Настоящее изобретение относится к способу изготовления стержней для использования в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях и к стержням, производимым этим способом. Готовые стержни имеют предварительно заданные значения пористости и распределения пористости. Настоящее изобретение относится также к нагреваемым образующим аэрозоль изделиям, содержащим такие стержни, причем пористость и распределение пористости оптимизируются для регулирования свойств аэрозоля в нагреваемом образующем аэрозоль изделии.
Из уровня техники известны образующие аэрозоль изделия, в которых образующий аэрозоль субстрат, такой как табакосодержащий субстрат, нагревают, а не сжигают. Одна цель таких нагреваемых курительных изделий состоит в уменьшении содержания известных вредных составляющих дыма, образующихся в результате горения и пиролитической деградации табака в обычных сигаретах.
Обычно в таких нагреваемых образующих аэрозоль изделиях аэрозоль образуется в результате передачи тепла от источника тепла, такого как электрический нагреватель или горючий источник тепла, на физически отдельный образующий аэрозоль субстрат или материал, который может быть расположен внутри, вокруг или дальше по ходу потока относительно источника тепла в контакте с ним. Во время употребления образующего аэрозоль изделия летучие соединения высвобождаются из образующего аэрозоль субстрата в результате передачи тепла от источника тепла и захватываются воздухом, втягиваемым через образующее аэрозоль изделие. По мере охлаждения высвобождаемых соединений они конденсируются с образованием аэрозоля, который может вдыхаться пользователем.
В контексте данного документа термин «нагреваемое образующее аэрозоль изделие» относится к образующему аэрозоль изделию, содержащему образующий аэрозоль субстрат, предназначенный для нагрева, а не для сжигания, с целью высвобождения летучих соединений, которые могут образовывать аэрозоль. Такие изделия могут также именоваться образующими аэрозоль изделиями с возможностью нагрева.
В ряде документов, относящихся к известному уровню техники, раскрыты образующие аэрозоль устройства для употребления или курения нагреваемых образующих аэрозоль изделий. Такие устройства содержат, например, образующие аэрозоль устройства с электрическим нагревом, в которых аэрозоль образуется в результате передачи тепла от одного или более электронагревательных элементов образующего аэрозоль устройства на образующий аэрозоль субстрат нагреваемого образующего аэрозоль изделия. Одно преимущество таких образующих аэрозоль устройств с электрическим нагревом состоит в том, что они значительно снижают побочный поток дыма, при этом давая возможность пользователю выборочно приостанавливать и возобновлять курение.
Ранее субстраты для нагреваемых образующих аэрозоль изделий обычно изготавливались с использованием произвольно ориентированных резаных частиц, жгутов или полос табачного материала. Изготовление стержней для нагреваемых курительных или образующих аэрозоль изделий из резаных частиц табачного материала затруднено из-за ряда проблем. Например, в процессе резки табачного материала образуется нежелательная табачная мелочь и другие отходы. Стержни, содержащие резаные частицы табачного материала, могут показывать «осыпку», т.е. потери резаных частиц табачного материала из концов стержней. Стержни, содержащие резаные частицы табачного материала, могут показывать высокие среднеквадратические отклонения по весу, в том числе из-за того, что эти стержни показывают тенденцию к осыпке. Кроме того, стержни, содержащие частицы табачного материала, имеют тенденцию к образованию неоднородных плотностей, т.е. их плотность вдоль длины стержня показывает тенденцию к неоднородности из-за различий в количестве табачного материала в различных местах вдоль стержня.
В WO 2012/164009 раскрыты стержни для нагреваемых образующих аэрозоль изделий, изготовленные из собранных листов табачного материала. Стержни, раскрытые в WO 2012/164009, имеют продольную пористость, которая обеспечивает возможность втягивания воздуха через эти стержни. Фактически, складки в собранных листах табачного материала образуют продольные каналы через стержень. Использование стержней, изготовленных из собранных листов гомогенизированного табачного материала, устраняет некоторые из проблем, связанных с изготовлением образующего аэрозоль субстрата из резаного табака.
Как описано и определено в настоящем описании, способ изготовления образующих аэрозоль стержней, имеющих предварительно заданные значения пористости в поперечном сечении и распределения пористости в поперечном сечении, для использования в качестве образующих аэрозоль субстратов содержит этапы, на которых: обеспечивают непрерывный лист образующего аэрозоль материала, имеющий конкретную ширину и конкретную толщину; собирают этот лист образующего аэрозоль материала в поперечном направлении относительно продольной оси этого листа; окружают собранный непрерывный лист образующего аэрозоль материала оберткой с образованием непрерывного стержня; разделяют этот непрерывный стержень на множество отдельных стержней; определяют значения, характеризующие пористость в поперечном сечении и распределение пористости в поперечном сечении по меньшей мере для одного из этих отдельных стержней; и регулируют один или более технологических параметров для обеспечения того, чтобы значения пористости в поперечном сечении и распределения пористости в поперечном сечении в последующих стержнях находились в пределах диапазонов значений, предварительно заданных для производства образующих аэрозоль стержней.
Указанный непрерывный лист образующего аэрозоль материала может представлять собой гладкий лист. В качестве альтернативы, указанный непрерывный лист может быть обработан для облегчения собирания этого листа. Например, указанный непрерывный лист может быть подвергнут рифлению, смятию, фальцеванию, текстурированию, тиснению или иным образом обработан для обеспечения линий наименьшего сопротивления с целью облегчения собирания. Предпочтительная обработка указанного непрерывного листа представляет собой гофрирование.
Таким образом, в предпочтительных вариантах реализации способ изготовления образующих аэрозоль стержней, имеющих предварительно заданные значения, характеризующие пористость в поперечном сечении и распределение пористости в поперечном сечении, для использования в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях, может содержать этапы, на которых: обеспечивают непрерывный лист образующего аэрозоль материала, имеющего конкретную ширину и конкретную толщину; осуществляют гофрирование этого непрерывного листа образующего аэрозоль материала; собирают гофрированный лист образующего аэрозоль материала в поперечном направлении относительно его продольной оси; окружают собранный гофрированный непрерывный лист образующего аэрозоль материала оберткой с образованием непрерывного стержня; разделяют этот непрерывный стержень на множество отдельных стержней; определяют значения, характеризующие пористость в поперечном сечении и распределение пористости в поперечном сечении по меньшей мере для одного из этих отдельных стержней; и регулируют один или более технологических параметров для обеспечения того, чтобы значения пористости в поперечном сечении и распределения пористости в поперечном сечении в последующих стержнях находились в пределах диапазонов значений, предварительно заданных для производства образующих аэрозоль стержней.
Путем регулирования как значений пористости, так и значений распределения пористости образующих аэрозоль стержней таким образом, чтобы они находились в предварительно заданных пределах, обеспечивают возможность оптимизации качества и воспроизводимости курительных ощущений. Путем регулирования как значений пористости, так и значений распределения пористости в образующих аэрозоль стержнях, обеспечивают возможность адаптации свойств аэрозоля, таких как величина доставки никотина, для конкретных типов образующих аэрозоль устройств или образующих аэрозоль систем.
Следует отметить, что указанные отдельные стержни могут иметь длину, подходящую для использования в качестве образующих аэрозоль субстратов в образующих аэрозоль изделиях. Один или более стержней могут быть подвергнуты анализу. Например, анализу может быть подвергнут один из каждых 100 стержней. Указанные отдельные стержни могут представлять собой стержни, предназначенные для дальнейшей обработки. Например, указанные отдельные стержни могут быть впоследствии разделены на множество меньших стержней.
Указанный один или более технологических параметров, которые могут регулироваться, могут представлять собой один или более параметров, выбранных из перечня, состоящего из ширины непрерывного листа образующего аэрозоль материала, толщины непрерывного листа образующего аэрозоль материала, диаметра стержня и, если лист гофрирован, глубины гофрирования непрерывного листа образующего аэрозоль материала и ширины гофрирования этого листа.
Способ может содержать этап, на котором определяют значения пористости в поперечном сечении и распределения пористости в поперечном сечении по меньшей мере для одного из указанных отдельных стержней и, если эти значения не находятся в пределах диапазонов желаемых предварительно заданных значений, изменяют один или более указанных параметров для изменения значений пористости в поперечном сечении и распределения пористости в поперечном сечении в последующих стержнях. Может быть желательным определение значений пористости в поперечном сечении и распределения пористости в поперечном сечении для более чем одного из указанных отдельных стержней для обеспечения большей статистической точности.
Лист образующего аэрозоль материала может представлять собой любой подходящий листовой материал, который способен образовывать аэрозоль при нагреве. В некоторых вариантах реализации образующий аэрозоль материал может содержать соль никотина. Например, образующий аэрозоль материал может представлять собой нетабачный лист, образованный из бумаги или полимера и пропитанный или покрытый солью никотина, такой как пируват никотина. В других вариантах реализации лист образующего аэрозоль материала может представлять собой лист табачного материала, содержащий табак и образующее аэрозоль вещество.
Термин «лист образующего аэрозоль материала» может относиться к двум или более листам образующего аэрозоль материала. Например, два листа табачного материала могут быть собраны вместе с образованием стержня, или лист табачного материала и лист нетабачного материала могут быть собраны вместе с образованием стержня. В случае наличия двух или более листов, один или более из этих листов может быть обработан для облегчения собирания листов для образования стержня.
Конкретная ширина листа образующего аэрозоль материала предпочтительно составляет от 70 мм до 250 мм, например от 120 мм до 160 мм. Конкретная толщина листа образующего аэрозоль материала предпочтительно составляет от 50 микрон до 300 микрон, предпочтительно - от 150 микрон до 250 микрон.
Предпочтительно, диаметр образуемых стержней составляет от 5 мм до 10 мм, предпочтительно - от 6 мм до 9 мм или от 7 мм до 8 мм.
Может быть полезным, чтобы лист был гофрирован или обработан аналогичным образом. Гофрирование - это процесс, посредством которого в листе образующего аэрозоль материала образуют гофры. Глубина гофрирования может изменяться, и она может быть выражена количественно в виде амплитуды гофрирования. Фактически, это величина расстояния, на которое перекрывается пара гофрировочных валков. Указанная амплитуда может также быть измерена от впадины до впадины гофрированного листа с тем, чтобы исключить из измерения толщину самого листа. Предпочтительно, гофрированный непрерывный лист образующего аэрозоль материала имеет амплитуду гофрирования или глубину гофрирования, составляющую от 50 микрон до 300 микрон, более предпочтительно - от примерно 100 до примерно 250 микрон.
В контексте данного документа термин «пористость» относится к доле пустого пространства в пористом изделии. Термины «глобальная пористость» или «пористость в поперечном сечении» относятся к доле пустого пространства в области поперечного сечения пористого изделия, например поперечного сечения стержня, изготовленного из гофрированного собранного листа образующего аэрозоль материала. Пористость в поперечном сечении представляет собой долю площади пустого пространства в области поперечного сечения стержня. Область поперечного сечения стержня представляет собой область стержня в плоскости, которая перпендикулярна продольной оси стержня.
В контексте данного документа термины «значения распределения пористости» или «значения распределения пористости в поперечном сечении» относятся к среднеквадратическому отклонению значений пористости, локально определенных внутри каждой из множества подобластей одинакового размера в области поперечного сечения стержня. Пористость внутри подобласти может именоваться «локальной пористостью», и значение распределения пористости в поперечном сечении представляет собой среднеквадратическое отклонение значений локальной пористости по области поперечного сечения стержня.
Подобласть - это область, которая меньше, чем область поперечного сечения стержня. Множество подобластей одинакового размера занимает всю область поперечного сечения стержня. Предпочтительно, каждая подобласть перекрывается с по меньшей мере одной смежной подобластью, предпочтительно - более чем с одной смежной подобластью. Предпочтительно, каждая подобласть перекрывается с по меньшей мере одной смежной подобластью на величину, составляющую от 10% до 95%. Предпочтительно, каждая подобласть занимает менее чем 20% всей области поперечного сечения, например менее чем 15% всей области поперечного сечения, предпочтительно - менее чем 10% всей области поперечного сечения.
Стержни обычно являются по существу круглыми. Следовательно, область поперечного сечения является по существу круглой. Каждая подобласть предпочтительно является прямоугольной или квадратной. Предпочтительно, чтобы подобласть перекрывала по меньшей мере 50% области поперечного сечения до того, как она будет включена в вычисление распределения пористости, особо предпочтительно - по меньшей мере 70% или по меньшей мере 80% или по меньшей мере 90% области поперечного сечения до того, как она будет включена в вычисление распределения пористости.
Пористость в поперечном сечении стержня изменяется как функция диаметра стержня, ширина листа образующего аэрозоль материала и толщины листа образующего аэрозоль материала. Таким образом, пористость в поперечном сечении в поперечном сечении может быть вычислена по формуле:
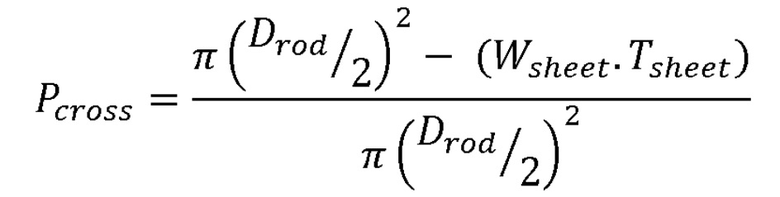 ,
,
где Pcross= пористость в поперечном сечении;
Drod=диаметр стержня;
Wsheet=ширина листа, собранного в виде стержня;
Tsheet=толщина листа, собранного в виде стержня.
Значение распределения пористости в поперечном сечении относится к показателю изменения локальной пористости по различным подобластям области поперечного сечения стержня.
Таким образом, значение распределения пористости в поперечном сечении представляет собой количественный показатель распределения пористости по поперечной области изделия. Локальная пористость каждой подобласти может быть вычислена по формуле:
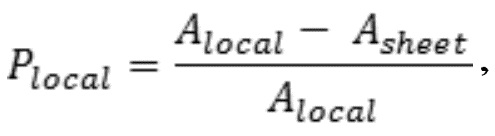
где Plocal=пористость в поперечном сечении для подобласти;
Alocal=площадь подобласти;
Asheet=площадь табачного материала внутри подобласти.
Как можно видеть, значение распределение пористости в поперечном сечении является показателем неоднородности пористости стержня. Например, если среднеквадратическое отклонение локальной пористости является низким, то вероятно, что пустоты внутри стержня однородно распределены по всей поперечной области стержня и имеют сходные размеры. Однако, если среднеквадратическое отклонение является высоким, то указанные пустоты неоднородно распределены по поперечной области изделия, и некоторые участки стержня имеют высокую пористость, а некоторые участки - низкую пористость. При заданной пористости в поперечном сечении высокое значение распределения пористости в поперечном сечении может быть показателем того, что стержень имеет малое количество сравнительно больших сквозных каналов, в то время как низкое значение распределения пористости в поперечном сечении может указывать на то, что стержень имеет большое количество сравнительно малых сквозных каналов.
Значение распределения пористости в поперечном сечении может быть определено на основе значений локальной пористости, вычисленных для множества подобластей, занимающих поперечное сечение одного стержня. Значение распределения пористости в поперечном сечении, относящееся к любому отдельному стержню, может сравниваться с таким же значением для другого отдельного стержня. В качестве альтернативы, значение распределения пористости в поперечном сечении может быть вычислено на основе значений локальной пористости, определенных для нескольких различных стержней с примерно одинаковой областью поперечного сечения и примерно одинаковой пористостью в поперечном сечении, например для комплекта или партии стержней. Значение распределения пористости в поперечном сечении, полученное для партии стержней, может использоваться для оценки различий в качестве пористости между одной партией стержней и другой партией стержней.
Предпочтительно, значения пористости в поперечном сечении и распределения пористости в поперечном сечении могут быть определены с использованием процесса цифровой визуализации. Может быть получено изображение поперечного сечения стержня и может быть применен порог для того, чтобы отличить пиксели, которые представляют образующий аэрозоль субстрат, от пикселей, которые представляют пустоты. Затем легко может быть определена пористость в поперечном сечении.
Предпочтительно, значение распределения пористости в поперечном сечении определяют способом, содержащим этапы, на которых получают цифровое изображение области поперечного сечения стержня; определяют долю площади пустот, присутствующих внутри каждой из множества подобластей одинакового размера в поперечной области; таким образом получают значение пористости для каждой из множества этих подобластей одинакового размера; и вычисляют среднеквадратическое отклонение значений пористости для каждой из этого множества подобластей одинакового размера. Каждая подобласть перекрывается с по меньшей мере одной смежной подобластью на величину, составляющую от 10% до 95%, предпочтительно - от 75% до 85%, предпочтительно - примерно 80%.
Как правило, стержень будет по существу цилиндрическим и будет иметь средний диаметр, составляющий, например, примерно 7 мм. Предпочтительно, каждая из указанных подобластей является прямоугольной или квадратной и имеет длину, составляющую от одной четвертой до одной восьмой диаметра стержня, предпочтительно - примерно одну шестую или одну седьмую диаметра стержня. Таким образом, если диаметр стержня составляет примерно 7 мм, то указанные подобласти могут представлять собой квадраты с длиной стороны, составляющей примерно 1 мм.
Значение пористости любой отдельной подобласти предпочтительно включают в вычисление для оценки распределения пористости лишь в том случае, если более 90% этой подобласти находится внутри области поперечного сечения стержня.
Предпочтительно, цифровое изображение области поперечного сечения состоит из множества пикселей, и каждый пиксель, образующий область поперечного сечения, находится внутри по меньшей мере одной из множества подобластей.
Указанный один или более технологических параметров может регулироваться для производства образующего аэрозоль стержня с пористостью в поперечном сечении, составляющей примерно от 0,15 до 0,45, предпочтительно - примерно от 0,20 до 0,40, предпочтительно - от примерно 0,25 до примерно 0,35.
Указанный один или более технологических параметров может регулироваться для производства образующего аэрозоль стержня, имеющего значение распределения пористости в поперечном сечении, составляющее от примерно 0,04 до примерно 0,22 при вычислении вышеописанным способом, согласно которому каждая подобласть представляет собой квадрат с длиной стороны, составляющей одну седьмую диаметра стержня, и согласно которому каждая подобласть перекрывается с по меньшей мере одной другой подобластью примерно на 80%.
Могут также быть обеспечены стержни для использования в качестве образующих аэрозоль субстратов в образующих аэрозоль изделиях. Например, образующий аэрозоль стержень, изготовленный способом, описанным в данном документе, может иметь пористость в поперечном сечении, составляющую от примерно 0,15 до 0,45, предпочтительно - от примерно 0,20 до 0,40, предпочтительно - от примерно 0,25 до примерно 0,35.
Образующий аэрозоль стержень, изготовленный способом, описанным в данном документе, может иметь значение распределения пористости в поперечном сечении, составляющее от примерно 0,04 до примерно 0,22 при вычислении вышеописанным способом, согласно которому каждая подобласть представляет собой квадрат с длиной стороны, составляющей одну седьмую диаметра стержня, и согласно которому каждая подобласть перекрывается с по меньшей мере одной другой подобластью примерно на 80%.
Образующие аэрозоль стержни могут использоваться для изготовления нагреваемого образующего аэрозоль изделия. Способ может содержать этапы, на которых: изготавливают стержень, как описано в данном документе; и объединяют этот стержень с множеством других компонентов внутри обертки с образованием нагреваемого образующего аэрозоль изделия.
Предпочтительно, значения пористости в поперечном сечении и значение распределения пористости в поперечном сечении стержня выбирают для обеспечения предварительно заданного сопротивления затяжке через собранное нагреваемое образующее аэрозоль изделие.
Образующий аэрозоль субстрат предпочтительно содержит никотин. Значения пористости в поперечном сечении и значение распределения пористости в поперечном сечении могут быть выбраны для облегчения достижения предварительно заданных уровней доставки никотина из собранного нагреваемого образующего аэрозоль изделия во время употребления этого изделия.
Нагреваемое образующее аэрозоль изделие может содержать множество элементов, включая образующий аэрозоль субстрат в форме образующего аэрозоль стержня, описанного в данном документе, и это множество элементов объединено внутри обертки. Предпочтительно, образующий аэрозоль субстрат содержит никотин, и значения пористости в поперечном сечении и распределения пористости в поперечном сечении этого образующего аэрозоль субстрата выбраны для облегчения достижения предварительно заданных уровней доставки никотина во время употребления нагреваемого образующего аэрозоль изделия.
В предпочтительных вариантах реализации нагреваемое образующее аэрозоль изделие может содержать множество элементов, включая образующий аэрозоль субстрат, объединенных внутри обертки, причем этот образующий аэрозоль субстрат имеет форму образующего аэрозоль стержня диаметром от 6,5 мм до 8 мм, и этот стержень изготовлен из гофрированного собранного листа гомогенизированного табачного материала, имеющего ширину от 120 мм до 160 мм, толщину от 150 микрон до 250 микрон и гофрированного с глубиной гофрирования, составляющей от 100 до 250 микрон.
В контексте данного документа термин «образующий аэрозоль субстрат» обозначает субстрат, состоящий из образующего аэрозоль материала, который способен при нагреве высвобождать летучие соединения с образованием аэрозоля, или содержащий этот материал. Лист табачного материала представляет собой пример образующего аэрозоль субстрата для целей данного описания. Лист бумаги или полимера, содержащий соль никотина, представляет собой еще один пример образующего аэрозоль субстрата для целей данного описания.
В одном варианте реализации образующие аэрозоль стержни, описанные в данном документе, могут использоваться в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях, содержащих источник тепла, который упирается в стержень образующего аэрозоль субстрата, например горючий источник тепла, и образующий аэрозоль субстрат, расположенный дальше по ходу потока относительно этого горючего источника тепла. В этом случае образующий аэрозоль субстрат предпочтительно представляет собой стержень, имеющий пористость в поперечном сечении, оставляющую от примерно 0,20 до примерно 0,44, предпочтительно - от примерно 0,34 до примерно 0,44, и значение распределения пористости в поперечном сечении, составляющее от примерно 0,11 до примерно 0,15 при вычислении способом, описанным в данном документе.
Например, стержни, описанные в данном документе, могут использоваться в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях того типа, который раскрыт в WO-A-2009/022232, содержащих горючий источник тепла на основе угля, образующий аэрозоль субстрат, расположенный дальше по ходу потока относительно горючего источника тепла, и теплопроводный элемент, окружающий задний участок горючего источника тепла на основе угля и смежный передний участок образующего аэрозоль субстрата и находящийся в контакте с ними. Тем не менее, следует понимать, что стержни, описанные в данном документе, могут также использоваться в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях, содержащих горючие источники тепла, имеющие другие конструкции.
В другом варианте реализации образующие аэрозоль стержни, описанные в данном документе, могут использоваться в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях для использования в образующих аэрозоль системах с электрическим управлением, в которых образующий аэрозоль субстрат нагреваемого образующего аэрозоль изделия нагревают с помощью электрического источника тепла.
Например, стержни, описанные в данном документе, могут использоваться в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях того типа, который раскрыт в WO2013/098405. Таким образом, нагреваемое образующее аэрозоль изделие может быть выполнено с возможностью нагрева посредством вставного нагревателя образующего аэрозоль устройства. В этом случае образующий аэрозоль субстрат предпочтительно представляет собой стержень, имеющий пористость в поперечном сечении, составляющую от примерно 0,20 до примерно 0,40, предпочтительно - от примерно 0,24 до примерно 0,34, и значение распределения пористости в поперечном сечении, составляющее от примерно 0,10 до примерно 0,12, при вычислении способом, описанным в данном документе.
Может быть создана система, содержащая образующее аэрозоль устройство с электрическим управлением и образующее аэрозоль изделие для использования с этим устройством. Образующее аэрозоль изделие содержит стержень или образующий аэрозоль субстрат, описанный в данном документе.
Предпочтительно, стержни согласно настоящему изобретению имеют по существу однородное поперечное сечение. Стержни согласно настоящему описанию могут быть изготовлены с разными размерами, в зависимости от их целевого назначения. Например, стержни согласно настоящему описанию могут иметь длину от примерно 5 мм до примерно 30 мм, в зависимости от их целевого назначения. В предпочтительных вариантах реализации стержни согласно настоящему описанию для использования в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях могут иметь длину от примерно 5 мм до примерно 20 мм или от примерно 10 мм до примерно 15 мм.
Предпочтительно, лист образующего аэрозоль материала представляет собой лист табачного материала, содержащий табак и образующее аэрозоль вещество. Табачный материал, образующий указанный лист, предпочтительно представляет собой восстановленный табак или гомогенизированный табак. Гомогенизированные табачные материалы могут содержать различные добавки, такие как увлажнители, пластификаторы, ароматизаторы, наполнители, связующие и растворители. Подходящие образующие аэрозоль вещества и увлажнители для включения в листы гомогенизированного табачного материала известны из уровня техники и включают в себя, но без ограничения: многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как глицерола моно-, ди- или триацетат; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат.
Листы гомогенизированного табачного материала для использования при тзготовлении стержней, описанных в данном документе, могут иметь содержание образующего аэрозоль вещества от примерно 5% до примерно 30% по весу в пересчете на сухой вес. В стержнях, предназначенных для использования в нагреваемых курительных изделиях, в которых стержни, содержащие образующее аэрозоль вещество, нагревают, а не сжигают, содержание образующего аэрозоль вещества предпочтительно составляет от более чем 5% до примерно 30%. В случае стержней, предназначенных для использования в таких нагреваемых курительных изделиях, образующее аэрозоль вещество может предпочтительно представлять собой глицерин.
В качестве альтернативы, лист образующего аэрозоль материала может представлять собой нетабачный лист, такой как полимерный лист или бумажный лист или металлический лист. В некоторых вариантах реализации лист образующего аэрозоль материала может содержать по меньшей мере один материал, выбранный из группы, состоящей из металлической фольги, полимерного листа, бумаги и картона. В некоторых вариантах реализации указанный лист может содержать по меньшей мере один материал, выбранный из группы, состоящей из полиэтилена (ПЭ), полипропилена (ПП), поливинилхлорида (ПВХ), полиэтилентерефталата (ПЭТ), полимолочной кислоты (ПМК), ацетилцеллюлозы (АЦ), сложного сополиэфира на крахмальной основе и алюминиевой фольги. Предпочтительно, указанный лист нетабачного материала содержит одну или более солей никотина, выбранных из перечня, состоящего из цитрата никотина, пирувата никотина, битартрата никотина, пектатов никотина, агинатов никотина, салицилата никотина, изовалерата никотина, лактата никотина, фенилацетата никотина и миристата никотина. Никотин в форме этих солей может быть более стабильным, чем жидкий никотин в форме свободного основания, обычно используемый в электронных сигаретах. Таким образом, образующие аэрозоль изделия, содержащие указанные образующие аэрозоль стержни, могут иметь больший срок годности, чем обычные электронные сигареты.
Лист образующего аэрозоль материала, независимо от того, является он табачным листом или нетабачным листом, может быть покрыт нетабачным ароматизатором. Указанный лист может быть пропитан нетабачным ароматизатором.
Лист образующего аэрозоль материала может быть образован из материала, такого как гель или гидрогель, который содержит ароматизатор. Указанный лист может испаряться при нагреве, высвобождая ароматизатор. Указанный лист может содержать биологически разлагаемый полимер, например этот лист может представлять собой лист из полимолочной кислоты (ПМК), покрытый или пропитанный ароматизатором.
Ароматизатор может содержать летучий ароматический компонент. Ароматизатор может содержать ментол. В контексте данного документа термин «ментол» обозначает соединение 2-изопропил-5-метилциклогексанола в любой из его изомерных форм. Ароматизатор может обеспечивать аромат, выбранный из группы, состоящей из ментола, лимона, ванили, апельсина, винтергрена, вишни и корицы.
Лист образующего аэрозоль материала, содержащий нетабачный ароматизатор, может дополнительно содержать образующее аэрозоль вещество, такое как глицерин. Образующее аэрозоль вещество может вносить ароматические компоненты в аэрозоль.
В контексте данного документа термин «стержень» используется для обозначения по существу цилиндрического элемента с по существу круглым, овальным или эллиптическим поперечным сечением. Предпочтительно, диаметр стержня составляет от 5 мм до 10 мм, предпочтительно - от 6 мм до 9 мм или от 7 мм до 8 мм.
В контексте данного документа термин «лист» обозначает плоский элемент, ширина и длина которого существенно превышают его толщину. Предпочтительно, лист образующего аэрозоль материала перед тем, как он будет собран, имеет ширину от примерно 120 мм до примерно 300 мм, например от 130 мм до 170 мм. Предпочтительно, лист образующего аэрозоль материала имеет толщину от 50 мкм до 300 мкм, предпочтительно - от 150 мкм до 250 мкм.
В контексте данного документа термин «длина стержня» используется для обозначения размера в направлении оси цилиндрических стержней, описанных в данном документе. Длина стержня может составлять от 5 мм до 20 мм, предпочтительно - от 8 мм до 15 мм.
В контексте данного документа термин «собранный» обозначает, что лист образующего аэрозоль материала свернут, сложен или иным образом сжат или сужен в направлении, по существу поперечном оси цилиндрического стержня.
В контексте данного документа термин «гофрированный лист» предназначен для использования в качестве синонима термина «крепированный лист» и обозначает лист, имеющий множество по существу параллельных складок или гофров. Предпочтительно, гофрированный лист образующего аэрозоль материала имеет множество складок или гофров, по существу параллельных оси цилиндрического стержня согласно настоящему изобретению. Таким образом обеспечено преимущество, состоящее в облегчении сбора гофрированного листа гомогенизированного табачного материала для изготовления стержня. Лист гофрируют путем его пропускания через комплект гофрировочных валиков. Степень, с которой гофрируют лист, выражается глубиной гофрирования. Изменение глубины гофрирования может влиять на то, каким образом собирают лист, и, следовательно, может влиять на размер каналов, проходящих через стержень, и на распределение пористости в поперечном сечении. Таким образом, глубина или амплитуда гофрирования представляет собой параметр, который можно изменять для обеспечения желаемого значения распределения пористости в поперечном сечении стержня.
В контексте данного документа термины «раньше по ходу потока» и «дальше по ходу потока» используются для описания относительных положений компонентов или частей компонентов образующих аэрозоль изделий, содержащих стержни, описанные в данном документе, относительно направления втягивания воздуха через образующие аэрозоль изделия во время их использования.
Конкретные варианты реализации настоящего изобретения
Далее будут описаны конкретные варианты реализации настоящего изобретения со ссылками на чертежи, на которых:
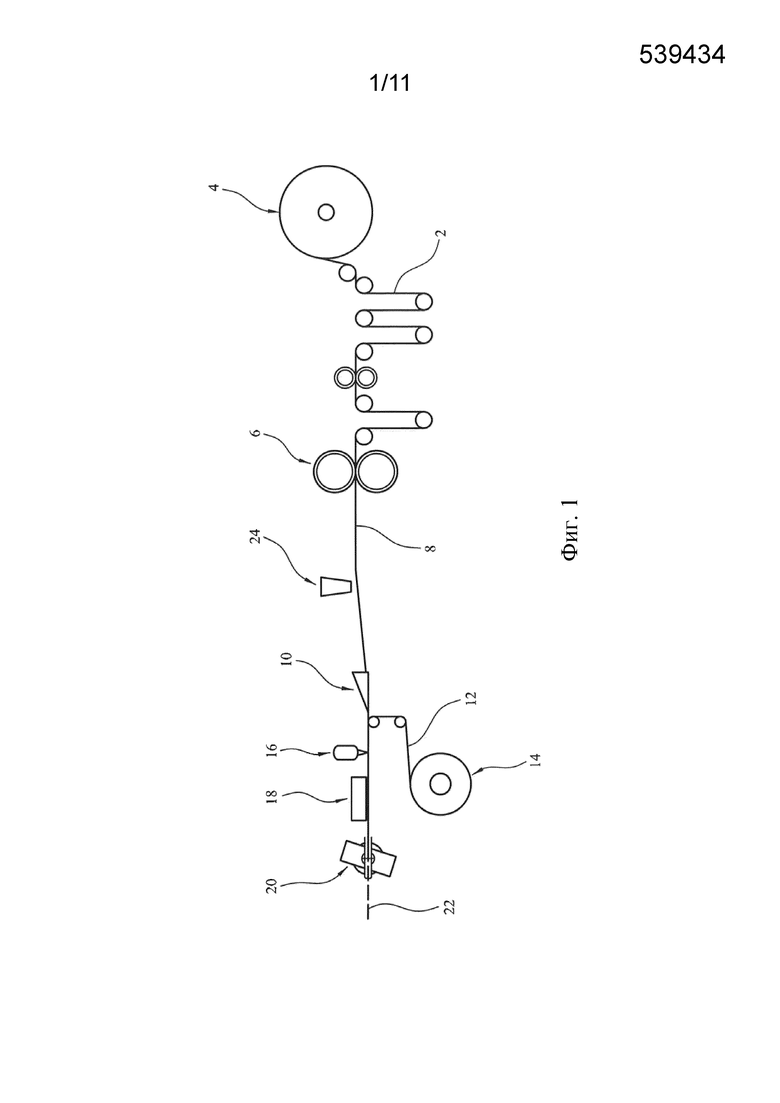
На фиг. 1 показано схематичное поперечное сечение устройства для изготовления стержня согласно настоящему изобретению,
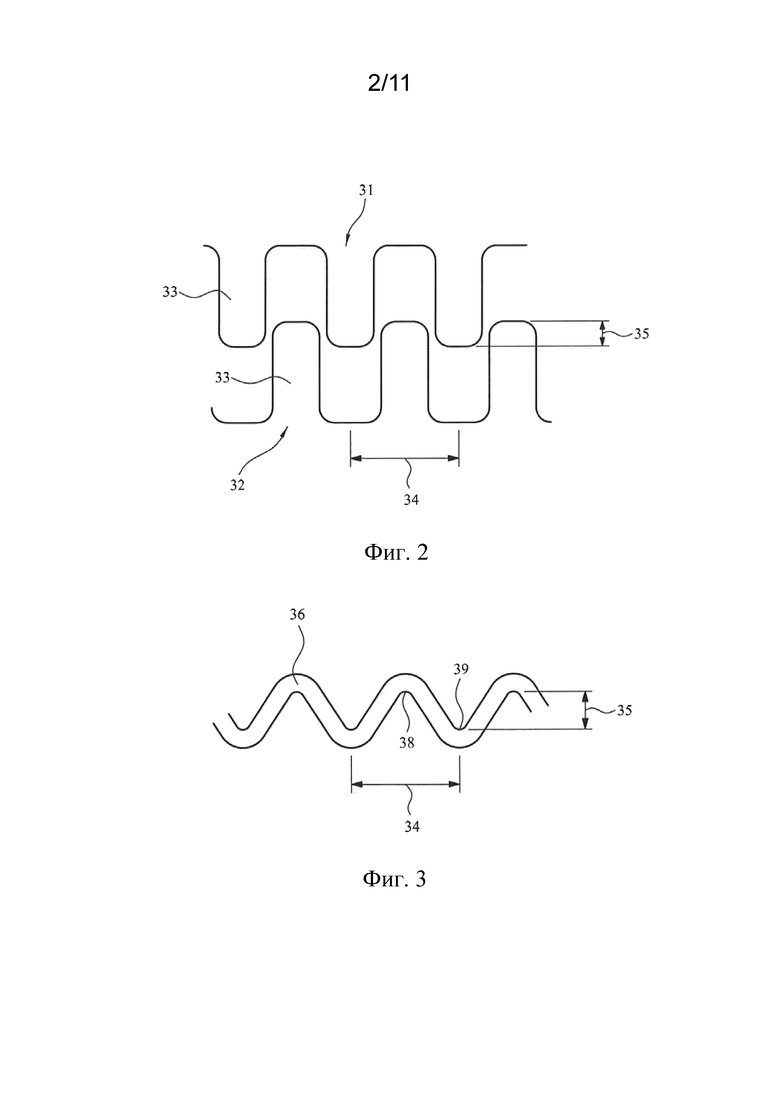
На фиг. 2 показана схематичная иллюстрация взаимного зацепления зубьев гофрировочных валиков,
На фиг. 3 показана схематичная иллюстрация части гофрированного листа,
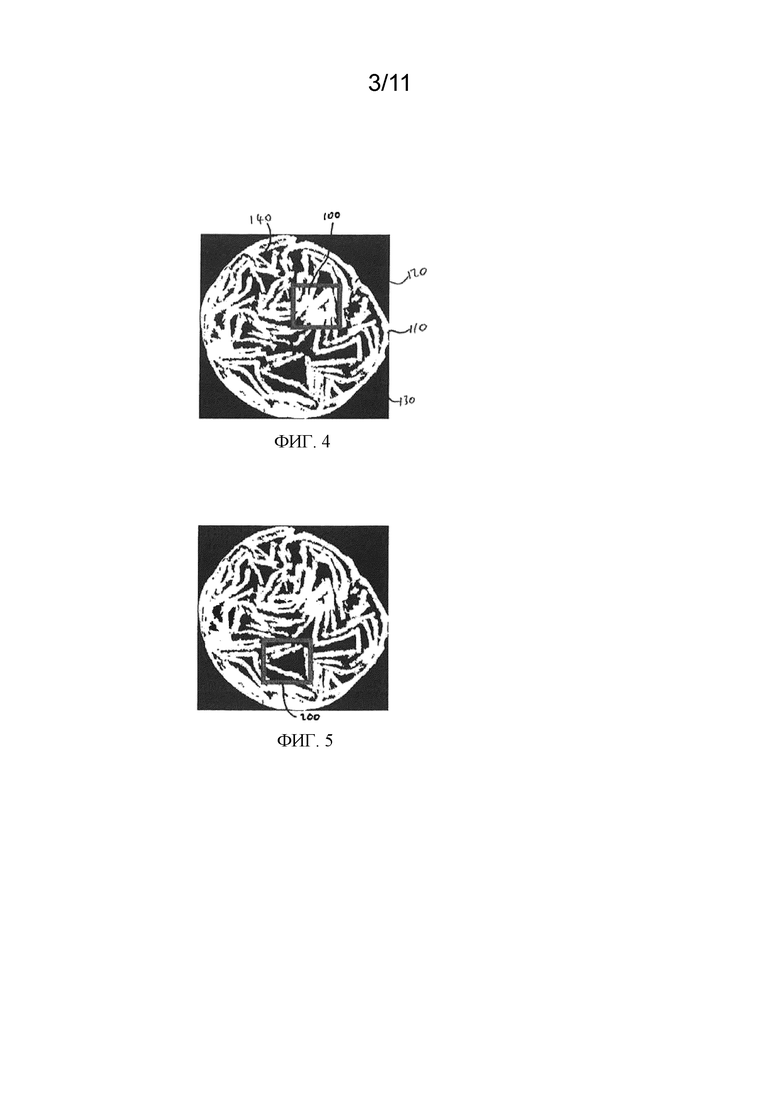
На фиг. 4 показано изображение поперечной области пористого табачного стержня; это изображение показано с наложенной подобластью,
На фиг. 5 показана поперечная область табачного стержня, изображенного на фиг. 4, с подобластью в другой части этой поперечной области,
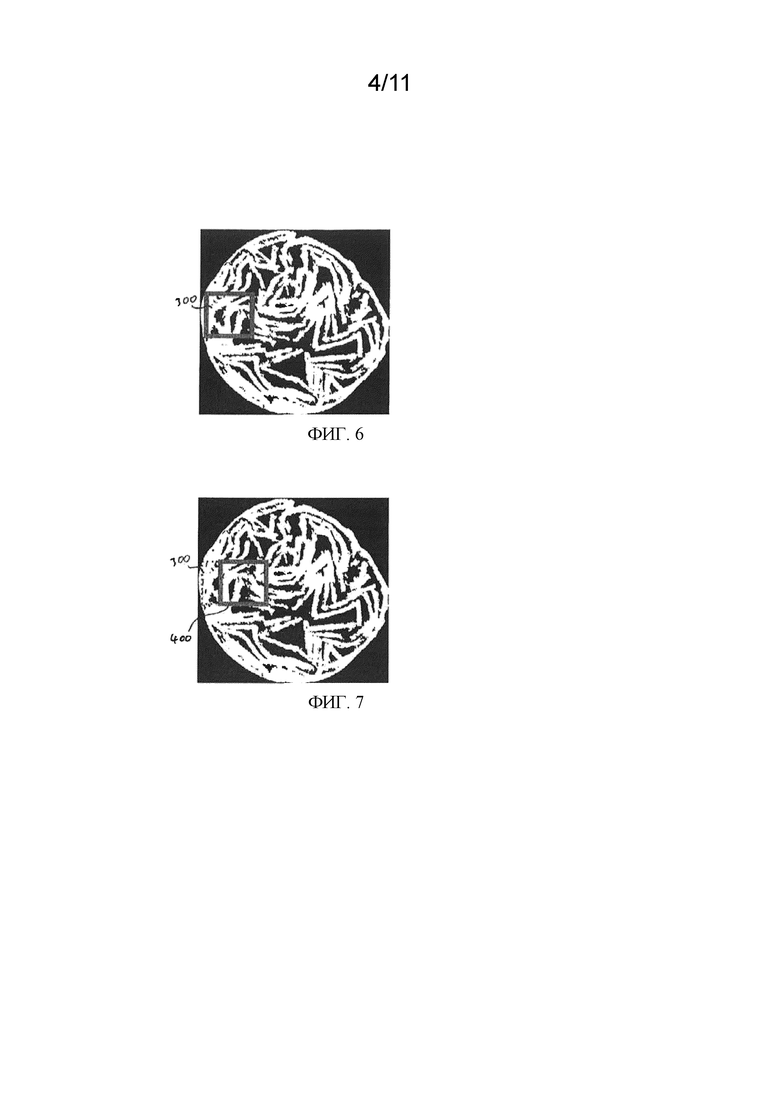
На фиг. 6 показано изображение, иллюстрирующее поперечную область на фиг. 4 и показывающее подобласть в отличной от других третьей части поперечной области,
На фиг. 7 показана степень, с которой подобласть на фиг. 6 перекрыта еще одной подобластью,
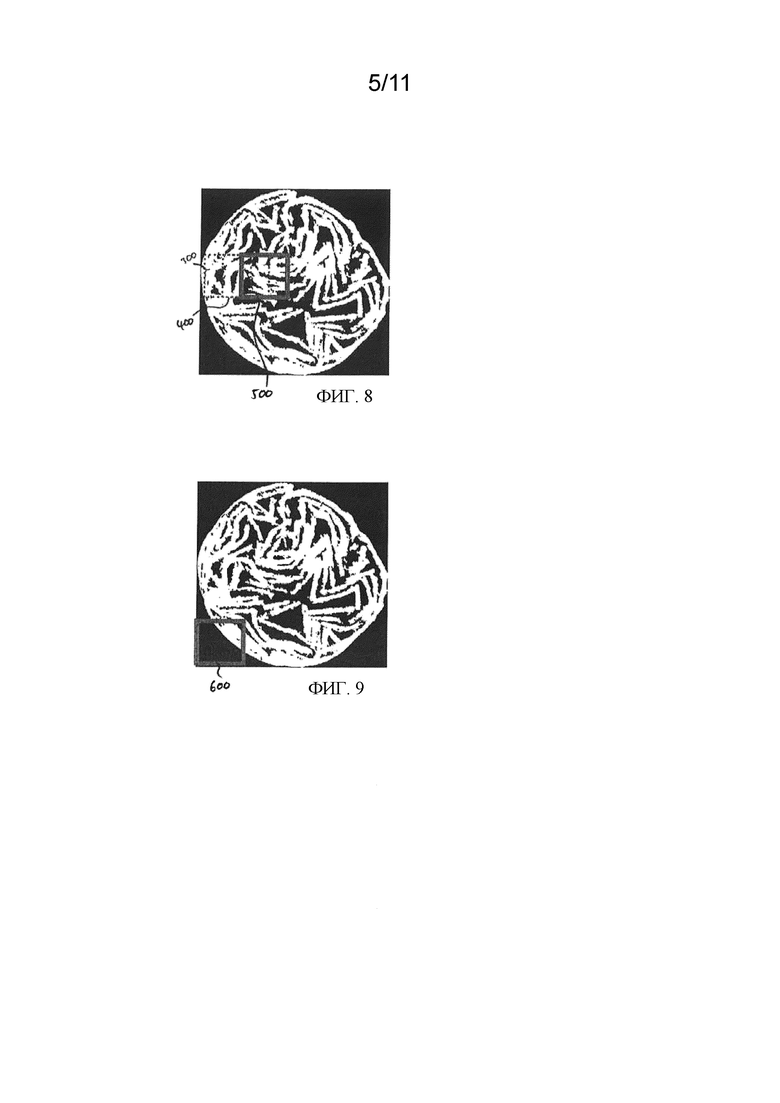
На фиг. 8 показана степень, с которой подобласть на фиг. 7 перекрыта еще одной подобластью,
На фиг. 9 показана поперечная область на фиг. 4, в которой подобласть расположена таким образом, что основная часть этой подобласти не находится внутри поперечной области,
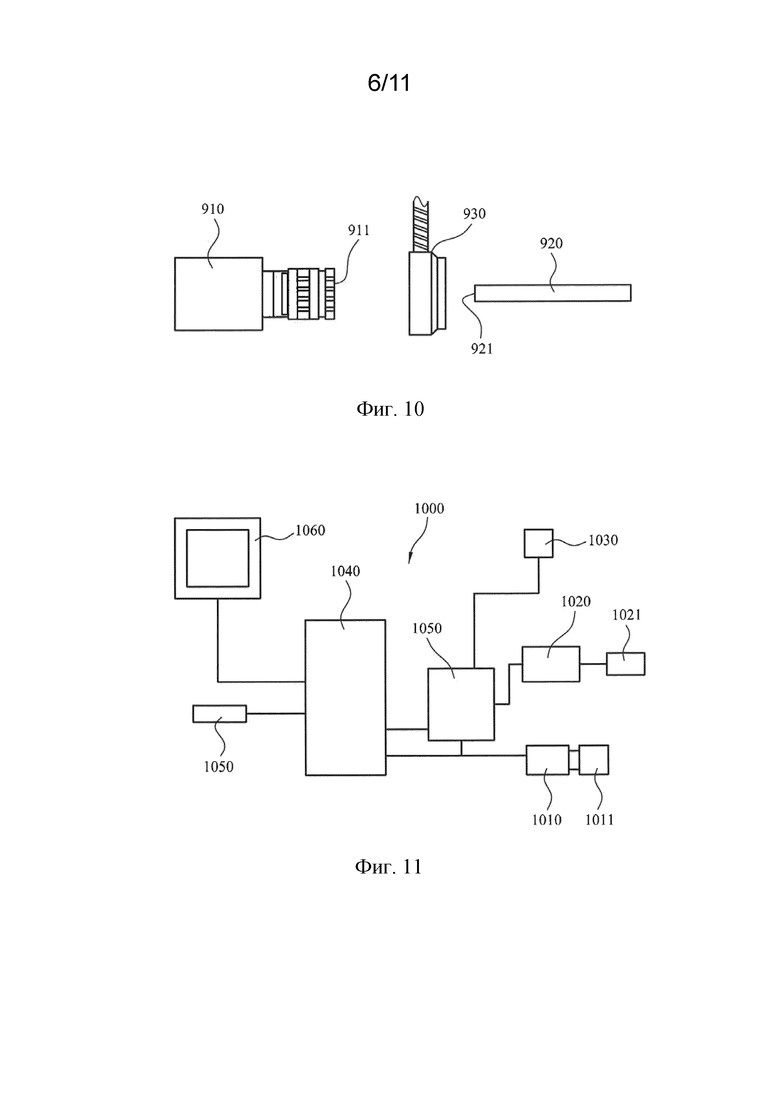
На фиг. 10 показана схематичная иллюстрация средств ввода изображения при оценке распределения пористости в режиме онлайн,
На фиг. 11 показана схематичная диаграмма, иллюстрирующая компоненты устройства для осуществления оценки распределения пористости в режиме онлайн,
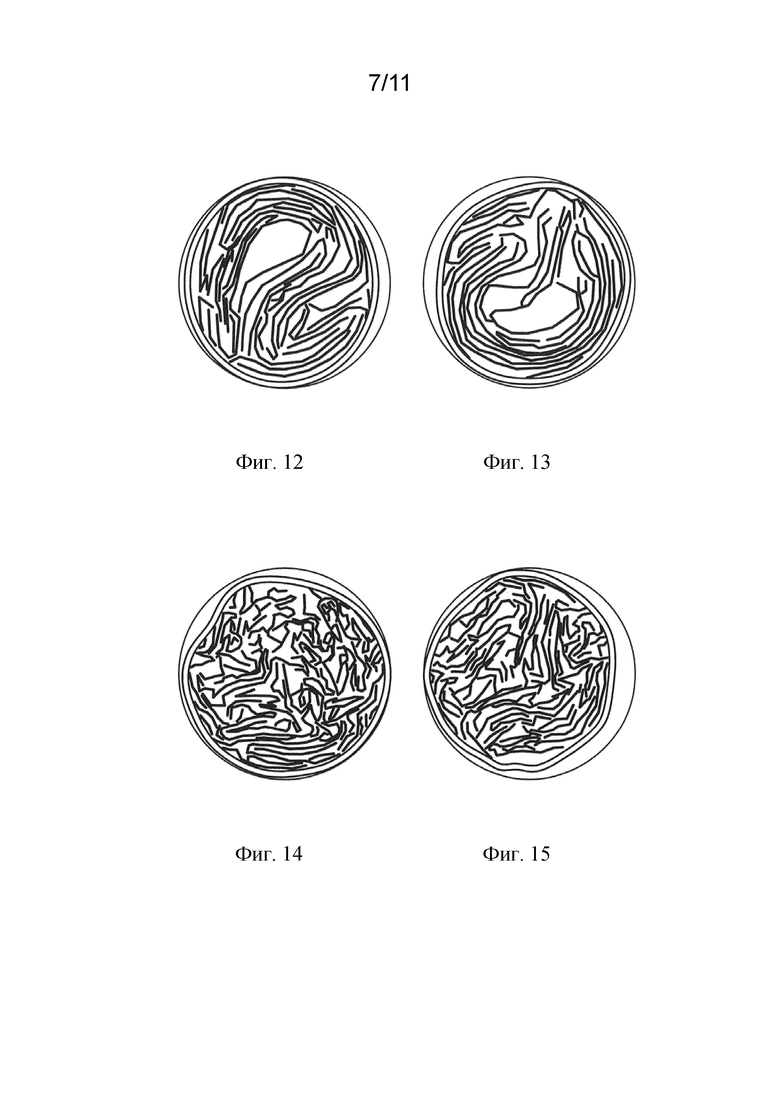
На фиг. 12 показана фотография табачного стержня, имеющего низкую пористость в поперечном сечении (ниже 0,3) и высокое значение распределения пористости в поперечном сечении (выше 0,15),
На фиг. 13 показана область поперечного сечения стержня, имеющего высокую глобальную пористость (более 0,3) и высокое значение распределения пористости в поперечном сечении (выше 0,15),
На фиг. 14 показана область поперечного сечения стержня, имеющего низкую пористость в поперечном сечении (менее 0,3) и низкое значение распределения пористости (менее 0,15),
На фиг. 15 показана область поперечного сечения стержня, имеющего высокую глобальную пористость (более 0,3) и низкое значение распределения пористости в поперечном сечении (менее 0,15),
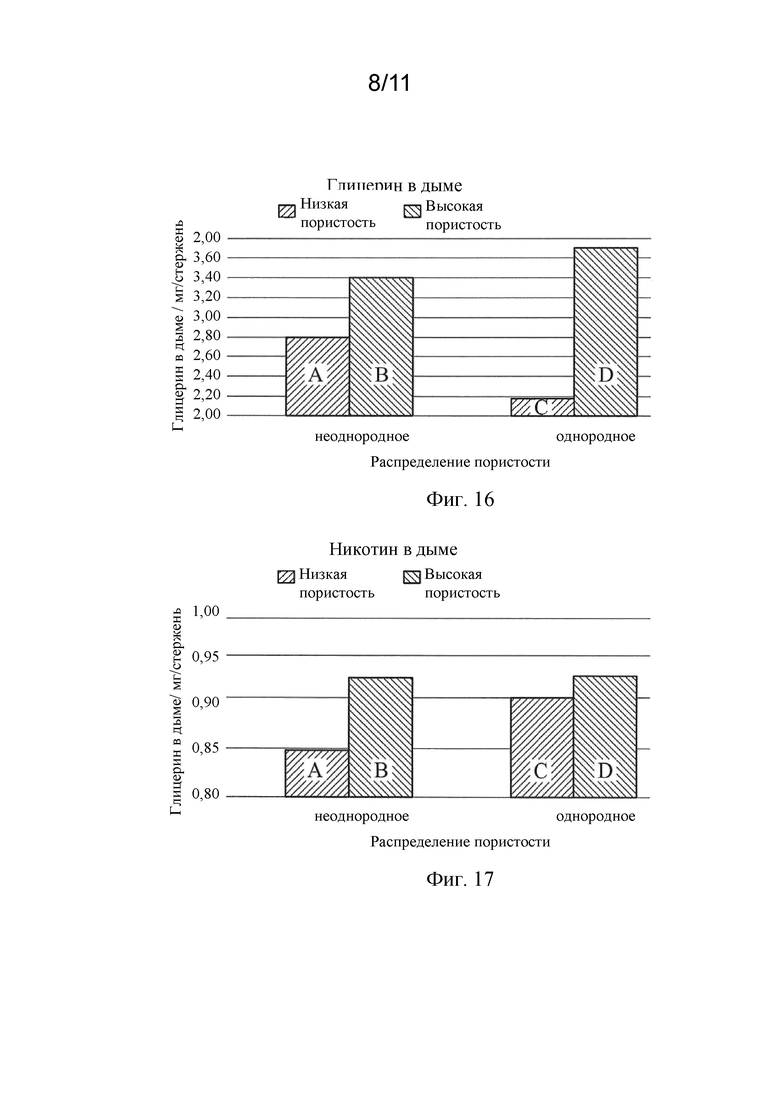
На фиг. 16 показано содержание глицерина в образуемом дыме для образующих аэрозоль изделий, содержащих стержни, имеющие различные уровни пористости в поперечном сечении и распределения пористости в поперечном сечении,
На фиг. 17 показано содержание никотина в дыме для тех же самых образующих аэрозоль изделий, что и на фиг. 16,
На фиг. 18 показано содержание глицерина в образуемом дыме для образующих аэрозоль изделий, содержащих стержни, имеющие различные уровни пористости в поперечном сечении и распределения пористости в поперечном сечении.
На фиг. 19 показано содержание никотина в дыме для тех же самых образующих аэрозоль изделий, что и на фиг. 18,
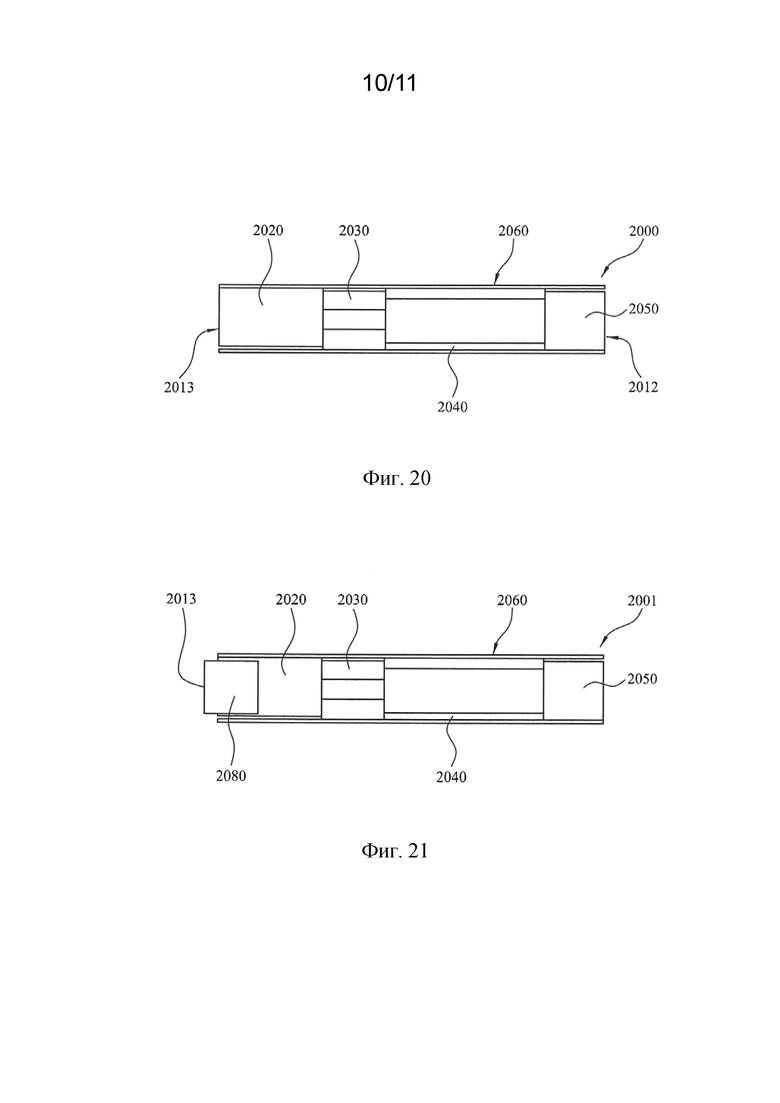
На фиг. 20 показан вариант реализации образующего аэрозоль изделия, имеющего образующий аэрозоль субстрат, изготовленный в виде стержня согласно способу, описанному в данном документе,
На фиг. 21 показан вариант реализации образующего аэрозоль изделия, имеющего образующий аэрозоль субстрат, изготовленный в виде стержня согласно способу, описанному в данном документе, и
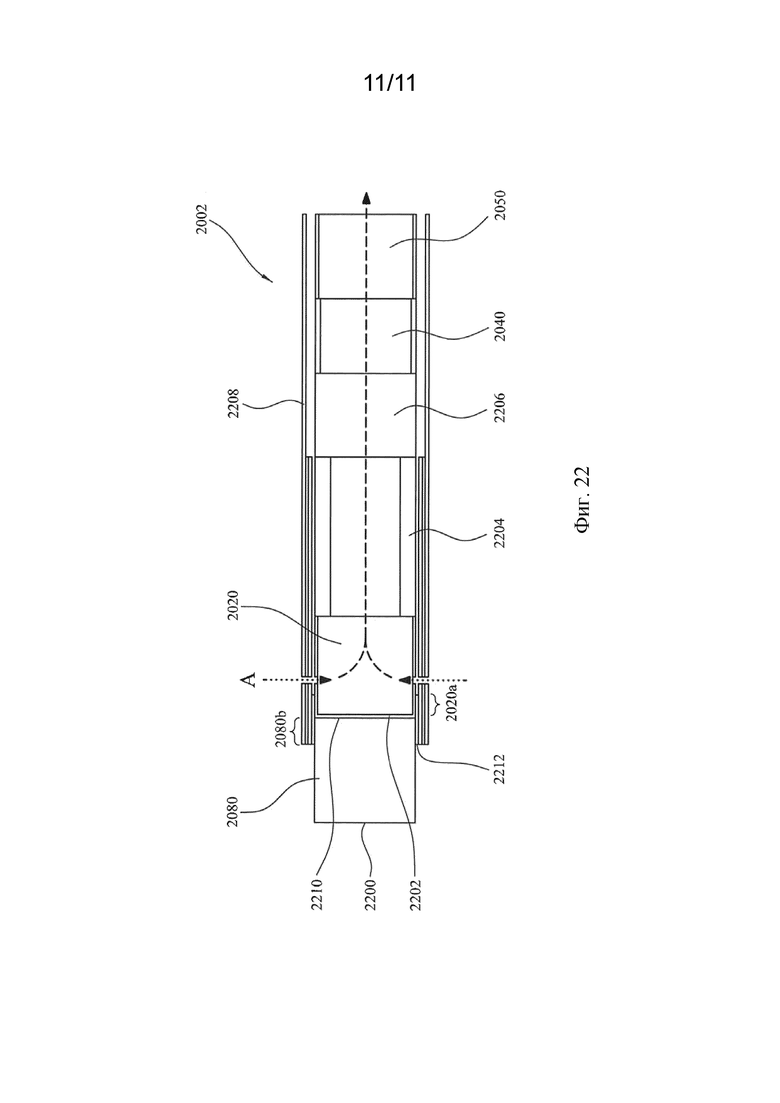
На фиг. 22 показан вариант реализации образующего аэрозоль изделия, имеющего образующий аэрозоль субстрат, изготовленный в виде стержня согласно способу, описанному в данном документе.
Конкретный вариант реализации настоящего изобретения будет описан ниже в отношении способа оценки распределения пористости внутри образующего аэрозоль стержня в виде табачной заглушки.
На фиг. 1 показано устройство, используемое для изготовления стержней согласно конкретному варианту реализации настоящего изобретения. Устройство, показанное на фиг. 1, в целом содержит: подающие средства для обеспечения непрерывного листа гомогенизированного табачного материала; гофрировочные средства для гофрирования непрерывного листа гомогенизированного табачного материала; средства образования стержня для собирания непрерывного гофрированного листа гомогенизированного табачного материала и окружения собранного непрерывного гофрированного листа гомогенизированного табачного материала оберткой для образования непрерывного стержня; и режущие средства для разделения непрерывного стержня на множество отдельных стержней. Устройство содержит также транспортировочные средства для транспортировки непрерывного листа гомогенизированного табачного материала дальше по ходу потока через устройство от подающих средств к средствам образования стержня через гофрировочные средства.
Подающие средства содержат непрерывный лист гомогенизированного табачного материала 2, размещенный на бобине 4, а гофрировочные средства содержат пару вращающихся гофрировочных валиков 6. Непрерывный лист гомогенизированного табачного материала имеет определенные ширину и толщину. При использовании непрерывный лист гомогенизированного табачного материала 2 вытягивают с бобины 4 и транспортируют дальше по ходу потока к паре гофрировочных валиков 6 посредством транспортировочного механизма через ряд направляющих и натяжных валиков. Когда непрерывный лист гомогенизированного табачного материала 2 подан между парой гофрировочных валиков 6, эти гофрировочные валики во взаимодействии гофрируют непрерывный лист гомогенизированного табачного материала 2 с образованием непрерывного гофрированного листа гомогенизированного табачного материала 8, имеющего множество расположенных через промежутки складок или гофров, по существу параллельных продольной осевой линии листа гомогенизированного табачного материала в устройстве.
На фиг. 2 показана схематичная иллюстрация взаимного зацепления зубьев пары гофрировочных валиков. Указанная пара гофрировочных валиков состоит из верхнего валика 31 и нижнего валика 32. Каждый валик имеет группу гофрировочных зубьев 33, которые расположены через одинаковые промежутки и смещены таким образом, чтобы они сцеплялись друг с другом, когда валики приближены друг к другу. Верхний валик 31 зафиксирован, а нижний валик 32 имеет возможность перемещения относительно верхнего валика 31 таким образом, чтобы изменять глубину гофрирования или амплитуду гофрирования. Зубья расположены через промежутки с периодом 34 гофрирования, который в данном конкретном примере составляет 1 мм. Глубина 35 гофрирования представляет собой расстояние, на которое перекрываются вершины гофрировочных зубьев, когда валики сцеплены. В качестве глубины гофрирования может быть задана предварительно заданная глубина, например 150 микрон.
На фиг. 3 показана часть гофрированного листа 36. На гофрированном листе 36 показаны период 34 гофрирования и глубина 35 гофрирования. Глубина 35 гофрирования измеряется от внутренней стороны одного гофра до внутренней стороны следующего гофра 39.
Непрерывный гофрированный лист гомогенизированного табачного материала 8 транспортируют дальше по ходу потока с помощью транспортировочного механизма от пары гофрировочных валиков 6 к средствам образования стержня, при этом подачу осуществляют через сужающийся раструб или воронку 10. Сужающийся раструб 10 собирает непрерывный гофрированный лист гомогенизированного табачного материала 8 в поперечном направлении относительно продольной оси листа гомогенизированного табачного материала. Непрерывный гофрированный лист гомогенизированного табачного материала 8 приобретает по существу цилиндрическую конфигурацию, когда он проходит через сужающийся раструб 10.
После выхода из сужающегося раструба 10 собранный непрерывный лист гомогенизированного табачного материала обертывают в непрерывный лист оберточного материала 12. Этот непрерывный лист оберточного материала подают с бобины 14 и обертывают вокруг собранного непрерывного листа гомогенизированного табачного материала с помощью бесконечного ленточного конвейера или гарнитуры. Как показано на фиг. 1, средства образования стержня содержат средства 16 нанесения клея, которые наносят клей на одну из продольных кромок непрерывного листа оберточного материала таким образом, что когда противоположные продольные кромки непрерывного листа оберточного материала приводятся в контакт, они приклеиваются друг к другу с образованием непрерывного стержня.
Средства образования стержня дополнительно содержат сушильные средства 18, расположенные дальше по ходу потока относительно средств 16 нанесения клея и при использовании осуществляющие сушку клея, нанесенного на шов непрерывного стержня, когда этот непрерывный стержень транспортируется дальше по ходу потока от средств образования стержня к режущим средствам.
Режущие средства содержат ротационный резак 20, который разделяет непрерывный стержень на множество отдельных стержней с длиной, равной одной или более единичным длинам.
В предпочтительном варианте реализации указанные отдельные стержни имеют диаметр примерно 7 мм. Ширину листа, толщину листа и глубину гофрирования выбирают для того, чтобы обеспечить предварительно заданную пористость в поперечном сечении, находящуюся в пределах диапазона от 0,15 до 0,45, и значение распределения пористости в поперечном сечении, составляющее от 0,05 до 0,22. Значение распределения пористости в поперечном сечении является показателем однородности пористости в стержне.
На фиг. 4 показана торцевая поверхность табачной заглушки 110, изготовленной с помощью вышеописанных процессов гофрирования и собирания листа гомогенизированного табачного материала. Изображение на фиг. 4 представляет собой цифровое изображение, которое обработано таким образом, что все белые пиксели соответствуют табаку 120, черные пиксели снаружи внешней окружности стержня 130 относятся к фону, и черные пиксели внутри окружности заглушки 140 соответствуют порам или пустотам. Указанное изображение получено путем формирования изображения торцевой поверхности табачной заглушки и цифровой обработки изображения поперечной области этой заглушки для распознавания пикселей, которые находятся внутри поперечной области стержня. Затем к указанному изображению применяют пороговое значение таким образом, чтобы пиксели внутри поперечной области были либо белыми, что показывает табачный материал, либо черными, что показывает поры. На фиг. 4 табачная заглушка является по существу круглой и имеет диаметр примерно 7 мм. Вся область внутри внешней окружности табачной заглушки представляет собой область поперечного сечения. На фиг. 4 показана первая подобласть 100, расположенная внутри поперечной области. Первая подобласть представляет собой прямоугольную область, имеющую размеры 1 мм на 1 мм. Таким образом, длина стороны подобласти составляет примерно одну седьмую диаметра стержня.
Пористость внутри области стержня представляет собой пористость в поперечном сечении. Пористость в поперечном сечении вычисляют по формуле: Po=Nvoid/Ntot, где Po - общая пористость области поперечного сечения, Nvoid - число пикселей, представляющих пустое пространство внутри области поперечного сечения, и Ntot - общее число пикселей в области поперечного сечения.
Пористость внутри подобласти носит название локальной пористости. На фиг. 4 первая подобласть 100 показана в том месте, где локальная пористость является низкой. Иначе говоря, площадь пор (черные пиксели внутри первой подобласти 100 на фиг. 4) мала по сравнению с общей площадью первой подобласти (1 мм2).
На фиг. 5 показана та же область поперечного сечения, что и на фиг. 4. На фиг. 5 показана вторая подобласть 200, расположенная в месте с более высокой локальной пористостью, что выражается в большей площади пор внутри соответствующей подобласти. Другие подобласти, расположенные в других местах поперечной области, будут иметь другие значения локальной пористости. Путем оценки локальной пористости для множества подобластей внутри поперечной области обеспечивают возможность получения значения, характеризующего распределение пористости в поперечном сечении.
Значение распределения пористости в поперечном сечении получают путем вычисления локальной пористости в каждой из множества подобластей. Для каждой отдельной подобласти табачной заглушки вычисляют локальную пористость подобласти изображения. Локальная пористость может быть вычислена по формуле Pl=Nvoidlocal/Nlocal, где Pl - локальная пористость внутри подобласти, Nvoidlocal - количество пикселей, представляющих пустое пространство внутри подобласти, и Nlocal - общее количество пикселей в подобласти. Подобласти накладывают на цифровое изображение и перемещают по цифровому изображению стержня с помощью итерационного алгоритма, включенного в программное обеспечение. С целью получения множества отсчетов локальной пористости, осуществляют по существу последовательное перемещение подобласти по изображению и вычисляют локальную пористость в каждом месте, занимаемом подобластью. Каждое место, которое занимает подобласть, перекрывается с по меньшей мере одним другим местом, занимаемым подобластью. Этот процесс показан на фиг. 6-9.
На фиг. 6 показана поперечная область табачной заглушки с третьей подобластью 300, наложенной на левую сторону заглушки. Вычисляют локальную пористость в этой подобласти. Затем перемещают подобласть вправо по указанной поперечной области. На фиг. 7 показана четвертая подобласть 400, наложенная на цифровое изображение табачной заглушки. На фиг. 7 показано также (пунктирными линиями) место третьей подобласти 300. Можно видеть, что четвертая подобласть 400 перекрывается с местом третьей подобласти 300. Перекрытие составляет 80%. Вычисляют локальную пористость в четвертой подобласти и снова перемещают подобласть по поперечной области. На фиг. 8 показана поперечная область с пятой подобластью 500. На фиг. 8 показаны также (пунктирными линиями) места третьей 300 и четвертой 400 подобластей. Получают значение локальной пористости для пятой подобласти 500 и снова перемещают подобласть по структуре. Этот процесс продолжают до тех пор, пока все пиксели внутри структуры не будут включены в одну или более подобластей.
В конкретном примере, описанном в данном документе, локальную пористость внутри подобласти вычисляют лишь в том случае, если по меньшей мере 90% пикселей, находящихся внутри этой подобласти, одновременно находятся внутри поперечной области. На фиг. 9 показана поперечная область табачной заглушки, а также показана шестая подобласть 600, наложенная на цифровое изображение. Внутри поперечной области, т.е. области внутри табачной заглушки, находится менее 90% пикселей шестой подобласти 600. Таким образом, для шестой подобласти локальную пористость не вычисляют. Это делают с целью исключения вычисления локальной пористости в тех подобластях, площадь которых недостаточно велика для того, чтобы их локальная пористость была репрезентативной для локальной табачной структуры.
Вычисленные значения локальной пористости для каждой подобласти сохраняют в виде матрицы. Затем может быть вычислено среднее значение и среднеквадратическое отклонение локальной пористости для табачной заглушки. Среднеквадратическое отклонение локальной пористости может использоваться в качестве показателя ширины распределения пористости, и им определяется значение распределения пористости в поперечном сечении. Это дает количественное значение, характеризующее равномерность распределения табака в заглушке. Низкое среднеквадратическое отклонение указывает на заглушку с однородным распределением табака, в то время как высокое среднеквадратическое отклонение указывает на неоднородную заглушку.
Следует отметить, что получение цифрового изображения может осуществляться любым подходящим способом, например с помощью цифровых камер или компьютерной томографии. Изображения могут быть представлены в любом подходящем формате в полноцветном RGB (красно-зелено-синем), полутоновом или бинарном (черно-белом) отображении. Предпочтительно, фон в любом изображении является однородным для облегчения обнаружения и удаления фона во время обработки изображения. Разрешающая способность любого изображения должна быть достаточно высока для точного распознавания морфологии табачной заглушки.
Результаты вышеописанной оценки пористости могут затем быть использованы для управления процессом изготовления стержней, чтобы обеспечить достижение предварительно заданных значений пористости в поперечном сечении и распределения пористости в поперечном сечении. Таким образом, указанный способ оценки пористости может обеспечивать обратную связь в случае, если параметры процесса заданы такими, что производимые пористые стержни не соответствуют спецификациям, и обеспечивает возможность коррекции параметров процесса таким образом, чтобы производимые пористые стержни соответствовали спецификациям.
Устройство для оценки пористости и распределения пористости табачной заглушки, изготовленной из собранного листа табачного материала, может быть интегрировано в производственную линию в качестве ее части. В устройстве для оценки распределения пористости необходимы средства ввода изображения, такие как цифровая камера, и процессор для выполнения требуемых этапов обработки с целью анализа полученного цифрового изображения стержня. Предпочтительно, устройство дополнительно содержит источник света для освещения стержня.
На фиг. 10 показана конфигурация средств ввода изображения с камерой 910, выполненной с возможностью ввода цифрового изображения торцевой поверхности 921 табачного стержня 920. Табачный стержень 920 изготавливают путем гофрирования и сбора листа гомогенизированного табачного материала и окружения собранного листа оберткой с образованием стержня. Объектив 911 камеры 910 устанавливают на предварительно заданное расстояние от торцевой поверхности 921 табачного стержня 920.
С целью обеспечения равномерного освещения торцевой поверхности 921 табачного стержня 920, между объективом 911 камеры и табачным стержнем 920 размещают кольцевую лампу 930, например кольцевую лампу Schott Ring Light A08660. Кольцевую лампу 930 предпочтительно размещают ближе к табачному стержню 920, чем к объективу 911 камеры.
На фиг. 11 показано устройство или система 1000 для оценки распределения пористости в пористом стержне, таком как табачный стержень. Устройство или система 1000 содержит цифровую камеру 1010, имеющую объектив 1011, и источник 1020 света, соединенный с кольцевой лампой 1021. Управление затвором камеры осуществляют с помощью датчика 1030, который может определять положение пористых стержней. Обработка цифрового изображения, полученного с помощью камеры 1010, выполняется процессором в составе персонального компьютера (ПК) 1040. Датчик, источник света, камера и ПК связаны друг с другом с помощью контроллера 1050. ПК дополнительно оснащен клавиатурой 1050 и монитором 1060. Система или устройство, имеющее компоненты, показанные на фиг. 10, могут быть включены в состав оборудования для изготовления стержней с целью оценки распределения пористости в стержнях в реальном времени в процессе их изготовления.
При заданном диаметре стержня изменения пористости в поперечном сечении и значения распределения пористости в поперечном сечении влияют на доставку различных компонентов аэрозоля при нагреве стержня. Были изготовлены стержни, имеющие (1) низкую пористость в поперечном сечении и неоднородное распределение пористости в поперечном сечении, (2) низкую пористость в поперечном сечении и однородное распределение пористости в поперечном сечении, (3) высокую пористость в поперечном сечении и неоднородное распределение пористости в поперечном сечении и (4) высокую пористость в поперечном сечении и однородное распределение пористости в поперечном сечении. Изображения поперечного сечения этих четырех различных стержней показаны на фиг. 12-15.
Стержень, показанный на фиг. 12 (стержень А), имеет диаметр 7 мм. Данный стержень изготовлен из гофрированного собранного листа гомогенизированного табачного материала. До гофрирования лист имел ширину 150 мм и толщину 200 микрон. Лист был гофрирован с глубиной гофрирования или амплитудой гофрирования, составляющей 100 микрон. Анализ изображения с использованием вышеописанного способа показал, что пористость в поперечном сечении была низкой (менее 0,30), а значение распределения пористости в поперечном сечении было высоким (примерно 0,18) (т.е. стержень имел низкую пористость в поперечном сечении и неоднородное распределение пористости в поперечном сечении). Можно видеть, что стержень имеет области, в которых слои табачного листового материала лежат непосредственно друг на друге, и другие области, в которых имеются большие пустоты.
Стержень, показанный на фиг. 13 (стержень В), имеет диаметр 7 мм. Данный стержень изготовлен из гофрированного собранного листа гомогенизированного табачного материала. До гофрирования лист имел ширину 132 мм и толщину 200 микрон. Лист был гофрирован с глубиной гофрирования или амплитудой гофрирования, составляющей 100 микрон. Анализ изображения с использованием вышеописанного способа показал, что пористость в поперечном сечении была высокой (более 0,30), и значение распределения пористости в поперечном сечении также было высоким (примерно 0,19) (т.е. стержень имел высокую пористость в поперечном сечении и неоднородное распределение пористости в поперечном сечении). Структура данного стержня сходна с той, которая показана на фиг. 12, но является несколько более открытой.
Стержень, показанный на фиг. 14 (стержень С), имеет диаметр 7 мм. Данный стержень изготовлен из гофрированного собранного листа гомогенизированного табачного материала. До гофрирования лист имел ширину 150 мм и толщину 200 микрон. Лист был гофрирован с глубиной гофрирования или амплитудой гофрирования, составляющей 170 микрон. Анализ изображения с использованием вышеописанного способа показал, что пористость в поперечном сечении была низкой (менее 0,30), и значение распределения пористости в поперечном сечении также было низким (примерно 0,08) (т.е. стержень имел низкую пористость в поперечном сечении и однородное распределение пористости в поперечном сечении). Стержень был плотно заполнен табаком, и поры в нем были малы и однородно распределены.
Стержень, показанный на фиг. 15 (стержень D), имеет диаметр 7 мм. Данный стержень изготовлен из гофрированного собранного листа гомогенизированного табачного материала. До гофрирования лист имел ширину 132 мм и толщину 200 микрон. Лист был гофрирован с глубиной гофрирования или амплитудой гофрирования, составляющей 190 микрон. Анализ изображения с использованием вышеописанного способа показал, что пористость в поперечном сечении была высокой (более 0,30), а значение распределения пористости в поперечном сечении было низким (примерно 0,10) (т.е. стержень имел высокую пористость в поперечном сечении и однородное распределение пористости в поперечном сечении). Будучи равномерно распределенными, поры имеют несколько больший размер, чем в стержне на фиг. 14.
Стержни всех типов от А до D (показанных на фиг. 12-15) были включены в состав образующих аэрозоль изделий того же типа, что и показанное на фиг. 21, и нагревались в результате горения горючего нагревательного элемента, встроенного в изделие. Были проведены измерения уровней глицерина и никотина в образуемом аэрозоле. Уровни глицерина определялись согласно способу № 60, рекомендованному CORESTA (Центром сотрудничества в области научных исследований, связанных с табаком). Уровни никотина определялись согласно ISO10315. Результаты этих экспериментов показаны на фиг. 16 и 17.
Можно видеть, что основной фактор, влияющий на доставку как глицерина, так и никотина, состоит в том, что стержень имеет высокую пористость. Уровни доставки несколько повышаются, если стержень имеет также однородную пористость.
Стержни всех типов от А до D (показанных на фиг. 12-15) были также включены в состав образующих аэрозоль изделий того же типа, что и показанное на фиг. 20, и нагревались с помощью нагревательного элемента, который был вставлен в стержень для образования аэрозоля. Были проведены измерения уровней глицерина и никотина в образуемом аэрозоле. Уровни глицерина определялись согласно способу № 60, рекомендованному CORESTA (Центром сотрудничества в области научных исследований, связанных с табаком). Уровни никотина определялись согласно ISO10315. Результаты этих экспериментов показаны на фиг. 18 и 19.
Можно видеть, что основной фактор, влияющий на доставку как глицерина, так и никотина для данного типа образующего аэрозоль изделия, состоит в том, что стержень имеет высокую однородность. Кроме того, результаты повышаются при условии низкой пористости и высокой однородности.
На фиг. 20 показан вариант реализации образующего аэрозоль изделия 2000, содержащего стержень, описанный в данном документе. Образующее аэрозоль изделие 2000, показанное на фиг. 20, выполнено с возможностью соединения с образующим аэрозоль устройством с целью употребления. Такое образующее аэрозоль устройство содержит средства для нагрева образующего аэрозоль субстрата 2020 до температуры, достаточной для образования аэрозоля. Как правило, образующее аэрозоль устройство может содержать нагревательный элемент, который окружает образующее аэрозоль изделие 2000 вблизи образующего аэрозоль субстрата 2020, или нагревательный элемент, который вставляется в образующий аэрозоль субстрат 2020.
После соединения с образующим аэрозоль устройством, пользователь делает затяжку на мундштучном конце 2012 курительного изделия 2000, и образующий аэрозоль субстрат 2020 нагревается до температуры примерно 375 градусов по Цельсию. При этой температуре происходит эмиссия летучих соединений из гомогенизированного табака, из которого образован образующий аэрозоль субстрат 2020. Эти соединения конденсируются с образованием аэрозоля. Аэрозоль втягивается через фильтр 2050 в рот пользователя.
Изделие 2000 содержит четыре элемента: образующий аэрозоль субстрат 2020, полую ацетилцеллюлозную трубку 2030, разделительный элемент 2040 и мундштучный фильтр 2050. Эти четыре элемента расположены последовательно, выровнены по оси и объединены посредством сигаретной бумаги 2060 с образованием образующего аэрозоль изделия 2000. Изделие 2000 имеет мундштучный конец 2012, который пользователь вводит в свой рот во время использования, и дальний конец 2013, расположенный на противоположном конце изделия относительно мундштучного конца 2012.
В собранном состоянии длина изделия 2000 составляет примерно 45 миллиметров, внешний диаметр - примерно 7,2 миллиметра, и внутренний диаметр - примерно 6,9 миллиметра.
Образующий аэрозоль субстрат 2020 содержит стержень, имеющий пористость в поперечном сечении, составляющую примерно 0,22, и значение распределения пористости в поперечном сечении (измеренное способом, описанным в данном документе), составляющее 0,08, чтобы оптимизировать доставку никотина и глицерина для данного типа нагреваемого образующего аэрозоль изделия.
На фиг. 21 показан еще один вариант реализации нагреваемого образующего аэрозоль изделия 2001. В то время как изделие на фиг. 20 предназначено для употребления вместе с образующим аэрозоль устройством, изделие на фиг. 21содержит горючий источник 2080 тепла, который может зажигаться и передавать тепло на образующий аэрозоль субстрат 2020 с образованием вдыхаемого аэрозоля. Горючий источник 2080 тепла представляет собой угольный элемент, который прикреплен вблизи образующего аэрозоль субстрата на дальнем конце 2013 изделия 2001. Элементы, которые являются по существу такими же, что и элементы на фиг. 20, обозначены такими же номерами. Образующий аэрозоль субстрат представляет собой стержень из гомогенизированного табака, имеющий пористость в поперечном сечении, составляющую примерно 0,30, и значение распределения пористости в поперечном сечении (измеренное способами, описанными в данном документе), составляющее примерно 0,12, чтобы оптимизировать доставку никотина и глицерина для данного типа образующего аэрозоль изделия.
На фиг. 22 показан еще один вариант реализации образующего аэрозоль изделия 2002. Курительное изделие 2002 является аналогичным тому, которое показано на фиг. 21, и содержит горючий источник 2080 тепла, который может зажигаться и передавать тепло на образующий аэрозоль субстрат 2020 с образованием вдыхаемого аэрозоля. Образующий аэрозоль субстрат представляет собой стержень, описанный в данном документе. Горючий источник 2080 тепла представляет собой сплошной горючий источник тепла, имеющий передний торец 2200 и противоположный задний торец 2202, образующий аэрозоль субстрат 2020, элемент 2204 передачи, элемент 2206 охлаждения аэрозоля, разделительный элемент 2040 и мундштук 2050, которые упираются друг в друга и выровнены по оси. В контексте данного документа термин «сплошной» используется для описания горючего источника тепла, не содержащего каких-либо каналов воздушного потока, проходящих от переднего торца до заднего торца горючего источника тепла. Элементы, которые являются по существу такими же, что и элементы на фиг. 20 и 21, обозначены такими же номерами.
Как показано на фиг. 22, образующий аэрозоль субстрат 2020, элемент 2204 передачи, элемент 2206 охлаждения аэрозоля, разделительный элемент 2040, мундштук 2050 и задний участок сплошного горючего источника 2080 тепла обернуты во внешнюю обертку 2208 из листового материала, например такого, как сигаретная бумага, с низкой воздухопроницаемостью.
Сплошной горючий источник 2080 тепла представляет собой сплошной угольный горючий источник тепла и расположен на дальнем конце курительного изделия. Между задним торцом 2202 сплошного горючего источника 2080 тепла и образующим аэрозоль субстратом 2020 обеспечен негорючий и по существу воздухонепроницаемый первый барьер 2210 в виде диска из алюминиевой фольги. Первый барьер 2210 нанесен на задний торец 2202 сплошного горючего источника 2080 тепла путем запрессовки диска из алюминиевой фольги в задний торец 2202 сплошного горючего источника 2080 тепла и упирается в задний торец 2202 горючего угольного источника 2080 тепла и образующий аэрозоль субстрат 2080.
Как показано на фиг. 22, курительное изделие 2002 дополнительно содержит первый теплопроводный элемент 2212 из подходящего материала, например такого, как алюминиевая фольга, окружающий в непосредственном контакте задний участок 2080b сплошного горючего источника 2080 тепла и передний участок 2020a образующего аэрозоль субстрата 2020. В курительном изделии 2002 образующий аэрозоль субстрат 2020 проходит дальше по ходу потока за пределы первого теплопроводного элемента 2212. Иначе говоря, первый теплопроводный элемент 2212 не окружает задний участок образующего аэрозоль субстрата 2020 и не находится в непосредственном контакте с ним.
Как можно видеть, по окружности периферии образующего аэрозоль субстрата выполнено одно или более впускных воздушных отверстий, соответствующих А на фиг. 22.
Следует отметить, что описанные в данном документе конкретные варианты реализации относятся к стержням, изготовленным из листа табачного материала, однако для специалистов должно быть очевидно, что аналогичный способ может использоваться и для изготовления стержней из нетабачных образующих аэрозоль материалов. Следует также отметить, что описанные в данном документе конкретные варианты реализации относятся к стержням, изготовленным из гофрированного листа материала, однако для специалистов должно быть очевидно, что аналогичный способ может использоваться и для изготовления стержней из необработанных листов материала или из листов, которые были обработаны способом, отличным от гофрирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАГРЕВАЕМОЕ ОБРАЗУЮЩЕЕ АЭРОЗОЛЬ ИЗДЕЛИЕ | 2015 |
|
RU2762054C2 |
| ОЦЕНКА РАСПРЕДЕЛЕНИЯ ПОРИСТОСТИ ВНУТРИ ПОРИСТОГО СТЕРЖНЯ | 2014 |
|
RU2649046C2 |
| ИЗДЕЛИЕ ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ, ИМЕЮЩЕЕ СТЕРЖЕНЬ, СОДЕРЖАЩИЙ ТАБАЧНЫЙ МАТЕРИАЛ, СО СФОРМИРОВАННЫМИ ПРОХОДАМИ ДЛЯ ТЕКУЧЕЙ СРЕДЫ, СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ, СТЕРЖЕНЬ И СИСТЕМА ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2019 |
|
RU2800654C2 |
| ГИДРОФОБНЫЙ ФИЛЬТР | 2015 |
|
RU2711462C2 |
| СМЕШАННЫЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2628987C2 |
| ЭЛЕКТРИЧЕСКАЯ ПРОИЗВОДЯЩАЯ АЭРОЗОЛЬ СИСТЕМА | 2013 |
|
RU2621661C1 |
| ТЕПЛОПРОВОДЯЩИЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2632277C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ПОЛОТНА | 2015 |
|
RU2711280C2 |
| СОДЕРЖАЩИЙ ГВОЗДИКУ ГЕНЕРИРУЮЩИЙ АЭРОЗОЛЬ СУБСТРАТ | 2019 |
|
RU2801931C2 |
| АРОМАТИЗИРОВАННЫЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2634858C1 |

Изобретение относится к способу изготовления стержней для использования в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях и к стержням, производимым этим способом. Способ изготовления образующих аэрозоль стержней, имеющих заданные значения пористости в поперечном сечении и распределения пористости в поперечном сечении, для использования в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях; причем способ содержит этапы, на которых: обеспечивают непрерывный лист образующего аэрозоль материала, имеющий заданную ширину и заданную толщину, складывают непрерывный лист образующего аэрозоль материала в поперечном направлении относительно его продольной оси, окружают сложенный непрерывный лист образующего аэрозоль материала оберткой с образованием непрерывного стержня, разделяют непрерывный стержень на множество отдельных стержней, определяют значения, характеризующие пористость в поперечном сечении и распределение пористости в поперечном сечении по меньшей мере для одного из отдельных стержней, и регулируют один или более технологических параметров для обеспечения нахождения значения пористости в поперечном сечении и распределения пористости в поперечном сечении в последующих стержнях в пределах диапазонов значений, заданных для производства образующих аэрозоль стержней. Техническими результатами изобретения являются обеспечение возможности оптимизации качества и воспроизводимости курительных ощущений и обеспечение возможности адаптации свойств аэрозоля, таких как величина доставки никотина, для конкретных типов образующих аэрозоль устройств или образующих аэрозоль систем. 3 н. и 24 з.п. ф-лы, 22 ил.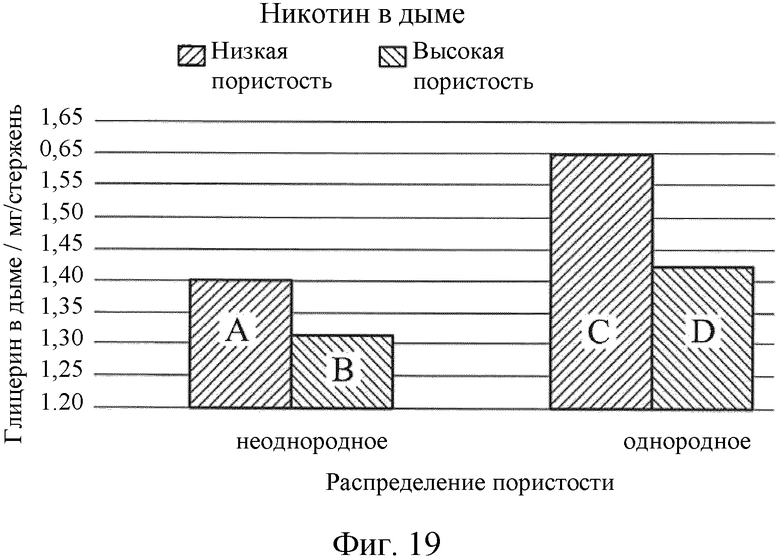
1. Способ изготовления образующих аэрозоль стержней (2020), имеющих заданные значения пористости в поперечном сечении и распределения пористости в поперечном сечении, для использования в качестве образующих аэрозоль субстратов в нагреваемых образующих аэрозоль изделиях (2000, 2001, 2002); причем способ содержит этапы, на которых:
обеспечивают непрерывный лист образующего аэрозоль материала (2), имеющий заданную ширину и заданную толщину,
складывают непрерывный лист образующего аэрозоль материала в поперечном направлении относительно его продольной оси,
окружают сложенный непрерывный лист образующего аэрозоль материала оберткой (12) с образованием непрерывного стержня,
разделяют непрерывный стержень на множество отдельных стержней,
определяют значения, характеризующие пористость в поперечном сечении и распределение пористости в поперечном сечении по меньшей мере для одного из отдельных стержней, и
регулируют один или более технологических параметров для обеспечения нахождения значения пористости в поперечном сечении и распределения пористости в поперечном сечении в последующих стержнях в пределах диапазонов значений, заданных для производства образующих аэрозоль стержней.
2. Способ по п. 1, включающий этап, на котором гофрируют непрерывный лист образующего аэрозоль материала перед выполнением этапа складывания непрерывного листа образующего аэрозоль материала.
3. Способ по п. 1 или 2, в котором один или более параметров, выбранных из группы, состоящей из ширины непрерывного листа образующего аэрозоль материала, толщины непрерывного листа образующего аэрозоль материала, диаметра стержня, ширины гофрирования непрерывного листа образующего аэрозоль материала и глубины гофрирования непрерывного листа образующего аэрозоль материала, регулируют для получения образующих аэрозоль стержней, имеющих предварительно заданные значения пористости в поперечном сечении и распределения пористости в поперечном сечении.
4. Способ по п. 1, включающий этап, на котором определяют значения пористости в поперечном сечении и распределения пористости в поперечном сечении по меньшей мере для одного из указанных отдельных стержней и, если эти значения не находятся в пределах диапазонов желаемых предварительно заданных значений, изменяют указанные один или более параметров для изменения значений пористости в поперечном сечении и распределения пористости в поперечном сечении в последующих стержнях для получения образующих аэрозоль стержней, имеющих предварительно заданные значения пористости в поперечном сечении и распределения пористости в поперечном сечении.
5. Способ по п.1, согласно которому лист образующего аэрозоль материала представляет собой лист табачного материала, содержащий табак и образующее аэрозоль вещество.
6. Способ по п.1, согласно которому лист образующего аэрозоль материала представляет собой нетабачный материал, содержащий соль никотина.
7. Способ по п.3, согласно которому диаметр изготавливаемых стержней составляет от 5 до 10 мм, предпочтительно от 6 до 9 мм или от 7 до 8 мм.
8. Способ по п.1, согласно которому заданная ширина листа образующего аэрозоль материала составляет от 70 до 250 мм, например от 120 до 160 мм.
9. Способ по п.1, согласно которому заданная толщина листа образующего аэрозоль материала составляет от 50 до 300 микрон, предпочтительно от 150 до 250 микрон.
10. Способ по п.1, согласно которому непрерывный лист образующего аэрозоль материала представляет собой гофрированный лист образующего аэрозоль материала и имеет глубину гофрирования, составляющую от 50 до 300 микрон, предпочтительно от 100 до 250 микрон.
11. Способ по п.1, согласно которому значение распределения пористости в поперечном сечении определяют способом, содержащим этапы, на которых получают цифровое изображение области поперечного сечения стержня; определяют долю площади пустот, присутствующих внутри каждой из множества подобластей одинакового размера в поперечной области; таким образом получают значение пористости для каждой из множества подобластей одинакового размера и вычисляют среднеквадратическое отклонение значений пористости для каждой из множества подобластей одинакового размера, причем каждая подобласть перекрывается с по меньшей мере одной смежной подобластью на величину, составляющую от 10 до 95%.
12. Способ по п. 11, согласно которому стержень имеет диаметр и каждая из подобластей представляет собой прямоугольник или квадрат с длиной, составляющей от одной четвертой до одной восьмой диаметра стержня, предпочтительно приблизительно одну шестую или одну седьмую диаметра стержня.
13. Способ по п. 11 или 12, согласно которому каждая подобласть перекрывается с по меньшей мере одной смежной подобластью на величину, составляющую от 75 до 85%, предпочтительно приблизительно 80%.
14. Способ по п. 11 или 12, согласно которому значение пористости в любой отдельной подобласти включают в вычисление для оценки распределения пористости лишь в том случае, если более 90% данной подобласти находится внутри области поперечного сечения стержня.
15. Способ по п.11, согласно которому цифровое изображение области поперечного сечения состоит из множества пикселей, и каждый пиксель, образующий область поперечного сечения, находится внутри по меньшей мере одной из множества подобластей.
16. Способ по п.1, согласно которому указанный один или более технологических параметров регулируют для производства образующих аэрозоль стержней (2020), имеющих пористость в поперечном сечении от приблизительно 0,15 до приблизительно 0,50, предпочтительно от приблизительно 0,20 до приблизительно 0,45, предпочтительно от приблизительно 0,24 до приблизительно 0,44, и эта пористость в поперечном сечении представляет собой долю площади пустого пространства в области поперечного сечения стержня, а сама область поперечного сечения представляет собой область стержня в плоскости, перпендикулярной продольной оси стержня.
17. Способ по п.1, согласно которому указанный один или более технологических параметров регулируют для производства стержней, имеющих значение распределения пористости в поперечном сечении, составляющее от приблизительно 0,04 до приблизительно 0,22, и это значение распределения пористости в поперечном сечении представляет собой среднеквадратическое отклонение величины пустого пространства внутри каждой из множества подобластей одинакового размера в плоскости поперечного сечения.
18. Способ по п.1, содержащий дополнительные этапы, на которых объединяют образующий аэрозоль стержень с множеством других компонентов внутри обертки с образованием нагреваемого образующего аэрозоль изделия.
19. Способ по п. 18, согласно которому значения пористости в поперечном сечении и распределения пористости в поперечном сечении образующего аэрозоль стержня выбирают для обеспечения предварительно заданного сопротивления затяжке через собранное нагреваемое образующее аэрозоль изделие.
20. Способ по п. 18 или 19, согласно которому образующий аэрозоль материал содержит никотин и значения пористости в поперечном сечении и распределения пористости в поперечном сечении стержня выбирают для обеспечения предварительно заданных уровней доставки никотина из собранного нагреваемого образующего аэрозоль изделия во время его употребления.
21. Образующий аэрозоль стержень (2020), изготовленный способом по любому из пп. 1-17, имеющий пористость в поперечном сечении, составляющую от приблизительно 0,15 до приблизительно 0,50, предпочтительно от приблизительно 0,20 до приблизительно 0,45, предпочтительно от приблизительно 0,24 до приблизительно 0,44, причем пористость в поперечном сечении представляет собой долю площади пустого пространства в области поперечного сечения стержня, причем область поперечного сечения представляет собой область стержня в плоскости, перпендикулярной продольной оси стержня.
22. Стержень (2020) по п. 21, имеющий значение распределения пористости в поперечном сечении, составляющее от приблизительно 0,04 до приблизительно 0,22, и значение распределения пористости в поперечном сечении представляет собой среднеквадратическое отклонение площади пустого пространства внутри каждой из множества подобластей одинакового размера в области поперечного сечения.
23. Нагреваемое образующее аэрозоль изделие (2000, 2001, 2002), содержащее множество элементов, включающих образующий аэрозоль субстрат в виде образующего аэрозоль стержня (2020) по п. 21 или 22 или стержня, изготовленного способом по любому из пп. 1-17.
24. Изделие по п. 23, в котором указанное множество элементов объединено внутри обертки.
25. Изделие по п. 23 или 24, в котором образующий аэрозоль субстрат содержит никотин и значения пористости в поперечном сечении и распределения пористости в поперечном сечении образующего аэрозоль субстрата выбраны для обеспечения предварительно заданных уровней доставки никотина во время употребления нагреваемого образующего аэрозоль изделия.
26. Изделие по п. 23, выполненное с возможностью его нагрева посредством вставного нагревателя образующего аэрозоль устройства, в котором образующий аэрозоль субстрат представляет собой стержень, имеющий пористость в поперечном сечении, составляющую от приблизительно 0,20 до приблизительно 0,40, предпочтительно от приблизительно 0,24 до приблизительно 0,34, и значение распределения пористости в поперечном сечении, составляющее от приблизительно 0,10 до приблизительно 0,12.
27. Изделие по п. 23, содержащее горючий источник (2080) тепла для нагрева образующего аэрозоль субстрата, причем образующий аэрозоль субстрат представляет собой стержень, имеющий пористость в поперечном сечении, составляющую от приблизительно 0,20 до приблизительно 0,40, предпочтительно от приблизительно 0,34 до приблизительно 0,44, и значение распределения пористости в поперечном сечении, составляющее от приблизительно 0,11 до приблизительно 0,15.
| WO 2013178766 A1, 05.12.2013 | |||
| US 6531693 B1, 11.03.2003 | |||
| WO 2012164009 A2, 06.12.2012 | |||
| Способ получения ненасыщенных углеводородов | 1965 |
|
SU518141A3 |

