Известна автоматическая линия беспрокладочного изготовления волнистых листов из фиброцемента, например асбестоцемента, включающая установленные последовательно по ХОду технологического процесса и связанные средствами передачи: листоформовочную машину для получения наката, машину для раскроя наката на заготовки, машину для формования волнистых листов и соединенные переборщиком-стонировщиком термоизолированные вертикально замкнутые конвейеры для паровоздушной и водной обработки листов.
Использование в этой линии переборщ,икастопировшика вызывает большие потери тепла, а это, в свою очередь, замедляет твердение изделий. Кроме того, при работе линии происходит механическое повреждение изготавливаемых листов.
Предлагаемая автоматическая линия характеризуется меньшим удельным расходом тепла и более высоким качеством изделий. Достигается это тем, что между конвейером паровоздушной обработки и конвейером водной обработки установлен перекладчик пачек, а на выходе конвейера водной обработки смонтировано устройство для формирования стопы листов. Конвейер водной обработки выполнен в виде термоизолированного вертикально замкнутого транспортера, рабочая ветвь которого смонтирована в ванне, а свободная -
под открытым для излучения тепла дниш,ем ванны.
Устройство для формирования стопы листов содержит перекладчик в виде качающейся пары рычагов с траверсой, несущей вакуумную коробку, транспортер для подачи листов в стопу с системой приводных досылающих и прижимных подпружиненных роликов с торцовым формовщиком и снижатель с силовым
цилиндром и транспортерами для выдачи стоп и подачи поддонов для укладки следующих стоп.
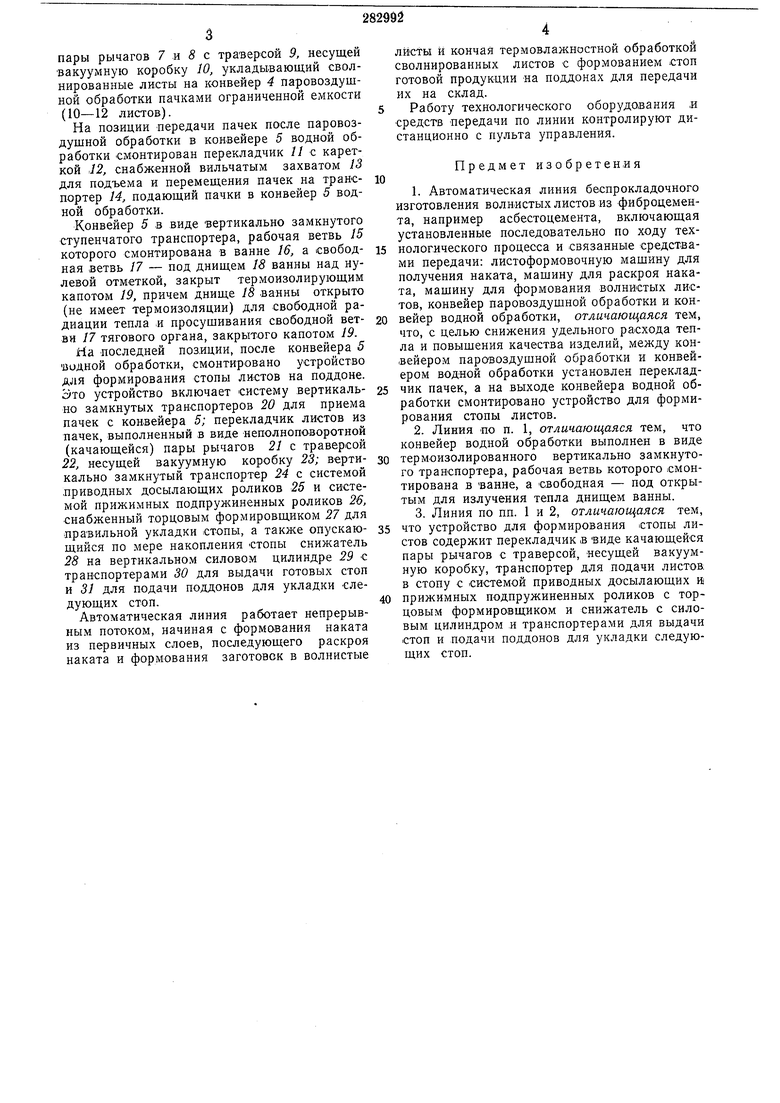
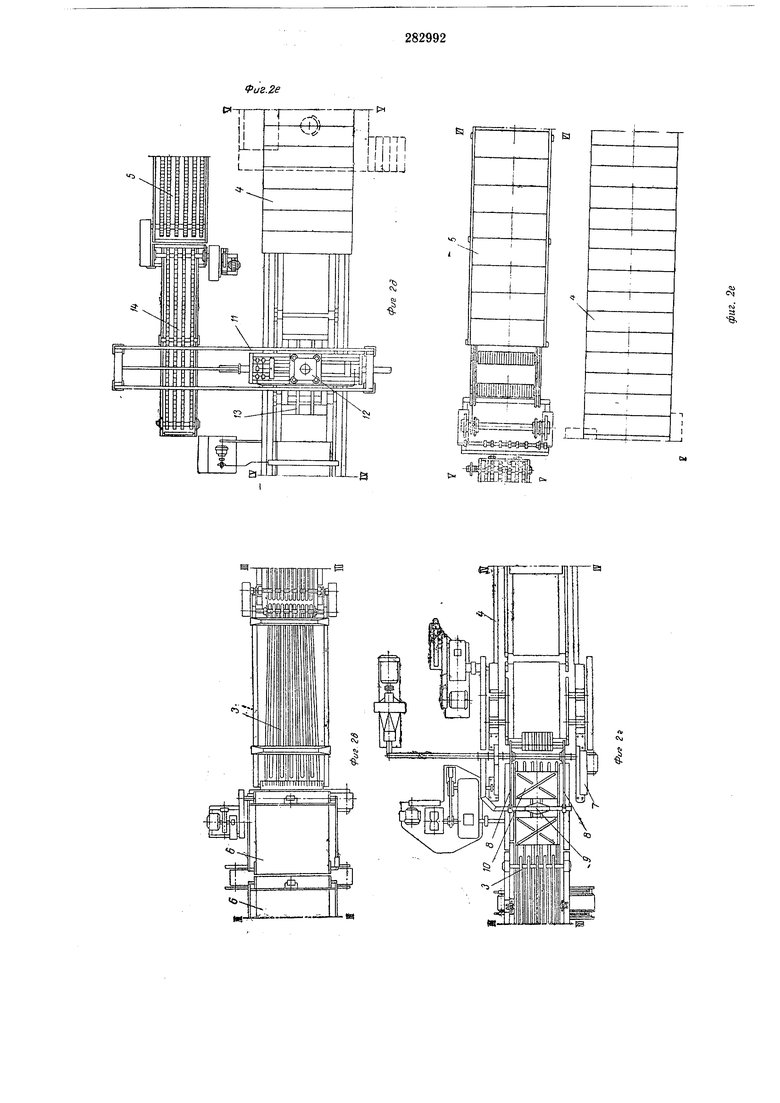
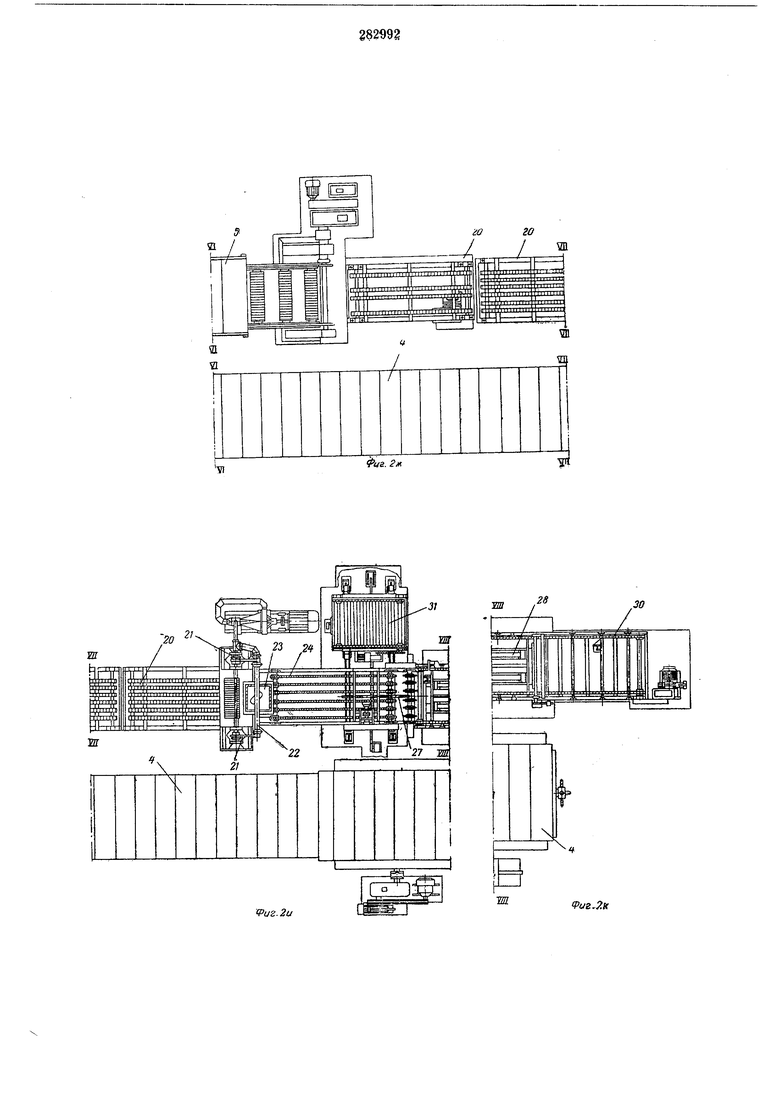
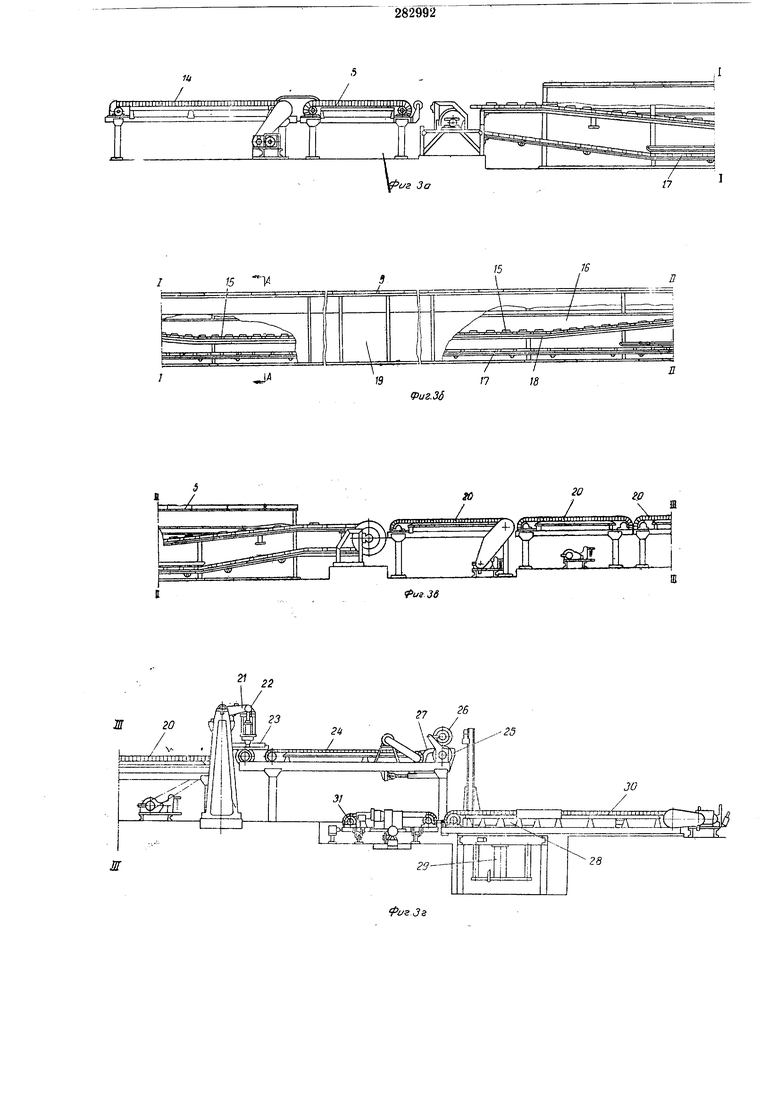
На фиг. 1 показан общий вид описываемой автоматической линии сбоку; на фиг. 2 - то
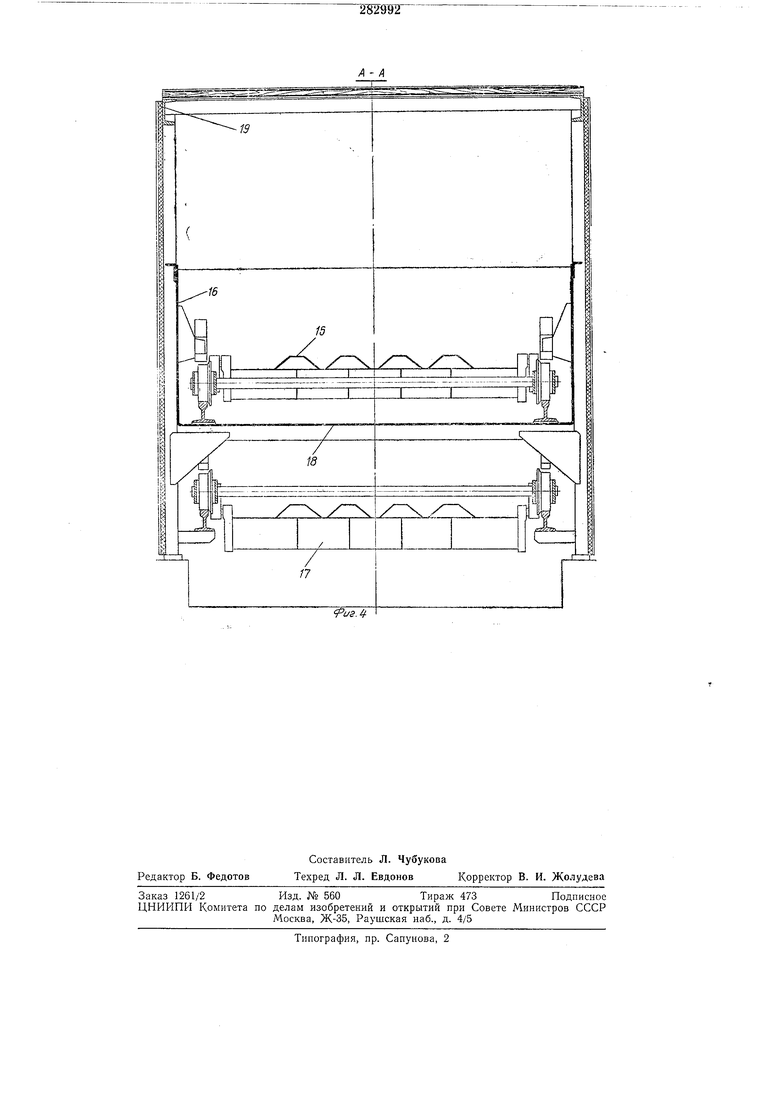
же, вид сверху; на фиг. 3 - конвейер водной обработки с частично снятым капото.м, вид сбоку; на фиг. 4 - поперечный разрез конвейера водной обработки. Линия включает листоформовочную машину 1 для формования наката заданной толщины, машину 2 для раскроя срезанного наката на заготовки, машину 3 для формования волнистых листов, ярусный конвейер 4 паровоздушной обработки сволнированных листов и
конвейер 5 водной обработки.
Устройства 1-4 связаны между собой вертикально замкнутыми транспортерами 6, причем на позиции подачи сволнированных листов в конвейер 4 паровоздушной обработки
пары рычагов 7 и S с траверсой 9, несущей вакуумную коробку 10, укладывающий сволнированные листы на конвейер 4 паровоздущной обработки пачками ограниченной емкости (10-12 листов).
На нозиции Передачи пачек после паровоздущной обработки в конвейере 5 водной обработки смонтирован перекладчик 11с кареткой 12, снабженной вильчатым захватом 13 для подъема и перемещения пачек на транспортер 14, подающий пачки в конвейер 5 водной обработки.
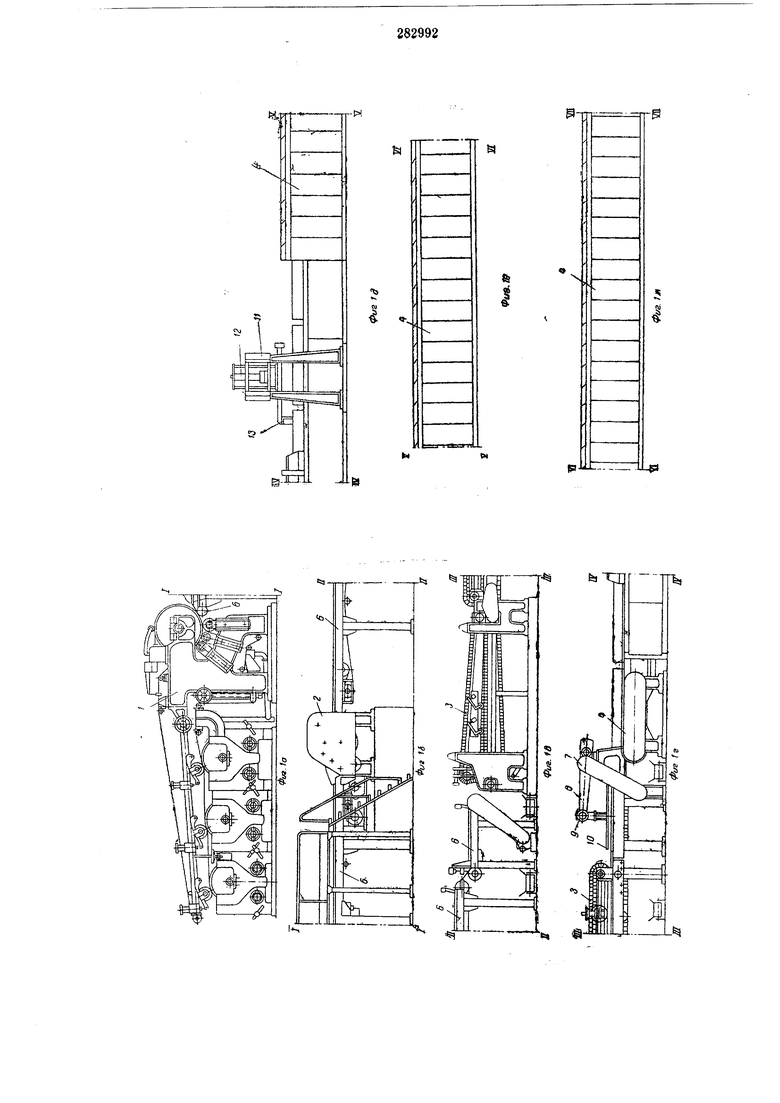
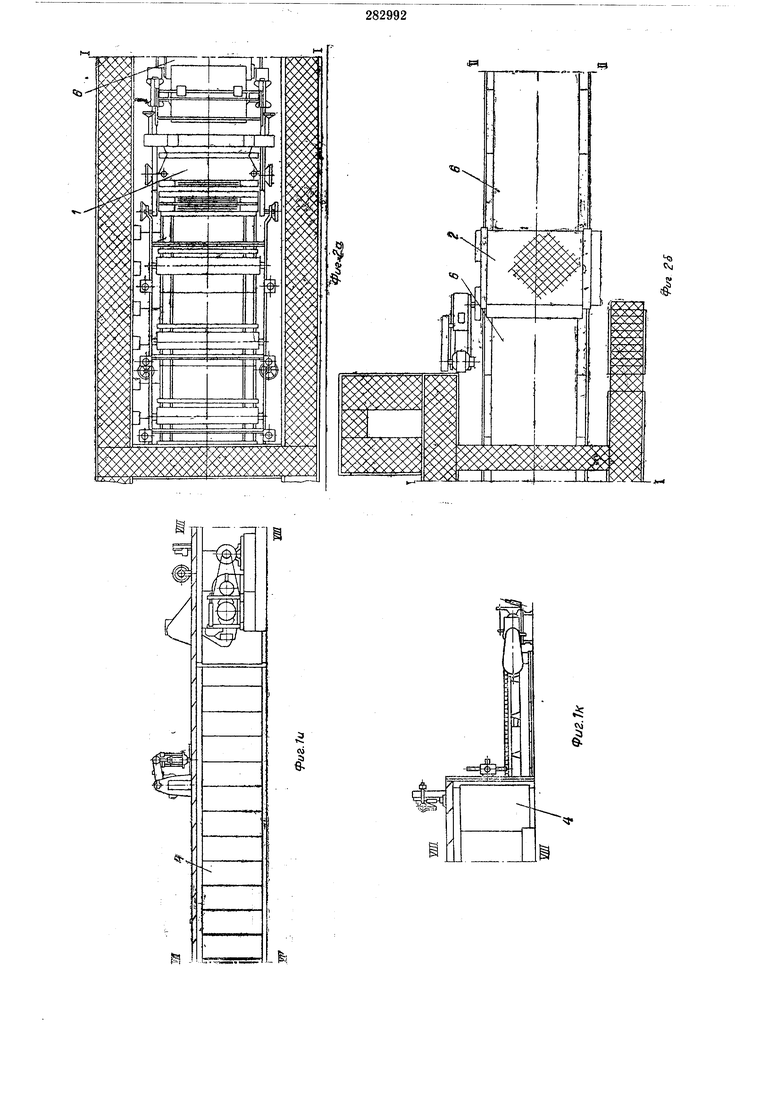
Конвейер 5 в виде вертикально замкнутого ступенчатого транспортера, рабочая ветвь 15 которого смонтирована в ванне 16, а свободная ветвь 17 - под днищем 18 ванны над нулевой отМеткой, закрыт термоизолирующим капотом 19, причем днище 18 ванны открыто (не имеет термоизоляции) для свободной радиации тепла и просушивания свободной ветви 17 тягового органа, закрытого капотом 19.
На последней позиции, после конвейера 5 ВОДНОЙ обработки, смонтировано устройство АЛЯ формирования стоны листов на поддоне. Это устройство включает систему вертикально замкнутых транспортеров 20 для приема пачек с конвейера 5; перекладчик листов из пачек, выполненный в виде неполноповоротной (качающейся) пары рычагов 21 с траверсой 22, несущей вакуумную коробку 23; вертикально замкнутый транспортер 24 с системой .приводных досылающих роликов 25 и системой прижимных подпружиненных роликов 26, снабженный торцовым формировщиком 27 для правильной укладки стопы, а также опускающийся по мере накопления стопы снижатель 28 на вертикальном силовом цилиндре 29 с транспортерами 30 для выдачи готовых стоп и 31 для подачи поддонов для укладки следующих стоп.
Автоматическая линия работает непрерывным потоком, начиная с формования наката из первичных слоев, последующего раскроя наката и формования заготовок в волнистые
листы и кончая термовлажностной обработкой сволнированных листов с формованием стоп готовой продукции на поддонах для передачи их на склад.
Работу технологического оборудования ,и средств передачи по линии контролируют дистанционно с пульта управления.
Предмет изобретения
1.Автоматическая линия беспрокладочного изготовления волнистых листов из фиброцемента, например асбестоцемента, включающая установленные последовательно по ходу технологического процесса и связанные средствами передачи: листоформовочную мащину для получения наката, мащину для раскроя наката, мащину для формования волнистых листов, конвейер паровоздущной обработки и конвейер водной обработки, отличающаяся тем, что, с целью снижения удельного расхода тепла и повышения качества изделий, между конвейером паровоздушной обработки и конвейером водной обработки установлен перекладчик пачек, а на выходе конвейера водной обработки смонтировано устройство для формирования стопы листов.
2.Линия по п. 1, отличающаяся тем, что конвейер водной обработки выполнен в виде
термоизолированного вертикально замкнутого транспортера, рабочая ветвь которого смонтирована в -ванне, а свободная - под открытым для излучения тепла днищем ванны.
3.Линия по пп. 1 и 2, отличающаяся тем, что устройство для формирования стопы листов содержит перекладчик в виде качающейся пары рычагов с траверсой, несущей вакуумную коробку, транспортер для подачи листов: в стопу с системой приводных досылающих и,
прижимных подпружиненных роликов с торцовым формировщиком и снижатель с силовым цилиндром ,и транспортерами для выдачи стоп и подачи поддонов для укладки следующих стоп.
тпrrg
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ листов из ФИБРОЦЕМЕНТА | 1970 |
|
SU272863A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХ ВОЛНИСТЫХ ЛИСТОВФона SHO^EFTOS | 1972 |
|
SU420457A1 |
| Технологическая линия для изготовления волнистых листов | 1973 |
|
SU447269A1 |
| УСТАНОВКА ДЛЯ БЕСПРОКЛАДОЧНОГО ФОРМОВАНИЯ ВОЛНИСТЫХ ЛИСТОВ из ФИБРОЦЕМЕНТА | 1972 |
|
SU347203A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ПЛИТ | 2018 |
|
RU2710260C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ЦЕМЕНТНО-ВОЛОКНИСТЫХ ПЛИТ | 2018 |
|
RU2710255C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ОБЛИЦОВОЧНЫХ ПЛИТ | 2018 |
|
RU2710248C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2100190C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU407738A1 |
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
М I
v
Б5
Ь,
kO
,J
Сч)
а 8.
VI
Й/г. г л
РигЛ
