Область техники, к которой относится изобретение
Настоящее изобретение относится к плавильной печи, например, электродуговой печи, и способу ее работы, при этом указанную плавильную печь используют на металлургическом заводе.
Уровень техники
Традиционно процесс плавления предусматривает плавление металлического лома, который осуществляют при помощи образования электрических дуг с возможностью искрения, в плавильных печах с переменным током, между электродами, расположенными на крыше и ломе, и с возможностью искрения, в плавильных печах с постоянным током, между, по меньшей мере, одним электродом, расположенным над полом или дном печи (катод) и, по меньшей мере, нижним электродом (анод), расположенным под полом или дном печи.
Это приводит к чрезвычайно высоким значениям температуры, при которых металлический материал плавится и становится жидким, вследствие чего образуется металлическая ванна и пенистый слой, называемый шлак, на поверхности указанной металлической ванны.
Одной шихты лома, как правило, недостаточно для получения номинального количества расплавленного продукта, при этом печь обычно заполняют несколькими шихтами лома при помощи подвесных корзин или систем непрерывной транспортировки.
В первом случае, то есть при загрузке при помощи подвесных корзин, открывают крышу, покрывающую печь, и выгружают лом первой корзины. Затем крышу закрывают, и плавление загрузки начинается и обычно продолжается приблизительно 20-25 минут.
На этом этапе под воздействием электродов, возможно, при помощи паяльных ламп и горелок, лом расплавляют до жидкого состояния, в результате чего образуется металлическая ванна, которая поможет расплавлять лом из последующих корзин.
Операцию повторяют со второй корзиной: работу электрической дуги останавливают, электроды перемещают в автономном режиме вместе с крышей, и корзину опорожняют в емкость. Крышу закрывают, электроды возобновляют плавление лома, и общий уровень ванны увеличивается.
В зависимости от объема печей в этой процедуре могут быть предусмотрены дополнительные операции загрузки.
В отличие от этого, непрерывную загрузку обычно начинают с загрузки лома первой корзины, затем при помощи системы непрерывной транспортировки непрерывно добавляют материал до достижения желаемого количества жидкого продукта, и одновременно электроды расплавляют лом. Альтернативно загрузка печи может происходить напрямую при помощи системы непрерывной транспортировки.
После достижения желаемого количества лома начинают так называемый этап очистки, при помощи которого получают продукт с желаемым химическим составом.
Этап очистки занимает приблизительно четверть всего цикла плавления, и после его окончания работу электродов прерывают для осуществления этапа выпуска, который занимает приблизительно десять минут.
Как правило, цикл плавления занимает приблизительно 45-55 минут, из которых 7-10 минут уходит на выпуск расплавленного материала. Плавильная печь оборудована эркерным выпускным отверстием (EBT), расположенным на дне емкости. Расплавленную и очищенную от шлаков сталь выпускают, открывая отверстие EBT. Это отверстие, покрытое огнеупорным материалом, при помощи подвижного клапана держат закрытым во время операций плавления. Во время выпуска клапан открывают при помощи пневматических или гидравлических устройств, вследствие чего расплавленная сталь вытекает. После выпуска клапан снова закрывают и отверстие EBT укупоривают огнеупорным песком, оставляя некоторое количество расплавленной стали внутри емкости, чтобы облегчить последующее плавление (так называемое «болото»). После выпуска необходимого количества расплавленной стали, выпускной поток прерывают, участок выпуска очищают снаружи и песок загружают в выпускное отверстие изнутри внутрь него для предотвращения задержки остатка жидкого металла во время последующих операций плавления. Этот песок обычно загружают через люки над отверстием EBT.
Как указано, все эти операции занимают приблизительно одну пятую времени всей операции плавления (20%).
В документе EP1743948A2 также описана плавильная печь, в которой выпускное отверстие или проход закрыты во время операций плавления подвижным клапаном. Во время выпуска клапан открывают, вследствие чего поток расплавленного металла вытекает самотеком. В емкости фактически обеспечивают уровень Р расплавленного металла, который намного превышает верхний край О выпускного канала. Как показано на Фиг. 2a-2e в документе EP1743948A2, когда уровень P расплавленного металла достигает промежуточного положения между нижним краем U крыши или подвижного колпака и верхним краем O выпускного канала, подвижная крыша опускается таким образом, что ее нижний край U погружается в расплавленный металл, и внутри подвижной крышки образуется углубление при помощи всасывающего воздухопровода, выполненного над крышкой, так что выпуск может продолжаться.
После выпуска подвижный клапан снова закрывают и выпускной канал закупоривают огнеупорным песком.
Таким образом, существует потребность в сокращении простоев, характерных для применяемого в настоящее время процесса выпуска при одновременном упрощении этапов восстановления выпускного отверстия, за счет устранения необходимости загрузки огнеупорного песка.
Раскрытие изобретения
Целью настоящего изобретения является создание плавильной печи и способа ее работы, которые обеспечивают более высокую производительность, сокращение времени простоя в ходе процесса выпуска, по сравнению с плавильными печами, известными из уровня техники.
Еще одной целью настоящего изобретения является создание плавильной печи с более простой конструкцией, и способа ее работы, более простого и эффективного по сравнению с плавильными печами, известными из уровня техники.
Еще одной целью настоящего изобретения является создание плавильной печи и способа ее работы, которые облегчают вытекание жидкого металла и обеспечивают оптимальное управление им во время этапа выпуска, что исключает необходимость отключения подачи электроэнергии на большую часть времени, таким образом обеспечивая возможность продолжать плавление также во время выпуска.
Еще одной целью настоящего изобретения является создание плавильной печи и способа ее работы, которые обеспечивают улучшение контроля уровня в ванной (высоты расплава) в конце выпуска.
Дополнительной целью настоящего изобретения является упрощение этапов восстановления выпускного отверстия вследствие исключения необходимости загружать огнеупорный песок.
Указанные цели достигают при помощи плавильной печи для металлургического завода, которая содержит
- емкость с дном;
- выпускной канал, проходящий через дно;
- устройства вращения для поворота емкости таким образом, чтобы выпускной канал переходил из первого исходного положения во второе положение, наклонное относительно указанного первого исходного положения, и наоборот; при этом указанный выпускной канал имеет первый участок, расположенный в толще дна емкости и полностью проходящий через дно, и второй участок, примыкающий к первому участку, и выступающий внутрь емкости;
в котором предусмотрена неподвижно закрепленная крышка колоколообразной формы второго участка, закрытая на его верхнем конце и открытая на его нижнем конце; причем указанная крышка колоколообразной формы расположена соосно и на расстоянии относительно указанного второго участка, и расположена на расстоянии от зоны дна, которое содержит первый участок выпускного канала, при этом крышка вместе со вторым участком выпускного канала образуют объем внутри крышки, и крышка выполнена с возможностью действовать как выпускной колпак.
Также изобретение относится к способу работы указанной плавильной печи, который предусматривает или состоит из следующих этапов:
а) устанавливают емкость с выпускным каналом в первое исходное положение и заполняют ванну расплавленным металлическим материалом на одинаковом уровне как внутри, так и снаружи крыши, находящимся между нижним концом крышки и верхним краем второго участка, при этом шлак удерживают на поверхности указанной ванны снаружи крышки;
b) поворачивают емкость в первом направлении таким образом, что выпускной канал переходит из указанного первого исходного положения во второе положение, наклонное относительно указанного первого исходного положения, и находится во втором положении до тех пор, пока уровень расплавленного металлического материала не достигнет верхнего края второго участка, таким образом, что расплавленный металлический материал начинает вытекать через выпускной канал, вследствие чего возникает углубление внутри объема;
c) поворачивают емкость во втором направлении, противоположном первому направлению, таким образом, что выпускной канал возвращается в первое исходное положение, при этом вследствие возникновения указанного углубления расплавленный металлический материал протекает от внешней стороны крышки внутрь объема и продолжает вытекать через выпускной канал до тех пор, пока указанное углубление не исчезнет.
Для достижения указанных целей в настоящем решении предложено изменение зоны выпускного отверстия EBT таким образом, чтобы оно могло быть выполнено даже на существующих печах, в дополнение к новым печам, работающим либо на переменном, либо на постоянном токе. Таким образом изменяется компоновка печи, при это высота отверстия EBT увеличивается в направлении внутренней части корпуса печи, в результате чего образуется своего рода скважина.
Решение по изобретению позволяет повысить производительность плавильной печи за счет сокращения простоев: фактически, можно продолжать плавление или загрузку шихт при помощи корзин лома или системы непрерывной транспортировки, одновременно осуществляя выпуск расплавленного металлического материала, что обеспечивает почти полное устранение простоев, присутствующих в решениях, известных из уровня техники.
Кроме того, преимуществом является тот факт, что не требуется заполнять отверстие EBT песком.
Принцип работы выпускной системы в соответствии с изобретением основан на разности давлений, которая возникает между внутренней и внешней частью выпускного колпака или сифона.
Для возникновения такой разности давлений в предпочтительном решении используют систему наклона емкости, под воздействием чего расплавленный материал поступает в крышку или колпак. Таким образом, часть воздуха, содержащегося в крышке, вытесняется расплавленным материалом наружу из крышки, вследствие чего образуется углубление, достаточное для инициирования вытекания расплавленного продукта по выпускной скважине. После образования углубления расплавленный материал начнет вытекать вдоль сифона и вдоль выпускного канала, заполняя ковш, расположенный снизу. Поэтому не требуются средства, специально устанавливаемые для образования такого углубления, такие как, например, всасывающий трубопровод для всасывания воздуха из внутренней части неподвижно закрепленной крышки и соответствующий клапан.
Чтобы прекратить выпуск, достаточно устранить разность давления. Фактически, в соответствии с принципом сообщающихся сосудов, при равном приложенном давлении, расплавленный материал, содержащийся в печи, достигает одинакового уровня внутри и снаружи крышки, в результате чего образуется одна эквипотенциальная поверхность.
Для устранения этой разности давлений в первом варианте реализации ожидают понижение уровня расплавленного материала, содержащегося в печи, до тех пор, пока он больше не будет закрывать крышку и, следовательно, не будет закупоривать крышку. Как только воздух сможет проходить внутрь крышки, разность давления будет устранена, и вытекание будет прервано.
Во втором варианте реализации предусмотрено срабатывание предохранительного клапана, расположенного на самой крышке, который уравнивает внутреннее давление в крышке и давление в печи, которое обычно равно атмосферному давлению.
В третьем варианте вместо этого наклоняют емкость относительно горизонтальной плоскости в направлении, противоположном направлению, запускающему выпуск, то есть, для повышения уровня расплавленного металлического материала в зоне емкости, в которой отсутствует выпускной канал.
Этими различными способами обеспечивают идеальный контроль количества расплавленного металла, поддерживаемого внутри печи (болото) для последующего плавления.
В зависимых пунктах формулы изобретения описаны предпочтительные варианты реализации изобретения.
краткое описание чертежей
Дополнительные признаки и преимущества настоящего изобретения станут более очевидны в контексте подробного описания предпочтительного, но не исключительного варианта реализации плавильной печи, приведенного в качестве неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
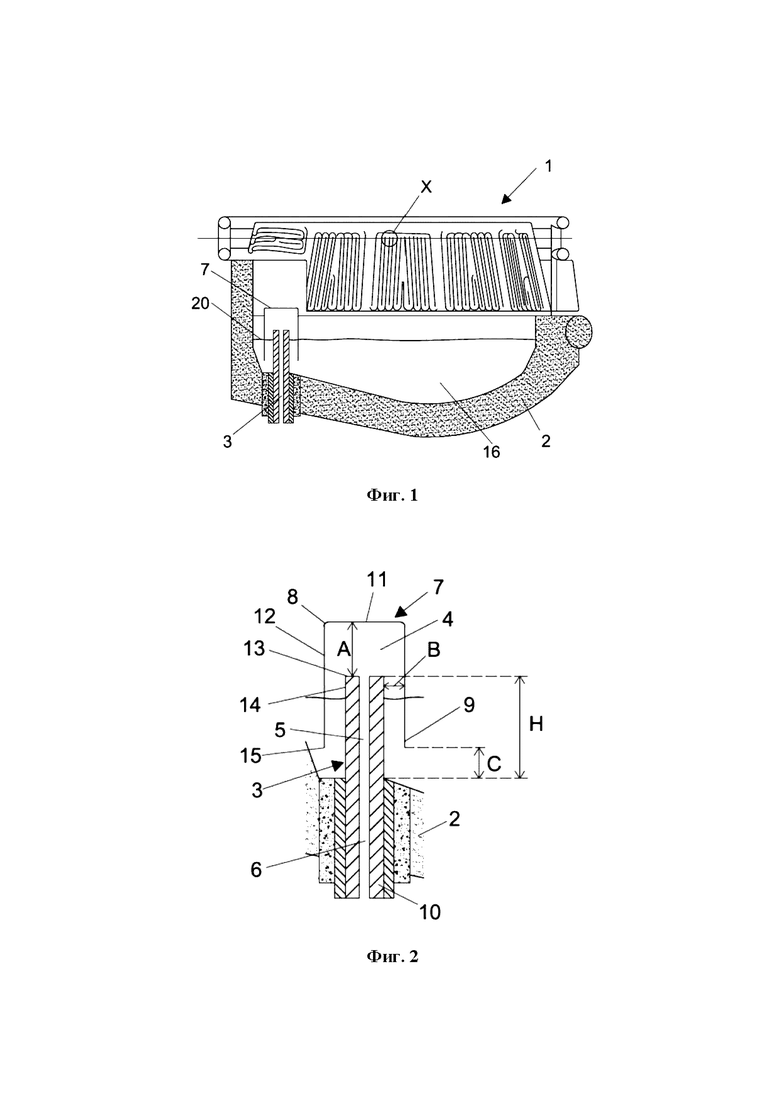
На Фигуре 1 показан схематический разрез части плавильной печи в соответствии с изобретением;
На Фигуре 2 показано увеличенное изображение некоторых компонентов печи с Фигуры 1;
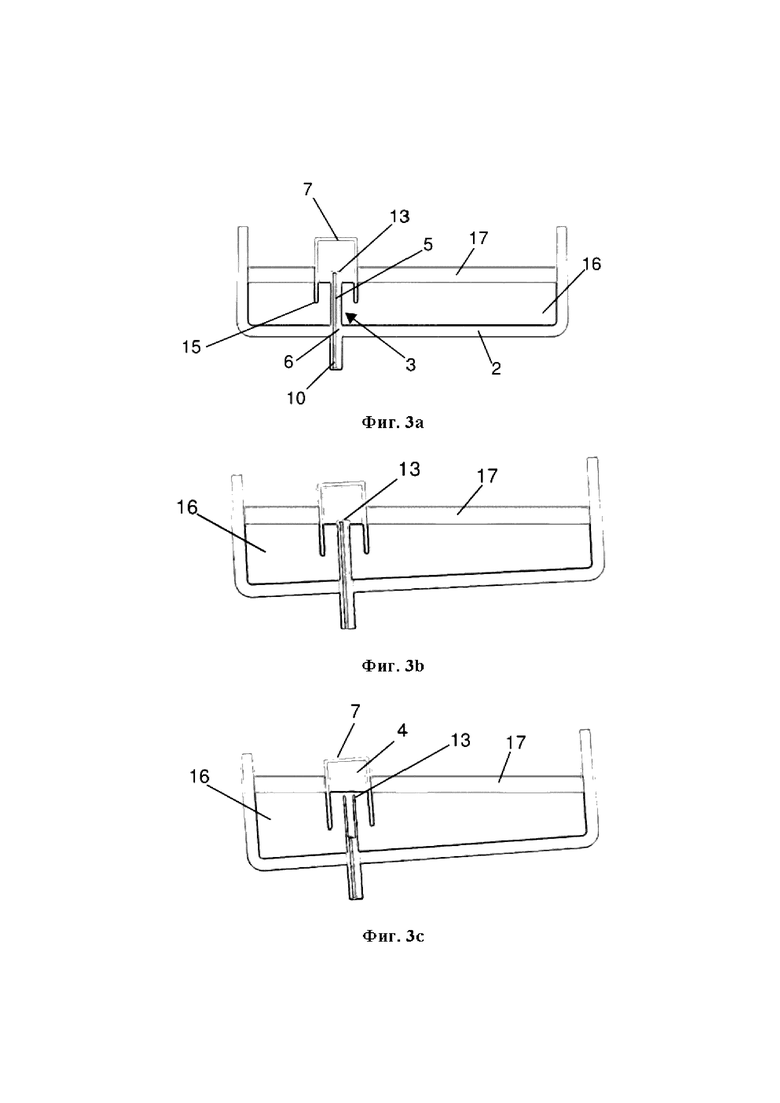
На Фигурах 3а-3h схематически показаны некоторые варианты последовательности работы плавильной печи в соответствии с изобретением.
Осуществление изобретения
На Фигурах показана плавильная печь для металлургического завода в соответствии с изобретением.
На Фигурах плавильная печь показана только частично и представлена в целом под ссылочным номером 1. Плавильная печь 1 описана только частично с упором на элементы, которые отличают ее от известных печей. Части печи, которые не описаны подробно в настоящем описании, следует рассматривать так, как они известны и как имеющие традиционное устройство.
Плавильная печь 1 в соответствии с изобретением во всех вариантах реализации содержит:
- емкость с дном 2, которое является частью дна печи и которое содержит внутреннюю поверхность, выполненную с возможностью контакта с массой металла или металлической ванной, содержащейся в печи 1;
- выпускной канал 3, проходящий через дно 2;
- устройства вращения для поворота емкости вокруг оси X вращения таким образом, что выпускной канал 3 переходит из первого исходного положения во второе положение, наклонное относительно указанного первого исходного положения, и наоборот.
Устройства вращения содержат, например, полозья, или реечные устройства, или башмаки.
Выпускной канал 3, предпочтительно эксцентриковый, расположенный не в центре дна 2, имеет первый участок 6, расположенный в толще дна 2 и полностью проходящий через само дно, и второй участок 5, примыкающий к первому участку 6, выступающий внутрь емкости. Может быть выполнен третий участок 10 выпускного канала 3, который выступает за пределы емкости, под основным полом печи. Участки 5, 6 и возможный участок 10 имеют одну продольную ось.
Предпочтительно, выполнена крышка 7 второго участка 5 колоколообразной формы, предпочтительно трубка, закрытая на верхнем конце 8 и открытая на нижнем конце 9. Крышка 7 неподвижно закреплена, например прикреплена к стенкам емкости, расположена соосно и на расстоянии от указанного второго участка 5, а также на расстоянии от зоны дна 2, которое содержит первый участок 6 выпускного канала 3, причем крышка 7 вместе со вторым участком 5 выпускного канала 3 образуют объем 4 внутри крышки 7 и выполнена с возможностью действовать как сифон.
Крышка 7 и выпускной канал 3 выполнены из огнеупорного материала или просто огнеупорным материалом.
В варианте реализации, показанном на Фиг. 1-2, после установления максимального уровня 20 ванны расплавленного металлического материала 16 внутри емкости, всегда находящегося между нижним концом 9 крышки 7 и верхним краем 13 второго участка 5, указанный второй участок 5 выпускного канала 3 имеет длину H, измеренную от части дна 2, из которой он выступает, так что верхний край 13 второго участка 5 всегда находится выше указанного максимального уровня 20.
Предпочтительно, длина второго участка 5 больше или равна толщине зоны дна 2, которое содержит первый участок 6, длина которого предпочтительно больше или равна длине первого участка 6.
Предпочтительно, длина Н второго участка 5 выпускного канала 3, измеренная от части дна 2, из которой он выступает, составляет 800-1100 мм.
Длина первого участка 6 предпочтительно составляет 600-850 мм. Длина возможного третьего участка 10, например, составляет 0-300 мм.
На выпускном сегменте участка 6 или участка 10 может быть установлена по меньшей мере одна горелка, выполненная с возможностью включения в конце выпуска для очистки нижнего конца выпускного канала.
Трубка, образующая крышку 7, образована основанием 11, расположенным на ее верхнем конце 8 и находящимся на расстоянии от верхнего края 13 второго участка 5 выпускного канала 3, и цилиндрической боковой поверхностью 12, расположенной соосно с выпускным каналом 3 и находящейся на расстоянии от наружной стенки 14 второго участка 5.
Предпочтительно расстояние A между основанием 11 и верхним краем 13 второго участка 5, расстояние B между цилиндрической боковой поверхностью 12 и наружной стенкой 14 второго участка 5 и расстояние C между нижним краем 15 нижнего конца 9 крышки 7 и зоной дна 2, которое содержит первый участок 6, имеют следующее соотношение: A=(B+C)*0,7.
Предпочтительно расстояние А составляет 100-400 мм.
Предпочтительно расстояние В составляет 80-300 мм.
Предпочтительно расстояние С составляет 50-250 мм.
Угловое расстояние между вторым положением и первым положением выпускного канала 3 предпочтительно составляет менее 10° таким образом, чтобы даже во время обработки емкости и/ или выпуска жидкого металлического материала, дополнительный лом можно было загрузить в емкость и можно было продолжать плавление без перерыва.
Предпочтительно указанное угловое расстояние находится в диапазоне от 3° до 8°, возможно, включая предельные значения, еще более предпочтительно 5-6°, то есть в диапазоне от 5 до 6°, включая предельные значения.
Альтернативно крышка 7 может быть подвижной, выполненной с возможностью перемещения вдоль своей продольной оси.
Ниже описан способ работы плавильной печи в соответствии с изобретением, схематически показанный на Фиг. 3а-3h.
Первоначально в емкости выпускной канал 3 находится в первом исходном положении, например, в вертикальном положении, и в емкости находится ванна расплавленного металлического материала 16 на одинаковом уровне как внутри, так и снаружи крышки 7, находящемся между нижним краем 15 крышки 7 и верхним краем 13 второго участка 5, при этом шлак 17 находится на поверхности указанной ванны 16 снаружи крышки 7 (Фиг. 3а).
Следовательно, в способе в соответствии с изобретением первоначальный уровень ванны расплавленного металлического материала не превышает верхний край 13 второго участка 5 выпускного канала, и, следовательно, первоначальный выпуск не осуществляется исключительно самотеком.
Затем емкость поворачивают в первом направлении поворота (фигуры 3b и 3c), чтобы повысить уровень расплавленного металлического материала в зоне емкости, содержащей выпускной канал 3, таким образом, чтобы выпускной канал 3 перешел из указанного первого исходного положения во второе положение, наклонное относительно указанного первого исходного положения, предпочтительно на угол менее 10°, до тех пор, пока уровень расплавленного металлического материала не достигнет верхнего края 13 второго участка 5 таким образом, что расплавленный металлический материал начнет вытекать через выпускной канал 3, в результате чего образуется углубление внутри объема 4.
В частности, на Фигуре 3с показан момент, когда уровень расплавленного металлического материала внутри крышки 7, то есть, внутри объема 4, превышает уровень верхнего края 13 выпускного канала 3, в результате чего расплавленный материал начинает течь через выпускной канал 3.
Углубление, созданное внутри крышки 7 вследствие начала выпуска, обеспечивает протекание расплавленного металлического материала с внешней стороны крышки 7 в объем 4, пока выпуск продолжается, при этом возникает разность в уровне между расплавленным материалом внутри крышки 7 и расплавленным материалом снаружи указанной крышки 7, при этом уровень на внешней стороне крышки все более снижается по сравнению с внутренней частью.
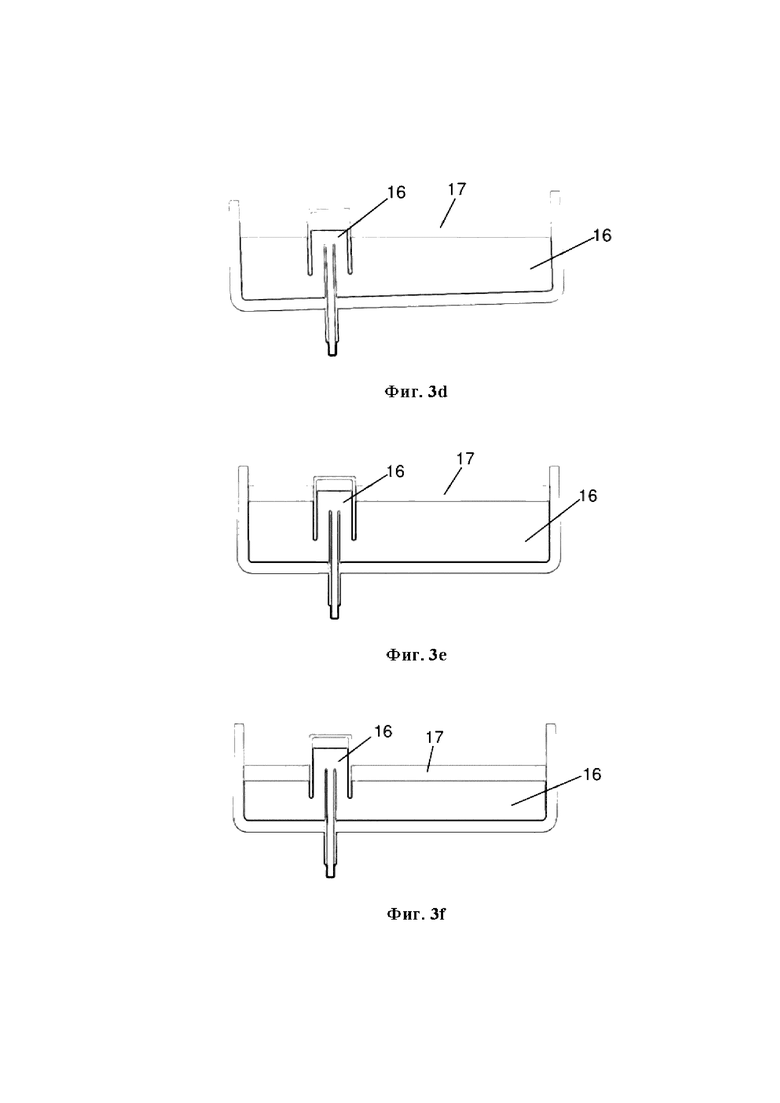
Затем емкость поворачивают во втором направлении поворота (Фигуры 3d, 3e, 3f), противоположном первому направлению поворота, таким образом, что выпускной канал 3 возвращается в первое исходное положение (Фиг. 3f), при этом выпуск расплавленного металлического материала продолжают.
Предпочтительно загружают и/ или плавят лом в емкости также во время выпуска. Фактически на Фиг. 3c-3e, например, показано, как внутри емкости увеличивается количество расплавленного металлического материала 16.
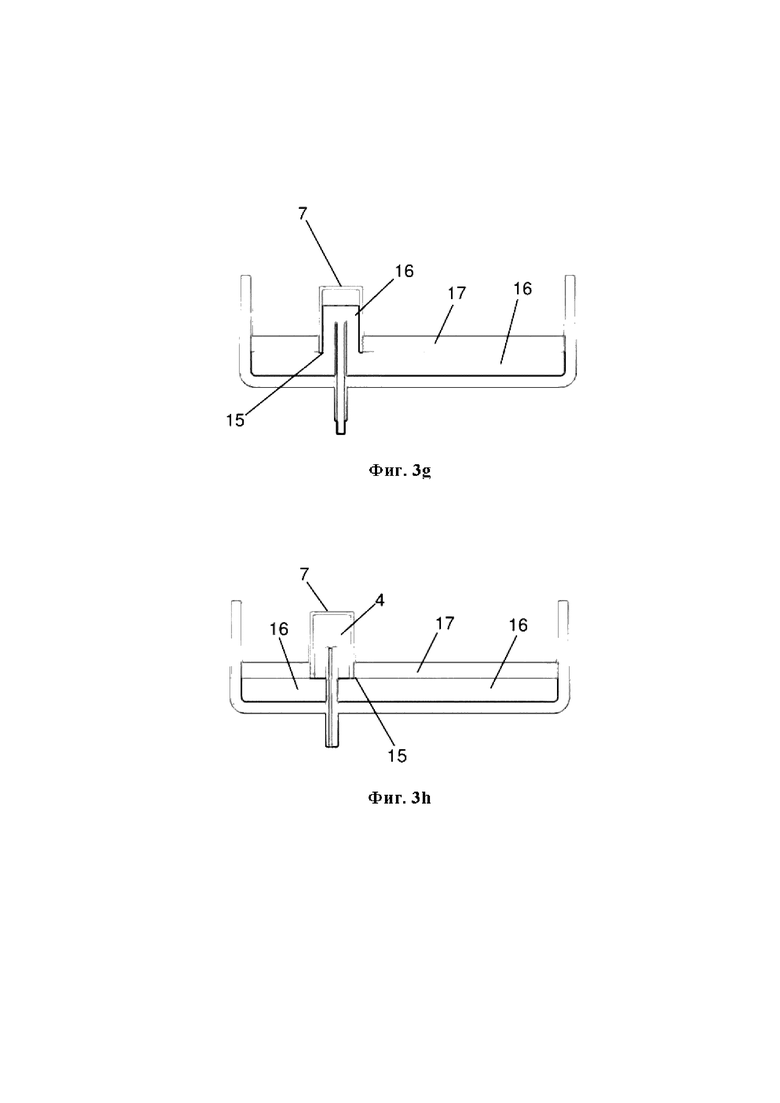
Расплавленный металлический материал продолжает проходить снаружи крышки 7 в объем 4 и продолжает вытекать через выпускной канал 3 до тех пор, пока уровень расплавленного металлического материала снаружи крышки 7 не достигнет нижнего края 15 нижнего конца 9 крышки 7 (Фиг. 3g).
На данном этапе, при поступлении минимального количества воздуха снаружи крышки 7 в объем 4, вместе с незначительным количеством шлака 17, углубление внутри объема 4 исчезает, и уровень расплавленного металлического материала 16 внутри крышки 7 быстро опускается, достигая нижнего края 15, и, таким образом, того же самого уровня расплавленного металлического материала, который находится снаружи крышки 7 (Фиг. 3h).
После окончания выпуска (Фиг. 3h) и независимо от того, происходит ли загрузка/ расплавление лома в емкости также во время выпуска, в процессе выполнения способа выполняют:
- возвращают ванну расплавленного металлического материала 16 к уровню между нижним краем 15 крышки 7 и верхним краем 13 второго участка 5 выпускного канала (Фиг. 3а);
- повторяют выполнение этапов, показанных на Фиг. 3b-3h.
Предпочтительно выпускной канал 3 всегда оставляют открытым, даже во время плавления лома внутри емкости, при этом не требуется перекрывать выпускное отверстие песком и устанавливать запорный клапан.
В первом альтернативном варианте реализации способа, описанного выше, для устранения углубления в объеме 4 и прерывания выпуска, включают предохранительный клапан самой крышки для выравнивания давления внутри крышки 7 с давлением снаружи крышки, которое обычно равно атмосферному давлению внутри емкости.
Во втором альтернативном варианте реализации способа, наклоняют емкость относительно горизонтальной плоскости в направлении, противоположном направлению наклона, запускающему выпуск, то есть, для повышения уровня расплавленного металлического материала в зоне емкости, в которой отсутствует выпускной канал. Таким образом, выпускной канал 3 переходит из указанного первого исходного положения в третье положение, наклонное относительно указанного первого исходного положения, до тех пор, пока уровень расплавленного металлического материала внутри объема 4, не достигнет, по меньшей мере, частично нижнего края 15 крышки 7, вследствие чего воздух будет поступать внутрь крышки.
Этими различными способами обеспечивают идеальный контроль количества расплавленного металла, поддерживаемого внутри печи (болото) для последующего плавления.
Изобретение относится к электродуговой плавильной печи для плавления металлического лома и способу выпуска расплавленного металлического лома из нее. Электродуговая плавильная печь содержит емкость с дном, выпускной канал, проходящий через дно и имеющий первый участок, расположенный в толще дна и полностью проходящий через дно, и второй участок, примыкающий к первому участку и выступающий внутрь емкости, крышку выступающего внутрь емкости второго участка выпускного канала, устройства вращения, выполненные с возможностью поворота емкости в первом направлении таким образом, что выпускной канал переходит из первого исходного положения во второе положение, наклонное относительно указанного первого исходного положения, и с возможностью поворота емкости во втором направлении, противоположном первому направлению, таким образом, что выпускной канал возвращается в первое исходное положение, при этом упомянутая крышка неподвижно закреплена внутри емкости и выполнена колоколообразной формы, закрытой на ее верхнем конце и открытой на ее нижнем конце, и расположена соосно и на расстоянии от указанного второго участка и на расстоянии от зоны дна с выполненным в нем первым участком выпускного канала с образованием вместе со вторым участком выпускного канала объема внутри упомянутой крышки, при этом упомянутая крышка выполнена с возможностью действовать как выпускной колпак. Раскрыт также способ выпуска расплавленного металлического лома из упомянутой печи. Обеспечивается повышение производительности, сокращение времени простоя в ходе процесса выпуска, упрощение конструкции, облегчение вытекания жидкого металла и обеспечение оптимального управления им во время выпуска, улучшение контроля уровня высоты расплава в ванне в конце выпуска и упрощение восстановления выпускного отверстия. 2 н. и 12 з.п. ф-лы, 3 ил.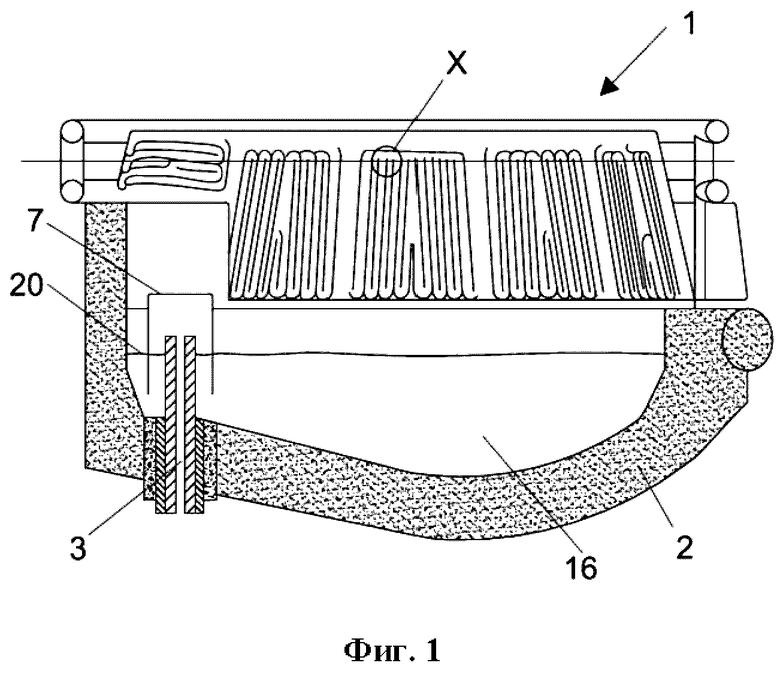
1. Электродуговая плавильная печь для плавления металлического лома, содержащая:
- емкость с дном,
- выпускной канал, проходящий через дно и имеющий первый участок, расположенный в толще дна и полностью проходящий через дно, и второй участок, примыкающий к первому участку и выступающий внутрь емкости,
- крышку выступающего внутрь емкости второго участка выпускного канала,
отличающаяся тем, что
снабжена устройствами вращения, выполненными с возможностью поворота емкости в первом направлении таким образом, что выпускной канал переходит из первого исходного положения во второе положение, наклонное относительно указанного первого исходного положения, и с возможностью поворота емкости во втором направлении, противоположном первому направлению, таким образом, что выпускной канал возвращается в первое исходное положение, и
упомянутая крышка неподвижно закреплена внутри емкости и выполнена колоколообразной, закрытой на ее верхнем конце и открытой на ее нижнем конце, и расположена соосно и на расстоянии от упомянутого второго участка выпускного канала и на расстоянии от зоны дна с выполненным в нем первым участком выпускного канала с образованием вместе со вторым участком выпускного канала объема внутри упомянутой крышки, при этом упомянутая крышка выполнена с возможностью действовать как выпускной колпак.
2. Плавильная печь по п. 1, отличающаяся тем, что длина указанного второго участка выпускного канала превышает или равна толщине зоны дна, содержащего первый участок выпускного канала, предпочтительно превышает или равна длине первого участка выпускного канала.
3. Плавильная печь по п. 1, отличающаяся тем, что упомянутая крышка колоколообразной формы выполнена в виде трубки, имеющей основание, расположенное на ее верхнем конце и расположенное на расстоянии от верхнего края второго участка выпускного канала, и цилиндрическую боковую поверхность, расположенную соосно выпускному каналу и расположенную на расстоянии от наружной стенки второго участка выпускного канала.
4. Плавильная печь по любому из пп. 1-3, отличающаяся тем, что угловое расстояние между вторым положением и первым положением выпускного канала составляет менее 10°.
5. Плавильная печь по п. 3, отличающаяся тем, что расстояние (А) между основанием упомянутой крышки и верхним краем второго участка выпускного канала, расстояние (В) между цилиндрической боковой поверхностью упомянутой крышки и наружной стенкой второго участка выпускного канала и расстояние (С) между нижним краем нижнего конца упомянутой неподвижно закрепленной крышки и зоной дна, содержащего первый участок выпускного канала, имеют следующее соотношение: А=(В+С)*0,7.
6. Плавильная печь по п. 5, отличающаяся тем, что расстояние (А) между основанием упомянутой крышки и верхним краем второго участка выпускного канала составляет 100-400 см.
7. Плавильная печь по п. 5, отличающаяся тем, что расстояние (В) между цилиндрической боковой поверхностью упомянутой крышки и наружной стенкой второго участка выпускного канала составляет 80-300 см.
8. Плавильная печь по п. 5, отличающаяся тем, что расстояние (С) между нижним краем нижнего конца крышки и зоной дна, содержащего первый участок выпускного канала, составляет 50-250 см.
9. Плавильная печь по любому из пп. 1-8, отличающаяся тем, что после установления максимального уровня ванны расплавленного металлического лома внутри емкости, находящегося между нижним концом упомянутой неподвижно закрепленной крышки и верхним краем второго участка выпускного канала, указанный второй участок выпускного канала имеет такую длину Н, что его верхний край всегда находится над указанным максимальным уровнем.
10. Способ выпуска расплава металлического лома из электродуговой печи для плавления металлического лома по п. 1, включающий следующие этапы:
a) устанавливают емкость с выпускным каналом в первое исходное положение и заполняют ванну расплавленным металлическим ломом на одинаковом уровне как внутри, так и снаружи крышки, находящимся между нижним концом крышки и верхним краем второго участка выпускного канала, при этом шлак удерживают на поверхности указанной ванны снаружи крышки,
b) поворачивают емкость в первом направлении таким образом, что выпускной канал переходит из указанного первого исходного положения во второе положение, наклонное относительно указанного первого исходного положения, до тех пор, пока уровень расплавленного металлического лома не достигнет верхнего края второго участка выпускного канала, так что расплавленный металлический лом начнет вытекать через выпускной канал с обеспечением образования углубления внутри объема упомянутой крышки,
c) поворачивают емкость во втором направлении, противоположном первому направлению, таким образом, что выпускной канал возвращается в первое исходное положение, при этом вследствие образования указанного углубления расплавленный металлический лом протекает снаружи крышки внутрь объема упомянутой крышки и продолжает вытекать через выпускной канал до тех пор, пока указанное углубление не исчезнет.
11. Способ по п. 10, отличающийся тем, что на этапе с) указанное углубление исчезает, когда уровень расплавленного металлического материала снаружи неподвижно закрепленной крышки достигает нижнего края нижнего конца неподвижно закрепленной крышки, при этом при поступлении воздуха снаружи неподвижно закрепленной крышки внутрь объема крышки уровень расплавленного металлического лома внутри неподвижно закрепленной крышки понижается, достигая нижнего края и того же самого уровня расплавленного металлического лома, который находится снаружи неподвижной крышки,
или указанное углубление исчезает вследствие срабатывания предохранительного клапана, установленного на неподвижно закрепленной крышке,
или указанное углубление исчезает вследствие дополнительного поворота емкости в указанном втором направлении таким образом, что выпускной канал переходит из упомянутого первого исходного положения в третье положение, наклонное относительно упомянутого первого исходного положения, до тех пор, пока уровень расплавленного металлического лома внутри объема крышки не достигнет нижнего края упомянутой неподвижно закрепленной крышки.
12. Способ по п. 11, отличающийся тем, что после этапа с), когда выпускной канал печи находится в первом исходном положении, выполняют следующие этапы:
- возвращают ванну расплавленного металлического лома к уровню между нижним краем упомянутой неподвижной крышки и верхним краем второго участка выпускного канала,
- повторяют выполнение этапов b) и с).
13. Способ по п. 10 или 11, отличающийся тем, что во время выполнения, по меньшей мере, этапов b) и с) возможно загружать и/или плавить лом внутри емкости и также во время выпуска.
14. Способ по любому из предыдущих пунктов, в котором выпускной канал печи всегда оставляют открытым, а также во время плавления лома внутри емкости.
| Багажник для транспортного средства | 1990 |
|
SU1743948A1 |
| СПОСОБ ОПОРОЖНЕНИЯ МЕТАЛЛОПЛАВИЛЬНОЙ ЕМКОСТИ ОТ ОСНОВНОЙ ЧАСТИ ЖИДКОГО МЕТАЛЛА ЧЕРЕЗ ВЫПУСКНОЕ ОТВЕРСТИЕ В ДОННОЙ ПОВЕРХНОСТИ ЕМКОСТИ И МЕТАЛЛОПЛАВИЛЬНАЯ ЕМКОСТЬ | 2005 |
|
RU2293937C2 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ДЛЯ ВЕДЕНИЯ ПЛАВКИ | 1987 |
|
RU2025499C1 |
| СПОСОБ ВЫПУСКА РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И ЛИТОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086872C1 |
| ЧАСТОТОМЕР | 1938 |
|
SU60297A1 |

