Область изобретения
Настоящее изобретение относится к способу с применением технологии Гачека для производства фиброцементных плит и к фиброцементным плитам, полученным с применением данной технологии.
Предпосылки изобретения
Технология Гачека для производства фиброцементных плит хорошо известна в данной области техники. Плиты изготавливаются, в основном, в форме прямоугольного параллелепипеда. Для создания профильной формы, обычно для выполнения суженых кромок по длинному ребру плиты, излишки отвержденного фиброцемента стачиваются или обрезаются.
Существуют попытки по исключению данного дополнительного технологического процесса по обработке материала, который является относительно дорогостоящим, посредством накопления неотвержденных слоев фиброцементной заготовки в виде многослойной заготовки c круглосеточной листоформовочной машины на профилированный формовочный ролик. Однако недостаток заключается в том, что плотность и, следовательно, физические свойства плиты с суженными кромками отличаются.
Краткое описание изобретения
Цель настоящего изобретения заключается в предоставлении способа для изготовления профилированных фиброцементных плит с суженными или скошенными кромками по меньшей мере на двух параллельных сторонах плиты, которая имеет меньшее расхождение по плотности по всей плите в поперечном направлении.
Вышеуказанная цель достигается при помощи способов согласно настоящему изобретению.
В соответствии с первым аспектом настоящего изобретения предложен способ с применением технологии Гачека для производства профилированных фиброцементных плит, при этом способ включает следующие этапы:
- получение непрерывной многослойной фиброцементной заготовки по направлению производства путем укладки по меньшей мере одного монослоя первого типа монослоев, имеющего первую ширину (W1) в поперечном направлении (115), и по меньшей мере одного монослоя второго типа монослоев, имеющего вторую ширину (W2) в поперечном направлении, при этом первая ширина (W1) меньше, чем вторая ширина (W2), и по меньшей мере один монослой второго типа монослоев проходит в поперечном направлении за пределы по меньшей мере одного монослоя первого типа монослоев;
- накопление по меньшей мере одного слоя непрерывной многослойной фиброцементной заготовки на профилированном накопительном ролике, при этом накопительный ролик имеет выемку в осевом направлении вдоль по меньшей мере части своей окружности, благодаря чему по меньшей мере первый монослой проходит внутрь выемки, тем самым обеспечивая накопление заготовки;
- удаление накопленной заготовки с накопительного ролика, благодаря чему получают неотвержденную профилированную фиброцементную плиту;
- отверждение неотвержденной фиброцементной плиты для получения профилированной фиброцементной плиты.
Под «поперечным направлением» следует понимать направление, перпендикулярное направлению производства и перпендикулярное поверхности плиты.
«По меньшей мере один монослой второго типа монослоев, проходящий в поперечном направлении за пределы по меньшей мере одного монослоя первого типа монослоев» означает, что границы одного или более монослоев второго типа монослоев в направлении производства проходят за пределы соответствующих границ одного или более монослоев первого типа монослоев в поперечном направлении.
Полученная таким образом профилированная фиброцементная плита обладает преимуществом в том, что плотность плиты в поперечном направлении плиты варьирует в меньшей степени, что происходит, когда используется всего лишь профилированный накопительный ролик. Плотность в поперечном направлении варьирует лишь немного, как правило, отклонение составляет менее 20% или даже менее 15% от средней плотности.
Данный профиль является суженным или скошенным профилем на обеих внешних сторонах профилированной фиброцементной плиты, при этом наклон профиля может варьировать благодаря подходящему выбору профиля выемки в накопительном ролике. Разница в толщине плиты от средней секции плиты к краю плиты может составлять до 3 мм (миллиметров), как правило, достигает до 2 мм, и может находиться в диапазоне от 0,5 мм до 3 мм, например в диапазоне от 0,5 мм до 2 мм, например в диапазоне от 1 мм до 2 мм.
Согласно некоторым вариантам осуществления выемка может иметь глубину в диапазоне от 0,5 мм до 30 мм. Выемка, как правило, в осевом направлении представляющая собой выемку трапециевидной формы, может иметь глубину до 3 мм (миллиметров), как правило, достигает до 2 мм, и может находиться в диапазоне от 0,5 мм до 2 мм, например, в диапазоне от 1 мм до 2 мм. Под трапецией следует понимать четырехугольник, имеющий ровно одну пару параллельных сторон.
Согласно некоторым вариантам осуществления разница между шириной (W1) первого типа монослоев в поперечном направлении и шириной (W2) второго типа монослоев может составлять по меньшей мере 40 мм.
Предпочтительно разница между шириной W1 первого типа монослоев в поперечном направлении и шириной W2 второго типа монослоев составляет по меньшей мере 50 мм, например по меньшей мере 80 мм.
Согласно некоторым вариантам осуществления многослойная заготовка дополнительно содержит n дополнительных монослоев, при этом n является целым числом, равным по меньшей мере 1, при этом ширина каждого из n дополнительных монослоев в поперечном направлении может быть больше, чем первая ширина, и при этом каждый из n дополнительных монослоев проходит в поперечном направлении за пределы первого монослоя.
Согласно некоторым вариантам осуществления n дополнительных монослоев может представлять собой монослои второго типа монослоев.
Согласно некоторым вариантам осуществления выемка может иметь трапециевидную форму, при этом длина радиальной проекции каждой из сторон трапециевидной формы на ось накопительного ролика находится в диапазоне от 2 до 20 мм.
Предпочтительно длина радиальной проекции каждой из сторон трапециевидной формы на ось накопительного ролика находится в диапазоне от 5 до 15 мм, более предпочтительно в диапазоне от 10 до 15 мм.
Согласно некоторым вариантам осуществления многослойная заготовка дополнительно может содержать m дополнительных монослоев, при этом m монослоев представляет собой монослои первого типа монослоев.
Согласно некоторым вариантам осуществления многослойная заготовка может состоять из 2–8 монослоев. Предпочтительно многослойная заготовка состоит из 2, 3, 4, 5, 6, 7 или 8 монослоев, тем не менее, возможно и большее количество монослоев.
Следует понимать, что последовательность слоев с разной шириной можно изменять согласно различным структурам. В качестве примера, слой, первым полученный в направлении производства, может быть монослоем первого типа монослоев с наименьшей шириной, таким образом, является по меньшей мере одним монослоем с шириной W1. После этого второй и последующие слои в последовательности по направлению производства все могут быть монослоями второго типа с шириной W2 и проходить в поперечном направлении за пределы первого слоя. Альтернативно второй и последующие слои могут последовательно иметь увеличивающуюся ширину в поперечном направлении, и каждый слой может проходить в поперечном направлении за пределы всех ранее полученных монослоев. Альтернативно монослой, первым полученный в направлении производства, может являться слоем с максимальной шириной, например, по меньшей мере один монослой второго типа монослоев, при этом второй и последующие слои могут последовательно иметь уменьшающуюся ширину в поперечном направлении, и при этом каждый слой может проходить в поперечном направлении по всем ранее полученным монослоям. Следует понимать, что может использоваться любая другая последовательность.
Согласно некоторым вариантам осуществления по меньшей мере один монослой первого типа монослоев может иметь толщину, отличную от толщины по меньшей мере одного монослоя второго типа монослоев.
Толщина каждого из монослоев может варьировать от 0,1 до 0,6 мм, например, в диапазоне 0,2–0,5 мм, например, в диапазоне 0,3–0,5 мм. В качестве примера толщина монослоя может составлять 0,4 мм.
Посредством изменения плотности суспензий до некоторой степени можно влиять на толщину монослоя при введении в многослойную заготовку, необязательно во время накопления на накопительном барабане. Это изменение в плотности может обеспечить производство слегка отличающихся фиброцементных плит при помощи одного и того же профилированного накопительного барабана.
Согласно некоторым вариантам осуществления каждый из монослоев может быть получен посредством накопления фиброцементной суспензии на вращающемся сеточном барабане и удаления накопленной фиброцементной суспензии с вращающегося сеточного барабана в виде монослоя, при этом ширина первого типа монослоев в поперечном направлении обеспечивается посредством блокирования, по меньшей мере, части сетки на внешних концах в осевом направлении вращающегося сеточного барабана.
Такое блокирование можно получить посредством нанесения краски, как правило водостойкой краски, на зону сетки, защищаемую от накапливания суспензии, или посредством нанесения водонепроницаемой ленты или изоляционного слоя.
Альтернативно, чтобы обеспечить различную ширину монослоев, вращающиеся сеточные барабаны с различной осевой длиной вращающихся сеток могут варьировать.
Согласно некоторым вариантам осуществления каждый из монослоев может быть получен посредством накопления фиброцементной суспензии на вращающемся сеточном барабане и удаления накопленной фиброцементной суспензии с вращающегося сеточного барабана в виде монослоя, при этом ширина первого типа монослоев в поперечном направлении обеспечивается посредством удаления части накопленной фиброцементной суспензии с сетки, концы которой проходят за пределы предусмотренной ширины.
Согласно некоторым вариантам осуществления суспензия может удаляться посредством распыления воды на удаляемую суспензию.
Согласно некоторым вариантам осуществления накопительный ролик может не иметь выемки в осевом направлении на по меньшей мере 40 мм своей окружности. Более предпочтительно накопительный ролик не имеет выемки в осевом направлении на по меньшей мере 50 мм своей окружности, на по меньшей мере 100 мм или даже на по меньшей мере 150 мм.
Отсутствие выемки, как правило, на меньшей части окружности позволяет обеспечивать захватывание свежей многослойной заготовки накопительным роликом после удаления предыдущей заготовки. Следует понимать, что полоса неотвержденной фиброцементной плиты в случаях, когда выемка отсутствует, и, таким образом, отсутствует профиль плиты, будет обрезана. Обрезанный материал будет переработан в фиброцементную суспензию, что, как правило, происходит в способах с применением технологии Гачека.
Согласно некоторым вариантам осуществления накопительный ролик может иметь выемку в осевом направлении вдоль всей своей окружности, при этом способ дополнительно включает применение устройства для приведения в контакт по меньшей мере одного слоя непрерывной фиброцементной многослойной заготовки с накопительным роликом в выемке в начале накопления по меньшей мере одного слоя непрерывной фиброцементной многослойной заготовки на профилированном накопительном ролике.
Такое устройство для приведения в контакт по меньшей мере одного слоя непрерывной фиброцементной многослойной заготовки с накопительным роликом в выемке в начале накопления может представлять собой механическое устройство, такое как вал или ролик, которое подходит для прижатия свежей многослойной заготовки по меньшей мере к части выемки вдоль окружности накопительного ролика.
Фиброцементная суспензия, как правило, содержит воду, технологические или армирующие волокна, которые могут быть как органическими волокнами (как правило, целлюлозными волокнами), так и синтетическими волокнами (на основе поливинилового спирта, полиакрилонитрила, полипропилена, полиамида, сложного полиэфира, поликарбоната и т. д.), цемент, например, портландцемент, известняк, мел, негашеную известь, гидратированную или гашеную известь, карьерный песок, муку из кварцевого песка, кварцевую муку, аморфный диоксид кремния, конденсированную кварцевую пыль, микрокремнезем, метакаолин, волластонит, слюду, перлит, вермикулит, алюминия гидроксид, пигменты, пеногасители, флоккулирующие средства и другие добавки.
Независимые и зависимые пункты формулы изобретения предусматривают конкретные и предпочтительные признаки настоящего изобретения. При необходимости признаки из зависимых пунктов формулы изобретения могут быть скомбинированы с признаками из независимых или других зависимых пунктов формулы изобретения и/или с признаками, предусмотренными выше и/или ниже в описании.
Вышеизложенные и другие особенности, признаки и преимущества настоящего изобретения станут очевидны из последующего подробного описания, взятого в сочетании с прилагаемыми графическими материалами, на которых в качестве примера изображены принципы настоящего изобретения. Это описание приведено лишь в иллюстративных целях без ограничения объема настоящего изобретения. Ссылки начертежи, описанные ниже, относятся к прилагаемым графическим материалам.
Краткое описание графических материалов
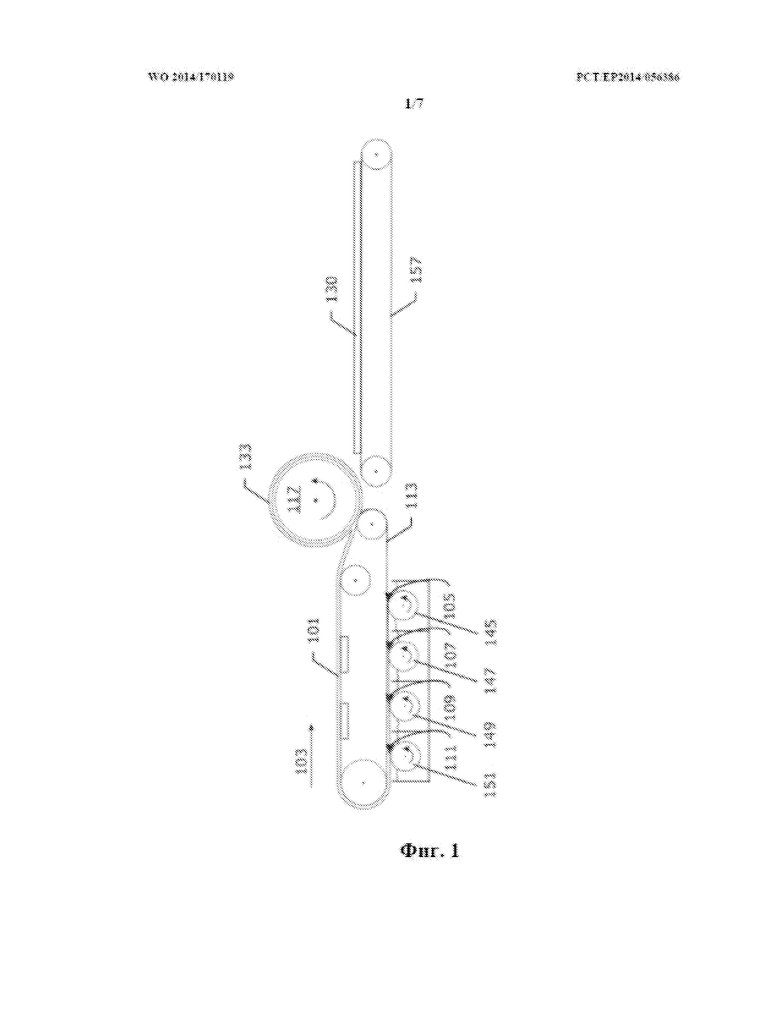
На фиг. 1 представлено схематическое изображение способа с применением технологии Гачека.
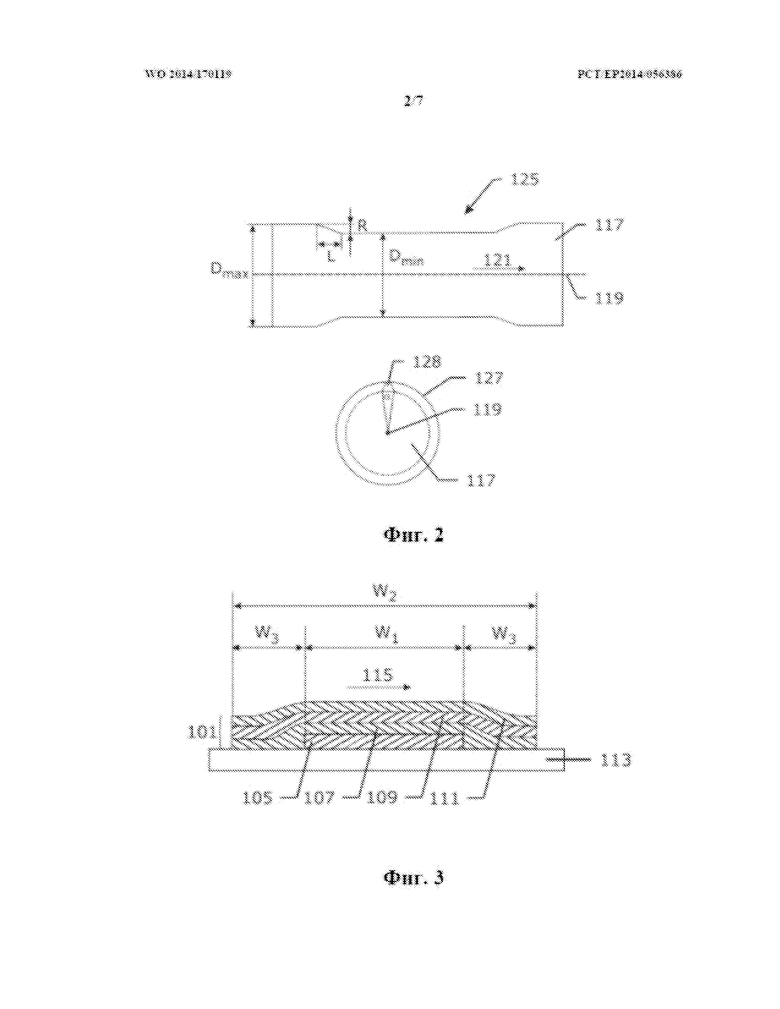
На фиг. 2 представлено схематическое изображение накопительного ролика, используемого в способе согласно настоящему изобретению.
На фиг. 3 представлено схематическое изображение непрерывной фиброцементной многослойной заготовки в направлении производства согласно настоящему изобретению.
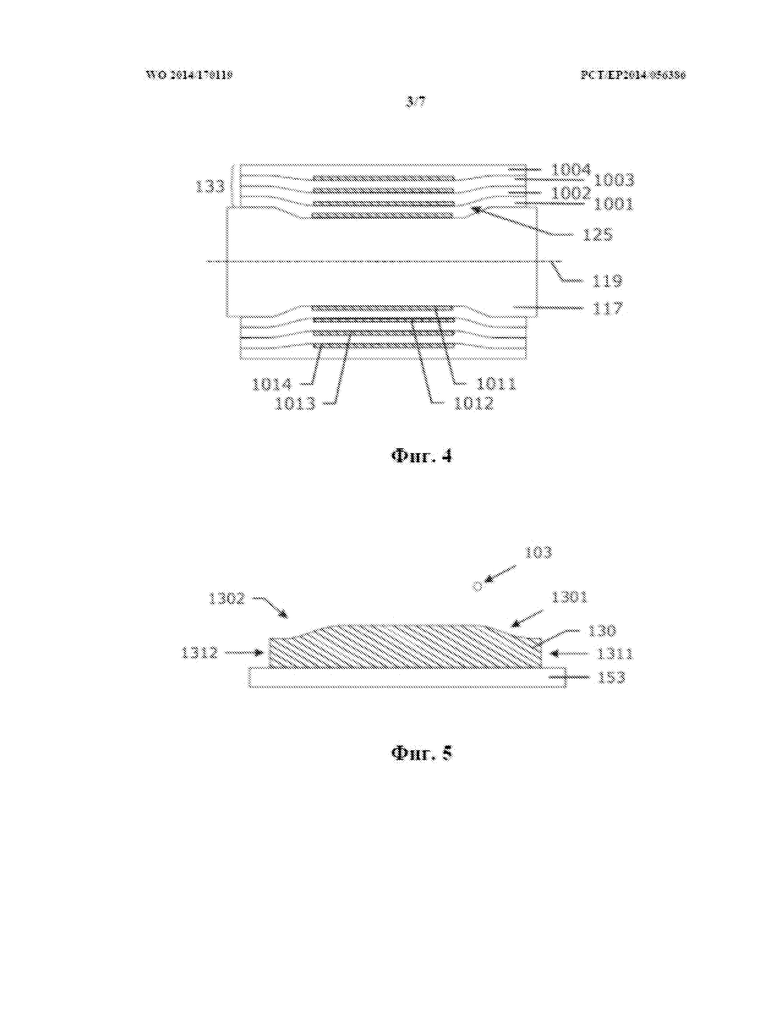
На фиг. 4 представлено схематическое изображение накопительного ролика, на котором накоплено несколько слоев непрерывной фиброцементной многослойной заготовки согласно настоящему изобретению.
На фиг. 5 представлено схематическое изображение неотвержденной профилированной фиброцементной плиты согласно настоящему изобретению.
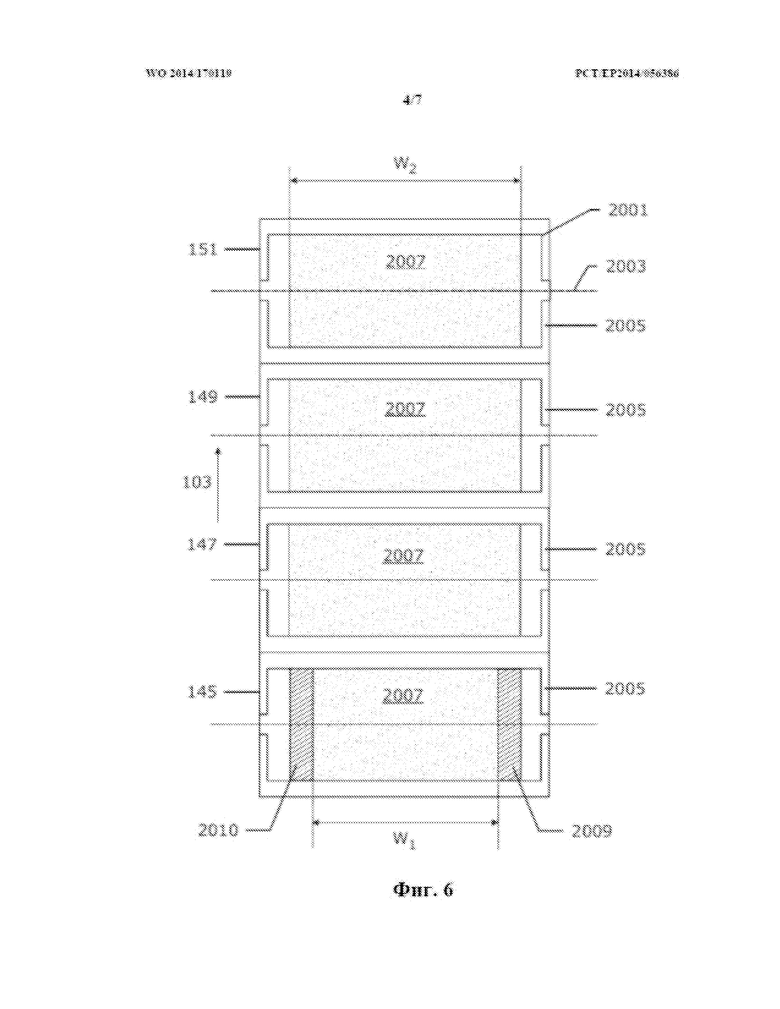
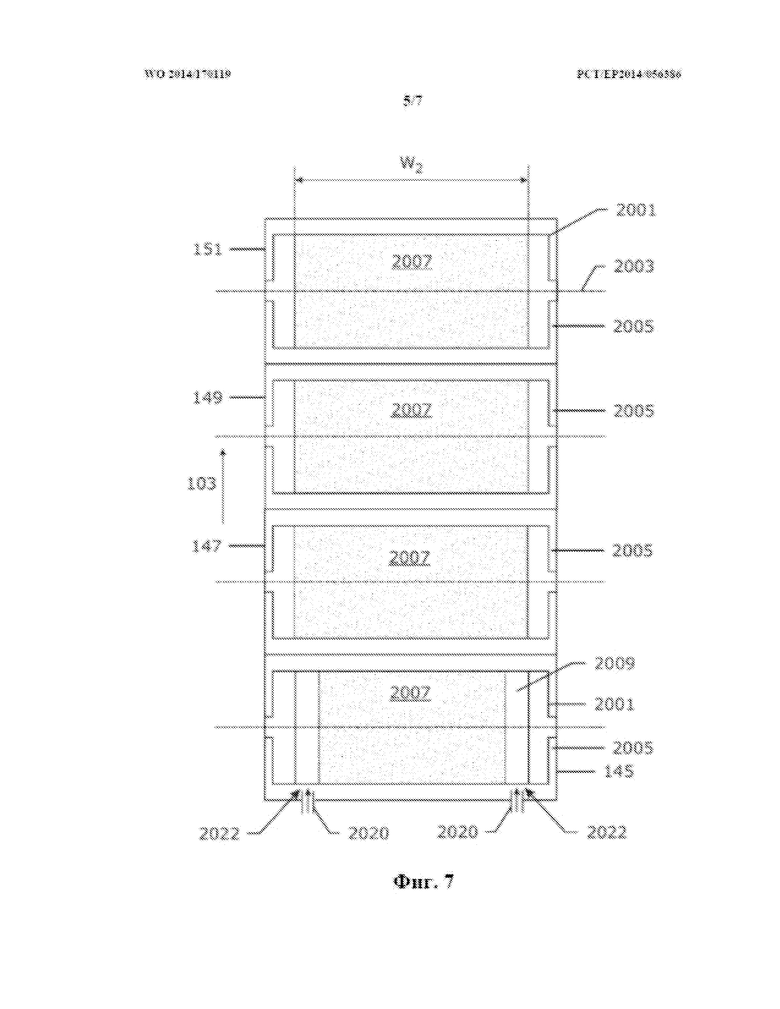
На фиг. 6 и 7 представлены схематические изображения группы сеток вращающегося барабана, используемых в процессе согласно настоящему изобретению.
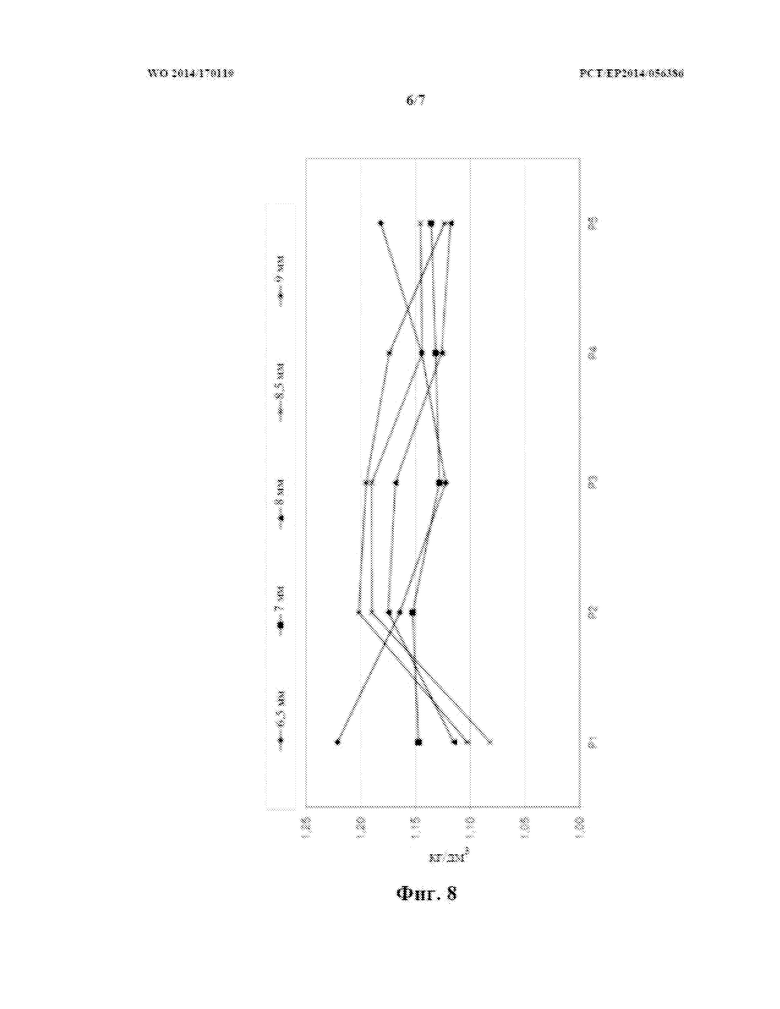
На фиг. 8 показан профиль плотности в поперечном направлении неотвержденной профилированной фиброцементной плиты согласно настоящему изобретению.
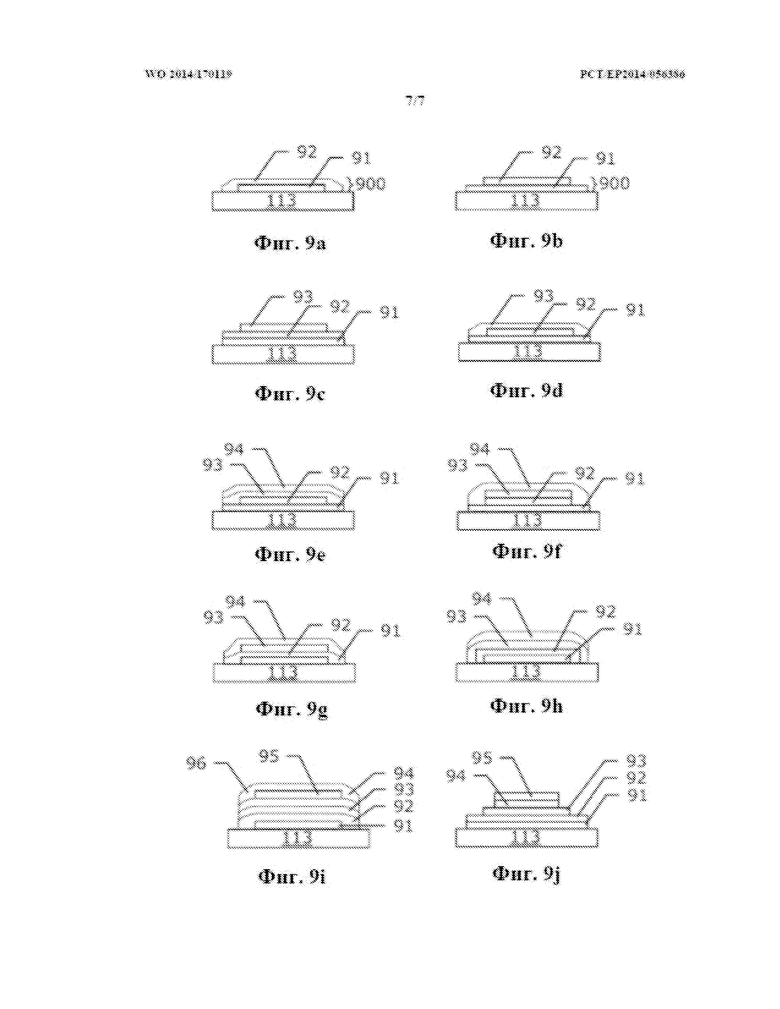
На фиг. 9а–9j представлены схематические изображения непрерывных фиброцементных многослойных заготовок в направлении производства согласно настоящему изобретению.
Подобные ссылочные позиции относятся к подобным, одинаковым или аналогичным элементам на различных фигурах.
Описание иллюстративных вариантов осуществления
Настоящее изобретение будет описано со ссылкой на конкретные варианты осуществления. Следует отметить, что термин «содержащий», используемый в формуле изобретения, не следует понимать как ограничивающий для элементов, следующих за ним; он не исключает другие элементы или этапы. Таким образом, его следует понимать как определяющий наличие заявленных признаков, этапов или компонентов как изложено, но не исключает заранее наличие или добавление одного или несколько других признаков, этапов или компонентов или их групп. Следовательно, объем выражения «устройство, содержащее устройство А и В» не должен ограничиваться устройствами, состоящими только из компонентов А и В. Это означает, что в отношении настоящего изобретения единственными важными компонентами устройства являются А и В.
По всей данной заявке делается ссылка на «один вариант осуществления» или «вариант осуществления». Такие ссылки указывают на то, что конкретный признак, описанный в отношении к варианту осуществления, включен по меньшей мере в один вариант осуществления настоящего изобретения. Следовательно, не обязательно все появления фраз «в одном варианте осуществления» или «в варианте осуществления» в различных местах по всей данной заявке, хотя это и возможно, ссылаются на один и тот же вариант осуществления. Кроме того, конкретные признаки или особенности могут сочетаться любым удобным образом в одном или нескольких вариантах осуществления, что станет очевидно специалисту в данной области техники.
Традиционный способ с применением технологии Гачека изображен на фиг. 1. Количество монослоев в варианте осуществления, изображенном на фиг. 1, в общем составляет четыре, причем они выполнены при помощи четырех вращающихся сеточных барабанов (145, 147, 149, 151). Они захватываются и укладываются на непрерывной транспортировочной ленте 113, выполненной из водонепроницаемого войлока или флиса. Этот войлок, после прохождения четырех вращающихся сеточных барабанов 151, перемещает фиброцементную многослойную заготовку 101. Поскольку система может вращаться непрерывно, это де факто непрерывная фиброцементная многослойная заготовка. Эта заготовка 101, которая транспортируется в направлении 103 производства, приведена в контакт посредством вращающегося накопительного ролика 117. На этом накопительном ролике 117, который согласно настоящему изобретению имеет выемку 125 в осевом направлении 121 вдоль по меньшей мере части окружности 127, как показано на фиг. 2, посредством вращения накопительного ролика вокруг его оси 119 накапливаются слои фиброцементной многослойной заготовки, пока не будет получена заданная толщина. В данный момент накопленная заготовка 133 отрезается, и удаляется с ролика 117, и укладывается на транспортировочное устройство 153. В результате получается неотвержденная профилированная фиброцементная плита 130. Неотвержденная профилированная фиброцементная плита 130 дополнительно регулируется по размерам и отверждается должным образом, например, в зависимости от условий может использоваться воздушная сушка или сушка в автоклаве.
В способах согласно настоящему изобретению по меньшей мере одна из сеток, например первая сетка 145, создает монослой 105, который имеет ширину W1, которая меньше, чем ширина монослоев 107, 109 и 111, созданных другими сетками 147, 149 и соответственно 151. Сетки выставлены одна за другой таким образом, что на непрерывной ленте 113 монослой 105 с наименьшей шириной W1 заключается или, в данном случае, покрывается другими монослоями, в этом варианте осуществления другими тремя монослоями 107, 109 или 111, которые все имеют практически одинаковую ширину W2.
Поперечное сечение непрерывной фиброцементной многослойной заготовки 101, полученной на транспортном устройстве 113, показано на фиг. 3. В направлении 115, поперечном к направлению производства, можно заметить, что монослой 105, уложенный сначала на транспортировочное устройство 113, полностью покрыт следующими друг за другом монослоями 107, 109 и 111.
Как показано на фиг. 4, несколько слоев такой непрерывной фиброцементной многослойной заготовки (1001, 1002, 1003 и 1004) накапливаются на накопительном ролике 117. Для каждой заготовки монослой с уменьшенной шириной (1011, 1012, 1013 и 1014) выполнен внутри выемки 125, тем самым создается накопленная заготовка 133. Как только накопленная заготовка 133 достигает своей требуемой толщины, заготовка 133 удаляется с накопительного ролика 117 и укладывается на транспортировочное устройство 153, как показано на фиг. 1, в результате чего создается неотвержденная профилированная фиброцементная плита 130. Поперечное сечение такой неотвержденной фиброцементной плиты 130, как показано на фиг. 5, уже имеет суженные или скошенные края 1301 и 1302 по обе стороны 1311 и 1312 в направлении 103 производства.
Отверждение неотвержденной фиброцементной плиты для создания профилированной фиброцементной плиты с суженными или скошенными краями может осуществляться, например, посредством воздушной сушки или сушки в автоклаве. Необязательно по обе стороны 1311 и 1312 плита может отрезаться до необходимой общей ширины, что обычно выполняется при производстве с применением технологии Гачека перед отверждением.
На фиг. 6а изображен вид сверху вращающегося сеточного барабана, вращающегося в своем резервуаре, содержащем суспензию, т. е. сетки 145, 147, 149 и 151. Каждый вращающийся барабан 2001 вращается вокруг своей оси 2003 в резервуаре 2005. Вдоль части поверхности вращающегося барабана поверхность снабжена перфорированными отверстиями или снабжена материалом 2007 в виде проволочной сетки, образующим сетку. Ширина сетки является шириной W2 монослоя, который образуется на поверхности сетки, когда суспензия засасывается с внешней стороны сетки в направлении внутренней стороны сетки. Цемент, наполнитель и другие материалы будут удерживаться на поверхности сетки, образуя монослой.
Для первой сетки 145 вращающегося барабана в направлении 103 производства на обоих концах в осевом направлении зона 2009 и 2010 сетки покрыта водонепроницаемым покрытием, таким как краска. В результате этого монослой, образуемый на этой сетке, не будет образовываться вдоль покрытых зон 2009 и 2010, что приводит к тому, что образуется монослой с меньшей шириной W1.
Следует понимать, что также могут использоваться альтернативные последовательности с сеточным барабаном 145, расположенным не на первом участке, но в одном из второго, третьего или четвертого положения в цепочке вращающихся сеточных барабанов.
В качестве примера четыре вращающихся сеточных барабана, как показано на фиг. 1 и 6, используются для образования четырех монослоев. Первый монослой имеет ширину W1 1100 мм, при этом три последующих монослоя имеют ширину W2 1400 мм. Плотность и композиция суспензии, используемой для создания всех четырех монослоев, идентичны. Композиция используемой суспензии представляет собой традиционную суспензию, содержащую воду, цемент, целлюлозные волокна, песок и традиционные добавки. Значения толщины монослоев являются идентичными и составляют 0,25 мм.
В результате этого образуется фиброцементная многослойная заготовка 101, как показано на фиг. 3, при этом первый монослой покрыт тремя другими монослоями. Три других монослоя выходят за пределы первого монослоя на ширину W3, в этом случае составляющую 150 мм с обеих сторон.
Эта фиброцементная многослойная заготовка 101 накапливается на накопительном ролике 117 с максимальным диаметром Dmax, равным 875 мм, и с глубиной R выемки в виде трапеции, равной 2 мм, а также с длиной L стороны в осевом направлении барабана 117, равной 15 мм. Минимальный диаметр Dmin вдоль выемки составляет 871 мм. Так что в зоне длины L диаметр накопительного ролика постепенно меняется от Dmin к Dmax.
Накопительный ролик с окружностью приблизительно 2750 мм снабжен такой выемкой вдоль 2600 мм, оставляя зону 128 окружности с длиной 150 мм без выемки.
Такой пропуск обеспечивает захватывание свежей заготовки 101 накопительным роликом сразу же после удаления ранее накопленной заготовки.
В альтернативном способе накопительный ролик имеет выемку вдоль всей своей окружности, при этом установка содержит устройство для приведения в контакт свежей заготовки с накопительным роликом сразу же после удаления ранее накопленной заготовки. Например, струи воздуха на конце транспортирующей ленты 113, загибающие заготовку наверх к накопительному ролику, или отверстия, засасывающие при помощи вакуума, в накопительном ролике могут поднимать свежую заготовку в направлении накопительного ролика. Также может использоваться подвижный ролик, соответствующий выемке и находящийся в контакте с ней за счет своей периферийной поверхности.
Было изготовлено 5 фиброцементных изделий со скошенными краями, с 5 различными значениями толщины (6,5 мм, 7 мм, 8 мм, 8,5 мм и 9,5 мм); 6, 7, 8, 9 и соответственно 10 слоев заготовки накоплены на накопительном ролике для создания накопленной заготовки. Эта накопленная заготовка отрезается и укладывается на транспортировочное устройство. Полученные неотвержденные профилированные фиброцементные плиты имеют ширину 1400 мм, максимальную толщину 6,5 мм, 7 мм, 8 мм, 8,5 мм и 9,5 мм, а также минимальную толщину на самом тонком конце скошенного края 4,5 мм, 5 мм, 6 мм, 6,5 мм и 7,5 мм.
Профили плотности неотвержденной профилированной фиброцементной плиты показаны на фиг. 8. Плотность неотвержденной профилированной фиброцементной плиты была измерена в 5 положениях. Положение Р3 находится в середине неотвержденной профилированной фиброцементной плиты в поперечном направлении. Р2 и Р4 находятся на 1/4 ширины измеренной неотвержденной профилированной фиброцементной плиты от соответствующих краев. Р1 и Р5 находятся на суженных краях неотвержденной профилированной фиброцементной плиты.
Неотвержденная профилированная фиброцементная плита уменьшается до ширины, применимой для коммерческого использования, на обеих сторонах профиля со скошенным краем, подвергается воздушной сушке и, таким образом, получается профилированная фиброцементная плита.
В качестве альтернативного расположения, показанного на фиг. 7, для первого вращающегося сеточного барабана 145 в направлении 103 производства на обоих концах в осевом направлении, зоны 2009 и 2010 сетки опрыскиваются устройством 2020 для распрыскивания воды, распрыскивающего воду 2022 на зоны 2009 и 2010. Образование монослоя в этой зоне смывается с сетки с образованием монослоя с меньшей шириной W1. Это предпочтительно тем, что ширина монослоя может со временем меняться, т. е. для получения первого слоя многослойной заготовки могут активироваться форсунки, таким образом, может получаться и накапливаться многослойная заготовка, содержащая монослой с уменьшенной шириной, в то время как для всех или некоторых последующих накапливаемых слоев на накопительном ролике форсунки могут быть отключены для получения многослойных заготовок, состоящих из монослоев, у которых у всех ширина идентична.
Следует понимать, что в соответствии с настоящим изобретением на накопительном ролике может быть получено и накоплено больше или меньше 4 монослоев, но по меньшей мере 2. Кроме того, порядок более широких и менее широких монослоев можно варьировать. Кроме того, могут использоваться штабели монослоев, имеющие разную относительно друг друга ширину. Некоторые альтернативные поперечные сечения непрерывной фиброцементной многослойной заготовки показаны на фиг. 9а–9j, где 91, 92, 93, 94, 95 и 96 – монослои, уложенные для получения непрерывной фиброцементной многослойной заготовки 900 согласно настоящему изобретению.
Следует понимать, что, несмотря на предпочтительные варианты осуществления и/или материалы, описанные для предоставления вариантов осуществления согласно настоящему изобретению, могут быть выполнены различные модификации или изменения без отступления от объема и сущности настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ПОЛУЧЕНИЯ ОТВЕРЖДЕННЫХ НА ВОЗДУХЕ ФИБРОЦЕМЕНТНЫХ ПРОДУКТОВ | 2017 |
|
RU2753546C2 |
| КАРБОНИЗАЦИЯ ФИБРОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 2019 |
|
RU2772284C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ МАТЕРИАЛОВ ИЗ РАСПОЛОЖЕННЫХ В ОДНОМ НАПРАВЛЕНИИ ПОЛИМЕРНЫХ ЛЕНТ | 2007 |
|
RU2436677C2 |
| ЦВЕТНЫЕ ФИБРОЦЕМЕНТНЫЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2018 |
|
RU2762871C2 |
| ФИБРОЦЕМЕНТНЫЕ ИЗДЕЛИЯ ДЛЯ НАСТИЛА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2754409C2 |
| ФИБРОЦЕМЕНТНЫЕ ИЗДЕЛИЯ СВЕТЛОГО ОТТЕНКА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2749259C2 |
| КОМПОЗИЦИОННЫЙ КОНСТРУКТИВНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 1999 |
|
RU2220851C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 2009 |
|
RU2419541C1 |
| РАСПРЕДЕЛИТЕЛЬ СУСПЕНЗИИ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2012 |
|
RU2638666C2 |
| ФИБРОЦЕМЕНТНЫЕ ИЗДЕЛИЯ ДЛЯ НАПОЛЬНОГО ПОКРЫТИЯ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2018 |
|
RU2754745C2 |
Изобретение относится к способу с применением технологии Гачека для производства фиброцементных плит и к фиброцементным плитам, полученным с применением данной технологии. Способ включает этапы получения непрерывной фиброцементной многослойной заготовки в направлении производства посредством укладки по меньшей мере одного монослоя первого типа монослоев, имеющего первую ширину (W1) в поперечном направлении и по меньшей мере одного монослоя второго типа монослоев, имеющего вторую ширину (W2) в указанном поперечном направлении. При этом указанная первая ширина (W1) меньше, чем указанная вторая ширина (W2). По меньшей мере один монослой второго типа монослоев проходит в поперечном направлении за пределы по меньшей мере одного монослоя первого типа монослоев. Осуществляют накопление по меньшей мере одного слоя указанной непрерывной фиброцементной многослойной заготовки на профилированный накопительный ролик. При этом указанный накопительный ролик имеет выемку в осевом направлении вдоль по меньшей мере части своей окружности, в результате чего по меньшей мере первый монослой получают внутри указанной выемки, посредством чего получают накопленную заготовку. Удаляют указанную накопленную заготовку с накопительного ролика, посредством чего получают неотвержденную профилированную фиброцементную плиту. Осуществляют отверждение указанной неотвержденной фиброцементной плиты для получения указанной профилированной фиброцементной плиты. Техническим результатом является повышение эффективности изготовления фиброцементных плит. 13 з.п. ф-лы, 18 ил.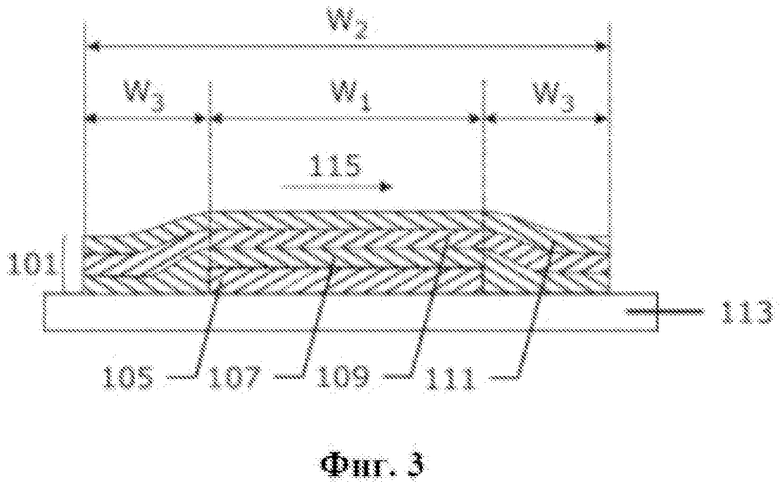
1. Способ с применением технологии Гачека для производства профилированных фиброцементных плит, включающий этапы:
получения непрерывной фиброцементной многослойной заготовки (101) в направлении (103) производства посредством укладки по меньшей мере одного монослоя (105) первого типа монослоев, имеющего первую ширину (W1) в поперечном направлении (115), и по меньшей мере одного монослоя (107, 109, 111) второго типа монослоев, имеющего вторую ширину (W2) в указанном поперечном направлении, при этом указанная первая ширина (W1) меньше, чем указанная вторая ширина (W2), по меньшей мере один монослой (107) второго типа монослоев проходит в поперечном направлении за пределы по меньшей мере одного монослоя (105) первого типа монослоев;
накопления по меньшей мере одного слоя указанной непрерывной фиброцементной многослойной заготовки на профилированный накопительный ролик (117), при этом указанный накопительный ролик имеет выемку (125) в осевом направлении (121) вдоль по меньшей мере части своей окружности (127), в результате чего по меньшей мере первый монослой получают внутри указанной выемки, посредством чего получают накопленную заготовку (133);
удаления указанной накопленной заготовки с накопительного ролика, посредством чего получают неотвержденную профилированную фиброцементную плиту (130);
отверждения указанной неотвержденной фиброцементной плиты для получения указанной профилированной фиброцементной плиты.
2. Способ по п. 1, отличающийся тем, что выемка имеет глубину в диапазоне от 0,5 мм до 3 мм.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что разность между указанной шириной (W1) указанного первого типа монослоев в поперечном направлении (115) и шириной (W2) указанного второго типа монослоев составляет по меньшей мере 40 мм.
4. Способ по п. 1, отличающийся тем, что указанная многослойная заготовка дополнительно содержит n дополнительных монослоев, при этом n является целым числом, равным по меньшей мере 1, причем указанная ширина каждого из указанных n дополнительных монослоев в поперечном направлении больше, чем первая ширина, и при этом каждый из указанных n монослоев проходит в поперечном направлении за пределы первого монослоя.
5. Способ по п. 4, отличающийся тем, что указанные n дополнительных монослоев представляют собой монослои указанного второго типа монослоев.
6. Способ по п. 1, отличающийся тем, что указанная выемка имеет трапециевидную форму, при этом длина радиальной проекции каждой из сторон указанной трапециевидной формы на ось указанного накопительного ролика находится в диапазоне 2–20 мм.
7. Способ по п. 1, отличающийся тем, что указанная многослойная заготовка дополнительно содержит m дополнительных монослоев, при этом указанные m монослоев являются монослоями указанного первого типа монослоев.
8. Способ по п. 1, отличающийся тем, что указанная многослойная заготовка состоит из 2–8 монослоев.
9. Способ по п. 1, отличающийся тем, что по меньшей мере один монослой первого типа монослоев имеет толщину, отличную от толщины по меньшей мере одного монослоя второго типа монослоев.
10. Способ по п. 1, отличающийся тем, что каждый из указанных монослоев получают посредством накопления фиброцементной суспензии на вращающемся сеточном барабане и удаления указанной накопленной фиброцементной суспензии с указанного вращающегося сеточного барабана в виде монослоя, при этом ширину указанного первого типа монослоев в поперечном направлении получают посредством блокирования по меньшей мере части сетки на внешних концах в осевом направлении вращающегося сеточного барабана.
11. Способ по п. 1, отличающийся тем, что каждый из указанных монослоев получают посредством накапливания фиброцементной суспензии на вращающемся сеточном барабане и удаления указанной накопленной фиброцементной суспензии с указанного вращающегося сеточного барабана в виде монослоя, при этом ширину указанного первого типа монослоев в поперечном направлении получают посредством удаления части накопленной фиброцементной суспензии с сетки, части которой выступают за пределы ширины, которую необходимо получить.
12. Способ по п. 11, отличающийся тем, что суспензию удаляют посредством распыления воды на удаляемую суспензию.
13. Способ по п. 1, отличающийся тем, что указанный накопительный ролик не имеет выемку (125) в осевом направлении (121) вдоль по меньшей мере 40 мм своей окружности.
14. Способ по п. 1, отличающийся тем, что указанный накопительный ролик имеет выемку (125) в осевом направлении (121) вдоль всей своей окружности, при этом способ дополнительно включает применение устройства для приведения по меньшей мере одного слоя указанной непрерывной фиброцементной многослойной заготовки в контакт с накопительным роликом в выемке вначале накопления по меньшей мере одного слоя указанной непрерывной фиброцементной многослойной заготовки на профилированный накопительный ролик.
| US 2010043956 А1, 25.02.2010 | |||
| АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕСПРОКЛАДОЧНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ ЛИСТОВ ИЗ ФИБРОЦЕМЕНТА | 0 |
|
SU282992A1 |
| NL 7704273 А, 24.10.1977 | |||
| US 4743414 А, 10.05.1988 | |||
| GB 675713 А, 16.07.1952. | |||

