отклонение луча от стыка, связанное, например, с разьюстировкой резонатора лазера 1. При этом возникает отличный от нуля разностный сигнал правой и левой половин квэдра5 турного фотоприемника 11, привод 17 вращения зеркала начинает его перемещать до тех пор, пока разностный сигнал не станет вновь равным нулю. На интервале хз..Л4 коррекции луча сигнал с первого дат0 чика скорости также отключает электронный ключ 28 и система стабилизации глубины проплавления отключается от сигнала обратной связи. Таким образом синхронизируется работа трех контуров- управлений,
Предлагаемое изобретение существенно повышает качество сварных швов за счет устранения подрезов и повышает скорость сварки.
Пример. Макет предложенного уст-При испытаниях макета предложенного
ройства испытывался при лазерной сваркеустройства отклонения линии стыка не препрямошовных труб из нержавеющей сталивышэли ± 0,1 мм, непровары и подрезы в
диаметром 20-60 мм, толщиной 0,5-3 мм.корне шва отсутствовали. При этом скороИспользовэлся лазерный технологический5 сть сварки возросла по сравнению с известкомплекс Хебр-2,5 мощностью 1,5 кВт.ной технологией Московского трубного
завода на 20-40%, ширина корня шва
При использовании только контроля зауменьшилась на 20%. За счет уменьшения
проплавлением со стороны корня шва (спо-зоны термического влияния без снижения
соб-прототип) при отклонении линии стыка10 прочности соединения повысилась корроболее 0,25 мм наблюдались непровары изионная стойкость труб,
подрезы в корне шва, что является следст-Конкретный экономический эффект
вием высокой кинжальности лазернойскладывается из увеличения производисварки и высокой чувствительности к откло-тельности процесса сварки и улучшения канениям стыка. По технологии гибки и сварки15 чества изделий.
труб, используемой на Московском трубном(56) 1. Заявка Японии № 60-83792, кл. В 23
заводе, допускается отклонение линии сты-К 26/00, 1985.
ка ±1,5 мм. Компенсация этих отклонений2, Заявка Франции № 2587513, кл. В 23
производится за счет уменьшения скоростиК 9/10, 1987.
сварки и, следовательно, увеличения шири-20 3. Авторское свидетельство СССР
ны корня шва.№ 1166941, кл. В 23 К 9/10, 1983.
Формула изобретения- ; .технологический лазер с источником пита- v- Способ управления процессом лазер-25 ния, оптический тракт, фокусирующий объ- ной сварки труб, заключающийся в про- ектив, фотоприемник, установленный со плавлении стыка лазерным лучом и стороны корня шва, отличающееся тем, измерении излучения из зоны сварки со что, с целью повышения качества сварки и стороны корня шва, отличающийся тем, производительности процесса, оно снаб- что, с целью повышения качества сварки и 30 жено поворотным зеркалом с приводом производительности процесса, измеряют вращения, первым датчиком частоты вра- отклонение плоскости стыка со стороны щения, геликоидальными роликами враще- падения лазерного луча относительно за- ния трубы с приводом их вращения и данной базовой плоскости пространства, вторым датчиком частоты вращения, двумя параллельной плоскости стыка, совмещают 35 сумматорами, последовательно соединен- плоскость стыка с заданной базовой пло- ными первым дифференциальным усилите- скостью пространства путем вращения лем, третьим сумматором, первым трубы, измеряют отклонение оси лазерно- усилителем-преобразователем, последова- го луча со стороны корня шва по излуче- тельно соединенными датчиком стыка, вто- нию из зоны сварки относительно 40 рым дифференциальным усилителем, заданной базовой плоскости пространства четвертым сумматором и вторым усилите- и совмещают ось лазерного луча с задан- лем-преобразователем. последовательно ной базовой плоскостью пространства пу- соединенными пятым т/мматором и диф- тем перемещения лазерного луча по ференциатором, а также последовательно направлению, перпендикулярному плоско- 45 соединенными шестым сумматором, треть- сти стыка. им дифференциальным усилителем, элект2. Способ по п.1, отличающийся тем, роннымключом, что измеряют скорости перемещения ла- пропорционально-интегрирующим регуля- зерного луча и стыка, суммируют их и при тором, подключенным к источнику питания равенстве суммарной скорости нулю сиг- технологического лазера, фотоприемник нал измеренного излучения из зоны свар- выполнен квадратурным, при этом выход ки со стороны корня шва сравнивают с первого датчика частоты вращения соеди- уставкой и полученным рассогласованием пен с вторым входом третьего и первым управляют мощностью лазерного луча, при цс входом пятого сумматоров, выход второго наличии, суммарной скорости мощность лу- датчика частоты вращения подключен к ча устанавливают на уровне, равном пред- вторым входам четвертого и пятого сумма- шествующему моменту. торов, входы первого сумматора подключе3. Устройство для управления процес- ны к входам шестого сумматора и к сом лазерной сварки труб, содержащее первому и второму выходам фотоприемниi ка. третий и четвертый выходы которого соединены с двумя другими входами шес- тог сумматора и с входами второго сумматор а, выходы первого и второго сумматоров подключены к входам первого диоференциального усилителя, второй вход третьего дифференциального усилителя подключен к уставке по.глубине про- пл вления и через . электронный ключ, к
второму входу пропорционально-интегрирующего регулятора, управляющий вход электронного ключа соединен с выходом дифференциатора, выходы первого и вто- рого усилителей-преобразователей подключены к приводам вращения соответственно зеркала и геликоидальных роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| Способ стабилизации глубины проплавления | 1986 |
|
SU1504040A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Система управления рабочим оборудованием землеройной машины | 1981 |
|
SU953121A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ | 2018 |
|
RU2678110C1 |
| Способ сварки труб большого диаметра | 2018 |
|
RU2704948C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |

Јj&Ј/c.f
Вых.31
&ых.25
Вых.18
Заданная базовая
плоскость пространства .г Стык
7Ьг. 2.
19
ЯР. 3.
