Изобретение относится к способу оценки пор внутри пористого изделия. Изобретение может относиться, в частности, к способу оценки распределения пористости внутри тела курительного изделия, такого как сигарета, или распределения пористости внутри стержня, образованного из собранного листа материала, такого как фильтр.
Фильтры, предназначенные для применения в курительных изделиях, могут быть сформированы, например, способом гофрирования листа подходящего материала и затем сбора материала вместе с образованием в результате непрерывного стержня с порами вдоль продольной оси фильтрующего стержня. После этого стержень может быть разрезан на отрезки соответствующей длины с образованием отдельных фильтрующих стержневых сегментов. Характер способа подразумевает, что фильтрующий стержневой сегмент может иметь по существу равномерное распределение веса материала по длине стержня. Кроме того, группа фильтрующих сегментов, изготовленных этим способом, может иметь очень узкое распределение по весу, если они отрезаны до одинаковой длины. Даже в том случае, если плотность и толщина листового материала, использованного для образования фильтрующих стержней, являются по существу одинаковыми по ширине листа, так что вариации общей пористости от фильтра к фильтру являются малыми, морфология гофрированного и собранного листа внутри фильтра может изменяться в значительной степени, что приводит к большим изменениям в распределении долей пор на участке в пределах поперечного сечения фильтра. Распределение по поперечному сечению долей пор на участках пористого изделия, такого как гофрированный или собранный фильтр, для удобства можно назвать «распределением пористости» или «местным распределением пористости». Ширина распределения пористости может быть представлена стандартным отклонением в нескольких долях пор на участке. В общем случае распределение пористости, измеренное согласно изобретению, будет наиболее точно характеризовать пористое изделие в целом, если поры имеют одинаковые размеры и морфологию на протяжении всей длины пористого изделия.
Такие вариации в распределении пористости могут сильно сказываться на эффективности фильтра. Например, если листовой материал собран в стержень таким образом, что часть поперечного сечения стержня фактически является непористой и другая часть поперечного сечения стержня имеет почти 100%-ную пористость, тогда фильтр не может действовать заданным образом. На местное распределение пористости могут сильно влиять также такие свойства, как сопротивление вытягиванию.
Некоторые курительные изделия, например нагреваемые курительные изделия, генерирующие аэрозоль, могут содержать табачные штранги, образованные путем гофрирования и сбора листа обработанного табачного материала в непрерывный стержень и разрезания стержня на отрезки соответствующей длины с образованием отдельных табачных штрангов. Структура табачного штранга, образованного таким образом, может быть аналогична структуре фильтра, изготовленного путем гофрирования и сбора листа подходящего фильтрующего материала. Желательно, чтобы обеспечивалась низкая изменчивость физических свойств от одного табачного штранга к другому. Каждый из штрангов в партии штрангов предпочтительно имеет аналогичный вес, так что они вмещают аналогичные количества табачного материала, и каждый должен иметь также аналогичную внутреннюю морфологию. Морфология табачного штранга может быть важна для определения, насколько хорошо он работает в нагреваемом курительном изделии, генерирующем аэрозоль.
Обычные сигареты могут быть образованы путем изготовления непрерывного стержня резаного табака, обернутого в сигаретную бумагу, и затем разрезания непрерывного стержня на отрезки подходящей длины с образованием отдельных табачных палочек или табачных стержней в виде сигарет. Для образования конечного сигаретного продукта фильтр обычно накладывается на один конец табачного стержня. По меньшей мере один конец сигареты является свободным концом или открытым концом, и резаный табак, содержащийся внутри тела стержня, на этом конце может выпадать из стержня. Если при образовании сигареты неверно выбрана плотность резаного табака, увеличивается вероятность выпадания материала из открытого конца, и такая сигарета будет низкокачественной. Количество материала, выпавшего из конца сигареты, можно определить путем оценки распределения пористости сигареты на открытом конце.
Методология определения равномерности распределения пористости внутри пористого изделия, такого как пористый стержень, может быть использована при количественном определении и управлении качеством таких продуктов, как фильтры, табачные штранги и сигареты.
В патентном документе EP0518141 раскрыт способ определения непригодности сигареты, находящейся в пачке, например определения, что она неправильно заполнена, разломана или короткая. Раскрытый способ основан на измерении свечения торцевых поверхностей обычных сигарет из пачки. Измеряют генерируемый сигнал, соответствующий количеству световой энергии, принятому каждым пикселем светочувствительного датчика (то есть прибора с зарядовой связью [ПЗС]), и корректируют его по серой шкале от 0-255. Наносят на график измеренный сигнал, откорректированный по серой шкале, от каждого пикселя и вычисляют стандартное отклонение измеренного свечения от пачки сигарет, в результате чего получают порог для определения, подлежит или нет отбраковке пачка в целом. В патентном документе EP0518141 не определяется равномерность распределения пористости.
В патентном документе DE19753333 раскрыт способ определения, в достаточной ли степени заполнены сигареты в партиях сигарет. Интенсивность сигнала, характеризующего передние концы сигарет в партии, измеряют с помощью камеры на ПЗС. Число смежных пикселей ниже определенного порога считают показателями областей с недостаточно заполненными сигаретами. В патентном документе DE19753333 не раскрыт способ проведения разграничения между порами, которые равномерно распределены по всему табачному стержню, и табачным стержнем, в котором все поры слились в одну большую пору или одну большую область недостаточно заполненной сигареты.
В патентном документе EP0747855 раскрыт способ повышения качества цифрового изображения. Получен ряд локальных гистограмм для улучшения наблюдаемого локального контраста внутри подобласти изображения реальной сцены.
Согласно одному аспекту способ количественной оценки распределения пористости внутри пористого изделия, такого как пористый стержень, включает этапы: получения цифрового изображения поперечного участка изделия; определения доли пор на участке в каждой из нескольких идентичных по размерам подобластей поперечного участка изделия и, тем самым, получения нескольких долей пор на участке; и оценки с использованием нескольких долей пор на участке распределения в поперечном сечении долей пор на участке внутри поперечного участка изделия, которое упоминается ниже в данном документе также как распределение пористости. Каждая подобласть перекрывает по меньшей мере одну смежную подобласть предпочтительно на 10-95%.
Способ количественной оценки распределения пористости внутри пористого изделия, такого как пористый стержень, может включать этапы: получения цифрового изображения поперечного участка изделия; определения доли пор на участке в каждой из нескольких имеющих идентичные размеры подобластей поперечного участка изделия и тем самым получения нескольких долей пор на участке; и определения стандартного отклонения долей пор на участках. Стандартное отклонение долей пор на участке в этом случае будет характеризовать ширину распределения пористости. Каждая подобласть перекрывает по меньшей мере одну смежную подобласть предпочтительно на 10-95%.
В данном документе под «поперечным участком изделия» следует понимать область изделия, которая находится в плоскости, как правило, перпендикулярной к продольному размеру изделия. Например, изделие может представлять собой стержень, и поперечный участок может представлять собой поперечное сечение стержня на любом отрезке длины вдоль стержня, или поперечный участок может представлять собой торцевую поверхность стержня. Поперечный участок не обязательно должен быть взят из плоскости, точно перпендикулярной к продольному направлению стержня, но предпочтительно находится в пределах от приблизительно 45° до перпендикуляра к продольному размеру стержня. Предпочтительно поперечный участок находится в плоскости, по существу перпендикулярной к продольному направлению стержня.
В данном документе термин «поры» подразумевает те зоны пористого изделия, в которых материал отсутствует. Например, поперечный участок гофрированного фильтра будет содержать части собранного листового материала и части, являющиеся пустотами между частями собранного листового материала. Под порами в этом случае следует понимать пустоты между листовым материалом.
В данном документе термин «пористость» означает долю объема, занимаемую пустым пространством в пористом изделии.
В данном документе термин «общая пористость» означает, какую часть всего поперечного сечения пористого изделия, например поперечного сечения пористого стержня, занимают поры.
В данном документе термин «подобласть» означает область поперечного участка изделия, которая меньше, чем поперечный участок изделия, и содержит по меньшей мере часть поперечного участка изделия.
В данном документе термин «доля пор на участке» означает, какую долю подобласти занимают поры. Доля пор на участке является мерой локальной пористости, то есть пористости внутри подобласти. Другим термином для доли пор на участке может быть локальная пористость.
В данном документе термин «распределение пористости» означает меру вариации долей пор на различных участках. Другими словами, распределение пористости является количественной мерой распределения пористости в пределах поперечного участка изделия. В данном документе «распределение пористости» и «местное распределение пористости» имеют одинаковое значение. Ширина распределения пористости может быть представлена как стандартное отклонение в нескольких долях пор на участке.
Распределение локальной пористости или распределение пористости может быть вычислено исключительно исходя из долей пор на участке, составляющих один поперечный участок изделия. Местное распределение пористости, относящееся к любому отдельному изделию, может быть сопоставлено с местным распределением пористости другого отдельного изделия. Местное распределение пористости можно рассматривать как меру равномерности пористости отдельного изделия. Например, если стандартное отклонение нескольких долей пор на участках изделия является малым, то тогда, по-видимому, поры внутри изделия равномерно распределены по поперечному участку изделия. Если же стандартное отклонение нескольких долей пор на участках изделия является большим, то тогда поры неравномерно распределены в пределах поперечного участка изделия.
Местное распределение пористости или распределение пористости может быть вычислено исходя из долей пор на участках, полученных от поперечных участков ряда различных изделий, например группы изделий. Местное распределение пористости от группы изделий может быть использовано для сравнительной оценки качества пористости между одной и другой группами изделий.
В данном документе термины «изделие, генерирующее аэрозоль» и «курительное изделие» означают изделие, содержащее образующий аэрозоль субстрат, способный высвобождать летучие соединения, которые могут образовывать аэрозоль. Например, изделие, генерирующее аэрозоль, может быть курительным изделием, генерирующим аэрозоль, который непосредственно вдыхается в легкие пользователя через рот пользователя. Изделие, генерирующее аэрозоль, может представлять собой изделие одноразового использования.
Изделие, генерирующее аэрозоль, или курительное изделие может представлять собой нагреваемое курительное изделие, которое является курительным изделием, содержащим образующий аэрозоль субстрат, который должен нагреваться, а не сгорать, чтобы выделять летучие соединения, которые могут образовывать аэрозоль. В аэрозоле, образованном в результате нагревания образующего аэрозоль субстрата, может содержаться меньше известных вредных составляющих, чем их количество, образующееся при сгорании или пиролитической деградации образующего аэрозоль субстрата.
В данном документе термин «образующий аэрозоль субстрат» означает субстрат, обладающий способностью к высвобождению летучих соединений, которые могут образовывать аэрозоль. Такие летучие соединения могут быть высвобождены путем нагревания образующего аэрозоль субстрата. Образующий аэрозоль субстрат в целях удобства может быть частью изделия, генерирующего аэрозоль, или курительного изделия. Образующий аэрозоль субстрат может содержать табачный штранг или может быть выполненным в виде табачного штранга. Например, табачный штранг, образованный из собранного листа гомогенизированного табачного материала, может образовывать образующий аэрозоль субстрат изделия, генерирующего аэрозоль.
В данном документе «гофрированный фильтр» означает фильтр, образованный способом гофрирования и сбора листа фильтрующего материала, например бумажного материала или полимерного материала, в стержень. Стержень может быть завернут в оберточный материал. Гофрированный фильтр имеет открытые поры в продольном направлении стержня.
В данном документе «табачный штранг» означает штранг табака, образованный способом гофрирования и сбора листа обработанного или гомогенизированного табачного материала в форме стержня. Собранный табачный материал может быть завернут в обертку, например сигаретную бумагу, таким образом, что образуется табачный штранг. Табачный штранг имеет открытые поры в продольном направлении стержня.
Пористое изделие может представлять собой пористый стержень. В данном документе термин «пористый стержень» означает стержень или материал, который имеет открытые поры, проходящие вдоль продольного размера стержня. Пористый стержень может представлять собой гофрированный фильтр, или табачный штранг, или обычную сигарету. Пористый стержень может иметь диаметр в пределах от 5 мм до 10 мм, например приблизительно 7 мм или приблизительно 8 мм.
Этап получения цифрового изображения поперечного участка пористого изделия может быть осуществлен любым подходящим способом. Например, может быть выполнено фотографирование поперечного участка пористого изделия с помощью цифровой камеры или ее сканирование с помощью сканера. Может быть выполнен фотоснимок с помощью традиционной камеры и затем может быть выполнено сканирование полученного изображения и его преобразование в цифровое изображение. Подобласть поперечного участка представляет собой площадь, охватывающую частично, а не полностью, поперечный участок. Площадь подобласти меньше площади поперечного участка. Размер подобласти должен быть достаточно большим для отражения локальной морфологии внутри подобласти. Размер подобласти должен быть достаточно мал для выявления локальных изменений пористости и плотности внутри поперечного участка. В некоторых предпочтительных вариантах осуществления изобретения ширина подобласти составляет приблизительно от одной четвертой части до одной десятой части ширины пористого изделия, подвергаемого измерениям. В тех случаях, когда поперечный участок изделия, такого как табачный штранг или сегмент фильтрующего стержня, является по существу круговым, предпочтительно, чтобы подобласть стержня была прямоугольной и имела высоту и ширину порядка от одной пятой части диаметра штранга до одной десятой части диаметра штранга, например порядка одной шестой части диаметра штранга или одной седьмой части диаметра штранга или одной восьмой части диаметра штранга.
Долю пор на участке определяют путем деления той доли на участке, которую в подобласти занимают поры, на всю площадь подобласти. Таким образом, доля пор на участке представляет собой частное от деления той части площади, которая представляет собой пустоты, на всю площадь подобласти.
Поскольку каждую из нескольких долей пор на участке вычисляют для имеющих идентичные размеры подобластей поперечного участка, несколько долей пор на участке могут быть использованы для оценки распределения пористости внутри поперечного участка пористого изделия. Например, исходя из нескольких долей пор на участке, могут быть определены такие параметры, как средняя доля пор на участке, а также наибольшая доля пор на участке и наименьшая доля пор на участке. Можно определить стандартное отклонение долей пор на участке. Данные, касающиеся распределения пористости, могут определять равномерность пористости внутри поперечного участка пористого изделия. В виду того, что каждая подобласть накладывается с перекрытием по меньшей мере на одну смежную подобласть, обеспечивается определение характеризующих долей пор на участке для всего поперечного участка пористого изделия.
Предпочтительно цифровое изображение поперечной области состоит из нескольких пикселей, и каждый пиксель, составляющий поперечный участок, содержится внутри по меньшей мере одной из нескольких подобластей. Предпочтительно, чтобы цифровое изображение поперечного участка составляло по меньшей мере 500×500 пикселей.
Может быть целесообразным, чтобы каждая подобласть перекрывала по меньшей мере одну смежную подобласть на 70-90%, например приблизительно на 80%.
Способ может включать этап вычисления стандартного отклонения нескольких долей пор на участке. Стандартное отклонение долей пор на участке может служить показателем равномерности распределения пористости внутри пористого изделия.
Способ может быть осуществлен на одном или более чем одном пористом изделии сразу. Например, цифровое изображение может быть получено от каждого из нескольких пористых стержней, при этом несколько пористых стержней образуют группу стержней или упоминаются как группа стержней, и распределение пористости может быть оценено для всей группы стержней. Может быть получено цифровое изображение, содержащее изображения поперечных участков нескольких пористых стержней, и в этом случае способ может включать дополнительный этап выявления отдельных изображений отдельных стержней и манипулирования изображением таким образом, что исключают пиксели, которые не попадают внутрь поперечного участка любого из нескольких пористых стержней.
Наиболее целесообразным может быть получение изображения нескольких пористых стержней одновременно. Например, может быть сформировано изображение торцевой поверхности нескольких сигарет, и изображение каждой отдельной торцевой поверхности, являющееся изображением поперечного участка, может быть распознано и отобрано с использованием подходящего программного обеспечения для обработки изображений.
Предпочтительно, чтобы способ был в максимально возможной степени автоматизирован. Например, предпочтительно, чтобы такие этапы способа, как определение площади, вычисление доли пор на участке и оценка распределения пористости выполнялись как этапы обработки алгоритмами, содержащимися в программном обеспечении.
Способ может быть полезен, в частности, для определения распределения пористости внутри гофрированного фильтра или группы гофрированных фильтров. Способ может быть полезен, в частности, также для определения или оценки распределения пористости внутри гофрированного и собранного табачного штранга или группы таких штрангов. Способ может быть полезен, в частности, для определения относительного содержания свободных концов в обычной сигарете или группе сигарет.
Таким образом, способ может быть способом оценки распределения пористости внутри непрерывного стержня, образованного из собранного листа материала, например табачного штранга, образованного из собранного листа табачного материала или содержащего его, или фильтра или элемента, образованного из собранного листа нетабачного материала, такого как полимолочная кислота. Непрерывный стержень может содержать листовой материал, выбранный из группы, включающей металлическую фольгу, лист полимерного материала и по существу непористую бумагу или картон. Непрерывный стержень может содержать листовой материал, выбранный из группы, состоящей из полиэтилена (РЕ), полипропилена (РР), поливинилхлорида (PVC), полиэтилентерефталата (PET), полимолочной кислоты (PLA), ацетата целлюлозы (СА) и алюминиевой фольги. Непрерывный стержень может содержать листовой материал, который представляет собой непористую бумагу или биоразлагаемый полимер, такой как полимолочная кислота или марка Mater-Bi® (коммерчески доступное семейство сложных сополиэфиров на основе крахмала).
Поперечный участок непрерывного стержня представляет собой поперечное сечение или торцевую поверхность непрерывного стержня. Способ включает этапы: получения цифрового изображения поперечного участка непрерывного стержня; определения доли площади, занимаемой порами внутри каждой и нескольких имеющих идентичные размеры подобластей поперечного участка и, тем самым, получения нескольких долей пор на участке; и вычисления стандартного отклонения нескольких долей пор на участке, в результате чего оценивают распределение пор внутри поперечного участка пористого изделия, в котором каждая подобласть наложена по меньшей мере на одну смежную подобласть с перекрытием, составляющим от 10% до 95%.
В соответствии со вторым аспектом изобретения предусматривается способ управления процессом изготовления пористого изделия, такого как пористый стержень, включающий этапы: осуществления процесса изготовления с получением в результате по меньшей мере одного пористого изделия; оценки распределения пористости внутри по меньшей мере одного пористого изделия с помощью способа, описанного выше; и управления одним или более параметрами процесса с использованием распределения пористости для изготовления следующего пористого изделия. Например, распределение пористости по меньшей мере одного пористого изделия может быть использовано для определения, изменяется или нет один или более параметров процесса изготовления следующего пористого изделия. Может оказаться предпочтительным осуществление оценки пористости более чем одного пористого изделия сразу. Может быть целесообразным осуществление оценки пористости внутри пористых изделий регулярно или непрерывно таким образом, чтобы предусмотреть постоянную обратную связь к способу получения пористых изделий.
Согласно изобретению предусматривается способ управления пористостью пористого изделия, такого как пористый стержень, включающий этапы: образования пористого изделия с помощью процесса изготовления пористого изделия; оценки распределения пористости внутри по меньшей мере одного пористого изделия с помощью любого способа, описанного выше; и управления одним или более параметрами процесса изготовления пористого изделия для образования следующих пористых изделий, имеющих требуемое распределение пористости.
Процесс изготовления пористого изделия может представлять собой процесс изготовления гофрированного или собранного фильтра, причем пористое изделие представляет собой стержень фильтрующего материала. Например, процесс изготовления стержня может включать подачу листового материала через гофрирующие валики и затем сбор гофрированного листа в собранный непрерывный стержень. Собранный непрерывный стержень может быть завернут в обертку с образованием непрерывного фильтрующего стержня. Фильтрующий стержень затем может быть разрезан на части для получения отдельных стержней фильтрующего материала. В способе управления процессом можно периодически выбирать получаемые отдельные фильтры и оценивать распределение пористости выбранных стержней согласно любому способу, описанному выше. Поперечный участок стержня, отображаемый для оценки, может представлять собой один или другой конец фильтра, перпендикулярный к продольному направлению фильтра.
Результаты оценки распределения пористости внутри фильтра могут указывать на качество фильтрующих стержней, получаемых с помощью процесса изготовления. Если оцененная пористость отклоняется от требуемого уровня, тогда в параметры процесса изготовления могут быть внесены изменения для изменения распределения пористости. Например, может быть изменено расстояние между гофрирующими валиками или может быть изменена скорость, с которой осуществляется подача листового материала в собирающие средства. Введение обратной связи обеспечивает возможность получения более согласованных фильтров, имеющих равномерное распределение пористости и требуемые свойства.
Процесс изготовления пористого изделия может представлять собой процесс изготовления табачного штранга, и поэтому пористое изделие может представлять собой стержень табака. Образование табачного стержня или табачного штранга может быть аналогичным описанному выше для получения фильтрующего материала. Например, для изготовления табачного стержня лист гомогенизированного материала может быть подан через гофрирующие валики и собран в непрерывный стержень. Этот непрерывный стержень может быть завернут в обертку и затем разрезан на части для образования отдельных табачных стержней или табачных штрангов. Может быть, в частности, целесообразно осуществлять текущий контроль однородности полученных таким образом табачных штрангов согласно изобретению, и чтобы текущий контроль равномерности пористости обеспечивал обратную связь к процессу изготовления для внесения изменений в один или более параметров процесса изготовления, чтобы улучшить качество образованных таким образом табачных штрангов.
Процесс изготовления пористого изделия может представлять собой процесс изготовления сигарет, и пористое изделие может представлять собой стандартную обычную сигарету. За счет осуществления текущего контроля пористости концов выбранных сигарет параметрами процесса изготовления можно управлять таким образом, что свободные концы на конце сигарет будут составлять меньшую долю. Этим можно улучшить качество получаемых продуктов.
Способы, описанные выше, могут быть использованы для получения пористых изделий, имеющих заданные свойства. Например, могут быть необходимы определенные свойства изделия, и способ оценки распределения пористости может использоваться для обеспечения обратной связи, предоставляющей пользователю возможность управлять параметрами обработки и получать изделия, имеющие необходимые свойства.
Например, может потребоваться образовать стержень, имеющий продольные открытые поры, и может потребоваться, чтобы стержень обладал определенной заданной эффективностью фильтрации. Оценка распределения пористости стержней во время их изготовления обеспечивает возможность управления параметрами процесса для получения заданной эффективности фильтрации.
Как следующий пример, в случае выполнения изделия из табачного материала, такого как стержень, образованный из одного или более листов восстановленного табака, может потребоваться задание пористости изделия для получения заданных уровней доставки никотина во время использования изделия. Оценка распределения пористости во время изготовления табачных изделий обеспечивает возможность контролирования параметров процесса, чтобы получить заданную доставку никотина.
Как следующий пример, в случае, когда изделие представляет собой обычную сигарету, образованную из резаного табака, можно осуществлять оценку распределения пористости на концах сигарет и подавать эту информацию обратно к параметрам процесса и уменьшить долю свободных концов.
Способ управления процессом изготовления пористого изделия или способ управления пористостью пористого изделия может включать этапы сравнения оцененного распределения пористости с опорным распределением пористости и управления одним или более параметрами процесса в соответствии с результатом сравнения.
В случае, если пористое изделие представляет собой стержень, образованный из собранного листа материала, способ может включать этап получения цифрового изображения поперечного участка стержня, причем поперечный участок является торцевой поверхностью стержня, с помощью камеры, установленной в технологической линии образования стержня, в результате чего можно оценивать распределение пористости стержня в реальном времени во время изготовления. В соответствии с другим вариантом оценка распределения пористости может быть проведена после изготовления стержня с использованием автономного устройства, содержащего цифровое средство захвата изображения и блок обработки, предназначенный для оценки распределения пористости стержня. В такое устройство может быть подана партия стержней для осуществления оценки распределения пористости стержней или всей партии стержней.
Устройство для оценки распределения пористости может быть предоставлено. Устройство может оценивать распределение пористости согласно любому способу, описанному выше. Устройство может содержать средства для захвата цифрового изображения поперечного участка изделия и процессор для анализа цифрового изображения и вычисления распределения пористости. Средство для захвата цифрового изображения предпочтительно представляет собой цифровую камеру.
Устройство может содержать источник света, предназначенный для освещения поперечного участка изделия. Например, источник света может представлять собой прожектор или проблесковый прибор. Предпочтительно, чтобы источник света предусматривал равномерное освещение пористых изделий. Предпочтительный источник света может представлять собой кольцевой осветитель или кольцевую лампу-вспышку, расположенные вокруг объектива камеры или на заданном расстоянии от пористого изделия для предусматривания равномерного освещения изделия.
Устройство может содержать датчик для определения местоположения пористого изделия и средство для запуска, предназначенное для захвата цифрового изображения, когда пористое изделие расположено в заданном местоположении или проходит через него. Например, цифровые изображения могут быть получены во время образования пористых изделий или во время осуществления сборки продукта, содержащего пористое изделие. Датчик может запускать захват изображения тогда, когда пористое изделие размещено подходящим образом.
В технологическую линию образования пористого изделия может быть встроено устройство для оценки распределения пористости в реальном времени. В соответствии с другим вариантом устройство может представлять собой автономное устройство.
Пористые стержни, такие как табачные штранги и фильтры, предназначенные для курительных изделий, изготавливаются с высокой скоростью в виде непрерывного стержня. Этот непрерывный стержень представляет собой изделие типа трубы, которое может быть разрезано в определенных местах на меньшие по размеру стержнеобразные изделия. Например, пористые изделия, содержащие собранный лист табака, предназначенный для применения в курительных изделиях, сначала изготавливают в виде одного длинного изделия в форме стержня, которое при выполнении ряда этапов разрезается с получением окончательного отрезка длины стержня, предназначенного для введения в состав курительного изделия. Перемещение изделия в форме стержня в технологической линии обычно осуществляется с помощью барабана или элемента качения.
Пористые изделия в форме стержня могут быть изготовлены, например, с использованием серийной штранговой машины. Трубчатое непрерывное изделие может быть вначале разрезано на равные сегменты, размер каждого из которых больше одного готового изделия в форме стержня, например длинный стержень содержит десять отрезков длины готового изделия в форме стержня, и после этого выполняют один или более этапов резания для окончательного получения изделия в форме стержня окончательной длины. На выходе такого устройства для изготовления стержней стержни могут проходить элемент качения до того, как они будут нанесены на плоский изгиб. Цифровое изображение поперечного сечения стержня может быть выполнено тогда, когда стержень выдается на плоский изгиб. Поперечное сечение будет торцевой поверхностью стержня.
Линейная скорость штранговой машины может составлять 100 м/мин или больше. Например, линейная скорость штранговой машины может составлять 150 м/мин или 200 м/мин. Цифровое изображение поперечного сечения стержня или стержней может быть получено с помощью цифровой камеры. Предпочтительно применяется камера для высокоскоростной киносъемки. В одном конкретном варианте осуществления изобретения подходящей камерой может быть камера Sony XCD-V60 с затвором 8 и объективом HF25SA, открытым при выдвижении на 2 + 5 мм. Возможно применение других камер, например Sony XCD-SX90 с объективом HF25 или объективом HF35HA-1B. Для пористых стержней, имеющих диаметр, приблизительно равный 7,5 мм, разрешающая способность камеры должна быть достаточно высокой для обеспечения, что изображение поперечного сечения каждого пористого стержня представляется по меньшей мере приблизительно 500 × 500 пикселями.
В одном варианте осуществления изобретения камера расположена горизонтально, чтобы отображать торцевые поверхности стержней, проходящих между элементом качения и изгибом штранговой машины. Когда стержни точно размещены внутри элемента качения, получают постоянное расстояние между торцевыми поверхностями стержней и камерой. Для управления затвором камеры, чтобы получить цифровое изображение поперечного сечения стержня, когда стержень оптимально расположен перед объективом камеры и открыта его торцевая поверхность, может применяться датчик. В соответствии с другим вариантом затвор камеры может запускаться элементом качения.
В соответствии с другим вариантом устройство может автоматически устанавливать стержень в правильное местоположение для захвата цифрового изображения. Для пористых стержней, имеющих диаметр приблизительно 7,5 мм, точность определения местоположения должна составлять по меньшей мере ±0,2 мм.
Освещение торцевых поверхностей стержней может быть осуществлено с помощью прожектора, например прожектора фирмы Schott, установленного под углом 45°. В соответствии с другим вариантом может применяться более мощный источник света, такой как Volpi IntraLED 3.
Цифровое изображение торцевой поверхности стержня может быть также выполнено на объединителе перед осуществлением сборки конечного продукта. Например, если необходимо ввести в состав курительного изделия фильтр или табачный штранг в форме стержня, изображение торцевой поверхности фильтра или табачного штранга в форме стержня может быть получено во время сборки курительного изделия. Изображение пористого стержня может быть также получено после сборки в конечный продукт, например, когда поперечное сечение пористого стержня открыто. Для управления качеством, например, курительного изделия, содержащего табачный стержень и фильтр, может быть получено одно или более цифровых изображений, как например одной торцевой поверхности для отображения табачного штранга и другой торцевой поверхности для отображения фильтра.
Некоторые пористые материалы, такие как, например, фильтры, могут иметь отражающие поверхности поперечного сечения. Для того, чтобы получить качественное цифровое изображение поперечного сечения такого изделия, нужен монохроматический свет вокруг местоположения, где поперечное сечение является открытым. Освещение может быть осуществлено посредством белого света, например с помощью источника белого света LED Schott LSS A20960. Могут быть заданы различные уровни освещения в зависимости от материала, образующего пористые стержни. Например, уровни освещения могут быть заданы равными 100%, когда захватывается цифровое изображение стержня, содержащего табак, или по меньшей мере равными 30% в случае фильтрующего материала. Освещение может быть осуществлено также посредством кольцевого источника светильника, такого как, например, RingLight A08660 (фирмы Schott). Расстояние между источником света и пористым стержнем предпочтительно оптимизировано в соответствии с источником света и материалом стержня. Для специалиста в данной области техники должно быть очевидно, что может потребоваться адаптация источника света и силы света с учетом материала пористого изделия.
Распределение пористости внутри пористого стержня может быть вычислено с помощью процессора, например с помощью персонального компьютера (ПК).
Обратная связь к устройству для изготовления или технологической линии для изготовления пористого изделия может быть осуществлена адаптацией некоторых параметров технологического процесса, такого как, например, гофрирование исходных материалов. Например, фильтр, содержащий полимолочную кислоту, может содержать гофрированный или собранный лист, и обратная связь может вызывать изменение степени гофрирования листа, которое выполняется перед осуществлением сбора. Обратная связь может быть выполнена также так, что вызывает отбраковку или выталкивание в автоматическом режиме пористых изделий, у которых распределение пористости не отвечает заданным техническим условиям. В линии сборки для отбраковки конечного продукта может быть использована обратная связь посредством процессора.
Устройство предпочтительно имеет интерфейс пользователя, такой как, например, клавишный пульт, считыватель штрихового кода или сенсорный экран или другие средства установления связи с внешним оборудованием обработки данных и программирования.
Ниже описаны конкретные варианты осуществления изобретения со ссылкой на чертежи.
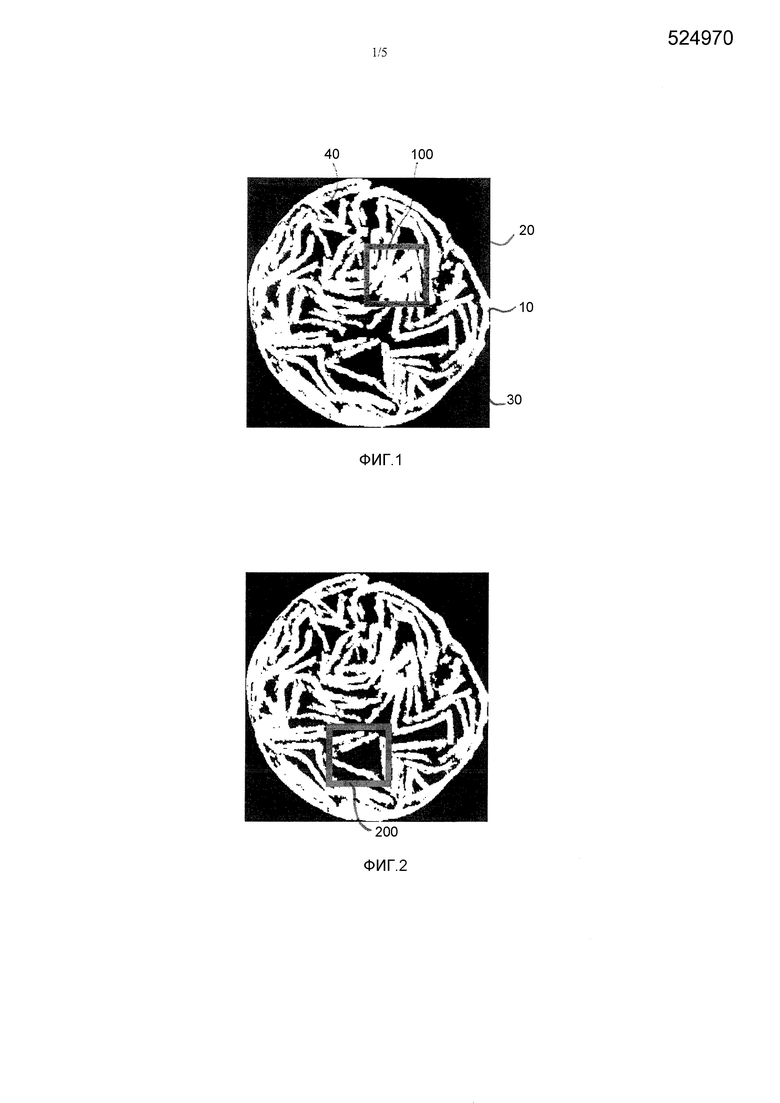
На фиг. 1 представлено изображение поперечного участка пористого табачного стержня. Изображение показано с наложенной подобластью.
На фиг. 2 представлен поперечный участок табачного стержня, изображенный на фиг. 1, на которой показана подобласть в другой части поперечного участка.
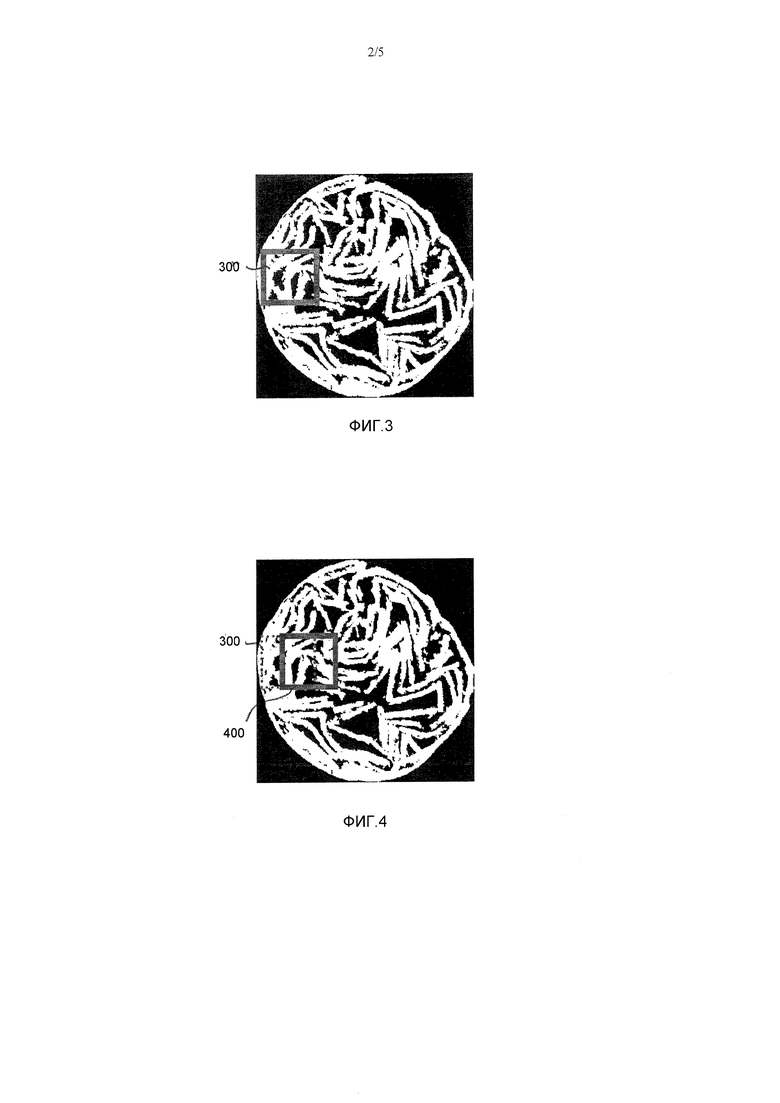
На фиг. 3 представлено изображение, демонстрирующее поперечный участок по фиг. 1 и показывающее подобласть в третьей другой части поперечного участка.
На фиг. 4 показана степень перекрытия подобласти по фиг. 3 следующей подобластью.
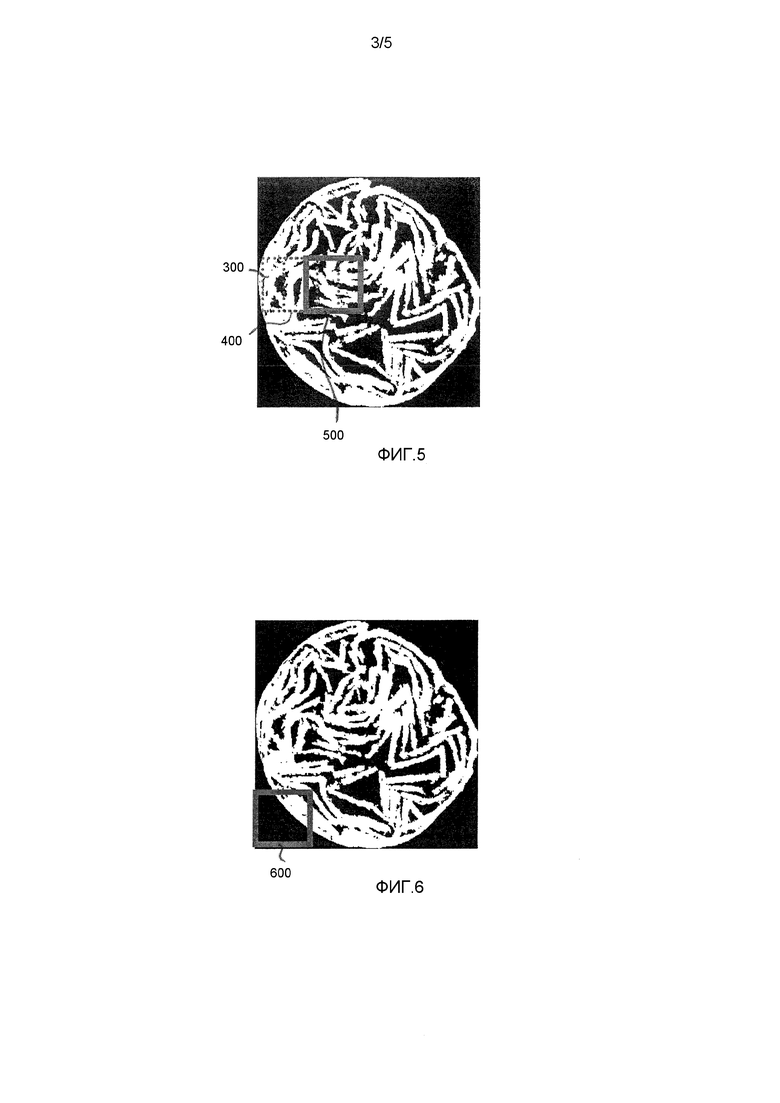
На фиг. 5 показана степень перекрытия следующей подобластью подобластей по фиг. 4.
На фиг. 6 представлен поперечный участок по фиг. 1 и показана подобласть, расположенная таким образом, что большая часть подобласти находится за пределами поперечного участка.
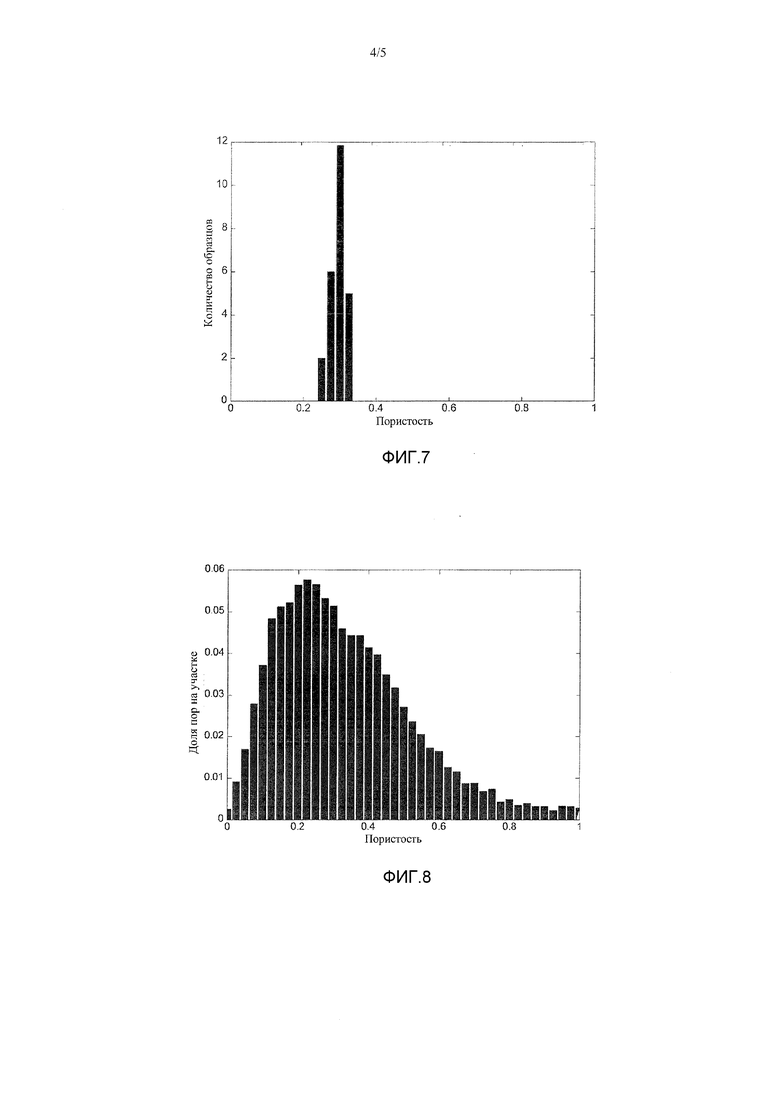
На фиг. 7 представлен график, показывающий распределение общей пористости в группе табачных штрангов.
На фиг. 8 представлен график, показывающий местное распределение пористости для группы табачных штрангов.
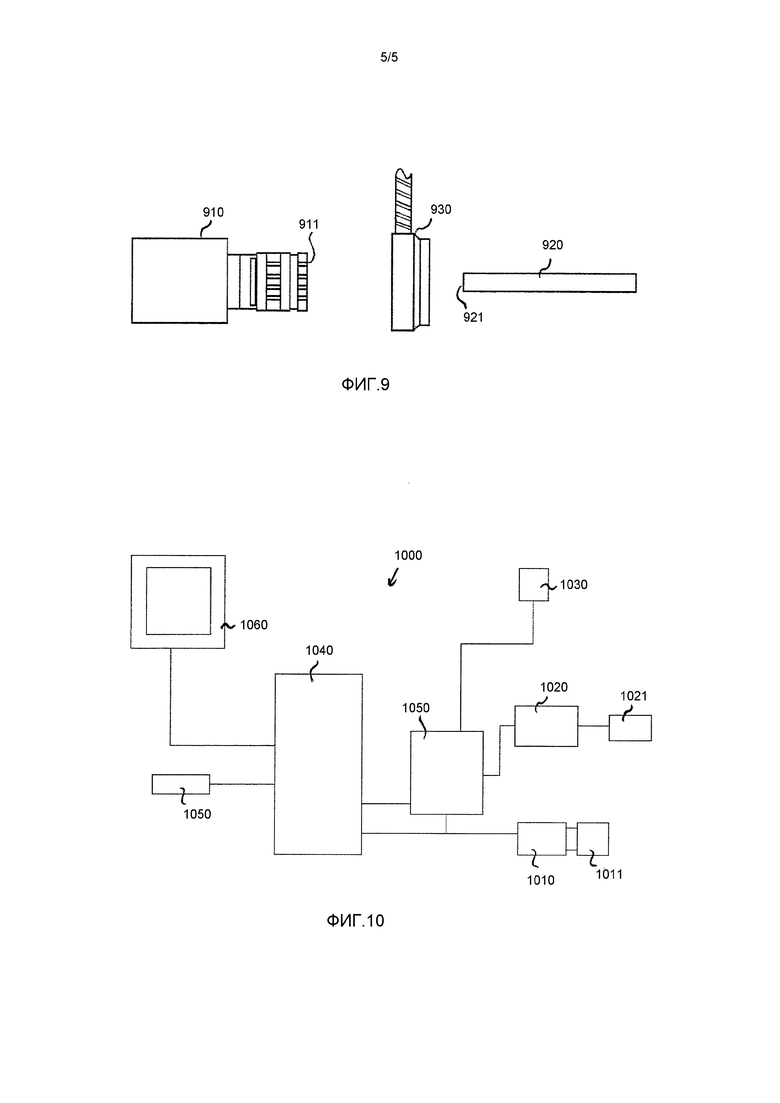
На фиг. 9 схематически представлено изображение средства захвата изображения, предназначенного для использования в проведении оценки распределения пористости в неавтономном режиме.
На фиг. 10 представлена схема соединений, на которой показаны компоненты устройства для осуществления оценки распределения пористости в неавтономном режиме.
Ниже описан конкретный вариант осуществления изобретения касательно способа оценки распределения пористости внутри табачного штранга.
На фиг. 1 показана торцевая поверхность табачного штранга 10, образованного способом гофрирования и сбора листа гомогенизированного табачного материала. Изображение, представленное на фиг. 1, является цифровым изображением, которое обработано таким образом, что все белые пиксели соответствуют табаку 20, черные пиксели снаружи наружной окружности стержня 30 относятся к фону, и черные пиксели внутри окружности штранга 40 соответствуют порам. Изображение получено путем формирования изображения торцевой поверхности табачного штранга и цифровой обработки изображения поперечного участка штранга с распознаванием пикселей, заключенных внутри поперечного участка стержня. В таком случае на изображение нанесена граница таким образом, что пиксели внутри поперечного участка являются или белыми, отображающими табачный материал, или черными, отображающими поры. На фиг. 1 табачный штранг является по существу круговым и имеет диаметр приблизительно 7 мм. Вся область внутри наружной окружности табачного штранга представляет собой поперечный участок. На фиг. 1 показана первая подобласть 100, расположенная внутри поперечного участка. Первая подобласть является прямоугольной областью, имеющей размеры 1×1 мм.
На фиг. 1 первая подобласть 100 показана в том месте, где локальная пористость является низкой. Другими словами, площадь пор (черные пиксели внутри первой подобласти 100 на фиг. 1) мала по сравнению со всей площадью первой подобласти (1 мм2).
На фиг. 2 показан тот же поперечный участок, что и поперечный участок, изображенный на фиг. 1. На фиг. 2 показана вторая подобласть 200, расположенная в зоне с более высокой локальной пористостью, так как видно, что площадь, занимаемая порами внутри соответствующей подобласти, больше. Другие подобласти, расположенные в других зонах поперечного участка, будут иметь другие доли пор на участке. Оценка долей пор на участке для ряда подобластей внутри поперечного участка обеспечивает возможность получения распределения пористости.
Распределение пористости получают путем вычисления локальной пористости (то есть доли пор на участке) в каждой из нескольких подобластей. Для каждой отдельной подобласти табачного штранга вычисляют долю пор на участке, которую можно назвать локальной пористостью. Локальная пористость может быть рассчитана по формуле Pl=Nvoidlocal/Nlocal, где Pl - локальная пористость внутри подобласти, Nvoidlocal - число пикселей, представляющих пустое пространство внутри подобласти, Nlocal - общее число пикселей в подобласти. Подобласти накладывают на цифровое изображение и транслируют через цифровое изображение стержня с помощью итерационного алгоритма, содержащегося в программном обеспечении. Для того чтобы получить несколько отсчетов локальной пористости, подобласть эффективно транслируют через изображение последовательно и вычисляют локальную пористость в каждом местоположении, занимаемом подобластью. Каждое местоположение, которое занимает подобласть, накладывается с перекрытием по меньшей мере на одно другое местоположение, занимаемое подобластью. Этот процесс показан на фиг. 3-5.
На фиг. 3 представлен поперечный участок табачного штранга с третьей подобластью 300, наложенной на левую сторону штранга. Вычисляют локальную пористость в этой подобласти. Затем подобласть транслируют вправо через поперечный участок. На фиг. 4 показана четвертая подобласть 400, наложенная на цифровое изображение табачного штранга. На фиг. 4 показано также (пунктирными линиями) местоположение третьей подобласти 300. Видно, что четвертая подобласть 400 перекрывает местоположение третьей подобласти 300. Вычисляют локальную пористость в четвертой подобласти и снова транслируют подобласть через поперечный участок. На фиг. 5 представлен поперечный участок, на котором показана пятая подобласть 500. На фиг. 5 показаны также (пунктирными линиями) местоположения третьей 300 и четвертой 400 подобластей. Получают значение локальной пористости для пятой подобласти 500 и снова транслируют подобласть через структуру. Это продолжается до тех пор, пока в одну или более подобластей не будут введены все пиксели, содержащиеся внутри структуры.
В приведенном здесь примере локальную пористость внутри подобласти вычисляют только в том случае, если по меньшей мере 90% пикселей, находящихся внутри подобласти, присутствует также внутри поперечного участка. Предпочтительно внутри поперечного участка присутствует по меньшей мере 50% пикселей, содержащихся внутри подобласти. На фиг. 6 представлен поперечный участок табачного штранга и показана шестая подобласть 600, наложенная на цифровое изображение. Внутри поперечного участка, то есть области внутри табачного штранга, находится менее 90% пикселей шестой подобласти 600. Таким образом, для шестой подобласти локальную пористость не вычисляют. Это делается для того, чтобы избежать вычисления локальной пористости для тех подобластей, в которых площадь недостаточно велика для того, чтобы локальная пористость отображала структуру табачного штранга.
Вычисленные значения локальной пористости для каждой подобласти хранят в массиве. Затем можно вычислить среднее значение и стандартное отклонение локальной пористости для табачного штранга. Стандартное отклонение локальной пористости может быть использовано в качестве меры ширины распределения пористости. Это дает количественный показатель равномерности распределения табака в штранге. Малое стандартное отклонение свидетельствует об однородности структуры штранга, тогда как большое стандартное отклонение указывает на то, что штранг имеет неоднородную структуру.
Способ может быть использован для вычисления распределения нескольких табачных штрангов одновременно. Например, может быть получено цифровое изображение, показывающее поперечные области нескольких табачных штрангов, и это цифровое изображение может быть обработано для распознавания каждого отдельного табачного штранга и получения распределений пористости от каждого отдельного табачного штранга описанным выше способом. После этого может быть получено распределение пористости для каждого отдельного табачного штранга и также для нескольких табачных штрангов. Как пример, несколько табачных штрангов могут быть размещены на планшетном сканере и просканированы для получения цифрового изображения, показывающего торцевую поверхность каждого из нескольких табачных штрангов. Следует отметить, что получение цифрового изображения может быть выполнено любым подходящим способом, например с помощью цифровых камер или компьютерной томографии. Изображения могут быть представлены любым подходящим форматом изображения полностью в RGB (красный-зеленый-синий)-цвете, серой шкалой или двоичными (черное и белое) представлениями. Предпочтительно фон в любом изображении является однородным для облегчения выявления и удаления фона во время обработки изображения. Разрешающая способность любого изображения должна быть достаточно высокой для точного различения морфологии табачного штранга.
После того как изображения получены, они могут быть преобразованы в серую шкалу, если они являются цветными изображениями, и может быть отрегулирован контраст для усиления различия между зонами табака и зонами пор.
Если изображения уже не являются двоичными, то они преобразуются в двоичные. В предпочтительном варианте осуществления изобретения получают негатив изображения нескольких табачных штрангов, в котором черные пиксели представляют твердые частицы и белые пиксели представляют поры или пустое пространство, чтобы облегчить автоматическое выявление табачных штрангов в изображении. В негативном изображении распознают соединенные черные зоны, соответствующие твердому материалу в табачных штрангах, и помечают их числом, которое хранят в списке. В одном варианте осуществления изобретения для каждой помеченной соединенной черной зоны вычисляют наименьшую возможную прямоугольную граничную зону. Вычисляют площадь и формат каждой прямоугольной граничной области и удаляют из списка соединенные черные области в прямоугольных граничных областях, имеющие большое или малое аспектное отношение. В виду того, что табачные штранги являются по существу круговыми, каждая прямоугольная граничная область, окружающая табачный штранг, должна иметь аспектное отношение, составляющее приблизительно 1:1. Затем все выявленные черные зоны сортируют по размеру в порядке убывания, так что зоны, представляющие табачные штранги, должны идти в начале или близко к началу списка. Из списка соединенных черных зон могут быть дополнительно удалены соединенные черные зоны в прямоугольных граничных зонах, площадь которых по существу больше или меньше ожидаемой для изделия, подвергаемого измерениям, то есть табачного штранга. В некоторых предпочтительных вариантах осуществления изобретения удаляют соединенные черные зоны в граничных зонах, площадь которых на 50% больше или меньше предполагаемой площади прямоугольной граничной зоны или предпочтительнее на 30% больше или меньше предполагаемой площади прямоугольной граничной зоны. Области выявленных черных зон могут быть использованы также в качестве альтернативы граничным зонам. В альтернативных вариантах осуществления изобретения граничная зона может принимать другую форму, такую как круговая, многоугольную, такую как восьмиугольная, треугольная, квадратная, ромбоидальная и т. д. или их комбинацию.
Для подтверждения того, какие зоны по списку соответствуют табачным штрангам, можно, как факультативный вариант, проверить вариацию размеров зон в рамках ожидаемого количества штрангов. Например, если ожидаемое количество штрангов в изображении равно n, то может быть вычислена и сохранена в массиве вариация размеров зон от 1 до n в списке. В виду того, что зоны штрангов не обязательно должны представлять собой самые большие черные области в негативном изображении, вычисления вариации размеров выполняют для зон от 2 до n+1, от 3 до n+2 и т. д. Это продолжают до тех пор, пока не будет измерена вариация по всем остающимся в списке соединенным черным зонам. Для определения, где в списке появляется зона первого штранга, распознают минимум вычисленных вариаций. Затем должны быть распознаны зоны, соответствующие другим табачным штрангам, так как размеры штрангов должны быть почти одинаковыми.
Местоположение отдельных штрангов в изображении группы штрангов может быть определено другими средствами. Каждый из штрангов в группе штрангов, составляющих группу штрангов, может иметь свое собственное цифровое изображение, что исключает необходимость в извлечении изображений отдельных штрангов.
В том случае, если табачный штранг имеет значение единица или, другими словами, в том случае, если есть поперечный участок и область вокруг табачного штранга имеет значение ноль, может использоваться двоичная функция маскирования.
Затем может быть выполнено вычисление пористости для каждого поперечного участка. Поперечный участок каждого табачного штранга преобразуют в двухградационное изображение с использованием порогового значения. В двухградационном изображении черные пиксели представляют пустое пространство и белые пиксели представляют табачный материал. Общую пористость вычисляют исходя из части площади, приходящейся на поры, согласно уравнению Po=Nvoid/Ntot, где Po - общая пористость поперечного участка, Nvoid - число пикселей, представляющих пустое пространство внутри поперечного участка, Ntot - общее число пикселей в поперечном участке. Полученные данные общей пористости для каждого штранга из группы табачных штрангов можно нанести на график, аналогичный графику, показанному на фиг. 7. Из фиг. 7 видно, что группа табачных штрангов имеет общую пористость, заключенную в пределах узкого распределения от 0,2 до 0,4.
Может быть вычислено распределение пористости для каждого табачного штранга, входящего в группу, согласно способу, который описан выше относительно фиг. 1-6. В дополнение к получению распределения пористости для каждого отдельного штранга, может быть определено общее распределение пористости для группы штрангов, которое показано на графике, представленном на фиг. 8. Накопленные данные распределения пористости для различных групп табачных штрангов могут быть сопоставлены друг с другом для предусматривания показателя различия в качестве между разными партиями.
Результаты оценки пористости, которая описана выше в отношении отдельного пористого стержня или группы пористых стержней, могут быть использованы для управления процессом изготовления пористых стержней. Таким образом, способ оценки пористости может предусматривать обратную связь, действующую в случае, если параметры процесса заданы такими, что получаемые пористые стержни не соответствуют техническим условиям, и позволяет корректировать параметры процесса, чтобы получить пористые стержни с техническими характеристиками, соответствующими техническим условиям.
Устройство для оценки распределения пористости пористого изделия, такого как табачный штранг, образованный из собранного листа табачного материала, или фильтр, образованный из собранного листа из полимолочной кислоты (PLA), может быть интегрировано как составная часть в процесс изготовления пористых изделий. Для устройства для оценки распределения пористости необходимо средство для захвата изображения, такое как цифровая камера, и процессор для выполнения требуемых этапов обработки, чтобы осуществлять анализ цифрового изображения, полученного от пористого изделия. Устройство предпочтительно содержит, кроме того, источник света, предназначенный для освещения пористого изделия.
На фиг. 9 показана конфигурация средства для захвата изображения, в котором установлена камера 910, захватывающая цифровое изображение торцевой поверхности 921 табачного стержня 920. Табачный стержень 920 образован путем гофрирования и сбора листа гомогенизированного табачного материала и завертывания собранного листа в обертку с образованием стержня. Объектив 911 камеры 910 настраивается на заданное расстояние от торцевой поверхности 921 табачного стержня 920.
Для обеспечения равномерного освещения торцевой поверхности 921 табачного стержня 920 между объективом 911 камеры и табачным стержнем 920 расположен кольцевой светильник 930, например кольцевой светильник Schott Ring Light A08660. Кольцевой светильник 930 предпочтительно размещен ближе к табачному стержню 920, чем к объективу 911 камеры.
На фиг. 10 представлено устройство или система 1000 для оценки распределения пористости пористого стержня, такого как табачный стержень. Устройство или система 1000 содержит цифровую камеру 1010, имеющую объектив 1011, и источник 1020 света, соединенный с кольцевым светильником 1021. Управление затвором камеры осуществляется с помощью датчика 1030, который может выявлять местоположение пористых стержней. Обработка цифрового изображения, полученного с помощью камеры 1010, выполняется процессором, находящимся в персональном компьютере (ПК) 1040. Датчик, источник света, камера и ПК связаны друг с другом с помощью контроллера 1050. ПК дополнительно снабжен клавишным пультом 1050 и монитором 1060. Система или устройство, имеющее компоненты, изображенные на фиг. 10, может быть включено в состав установки для изготовления стержней, чтобы оценивать распределение пористости в стержнях в реальном времени в процессе их образования. Система или устройство 1000 может быть включено в состав технологической линии сборки сигарет или курительных изделий и осуществляет оценку распределения пористости в составных частях сигареты или курительного изделия в процессе сборки сигареты или курительного изделия. Система или устройство, имеющее компоненты по фиг. 10, может в соответствии с другим вариантом составлять часть автономного устройства оценки, предназначенного для оценивания в автономном режиме распределения пористости в партиях пористых стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ОБРАЗУЮЩЕГО АЭРОЗОЛЬ СУБСТРАТА, ИМЕЮЩЕГО РЕГУЛИРУЕМОЕ РАСПРЕДЕЛЕНИЕ ПОРИСТОСТИ | 2015 |
|
RU2639117C1 |
| НАГРЕВАЕМОЕ ОБРАЗУЮЩЕЕ АЭРОЗОЛЬ ИЗДЕЛИЕ | 2015 |
|
RU2762054C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2649559C9 |
| СОДЕРЖАЩИЙ ГВОЗДИКУ ГЕНЕРИРУЮЩИЙ АЭРОЗОЛЬ СУБСТРАТ | 2019 |
|
RU2801931C2 |
| ФИЛЬТР ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2011 |
|
RU2576582C2 |
| ФИЛЬТРУЮЩИЙ КОМПОНЕНТ | 2018 |
|
RU2763805C2 |
| ФИЛЬТР КУРИТЕЛЬНОГО ИЗДЕЛИЯ С АМОРФНЫМ КАРБОНАТОМ МАГНИЯ | 2017 |
|
RU2768552C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ АЛКАНОИЛИРОВАННЫЙ ГЛИКОЗИД, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2577838C2 |
| АРОМАТИЗИРОВАННЫЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2634858C1 |
| ФИЛЬТР, ВКЛЮЧАЮЩИЙ ЭЛЕКТРОСТАТИЧЕСКИ ЗАРЯЖЕННЫЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ | 2008 |
|
RU2461342C2 |
Изобретение относится к измерительной технике и может быть использовано для управления процессом изготовления пористого изделия. В способе оценки распределения пористости внутри пористого изделия, такого как гофрированный фильтр, табачный штранг или сигарета, получают цифровое изображение поперечного участка изделия и определяют долю пор на участке для каждой из нескольких имеющих идентичные размеры подобластей поперечного участка изделия. Тем самым получают несколько долей пор на участке. Несколько долей пор на участок позволяют произвести оценку локального распределения пористости внутри поперечного участка пористого изделия. Каждая подобласть, долю пор в которой вычисляют, перекрывает по меньшей мере одну смежную подобласть на 10-95%. Технический результат – повышение эффективности управления контролем пористых изделий. 7 н. и 21 з.п. ф-лы, 10 ил.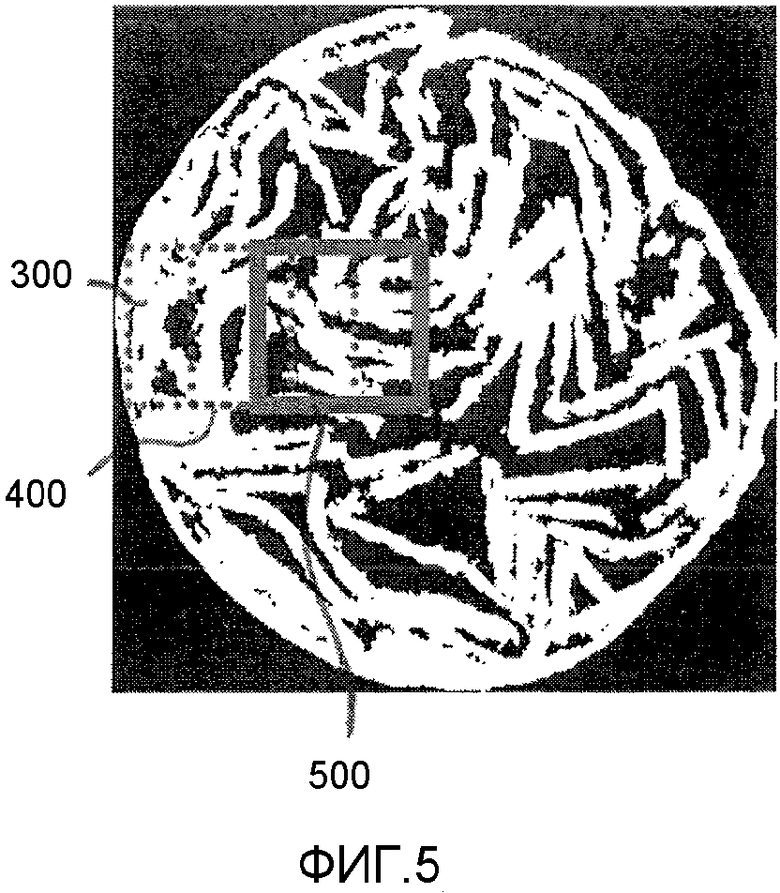
1. Способ оценки распределения пористости внутри пористого изделия, при этом способ включает этапы:
получения цифрового изображения поперечной области изделия;
определения доли пор в области внутри каждой из множества имеющих идентичные размеры подобластей поперечной области, тем самым получая множество долей пор в области; и
оценки с использованием множества долей пор в области распределения пористости внутри поперечной области пористого изделия,
причем каждая подобласть перекрывает по меньшей мере одну смежную подобласть на величину между 10 и 95%.
2. Способ по п. 1, отличающийся тем, что вычисляют стандартное отклонение множества долей пор в области и представляют ширину распределения пористости стандартным отклонением упомянутого множества долей пор в области.
3. Способ по п. 1 или 2, отличающийся тем, что цифровое изображение поперечной области состоит из множества пикселей, и каждый пиксель, составляющий поперечную область, заключен внутри по меньшей мере одной из множества подобластей.
4. Способ по п. 3, отличающийся тем, что цифровое изображение поперечной области составляет по меньшей мере 500×500 пикселей.
5. Способ по любому из пп. 1, 2, 4, отличающийся тем, что каждая подобласть перекрывает по меньшей мере одну смежную подобласть на величину между 70% и 90%.
6. Способ по любому из пп. 1, 2, 4, отличающийся тем, что долю области любой отдельной подобласти учитывают при оценке распределения пористости только в том случае, если внутри поперечной области изделия находится более 50% этой подобласти.
7. Способ по любому из пп. 1, 2, 4, отличающийся тем, что включает этап определения общей доли пор в области, присутствующих внутри поперечной области изделия.
8. Способ по любому из пп. 1, 2, 4, отличающийся тем, что получают цифровое изображение от каждого из множества изделий, при этом это множество изделий образуют группу изделий, при этом распределение пористости оценивают для всей группы изделий.
9. Способ по п. 8, отличающийся тем, что получают цифровое изображение, содержащее изображения поперечных областей множества изделий, при этом способ включает этап выявления изображений отдельных изделий и маскирование изображения для исключения пикселей, которые не попадают внутрь поперечной области любого из множества изделий.
10. Способ по любому из пп. 1, 2, 4, 9, отличающийся тем, что пористое изделие представлено в виде стержня, имеющего множество открытых пор, проходящих в продольном направлении через стержень.
11. Способ по любому из пп. 1, 2, 4, 9, отличающийся тем, что пористое изделие представляет собой непрерывный стержень, образованный из собранного листа материала, например табачный штранг, образованный из собранного листа табачного материала или содержащий его, или фильтр или элемент, образованный из собранного листа нетабачного материала, такого как полимолочная кислота, при этом поперечная область изделия представляет собой поперечное сечение или торцевую поверхность непрерывного стержня.
12. Способ управления процессом изготовления пористого изделия, включающий этапы:
проведения процесса изготовления таким образом, что получают по меньшей мере одно пористое изделие;
оценки распределения пористости внутри по меньшей мере одного пористого изделия с применением способа по любому из пп. 1-11, приведенных выше; и
управления с применением распределения пористости одним или более параметрами процесса изготовления пористого изделия.
13. Способ управления пористостью пористого изделия, включающий этапы:
формирования пористого изделия с помощью процесса изготовления пористого изделия;
оценки распределения пористости внутри пористого изделия с помощью способа по любому из пп. 1-11, приведенных выше; и
управления одним или более параметрами процесса изготовления пористого изделия для образования следующих пористых изделий, при этом следующие пористые изделия имеют требуемое распределение пористости.
14. Способ по п. 12 или 13, отличающийся тем, что процесс изготовления пористого изделия представляет собой процесс изготовления сигареты и пористое изделие представляет собой сигарету.
15. Способ по п. 12 или 13, отличающийся тем, что процесс изготовления пористого изделия представляет собой процесс изготовления фильтра и пористое изделие представляет собой стержень фильтрующего материала.
16. Способ по п. 15, отличающийся тем, что пористое изделие представляет собой фильтр, образованный из собранного листа материала.
17. Способ по п. 12 или 13, отличающийся тем, что процесс изготовления пористого изделия представляет собой процесс изготовления табачного штранга и пористое изделие представляет собой штранг из табака.
18. Способ по п. 17, отличающийся тем, что штранг из табака образуют из собранного листа материала.
19. Способ по любому из пп. 12, 13, 16, 18, отличающийся тем, что включает этапы сравнения оцененного распределения пористости с опорным распределением пористости и управления одним или более параметрами процесса в зависимости от результата сравнения.
20. Способ по любому из пп. 12, 13, 16, 18, отличающийся тем, что пористое изделие представляет собой стержень, образованный из собранного листа материала, при этом способ включает этап получения цифрового изображения поперечной области стержня, при этом поперечная область представляет собой торцевую поверхность стержня, с применением камеры, установленной в технологической линии образования стержня, таким образом, что можно осуществлять в реальном времени оценку распределения пористости стержня в ходе изготовления.
21. Способ по любому из пп. 12, 13, 16, 18, отличающийся тем, что пористое изделие представляет собой стержень, образованный из собранного листа материала, при этом оценку распределения пористости стержня осуществляют после изготовления стержня с помощью автономного устройства, содержащего средство для захвата цифрового изображения и блок обработки, предназначенный для оценки распределения пористости стержня.
22. Применение способа по любому предыдущему пункту для получения пористых изделий, имеющих заданную эффективность фильтрации.
23. Применение способа по любому предыдущему пункту для получения курительного изделия или табачного штранга для курительного изделия, в котором отрегулировано локальное распределение пористости для обеспечения заданной доставки никотина во время применения курительного изделия.
24. Применение способа по п. 14, в котором параметры процесса отрегулированы для получения сигарет с меньшим относительным содержанием свободных концов.
25. Устройство для оценки распределения пористости внутри пористого изделия с помощью способа по любому из пп. 1-11, причем устройство содержит средство для захвата цифрового изображения поперечной области изделия и процессор для анализа цифрового изображения и вычисления распределения пористости.
26. Устройство по п. 25, отличающееся тем, что содержит источник света для освещения поперечной области изделия.
27. Устройство по п. 25 или 26, отличающееся тем, что содержит датчик для определения местоположения пористого изделия и инициирования средства для захвата цифрового изображения, когда пористое изделие занимает заданное местоположение или проходит через него.
28. Устройство по п. 25 или 26, отличающееся тем, что оно предназначено для встраивания в технологическую линию образования пористого изделия для осуществления в реальном времени оценки распределения пористости изделий.
| Способ получения ненасыщенных углеводородов | 1965 |
|
SU518141A3 |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "КОТЛЕТЫ МОСКОВСКИЕ СО СМЕТАННЫМ СОУСОМ" | 2012 |
|
RU2480065C1 |
| WO 2010060001 A1,27.05.2010 | |||
| US 6407807 B1, 18.06.2002 | |||
| US 6531693 B1, 11.03.2003 | |||
| Механизм подачи | 1975 |
|
SU617272A1 |

