Изобретение относится к конструктивным элементам, имеющим многослойную структуру, и особенно к элементам, которые могут быть использованы в применениях для несущих конструкций, например для замены стальных плит с ребрами жесткости.
Известно, что в таких применениях, как корпуса судов или мостовые палубы, можно повысить жесткость стальных плит, снабдив их удлиненными ребрами жесткости, которые содержат дополнительные стальные балки, приваренные перпендикулярно к основной плите. Ребра жесткости могут простираться в одном направлении или двух перпендикулярных направлениях в зависимости от сил, которые должна выдерживать плита. Использование ребер жесткости усложняет процесс изготовления, значительно увеличивает вес и затрудняет предотвращение коррозии и техническое обслуживание всей конструкции.
"Оценка прочности новой системы однонаправленных балок транспортного средства для нефтепродуктов посредством анализа надежности" SNAME, протоколы V 93, 1985, с.55-77 описывает попытку уменьшить недостатки снабжения ребрами жесткости корпуса судна, в котором они предусмотрены только в одном направлении. Это до известной степени помогает при изготовлении и техническом обслуживании судна, но не устраняет другие недостатки при обеспечении ребрами жесткости.
Известно, что металлопластиковые многослойные материалы с повышенными звуко- и теплоизоляционными свойствами используются в облицованных или снабженных кровлей зданиях, см. , например, US 4698278. В таких многослойных материалах обычно используются вспененные или волокнистые материалы, и они не имеют возможности или не предназначены для того, чтобы выдерживать значительные нагрузки, т.е. значительно большие, чем их собственный вес, и меньшие нагрузки, связанные с локальным воздействием дождя или снега.
В патенте US 4851271 описывается использование металлопластиковых многослойные материалов для облицовки нефтяных резервуаров для обеспечения звукоизоляционных свойств. В таких применениях в емкостях многослойный материал в целом не создает значительно большую нагрузку, чем собственный вес и вес содержимого емкости. Слои облицовки также не увеличивают значительно конструкционную прочность многослойного материала.
В US 52196629 описано использование алюминиевых многослойных материалов с различными материалами сердечника в конструкции кузовов прицепов грузовых автомобилей. Однако слои алюминия слишком тонкие и материалы сердечника недостаточно прочные для того, чтобы выносить значительные нагрузки в больших конструкциях.
В диссертации Джозефа Линдера "Поведение улучшенных систем корпуса судна из двойной многослойной плиты. Экспериментальные исследования", представленной для частичного выполнения требований к званию магистра технических наук в Карлтонском университете, Оттава, Канада, обсуждалось использование многослойного материала сталь-пенополиуретансталь для конструкции судна, но был сделан вывод, что он не обладал ни достаточной прочностью на изгиб и прочностью связи, ни достаточным поглощением энергии.
Настоящее изобретение предусматривает конструктивньой многослойный элемент, содержащий:
первый слой металла, имеющий первую внутреннюю поверхность и первую наружную поверхность; второй слой металла, имеющий вторую внутреннюю поверхность и вторую наружную поверхность, причем второй слой металла отделен промежутком от указанного первого слоя металла; и
промежуточный слой, содержащий эластомер, расположенный между указанными первой и второй внутренними поверхностями и приклеенный к ним, причем указанный эластомер имеет модуль упругости Е, больший или равный приблизительно 250 МПа, и пластичность, превышающую пластичность слоев металла.
Настоящее изобретение также предусматривает способ изготовления конструктивного многослойного элемента, включающий стадии, в которых используют первый и второй слои металла с промежутком между ними для образования полости сердечника, заполняют полость сердечника неотвержденным эластомером, имеющим после отверждения модуль упругости Е, больший или равный приблизительно 250 МПа и пластичность, превышающую пластичность слоев металла, и отверждают эластомер для приклеивания слоев металла.
Основным требованием изобретения является то, чтобы поведение многослойного материала под нагрузкой было как бы поведением единого целого, а не трех отдельных компонентов, и чтобы механические свойства промежуточного слоя и его связь с наружными слоями были выбраны так, чтобы это осуществить. Промежуточный слой должен поэтому иметь удовлетворительный модуль упругости и пластичность, чтобы иметь возможность передавать поперечные силы, которые возникают или предполагаются при использовании между двумя слоями металла. Также желательна достаточная прочность сцепления для передачи сил сдвига.
В применениях, в которых важна возможность противостоять ударам, например при постройке судов, промежуточный слой должен дополнительно иметь достаточный предел текучести для того, чтобы не разрушаться под действием расчетных ударных нагрузок. Под действием экстремальных нагрузок элемент будет поглощать большую энергию, чем сопоставимые элементы из одного листа металла благодаря рассеиванию напряжений, увеличенному точечному сопротивлению и поведению элемента в целом как неупругая мембрана.
Предпочтительно, чтобы относительные величины прочности и пропорции двух листов металла и промежуточного слоя, особенно жесткость промежуточного слоя, выбирались таким образом, чтобы элемент под действием чрезвычайных изгибающих или прогибающих нагрузок выгибался глобально (как одно целое), предпочтительнее, чем асимметрично или локально.
Также предпочтительно, чтобы промежуточный слой имел пластичность и модуль упругости, которые достаточны для распространения концентраций напряжений у конца трещины в одном слое металла путем передачи их на другой слой, для того, чтобы предотвращалось развитие трещины между слоями. Промежуточный слой будет также иметь эффект торможения при развитии трещины в слое, в котором она началась.
Слои металла предпочтительно изготовляются из стали, и толщина каждого слоя находится в диапазоне от 3,5 до 25 мм. Минимальной является толщина самого тонкого слой, который можно эффективно сваривать стыковым швом, который необходим для прочности. У верхнего предела толщины преимущества изобретения уменьшаются. Нет необходимости в том, чтобы два слоя металла были одной и той же толщины. В частности, можно предусмотреть излишек на той стороне, которая при использовании будет обращена к коррозионной окружающей среде.
Пластиковый материал предпочтительно ведет себя как эластомер при нагрузках, предусмотренных при использовании, и имеет толщину в диапазоне от 20 до 100 мм. Толщина промежуточного слоя может изменяться по ширине элемента в некоторых применениях. Предпочтительно, чтобы материал был компактным, т.е. не вспененным, хотя некоторое количество пустот могут иметь место либо преднамеренно, либо в результате побочного действия используемого способа изготовления, предусматривая при этом, чтобы не снижались требуемые свойства композиционного материала. Предполагается, что максимально допустимое пространство, занимаемое пустотами в промежуточном слое, находится между 10 и 20%.
Настоящее изобретение также предлагает способ соединения конструктивного многослойного элемента, содержащего первый и второй слои металла и промежуточный слой, образованный из первого эластомера, с другим элементом, причем способ содержит стадии, в которых обеспечивают припуск на сварной шов, примыкающий к участку конструктивного многослойного элемента, для чего в промежуточном слое выполняют выемки со стороны первого и второго слоев, приваривают указанный участок к указанному другому элементу, заполняют припуск на сварный шов неотвержденным вторым эластомером, который после отверждения имеет модуль упругости Е, больший или равный приблизительно 250 МПа и пластичность, превышающую пластичность слоев металла, и отверждают неотвержденный второй эластомер так, чтобы он был связан с первым и вторым слоями металла и с промежуточным слоем.
Использование изобретения в сложных конструкциях, например судах, дает возможность уменьшить сложность, вес и стоимость посредством исключения необходимости в некоторых или всех ребрах жесткости, исключения или увеличения пространства между продольными и поперечными балками, уменьшения площади поверхности требуемых покрытий и уменьшения количества мест, допускающих коррозию.
Примеры конструктивных выполнении изобретения будут описаны ниже со ссылками на прилагаемые чертежи.
Фиг. 1 изображает вид в поперечном разрезе многослойного элемента в соответствии с изобретением.
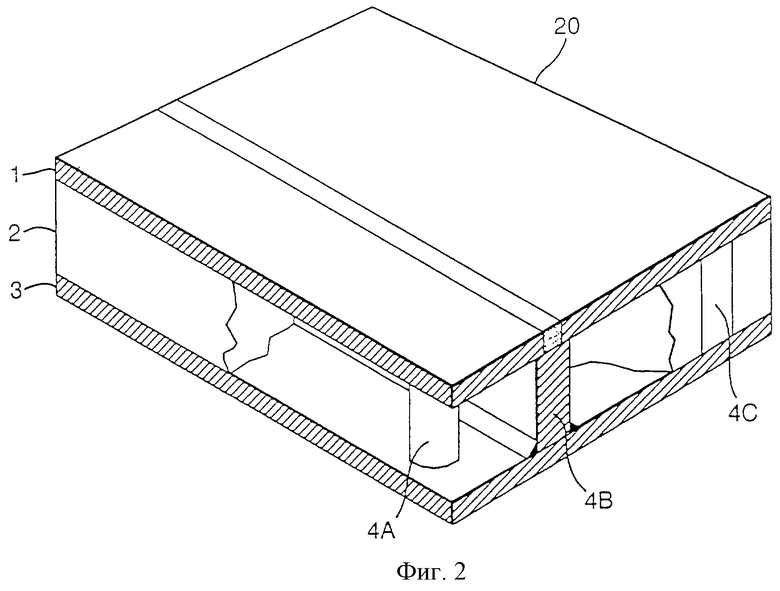
Фиг. 2 - вид в перспективе с частичным вырезом многослойного элемента в соответствии с настоящим изобретением, включающего распорки.
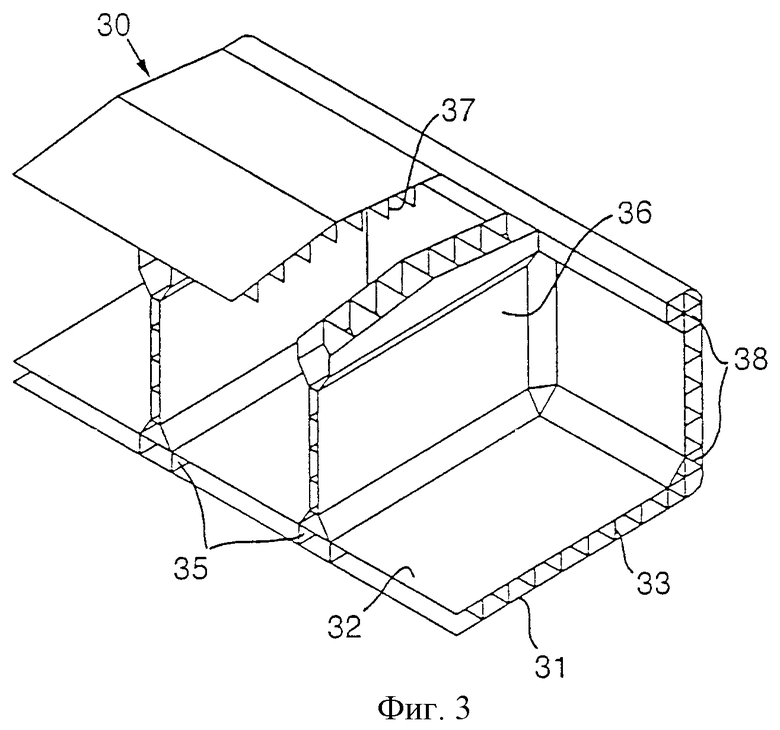
Фиг. 3 - вид в частичном разрезе судна с двойным корпусом, сконструированного с использованием многослойного элемента по изобретению.
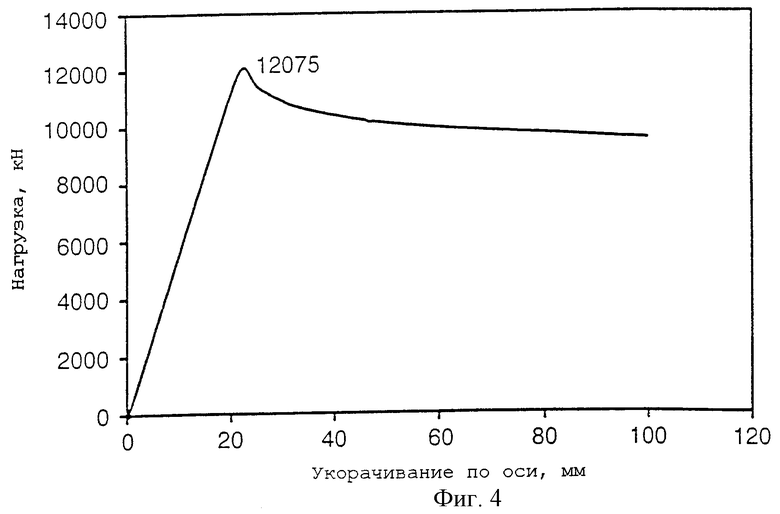
Фиг. 4 - график, на котором показано укорачивание по оси многослойного элемента в соответствии с изобретением под действием нагрузки в плоскости.
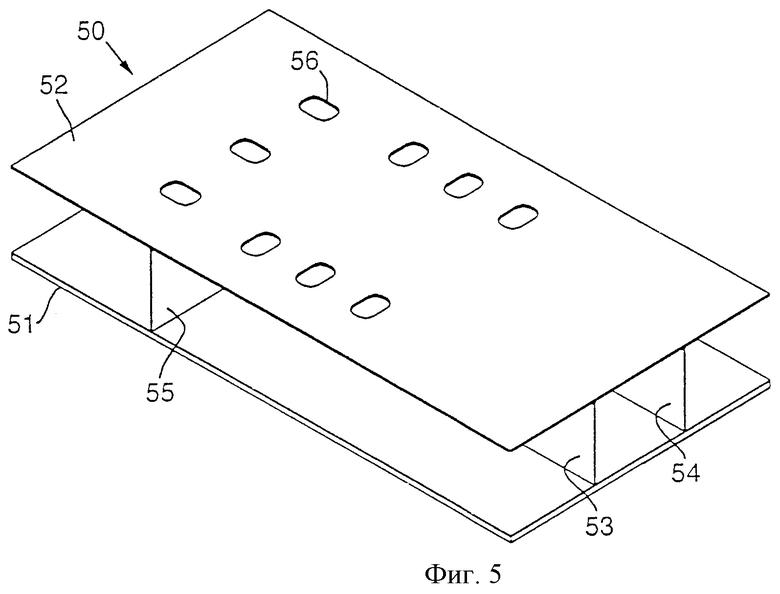
Фиг. 5 - вид в перспективе испытательного образца, включающего плиту в соответствии с изобретением.
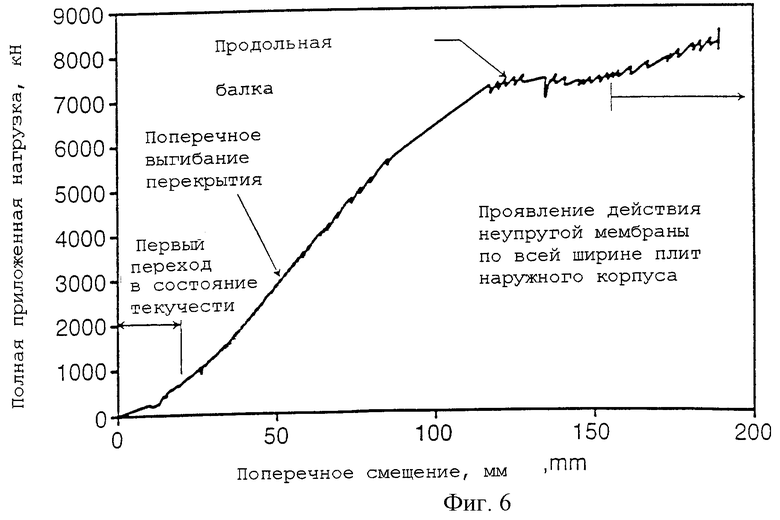
Фиг. 6 - график, иллюстрирующий поведение испытательного образца под действием поперечной нагрузки.
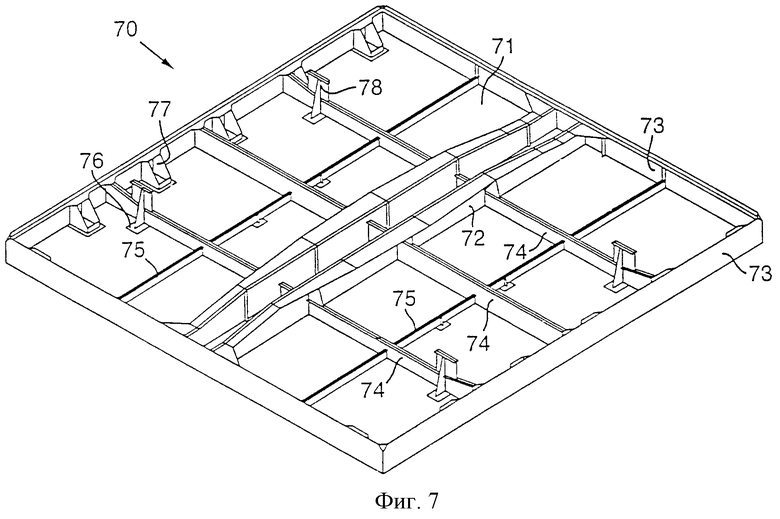
Фиг. 7 - вид в перспективе крышки люка для судна-контейнеровоза, сконструированного с использованием многослойных элементов в соответствии с изобретением.
На фигурах одинаковые детали обозначены одинаковыми позициями.
На фиг. 1 показан вид в поперечном разрезе многослойного элемента 10 в соответствии с настоящим изобретением. Многослойный элемент 10 содержит первый наружный слой 1, промежуточный слой или сердечник 2 и второй наружный слой 3. Промежуточный слой 2 связан с каждым - первым и вторым наружными слоями 1,3 с достаточной прочностью для передачи нагрузок сдвига между наружными слоями для образования композиционного конструктивного элемента, способного выдерживать значительно большие нагрузки, чем собственный вес.
Точная нагрузка, которую должен выносить многослойный элемент, будет зависеть от применения, для которого он предназначен. Например, если многослойный элемент будет использован как плита корпуса судна нефтяного танкера водоизмещением 40000 т, он должен иметь возможность выдерживать нагрузку в плоскости по меньшей мере 10-12000 кН при ширине 2 м без прогиба или поперечную нагрузку по меньшей мере 100 кПа, предпочтительно 1000 кПа или выше, без разрушения. Для меньших судов, особенно яхт, многослойный элемент не должен быть таким прочным.
На фиг.4 показана типичная кривая укорачивания в осевом направлении под действием нагрузки для многослойной композиционной плиты корпуса шириной 2000 мм в соответствии с изобретением. На ней показана по существу линейная зависимость укорачивания от нагрузки вплоть до нагрузки 12075 кН.
Первый и второй слои 1,3 изготовлены из металла, и промежуточный слой 2 изготовлен из пластика или эластомерного материала. Абсолютные и относительные размеры элемента и конкретные используемые материалы зависят от применения, для которого предназначен элемент. Первый и второй наружные слои будут иметь минимальную толщину 3 мм, и промежуточный слой 20 мм. Промежуточный слой должен также иметь модуль упругости Е по меньшей мере 250 МПа, предпочтительно 275 МПа, при максимальной предполагаемой температуре окружающей среды, в которой должен использоваться элемент. При применениях для постройки судов она может быть 100oС. Эластомер также должен быть не слишком жестким, так что Е должно быть меньше, чем 2500 МПа при самой низкой предполагаемой температуре, -40 или -45oС в применениях для постройки судов.
Пределы прочности на разрыв, сжатие и растяжение так же, как и удлинение, должны быть максимальными для того, чтобы дать возможность композиционному многослойному материалу абсорбировать энергию в случаях необычных нагрузок, таких как удары. В частности, пределы прочности на сжатие и растяжение эластомера должны быть по меньшей мере 20 и предпочтительно 40 МПа. Пределы прочности на сжатие могут, конечно, быть значительно выше, чем эти минимальные значения.
Слои металла представляют собой предпочтительно конструкционную сталь, хотя могут также быть из алюминиевой нержавеющей стали или других конструкционных сплавов в специальных применениях, в которых легкость, сопротивление коррозии или другие специальные качества являются существенными. Металл должен предпочтительно иметь минимальный предел текучести 240 МПа и удлинение по меньшей мере 20%. Для многих применений, особенно для постройки судов, существенно, чтобы металл был свариваемым.
Пластичность эластомера при самой низкой рабочей температуре должна быть больше, чем пластичность слоев металла, которая составляет около 20%. Предпочтительной величиной пластичности эластомера при самой низкой рабочей температуре является 50%. Термический коэффициент эластомера должен быть также достаточно близок к коэффициенту стали, так что изменение температуры в предполагаемом рабочем диапазоне и в продолжение сварки не должно вызывать расслоения. Величина, на которую могут различаться термические коэффициенты двух материалов, зависит частично от упругости эластомера, но предполагается, что коэффициент термического расширения эластомера может быть приблизительно в 10 раз выше, чем коэффициент листов металла. Коэффициент термического расширения может регулироваться путем добавки в эластомер наполнителей.
Прочность связи между эластомером и слоями металла должна быть по меньшей мере 3, предпочтительно 6 МПа по всему рабочему диапазону. Это предпочтительно достигается в результате свойственной эластомеру адгезионной способности к стали, однако могут быть предусмотрены дополнительные адгезивы.
Дополнительные требования, если элемент предназначен для использования при постройке судна, включают, чтобы прочность на растяжение по ширине поверхности раздела была достаточной для того, чтобы выдержать предполагаемое отрицательное гидростатическое давление и силы отслоения от стальных соединений. Эластомер должен быть гидролитически стабильным как в морской, так и в пресной воде, и если элемент должен использоваться в нефтяном танкере, должен иметь химическое сопротивление к нефти.
Эластомер поэтому по существу содержит полиол (например, сложный полиэфир или простой полиэфир) вместе с изоцианатом или ди-изоцианатом, разбавителем и наполнителем. Наполнитель предусматривают при необходимости для снижения термического коэффициента промежуточного слоя, уменьшения стоимости или же регулирования физических свойств эластомера. Могут быть также включены дополнительные добавки, например, для контроля гидрофобности или адгезии и огнезащитные вещества.
Отношение общей толщины наружных слоев к толщине эластомера (Т1+Т3)/Т2 находится в диапазоне от 0,1 до 2,5.
Покрытия, например, в косметических целях и для сопротивления коррозии могут быть нанесены на наружные поверхности листов металла либо перед изготовлением многослойного материала, либо после него.
Элемент по настоящему изобретению является существенно более прочным и жестким, чем элемент той же толщины из металлов, однако без промежуточного слоя. Это происходит потому, что элемент работает аналогично балке коробчатого сечения или двутавровой балке, причем промежуточный слой выполняет функцию стенки(ок) балки. Для выполнения такой функции сам промежуточный слой и его связи с наружными слоями должны быть достаточно прочными для того, чтобы передавать силы, которые будут возникать при использовании элемента.
Дальнейшим преимуществом настоящего изобретения, особенно выгодным при постройке судов, является действие промежуточного слоя, предотвращающее распространение трещин между внутренним и наружным слоями. Упругость промежуточного слоя предотвращает концентрацию напряжений на конце трещины в одном наружном слое, передавая их на другой слой в жестком соединении вместо того, чтобы нагрузка распространилась наружу.
На фиг. 3 показан частичный разрез корпуса нефтяного танкера 30, сконструированного так, чтобы использовать преимущества конструктивного многослойного элемента по изобретению. Наружный 32 и внутренний 31 корпуса судна сконструированы из многослойных конструктивных элементов в соответствии с изобретением со стальными наружными слоями толщиной 10 мм и полиуретановым эластомерным сердечником толщиной 50 мм. Два корпуса соединены вместе посредством простых стальных плоских продольных балок 33 и поперечных стоек 35 у двойных поперечных подпорных стенок 36 с дополнительными продольными стальными плитами 38 на поверхностях фальшборта и трюма. Необходимость в продольных или поперечных ребрах жесткости для обоих корпусов исключена.
Двойные поперечные подпорные стенки 36, палуба и продольные палубные балки 37 также сконструированы из многослойных конструктивных элементов в соответствии с изобретением. Это исключает дополнительные ребра жесткости. Продольные балки палубы 37 могут быть заменены поперечными балками.
Предпочтительным способом изготовления многослойного элемента в соответствии с изобретением является заливка или впрыскивание эластомера непосредственно в полость, образованную двумя слоями металла. Если это выполняется горизонтально, металлические плиты предпочтительно удерживаются на расстоянии распорками, которые могут быть металлическими или эластомерными. Если распорки являются эластомерными, они должны быть совместимы с материалом, образующим массив промежуточного слоя и несколько более высокими, чем требуемое пространство, так как они сжимаются до надлежащего расстояния под действием веса верхней плиты. Распорки могут быть удлиненными для того, чтобы разделить полость на пространства, которые могут быть заполнены отдельно, или быть просто заглушками, вокруг которых течет эластомер. Если распорки являются удлиненными, они могут иметь прямоугольное или трапецеидальное поперечное сечение и могут изменяться по высоте вдоль их длины для того, чтобы предусмотреть элементы с различной толщиной эластомера. Распорки могут быть связаны со стальными плитами связующими веществами или совместимыми с эластомером соединениями достаточной прочности, чтобы удерживать пластины на месте в продолжение процесса впрыскивания, пока эластомер не достаточно затвердеет.
На фиг.2 показаны для иллюстрации, три различных типа распорок, которые могут быть использованы при конструировании многослойных элементов в соответствии с изобретением. Цилиндрическая эластомерная заглушка 4А используется для того, чтобы на нее опиралась верхняя плита без разделения полости, которая должна быть заполнена. Если полость должна быть ограничена или разделена, могут быть использованы удлиненная металлическая распорка 4В или удлиненная эластомерная распорка 4С. Металлическая распорка 4В может представлять собой планку, приваренную к нижней плите, и опору для шва с отбортовкой кромок между двумя секциями верхней плиты, или действовать как опорный брусок для этой сварки. Эластомерная заглушка 4А и удлиненная эластомерная распорка 4С могут быть приклеены к металлическим плитам перед заливкой и могут быть изготовлены по существу из того эластомера, впрыскивание которого должно быть произведено, или из другого эластомера, совместимого с эластомером, впрыскивание которого должно быть произведено. В действительности в многослойном элементе все эти различные типы распорок могут не потребоваться.
Во время заливки плиты могут удерживаться под наклоном для того, чтобы помочь течению эластомера, или даже вертикально, хотя гидростатический напор эластомера во время заливки не должен быть чрезвычайным, и поток перемещаемого воздуха должен быть оптимальным. Плиты могут также быть закреплены по месту в конструкции и заполнены эластомером на рабочем участке.
Для возможности приварки элементов к другим элементам или к существующей конструкции необходимо оставить достаточный припуск на сварной шов вокруг кромок для обеспечения того, чтобы эластомер и его связь со стальной плитой не были повреждены теплом от сварки. Ширина припуска на сварной шов зависит от термического сопротивления эластомера и используемой технологии сварки, но может быть около 75 мм. Если эластомер заливают между плитами, припуск на сварной шов должен быть определен удлиненными распорками.
Требуемое число отверстий для впрыскивания зависит от имеющегося в наличии оборудования для нагнетания компонентов эластомера и для обеспечения минимального разбрызгивания (в идеале без разбрызгивания) и вовлечения воздуха (чтобы свести к минимуму пространство пустот), так же как времени пребывания эластомера в виде геля. Отверстия должны быть расположены в подходящих местах, для использования в которых должен быть применен элемент. Если элемент должен быть использован как плита корпуса в судне с двойным корпусом, отверстия для впрыскивания в идеале расположены так, чтобы они были обращены к зазору между корпусами, предпочтительнее, чем к морю или к пространству, занятому грузом. Отверстия для впрыскивания в идеале являются быстро разъединяемыми отверстиями, возможно, с обратными клапанами, которые могут быть сошлифованы после заливки. Они также могут быть уплотнены заглушками, которые гладко сошлифовываются после заливки.
Отверстия для отвода воздуха размещены в каждой полости для того, чтобы дать возможность удалить из полости весь воздух и обеспечить, чтобы не оставалось пространства пустот. Отверстия для отвода воздуха могут быть снабжены резьбой, чтобы дать возможность вставить заглушки после заполнения, или включают клапаны или другие механические устройства, которые закрываются после заполнения. Отверстия для отвода воздуха и любая заглушка или клапан могут быть гладко сошлифованы после того, как эластомер отвердеет.
Заглушки, вставляемые в отверстия для впрыскивания или отверстия для отвода воздуха, должны быть изготовлены из материала, который имеет гальванические характеристики, совместимые с листами металла. Если слои металла являются стальными, заглушки могут быть выполнены из латуни.
Процесс впрыскивания должен быть управляемым, чтобы обеспечить равномерное заполнение полости без противодавления, которое может вызвать разбухание и неравномерную толщину плиты. Впрыскивание также может выполняться с использованием труб, которые постепенно извлекаются по мере заполнения полости.
После изготовления может быть необходимо проверить, что эластомер правильно приклеился к слоям металла. Это может быть выполнено с использованием ультразвуковой или рентгеновской технологии.
Для ремонта поврежденных элементов или если эластомер приклеился неправильно, поврежденный участок стальной плиты выпиливают (холодное резание) или производят газопламенное резание, и эластомер отрезают или выдалбливают, например, с использованием фрезы или струи воды под давлением (водоструйная очистка) до тех пор, пока не откроется неповрежденный эластомер и не будет создан припуск на сварной шов. Открытая поверхность оставшегося эластомера должна быть достаточно чистой для того, чтобы приклеить новый эластомер, залитый на рабочем участке.
Альтернативным способом изготовления эластомера является приклеивание заранее изготовленных плит эластомера к плитам металла.
Был сконструирован испытательный образец плоского киля для судна для перевозки грузов с использованием композиционного конструктивного многослойного материала по изобретению в качестве наружного корпуса. Образец 50 показан на фиг. 5 и содержит наружную плиту корпуса 51, внутреннюю плиту корпуса 52, продольные балки 53, 54 и поперечное днище 55. Отверстия для доступа 56 для измерительных устройств были также предусмотрены, но обычно они не являются необходимыми.
Наружная плита корпуса 51 содержит первый и второй слои металла из мягкой низкоуглеродистой стали толщиной 8 мм и промежуточный слой сердечника из полиуретанового эластомера толщиной 50 мм, по существу лишенный пустот.
Для упрощения внутренний корпус представлял собой одну стальную плиту толщиной 8 мм, отделенную от наружного корпуса продольными балками 53, 54, которые имели высоту 700 мм. В фактических применениях внутренний корпус обычно также является элементом в соответствии с изобретением, но не обязательно точно тех же размеров. Образец имеет размеры в плане 2600 на 5000 мм.
Внутри наружной плиты корпуса были предусмотрены продольные и поперечные распорки полости, чтобы обеспечить надлежащую заливку эластомера имеющимся в распоряжении оборудованием. Они могут быть распределены, если вся полость наружной плиты может быть залита за одну операцию.
Испытательный образец был смонтирован в раме с горизонтальной реакцией опоры для того, чтобы представить жесткость окружающей конструкции судна, и была приложена нагрузка четырьмя 500-тонными гидравлическими приводами. Поведение испытательного образца под нагрузкой изображено на фиг.6, на которой показано поперечное смещение в зависимости от приложенной нагрузки.
Разрушение при сдвиге и растяжении наружной плиты наружного корпуса произошло при приложенной нагрузке 8201 кН.
На фиг.7 показана крышка люка для судна-контейнеровоза, удовлетворяющего Правилам и Уставу Регистра Ллойда, спроектированного с использованием плит в соответствии с изобретением. Плиты 71 содержат наружные слои из стали толщиной 4 мм и промежуточный слой толщиной 25 мм и не требуют никаких ребер жесткости. Основные балки 72 и кромочные балки 73 имеют традиционную форму, но число вторых балок 74 уменьшено. Третьи балки 75 предусмотрены для подъема крышки люка, и кронштейны кромочных балок 77 дают возможность непосредственного удаления контейнерных грузов. Двойные плиты 76 предусмотрены по необходимости.
Промежуточный слой был снабжен наполнителем для контроля коэффициента термического расширения эластомера, чтоб он был близок к величине коэффициента для стали (12•10-6 мм/мм/oС) для предотвращения расслоения, вызываемого изменениями температур.
Полученная в результате крышка люка имела эквивалентную или большую прочность, чем традиционная полностью стальная конструкция с ребрами жесткости, и значительно более простую конструкцию благодаря уменьшению длины сварного шва, так же как числа ребер жесткости и требуемых деталей.
Настоящее изобретение было описано выше главным образом в связи с применениями для постройки судов. Однако изобретение также полезно для других применений, особенно для тех, где предполагаются высокие нагрузки в плоскости и поперек нее, где желательно высокая прочность на разрушение, или где желательно ограничить распространение трещин усталости.
Композиционный конструктивный многослойный материал содержит два наружных слоя металла, например стали, и промежуточный сердечник из эластомера, например невспененного полиуретана. Эластомер имеет модуль упругости, больший, чем приблизительно 250 МПа, и пределы прочности на растяжение и сжатие по меньшей мере 20 МПа. Прочность связи между металлом и эластомером составляет по меньшей мере 3 МПа. Техническим результатом является то, что композиционный конструктивный многослойный элемент работает под нагрузкой как единый элемент, выгибаясь глобально, а не асимметрично. 4 с. и 27 з.п.ф-лы, 7 ил.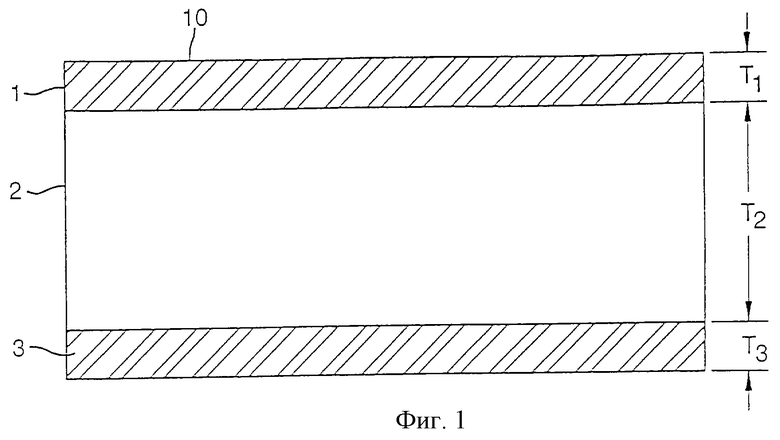
| US 3732138, 08.05.1973 | |||
| Комбинированное металлополимерное изделие | 1990 |
|
SU1827359A1 |
| Способ изготовления слоистого композиционного материала | 1990 |
|
SU1788062A1 |
| Способ крепления полиолефина кМЕТАллу | 1979 |
|
SU852599A1 |
| КОРАБЕЛЬНАЯ БРОНЯ | 1989 |
|
RU2017649C1 |

