ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
Настоящей заявкой испрашивается приоритет по предварительной патентной заявке 60/967489, поданной 5 сентября 2007 года, ссылка на которую означает ее включение в описание настоящей заявки.
ОБЛАСТЬ ТЕХНИКИ
Изобретение, раскрытое здесь, относится к использованию лазерной энергии для сварки или сплавления выбранных мест в одежде бумагоделательной машины и других промышленных и технических тканях.
ССЫЛКИ
Патенты, заявки на патенты и другие документы, на которые даны ссылки, считаются включенными в описание настоящей заявки и могут быть использованы при реализации настоящего изобретения.
УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к бумажному производству, в частности тканям и лентам, используемым в формовочной, прессовой и сушильной частях бумагоделательной машины, промышленным технологическим тканям и лентам, тканям для сквозной сушки воздухом, техническим тканям и лентам, и в целом лентам для гофромашин.
Ткани и ленты, о которых здесь идет речь, могут включать ткани и ленты, также используемые в производстве, помимо прочего,
изделий по технологии мокрой укладки, таких как бумага и картон, а также в производстве гигиенических салфеток и полотенец по технологии сквозной сушки воздухом;
лент для гофромашин, используемых для изготовления гофрированного картона, и технических тканей, используемых в производстве пульпы мокрой и сухой укладкой;
в процессах, связанных с изготовлением бумаги, в таких, в которых используются фильтры-шламоуловители и устройства для промывки с химическими реагентами; и
в производстве нетканых материалов способом гидросоединения нитей (мокрый способ), аэродинамическим способом из расплава, фильерным способом из расплава, способом аэродинамического холстоформования или иглопробивания.
Такие ткани и ленты включают, помимо прочего, тиснильные, транспортные и поддерживающие ткани и ленты, используемые в производстве нетканых материалов, а также фильтрующие ткани и фильтрующие сетки, ткани и ленты, используемые для отделочных или заключительных операций для обработки текстиля, такие как каландрование и дубление кожи.
При работе в различных условиях такие ленты и ткани подвергаются воздействию, поэтому необходимо принимать во внимание рабочие характеристики. Например, при изготовлении бумаги волокнистое целлюлозное полотно формируют осаждением волокнистой пульпы, т.е. водной дисперсии целлюлозных волокон, на движущуюся формующую ткань в формовочной части бумагоделательной машины. Через формующую ткань из пульпы отводят большое количество воды, а на поверхности формующей ткани остается волокнистое целлюлозное полотно.
Все эти промышленные ткани, такие как одежда бумагоделательной машины, такая как формующие ткани, прессовые ткани и сушильные ткани, принимают на бумагоделательной машине форму бесконечных петель и работают наподобие конвейеров.
Такие тканые структуры обычно изготавливают из синтетических волокон и мононитей по технологиям, стандартным в текстильной промышленности, таким как, например, ткачество. Нередко необходимо выполнить выборочную обработку тканой структуры для оказания влияния на рабочие характеристики, существенные, например, для бумажного производства, такие как срок службы, листоформирующая способность, технологичность или свойства бумаги, или для улучшения указанных характеристик.
Ткани, такие как ткани, используемые для формирования бумажных изделий и салфеток или для производства салфеток/полотенец, или ткани для сквозной сушки воздухом, часто соединяют швом. В этом случае ткань обычно является безворсовой и выполняется из нитей, обычно мононитей. Каждый край ткани имеет «бахрому» из ориентированных в машинном направлении нитей. Эту бахрому снова переплетают с нитями, ориентированными поперек движения ткани в машине, по основному узору полотнища ткани. Этот процесс создания швов для формирования бесконечной формы известен специалистам. Область шва таким образом содержит концы нитей, ориентированных в машинном направлении. Прочность шва зависит от прочности нитей, ориентированных в машинном направлении, количества используемых нитей, ориентированных в машинном направлении и поперек движения ткани в машине, и извитости нитей, ориентированных в машинном направлении, которые до некоторой степени сами физически «заплетаются» вокруг нитей, ориентированных поперек движения ткани в машине. Эти концы нитей, ориентированных в машинном направлении, когда ткань натягивается при работе, например, бумагоделательной машины или машины для изготовления салфеток/полотенец, могут буквально подвергаться раздвижке друг за другом и вытягиваться. Сами «концы» затем выступают над плоскостью ткани, вызывая образование в бумажном изделии или салфетке небольших отверстий, или могут со временем подвергнуться раздвижке настолько, что это приводит к разрушению шва и разъединению ткани. Обычно ширина изготовленной стандартным способом шовной области, измеренная в машинном направлении, составляет не менее приблизительно 3,5-20 дюймов (9-51 см).
Для сведения к минимуму данного явления нити в шве обычно обрызгивают или покрывают клеящим веществом. К сожалению, это может изменить свойства, характеризующие взаимодействие шовной области с текучей средой, а клеящее вещество может быть подвержено истиранию и износу.
Использование тепла для частичного сваривания или сплавления нитей друг с другом в шовной области в общем случае может привести к неприемлемому изменению свойств, характеризующих взаимодействие шовной области с текучей средой, поскольку воздействию подвергаются все нити, а шов, например, может иметь воздухопроницаемость, отличающуюся от воздухопроницаемости полотнища ткани.
Другим недостатком уровня техники является невозможность получения достаточной прочности шва стандартными способами сшивания, даже при дополнительном использовании клеев, вследствие наличия определенного количества нитей, используемых в машинном направлении, или размера используемых нитей.
В области одежды бумагоделательной машины и/или промышленных тканей известно использование тепловой энергии для сплавления нитей друг с другом с целью формирования шва, например, в безворсовой ткани, полученной нитями, ориентированными в машинном направлении и ориентированными поперек движения ткани в машине.
Важнейшей задачей является сохранение свойств нитей и свойств ткани в шовной области. Нити, используемые в одежде бумагоделательной машины и других промышленных тканях, изготовлены из ориентированных полимеров, таких как полиэфир, и имеют необходимую форму и необходимый размер. Необходимо, по существу, сохранить размер нити, ее форму и характеристики после использования тепловой энергии. Однако нагрев может различным образом отрицательно влиять на эти материалы. Например, нагрев может вызвать (а) размягчение термопластичного материала выше температуры стеклования с изменением его размеров либо (b) растекание при оплавлении при температуре выше температуры плавления.
Должна быть сохранена открытость шва путем недопущения существенной деформации нитей в шовной области. Кроме того, должна быть сохранена высокая прочность нитей при растяжении, особенно ориентированных в машинном направлении, иначе прочность шва будет неприемлемой.
Хотя для скрепления друг с другом посредством связующего по меньшей мере участков двух соседних нитей и/или для скрепления посредством связующего с пересекающимися нитями, ориентированными поперек движения ткани в машине, которые требуют некоторое растекание при оплавлении, существенной деформации нитей происходить не должно. Таким образом, необходимо найти баланс между заданными свойствами нити, шва и ткани и количеством поглощенной энергии и местом ее поглощения, как показано на фиг.1.
При термической сварке полимерных нитей две ориентированные в машинном направлении нити, подлежащие сварке, располагают так, что они перекрывают друг друга на некоторое расстояние, сваривают две нити концами или используют один из этих способов в сочетании со сплавлением с нитью, ориентированной в ткани в другом направлении, например, по меньшей мере с одной нитью, ориентированной поперек движения ткани в машине.
Сварка также может иметь место в отношении всего одной нити, ориентированной в машинном направлении, приваренной к нити, с ориентированной поперек движения ткани в машине, в месте перекрещивания.
Для сварки термопластичных материалов друг с другом предпринимались попытки использовать лазеры, но «качество сварки» и чрезмерное расплавление материала вызывало сомнения. Для нитей, используемых в указанных тканях, «чрезмерное расплавление» представляется неприемлемым.
В результате усовершенствования лазерной технологии появились такие типы лазеров, которые обеспечивают лучшее управление термической энергией и лучшую ее фокусировку.
Еще одной разработкой, основанной на принципах передачи (полимерные материалы, такие как полиэтилентерефталат и полиамид, являются прозрачными для лазерных волн определенных длин) и поглощения, является использование материала, поглощающего излучение, в матрице полимера или нанесение этого материала, например, на поверхность полимерной нити в конкретном месте, в котором необходимо произвести термическое сплавление или термическую сварку. Патентная заявка US 2004/0056006 A1, поданная Институтом сварки (The Welding Institute), раскрывает пример подобной технологии. Однако в этой заявке ничего не говорится о применении подобного подхода к соседним нитям, например, в шве формующей или другой промышленной ткани.
Еще один пример использования лазерной энергии и энергопоглощающего материала раскрыт в заявке РСТ WO 02/057353 A2, поданной компанией El Dupont De Numours and Company. Однако в этом случае речь идет о скреплении посредством связующего материалов, сформованных литьем под давлением и не рассматриваются требования к изготовлению тканей и выполнению усовершенствованных швов в таких тканях при использовании нитей из ориентированного полимера.
В канадской патентной заявке 2552009, относящейся к компании Heimbach GMBH & Co., KG, раскрыта формующая ткань для использования в формовочной части бумагоделательной машины, имеющая или содержащая плоскую текстильную структуру, в которой для улучшения собственной прочности пересекающиеся нити взаимодействуют друг с другом в местах пересечения и дополнительно сплавлены друг с другом. Указанная ткань отличается тем, что плоская структура содержит пересекающиеся первые и вторые нити, причем первые нити выполнены с возможностью поглощения лазерной энергии и могут этой энергией быть нагреты до температур плавления по меньшей мере на поверхности; при этом первые и вторые нити сплавлены друг с другом по меньшей мере в некоторых местах своего пересечения.
Согласно указанной заявке одна из двух нитей содержит материал, поглощающий лазерную энергию. Кроме того, в шовной области текстильной ткани должны присутствовать первые нити (содержащие материал, поглощающий лазерную энергию), проходящие в поперечном направлении и подвергаемые сварке со вторыми нитями, проходящими в продольном направлении. Для достижения особенно высокой прочности шва первые нити должны находиться в большей концентрации в шовной области, чем в остальной части формующей ткани, а первые и вторые нити (sic) должны быть приварены друг к другу в максимальном количестве точек пересечения. Продольные нити, вставленные согласно используемому переплетению в соответствующий противоположный конец во время сшивания, затем сплавляют с первыми нитями. Это позволяет укоротить шовную область без уменьшения прочности шва. Таким способом шовная область в продольном направлении может быть укорочена, например, со 100 мм до, например, 60 мм, т.е. шовная область может быть укорочена в машинном направлении на 20-60%.
Существенным недостатком этого способа является то, что шов другими его свойствами, такими как проницаемость, количество опорных точек для листа, опорным коэффициентом волокон (Fiber Support Index), отличается от полотнища ткани, поскольку будет различной плотность размещения концов нитей, ориентированных поперек движения ткани в машине.
Таким образом, задачами настоящего изобретения являются разработка способа сплавления или сварки, сфокусированной лазерной энергией синтетических полимерных нитей, в частности, в шовной области текстильных тканей без заметной потери нитями своих свойств и без существенного изменения их размера и/или формы; создание шва, имеющего свойства полотнища ткани; причем, если этот шов имеет в машинном направлении длину стандартного шва, то он обладает не меньшей износоустойчивостью и не меньшей прочностью, чем шов, не обработанный сплавлением или сваркой; а если этот шов короче в машинном направлении, чем стандартный шов, его прочность достаточна для отработки тканью в бумагоделательной или другой промышленной машине своего эксплуатационного ресурса.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Примечательно, что указанные недостатки устранены в результате решения задач настоящего изобретения, перечисленных ниже.
Одной задачей настоящего изобретения является создание усовершенствованного шва для бумагоделательной или иной промышленной ткани или ленты.
Еще одной задачей настоящего изобретения является создание усовершенствованного шва для бумагоделательной или иной промышленной ткани, который по свойствам, таким как прочность, износоустойчивость, открытость, достаточное количество опорных точек, опорный коэффициент волокон, по существу, аналогичен полотнищу ткани.
Еще одной задачей настоящего изобретения является создание усовершенствованного шва в ткани, который характеризуется минимальным вытягиванием заделочных концов нитей и минимальным износом шовной оконечной заделки концов нитей в шве.
Еще одной задачей настоящего изобретения является создание шва для текстильных структур из нитей, причем создать указанные текстильные структуры и шов достаточной прочности при использовании стандартных технологий ткачества невозможно.
Еще одной задачей настоящего изобретения является обеспечение возможности конструирования тканей, не используемых до настоящего времени вследствие невозможности изготовления швов достаточной прочности при использовании стандартных технологий сшивания.
Еще одной задачей настоящего изобретения является обеспечение возможности размещения в необходимых местах подходящих материалов, которые действуют в качестве поглотителей лазерной энергии.
Еще одной задачей настоящего изобретения является разработка способа нанесения подходящих материалов, поглощающих лазерную энергию, в необходимые места.
Еще одной задачей настоящего изобретения является создание ткани, имеющей износоустойчивый шов, ширина которого, измеренная в машинном направлении, составляет долю ширины стандартного шва или шва, который получен с использованием стандартных технологий, такой же прочности. Эта доля может составлять не более 0,7, предпочтительно не более 0,5, наиболее предпочтительно не более 0,3. Например, если «X» - измеренная в машинном направлении ширина шва, полученного стандартным способом сшивания, то ширина шва, имеющего такую же прочность, но полученного согласно настоящему изобретению, составляет, например, не более 0,7Х, предпочтительно не более 0,5Х, наиболее предпочтительно не более 0,3Х.
Еще одной задачей настоящего изобретения является создание швов, содержащих желобчатые нити для еще большего сплавления/скрепления посредством связующего с целью увеличения прочности шва.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже приведено более подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых одинаковые элементы и части имеют одинаковые числовые обозначения.
Фиг.1 - график, иллюстрирующий пример влияния количества поглощенной лазерной энергии на прочность полимерной мононити, а также на прочность скрепления посредством связующего двух сплавленных полимерных мононитей, сплавленных друг с другом.
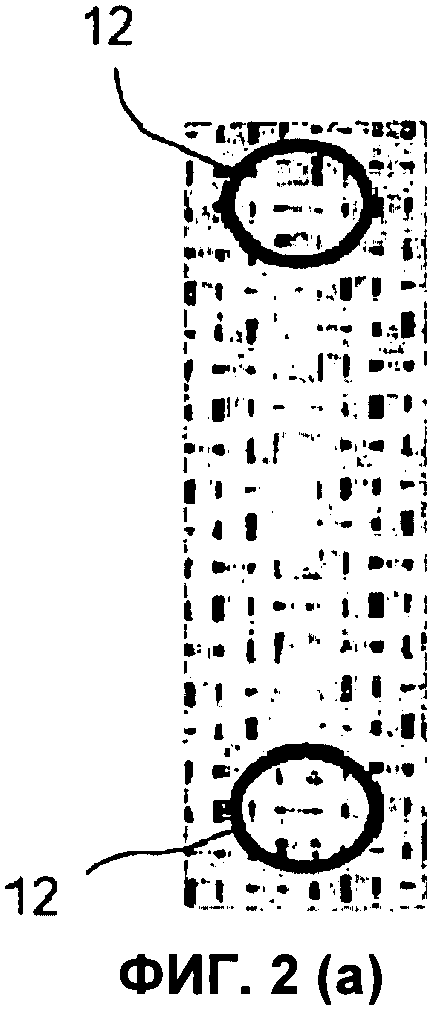
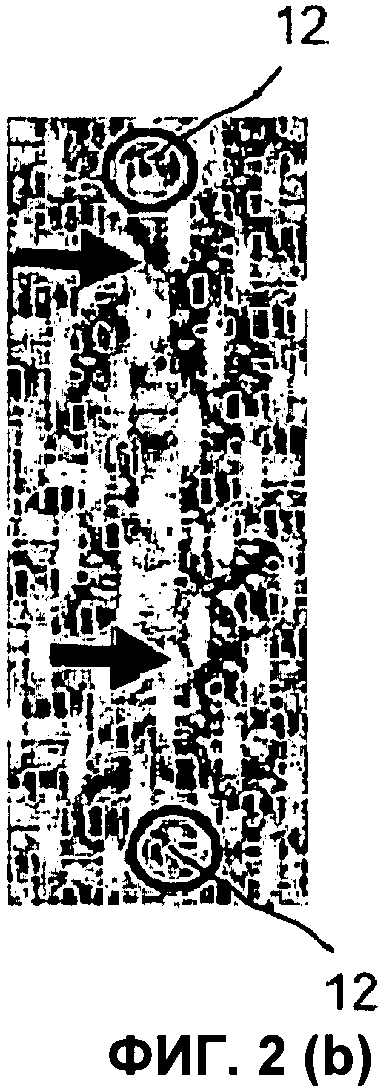
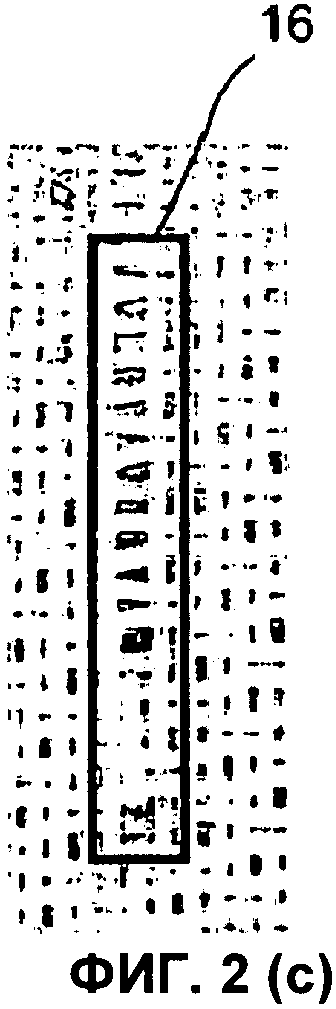
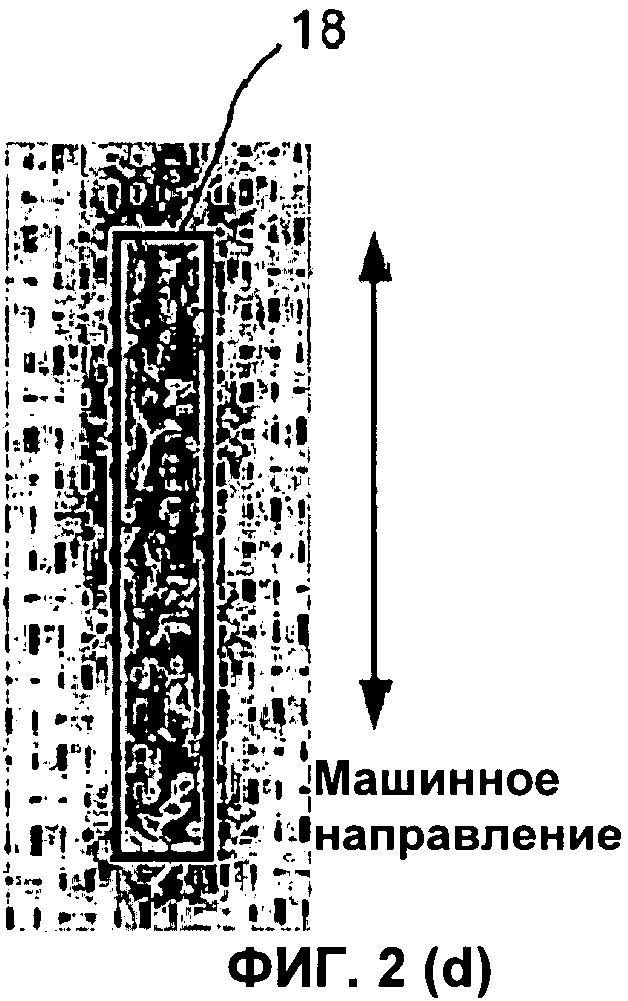
Фиг.2(a)-(d) иллюстрирует один из недостатков, связанных со стандартной технологией формирования текстильного шва.
Фиг.3 - изображение формующей ткани и ее шовной области, обработанной с использованием варианта реализации настоящего изобретения.
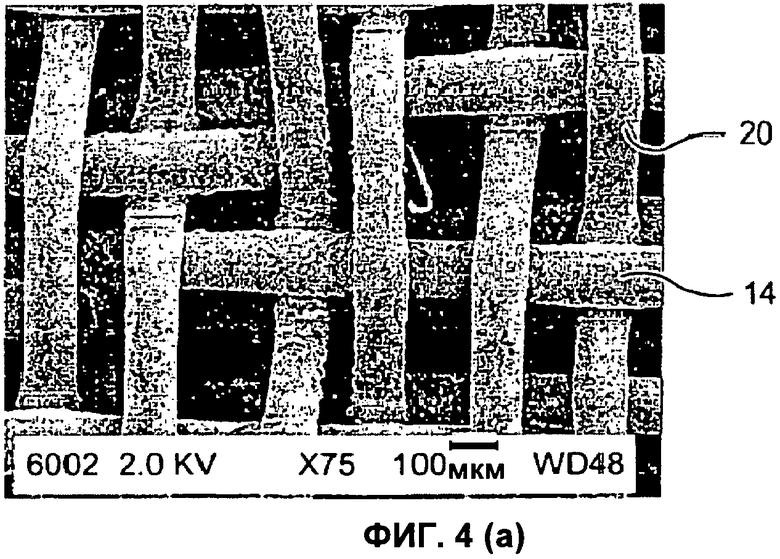
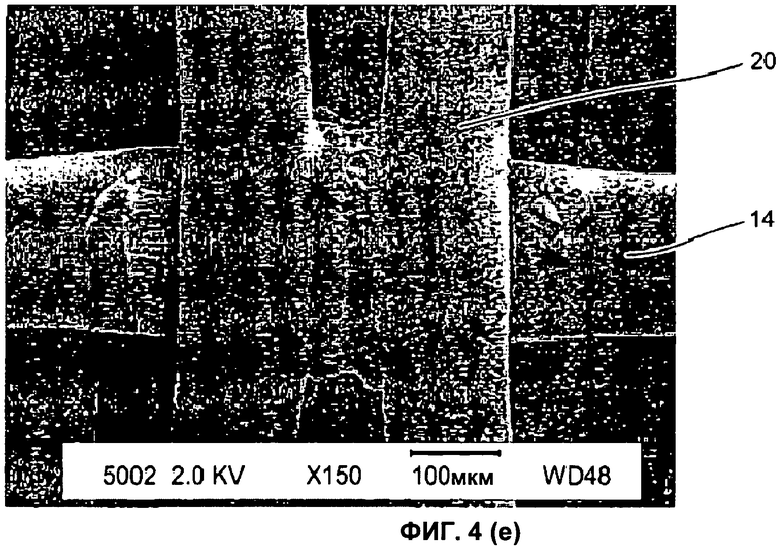
Фиг.4(а)-(е) - полученные с помощью сканирующего электронного микроскопа изображения нитей в шовной области ткани, обработанной лазерной микросваркой.
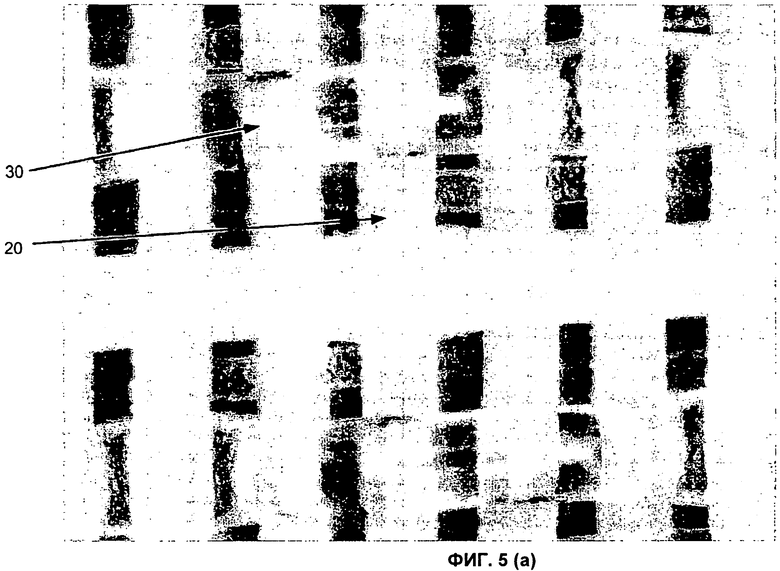
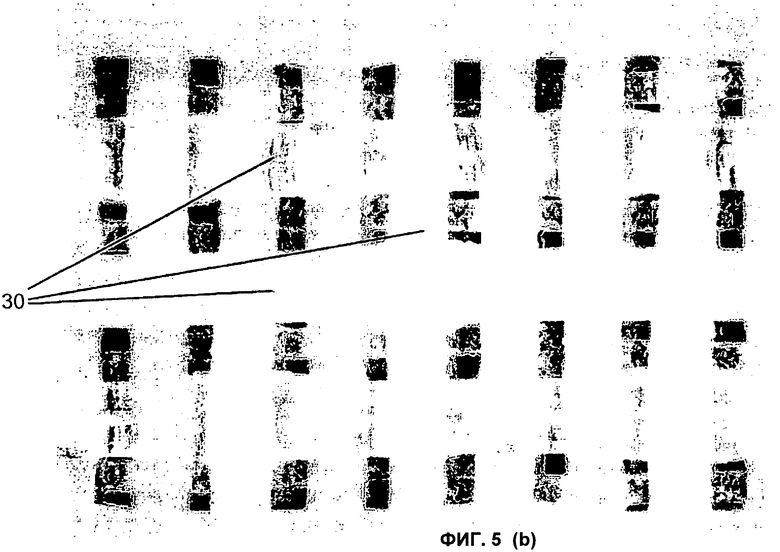
Фиг.5(а) и (b) - изображения нитей, на которых сравниваются результаты использования неводных и водных лазерных красителей.
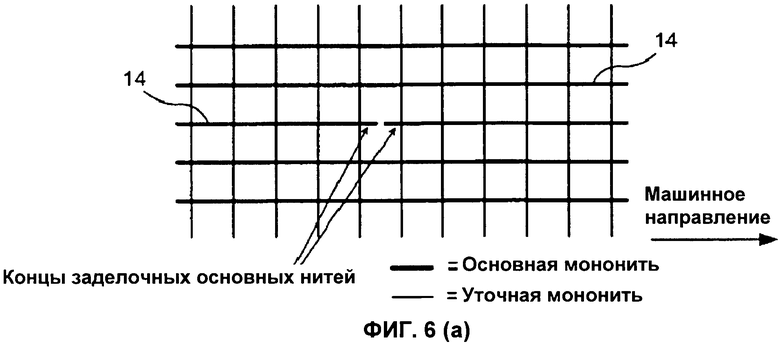
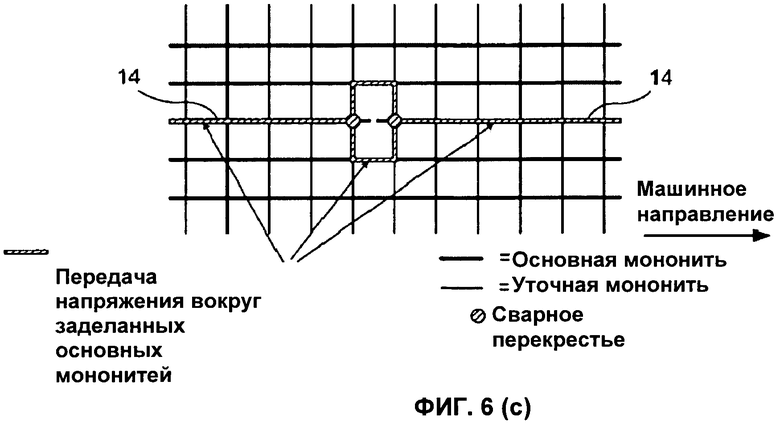
Фиг.6(a)-(d) иллюстрируют одну и ту же шовную оконечную заделку двух нитей, а также иллюстрируют, каким образом напряжение распространяется через шов в соседние нити, ориентированные в машинном направлении, когда они пересекают нити из мононитей, ориентированных поперек движения ткани в машине, или находятся под ними.
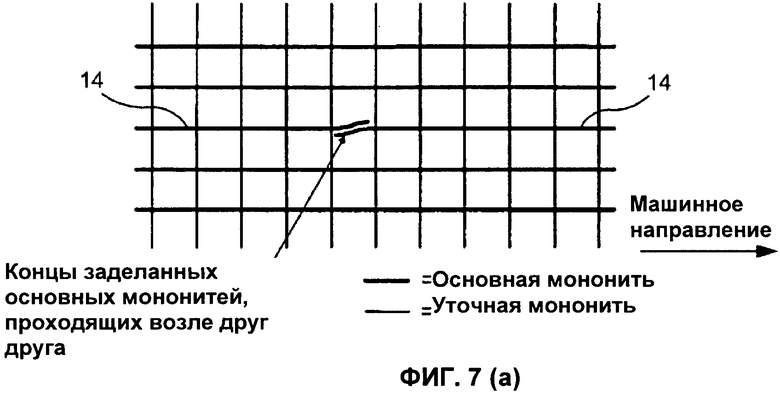
Фиг.7(а)-(с) иллюстрируют шовную оконечную заделку, содержащую два конца основных нитей, а также иллюстрируют, каким образом распространяется напряжение на каждой стороне.
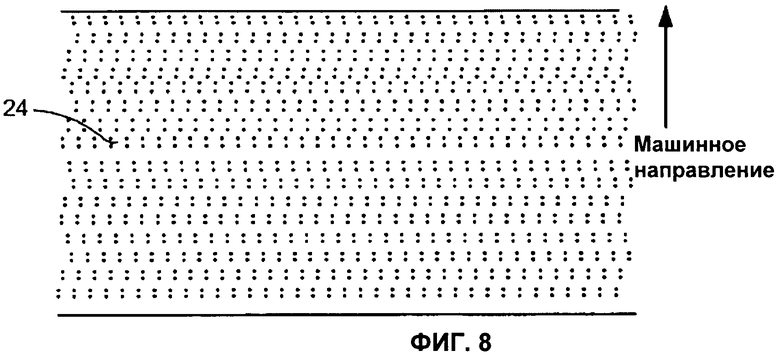
Фиг.8 схематично изображает нити, ориентированные в машинном направлении и ориентированных поперек движения ткани в машине, при этом точки иллюстрируют расположение оконечной заделки концов нитей.
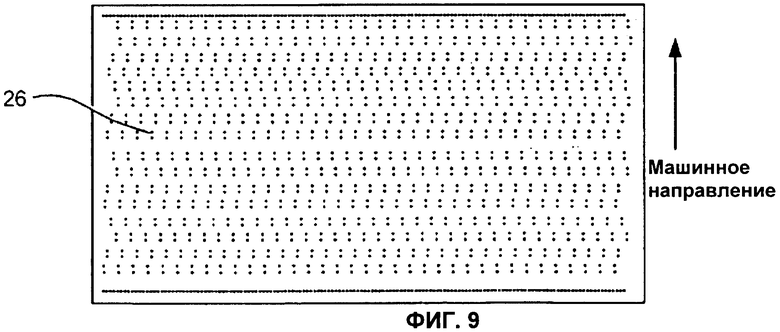
Фиг.9 иллюстрирует 100%-ную сварку согласно одному варианту реализации изобретения.
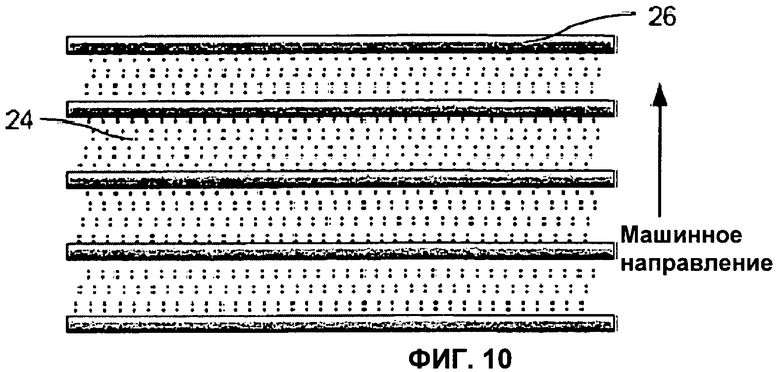
Фиг.10 иллюстрирует группу ориентированных поперек движения ткани в машине сварных полос согласно одному аспекту настоящего изобретения.
Фиг.11 иллюстрирует группу точечных сварок согласно одному аспекту настоящего изобретения.
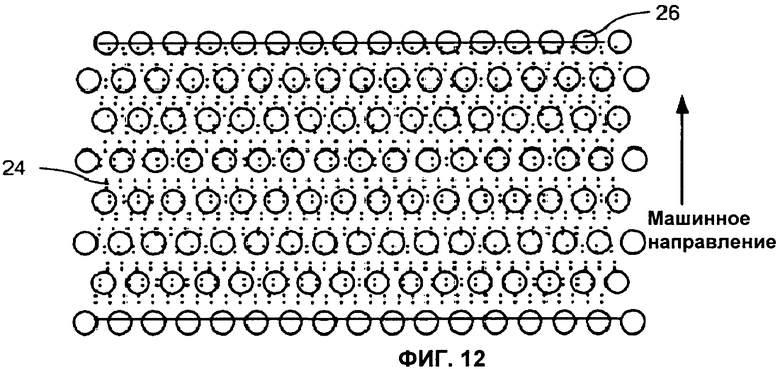
Фиг.12 иллюстрирует предпочтительный сварочный узор, в котором образована непрерывная траектория ткани, не подвергнутой сварке, а все оконечные заделки концов основных нитей сварены.
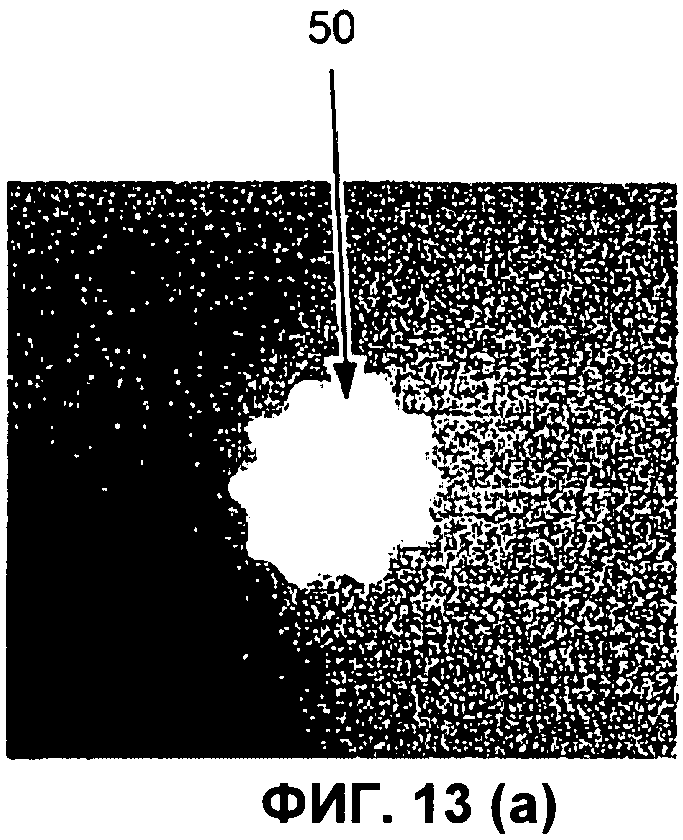
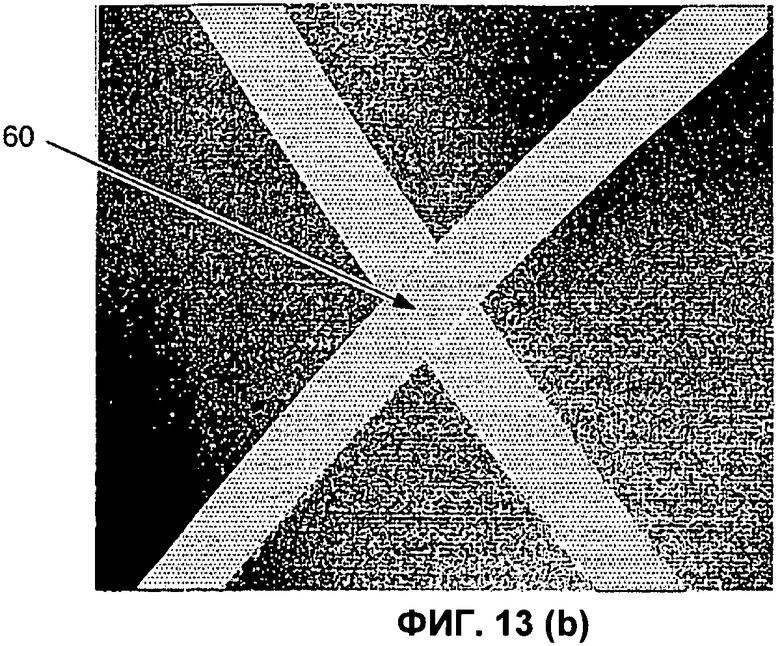
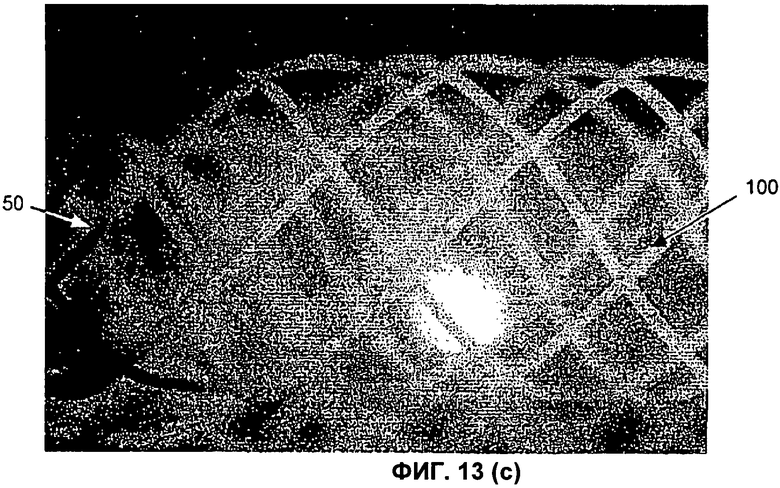
Фиг.13(а)-(с) иллюстрирует мононить, плетеную структуру, подвергнутую сварке, и точку перекрещивания в этой плетеной структуре согласно одному варианту реализации настоящего изобретения.
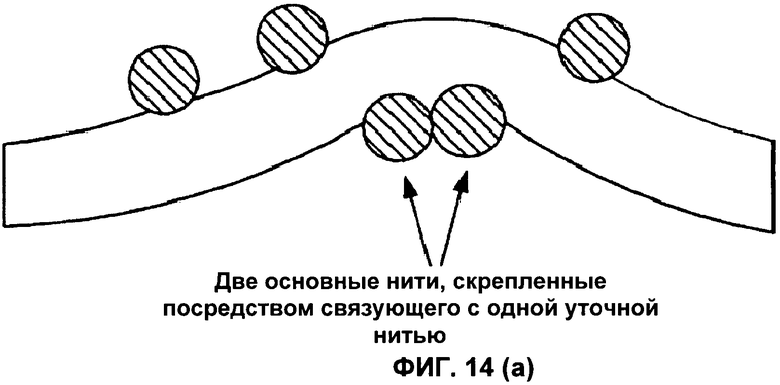
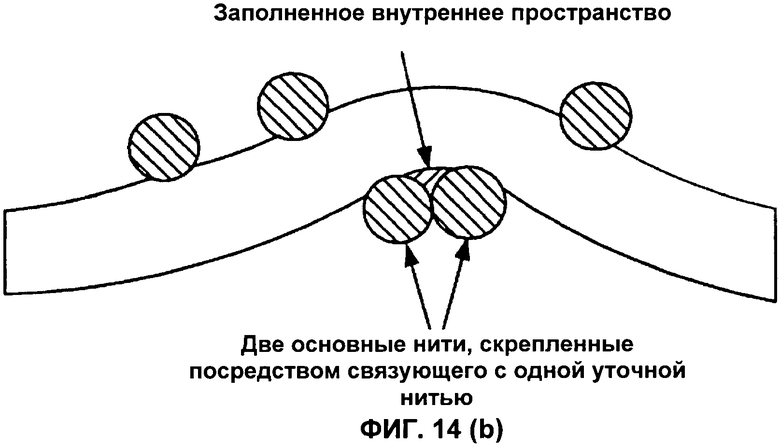
Фиг.14(a)-(b) - поперечные сечения ткани, подвергнутой сварке, согласно одному варианту реализации изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к усовершенствованию швов в тканях для бумагоделательной машины и других промышленных тканях путем использования лазерной энергии. Настоящее изобретение, в частности, относится к лентам, используемым в формовочной, прессовой и сушильной частях бумагоделательной машины, к промышленным технологическим тканям и лентам, тканям для сквозной сушки воздухом, техническим тканям и лентам для гофромашин. Согласно одному аспекту настоящего изобретения имеется необходимость в изготовлении более прочного и/или более износоустойчивого шва. Согласно еще одному аспекту имеется необходимость в создании достаточно прочных швов, которые короче в машинном направлении стандартных швов. Согласно еще одному аспекту имеется необходимость в создании таких текстильных тканых структур, которые ранее не могли быть изготовлены вследствие невозможности обеспечения достаточной прочности шва при использовании стандартных технологий сшивания.
Настоящее изобретение также относится к ткани, изготовленной с использованием такого усовершенствованного шва.
Настоящее изобретение также относится к способу изготовления такого усовершенствованного шва и такой ткани.
Большая часть приведенного здесь описания относится к швам для безворсовых тканей, однако с помощью предлагаемой лазерной сварки могут быть усовершенствованы и другие типы швов, такие как, например, общеизвестный штыревой шов или шов со встроенной спиралью, которые также требуют обратного вплетения нитей, ориентированных в машинном направлении, в полотнище ткани и поэтому подвержены разрушению вследствие раздвижки и вытягивания нитей. В таких швах ориентированные в машинном направлении нити, которые формируют сшивные петли, могут быть сварены или сплавлены с нитями, ориентированными поперек движения ткани в машине, для предотвращения их вытягивания под действием рабочих натяжений в процессе эксплуатации.
Предлагаются различные способы изготовления этих швов. Один способ заключается в фокусировке лазера в отдельных местах, таких как точки оконечной заделки в шве ткани. Присутствие поглощающего материала в каждом таком месте может быть необходимым, поскольку большинство полимерных материалов не поглощает лазерную энергию. С другой стороны, лазерная энергия может вызывать чрезмерное оплавление и/или потерю молекулярной ориентации в местах фокусировки лазерной энергии на нитях в ткани.
Один способ введения поглотителя заключается в том, что этот поглотитель вводят в состав полимерной смолы, используемой при экструдировании нити. В этом случае лазер может быть сфокусирован на любом необходимом отдельном месте для обеспечения местного сплавления или сварки.
Еще один способ введения поглотителя заключается в том, что поглощающим материалом покрывают нити перед их вплетением в ткань. В этом случае материалом, поглощающим лазерную энергию, например некоторым красителем, покрывают нити перед их вплетением в ткань либо наносят этот материал обрызгиванием на уже изготовленную и сшитую ткань в виде некоторого заданного точного узора. В процессе последующей обработки лазер фокусируют на каждом необходимом месте, вызывая местное сплавление.
Еще один способ введения поглощающего материала заключается в его нанесении на необходимые отдельные места в ткани. Способ нанесения смолистого материала на отдельные места описан в принадлежащей одному и тому же правообладателю публикации US 2004/0126569, согласно которой материал, поглощающий лазерную энергию, может быть осажден на ткань контролируемым образом, так чтобы создать предварительно заданный узор осаждений.
Еще один способ заключается в том, что поглощающий материал наносят разбрызгиванием в виде ориентированных поперек движения ткани в машине полос на необходимые места, например на шовную область, текстильной сшиваемой ткани.
Основной принцип использования материала, поглощающего лазерную энергию, заключается в создании средств для нагрева источником энергии поверхностей нитей в необходимых местах без существенного нагрева сердцевины нитей. Это дает возможность нагревать поверхности нитей, так что поверхности могут быть сплавлены друг с другом без оплавления нитей по всему поперечному сечению. Две расположенные рядом нити в шовной области 10 текстильной сшитой ткани, например нить 14, ориентированная поперек движения ткани в машине, и нить 20, ориентированная в машинном направлении, показанные на фиг.3, на поверхности которых находится материал, поглощающий лазерную энергию, и которые касаются друг друга, сплавятся или сварятся друг с другом под воздействием надлежащим образом контролируемого лазерного источника. Если количество поданной лазером энергии будет слишком большим, нити будут оплавляться и разрушаться или испаряться. Если количество поданной энергии будет слишком маленьким, поверхности волокон не нагреются достаточно для оплавления и сплавления друг с другом. Если количество поданной энергии будет надлежащим, нити сплавятся друг с другом без существенной потери прочности.
Фиг.4(а) - полученное с помощью сканирующего электронного микроскопа изображение многослойной формующей ткани, один участок которой покрыли поглощающим лазерную энергию материалом, который был диспергирован в растворителе. После высыхания растворителя на ткань воздействовали 1-миллисекундным импульсом лазера на иттрий-алюминиевом гранате при напряжении 225 вольт. Диаметр сфокусированного лазерного луча составлял приблизительно 300 мкм. Этот один импульс произвел несколько сварок через указанную структуру внутри и вокруг области лазерного луча. Отчетливо видны микросварки, сформированные между мононитями, ориентированными в машинном направлении и ориентированными поперек движения ткани в машине. Изображенные на чертеже мононити выполнены из полиэтилентерефталата.
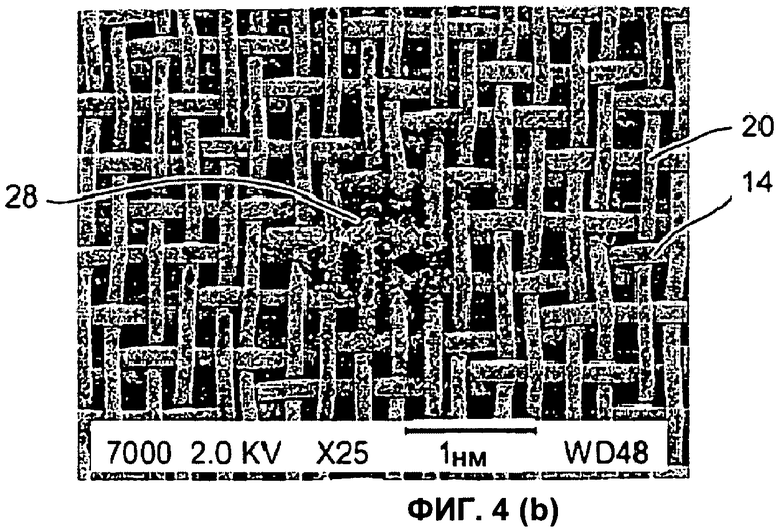
Фиг.4(b) иллюстрирует ткань, для которой продолжительность импульса была увеличена до 1,1 миллисекунды, результатом чего стало повреждение 28.
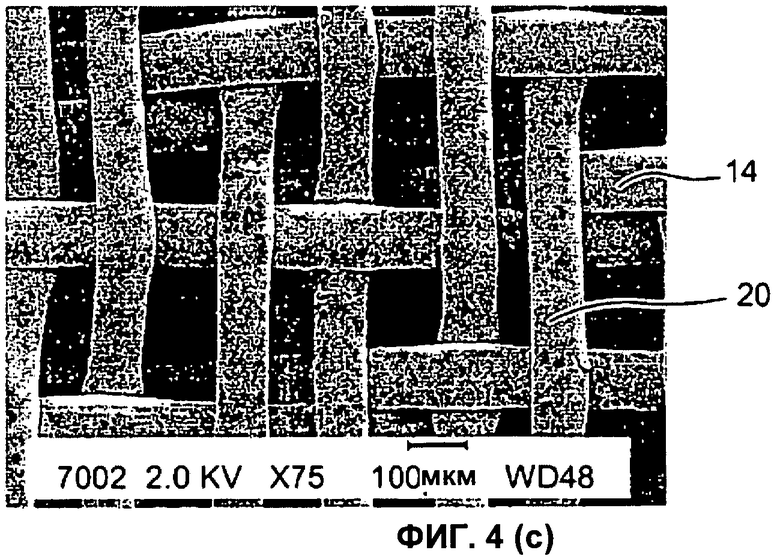
Фиг.4(с) иллюстрирует третий образец, который был изготовлен подобно первому образцу, но отличался от него тем, что верхнюю и нижнюю поверхности тканей с покрытием протерли тряпкой, смоченной ацетоном. Это протирание удалило с указанных верхней и нижней поверхностей образца ткани большую часть материала, поглощающего лазерную энергию. В результате получили внутреннюю сварку нитей в структуре и небольшое оплавление на наружных поверхностях ткани. Поперечное сечение такой сварки показано на фиг.14(а) и 14(b), на которых можно увидеть внутреннюю сварку в структуре и небольшое оплавление или сварку на наружных поверхностях ткани.
В одном варианте реализации изобретения эту технологию применили к плетеной структуре 100, содержащей желобчатые полиэтилентерефталатовые мононити 50. Структура 100 была сформирована на куске полиолефиновой трубки диаметром 6 мм. Поперечное сечение желобчатой мононити 50 показано на фиг.13(а).
Желобчатая полиэтилентерефталатовая мононить имеет номинальный диаметр 9,27 мм. Наличие в мононити желобков обеспечивает возможность размещения красителя, поглощающего лазерную энергию, между двумя перекрещивающимися мононитями в структуре 100. Это перекрещивание очень похоже на перекрещивание в текстильных тканях. Мононити, из которых изготавливают обычные текстильные структуры, как правило, имеют круглое или прямоугольное поперечное сечение без желобков (с гладкой поверхностью). Желобчатые мононити используются в качестве средств размещения материала, поглощающего лазерную энергию. Мононити с гладкой поверхностью имеют меньшую поверхностную площадь для размещения покрытий. Между мононитями с гладкой поверхностью, используемыми в текстильных конструкциях с перекрещиванием, например текстильных тканях, нет или почти нет промежутка, поэтому материалу, поглощающему лазерную энергию, например специальному красителю, почти невозможно проникнуть между ними. В отличие от этого, любой краситель, нанесенные на перекрестие двух желобчатых мононитей или желобчатой мононити с мононитью с гладкой поверхностью, весьма вероятно проникнет между ними вследствие растекания указанного покрытия вдоль желобков, находящихся в пространстве между мононитями. Таким образом, использование желобчатых мононитей дает возможность размещения лазерного красителя в пространстве между перекрещивающимися мононитями.
Как указано выше, эту технологию применили к структуре 100, содержащей желобчатые мононити 50, как показано на фиг.13(b). После лазерной сварки обнаружили, что перекрестья 60 в структуре надежно сварены (показано на фиг.13(с)). Изгиб структуры путем сжатия и растяжения оплетки вдоль оси не привел к разрушению каких-либо сварок. Для сравнения аналогичную плетеную структуру изготовили из полиэтилентерефталатовых мононитей с гладкой поверхностью. После сварки структуру тоже подвергли сжатию и растяжению вдоль оси. В результате этого сжатия и растяжения разрушились многие скрепления посредством связующего в перекрестьях. Из факта разрушений указанных сварок можно сделать вывод, что желобчатые мононити могут быть использованы для выполнения микросварок, которые более износоустойчивые, чем микросварки, выполненные в мононити с гладкой поверхностью.
Микросварки, описанных выше типов, могут также быть применены для увеличения прочности и/или износоустойчивости, например, швов формующих тканей. Целостность стандартных швов обеспечивается извитостью волокон/нитей и трением между ними. Путем сварки ориентированных в машинном направлении и ориентированных поперек движения ткани в машине мононитей в таких швах можно увеличить прочность и/или износоустойчивость этих швов.
Микросварка этого типа также может обеспечить широкое использование тканей новых конструкций. В прошлом рассматривались конструкции плетения тканей, имеющие так называемые «прямые основные нити». Конструкциям с прямыми основными нитями свойственны недостатки, поскольку используемые в шве нити, ориентированные в машинном направлении, имеют недостаточную извитость и недостаточное трение для удержания шва в готовом состоянии. С другой стороны, конструкции с прямыми основными нитями являются очень привлекательными, поскольку они позволяют создавать тканые конструкции, имеющие более высокий модуль упругости при растяжении, чем конструкции стандартных формующих тканей, в которых ориентированные в машинном направлении мононити имеют достаточную извитость для формирования прочного шва. Еще одним примером является так называемая «прямолинейная» концепция, которая подразумевает использование прямых основных нитей, находящихся в середине многослойной ткани. При этом основные нити имеют недостаточную извитость и недостаточное трение для получения шва. Путем использования микросварок, описанных здесь, можно обеспечить возможность изготовления швов в тканых конструкциях с прямыми основными нитями. Микросварки между ориентированными в машинном направлении и ориентированными поперек движения ткани в машине мононитями обеспечивают передачу напряжений через оконечные заделки в шве тканой структуры и вокруг них. В других конструкциях, в которых в машинном направлении или в направлении поперек движения ткани в машине используются очень тонкие нити, либо в конструкциях, в которых в машинном направлении или в направлении поперек движения ткани в машине плотность расположения нитей относительно низкая (грубые ткани), достаточная прочность шва может быть обеспечена лишь после его усиления лазерной микросваркой.
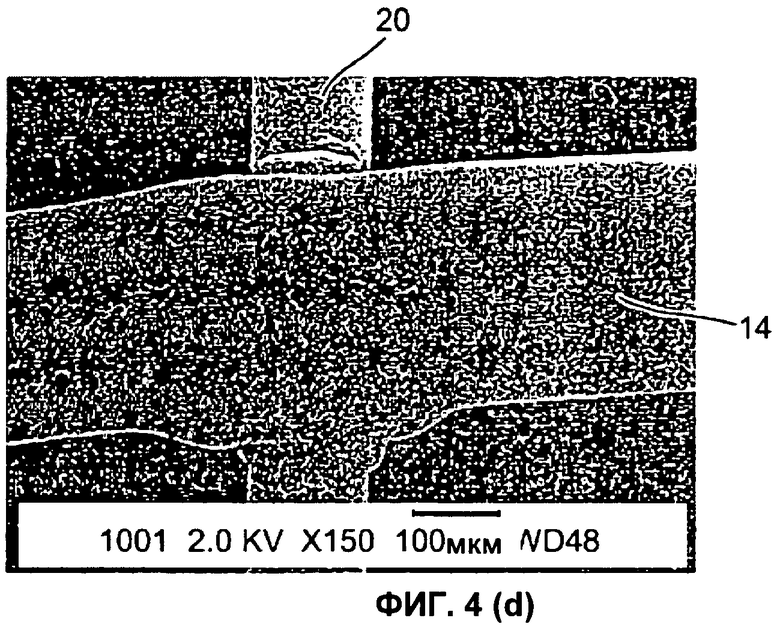
Как указано выше, еще в одном способе выполнения микросварки используется лазерный краситель или лазерный пигмент.В этом случае лазерный краситель или лазерный пигмент диспергируют в материале, содержащем указанную мононить. Как правило, концентрация лазерного красителя или лазерного пигмента составляет не более 0,4%. Присутствие лазерного красителя или лазерного пигмента позволяет получить «энергопоглощающую» мононить, поглощающую энергию на частоте источника этой энергии. Предпочтительные источники лазерной энергии выполнены с возможностью подачи точного количества энергии в конкретные места. Фиг.4(d) иллюстрирует полиэфирную мононить 14, содержащую 0,3% лазерного красителя, (краситель Epolight 2057 от компании Epolin, Inc.), которая прикреплена посредством связующего к «непоглощающей» полиэфирной мононити 20. Обе мононити были уложены под углом 90° друг к другу и находились в контакте друг с другом. На перекрещивание обеих мононитей воздействовали 1-миллисекундным импульсом лазера на иттрий-алюминиевом гранате при напряжении 223 вольта. Диаметр сфокусированного лазерного луча составлял приблизительно 300 мкм. Этот одиночный импульс приварил две мононити друг к другу. «Непоглощающая мононить» 20 была изготовлена без лазерного красителя или пигмента, так что эта мононить не поглощала эту энергию при частоте источника энергии.
Еще в одном случае ориентированную поперек движения ткани в машине полиэтилентерефталатовую мононить 14, содержащую 0,4% лазерного поглотителя, вплели в ткань в качестве мононити изнашиваемой стороны. Все другие мононити в ткани представляли собой «непоглощающие» полиэтилентерефталатовые мононити 20. На область ткани диаметром 300 микрометров воздействовали 1-миллисекундным импульсом лазера на иттрий-алюминиевом гранате при напряжении 225 вольт. Эта область представляла собой область перекрещивания ориентированной поперек движения ткани в машине мононити и двух ориентированных в машинном направлении мононитей. Как показано на фиг.4(е), мононить 14, ориентированная поперек движения ткани в машине, сплавилась и с мононитями 20, ориентированными в машинном направлении, и скрепилась с ними посредством связующего.
Использование описанных здесь технологий в шовной области текстильной ткани приводит, по существу, к устранению таких недостатков, как вытягивание шовных заделочных концов нитей и/или образование отверстий в шовной области. Фиг.2(a)-(d) иллюстрируют это нежелательное явления, при котором заделочные концы нитей двух краев ткани «перекрываются» в шовной области и обнаруживаются критические точки 12, в которых эти концы могут «вытягиваться» в машинном направлении, а сами концы могут выступать сквозь поверхность, обращенную к бумаге (фиг.2(а)). Впоследствии раздвижка в зоне перекрытия увеличивается как показано стрелками вследствие увеличенных местных напряжений в ткани (фиг.2(b)), а при полной раздвижке в шовной области ткани появляется отверстие 16 (фиг.2(с)). Поэтому область перекрытия шва обычно упрочняют вручную клеем (см. поз.18, фиг.2(d)); однако проклеивание является трудоемким и занимает много времени, а вследствие его низкой точности трудно обеспечить нанесение клея исключительно на перекрывающиеся нити. Кроме того, клей с течением времени выходит из строя вследствие сгибания ткани и/или из-за износа.
Известно много материалов, поглощающих лазерную энергию. Дольше всех в этом качестве известен технический углерод. Выбор материала, его количество и порядок размещения определяют конечные характеристики скрепления посредством связующего, получаемого в результате сплавления.
Как указано выше, оплавление нити происходит на любой поверхности, покрытой материалом, поглощающим лазерную энергию, а затем подвергнутой воздействию подходящего источника лазерной энергии.
Обнаружили, что для контроля области оплавления или величины оплавления предпочтительно использовать некоторые красители, растворимые в воде.
Такой краситель, нанесенный на ткань из водного раствора и высушенный, перемещается в пустоты между мононитями, находящимися в контакте друг с другом. Этим красители, растворимые в воде, отличаются от красителей, растворимых только в органических растворителях. Эти неводные красители осаждаются на всей поверхности мононити и вызывают оплавление всей ее поверхности.
Фиг.5(а) иллюстрирует, что происходит с неводным лазерным красителем. Вся поверхность мононити 20 оплавилась под воздействием лазерной энергии. Это можно определить по тому, что мононить 20 имеет пятнистую поверхность, а неоплавленная мононить 30 имеет гладкую блестящую поверхность. В этом случае был использован краситель Epolight 2057, нанесенный из раствора в ацетоне.
Фиг.5(b) иллюстрирует, что происходит с водным лазерным красителем, (Epolight Е2340). Мононить 20 является гладкой и блестящей, а пустоты между мононитями содержат лазерный краситель и оказываются скреплены посредством связующего после воздействия лазерной энергии. Получаемые в этом случае результаты лучше, чем при использовании неводных лазерных красок. Если говорить о швах формующих тканей, то меньшее оплавление мононити при использовании водного лазерного красителя уменьшает коробление шовной области, а это, в свою очередь, уменьшает количество возможных меток, оставляемых на листе и являющихся следствием лазерной сварки.
Вместе с тем, существует проблема выбора типа используемого красителя. Например, заполнение точки перекрещиваний между ориентированными в машинном направлении нитями и ориентированными поперек движения ткани в машине нитями выгодно, например, для формующих тканей и тканей для сквозной сушки воздухом, поскольку заполненные перекрещивания, вызванные растеканием материала во время сплавления, уменьшают количество воды, которая обычно остается там вследствие капиллярных сил. Уменьшенное содержание воды снижает затраты энергии в бумажном производстве. Заполненные перекрещивания выгодны еще и с точки зрения уменьшения накопления грязи в точке пережима между перекрещивающимися ориентированными в машинном направлении и ориентированными поперек движения ткани в машине нитями.
Очевидно, что шов, обработанный лазерной сваркой, имеет более высокие прочность и размерную стабильность, чем шов, полученный стандартным способом. Данная технология не только увеличивает прочность швов, но также позволяет получать новые характеристики формующей ткани стандартных схем узоров. Это достигается путем применения технологии сварки шва к стандартным технологиям термостабилизации. Недостатком существующих технологий термостабилизации является то, что при их использовании размерная стабильность и прочность шва не могут быть улучшены одновременно, т.е. улучшение одного из этих параметров достигается только за счет ухудшения другого из них. При использовании жестких условий термостабилизации, которые приводят к существенному удлинению ткани (устранению извитости ориентированных в машинном направлении мононитей), прочность шва становится низкой, но достигается высокая размерная стабильность. Обычно жесткие условия термостабилизации не используют, поскольку они дают в результате слишком низкую прочность шва. Технология лазерной сварки может компенсировать такое снижение прочности и поэтому позволяет использовать более жесткие условия термостабилизации. Это означает, что имеется возможность получения тканей, имеющих более высокую размерную стабильность, чем стандартные ткани. Это также означает, что в результате будет получено большее расстояние между плоскостями размещения нитей, ориентированных в машинном направлении, и плоскостями размещения нитей, ориентированных поперек движения ткани в машине. Для стороны, которая подвержена износу, это является преимуществом, поскольку позволяет повысить износоустойчивость без необходимости использования мононитей большего диаметра. Это, в свою очередь, сохраняет малую толщину формующей ткани и, например, уменьшает содержание в этой ткани воды.
Как указано выше, рассматривались различные способы микросварки, а именно, точек перекрещивания в тканых структурах или точек контакта соседних нитей в тканых структурах посредством лазерной сварки или лазерного сплавления.
Сварки обеспечивают возможность передачи в машинном направлении напряжения вокруг оконечных заделок в шовной области или через них, благодаря сваркам целостность шва не зависит исключительно от трения между нитями и от извитости нитей в шовной области. Использовали разные сварочные узоры, в том числе полную (100%) сварку всей шовной области, упорядоченные совокупности точечных сварок и группы сварочных полос, ориентированных поперек движения ткани в машине. Возможны и сочетания этих сварок, например, сочетание точечной сварки с группой сварочных полос, ориентированных поперек движения ткани в машине. Механические свойства, например, шовной области формующей ткани должны обеспечивать возможность работы при перекосе, который обусловлен неправильным относительным положением валов на бумагоделательной машине. В этом отношении шов должен быть способен справляться со сдвиговыми усилиями в плоскости ткани без отрицательных последствий, таких как образование волн или складок, во время использования при производстве бумаги. Шовные области, которые проварены полностью (100% проварены в шве), являются жесткими и очень устойчивыми к деформации по отношению к поперечному сдвигу.
Идеальный сварочный узор, например, для шва формующей ткани решает две задачи. Во-первых, он обеспечивает сварку каждого заделочного конца основных заделочных мононитей в шве ткани с уточной мононитью, так что напряжение в машинном направлении может быть передано через сварки и непрерывную мононить вокруг соответствующих заделочных основных концов в шве. Еще в одном варианте реализации сварки могут быть выполнены вдоль длины одной основной или одной уточной нити, так что она оказывается соединена, соответственно, с перекрещивающимися уточными или основными нитями, в результате чего одна и та же нагрузка распределяется в точках перекрещивания между несколькими уточными или несколькими основными нитями, а ткань благодаря этому не деформируется. Эти сварки дают в результате шов, очень износостойкий при работе на бумагоделательной машине. Во-вторых, указанный узор обеспечивает формирование непрерывных траекторий не подвергнутых сварке основных и уточных нитей, проходящих от одной стороны шва к другой его стороне в машинном направлении. Эти непрерывные траектории не подвергнутой сварке ткани служат для того, чтобы шов имел такие же характеристики по отношению к поперечному сдвигу, что и полотнище ткани. Это позволяет ткани, содержащей шов, успешно справляться с неравномерным распределением напряжений, которое может быть вызвано неправильным относительным положением валов на бумагоделательной машине. Если ткань не может справляться с неравномерным распределением напряжений, на ней во время работы на бумагоделательной машине образуются волны или складки.
В предпочтительном варианте реализации изобретения непрерывные траектории не подвергнутых сварке основных нитей симметричны по отношению к машинному направлению, благодаря чему характеристики поперечного сдвига симметричны по отношению к машинному направлению.
Ниже приведено более подробное описание указанных узоров. Для передачи напряжения в сварных швах каждый заделочный конец нити должен быть подвергнут сварке в некотором месте вдоль своей длины (предпочтительно в месте каждой оконечной заделки или вблизи нее), чтобы обеспечить возможность передачи ориентированного в машинном направлении напряжения вокруг каждого заделочного окончания через сварки и непрерывную мононить в ткани. Хотя в стандартном текстильном шве для передачи напряжения используется извитость мононити и трение между основными и уточными мононитями, этот способ передачи напряжения не рассматривается. Фиг.6(а) иллюстрирует одну оконечную заделку двух концов 14 основных нитей, а фиг.6(b) иллюстрирует две точечные сварки, выполненные на каждой стороне этой оконечной заделки.
Фиг.6(с) иллюстрирует кратчайшие траектории передачи напряжения через эту оконечную заделку или вокруг нее. Каждая траектория образована комбинацией непрерывной мононити со сварками, которые скрепляют посредством связующего мононити друг с другом. На фиг.6(с) видны две траектории одинаковой длины.
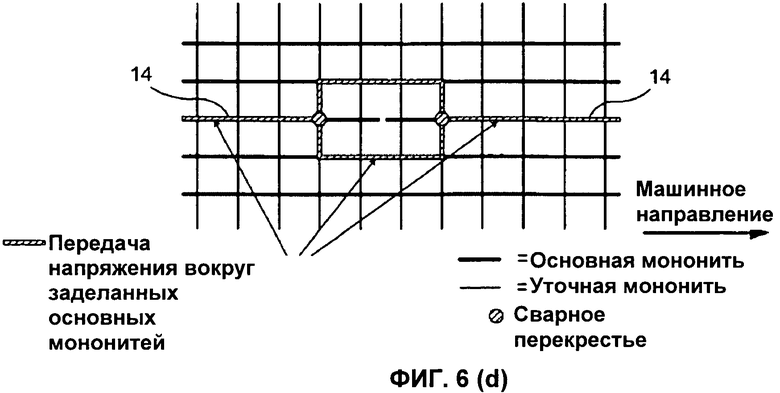
На фиг.6(d) показан другой вариант расположения точечных сварок, отличный от того, что изображен на фиг.6(b). На этой схеме точечные сварки находятся дальше от самой оконечной заделки. Также на фиг.6(d) показаны кратчайшие траектории передачи напряжения вокруг рассматриваемой оконечной заделки. Закономерности передачи напряжения, проиллюстрированные указанными выше чертежами, могут быть применены к любому узору точечной сварки. Успешная передача напряжения вокруг оконечной заделки может быть обеспечена лишь при наличии непрерывной траектории от одной стороны шва до другой его стороны, причем эта траектория образована непрерывными мононитями и точечными сварками, соединяющими основные и уточные мононити.
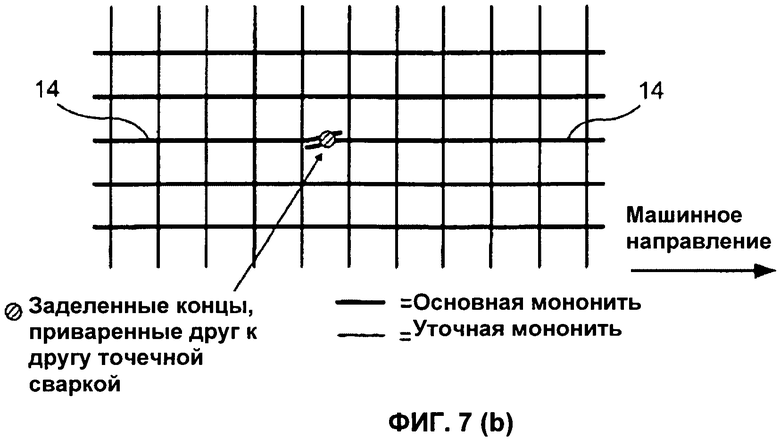
Еще в одном варианте реализации оконечная заделка может состоять из двух концов 14, которые проходят возле друг друга, как показано на фиг.7(а). Поскольку эта оконечная заделка может быть подвергнута сварке способом, идентичным показанному на фиг.6(b) или 6(d), два конца 14 также могут быть приварены друг к другу, как показано на фиг.7(b). В этом случае напряжение может быть передано по прямой траектории от одной основной мононити на другую основную мононить 14, как показано на фиг.7(с).
Фиг.8 иллюстрирует узор 24 оконечных заделок для формующей ткани с поддерживающей уточной связью (Support Shute Binder), согласно одному варианту реализации изобретения. Вертикальное направление на этой схеме соответствует машинному направлению. Каждая точка на схеме представляет один заделочный конец основной нити. Видно, что узор является упорядоченным, а оконечные заделки рассредоточены по большой площади. В машинном направлении длина шва составляет приблизительно 3 дюйма (76,2 мм). Две стороны шва обозначены пунктирными линиями в верхней и нижней частях схемы на фиг.8.
В шве на фиг.8 сварки могут быть выполнены полной (100%) сваркой 26 шовной области, совокупностями точечных сварок и группами сварочных полос, ориентированных поперек движения ткани в машине. Каждая из этих сварок описана ниже. На фиг.9 показана 100% сварка 26. Очевидно, что этот сварочный узор не обеспечивает создание какой бы то ни было непрерывной траектории не подвергнутых сварке основных и уточных нитей, проходящей от одной стороны шва к другой его стороне в машинном направлении. Этот узор придает ткани жесткость, что влечет за собой увеличение жесткости по отношению к поперечному сдвигу и уменьшение способности ткани сопротивляться образованию волн и складок во время работы на бумагоделательной машине. Вместе с тем, такой сварочный узор не обеспечивает сварку каждой заделочной основной мононити в шве с уточной мононитью, так что ориентированное в машинном направлении напряжение может быть передано через сварки и непрерывную мононить вокруг подходящих или соответствующих заделочных концов основных нитей в шве. Это придает шву большую износоустойчивость.
Фиг.10 иллюстрирует группу сварочных полос 26, ориентированных поперек движения ткани в машине. Хотя этот сварочный узор не обеспечивает создание какой бы то ни было непрерывной траектории из не подвергнутых сварке основных и уточных нитей, проходящей от одной стороны шва к другой его стороне в машинном направлении, он обеспечивает сварку каждой заделочной основной мононити в шве с уточной мононитью, так что ориентированное в машинном направлении напряжение может быть передано через сварки и непрерывную мононить вокруг подходящих или соответствующих заделочных концов основных нитей в шве. Следует, однако, отметить, что несплавленные полосы, находящиеся между сплавленными полосами, способны к перекосу или справляться с деформацией ткани до некоторой степени. Эксперименты показали, что узор, подобный этому, обеспечивает оптимальный баланс между необходимыми свойствами шва, сложностью и стоимостью его изготовления.
Таким образом, основными этапами изготовления ткани с использованием материалов, поглощающих лазерную энергию и размещаемых в виде нескольких полос, ориентированных поперек движения ткани в машине, являются:
1) подготовка ткани со швом, не подвергнутой отделке или окончательной обработке;
2) очистка шва;
3) загрузка ткани в соответствующее оборудование и обеспечение заданного натяжения;
4) контролируемое обрызгивание лазерным красителем согласно конкретному способу для данной конструкции; избыток красителя может быть удален;
5) сварка шва согласно конкретному способу для данной конструкции;
6) отрезание ткани по ширине;
7) окончательная обработка краев и
8) упаковка и транспортировка ткани.
Указанный выше порядок технологических операций для формирования ткани с материалом, поглощающим лазерную энергию, в полосах, ориентированных поперек движения ткани в машине, приведен лишь в качестве примера и не ограничивает объем настоящего изобретения.
Как сказано выше, также может быть использована точечная сварка отдельных мест. Фиг.11 иллюстрирует группу точечных сварок 26. Такой сварочный узор не обеспечивает создание непрерывной траектории из не подвергнутых сварке основных и уточных нитей, проходящей от одной стороны шва к другой его стороне в машинном направлении. Этот узор придает ткани жесткость только в местах выполненных точечных сварок, при этом указанные сварки, обеспечивающие местную жесткость, не увеличивают существенно жесткость по отношению к поперечному сдвигу. В результате такая конструкция шва является лучшей с точки зрения устойчивости к образованию волн и складок во время работы на бумагоделательной машине. Однако этот конкретный узора точечной сварки не обеспечивает сварку каждой основной заделочной мононити в шве с уточной мононитью, так что напряжение в машинном направлении может быть передано через сварки и непрерывную мононить вокруг подходящих или соответствующих заделочных основных концов в шве. Это происходит потому, что швы выровнены в машинном направлении с пространством между каждой колонкой сварок в машинном направлении. В результате передача ориентированного в машинном направлении напряжения от одной стороны шва к другой его стороне на участках шва обуславливается трением, которое приводит к уменьшению износоустойчивости шва.
Фиг.12 иллюстрирует предпочтительный сварочный узор 26, в котором обеспечено создание непрерывной траектории не подвергнутых сварке основных нитей, а все оконечные заделки для концов основных нитей подвергнуты сварке. Такой узор обеспечивает необходимое сочетание износоустойчивости шва и его характеристик по отношению к поперечному сдвигу. Каждая конструкция ткани и каждый шовный узор предполагает использование стилизованного и конкретного узора точечной сварки для достижения необходимого результата.
Поскольку точечную сварку можно выполнить с помощью одной лазерной энергии, предпочтительным способом является использование поглотителя для лазерной энергии, осажденного на необходимые точно заданные места, что сводит к минимуму деформацию нитей и потерю молекулярной ориентации полимера, из которого эти нити изготовлены.
Таким образом, настоящее изобретение обеспечивает:
- прочность и износоустойчивость шва,
- эксплуатационную надежность шва - способность сопротивления абразивным условиям, таким как потоки высокого давления и абразивные наполнители, используемые, например, при производстве бумаги,
- уменьшение длины швов в машинном направлении,
- возможность создания новых тканей, которые могут быть сшиты,
- меньшую влажность ткани, работающей во влажной среде, такой как для изготовления бумаги,
- расширение диапазона регулировок технологических процессов, таких как термостабилизация, для улучшения характеристик ткани.
Таким образом, результатом использования лазерной сварки является более прочный и/или более износоустойчивый шов при неизменной длине этого шва в машинном направлении. В другом варианте реализации изобретения предпочтительная ширина шва, измеренная в машинном направлении, составляет долю ширины стандартного шва или шва, который получен с использованием стандартных технологий, такой же прочности. Эта доля может составлять не более 0,7, предпочтительно не более 0,5, наиболее предпочтительно не более 0,3. Например, если «X» - измеренная в машинном направлении ширина шва, полученного стандартным способом сшивания из уровня техники, ширина шва, имеющего такую же прочность, но полученного согласно настоящему изобретению, составляет, например, не более 0,7Х, предпочтительно не более 0,5Х, наиболее предпочтительно не более 0,3Х. Хотя описание было дано применительно к швам для безворсовых тканей, предлагаемая технология лазерной сварки может быть применена к швам других типов, таким как, например, штыревой шов или шов со встроенной спиралью, при этом нити, ориентированные в машинном направлении, которые формируют шовные петли и вплетаются обратно в полотнище ткани, могут быть приварены к нитям, ориентированным поперек движения ткани в машине, или сплавлены с ними для предотвращения их вытягивания под действием рабочих натяжений во время эксплуатации, за счет чего увеличивается прочность шва и однородность распределения напряжения или нагрузки.
ПРИМЕРЫ
ПРИМЕР I
Двухслойную ткань изготовили посредством ткачества и сшили нитями, содержащими материал, поглощающий лазерную энергию. Одна область шва была подвергнута воздействию источника лазерной энергии, а другая область не была подвергнута сплавлению. Затем из соответствующих областей были извлечены образцы и определили их прочность при разрыве. Отмечено увеличение на 53% прочности при разрыве.
ПРИМЕР II
Были вытканы трехслойные ткани с поддерживающей уточной связью, имеющие разные конструкции и швы с материалом, поглощающим лазерную энергию и размещенным в необходимых местах. После воздействия лазером на одну область шва были отобраны образцы несплавленной и сплавленной областей шва. Отмечено увеличение прочности шва до 129%.
ПРИМЕР III
Еще один эксперимент был проведен над трехслойной тканью с поддерживающей уточной связью, имевшей более короткий (в машинном направлении) шов, в нитях которого содержались материалы, поглощающие лазерную энергию. На одну часть шва воздействовали лазерной энергией. Образцы из сплавленной и несплавленной частей шва протестировали и обнаружили увеличение на 47% прочности при разрыве.
ПРИМЕР IV
Изготовили и сшили ткань с поддерживающей уточной связью, которая в необходимых местах шовной области содержала материалы, поглощающие лазерную энергию. На шов воздействовали подходящим источником лазерной энергии. После этого ткань эксплуатировалась на опытной машине для обеспечения транспортировки в формующей машине с зазором, вырабатывающей газетную бумагу плотностью 45 г/м2 при производительности 800 м/мин. Изменяли три параметра, такие как натяжение ткани, давление контрножа и уровни разрежения. Во всех случаях ни разу не были обнаружены дренажные метки, оставляемые на листе швом.
Выше на примере предпочтительных вариантов реализации было описано настоящее изобретение, его задачи и преимущества. Однако объем и задачи настоящего изобретения не ограничены раскрытыми вариантами реализации, а определены прилагаемой формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЫШЛЕННЫХ ТКАНЕЙ И ТКАНЕЙ ДЛЯ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2008 |
|
RU2466232C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШВА С БЕЗВОРСОВОЙ ТКАНИ С ПОМОЩЬЮ УЛЬТРАЗВУКОВОЙ СВАРКИ С ЗАЗОРОМ | 2008 |
|
RU2516803C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ШВА В ПРОМЫШЛЕННОЙ ТКАНИ И ТКАНИ ДЛЯ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ И ШОВ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2009 |
|
RU2503766C2 |
| ПРЕДВАРИТЕЛЬНАЯ СБОРКА ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ПРОИЗВОДСТВЕ ПРОМЫШЛЕННЫХ ТКАНЕЙ | 2008 |
|
RU2462546C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ И СПОСОБ СВАРИВАНИЯ ОБЛАСТИ ШВА С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2013 |
|
RU2638516C2 |
| ПОЛНОРАЗМЕРНАЯ ПО ШИРИНЕ ТКАНЬ, ПОЛУЧЕННАЯ ПЛОСКИМ ТКАНЬЕМ И ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ СШИВАНИЯ ПРИ УСТАНОВКЕ | 2008 |
|
RU2466233C2 |
| ШОВ В ТКАНЯХ ДЛЯ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ И В ПРОМЫШЛЕННЫХ ТКАНЯХ | 2003 |
|
RU2320794C2 |
| СУШИЛЬНАЯ ТКАНЬ | 2007 |
|
RU2461673C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ШОВ ДЛЯ МНОГООСНЫХ ТКАНЕЙ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН | 2005 |
|
RU2363793C2 |
| НОВЫЕ МЕТОДЫ СШИВАНИЯ | 2004 |
|
RU2352702C2 |




Изобретение относится к способу сварки участка промышленной ткани и шву для бумагоделательной или другой промышленной ткани, полученной указанным способом. Размещают в ткани материал, поглощающий лазерную энергию и наносимый на ткань контролируемым образом. Фокусируют лазерный источник на отдельных местах этой ткани и осуществляют частичное оплавление и постоянную сварку ткани. В результате получают шов для бумагоделательной или другой промышленной ткани, который по свойствам, таким как прочность, износоустойчивость, открытость, достаточное количество опорных точек, опорный коэффициент волокон, по существу, аналогичен полотнищу ткани. 2 н. и 24 з.п. ф-лы, 14 ил., 4 пр.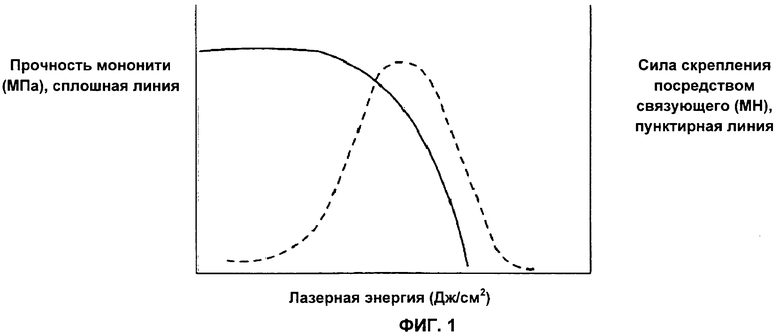
1. Способ сварки участка промышленной ткани, согласно которому: размещают в ткани материал, поглощающий лазерную энергию и наносимый на ткань контролируемым образом, фокусируют лазерный источник на отдельных местах этой ткани и осуществляют частичное оплавление и постоянную сварку ткани.
2. Способ по п.1, в котором указанные отдельные места представляют собой перекрещивания нитей, точки в заделочном окончании шва в указанной ткани или комбинацию указанного.
3. Способ по п.2, в котором материал, поглощающий лазерную энергию, осаждают на ткань контролируемым образом так, чтобы создать заранее заданный узор осаждений.
4. Способ по п.2, в котором материал, поглощающий лазерную энергию, вводят в полимерную матрицу, формирующую нить, используемую для формирования промышленной ткани.
5. Способ по п.2, в котором шов представляет собой штыревой шов или шов со встроенной спиралью.
6. Способ по п.2, в котором материал, поглощающий лазерную энергию, представляет собой покрытие, нанесенное на нити, формирующие ткань.
7. Способ по п.6, в котором указанное покрытие является красящим покрытием, которое наносят на нити перед вплетением в ткань или разбрызгивают по точно контролируемому узору после того, как ткань соткана и сшита.
8. Способ по любому из пп.3, 4 или 6, в котором материал, поглощающий лазерную энергию, наносят по узору так, что покрывают не каждую точку в заделочном окончании шва.
9. Способ по п.1, в котором сварку выполняют в виде полос, ориентированных поперек движения ткани в машине.
10. Способ по п.1, в котором материал, поглощающий лазерную энергию, представляет собой краситель на водной основе.
11. Способ по п.1, в котором материал, поглощающий лазерную энергию, представляет собой краситель на основе растворителя или на водной основе для получения текстурной или гладкой поверхности на нитях во время сварки соответственно.
12. Способ по п.1, в котором указанные отдельные места представляют собой точки перекрещивания вдоль длины одной основной или уточной нити.
13. Способ по п.1, в котором сварка представляет собой сочетание точечных сварок и полос, ориентированных поперек движения ткани в машине.
14. Способ по п.1, в котором ткань содержит желобчатые нити.
15. Шов в промышленной ткани, содержащий участки, подвергнутые сварке в шовной области ткани, в котором сварка в указанных областях, подвергнутых сварке, сформирована нанесением материала, поглощающего лазерную энергию, контролируемым образом и фокусировкой лазерного источника на этом материале с частичным оплавлением на указанных участках и постоянной сваркой ткани, причем сварка сформирована на поверхности нитей.
16. Шов по п.15, который по свойствам, таким как открытость, контактные точки и опорный коэффициент волокон (Fiber Support Index), аналогичен или по существу аналогичен полотнищу ткани.
17. Шов по п.15, в котором в области шва, подвергнутого сварке, устранено вытягивание заделочных концов нитей.
18. Шов по п.15, в котором материал, поглощающий лазерную энергию, нанесен в виде красящего покрытия на указанные нити перед вплетением в ткань или осажден на ткань после вплетения контролируемым образом по заранее заданному узору.
19. Шов по п.15, в котором сварка произведена в форме полос, ориентированных поперек движения ткани в машине.
20. Шов по п.15, в котором материал, поглощающий лазерную энергию, представляет собой краситель на водной основе.
21. Шов по п.15, в котором материал, поглощающий лазерную энергию, представляет собой краситель на основе растворителя или на водной основе для получения текстурной или гладкой поверхности нитей во время сварки соответственно.
22. Шов по п.15, в котором форма нитей, их размер, свойства аналогичны или по существу аналогичны указанным характеристиками нитей, не подвергнутых сварке.
23. Шов по п.15, в котором участки представляют собой точки перекрещивания вдоль длины одной основной или уточной нити.
24. Шов по п.15, в котором сварка представляет собой сочетание точечных сварок и полос, ориентированных поперек движения ткани в машине.
25. Шов по п.15, который содержит желобчатые нити.
26. Шов по п.15, который представляет собой штыревой шов или шов со встроенной спиралью.
| Домкрат | 1986 |
|
SU1359251A1 |
| ЛЕНТА БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2005 |
|
RU2300595C2 |
| ПРОФИЛИРОВАННЫЕ НИТИ СПИРАЛЬНОЙ НАМОТКИ ДЛЯ ОДЕЖДЫ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ И ТЕХНИЧЕСКИХ ЛЕНТ | 2002 |
|
RU2269612C2 |
| МЕХАНИЗИРОВАННАЯ СЛОЕВАЯ ТОПКА | 2013 |
|
RU2552009C1 |
| ПРИБОР ДЛЯ УКАЗАНИЯ УРОВНЯ БЕНЗИНА И ДРУГИХ ОГНЕОПАСНЫХ ЖИДКОСТЕЙ | 1927 |
|
SU6195A1 |

