Изобретение относится к способу и устройству для отвода насыщенного перераспылом технологического воздуха установки для нанесения покрытий, прежде всего окрасочной установки, причем перераспыл захватывается воздушным потоком, который в качестве технологического воздуха по потоковому пути направляется или является направляемым к устройству предварительной обработки.
Кроме того, изобретение относится к установке для нанесения покрытий, прежде всего для окрашивания предметов, прежде всего автомобильных кузовов, с кабиной для нанесения покрытий, в которой предусмотрена возможность воздействия на предметы покрывающим материалом и через которую может быть направлен воздушный поток, который улавливает возникающий перераспыл и в качестве технологического воздуха отводится через потоковый путь.
При ручном или автоматическом нанесении красок на предметы часть потока краски, который в общем случае включает в себя как твердые частицы и/или связующие, так и растворитель, не оседает на предмете. Это частичный поток специалисты называют "перераспыл". Как правило, данный перераспыл является дисперсной системой, например, эмульсией или суспензией или их комбинацией, и часто имеет сильные клеящие свойства. Перераспыл захватывается воздушным потоком в окрасочной кабине и зачастую подводится к устройству предварительной обработки. Там перераспыл сепарируется из технологического воздуха, благодаря чему воздух, при необходимости, после подходящего кондиционирования снова может быть возвращен в кабину для нанесения покрытий.
Насыщенный перераспылом технологический воздух посредством воздухонаправляющего устройства по потоковому пути направляется в устройство предварительной обработки. Для этого используются известные на рынке так называемые воздухонаправляющие пластины и воздухонаправляющие каналы из таких стальных листов, которые обдуваются и продуваются насыщенным перераспылом технологическим воздухом. На поверхностях, которые на потоковом пути к устройству предварительной обработки обдуваются насыщенным перераспылом технологическим воздухом, часть перераспыла уже может осесть до того, как он достигнет устройства предварительной обработки.
Так, со временем на воздухонаправляющем устройстве образуется толстый слой перераспыла, который имеет сильные клеящие свойства и может препятствовать свободному потоковому пути технологического воздуха. Поэтому этот перераспыл время от времени должен удаляться и соответствующие поверхности должны очищаться.
Для упрощения такой очистки известно смазывание важных поверхностей и покрытие их пленкой. Но без сложностей это возможно лишь для хорошо доступных поверхностей. Там, где потоковый путь ведет через каналы или тому подобное, при некоторых условиях, с соответствующей изогнутой траекторией, данное решение непрактично.
Поэтому задачей изобретения является создание способа, устройства и установки названного в начале типа, которые учитывают данные рассуждения.
Данная задача в способе названного в начале типа решена посредством того, что:
насыщенный перераспылом технологический воздух на его потоковом пути направляется по меньшей мере сквозь один выполненный с возможностью замены проточный модуль с входным отверстием и выходным отверстием, на внутренних поверхностях которого может оседать перераспыл и который по достижении предельного насыщения перераспылом заменяется на чистый проточный модуль.
Тем самым согласно изобретению по меньшей мере часть потокового пути насыщенного перераспылом технологического воздуха ограничена выполненным с возможностью замены проточным модулем. Подобные проточные модули могут быть выполнены, например, как одноразовые модули для однократного использования и как таковые утилизироваться вместе с перераспылом, когда будет достигнуто предельное насыщение. С точки инженерно-экологической точки зрения это само по себе является преимущественным решением, так как по уровню техники обычная очистка соответствующих поверхностей требует очень много энергии и таких ресурсов, как вода и чистящее средство. Таким образом, посредством проточных модулей предотвращается вхождение перераспыла в контакт со стационарными поверхностями, например, с воздухонаправляющим устройством.
Благоприятно, если проточный модуль используется как одноразовый модуль, и замененный и насыщенный перераспылом проточный модуль подвергается процессу утилизации. Альтернативно, также может быть благоприятным подвергать подобный проточный модуль процессу вторичной переработки.
Предпочтительно, проточный модуль располагается в проточном канале, который задается воздухонаправляющим устройством. Таким образом, способ может быть реализован и в уже существующих установках, в которых известным самим по себе образом уже имеется воздухонаправляющее устройство.
В отношении устройства упомянутая выше задача решена посредством того, что:
а) в потоковом пути насыщенного перераспылом технологического воздуха предусмотрена возможность размещения по меньшей мере одного выполненного с возможностью замены проточного модуля с входным отверстием и выходным отверстием, на внутренних поверхностях которого может оседать перераспыл,
б) имеются средства, посредством которых по меньшей мере один проточный модуль по достижении предельного насыщения перераспылом является заменяемым на чистый проточный модуль.
Преимущества соответствуют указанным выше преимуществам способа.
Является преимуществом, если по меньшей мере из влагоустойчивого и/или устойчивого к растворителям материала состоят те области проточного модуля, которые выполнены с возможность протекания через них насыщенного перераспылом технологического воздуха. Таким образом, даже насыщенный перераспылом проточный модуль имеет возможность безопасной транспортировки без опасности того, что он будет размягчен перераспылом и затем сможет порваться.
Если проточный модуль изготовлен из гибкого материала, то он может быть хорошо приспособлен под заданную геометрию в потоковом пути технологического воздуха.
При этом благоприятно, если проточный модуль изготовлен из текстильного материала или из полимерного материала, прежде всего из полиэтилена или полипропилена, или из тканевого многослойного материала.
Альтернативно, может быть благоприятным, если проточный модуль изготовлен из негибкого материала.
Затем, предпочтительно, проточный модуль изготовлен из бумажных, упаковочных и картонных материалов из полимерного материала, прежде всего из полиэтилена или полипропилена, в данном случае негибкий не обязательно означает неподатливый, например, картон можно изогнуть, но он не является таким же гибким, как текстильный материал.
Особо предпочтительно, если имеется воздухонаправляющее устройство, которое задает потоковый путь для насыщенного перераспылом технологического воздуха, и проточный модуль выполнен комплементарным к поперечному сечению или геометрии или входному отверстию или выходному отверстию той области воздухонаправляющего устройства, в которой предусмотрена возможность размещения проточного модуля. Таким образом, уже зарекомендовавшие себя установки можно эксплуатировать с использованием одного или нескольких проточных модулей.
Предпочтительно, имеется воздухонаправляющее устройство, которое включает в себя камерные сегменты, в каждом из которых предусмотрена возможность размещения проточного модуля. Благодаря камерным сегментам конструкция воздухонаправляющего устройства может иметь возможность масштабирования, из-за чего могут быть эффективно использованы возможные приборы для отбора и для ввода проточных модулей.
В отношении установки названного в начале типа приведенная выше задача решена посредством того, что имеется устройство для отвода технологического воздуха с некоторыми или всеми описанными выше признаками.
Далее пример выполнения изобретения подробнее разъясняется на основании чертежей. На них показано:
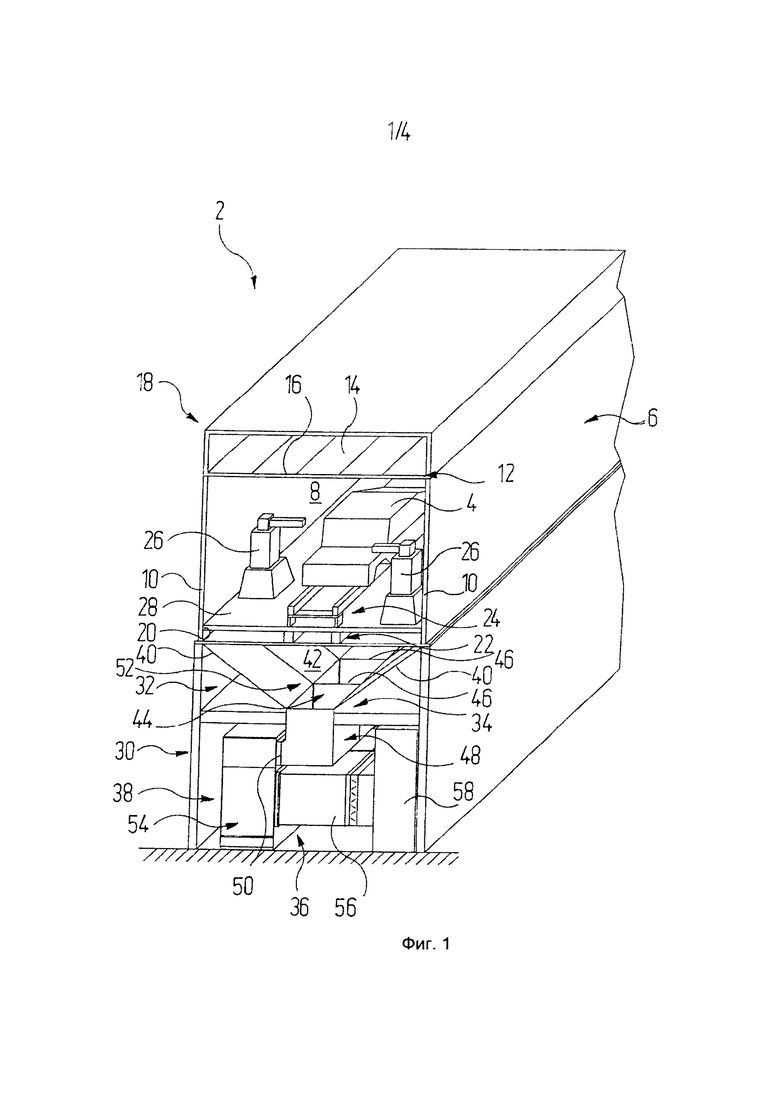
Фиг. 1 перспективный вид окрасочной кабины установки для обработки поверхностей, в которой насыщенный перераспылом технологический воздух посредством воздухонаправляющего устройства направляется в область сепарации,
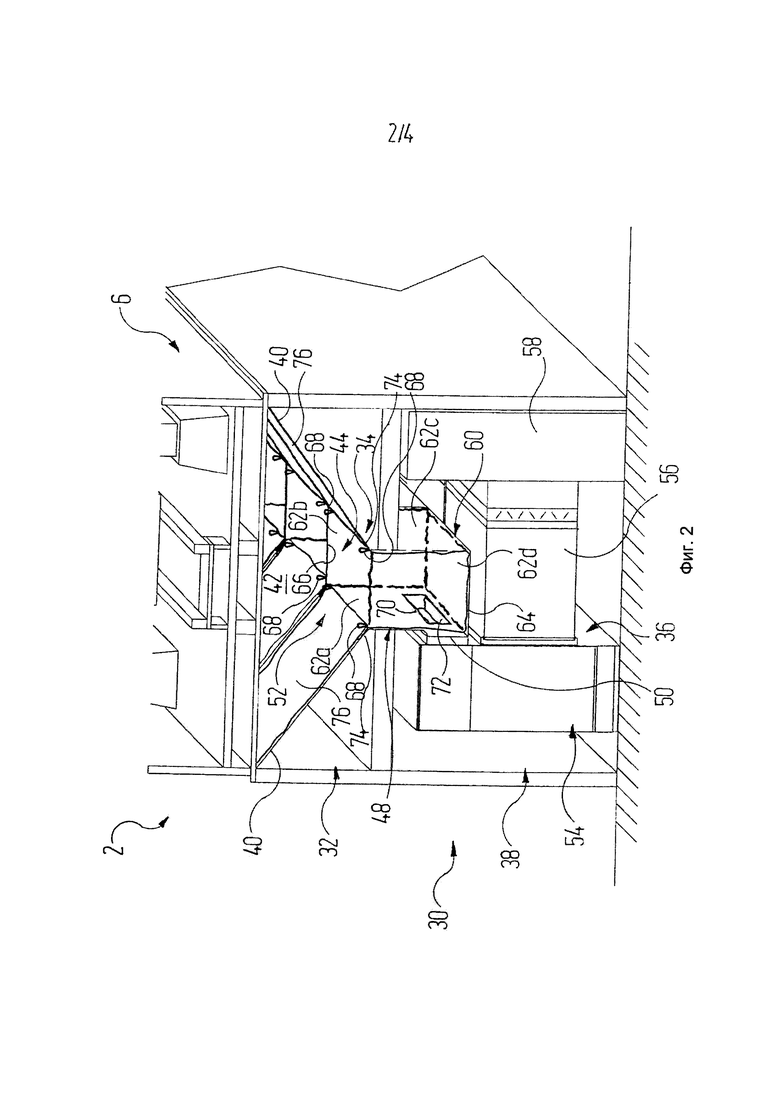
Фиг. 2 перспективный вид фрагмента окрасочной кабины в увеличенном масштабе, причем воздухонаправляющее устройство частично показано прозрачным, чтобы обозначить расположенные там проточные модули,
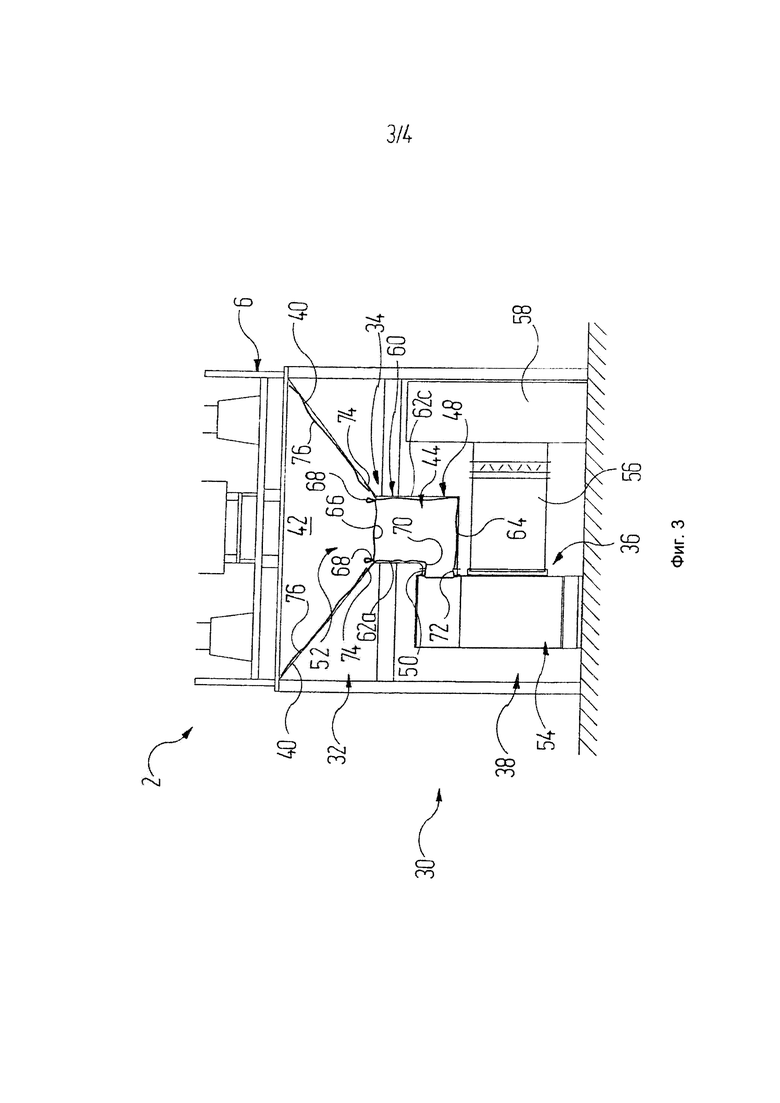
Фиг. 3 фрагмент окрасочной кабины согласно фиг. 2 в вертикальном сечении,
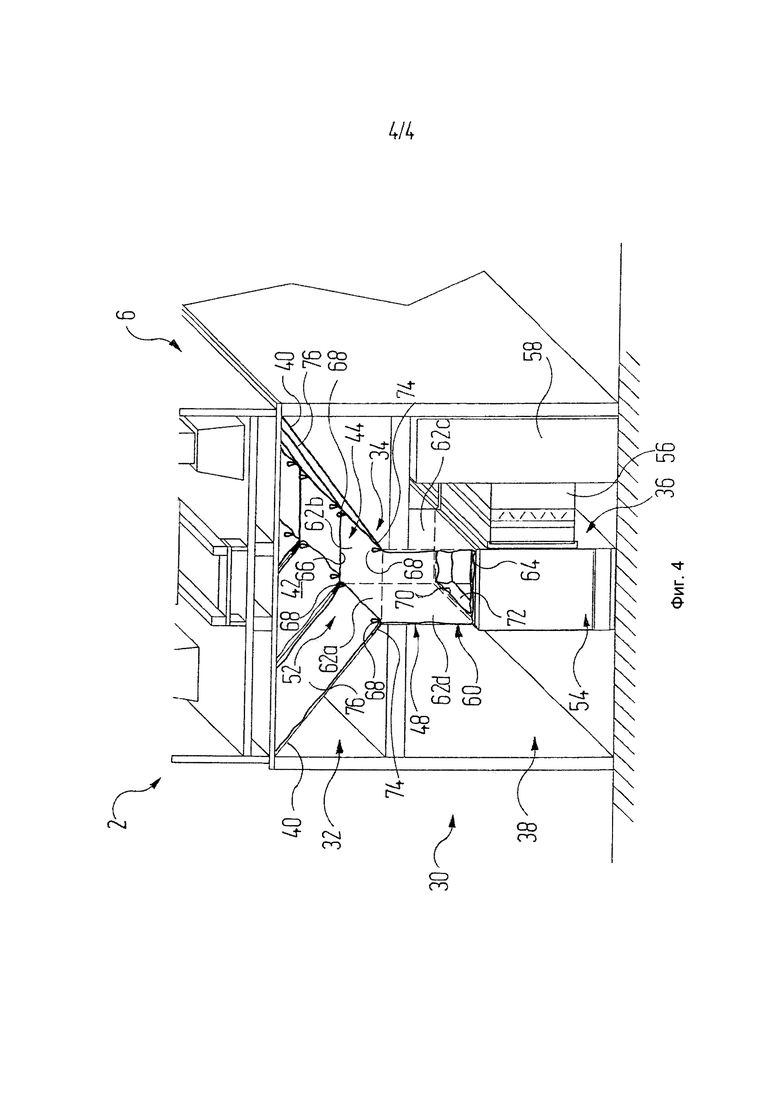
Фиг. 4 соответствующий фиг. 2 перспективный вид второго примера выполнения с модифицированным воздухонаправляющим устройством и подогнанными под него проточными модулями.
На фиг. 1 общим обозначением 2 обозначена установка по обработке поверхностей в форме окрасочной кабины, в которой окрашиваются автомобильные кузова 4, после того, как они будут, например, очищены и обезжирены в расположенной до окрасочной установки 2, не показанной отдельно станции предварительной обработки. Окрасочная установка 2 включает в себя окрасочную кабину 6, которая известным самим по себе образом покоится на стальной конструкции, которая не снабжена собственным ссылочным обозначением.
Окрасочная кабина 6 включает в себя расположенный вверху окрасочный туннель 8, который ограничивается боковыми стенками 10 и горизонтальным потолком 12 кабины, но открыт с торцовых сторон. Потолок 12 кабины выполнен как нижнее ограничение подводящей воздушной камеры 14 и как фильтрующий потолок 16. Подводящая воздушная камера 14 является частью воздушной системы 18, посредством которой предусмотрена возможность создания воздушного потока, который протекает сверху вниз сквозь окрасочный туннель 8. Возникающий при нанесении покрытия на автомобильные кузова 4 перераспыл захватывается данным воздушным потоком, который затем после выхода из окрасочного туннеля 8 отводится как технологический воздух. Чтобы насыщенный перераспылом технологический воздух мог вытекать из окрасочного туннеля 8 вниз, последний открыт вниз посредством нижнего отверстия 20.
Над нижним отверстием 20 окрасочного туннеля 8 расположен стальной каркас 22, который известным самим по себе образом удерживает известную транспортную систему 24, которая здесь подробнее не разъясняется. С ее помощью подлежащие окрашиванию автомобильные кузова 4 могут транспортироваться от входной стороны окрасочного туннеля 8 к его выходной стороне. Внутри окрасочного туннеля 8 находятся окрасочные устройства в форме многоосных окрасочных роботов 26, как они известны сами по себе. Посредством окрасочных роботов 26 автомобильные кузова 4 могут покрываться краской.
Нижнее отверстие 20 окрасочного туннеля 8 покрыто выполненными с возможностью хождения по ним несколькими колосниковыми решетками 28. Под колосниковыми решетками 28 находится область 30 установки, в которой перемещаемые технологическим воздухом частицы перераспыла отделяются от технологического воздуха.
Область 30 установки включает в себя потоковую область 32, в которую насыщенный перераспылом технологический воздух сначала втекает сверху из окрасочного туннеля 8. В потоковой области 32 расположено воздухонаправляющее устройство 34, посредством которого насыщенный перераспылом технологический воздух отводится из окрасочного туннеля 8 и направляется к устройству предварительной обработки в форме сепарирующего устройства 36. Сепарирующее устройство 36 расположено в сепарирующей области 38 окрасочной кабины 6, которая в предложенном примере выполнения находится под потоковой областью 32.
Потоковая область 32 открыта вверх, к окрасочному туннелю 8. Для этого воздухонаправляющее устройство 34 включает в себя боковые воздухонаправляющие пластины 40, которые расположены так, чтобы был образован открытый вверх и вниз сборный канал 42, который сужается по направлению вниз. Данный сборный канал 42 заканчивается в воздухонаправляющем канале 44, который простирается горизонтально в продольном направлении окрасочной кабины 6, в который насыщенный частицами перераспыла технологический воздух сначала втекает в основном вертикально вниз. Воздухонаправляющий канал 44 посредством расположенных перпендикулярно продольному направлению окрасочной кабины 8 перегородок 46 разделяется на открытые вверх воздухонаправляющие короба 48, которые расположены друг за другом в продольном направлении окрасочной кабины 8.
Воздухонаправляющие короба 48 отклоняют технологический воздух на 90° по горизонтали и включают в себя по одному направленному в горизонтальном направлении выпускному фланцу 50 каждый. Таким образом, воздухонаправляющее устройство 34 с воздухонаправляющими пластинами 40 и воздухонаправляющими коробами 46 ограничивают проточный канал и задают потоковый путь 52, который ведет к сепарирующему устройству 36.
Каждый выпускной фланец 50 воздухонаправляющего короба 48 ведет к соответствующему фильтрующему модулю 54, в который кабинный воздух втекает в горизонтальном направлении, каждый фильтрующий модуль 54 образует сепарирующий узел, с помощью которого работает сепарирующее устройство 36.
Каждый из фильтрующих модулей 54 в качестве отдельного модуля с возможностью отсоединения соединен с воздухонаправляющим каналом 42 или же с соответствующим воздухонаправляющим коробом 48 и при предельном насыщении перераспылом может быть заменен на соответствующий чистый фильтрующий модуль 54.
В каждом фильтрующем модуле 54 технологический воздух по меньшей мере дважды отклоняется на 90° и после протекания сквозь фильтрующий модуль 54 в существенной степени очищенным от частиц перераспыла попадает в соответствующий соединительный канал 56, через который он затем попадает в сборный канал 58.
Технологический воздух через сборный канал 58 подается на дополнительную предварительную обработку и кондиционирование и затем, через не показанный здесь отдельно циркуляционный контур направляется в подводящую воздушную камеру 14, из которой он снова в качестве кабинного воздуха сверху втекает в окрасочный туннель 8.
Вместо работающего в комбинации с проточными фильтрами сепарирующего устройства 36 может быть предусмотрено известное само по себе электростатическое сепарирующее устройство, в котором частицы краски ионизируются с помощью коронирующих электродов и оседают на осаждающих плоскостях, которые для этого соединены с источником высокого напряжения. Подобное электростатическое сепарирующее устройство также может дополнять фильтрующие модули 54, для чего в соединительных каналах 56 могут быть, например, соответствующие электростатические сепарирующие узлы.
Без принятия дополнительных мер при работе окрасочной кабины 6 перераспыл мог бы оседать на поверхностях воздухонаправляющего устройства 34, которые обтекаются технологическим воздухом на его потоковом пути к сепарирующему устройству 36. Как уже упомянуто, со временем там мог бы образоваться паразитный слой перераспыла, который частично может иметь сильные клеящие свойства.
Для защиты соответствующих поверхностей от этого и улавливания данного перераспыла и для обеспечения возможности простой передачи на утилизация или на предварительную обработку в воздухонаправляющих коробах 48 применены выполненные с возможностью замены проточные модули 60, которые видны на фиг. 2 и 3 и из которых лишь один снабжен ссылочным обозначением. Тем самым воздухонаправляющие короба 48 образуют камерные сегменты воздухонаправляющего устройства 34, в которых могут быть расположены проточные модули 60.
Проточные модули 60 изготовлены из гибкого материала. Для этого особо рассматриваются текстильные материалы или полимерные материалы, прежде всего, полиэтилен или полипропилен, которые, в свою очередь, могут быть представлены в форме пленки или ткани, а также тканевые многослойные материалы. В предложенном показанном примере выполнения проточные модули 60 выполнены как мешочные.
Исходным пунктом для используемых далее данных о направлении является то, что проточный модуль 60 расположен в рабочей позиции, которая показана на фиг. 2 и 3 и подробнее разъясняется далее.
Размеры и геометрия проточных модулей 60 комплементарны размерам и геометрии воздухонаправляющих коробов 48 с выходным фланцем 50. Поэтому в предложенном примере выполнения проточные модули 60 имеют четыре боковых стенки 62а, 62b, 62с и 62d, днище 64 и противолежащее днищу 64 прямоугольное верхнее входное отверстие 66. Тем самым поперечное сечение проточного модуля 60, при его рассмотрении коаксиально входному отверстию 66 по меньшей мере по своему контуру в свету, также прямоугольное. В четырех угловых областях входного отверстия 66 имеется по одной транспортной петле 68.
Боковая стенка 62а проточного модуля 60 включает в себя выходное отверстие 70 с проходящей по периметру выходной отбортовкой 72, которая комплементарна выходному фланцу 50 воздухонаправляющего короба 48 и в аксиальном направлении выполнена немного длиннее его. По своим верхним кромкам боковая стенка 62а с выходной отбортовкой 72 и противолежащая боковая стенка 62с проточного модуля 60 переходят в накладку 74, которая выступает над боковой стенкой 62b или же 62d.
Когда проточный модуль 60 занимает свою рабочую позицию, он вставлен в воздухонаправляющий короб 48 и там выровнен так, что входное отверстие 66 направлено вверх, и выходная отбортовка 70 сквозь выпускной фланец 50 воздухонаправляющего короба 48 выступает в присоединенный там фильтрующий модуль 54. Проточный модуль 60, например, с помощью не показанного отдельно зажимного профиля или рамки может быть зафиксирован на верхней кромке воздухонаправляющего короба 48, который может быть рассчитан на однократное или повторное использование.
Накладки 74 проточного модуля 60 в его рабочей позиции накладываются на воздухонаправляющие пластины 40, которые ведут к воздухонаправляющему коробу 48. Для защиты этих воздухонаправляющих пластин 40 от оседающего перераспыла и улавливания этого перераспыла имеются покровные элементы в форме обшивок 76, которые пересекаются с накладками 74 и частично укрывают их. Данные обшивки 76 могут быть закреплены на внутренней кромке нижнего отверстия 20 окрасочного туннеля 8, для чего там могут быть, например, крепежные кулачки, за которые накладки обшивок 76 могут зацепляться.
В не показанной отдельно модификации накладки 74 проточных модулей 60 могут быть выполнены так, что они могут полностью закрывать воздухонаправляющие пластины 40. В этом случае накладки 74 включают в себя и обшивки 76.
Окрасочная установка 2 с точки зрения на проточные модули 60 и облицовки 76 работает следующим образом.
Проточный модуль 60, который, при некоторых условиях, уже оснащен прижимным профилем, с помощью зажимного узла или тому подобного, как он известен сам по себе, сверху вставляется в воздухонаправляющий короб 48. Для этого зажимной узел производит захват за транспортные петли 68 проточного модуля 60, благодаря чему его можно поднимать и перемещать. При этом доступ к желаемому воздухонаправляющему коробу 48 может осуществляться из окрасочного туннеля 8, для чего отдельные колосниковые решетки 28 на требуемой стороне временно удаляются из днища окрасочного туннеля 8.
Проточный модуль 60 ориентируется так, чтобы его выходная отбортовка 70 была направлена к выпускному фланцу 50 воздухонаправляющего короба 48, и затем опускается в воздухонаправляющий короб 48. С помощью инструмента, например, длинного багра, выходная отбортовка 72 проточного модуля 80 разворачивается в и сквозь выпускной фланец 50 воздухонаправляющего короба 48. Накладки 74 накидываются на воздухонаправляющие пластины 40, затем облицовки 76 накладываются на воздухонаправляющие пластины 40. Таким способом все воздухонаправляющие короба 60 и все воздухонаправляющие пластины 40 снабжаются проточными модулями 60 или же облицовками 76.
Если накладки 74 выполнены таким длинными, чтобы они включают в себя и облицовки 76, то длинные накладки 74 с помощью соответствующего инструмента раскатываются поверх воздухонаправляющих пластин 40.
На его потоковом пути 52 от окрасочного туннеля 8 к сепарирующему устройству 36 насыщенный перераспылом технологический воздух направляется сквозь выполненные с возможностью замены проточные модули 60. На их внутренних поверхностях оседает перераспыл, который в противном случае осел бы на обдуваемых поверхностях воздухонаправляющих коробов 48. Соответствующим образом он оседает и на облицовках 76, которые покрывают воздухонаправляющие пластины 40.
Со временем на обтекаемых поверхностях проточных модулей 60 и облицовок 76 оседает такой толстый слой перераспыла, что безупречное вытекание технологического воздуха из окрасочной кабины 8 более не обеспечено. В этом случае проточные модули 60 и облицовки 76 достигли предельного насыщения перераспылом и заменяются чистыми проточными модулями 60 и облицовками 76.
Для этого процесс окрашивания останавливается. Сначала с помощью инструмента, например, длинных багров или тому подобного, выходные отбортовки 72 проточных модулей 60 втягиваются вовнутрь соответствующего проточного модуля 60. Затем насыщенные перераспылом облицовки 76 и накладки 74 или соответствующие длинные накладки 74 также с помощью инструмента закатываются сверху вниз в направлении воздухонаправляющих коробов 48 и в насыщенные перераспылом проточные модули 60.
Затем проточные модули 60 со скатанными выходными отбортовками 70 и уложенными вовнутрь облицовками 76 или накладками 74 с помощью уже упомянутого зажимного узла вынимаются вверх из соответствующего воздухонаправляющего короба 48 и затем передаются на утилизацию и/или повторную переработку. В принципе, проточные модули 60 и облицовки 76 должны использоваться в качестве одноразовых компонентов. Альтернативно, для проточных модулей 60 и/или облицовок 76 может быть выбран материал с возможностью вторичной переработки.
Затем описанным выше способом в пустые воздухонаправляющие короба 48 снова вставляются чистые проточные модули 60 и облицовки 76 или длинные накладки 70 накладываются на воздухонаправляющие пластины 40.
При необходимости, замена проточных модулей 60 может также производиться в ходе ручного или автоматизированного процесса без необходимости остановки окрасочного производства.
В описанном выше примере выполнения промежуточные перегородки 46 в воздухонаправляющем канале 44 предусмотрены так, что каждый воздухонаправляющий короб 48 имеет единственный выпускной фланец 50 к фильтрующему модулю 54. В не показанной отдельно модификации воздухонаправляющие короба 48 и образованные тем самым камерные сегменты также могут быть больше и также включать в себя два или даже больше выпускных фланцев 50. В этом случае подобный адаптированный к воздухонаправляющему коробу 48 проточный модуль 60 также имеет несколько соответствующим образом расположенных и имеющих соответствующие размеры выходных отбортовок 70.
Далее проточные модули 60 с облицовками или без облицовок 76 также могут быть использованы на других траекториях потоков технологического воздуха, чем это имеет место в предложенном примере выполнения. Например, шлангообразный проточный модуль с входным и выходным отверстием на противолежащих торцовых сторонах может быть предназначен для прямолинейных участков потока на потоковом пути технологического воздуха. Поперечное сечение и геометрия проточных модулей 60, которые имеют конкретную форму входного отверстия 66 и выходного отверстия 70, в общем случае зависят от конструктивных особенностей, то есть, от того, как воздухонаправляющее устройство 34 задает область потокового пути 52, в котором используется проточный модуль 60. В предложенном примере выполнения данная область задана воздухонаправляющими коробами 48.
Вместо мешкообразного выполнения из гибкого материала проточный модуль 60 также может быть изготовлен из менее гибкого материала. В этом случае в качестве материала для негибкого проточного модуля 60 рассматриваются, прежде всего, бумажные, картонные и упаковочные материалы или полимерные материалы, и здесь снова полиэтилен и полипропилен. Здесь могут быть выполнены, например, ящикообразные или выполненные как проточный туннель проточные модули 60.
В этом случае по меньшей мере те области проточного модуля 60, которые обтекаются насыщенным перераспылом технологическим воздухом, должны быть выполнены из влагостойкого и/или устойчивого к растворителям материала, чтобы там не могло произойти размокания или размягчения проточного модуля 60, если осаждается перераспыл. Таким образом можно безопасно захватывать и удалять уже насыщенный перераспылом проточный модуль 60 без опасности, что материал порвется, и воздухонаправляющее устройство 34 загрязнится.
На фиг. 4 показан второй пример выполнения установки 2, в котором присвоены те же ссылочные обозначения, что и в установке 2 согласно фиг. 1-3. Там воздухонаправляющее устройство 34 модифицировано, и потоковый путь 52 для насыщенного перераспылом технологического воздуха ведет вертикально сверху вниз в фильтрующий модуль 54. В соответствии с этим выпускной фланец 50 воздухонаправляющих коробов 48 направлен вниз, и фильтрующие модули 54 в своей рабочей позиции находятся под воздухонаправляющим коробом 48. Проточные модули 60 адаптированы под данную конфигурацию воздухонаправляющих коробов 48, из-за чего их выпускное отверстие 70 и их выходные отбортовки 72 имеются в соответствующем днище 64 проточного модуля 60. В этом случае проточные модули 60 выполнены скорее шлангообразно.
Затем проточный модуль 60 вместе с фильтрующим модулем 54 может образовывать сменную конструктивную группу. Тогда скорее гибкий и шлангообразный проточный модуль 60 в форме сложенного кольца сначала может быть надет на расположенное вертикально сверху входное отверстие фильтрующего модуля 54. Когда фильтрующий модуль 54 будет приведен в свою рабочую позицию, проточный модуль 60 с помощью инструмента растягивается или раскладывается вертикально вверх. Для этого на проточном модуле 60 опять же могут быть петли 68.
Если сменная конструктивная группа должна быть заменена, то соответственно сначала насыщенный перераспылом проточный модуль 60 складывается вниз к фильтрующему модулю 54 и затем удаляется вместе с ним.
Соответствующим образом также и в установке 2 согласно фиг. 1-3 проточный модуль 60 также может образовать подобную сменную конструктивную группу вместе с фильтрующим модулем 54.
В описанных выше окрасочных установках 2 воздухонаправляющие пластины 40 относительно сильно наклонены относительно горизонтали. В не показанных отдельно модификациях воздухонаправляющие пластины 40 могут быть наклонены меньше, из-за чего обслуживающий персонал может без опасений наступать на них. Так, например, при замене проточных модулей 60 и/или облицовок 76 в ручном режиме может оказывать помощь обслуживающий персонал, который во время замены находится на воздухонаправляющих пластинах 40. Легкий наклон воздухонаправляющих пластин 40, например от 3° до 5° от горизонтали, при этом можно во внимание не принимать.
Изобретение относится к способу и устройству для отвода насыщенного перераспылом технологического воздуха установки для нанесения покрытий и может быть использовано для окрашивания предметов, прежде всего автомобильных кузовов, с кабиной для нанесения покрытий. В способе отвода насыщенного перераспылом технологического воздуха установки для нанесения покрытий, прежде всего окрасочной установки, перераспыл захватывают воздушным потоком, который в качестве технологического воздуха через потоковый путь направляют к устройству предварительной обработки. Насыщенный перераспылом технологический воздух на его потоковом пути направляют по меньшей мере сквозь один выполненный с возможностью замены проточный модуль с входным отверстием и выходным отверстием, на внутренних поверхностях которого может оседать перераспыл и который по достижении предельного насыщения перераспылом заменяют на чистый проточный модуль. Проточный модуль располагают в проточном канале, который задают воздухонаправляющим устройством. Кроме того, описано устройство для отвода насыщенного перераспылом технологического воздуха, в котором в потоковом пути насыщенного перераспылом технологического воздуха предусмотрена возможность размещения по меньшей мере одного выполненного с возможностью замены проточного модуля с входным отверстием и выходным отверстием. На внутренних поверхностях выходного отверстия может оседать перераспыл. Имеются средства, посредством которых по меньшей мере один проточный модуль по достижении предельного насыщения перераспылом является заменяемым на чистый проточный модуль. Имеется воздухонаправляющее устройство, которое задает потоковый путь для насыщенного перераспылом технологического воздуха. Проточный модуль относительно поперечного сечения, или геометрии, или входного отверстия, или выходного отверстия выполнен комплементарно той области воздухонаправляющего устройства, в которой предусмотрена возможность размещения проточного модуля. Помимо этого описана установка для нанесения покрытий с кабиной для нанесения покрытий, в которой предусмотрена возможность воздействия на предметы материалом покрытия. Через кабину может быть направлен воздушный поток, который захватывает возникающий перераспыл и в качестве технологического воздуха отводит через потоковый путь. В установке имеется устройство для отвода технологического воздуха с устройством для отвода насыщенного перераспылом технологического воздуха. Техническим результатом изобретения является упрощение очистки поверхностей, которые на потоковом пути обдуваются насыщенным перераспылом технологическим воздухом, а также обеспечение возможности непрерывной работы установки. 3 н. и 7 з.п. ф-лы, 4 ил.
1. Способ отвода насыщенного перераспылом технологического воздуха установки для нанесения покрытий, прежде всего окрасочной установки, в котором перераспыл захватывают воздушным потоком, который в качестве технологического воздуха через потоковый путь (52) направляют к устройству (36) предварительной обработки,
отличающийся тем, что
насыщенный перераспылом технологический воздух на его потоковом пути (52) направляют по меньшей мере сквозь один выполненный с возможностью замены проточный модуль (60) с входным отверстием (66) и выходным отверстием (70), на внутренних поверхностях которого может оседать перераспыл и который по достижении предельного насыщения перераспылом заменяют на чистый проточный модуль (60), при этом проточный модуль (60) располагают в проточном канале, который задают воздухонаправляющим устройством (34).
2. Способ по п. 1, отличающийся тем, что замененный и заполненный перераспылом проточный модуль подают в процесс утилизации и/или вторичной переработки.
3. Устройство для отвода насыщенного перераспылом технологического воздуха установки для нанесения покрытий, прежде всего окрасочной установки, в которой перераспыл захватывается воздушным потоком, который в качестве технологического воздуха является направляемым через потоковый путь (52) к устройству (36) предварительной обработки,
отличающееся тем, что
а) в потоковом пути (52) насыщенного перераспылом технологического воздуха предусмотрена возможность размещения по меньшей мере одного выполненного с возможностью замены проточного модуля (60) с входным отверстием (66) и выходным отверстием (70), на внутренних поверхностях которого может оседать перераспыл,
б) имеются средства (68), посредством которых по меньшей мере один проточный модуль (60) по достижении предельного насыщения перераспылом является заменяемым на чистый проточный модуль (60)
с) имеется воздухонаправляющее устройство (34), которое задает потоковый путь (52) для насыщенного перераспылом технологического воздуха, и проточный модуль (60) относительно поперечного сечения или геометрии или входного отверстия (66) или выходного отверстия (70) выполнен комплементарно той области (48) воздухонаправляющего устройства (34), в которой предусмотрена возможность размещения проточного модуля (60).
4. Устройство по п. 3, отличающееся тем, что по меньшей мере те области проточного модуля (60), которые являются обтекаемыми насыщенным перераспылом технологическим воздухом, состоят из влагостойкого материала.
5. Устройство по п. 3 или 4, отличающееся тем, что проточный модуль (52) изготовлен из гибкого материала.
6. Устройство по п. 5, отличающееся тем, что проточный модуль (60) изготовлен из текстильного материала или из полимерного материала, прежде всего из полиэтилена или полипропилена, или тканевого многослойного материала.
7. Устройство по п. 3 или 4, отличающееся тем, что проточный модуль (60) изготовлен из негибкого материала.
8. Устройство по п. 7, отличающееся тем, что проточный модуль (60) изготовлен из бумажного, картонного или упаковочного материала, MDF-материала или из дерева или из полимерного материала, прежде всего из полиэтилена или полипропилена.
9. Устройство по одному из пп. 3-8, отличающееся тем, что имеется воздухонаправляющее устройство (34), которое включает в себя камерные сегменты (48), в которых предусмотрена возможность размещения соответственно одного проточного модуля (60).
10. Установка для нанесения покрытий, прежде всего окрашивания предметов, прежде всего автомобильных кузовов, с кабиной (2) для нанесения покрытий, в которой предусмотрена возможность воздействия на предметы (4) материалом покрытия и через которую может быть направлен воздушный поток, который захватывает возникающий перераспыл и в качестве технологического воздуха отводит через потоковый путь (52),
отличающаяся тем, что
имеется устройство для отвода технологического воздуха по одному из пп. 3-9.
| US 4277260 A, 07.07.1981 | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКОГО ЭКВИВАЛЕНТА ТЕПЛОТЫ | 1947 |
|
SU71756A1 |
| US 4704953 A, 10.11.1987 | |||
| ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПАРА | 2013 |
|
RU2617355C2 |
| RU 2010110754 А, 27.09.2011 | |||
| УСТАНОВКА ДЛЯ ОКРАСКИ АВТОМОБИЛЯ | 1995 |
|
RU2128088C1 |

