Изобретение относится к трубосварочному производству, в частности к станам для сборки и сварки прямошовных труб большого диаметра.
В данной области техники существует проблема оптимизации производства прямошовных труб с точки зрения интеграции технологического оборудования, способного выполнять наружные и внутренние сварные швы на трубных заготовках.
Известные станы для производства труб сваркой не решают данную техническую проблему. Сведения о таком оборудовании приведены, например, в описаниях к охранным документам: SU №1384353, US №3377013, RU №129853, RU №2359799.
Стан (SU №1384353) содержит сборочно-сварочную клеть, представляющую собой обоймы с установленными в кассеты валками, образующими калибр, выполненные с возможностью перемещения в радиальном направлении. Каждая из обойм состоит из двух полуобойм, шарнирно связанных между собой, кассеты с установленными в них валками смонтированы в полуобоймах шарнирно. Обоймы имеют общую ось поворота в плоскости симметрии калибра и обоймы, расположенные по каждую сторону от этой плоскости, объединены продольными балками, снабженными приводом, взаимного синхронного перемещения относительно друг друга. Сборочно-сварочная клеть устанавливается в зоне сварки, сборка осуществляется путем сжатия трубной заготовки и при соединении ее продольных кромок в зоне сварки происходит их сварка.
Известное оборудование обладает ограниченными технологическими возможностями, т.к. стан предназначен для выполнения сварного шва снаружи трубной заготовки определенного диаметра. Следовательно, при изменении диаметра труб возникает потребность в отдельной клети.
При необходимости наложения сварных швов изнутри трубной заготовки, например, корневого или облицовочного швов при изготовлении труб большого диаметра, - трубную заготовку перемещают на следующие технологические участки.
Использование данной клети возможно только для труб определенного диаметра, по этой причине при необходимости производства труб иного диаметра необходима отдельная клеть, следовательно, и большие площади для складирования и хранения клетей всего сортамента клетей.
Кроме того, клеть не имеет возможности формировать определенную овальность профиля, что может привести к возникновению большой овальности профиля на следующих участках производства.
Стан (US №3377013) предназначен для сбора трубной заготовки в положении стыка кромок на 6 часов. Оборудование стана выполнено в виде гидравлических прижимов, обеспечивающих прижим кромок к упорной поверхности консоли. При этом нанесение сварного шва на неподвижную трубную заготовку происходит изнутри при перемещении сварочной головки вдоль штанги, установленной на основании.
Известный стан обнаруживает такую же техническую проблему, как и аналог US №1384353. Иными словами, при необходимости наложения сварных швов снаружи трубной заготовки, например корневого или облицовочного швов при изготовлении труб большого диаметра, трубную заготовку перемещают на следующие участки производства.
Кроме того, сварочная головка перемещается вдоль штанги, что с учетом размеров кабелей, приводов, системы слежения за стыком и самой штанги значительно ограничивает свариваемые диаметры трубных заготовок.
Данная конструкция стана не способна обеспечить качественный прижим кромок толстостенных трубных заготовок малого диаметра из-за высокой жесткости сформованной трубной заготовки.
Стан (RU №129853) содержит сборочно-сварочную проходную клеть с радиально установленными балками для сжатия трубной заготовки, рольганг для перемещения трубной заготовки, сварочный узел со сварочной головкой, предназначенной для нанесения наружного сварного шва.
Принимая во внимание назначение оборудования - выполнение сварочный шов снаружи трубной заготовки, выполнение внутренних сварных швов возможно следующих участках производства.
В качестве ближайшего аналога выбрано техническое решение (RU №2359799), включающее эстакаду с направляющими, на которых установлен с возможностью перемещения сварочный мост, несущий сварочное оборудование со сварочной головкой, предназначенной для нанесения сварного шва с наружной стороны трубной заготовки. В пролете стоек эстакады установлен механизм для подъема и поворота трубной заготовки и сборочные оправки с механизмом зажима ее продольных кромок.
Использование данного стана не приводит к решению технической проблемы, т.к. его конструктивные особенности накладывают ограничения на возможность наложения сварных швов изнутри трубной заготовки. К конструктивным особенностям известного стана относится наличие нескольких механизмов, обеспечивающих заданную овальность поперечного сечения трубной заготовки.
Предлагаемое техническое решение направлено на расширение технологических возможностей существующих станов за счет интеграции оборудования, обеспечивающего возможность наложения сварных швов изнутри и снаружи трубной заготовки в различной последовательности при использовании различных технологий, соблюдая геометрическую точность сведения кромок заготовки для труб различного диаметра, в том числе для труб большого диаметра.
На достижение указанного технического результата направлено заявляемое изобретение - стан для сборки и сварки прямошовных труб, содержащий эстакаду с направляющими, на которых установлен с возможностью перемещения сварочный мост, несущий сварочное оборудование с первой сварочной головкой, предназначенной для нанесения сварного шва с наружной стороны трубной заготовки, в пролете опорных стоек эстакады установлена система поворота трубной заготовки и сборочные оправки, каждая из которых содержит механизм зажима продольных кромок трубной заготовки. Данный стан оснащен смонтированной в опорном узле консольной штангой со второй сварочной головкой, предназначенной для нанесения внутреннего сварного шва, механизм зажима выполнен в виде гидравлических упоров, система поворота трубной заготовки представляет собой установленную с возможностью перемещения по направляющим сварочную тележку с поворотными роликами и опорно-поворотные ролики, расположенные вблизи сборочных оправок и установленные с возможностью расходиться в поперечном направлении относительно направляющих для обеспечения перемещения сварочной тележки в зону сборочных оправок и совершать обратное движение до упора в поверхность трубной заготовки, при этом поворотные ролики предназначены для позиционирования трубной заготовки в положение под сварку.
Заявляемый стан имеет следующие аспекты выполнения.
Стан содержит систему управления, включающую блок управления, предназначенный для ввода сигналов и вывода сигналов управления к корректорам первой и второй сварочных головок, обеспечивающих наведение соответствующей сварочной головки на стык кромок трубной заготовки, также средство отображения данных о положении первой и второй сварочных головок и связанные с вводами блока управления два триангуляционных датчика наведения на стык кромок трубной заготовки, каждым из которых оснащена первая и вторая сварочные головки соответственно.
Стан содержит систему управления, включающую блок управления, триангуляционные датчики первой и второй групп, установленные на сборочных оправках, средство отображения данных, при этом блок управления предназначен для ввода сигналов и вывода сигналов управления к гидравлическим упорам сборочных оправок, датчики двух групп связаны с соответствующими вводами блока управления, причем датчики первой группы предназначены для обнаружения профиля трубной заготовки в поперечном сечении, находящимся в области между сборочными оправками, датчики второй группы предназначены для обнаружения профиля стыка кромок трубной заготовки, а средство отображения предназначено для отображения данных о профиле поперечного сечения трубной заготовки в зоне каждой сборочной оправки и в зоне стыка кромок трубной заготовки.
Первая или вторая сварочная головка представляет собой лазерную сварочную головку для использования технологий лазерной сварки, при этом стан оснащен защитным саркофагом.
Сущность изобретения поясняется следующим образом.
Введение в стан системы поворота трубной заготовки, включающей сварочную тележку с поворотными роликами приводит к возможности совершать поворот трубной заготовки в положение под сварку на 12 часов и на 6 часов.
Исходя из такой конструктивной особенности, предлагаемый стан оснащен консольной штангой со сварочной головкой, обеспечивающей наложение внутренних швов в нижнем положении.
Расширение технологических возможностей стана (нанесение сварных швов изнутри и снаружи трубной заготовки) было бы проблематичным без геометрически точного сближения кромок трубной заготовки при соблюдении заданной формы поперечного сечения. По этой причине расположение опорно-поворотных роликов вблизи сборочных оправок с обеспечением возможности упора в поверхность трубной заготовки приводит к возможности равномерного сжатия каждой области, в которую входит сечение трубной заготовки в зоне соответствующей сборочной оправки. Следовательно, опорно-поворотные ролики, являясь дополнительными опорами трубной заготовки (к опорам сварочной тележке), выполняют функцию средства, приводящего к возможности равномерного сжатия трубной заготовки по всей длине.
Таким образом, интеграция оборудования для применения различных технологий сварки труб предоставляет возможность точного сведения кромок трубной заготовки в стык.
Контроль точности сборки трубной заготовки обеспечивается с использованием системы управления, в которую входят датчики, связанные с блоком управления, электрически соединенным, например, с мониторами, отображающими данные о состоянии правильности геометрии трубной заготовки и правильности сборки стыка кромок трубной заготовки.
Применение в качестве первой (наружной) лазерной или гибридной лазерно-дуговой сварочной головки приводит к необходимости защиты персонала от отраженного излучения четвертого уровня опасности. С этой целью стан закрыт саркофагом, имеющим ворота и крышу. Через ворота трубная заготовка поступает в рабочую зону стана и выходит из нее. Крыша может быть выполнена с возможностью загрузки расходных сварочных материалов на сварочный мост и внутрь саркофага.
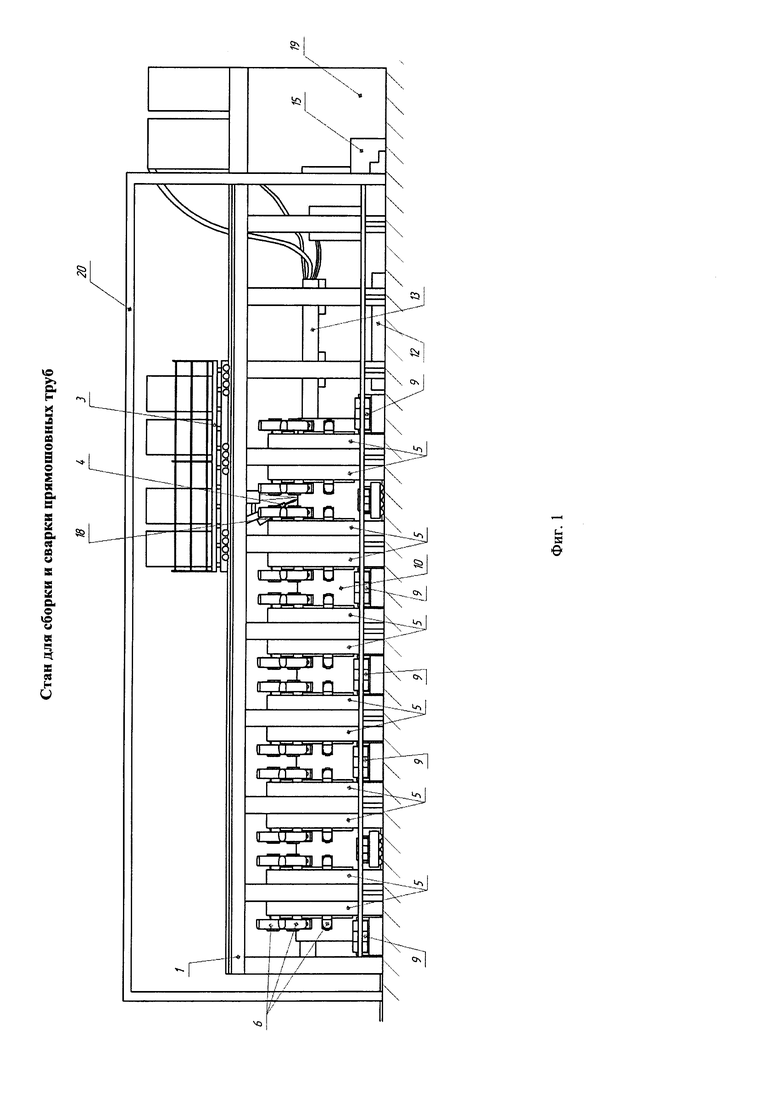
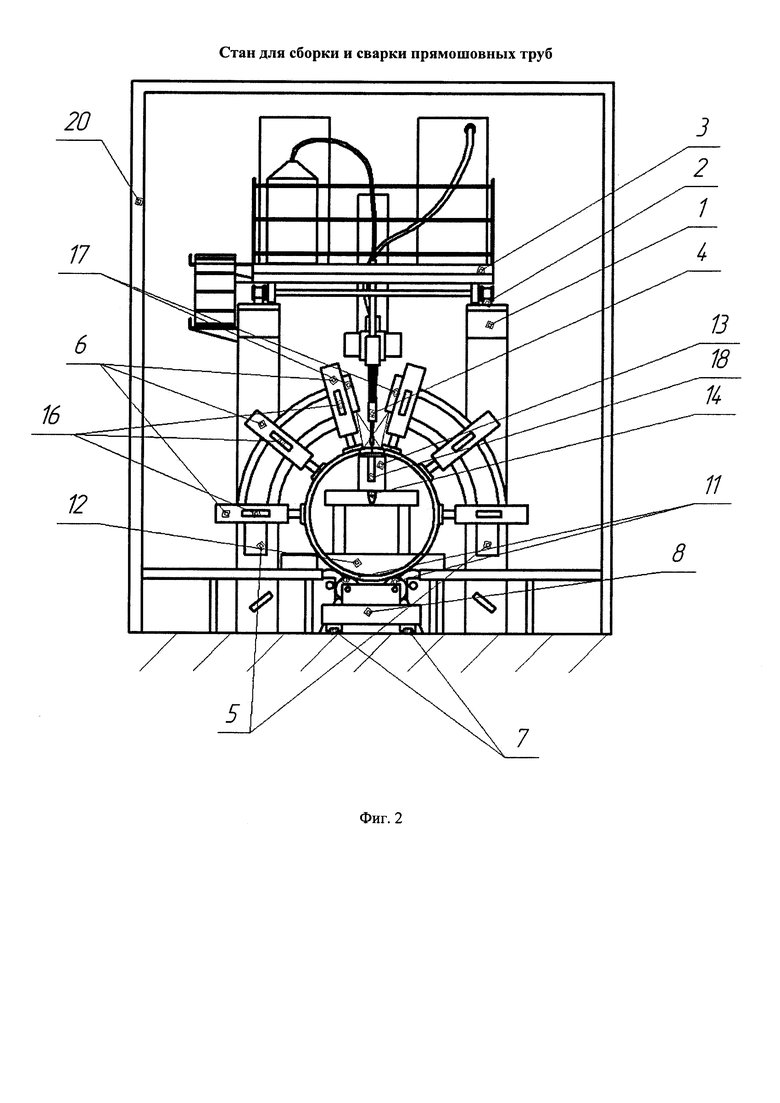
Для пояснения конструкции стана для сборки и сварки прямошовных труб приводится пример его выполнения со ссылкой на чертежи. На фигуре 1 изображен общий вид стана, на фигуре 2 - поперечный разрез.
Стан для сборки и сварки прямошовных труб большого диаметра содержит эстакаду 1 с рельсовыми направляющими 2, на которых установлен с возможностью перемещения сварочный мост 3, несущий сварочное оборудование с первой сварочной головкой 4.
Следует отметить, что в зависимости от технологии сварки первая головка имеет различную конструкцию и может производить сварку в среде защитных газов, многодуговую под слоем флюса, лазерную, гибридную лазерно-дуговую. При необходимости наложения нескольких швов с наружной стороны происходит повторное прохождение сварочного моста вдоль трубы для наложения шва по другой технологии, либо осуществление одновременного наложения швов, путем совмещения головок различных сварочных процессов в комбинированный.
В пролете эстакады 1 установлены сборочные оправки 5 с радиально расположенными гидравлическими упорами 6 для сжатия трубной заготовки, также размещен рельсовый путь 7 со сварочной тележкой 8, способной перемещаться по этому пути, и опорно-поворотные ролики 9, на гидравлическом приводе, имеющие возможность расходиться в поперечном направлении (относительно продольной оси стана) и совершать обратное движение до упора в поверхность трубной заготовки 10.
Опорно-поворотные ролики 9 установлены вблизи сборочных оправок 5.
Для возможности поворота трубной заготовки 10 в положение под сварку (на 12 часов и на 6 часов) сварочная тележка 8 оснащена поворотными роликами 11.
Для нанесения сварного шва изнутри трубной заготовки стан оснащен смонтированной на опорном узле 12 консольной штангой 13 со второй сварочной головкой 14.
В стан введена система управления, включающая блок 15 управления и систему триангуляционных датчиков 16, 17, установленных на сборочных оправках 5, и датчиков 18 наведения на стык кромок трубной заготовки, установленных соответственно на сварочных головках 4 и 14. Датчики первой группы 16 обнаруживают профиль трубной заготовки 10 в поперечном сечении, находящимся в области между сборочными оправками 5; датчики 17 второй группы обнаруживают профиль стыка кромок трубной заготовки 10. Блок управления 15, находящийся внутри поста управления внутри кабины 19 оператора, связан с мониторами (не показаны), расположенными на посту управления, отображающими данные об измерениях профиля трубной заготовки, о профиле собранного стыка кромок, о параметрах сжатия трубной заготовки упорами оправок, о режимах сварочных процессов, о состоянии оборудования, входящего в состав стана.
Интеграция системы управления в конструктивное оборудование стана приводит к возможности формировать заданную овальность профиля трубной заготовки при точном сведении кромок трубной заготовки.
На чертежах изображен защитный саркофаг 20.
Заявляемый стан работает следующим образом.
На сварочную тележку вне рабочей зоны стана передается сформованная трубная заготовка. С помощью гидравлического привода опорно-поворотные ролики 9 расходятся в противоположенные стороны для возможности перемещения по рельсовому пути 7 сварочной тележки 8 в зону стана. При этом консольная штанга 13 со второй сварочной головкой 14 располагается внутри трубной заготовки 10. Трубная заготовка 10 ориентируется поворотными роликами 11 сварочной тележки 8 в положение под сварку швом на 12 часов.
Сборочные оправки 5 производят сжатие трубной заготовки 10 гидравлическими упорами 6 до сведения кромок трубной заготовки в стык.
Во время сжатия трубной заготовки 10 информация с датчиков 16, 17, 18, отображаемая на мониторе, анализируется оператором, который при необходимости производит корректировку сжатия трубной заготовки путем контролирующего воздействия отдельными упорами на трубную заготовку.
По завершении сборки трубной заготовки оператор перемещает сварочный мост 3 в исходное положение для сварки. Сварочная головка 4 наводится на стык кромок с помощью собственного триангуляционного датчика 18. Включается процесс сварки с наружной стороны трубной заготовки 10.
После сборки трубной заготовки швом с наружной стороны, гидравлические упоры 6 сборочных оправок 5 раздвигаются, опорно-поворотные ролики 9 отводятся от трубной заготовки 10.
С помощью поворотных роликов 11 сварочной тележки 8 трубная заготовка 10 ориентируется в положение под сварку швом «6 часов». Вторая сварочная головка 14 на консольной штанге 13 опускается на внутреннюю поверхность трубы. Вторая сварочная головка 14 наводится на стык кромок с помощью собственного триангуляционного датчика 19. Включается процесс сварки и сварочная тележка 8 начинает перемещаться со скоростью сварки в сторону снятия с консольной штанги 13, выходит из зоны работы сборочно-сварочного стана и передается на другие участки производства.
Предлагаемый стан для сварки и сборки прямошовных труб позволяет производить качественные длинномерные трубы большого диаметра по различным технологиям сварки в зависимости от требований заказчика. Рабочая зона стана для сборки и сварки труб большого диаметра удобна для размещения агрегатов для различных технологии сварки: сварки плавящимся электродом в среде защитных газов, дуговой сварки неплавящимся электродом, многодуговой сварки под слоем флюса, лазерной, а также перспективной гибридной лазерно-дуговой сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2017 |
|
RU2667272C1 |
| Сборочно-сварочный стан для производства труб | 2017 |
|
RU2668237C1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Способ сварки труб большого диаметра | 2018 |
|
RU2697530C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Способ сварки прямошовных труб | 1979 |
|
SU863055A1 |
| СПОСОБ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ЛАЗЕРНОЙ И ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКОЙ | 2015 |
|
RU2609609C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
Изобретение относится к трубосварочному производству. Стан содержит эстакаду с направляющими, на которых установлен с возможностью перемещения сварочный мост, несущий сварочное оборудование с первой сварочной головкой, предназначенной для нанесения сварного шва с наружной стороны трубной заготовки. В пролете опорных стоек эстакады установлена система поворота трубной заготовки и сборочные оправки, каждая из которых содержит механизм зажима продольных кромок трубной заготовки. Возможность наложения сварных швов изнутри и снаружи трубной заготовки в различной последовательности при использовании различных технологий, соблюдая геометрическую точность сведения кромок заготовки для труб различного диаметра, обеспечивается за счет того, что стан оснащен смонтированной в опорном узле консольной штангой со второй сварочной головкой, предназначенной для нанесения внутреннего сварного шва, механизм зажима выполнен в виде гидравлических упоров. Система поворота трубной заготовки представляет собой установленную с возможностью перемещения по направляющим сварочную тележку с поворотными роликами для позиционирования заготовки под сварку, и опорно-поворотные ролики, расположенные вблизи сборочных оправок и установленные с возможностью разведения и сведения до упора в поверхность заготовки. В стан введена система управления. 3 з.п. ф-лы, 2 ил.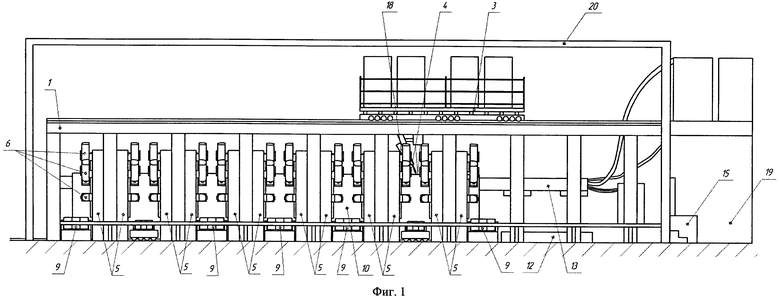
1. Стан для сборки и сварки прямошовных труб, содержащий эстакаду с опорными стойками и направляющими, на которых установлен с возможностью перемещения сварочный мост, несущий сварочное оборудование с первой сварочной головкой для нанесения сварного шва с наружной стороны трубной заготовки, а в пролете опорных стоек эстакады установлена система поворота трубной заготовки и сборочные оправки, каждая из которых содержит механизм зажима продольных кромок трубной заготовки, отличающийся тем, что он содержит опорный узел, в котором смонтирована консольная штанга со второй сварочной головкой для нанесения внутреннего сварного шва, при этом механизм зажима выполнен в виде гидравлических упоров, а система поворота трубной заготовки выполнена в виде установленной с возможностью перемещения по направляющим сварочной тележки с поворотными роликами, предназначенными для позиционирования трубной заготовки в положение под сварку, и опорно-поворотных роликов, установленных вблизи сборочных оправок с возможностью их разведения в поперечном направлении относительно направляющих для перемещения сварочной тележки в зону сборочных оправок и их сведения до упора в поверхность трубной заготовки.
2. Стан по п. 1, отличающийся тем, что он содержит систему управления, включающую корректоры первой и второй сварочных головок, обеспечивающие возможность наведения соответствующей сварочной головки на стык кромок трубной заготовки, блок управления, предназначенный для ввода и вывода сигналов управления к корректорам первой и второй сварочных головок, средство отображения данных о положении первой и второй сварочных головок и два триангуляционных датчика наведения на стык кромок трубной заготовки, связанных с вводами блока управления, каждым из которых оснащены, соответственно, первая и вторая сварочные головки.
3. Стан по п. 1, отличающийся тем, что он содержит систему управления, включающую блок управления, триангуляционные датчики двух групп, установленные на сборочных оправках в виде датчиков первой группы, предназначенных для обнаружения профиля трубной заготовки в поперечном сечении в области между сборочными оправками, и датчиков второй группы, предназначенных для обнаружения профиля стыка кромок трубной заготовки, и средство отображения данных о профиле поперечного сечения трубной заготовки в зоне каждой сборочной оправки и в зоне стыка кромок трубной заготовки, при этом блок управления выполнен с возможностью ввода и вывода сигналов управления к гидравлическим упорам сборочных оправок, а датчики двух групп связаны с соответствующими вводами блока управления.
4. Стан по п. 1, отличающийся тем, что он оснащен защитным саркофагом, при этом первая или вторая сварочные головки выполнены в виде лазерной сварочной головки с возможностью использования технологий лазерной сварки.
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Стан для производства электросварных труб | 1983 |
|
SU1109216A1 |
| V-образный стеклянный укороченный закрытый манометр | 1959 |
|
SU129853A1 |
| US 3377013 A, 22.04.1966. | |||

