Изобретение относится к области декорирования стекла и изделий из него и может быть использовано в стекольной промышленности на технологической стадии нанесения декоративных покрытий на стеклянные бытовые товары (рюмки, фужеры, бокалы, стаканы, вазы, кружки, тарелки и др.).
При получении композиционных покрытий на керамические и металлические подложки применяют порошковое и стержневое напыление. При плазменном напылении рекомендуется использовать порошки металлов, оксидов и др. соединений размером 20-50 мкм, а при стержневом напылении металлическую проволоку и керамические прутки [1].
Известен способ декорирования стеклоизделий методом плазменного напыления металлов, в котором для декорирования стеклоизделий используют медную проволоку d=0,8-1,5 мм, которую напыляют на стеклянную подложку плазменной горелкой ГН-5р электродугового плазмотрона УПУ-3 [2]. Недостатком этого способа является низкая прочность сцепления декоративного металлического покрытия со стеклянной подложкой, равная 1,6 МПа при толщине слоя меди 100 нм [2]. В связи с тем, что медь и стекло имеют различные значения термического коэффициента линейного расширения (ТКЛР сортового Na-Ca-Si стекла составляет 102·10-7 град-1; ТКЛР меди составляет 170·10-7 град-1), при напылении на стеклянную подложку слоя металла толщиной более 400 нм наблюдается самоотслоение покрытия за счет накопления значительных внутренних напряжений, которые могут достигать порядка сотен МПа [1; с.50].
Наиболее близким техническим решением является способ декорирования стеклоизделий методом плазменного напыления стеклопорошков, включающий подогрев изделия до 523 К, наложение трафарета, плазменное напыление декорирующего стекловидного материала в виде порошков с размерами 80-250 нм [3]. Прочность сцепления покрытия, полученного по этому способу, может составлять примерно 12 МПа, но этот способ имеет следующие недостатки:
- При плазменном напылении стеклопорошков невозможно использовать стеклопорошки зерновым составом менее 80 нм и более 250 нм.
- Перед напылением стеклопорошков вышеуказанных фракций с целью устранения микротрещин в стеклянной подложке стеклоизделия необходимо подогревать до 523 К. Это удлиняет технологический процесс нанесения декоративных покрытий и увеличивает себестоимость готовых изделий.
Предлагаемым изобретением решается задача получения принципиально нового по составу стеклометаллического декоративного покрытия на стеклянной подложке с высокой прочностью сцепления при любой толщине покрытия, а также расширения диапазона размеров используемых стеклопорошков (возможность использования металлопорошков и стеклопорошков с размерами частиц как менее 80 нм, так и более 250 нм).
Для достижения этого технического результата предлагается использовать стеклянные трубки d=3,0-5,0 мм, заполненные порошком цветного металла или смесью порошка металла и стеклопорошка в произвольном соотношении, зерновым составом 50-500 нм, которые вводят в факел плазмы при расходе плазмообразующего газа 2,0 м3/час и мощности плазмотрона 9 кВт.
Сопоставительный анализ заявляемого решения с известными показывает, что он соответствует критерию “новизна”, т.к. позволяет получить принципиально новое стеклометаллическое покрытие за счет совмещения порошкового и стержневого напыления путем распыления стеклянной трубки, заполненной цветным металлом и/или стеклопорошком. Причем такое техническое решение позволяет повысить прочность сцепления декоративного покрытия со стеклянной подложкой за счет того, что при распылении происходит образование смеси расплава стекла с металлом с термическим коэффициентом линейного расширения напыляемого стекла, что снижает напряжение в покрытии и подложке до 2 МПа. Повышение прочности сцепления такого покрытия по сравнению с покрытием из стеклопорошка объясняется также тем, что расплавленная частица стекла с металлом при прочих равных условиях напыления обладает большей массой и при соударении со стеклянной подложкой впаивается в подложку на большую глубину. Кроме того, этот способ дает возможность расширить диапазон размеров стеклопорошков, как в сторону уменьшения, так и в сторону увеличения, почти в два раза.
Изобретательский уровень подтверждается тем, что использование предлагаемого способа:
- позволяет получить принципиально новое по составу стеклометаллическое покрытие, к тому же обладающее более высокими прочностными характеристиками по сравнению с известными декоративными покрытиями на стекле;
- стеклометаллическое покрытие наносится благодаря совмещению стержневого и порошкового напыления за счет введения в струю плазмы стеклянной трубки диаметром 3,0-5,0 мм, заполненной стеклопорошком и цветным металлом в произвольном соотношении;
- прочность полученного декоративного покрытия со стеклянной подложкой превосходит известные благодаря тому, что снижаются напряжения до безопасного уровня (3 МПа по ГОСТ 30407) за счет формирования промежуточной диффузионной зоны при впаивании в стеклянную подложку, и покрытие не отслаивается даже при толщине в 400 нм и более;
- позволяет устранить предварительный подогрев подложки до 523 К, что снижает энергетические затраты;
- позволяет напылять стеклопорошки в диапазоне 50-500 нм, так как они находятся в стеклянной трубке и оплавление стеклопорошков происходит вместе с корпусом стеклянной трубки;
Полученный результат объясняется тем, что введение в плазменный факел стеклянной трубки с порошком металла способствует образованию капель расплава стекла, смешанного с блестящими частицами металла.
При соударении о стеклянную подложку расплавленная частица стекла, смешанная с блестящими частицами металла, деформируется и впаивается в её поверхность. В связи с тем, что ТКЛР распыляемой стеклянной трубки и стеклянной подложки близки, не возникает значительных напряжений в подложке, так как происходит образование промежуточной диффузионной зоны между покрытием и стеклянной подложкой. За счет этого значительно возрастает прочность сцепления декоративного покрытия с подложкой и снижаются напряжения в изделии. Кроме того, капля расплава стекла с частицами металла обладает большей массой и при соударении с подложкой впаивается на более значительную глубину, равную 320-350 нм, что также способствует повышению прочности.
Наиболее оптимальным является диаметр стеклянной трубки в пределах 3-5 мм, т.к. в производственных условиях использование стеклянных трубок диаметром менее 3 мм трудоемко и экономически нецелесообразно. Использование стеклянных трубок диаметром более 5 мм приводит к образованию на поверхности подложки крупных капель расплава диаметром более 3000 нм и возникновению в стеклянной подложке микротрещин.
При исследованиях установлено, что максимальная прочность сцепления стеклометаллического покрытия с подложкой достигается при следующих параметрах работы плазмотрона: мощность 9 кВт, расход плазмообразующего газа - 2,0 м3/час.
В предлагаемом способе при декорировании можно использовать стеклопорошки диаметром 50-500 нм. При использовании стеклопорошков более крупных размеров образуются микротрещины в стеклянной подложке.
Таким образом, результатом использования предлагаемого изобретения является повышение конкурентоспособности продукции за счет:
- расширения ассортимента изделий с новым стеклометаллическим декоративным покрытием, обладающим высокими прочностными характеристиками;
- снижения себестоимости изделий за счет сокращения длительности технологического процесса и энергетических затрат.
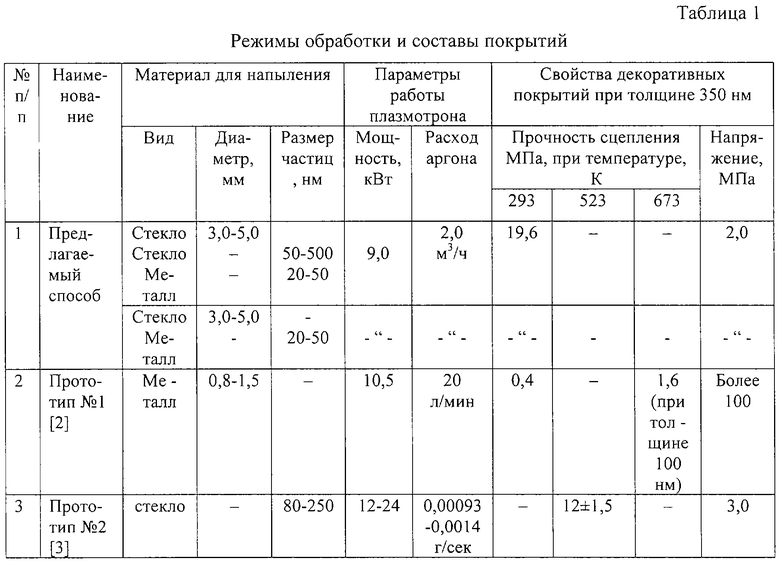
Сравнительный анализ режимов обработки и свойств покрытий, получаемых по предлагаемому способу в сравнении со способами стержневого и порошкового напыления приведен в таблице 1. Технологические режимы работы плазменного факела приведены в таблице 2.
Предлагаемый способ получения стеклометаллического покрытия иллюстрируется следующими примерами.
Пример №1. Исходным материалом служили порошок меди зерновым составом 20-50 нм и стеклянные стержни диаметром 3,0 мм, длиной 300-350 мм, изготовленные из Na - Ca - Si стекла следующего химического состава, маc.%: SiO2 - 71,0; Na2O - 13,0; К2O - 4,0; CaO - 6,0; Аl2О3 - 1,0; SO3 - 0,5. Стеклянные трубочки запаивали с одной стороны и заполняли порошком меди вручную.
Для напыления использовали плазменную горелку ГН-5р электродугового плазмотрона УПУ-8М. Параметры работы плазмотрона были следующие: расход аргона - 2,0 м3ч; мощность 9 кВт.
Для декорирования брали фужер №204209, который серийно выпускается стекольным заводом ОАО "Стекольный завод "Красный Май". На фужер накладывали трафарет с рисунком площадью 6,5 см2, изготовленный из медной или алюминиевой фольги. Изделие устанавливали на расстоянии 300 мм от плазменной горелки ГН-5р. В плазменную горелку вручную вводили стеклянную трубку с металлическим порошком. Расплавленный поток частиц смеси стекла с металлом напылялся на стеклоизделие в течение 25-30 с. После напыления с фужера снимался трафарет. На поверхности изделия образовывалось высококачественное декоративное покрытие, сочетающее в себе прозрачность стекла и блеск металла. Толщина покрытия составляла 300±25 нм. Величина внутренних напряжений не превышала 3 МПа.
Пример №2. Исходным материалом служили: порошок алюминия зерновым составом 100-500 нм; порошок зеленого хромового стекла зерновым составом 100-500 нм следующего химического состава, мас.%: SiO2 - 72,7; СаО - 6,8; MgO - 2,0; Na2O - 15,0; К2О - 2,0; SO3 - 0,5; В2О3 - 1,0; Сr2О3 - 0,5. Стеклянные трубочки диаметром 5 мм изготовляли из свинцового хрусталя следующего химического состава, мас.%: SiO2 - 56,5; Аl2О3 - 0,5; Na2O - 1,0; K2O - 15,0; SO4 - 0,4; ZnO - 1,8; В2О3 - 1,2; РbО - 24,0. Для напыления использовали плазменную горелку ГН-5р электродугового плазмотрона УПУ-8М. Параметры работы плазмотрона: расход аргона - 2,0 м3/ч; мощность 9 кВт.
Для декорирования использовали рюмку №896203, серийно выпускаемую стекольным заводом ОАО "Стекольный завод "Красный Май". На рюмку накладывали трафарет с рисунком площадью 4,5 см2, изготовленный из алюминиевой фольги. Изделие устанавливали на расстоянии 300 мм от среза плазменной горелки ГН-5р. В плазменную горелку автоматически вводили стеклянную трубку, заполненную смесью порошков алюминия и зеленого хромового стекла в соотношении 1:1. Расплавленный поток частиц смеси металла со стеклом напылялся на стеклоизделие в течение 20-25 с.
После напыления с рюмки снимался трафарет. На поверхности изделия образовывалось высококачественное зелёное покрытие с белыми блестящими включениями металлического алюминия. Толщина декоративного покрытия составляла 300 ± 25 нм с величиной внутренних напряжений 2 МПа.
Как видно из таблицы 1, покрытия, полученные по предлагаемому способу, в сравнении с известными обладают большей прочностью сцепления за счет снижения напряжения и, кроме того, для нанесения таких покрытий требуются более низкие энергетические затраты. Причем выбранные параметры работы плазмотрона обоснованы тем, что именно при таком режиме плазменного факела получается наиболее прочное покрытие (таблица 2).
Технологические режимы плазменного факела
Список использованной литературы
1. Демиденко Л.М. Высокоогнеупорные композиционные покрытия. - М.: Металлургия, 1979, с.53-55, 68.
2. О плазменном напылении металлов на изделия сортовой посуды. / Немец И.И., Крохин В.П., Бессмертный B.C., Шитова Т.И., Силко А.И. // Стекло и керамика. 1982. №12, с.12-13.
3. Декорирование стекла и изделий из него методом плазменного напыления. / Крохин В.П., Бессмертный B.C., Панасенко В.А., Дрижд Н.А., Никифоров В.М. // Стекло и керамика. 1999. №3, с.12-14.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ декорации стеклянных изделий | 2017 |
|
RU2671875C1 |
| СПОСОБ ДЕКОРИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2016 |
|
RU2637538C1 |
| СПОСОБ МАТИРОВАНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2021 |
|
RU2770201C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
| СПОСОБ МАТИРОВАНИЯ СТЕКЛЯННОЙ УЗКОГОРЛОЙ ТАРЫ | 2021 |
|
RU2768406C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2015 |
|
RU2595024C1 |
| СТЕКЛОМЕТАЛЛИЧЕСКИЕ МИКРОШАРИКИ И ИХ СПОСОБ ПОЛУЧЕНИЯ | 2013 |
|
RU2532784C2 |
| СПОСОБ ДЕКОРИРОВАНИЯ ЛЬДИСТЫМИ КРАСКАМИ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2021 |
|
RU2770645C1 |
| СПОСОБ АНГОБИРОВАНИЯ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591100C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ ЛИСТОВЫХ СТЕКОЛ | 2016 |
|
RU2640617C1 |
Изобретение относится к области декорирования стекла и изделий из него и может быть использовано в стекольной промышленности. Стеклометаллическое покрытие формируется путем плазменного напыления из расплавленных капель стекла с вкраплениями порошка цветного металла. Способ получения такого покрытия заключается в использовании для плазменного напыления стеклянной трубки, заполненной порошком цветного металла или в произвольном соотношении смесью порошка цветного металла и стеклопорошка зерновым составом 50-500 нм, которая вручную или автоматически подается в плазменный факел. Напыление производят при мощности плазмотрона 9 кВт и расходе аргона 2,0 м3/час. При распылении происходит образование смеси расплава стекла с металлическим порошком с термическим коэффициентом линейного расширения напыляемого стекла, что снижает напряжение в покрытии и стеклянной подложке до 2 МПа. Предложенный способ позволяет получить принципиально новое стеклометаллическое декоративное покрытие с высокой прочностью сцепления и существенно снизить энергозатраты на декорирование стекла и изделий из него. 2 н.п. ф-лы, 2 табл.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРОВОДЯЩЕЕ ОСНОВАНИЕ (ВАРИАНТЫ) | 1995 |
|
RU2152911C2 |
| КРОХИН В.П | |||
| и др., Декорирование стекла и изделий из него методом плазменного напыления | |||
| “Стекло и керамика”, 1999, № 3, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| СПОСОБ ХУДОЖЕСТВЕННО-ГРАФИЧЕСКОЙ ОТДЕЛКИ ПОВЕРХНОСТИ СТЕКЛОИЗДЕЛИЙ | 1998 |
|
RU2175648C2 |
| ПРОТИВОСКОЛЬЗЯЩИЙ ЗАДНИК А.Г.ДВОРЯНИДОВА | 2003 |
|
RU2226970C1 |
| US 4843207 A, 27.06.1989. | |||

