Изобретение относится к области декорирования стеклоизделий и может быть использовано в стекольной промышленности.
Из уровня техники известен способ декорирования стеклоизделий, включающий операции предварительного подогрева стеклоизделий, накладывания трафарета на стеклоизделие, подачу стеклопорошка в газоплазменную горелку и плазменное напыление стеклопорошка [Немец И.И., Крохин В.П., Бессмертный B.C., Абдулселимов А.Н., Шитова Т.И. Плазменное декорирование сортовой посуды. // Стекло и керамика. 1983. №4. С. 9-10].
Недостатком данного способа является длительность процесса нанесения декоративного покрытия на стеклоизделие и невысокие показатели прочности сцепления декоративного покрытия с поверхностью стеклоизделия.
Наиболее близким к предполагаемому способу по технической сущности и достигаемому результату является способ декорирования стеклоизделий, заключающийся в предварительном подогреве стеклоизделий до 523 К, накладывании трафарета из медной или алюминиевой фольги, установке стеклоизделия на вращающуюся с частотой 3-5 с-1 турнетку, подачу в плазменную горелку стеклопорошка зерновым составом 80-250 мкм и плазменное напыление стеклопорошка при мощности работы плазмотрона 12-24 кВт [Крохин В.П., Бессмертный B.C., Панасенко В.А., Дрижд Н.А., Никифоров В.М. Декорирование стекла и изделий из него методом плазменного напыления // Стекло и керамика. 1999. №3. С. 12-14].
Недостатком прототипа является длительность процесса нанесения декоративного покрытия на стеклоизделие, недостаточная прочность сцепления декоративного покрытия с поверхностью стеклоизделия, и, как следствие, низкое качество готовой продукции.
Технический результат предлагаемого изобретения заключается в ускорении процесса нанесения декоративного покрытия на стеклоизделие за счет отсутствия операции предварительного подогрева стеклоизделий и в повышении прочности сцепления декоративного покрытия с поверхностью стеклоизделия.
Технический результат достигается тем, что предлагаемый способ декорирования стеклоизделий, включающий в себя операции накладывания трафарета из медной или алюминиевой фольги на стеклоизделие, установку стеклоизделия на вращающуюся турнетку, подачу стеклопорошка в плазменную горелку, плазменное напыление стеклопорошка, снятие трафарета и контроль качества, причем вращение туристки производится с частотой 10-15 с-1, плазменное напыление стеклопорошков с зерновым составом 60-400 мкм осуществляется при мощности работы плазмотрона 25-30 кВт.
Предложенный способ отличается от прототипа тем, что вращение турнетки производится с частотой 10-15 с-1, плазменное напыление стеклопорошков зерновым составом 60-400 мкм осуществляется при мощности работы плазмотрона 25-30 кВт.
Проведенный анализ известных способов декорирования стеклоизделий позволяет сделать заключение о соответствии заявляемого способа критерию «новизна».
Сопоставительный анализ технологических операций известного и предлагаемого способов, технологических параметров декорирования стеклоизделий и их показателей качества представлен в таблицах 1 и 2.
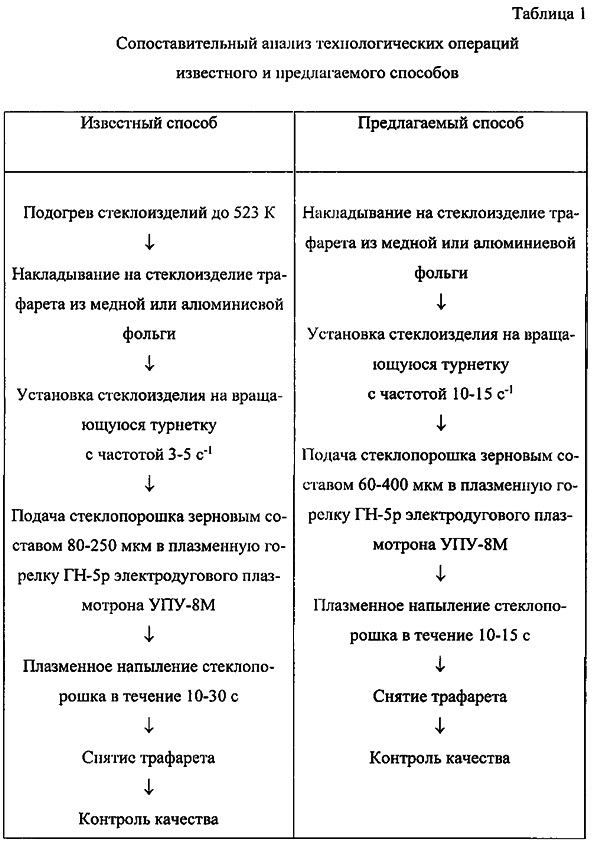
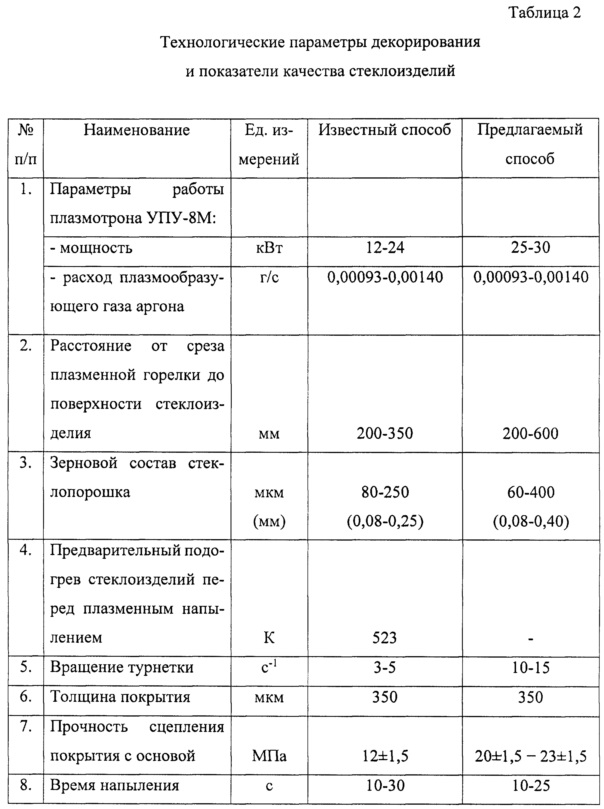
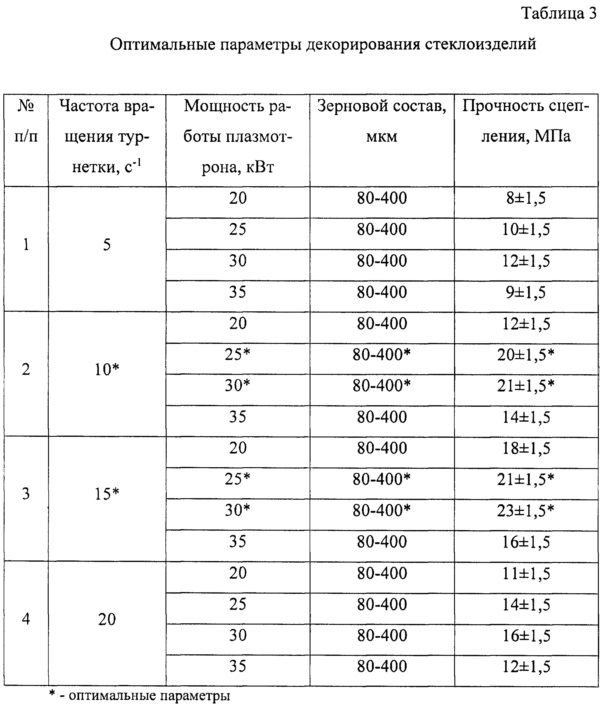
Как видно из таблиц 1 и 2, оптимальные параметры декорирования стеклоизделий наблюдаются при частоте вращения турнетки 10-15 с-1, мощности работы плазмотрона 25-30 кВт и при введении стеклопорошков с зерновыми составами 60-400 мкм.
Пример
Для экспериментальной проверки был декорирован фужер из бесцветного стекла (Na-Cu-Si).
Для плазменного напыления использовали плазменную горелку ГН-5р электродугового плазмотрона УПУ-8М. Параметры работы плазмотрона: мощность 30 кВт, плазмообразующий газ - аргон, расход которого составил 0,00140 г/с при давлении 0,26 МПа. Расстояние от среза плазменной горелки до поверхности стеклоизделия составляло 600 мм. В качестве стеклопорошка использовали синее кобальтовое стекло с зерновыми составами 60-400 мкм.
Перед плазменным напылением па фужер накладывали трафарет из алюминиевой фольги, затем фужер устанавливали на вращающуюся турнетку с частотой 15 с-1 и зажигали плазменную горелку ГН-5р. Порошковым питателем плазменной горелки вводили в течение 15 с стеклопорошок синего кобальтового стекла с зерновым составом 60-400 мкм. После напыления декоративного покрытия с фужера удаляли трафарет.
Прочность сцепления декоративного покрытия с основой определяли методом отрыва на разрывной машине R-0,5. Средняя прочность сцепления декоративного покрытия с основой составляла 23±1,5 МПа (таблица 3).
Оптимальные параметры декорирования стеклоизделий представлены в таблице 3.
Из приведенного выше примера видно, что заявленный способ декорирования стеклоизделий позволяет ускорить процесс нанесения декоративного покрытия на стеклоизделия за счет отсутствия операции предварительного подогрева стеклоизделий и повысить прочность сцепления декоративного покрытия с поверхностью стеклоизделия, и, как следствие, улучшить качество готовой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛОМЕТАЛЛИЧЕСКОЕ ДЕКОРАТИВНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2251538C2 |
| СПОСОБ МАТИРОВАНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2021 |
|
RU2770201C1 |
| СПОСОБ МАТИРОВАНИЯ СТЕКЛЯННОЙ УЗКОГОРЛОЙ ТАРЫ | 2021 |
|
RU2768406C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
| Способ декорации стеклянных изделий | 2017 |
|
RU2671875C1 |
| СПОСОБ ИРИЗАЦИИ СОРТОВОЙ ПОСУДЫ ИЗ СТЕКЛА | 2018 |
|
RU2686790C1 |
| СПОСОБ ДЕКОРИРОВАНИЯ ЛЬДИСТЫМИ КРАСКАМИ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2021 |
|
RU2770645C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ ЛИСТОВЫХ СТЕКОЛ | 2016 |
|
RU2640617C1 |
| СПОСОБ АНГОБИРОВАНИЯ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591100C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СТЕНОВОЙ КЕРАМИКИ | 2012 |
|
RU2498965C1 |
Изобретение относится к области декорирования стеклоизделий. Способ декорирования стеклоизделий включает операции накладывания трафарета из медной или алюминиевой фольги на стеклоизделие, установку стеклоизделия на вращающуюся турнетку, подачу стеклопорошка в плазменную горелку, плазменное напыление стеклопорошка, снятие трафарета и контроль качества. Вращение турнетки производится с частотой 10-15 с-1, плазменное напыление стеклопорошков с зерновым составом 60-400 мкм осуществляется при мощности работы плазмотрона 25-30 кВт. Технический результат – ускорение процесса нанесения декоративного покрытия на стеклоизделие за счет отсутствия операции предварительного подогрева стеклоизделий и в повышении прочности сцепления декоративного покрытия с поверхностью стеклоизделия. 3 табл.
Способ декорирования стеклоизделий, включающий в себя накладывание трафарета из медной или алюминиевой фольги на стеклоизделие, установку стеклоизделия на вращающуюся туриетку, подачу стеклопорошка в плазменную горелку, плазменное напыление стеклопорошка, снятие трафарета и контроль качества, отличающийся тем, что вращение турнетки производится с частотой 10-15 с-1, плазменное напыление стеклопорошков с зерновым составом 60-400 мкм осуществляется при мощности работы плазмотрона 25-30 кВт.
| КРОХИН В.П | |||
| и др | |||
| Декорирование стекла и изделий из него методом плазменного напыления | |||
| Стекло и керамика, 1999, N3, c.12-14 | |||
| Способ получения декоративного покрытия на полых изделиях из диэлектриков | 1990 |
|
SU1806109A3 |
| СТЕКЛОМЕТАЛЛИЧЕСКОЕ ДЕКОРАТИВНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2251538C2 |
| JP 2013220982 A, 28.10.2013 | |||
| US 20010007808 A1, 12.07.2001. | |||

