Изобретение относится к области декорирования сортовой посуды из стекла и может быть использовано в стекольной промышленности.
Из уровня техники известен способ иризации сортовой посуды из стекла, включающий операции предварительного подогрева изделий на стеклодувной трубе, ввод в рабочую камеру изделия и иризирующей смеси, возгонку иризирующей смеси под действием высоких температур и последующее оседание паров солей на вращающееся изделие [Альтах О.Л., Саркисов П.Д. Шлифование и полирование стекла и стеклоизделий М.: Высшая школа, 1988. - С. 193-194].
Недостатком данного способа является трудоемкая технологическая стадия предварительного подогрева сортовой посуды, применение ручного труда с использованием стеклодувной трубки, ручное неравномерное вращение изделия на стеклодувной трубке, неравномерное нанесение иризирующего покрытия и, как следствие, высокая энергоемкость и низкое качество покрытия.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ иризации сортовой посуды из стекла, включающий помещение корзины с сортовой посуды в установку для вакуумного нанесения иризирующих покрытий с подведенными отсасывающими трубками, хорошо герметизированными и изолированными контактами электрообогрева, подвешивание веществ, предназначенных для испарения на нагревательных спиралях, испарение и осаждение металла или оксида металла на поверхность изделия [Гулоян Ю.А. Декорированная обработка стекла и стеклоизделий. М.: Высшая школа, 1984 - С. 160].
Недостатком прототипа является длительность технологического процесса, сложность аппаратного оформления, высокая энергоемкость процесса, низкая производительность и, как следствие, высокая себестоимость сортовой посуды из стекла.
Технический результат предлагаемого способа заключается в снижении энргоемкости за счет ускорения процесса иризации сортовой посуды из стекла и ускорения операции осаждения паров соли на сортовую посуду из стекла.
Технический результат достигается тем, что, иризацию сортовой посуды из стекла проводят в вытяжном шкафу на вращающейся с частотой 10-15 с-1 турнетке, испарение соли металла производят в плазменной горелке плазмотрона при мощности работы плазмотрона 5-7 кВт, а осаждение соли металла на поверхность сортовой посуды из стекла производят отходящим потоком плазмообразующих газов электродугового плазмотрона.
Проведенный анализ известных способов иризации сортовой посуды из стекла позволяет сделать заключение о соответствии заявленного способа критерию «новизна».
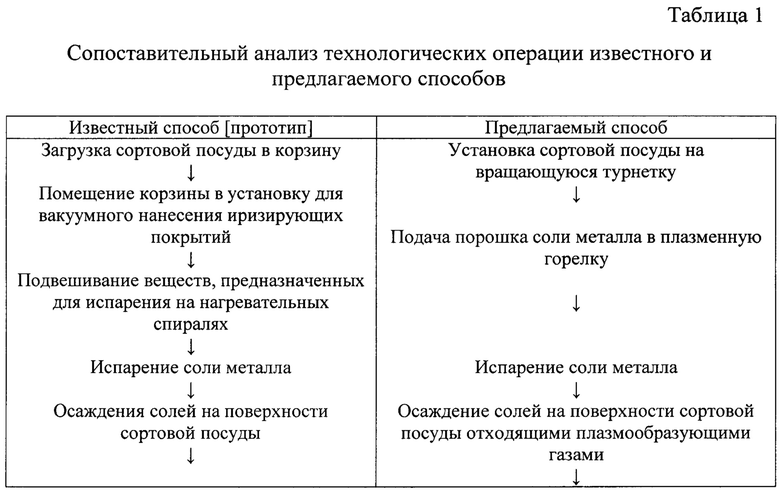
Сопоставительный анализ технологических операции известного и предлагаемого способов представлен в табл. 1.

Технологические параметры иризации сортовой посуды из стекла и показатели качества покрытия представлены в табл. 2.
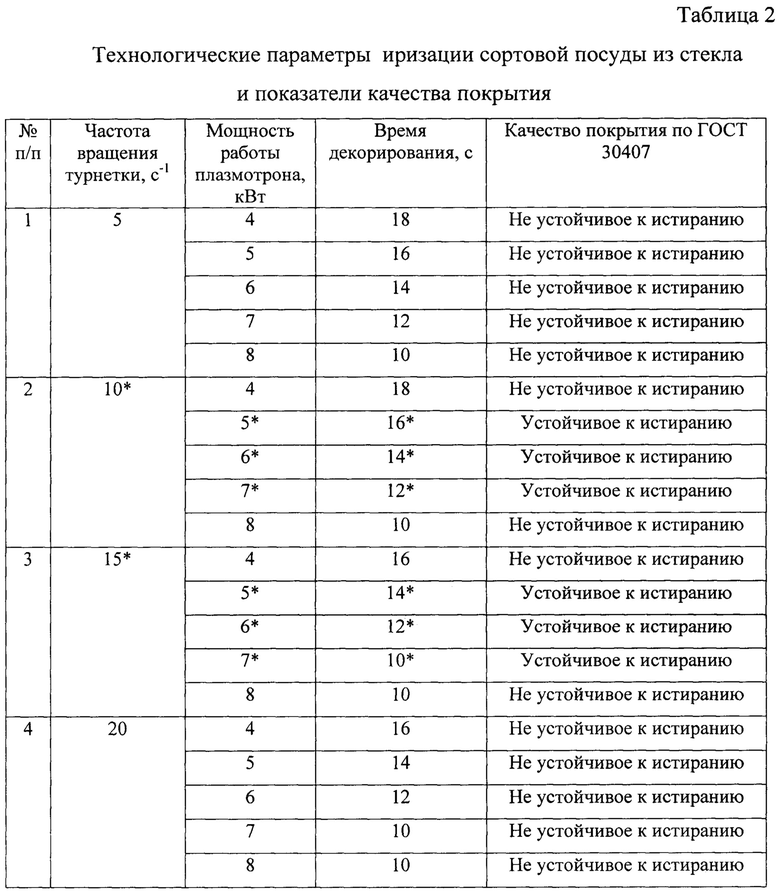
* - Оптимальный вариант
Как видно из таблицы 2, оптимальным вариантом является вращение турнетки 10-15 с-1, мощность работы плазмотрона 5-7 кВт.
Известный способ предусматривает длительные во времени и трудоемкие операции загрузки сортовой посуды из стекла в вакуумную установку, подвешивание веществ, предназначенных для испарения на нагревательных спиралях отсасывание воздуха из установки с целью получения вакуума, испарение и осаждение паров соли металла, выгрузка сортовой посуды из камеры.
В предлагаемом способе за счет высоких скоростей испарения и осаждения иризация одного изделия производится в течение 10-16 секунд.
Пример. Иризацию производили в закрытом вытяжном шкафу, где размещалась турнетка для установки изделия и плазменная горелка электродугового плазмотрона.
Фужер из прозрачного стекла устанавливали на турнетку. Включали привод для вращения турнетки с частотой 15 с-1. Зажигали плазменную горелку ГН-5р электродугового плазмотрона УПУ-8м. Мощность работы плазмотрона составляла 6 кВт. Плазмообразующим газом служит аргон, расход которого составлял 1,5 м3 /час.
В плазменную горелку порошковым питателем подавали тонкодисперсный порошок хлорида олова с расходом 350 мгм в секунду.
Под действием высоких температур плазменной струи происходило испарение соли хлорида олова. Отходящие плазмообразующие газы совместно с парами соли хлорида олова обдували вращающееся на турнетке изделие. Пары соли осаждались на лицевую поверхность изделия в течение 15 секунд.
Производили отключение порошкового питателя, затем выключение электродугового плазмотрона и привода вращающейся турнетки. После остановки вращения турнетки открывали вытяжной шкаф, извлекали фужер и подвергали его контролю качества.
При оптимальных режимах работы электродугового плазмотрона и оптимальной скорости вращения турнетки с изделием, происходит быстрое испарение соли металла, и осаждение ее паров на лицевую поверхность сортовой посуды из стекла. Снижение энргоемкости происходит за счет ускорения процесса иризации сортовой посуды из стекла.
Иризирующие покрытия на сортовой посуде из стекла на истираемость удовлетворяли требованиям ГОСТ 30407.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИРИЗАЦИИ ЛИСТОВОГО СТЕКЛА | 2021 |
|
RU2775848C1 |
| СПОСОБ МАТИРОВАНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2021 |
|
RU2770201C1 |
| СПОСОБ МАТИРОВАНИЯ СТЕКЛЯННОЙ УЗКОГОРЛОЙ ТАРЫ | 2021 |
|
RU2768406C1 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО СТЕКЛА | 2019 |
|
RU2726676C1 |
| СПОСОБ ДЕКОРИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2016 |
|
RU2637538C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2018 |
|
RU2686792C1 |
| СПОСОБ СИНТЕЗА СИЛИКАТ-ГЛЫБЫ | 2017 |
|
RU2660138C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2015 |
|
RU2595024C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЯ ИЗ БЕТОНА | 2018 |
|
RU2681129C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
Изобретение относится к области декорирования сортовой посуды из стекла. Иризацию сортовой посуды из стекла проводят в вытяжном шкафу на вращающейся с частотой 10-15 с-1 турнетке. При этом испарение соли металла производят в плазменной горелке плазмотрона при мощности работы плазмотрона 5-7 кВт, а осаждение соли металла на поверхность сортовой посуды из стекла производят отходящим потоком плазмообразующих газов электродугового плазмотрона. Технический результат предлагаемого способа заключается в получении устойчивого к истиранию покрытия с одновременным снижением энергоемкости за счет ускорения процесса иризации сортовой посуды из стекла и ускорения операции осаждения паров соли металла на сортовую посуду из стекла. 2 табл., 1 пр.
Способ иризации сортовой посуды из стекла, включающий испарение и осаждение солей металлов на поверхности сортовой посуды, отличающийся тем, что иризацию сортовой посуды проводят в вытяжном шкафу на вращающейся с частотой 10-15 с-1 турнетке, испарение соли металла производят в плазменной горелке плазмотрона при мощности работы плазмотрона 5-7 кВт, а осаждение соли металла на поверхность сортовой посуды из стекла производят отходящим потоком плазмообразующих газов электродугового плазмотрона.
| ГУЛОЯН Ю.А | |||
| Декорированная обработка стекла и стеклоизделий | |||
| М.: Высшая школа, 1984, с.160 | |||
| МАССА ИЗ ХРУСТАЛЯ С ДЕКОРАТИВНЫМ ЭФФЕКТОМ ДИХРОМАТИЧЕСКОГО ПРОИСХОЖДЕНИЯ | 2005 |
|
RU2436746C2 |
| СПОСОБ ДЕКОРИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2016 |
|
RU2637538C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ ЛИСТОВЫХ СТЕКОЛ | 2016 |
|
RU2640617C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2017 |
|
RU2656634C1 |
| WO 2009058385 A1, 07.05.2009. | |||

