ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится в целом к приданию материалам необходимых форм, а более конкретно, к приданию термически обработанным материалам необходимых форм с использованием магнитных полей большой напряженности.
УРОВЕНЬ ТЕХНИКИ
[0002] Высокопрочные материалы, такие как закаленная сталь, используются при решении самых разных задач. Например, высокопрочные стальные пластины используются в качестве брони для транспортных средств, оружия, личного состава, конструкций и т.п. Желательно выполнение высокопрочных стальных пластин достаточно толстыми и прочными, чтобы они могли выдерживать мощное ударное воздействие, что затрудняет придание таким стальным пластинам необходимых форм.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0003] Объектом настоящего изобретения является создание вариантов реализации способов формования термически обработанного материала и связанных с ними устройств и систем для изготовления термически обработанного материала, которые преодолевают рассмотренные выше недостатки технологий, известных в данной области техники. Объект настоящей заявки был разработан в качестве реакции на современное состояние в данной области техники и, в частности, в качестве реакции на недостатки традиционных способов, устройств и систем для формования термически обработанных материалов, таких как высокопрочные стальные пластины.
[0004] Согласно одному варианту реализации изобретения первый способ формования термически обработанного материала включает в себя размещение термически обработанного материала между первым и вторым токоприемниками. Каждый из первого и второго токоприемников включает в себя инструментальную поверхность, которой придана форма в соответствии с необходимой формой термически обработанного материала. Первый способ также включает в себя приложение магнитного поля малой напряженности к первому и второму токоприемникам для нагрева первого и второго токоприемников. Кроме того, первый способ включает в себя сжатие термически обработанного материала между первым и вторым токоприемниками для формования термически обработанного материала с приданием ему необходимой формы. Первый способ дополнительно включает в себя приложение магнитного поля большой напряженности к термически обработанному материалу перед сжатием термически обработанного материала между первым и вторым токоприемниками.
[0005] В некоторых вариантах осуществления первого способа магнитное поле малой напряженности является осциллирующим магнитным полем. Осциллирующее магнитное поле может иметь пиковый магнитный поток (magnetic flux) менее 0,5 Тл.
[0006] Согласно некоторым вариантам осуществления первого способа магнитное поле большой напряженности является неосциллирующим магнитным полем. Магнитное поле большой напряженности может иметь магнитный поток (magnetic flux) свыше 1 Тл. В одном варианте осуществления изобретения магнитный поток (magnetic flux) магнитного поля большой напряженности составляет свыше 5 Тл. В некоторых вариантах осуществления изобретения магнитное поле большой напряженности может повысить пластичность термически обработанного материала по меньшей мере приблизительно на 50%.
[0007] В некоторых вариантах осуществления первого способа магнитное поле большой напряженности изменяет деформативные свойства термически обработанного материала без изменения фазы термически обработанного материала. Магнитное поле большой напряженности может повысить пластичность термически обработанного материала и уменьшить его пределы текучести.
[0008] Согласно некоторым вариантам осуществления первого способа термически обработанный материал включает в себя броневую пластину, выполненную из высокопрочной стали.
[0009] Еще в одних вариантах осуществления первого способа магнитное поле малой напряженности и магнитное поле большой напряженности прикладывают не одновременно с использованием одних и тех же катушек индуктивности.
[00010] Согласно некоторым вариантам осуществления первого способа приложение магнитного поля большой напряженности к термически обработанному материалу включает в себя приложение импульсов неосциллирующего магнитного поля большой напряженности к термически обработанному материалу.
[00011] В некоторых вариантах осуществления изобретения первый способ дополнительно включает в себя нагрев термически обработанного материала до температуры обработки от температуры фазового превращения термически обработанного материала с нагревом от первого и второго токоприемников. Температура обработки может составлять меньше приблизительно 150°С.
[00012] В одном варианте осуществления изобретения первый способ дополнительно включает в себя одновременное резкое охлаждение первого токоприемника, второго токоприемника и термически обработанного материала после сжатия термически обработанного материала между первым и вторым токоприемниками.
[00013] Согласно еще одному варианту реализации изобретения второй способ формования материала включает в себя термическую обработку указанного материала для формования термически обработанного материала. Второй способ также включает в себя размещение термически обработанного материала между первым и вторым токоприемниками. Каждый из первого и второго токоприемников включает в себя инструментальную поверхность, которой придана форма в соответствии с необходимой формой термически обработанного материала. Кроме того, второй способ включает в себя приложение магнитного поля малой напряженности к первому и второму токоприемникам для нагрева первого и второго токоприемников. Второй способ также включает в себя сжатие термически обработанного материала между первым и вторым токоприемниками для формования термически обработанного материала с приданием ему необходимой формы. Также второй способ включает в себя приложение магнитного поля большой напряженности к термически обработанному материалу перед сжатием термически обработанного материала между первым и вторым токоприемниками. Термическая обработка указанного материала может включать в себя его отверждение.
[00014] В некоторых вариантах осуществления второго способа термическая обработка материала включает в себя повышение его температуры от температуры окружающей среды до температуры фазового превращения для оказания воздействия на необходимое аллотропическое превращение указанного материала. Кроме того, второй способ дополнительно может включать в себя понижение температуры указанного материала от температуры фазового превращения до температуры окружающей среды для поддержания необходимого аллотропического превращения материала при указанной температуре окружающей среды. В некоторых вариантах осуществления второго способа магнитное поле большой напряженности изменяет деформативные свойства термически обработанного материала без изменения необходимого аллотропического превращения в указанном материале.
[00015] Еще в одном варианте реализации изобретения система для формования термически обработанного материала включает в себя первую часть, в которой выполнен первый токоприемник. Первый токоприемник включает в себя первую инструментальную поверхность, которой придана форма в соответствии с необходимой формой первой поверхности термически обработанного материала. Указанная система также включает в себя вторую часть, в которой выполнен второй токоприемник. Второй токоприемник включает в себя вторую инструментальную поверхность, которой придана форма в соответствии с необходимой формой второй поверхности термически обработанного материала. Первая и вторая части выполнены с возможностью перемещения относительно друг друга для сжатия термически обработанного материала между первым и вторым токоприемниками. Указанная система дополнительно включает в себя катушки индуктивности, выполненные с возможностью подачи магнитного поля к первому и второму токоприемникам и приложения второго магнитного поля к термически обработанному материалу между первым и вторым токоприемниками. При этом первое магнитное поле имеет первую напряженность, а второе магнитное поле имеет вторую напряженность. Вторая напряженность больше, чем первая напряженность. Указанная система дополнительно включает в себя контроллер, функционально соединенный с первой частью, второй частью и катушками индуктивности. Контроллер выполнен с возможностью управления подачей электрического питания в катушки индуктивности с переключением между осциллирующим электрическим питанием и неосциллирующим электрическим питанием. Осциллирующее электрическое питание подается в катушки индуктивности для выработки первого магнитного поля, а неосциллирующее электрическое питание подается в катушки индуктивности для выработки второго магнитного поля. Осциллирующее электрическое питание имеет пиковое напряжение, а неосциллирующее электрическое питание имеет постоянное напряжение, превышающее пиковое напряжение. Контроллер выполнен с возможностью управления первой и второй частями для перемещения относительно друг друга для сжатия термически обработанного материала между первым и вторым токоприемниками после приложения первого магнитного поля к первому и второму токоприемникам и приложения второго магнитного поля к термически обработанному материалу между первым и вторым токоприемниками.
[00016] Описанные признаки, конструкции, преимущества и/или характеристики объекта настоящего изобретения могут быть скомбинированы любым подходящим образом в одном или более вариантах реализации и/или вариантах осуществления. В последующем описании многочисленные конкретные подробности представлены в целях полного понимания вариантов реализации объекта настоящего изобретения. Специалисту в данной области техники будет очевидно, что объект настоящего изобретения может быть реализован на практике без одного или более конкретных признаков, подробностей, компонентов, материалов и/или способов частного варианта реализации или варианта осуществления. В других случаях в определенных вариантах реализации и/или вариантах осуществления могут присутствовать дополнительные признаки и преимущества, которые могут не присутствовать во всех вариантах реализации или вариантах осуществления. Кроме того, в некоторых случаях хорошо известные конструкции, материалы или операции могут быть не показаны или не описаны подробно во избежание затенения аспектов объекта настоящего изобретения. Указанные признаки и преимущества объекта настоящего изобретения станут более очевидными из последующего описания и прилагаемой формулы изобретения или могут быть изучены посредством реализации объекта на практике согласно изложенному далее в настоящем документе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00017] Для того, чтобы преимущества объекта настоящего изобретения были более понятны, будет представлено более подробное описание объекта изобретения, кратко описанного выше, со ссылкой на конкретные варианты реализации, которые проиллюстрированы на прилагаемых фигурах чертежей. Следует понимать, что на этих фигурах чертежей показаны только типичные варианты реализации объекта, и, следовательно, они не должны рассматриваться как ограничивающие его объема. Объект настоящего изобретения будет описан и объяснен с дополнительными особенностями и подробностями с помощью чертежей, на которых:
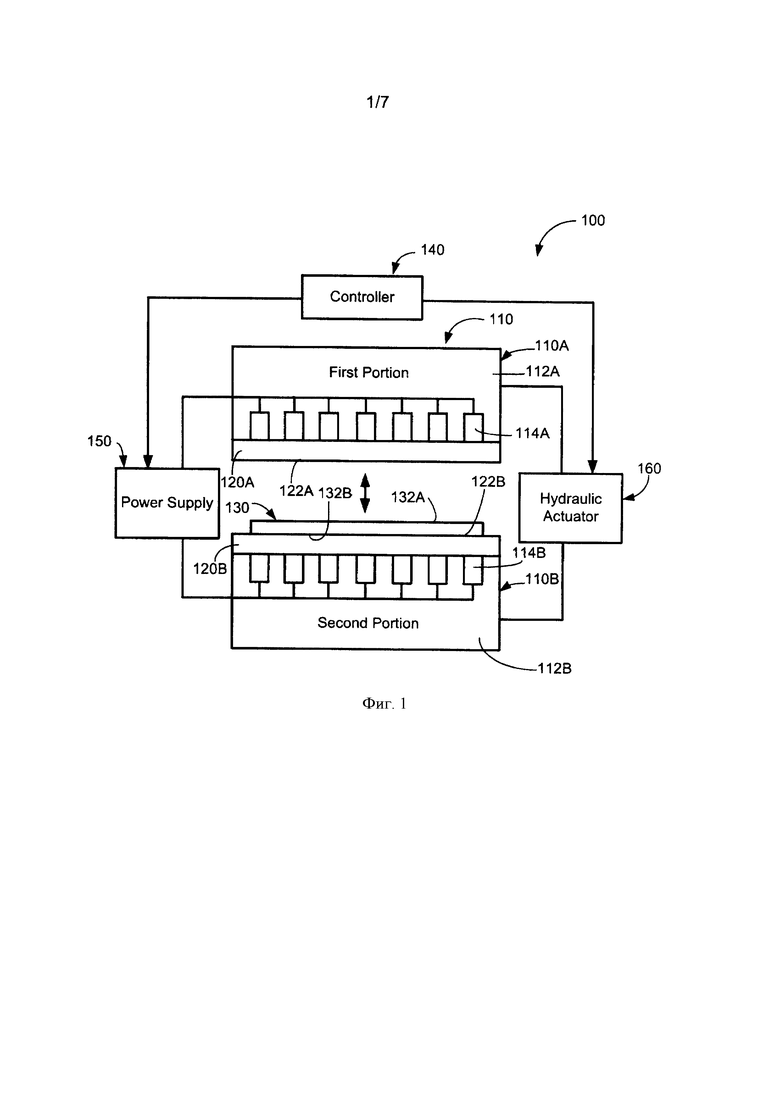
[00018] на ФИГ. 1 показан схематический вид сбоку системы для формования термически обработанного материала с устройством указанной системы в первой конфигурации согласно одному варианту реализации изобретения;
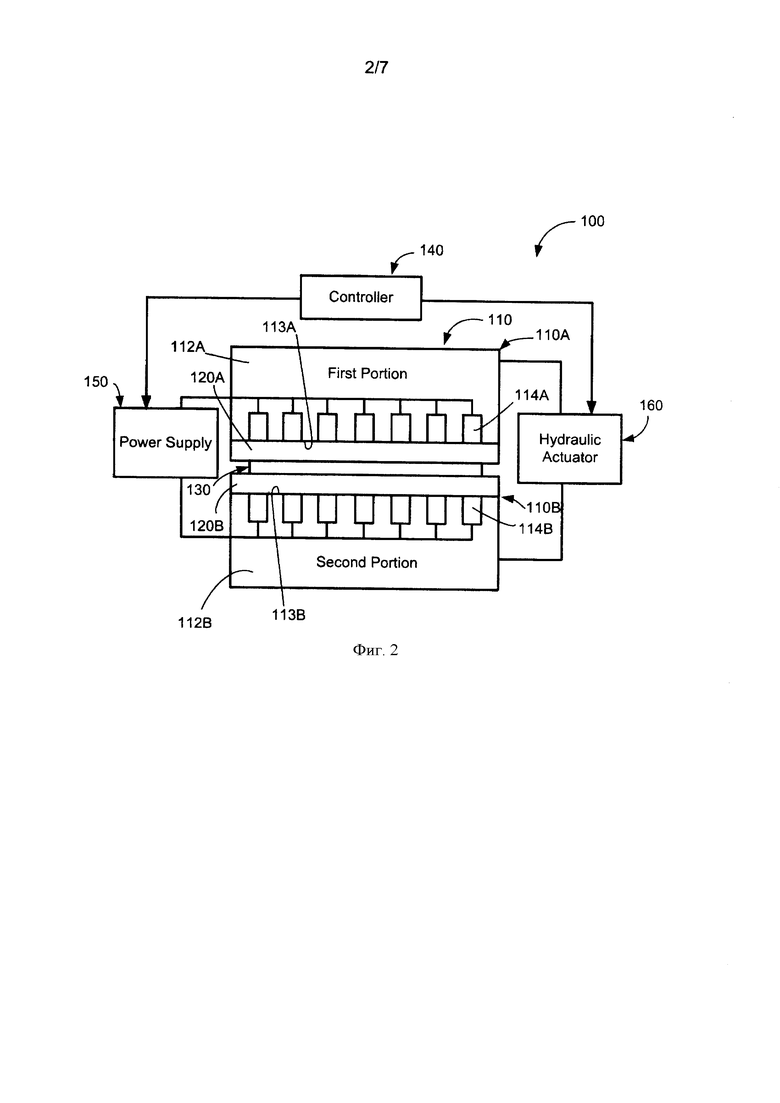
[00019] на ФИГ. 2 показан схематический вид сбоку системы по ФИГ. 1 с устройством указанной системы во второй конфигурации согласно одному варианту реализации изобретения;
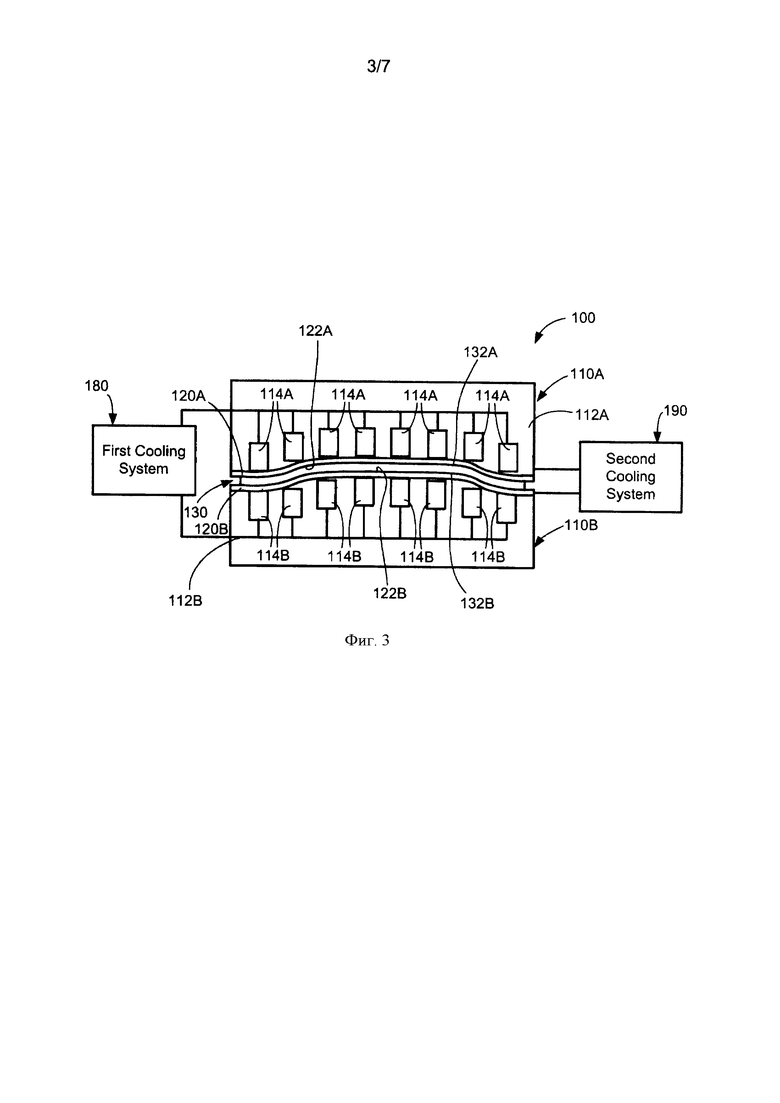
[00020] на ФИГ. 3 показан схематический вид сбоку системы для формования термически обработанного материала согласно еще одному варианту реализации;
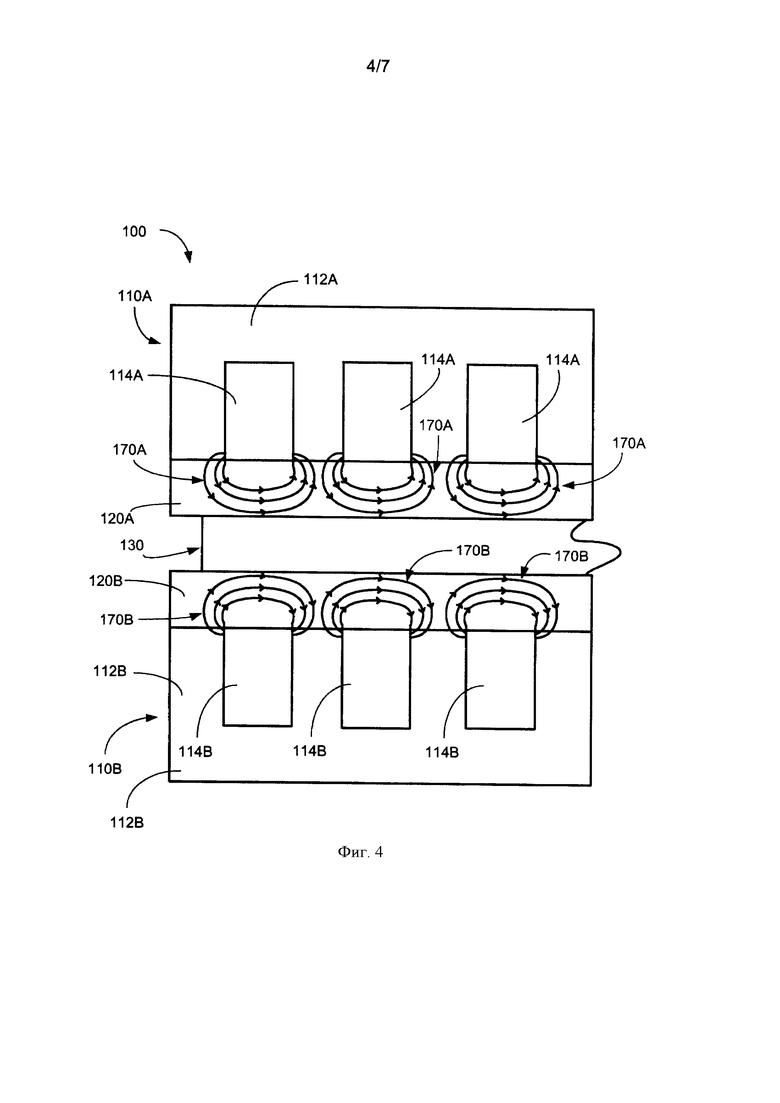
[00021] на ФИГ. 4 показан схематический вид сбоку системы для формования термически обработанного материала согласно одному варианту реализации изобретения;
[00022] на ФИГ. 5 показан схематический вид сбоку устройства по ФИГ. 4 согласно одному варианту реализации изобретения;
[00023] на ФИГ. 6 показана блок-схема способа формования термически обработанного материала согласно одному варианту реализации изобретения; и
[00024] на ФИГ. 7 показана фазовая диаграмма термически обработанного материала согласно одному варианту реализации изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00025] Ссылка в данном документе на "один вариант реализации изобретения", "вариант реализации изобретения" или сходное с этим выражение означает, что конкретный признак, конструкция или характеристика, описанный или описанная в связи с указанным вариантом реализации, включен или включена по меньшей мере в один вариант реализации настоящего раскрытия. Выражения "в одном варианте реализации изобретения", "в варианте реализации изобретения" и сходные с ними выражения в данном документе могут, но не обязательно, все относиться к одному и тому же варианту реализации настоящего изобретения. Сходным образом, использование выражения "вариант осуществления" означает вариант осуществления, имеющий конкретный признак, конкретную конструкцию или характеристику, описанный или описанную в связи с одним или более вариантами реализации настоящего изобретения, однако, при отсутствии выраженного соотношения, указывающего на противное, один вариант осуществления изобретения может быть связан с одним или более вариантами реализации изобретения.
[00026] Со ссылкой на ФИГ. 1 показана система 100 для формования термически обработанного материала 130 согласно одному варианту реализации изобретения. Система 100 включает в себя устройство 110, функционально соединенное с контроллером 140, источником 150 питания и гидроприводом 160. Устройство 110 включает в себя первую часть 110А и вторую часть 110В. Первая и вторая части 110А, 110В выполнены с возможностью перемещения относительно друг друга. В частности, первая и вторая части 110А, 110В выполнены с возможностью перемещения по направлению друг к другу и друг от друга, как показано направленной стрелкой на ФИГ. 1. Перемещение первой и второй частей 110А, 110В относительно друг друга может быть обеспечено одним или более приводами, такими как гидропривод 160, как известно в данной области техники. В некоторых вариантах осуществления изобретения первая часть 110А включает в себя верхнюю пресс-форму 112А, а вторая часть 110В включает в себя нижнюю пресс-форму 112В.
[00027] Каждая из верхней и нижней пресс-форм 112А, 112В может быть выполнена из различных материалов, таких как, например, металлы, диэлектрики, изоляторы, и их комбинаций. В одном варианте реализации изобретения одна или обе из верхней и нижней пресс-форм 112А, 112В могут включать в себя слоистую конструкцию из чередующихся металлических пластин и диэлектрических прокладок. Металлические пластины могут быть выполнены из немагнитных аустенитных нержавеющих хромоникелевых сталей или суперсплавов. В одном варианте осуществления одна или более диэлектрических прокладок оканчивается на расстоянии от поверхностей 113А, 113В сопряжения верхней и нижней пресс-форм 112А, 112В соответственно таким образом, что поверхность сопряжения верхней и нижней пресс-форм 112А, 112В определена только металлическими пластинами. Кроме того, таким образом обеспечиваются воздушные зазоры между частями металлических пластин вблизи поверхностей 113А, 113В сопряжения верхней и нижней пресс-форм 112А, 112В, что способствует охлаждению токоприемников 120А, 120В, описанных ниже.
[00028] По меньшей мере одна из первой части 110A и второй части 110В включает в себя одну или более катушек индуктивности, выполненных с возможностью генерирования магнитного поля. В проиллюстрированном варианте реализации изобретения первая часть 110A включает в себя множество катушек 114А индуктивности, а вторая часть 110В включает в себя множество катушек 114В индуктивности. В некоторых вариантах осуществления изобретения каждая из катушек 114А, 114В индуктивности является комплектной, полностью работоспособной, катушкой индуктивности. Однако в некоторых вариантах осуществления изобретения каждая из катушек 114А индуктивности первой части 110A является одной частью (например, первой половиной) катушки индуктивности, и каждая из катушек 114В индуктивности второй части 110В является еще одной частью (например, второй половиной) катушки индуктивности. Когда первую часть 110A и вторую часть 110В сводят вместе, каждая из катушек 114А индуктивности или первых половин взаимодействует с соответствующей катушкой 114В индуктивности или вторыми половинами с образованием полностью работоспособной катушки индуктивности.
[00029] При условии выполнения части катушки индуктивности, или катушки индуктивности полностью, каждая из катушек 114А, 114В индуктивности в некоторых вариантах реализации изобретения выполнена с возможностью работы независимо от других катушек индуктивности или, еще в одних вариантах реализации изобретения, во взаимной зависимости с другими катушками индуктивности для генерирования магнитного поля. Каждая из катушек 114А, 114В индуктивности может быть выполнена полностью или представлять собой часть любой из различных катушек индуктивности. В общем случае, катушка индуктивности включает в себя проволоку, выполненную из электрического проводника и имеющую форму катушки, спирали или винтовой линии. Например, в одном варианте осуществления изобретения каждая катушка 114А, 114В индуктивности выполнена из легких полученных вытягиванием медных трубок. При пропуске электрического тока через проволочную спираль происходит индуцирование магнитного поля, которое отходит от спирального стержня. Интенсивность магнитного поля (например, магнитный поток), генерируемого катушкой индуктивности, зависит от силы тока, подведенного к проволочной спирали.
[00030] Катушки 114А, 114В индуктивности соединены с соответствующими верхней и нижней пресс-формами 112А, 112В. В некоторых вариантах реализации изобретения, как показано, катушки 114А, 114В индуктивности заделаны в верхнюю и нижнюю пресс-формы 112А, 112В соответственно. Например, верхняя и нижняя пресс-формы 112А, 112В могут включать в себя множество полостей для размещения соответствующей катушки из катушек 114А, 114В индуктивности. Как показано на ФИГ. 3, полости и соответственно катушки 114А, 114В индуктивности, выполненные в каждой из верхней и нижней пресс-форм 112А, 112В, могут быть размещены в пресс-форме с учетом контура поверхности 113А, 113В сопряжения пресс-формы и первой и второй инструментальных поверхностей 122А, 122В токоприемников 120А, 120В. В частности, полости и катушки индуктивности выполнены в верхней и нижней пресс-формах 112А, 112В, чтобы дополнить форму контурных поверхностей пресс-форм и токоприемников. Таким образом, катушки 114А, 114В индуктивности расположены на более равномерном расстоянии от токоприемников 120А, 120В по всей площади токоприемников.
[00031] Первая и вторая части 110А, 110В устройства 110 также включают в себя первый и второй токоприемники 120А, 120В соответственно. Первый и второй токоприемники 120А, 120В соединены с верхней и нижней пресс-формами 112А, 112В соответственно, в относительной близости к катушкам 114А, 114В индуктивности соответственно. Кроме того, первый и второй токоприемники 120А, 120В имеют первую и вторую инструментальную поверхности 122А, 122В соответственно, которым придана форма в соответствии с необходимой формой соответствующих первой и второй поверхностей 132А, 132В термически обработанного материала 130. Например, как показано на ФИГ. 3, первая и вторая инструментальные поверхности 122А, 122В являются неплоскими (например, контурированными), чтобы задавать неплоскую форму первой и второй поверхностей 132А, 132В термически обработанного материала 130. В некоторых вариантах реализации изобретения, которые показаны на ФИГ. 3, формы первой и второй инструментальных поверхностей 122А, 122В взаимно дополняют друг друга. Хотя это не показано, верхняя и нижняя пресс-формы 112А, 112В также могут включать в себя поверхности 113А, 113В сопряжения, которые сопрягаются с первым и вторым токоприемниками 120А, 120В и которым придана форма в соответствии с необходимой формой соответствующих первой и второй поверхностей 132А, 132В термически обработанного материала 130. Имеющие определенную форму первая и вторая инструментальные поверхности 122А, 122В первого и второго токоприемников 120А, 120В могут быть посажены на поверхности 113А, 113В сопряжения верхней и нижней пресс-форм 112А, 112В соответственно.
[00032] Первый и второй токоприемники 120А, 120В выполнены из электрически и термически проводящего материала, который вырабатывает тепло с помощью электромагнитной индукции в присутствии осциллирующего магнитного поля. В некоторых вариантах реализации изобретения первый и второй токоприемники 120А, 120В выполнены из черного металла. В частности, в некоторых вариантах осуществления первый и второй токоприемники 120А, 120В выполнены из ферромагнитного материала, который вырабатывает тепло в увеличивающемся количестве в присутствии осциллирующего магнитного поля до достижения заданного порогового значения или температуры Кюри токоприемников. Такие токоприемники могут быть названы интеллектуальными токоприемниками. Когда части интеллектуального токоприемника достигают температуры Кюри, их магнитная проницаемость падает до единицы (т.е. токоприемник становится парамагнитным) при температуре Кюри. Это падение магнитной проницаемости дает два технических результата. Во-первых, падение магнитной проницаемости ограничивает выработку тепла этими частями при температуре Кюри. Во-вторых, падение магнитной проницаемости сдвигает магнитный поток к частям, имеющим меньшую температуру, заставляя эти части, имеющие температуру меньше температуры Кюри, быстрее нагреваться до температуры Кюри. Соответственно тепловая однородность первого и второго токоприемников 120А, 120В может быть достигнута независимо от магнитного поля, прикладываемого к токоприемникам, посредством выбора материала, из которого выполнены токоприемники.
[00033] В соответствии с одним вариантом реализации каждый токоприемник 120А, 120В представляет собой слой или лист магнитопроницаемого материала. Магнитопроницаемые материалы для производства токоприемников 120А, 120В могут включать в себя ферромагнитные материалы, которые имеют приблизительно 10-кратное уменьшение магнитной проницаемости при нагревании до температуры выше температуры Кюри. Такое большое падение проницаемости при критической температуре обеспечивает регулирование температуры токоприемника, а в результате регулирование температуры изготовляемого термически обработанного материала, как более подробно будет описано ниже. Ферромагнитные материалы могут включать в себя железо, кобальт, никель, гадолиний и диспрозий, а также их сплавы. Состав ферромагнитного материала токоприемников 120А, 120В выбирают так, чтобы получить заданную температурную точку, до которой нагревают токоприемники 120А, 120В под действием магнитного поля (например, электромагнитной энергии), генерируемого катушками 114А, 114В индуктивности. В этом отношении токоприемники 120А, 120В могут быть выполнены таким образом, что их точка Кюри, в которой происходит переход между ферромагнитной и парамагнитной фазами материала, определяет заданную температурную точку, до которой индуктивно нагревают токоприемники. Кроме того, токоприемники 120А, 120В могут быть выполнены таким образом, что точка Кюри находится значительно ниже или значительно выше температуры фазового превращения термически обработанного материала 130, в результате чего термически обработанный материал не меняет фазы во время его формования, как более подробно будет описано ниже.
[00034] Термически обработанный материал 130 представляет собой компонент, выполненный из любого из различных материалов, подвергнутого термической обработке для изменения кристаллографических свойств или увеличения объема указанного материала для воздействия на необходимое аллотропическое превращение указанного материала. Часто термическая обработка материала увеличивает прочность указанного материала посредством вызывания его аллотропического превращения, которое увеличивает твердость указанного материала. В некоторых вариантах реализации изобретения термически обработанный материал 130 представляет собой компонент, выполненный из высокопрочной стали, в результате процесса термической обработки, который может представлять собой любой из различных процессов термической обработки, известных в данной области техники. Высокопрочной сталью может быть любая из различных высокопрочных сталей, таких как, без ограничения, высокотвердая броневая сталь и/или сталь для катаной однородной брони. Указанный компонент может представлять собой броневую пластину для бронированного транспортного средства. В некоторых вариантах осуществления броневая пластина выполнена из высокопрочной стали, и ее толщина составляет от приблизительно 0,125 дюймов (0,3175 см) до приблизительно 6 дюймов (15,24 см).
[00035] В общем случае, материал становится термически обработанным материалом, частично, при его нагреве до температуры, достаточной для того, чтобы вызвать изменение фазы указанного материала с первой фазы на вторую фазу, и последующем быстром его охлаждении для уменьшения его температуры с сохранением второй фазы материала. Соответственно, когда термически обработанный материал 130 вводят в систему 100 для получения термически обработанного материала, он уже был подвергнут тепловой обработке во второй фазе. Кроме того, система 100 выполнена с возможностью придания термически обработанному материалу 130 необходимой формы без вызова в нем фазового перехода или, в этом случае, с сохранением материала во второй фазе.
[00036] Источник 150 питания системы 100 функционально соединен с катушками 114А, 114В индуктивности для подачи электрического питания в катушки индуктивности через линии питания, как показано. Работа источника 150 питания может быть переключена между первым режимом и вторым режимом. Источник 150 питания может включать в себя модулятор, который производит модулирование сигнала электрического питания для катушек 114А, 114В индуктивности согласно командам контроллера 140.
[00037] В первом режиме источник 150 питания подает электрическое питание с осциллирующим или колебательным, или переменным, током в катушки 114А, 114В индуктивности для нагрева первого и второго токоприемников 120А, 120В. Осциллирующий или колебательный ток приводит к появлению осциллирующих магнитных полей, генерируемых катушками 114А, 114В индуктивности. Осциллирующая частота или частота колебания магнитного поля соответствует осциллирующей частоте осциллирующего или колебательного тока. Источник 150 питания выполнен с возможностью подстраивания интенсивности (например, пиковой мощности/напряжения) и/или частоты осциллирующего тока согласно необходимой интенсивности (например, пикового магнитного потока) осциллирующих магнитных полей, генерируемых катушками 114А, 114В индуктивности.
[00038] Во втором режиме источник 150 питания подает электрическое питание с неосциллирующим, или постоянным, током (например, постоянным напряжением) в катушки 114А, 114В индуктивности в целях изменения деформативных свойств (например, характеристик пластичности и/или предела текучести) термически обработанного материала 130 перед прессованием материала. Неосциллирующий ток приводит к появлению неосциллирующих магнитных полей, генерируемых катушками 114А, 114В индуктивности. Источник 150 питания выполнен с возможностью подстраивания интенсивности и продолжительности импульса неосциллирующего тока согласно необходимой интенсивности и продолжительности импульса магнитных полей, генерируемых катушками 114А, 114В индуктивности.
[00039] В некоторых вариантах реализации изобретения в первом и втором режимах источник 150 питания выполнен с возможностью индивидуального или раздельного управления одной или большим количеством катушек 114А, 114В индуктивности относительно одной или большего количества других катушек индуктивности. Например, в первом режиме источник 150 питания может подавать осциллирующий или колебательный ток первой интенсивности и первой частоты на одну или более катушек 114А, 114В индуктивности при одновременном или неодновременном приложении осциллирующего или колебательного тока второй интенсивности и/или второй частоты на одну более других катушек индуктивности для нагрева некоторых частей первого и второго токоприемников 120А, 120В отличным от других образом. Вторая интенсивность и вторая частота отличаются от первой интенсивности и первой частоты. Сходным образом, во втором режиме источник 150 питания может подавать неосциллирующий ток первой интенсивности и первой продолжительности импульса на одну или более катушек 114А, 114В индуктивности при одновременном или неодновременном приложении неосциллирующего тока второй интенсивности и/или второй продолжительности импульса на одну или более других катушек индуктивности для изменения характеристик пластичности и/или предела текучести некоторых частей термически обработанного материала 130 отличным от других образом. Вторая продолжительность импульса отличается от первой продолжительности импульса.
[00040] Индивидуальное управление одной или большим количеством катушек 114А, 114В индуктивности отличным от других катушек индуктивности образом может приводить к более эффективному использованию мощности и снижать стоимость получения термически обработанного материала 130. В общем случае, в некоторых вариантах реализации осциллирующие магнитные поля большей интенсивности или частоты могут быть необходимы для нагрева частей первого и второго токоприемников 120А, 120В, соответствующих частям термически обработанного материала 130, которые имеют признаки определенной формы, такие как изгибы, углубления, выступы и т.п., по сравнению с частями указанного материала без таких признаков. Сходным образом, неосциллирующие магнитные поля большей интенсивности или длительности могут быть необходимы, чтобы придать большее изменение характеристик пластичности и/или предела текучести термически обработанного материала 130 для частей указанного материала, имеющих признаки определенной формы, по сравнению с частями указанного материала без таких признаков. Соответственно источник 150 питания может подавать ток большей интенсивности, частоты и/или продолжительности импульса на катушки 114А, 114В индуктивности вблизи от признаков определенной формы термически обработанного материала 130 и/или частей токоприемников 120А, 120В, соответствующих таким признакам определенной формы.
[00041] Контроллер 140 системы 100 управляет работой источника 150 питания, а также гидропривода 160. Контроллер 140 показан на ФИГ. 1 в виде одного физического блока, но в некоторых вариантах реализации, если это необходимо, он может включать в себя два или более отдельных физических блоков или компонентов. В определенных вариантах реализации контроллер 140 принимает множество входных сигналов, обрабатывает эти входные сигналы и передает множество выходных сигналов. Множество входных сигналов может включать в себя различные пользовательские входные сигналы. Входные сигналы обрабатываются контроллером 140 с использованием различных алгоритмов, сохраненных данных и других входных сигналов для обновления сохраненных данных и/или генерирования входных сигналов. Значения сгенерированных входных сигналов и/или команд передаются другим компонентам контроллера и/или одному или более элементам системы 10, таким как источник 150 питания и гидропривод 160, для управления системой, чтобы получить необходимые результаты и, в частности, выполнить необходимое формование термически обработанного материала 130.
[00042] Контроллер 140 может быть реализован в качестве аппаратной схемы, содержащей пользовательские сверхбольшие интегральные схемы или вентильные матрицы, готовые или стандартные полупроводники, такие как логические микросхемы, транзисторы и другие отдельные компоненты. Кроме того, контроллер 140 также может быть реализован в программируемых аппаратных устройствах, таких как программируемые вентильные матрицы, программируемые логические матрицы, программируемые логические устройства и т.п. Контроллер 140 также может быть реализован в программном обеспечении для исполнения процессорами различных типов. Контроллер 140, например, может включать в себя один или более физических или логических блоков компьютерных инструкций, которые могут, например, быть организованы в виде объекта, процедуры или функции. Тем не менее, исполняемые файлы контроллера 140 не обязательно должны быть физически расположены вместе, а могут содержать разнородные инструкции, хранящиеся в различных местах, которые, когда они соединены друг с другом логически, содержат указанный модуль и обеспечивают достижение указанной для модуля цели.
[00043] Выходные сигналы контроллера 140 на источник 150 питания включают в себя команды для подачи электрического питания в катушки 114А, 114В индуктивности согласно одному из двух режимов. В частности, в первом режиме контроллер 140 выдает команды на источник 150 питания для подачи осциллирующего питания с заданными командами пиковой интенсивности (например, напряжением) и частоты в катушки 114А, 114В индуктивности в течение определенного времени. Во втором режиме контроллер 140 выдает команды на источник 150 питания для подачи неосциллирующего питания с заданными командами интенсивности и продолжительности импульса в катушки 114А, 114В индуктивности в течение заданного числа импульсов. Кроме того, согласно некоторым вариантам реализации изобретения контроллер 140 выдает команды на источник 150 питания для одновременной подачи электрического питания с первыми характеристиками на некоторые из катушек 114А, 114В индуктивности и электрического питания со вторыми характеристиками, отличающимися от первых характеристик, на другие катушки 114А, 114В индуктивности.
[00044] Выходные сигналы контроллера 140 на гидропривод 160 включают в себя команды для перемещения первой и второй частей 110А, 110В устройства 110 вместе и по отдельности. Первая и вторая части 110А, 110В перемещаются вместе, чтобы оказать давление на термически обработанный материал 130 или сжать его, и перемещаются по отдельности, чтобы снять давление с термически обработанного материала.
[00045] Со ссылкой на ФИГ. 3 система 100 также может включать в себя первую систему 180 охлаждения и вторую систему 190 охлаждения. Первая система 180 охлаждения выполнена с возможностью охлаждения катушек 114А, 114В индуктивности. Электрический ток, проходящий через катушки 114А, 114В индуктивности, нагревает катушки. Вследствие тока относительно большой интенсивности температуры катушек 114А, 114В индуктивности могут достигать экстремальных температур, не позволяющих осуществлять работу. Первая система 180 охлаждения соединена по текучей среде с катушками 114А, 114В индуктивности для поддержания температуры катушек индуктивности в пределах диапазона температур, позволяющих осуществлять работу. В одном варианте осуществления, как показано, первая система 180 охлаждения включает в себя линии текучих сред для обеспечения сообщения с катушками 114А, 114В индуктивности с возможностью переноса тепла. Первая система 180 охлаждения побуждает текучую среду, такую как охлаждающее средство, к перемещению через линии текучих сред для переноса тепла от катушек 114А, 114В индуктивности. В других вариантах осуществления первая система 180 охлаждения может представлять собой любую из различных других систем охлаждения для регулирования температуры катушек 114А, 114В индуктивности.
[00046] Вторая система 190 охлаждения выполнена с возможностью регулирования (например, уменьшения) температуры первого и второго токоприемников 120А, 120В. Вторая система 190 охлаждения может быть такой же, как первая система 180 охлаждения, или выполнена отдельно от нее. В одном варианте осуществления вторая система 190 охлаждения включает в себя линии текучих сред для обеспечения сообщения с первым и вторым токоприемниками 120А, 120В с возможностью переноса тепла. Вторая система 190 охлаждения побуждает текучую среду, такую как охлаждающее средство, к перемещению через линии текучих сред для переноса тепла от первого и второго токоприемников 120А, 120В. В других вариантах осуществления вторая система 190 охлаждения может представлять собой любую из различных других систем охлаждения для регулирования температуры первого и второго токоприемников 120А, 120В. Согласно некоторым вариантам осуществления охлаждение первого и второго токоприемников 120А, 120В второй системой 190 охлаждения также служит для охлаждения других компонентов устройства 110, таких как верхняя и нижняя пресс-формы 112А, 112В, а также термически обработанного материала 130, посредством передачи тепла от других компонентов к первому и второму токоприемникам 120А, 120В.
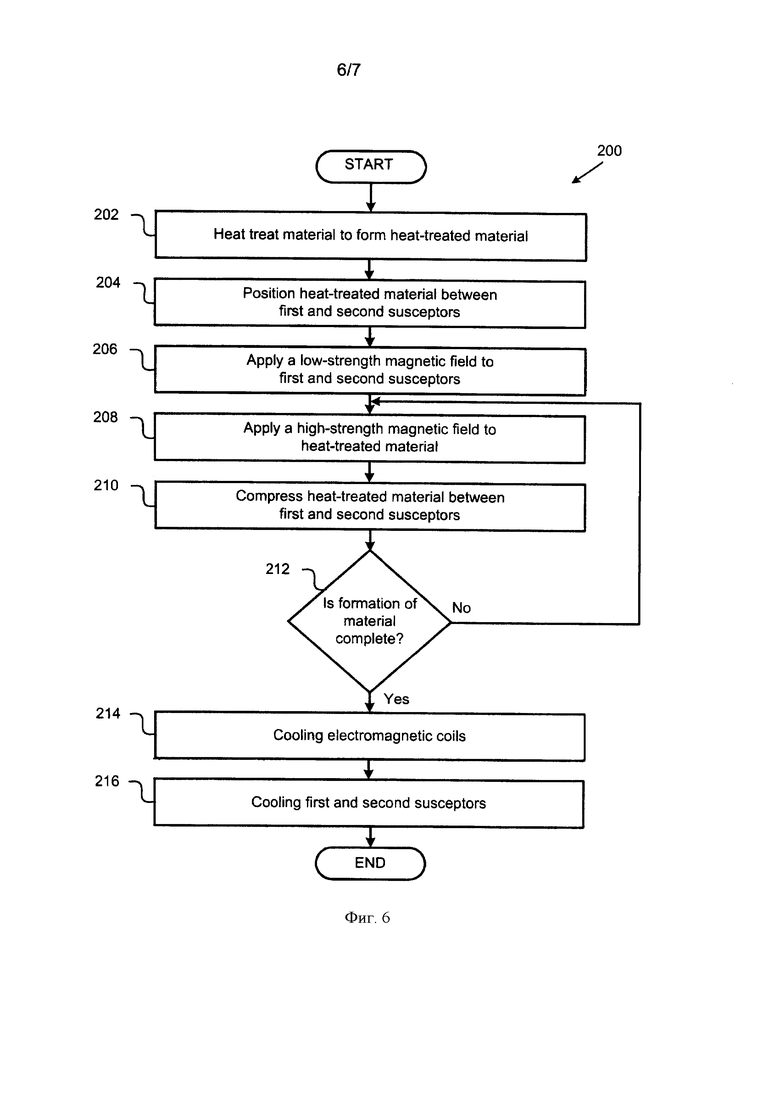
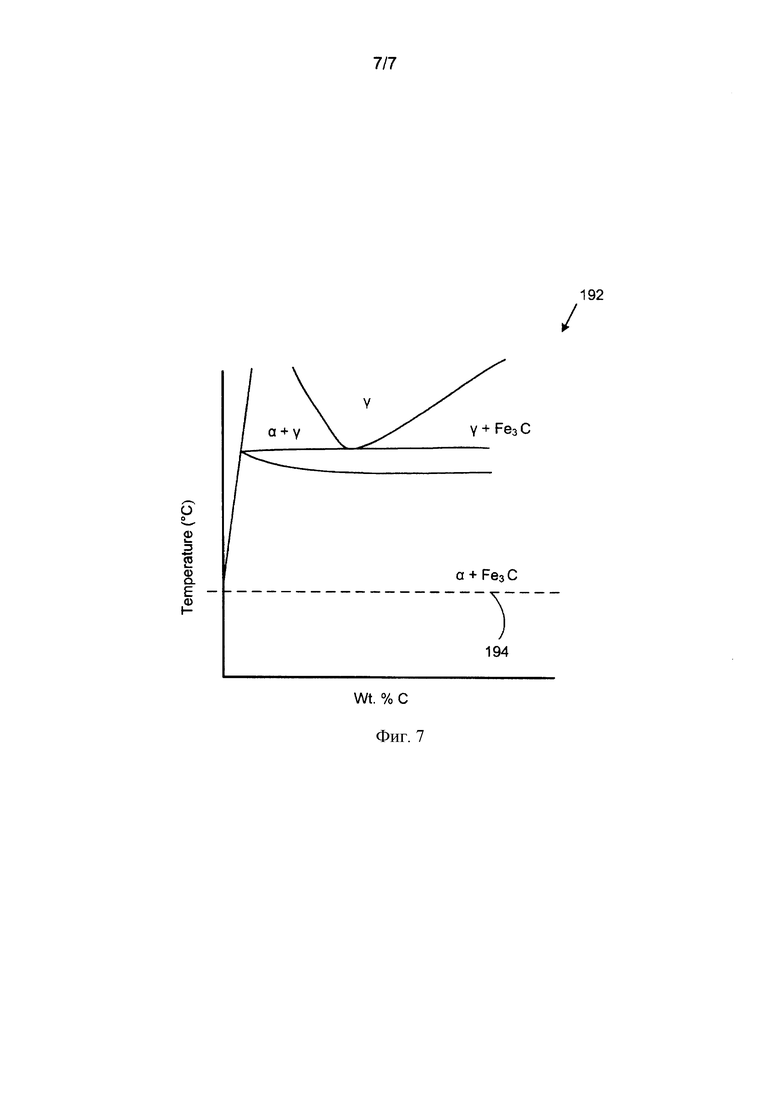
[00047] Со ссылкой на ФИГ. 4-6 показан способ 200 формования термически обработанного материала 130 согласно одному варианту реализации изобретения. Способ 200 начинают с термической обработки материала для получения термически обработанного материала 130, как описано выше. Согласно одному варианту осуществления изобретения, только в качестве примера, после термической обработки на этапе 202 кристаллографические свойства термически обработанного материала 130 могут быть согласованы с фазовой диаграммой 192 по ФИГ. 7 или другой аналогичной фазовой диаграммой. Термическую обработку материала для получения термически обработанного материала 130 выполняют с использованием системы термической обработки, выполненной отдельно от системы 100. По существу, в некоторых вариантах осуществления изобретения термическую обработку материала выполняют гораздо раньше остальных этапов 204-212 способа 200, и температура термически обработанного материала 130 равна температуре окружающей среды.
[00048] После получения термически обработанного материала 130 посредством термической обработки материала на этапе 202 способ 200 на этапе 204 включает в себя размещение термически обработанного материала 130 между первым и вторым токоприемниками, таким как первый и второй токоприемники 120А, 120В устройства 110. Размещение термически обработанного материала 130 между первым и вторым токоприемниками на этапе 204 может включать в себя установку термически обработанного материала на втором токоприемнике с первым токоприемником, находящемся на расстоянии от термически обработанного материала.
[00049] Способ 200 включает в себя приложение магнитного поля малой напряженности к первому и второму токоприемникам на этапе 206 с термически обработанным материалом 130 между первым и вторым токоприемниками или в некоторых вариантах осуществления изобретения до размещения термически обработанного материала 130 между первым и вторым токоприемниками. Со ссылкой на ФИГ. 4 согласно одному варианту реализации изобретения каждая из катушек 114А, 114В индуктивности генерирует магнитное поле 170А, 170В иглой напряженности соответственно. Магнитные поля 170А, 170В малой напряженности передаются от катушек 114А, 114В индуктивности к первому и второму токоприемникам 120А, 120В соответственно. Как упомянуто выше, магнитные поля 170А, 170В малой напряженности генерируются катушками 114А, 114В индуктивности при приложении осциллирующего тока малой мощности с необходимой пиковой интенсивностью и частотой к каждой из катушек индуктивности в течение периода времени необходимой продолжительности. Магнитное поле малой напряженности, приложенное к первому и второму токоприемникам на этапе 206 способа 200, может быть определено как одиночное магнитное поле, генерируемое одной катушкой индуктивности, или коллективное магнитное поле, состоящее из комбинации магнитных полей, генерируемых множеством катушек индуктивности.
[00050] Магнитные поля 170А, 170В малой напряженности являются в некоторых вариантах осуществления изобретения осциллирующими магнитными полями с относительно низким пиковым магнитным потоком. Пиковый магнитный поток (magnetic flux) магнитного поля малой напряженности в одном варианте осуществления изобретения может составлять меньше приблизительно 0,05 Тл и меньше приблизительно 1 Тл в некоторых вариантах осуществления изобретения. Кроме того, в некоторых вариантах осуществления изобретения осциллирующая частота магнитных полей 170А, 170В малой напряженности может составлять от приблизительно 60 Гц до приблизительно 10000 Гц. Приложение магнитного поля малой напряженности к первому и второму токоприемникам приводит к нагреву токоприемников. В предпочтительном варианте реализации изобретения пиковый магнитный поток магнитного поля малой напряженности является достаточно высоким для нагрева первого и второго токоприемников до температуры Кюри токоприемников.
[00051] После нагрева первого и второго токоприемников и с термически обработанным материалом 130 между первым и вторым токоприемниками тепло от токоприемников переносится в термически обработанный материал 130 для увеличения температуры обработки термически обработанного материала до необходимой температуры 194. Нагрев термически обработанного материала 130 может включать в себя перемещение первого и второго токоприемников по направлению друг к другу, чтобы приблизить термически обработанный материал 130 к первому и второму токоприемникам на очень близкое расстояние или привести их в контакт, без приложения значительных сил сжатия. Тепло может быть перенесено от первого и второго токоприемников в термически обработанный материал 130 посредством любого из различных механизмов переноса тепла, таких как проводимость и излучение. Необходимую температуру 194 выбирают, так что для данного процента углерода в термически обработанном материале 130 необходимая температура значительно ниже температуры, необходимой для осуществления фазового перехода в термически обработанном материале 130. Необходимая температура 194 может быть такой же, как температура Кюри токоприемников. Например, термически обработанный материал представляет собой высокопрочную сталь, такую, которую используют для броневых пластин для транспортных средств, и в некоторых вариантах реализации изобретения необходимая температура 194 составляет меньше приблизительно 150°С, а еще в одних вариантах реализации изобретения - меньше приблизительно 300°С. Со ссылкой на ФИГ. 7 в некоторых вариантах реализации изобретения необходимая температура 194 связана с термически обработанным материалом 130, остающимся во время образования термически обработанного материала в пределах феррита (α) и цементита (Fe3C) кристаллографической фазы термически обработанного материала (например, гораздо ниже температуры фазового перехода). Иными словами, при температуре термически обработанного материала 130, составляющей необходимую температуру 194, материалу придают необходимую форму без изменения фазовых распределений и с результирующей твердостью указанного материала.
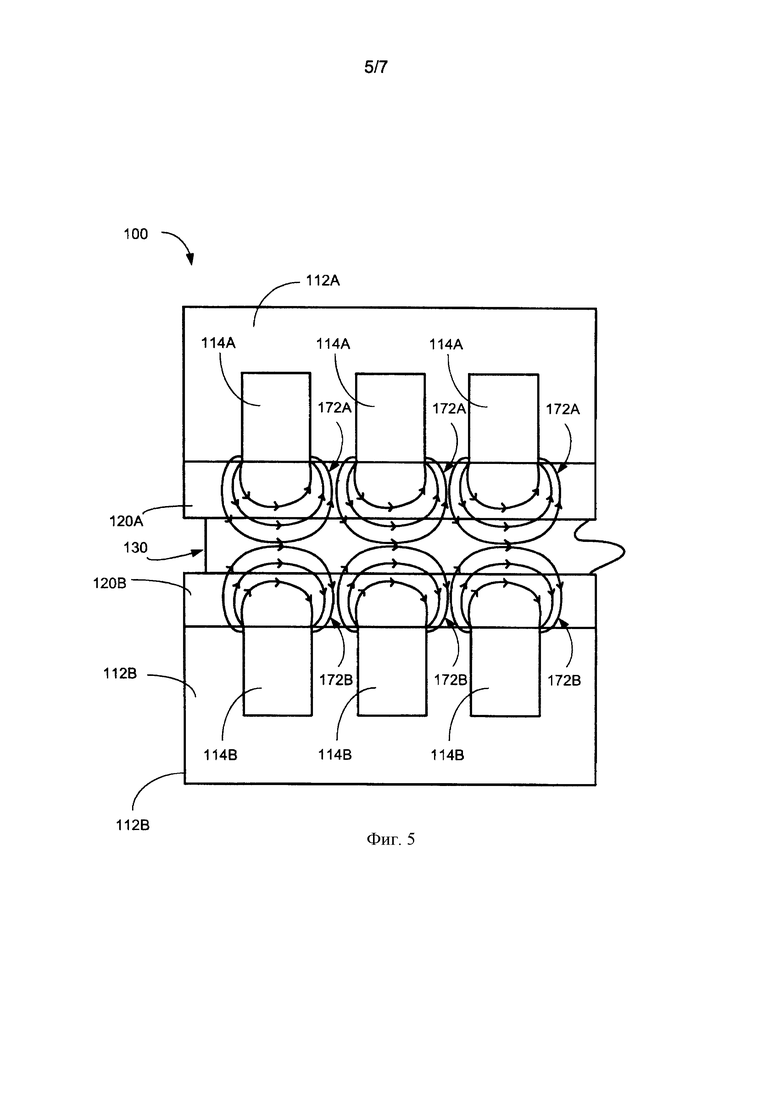
[00052] При увеличенной температуре термически обработанного материала 130 с помощью приложения магнитного поля малой напряженности к первому и второму токоприемникам на этапе 206 способ 200 включает в себя приложение магнитного поля большой напряженности к термически обработанному материалу на этапе 208. Со ссылкой ФИГ. 5 согласно одному варианту реализации изобретения каждая из катушек 114А, 114В индуктивности генерирует магнитное поле 172А, 172В большой напряженности соответственно. Магнитные поля 172А, 172В большой напряженности передаются от катушек 114А, 114В индуктивности в первый и второй токоприемники 120А, 120В соответственно и термически обработанный материал 130. Как упомянуто выше, магнитные поля 172А, 172В большой напряженности генерируются катушками 114А, 114В индуктивности при подаче к каждой из катушек индуктивности неосциллирующего тока большой мощности с необходимыми интенсивностью, продолжительностью импульса и количеством импульсов. Магнитные поля 172А, 172В большой напряженности генерируются теми же катушками 114А, 114В индуктивности, которые генерировали магнитные поля 170А, 170В малой напряженности. В процессе работы переключение между генерированием магнитного поля малой напряженности и магнитного поля большой напряженности включает в себя переключение между подачей осциллирующего или колебательного тока малой напряженности и неосциллирующего тока большой напряженности в катушки 114А, 114В индуктивности. Подобно магнитному полю малой напряженности магнитное поле большой напряженности, прикладываемое к термически обработанному материалу 130 на этапе 208 способа 200, может быть определено как одиночное магнитное поле, генерируемое одной катушкой индуктивности, или коллективное магнитное поле, состоящее из комбинации магнитных полей, генерируемых множеством катушек индуктивности.
[00053] Магнитные поля 172А, 172В большой напряженности в некоторых вариантах осуществления изобретения являются неосциллирующими магнитными полями с относительно большим магнитным потоком. Магнитный поток (magnetic flux) указанного магнитного поля большой напряженности может составлять приблизительно более 0,2 Тл в некоторых вариантах осуществления и приблизительно более 5 Тл в одном варианте осуществления. Кроме того, в некоторых вариантах осуществления изобретения продолжительность каждого импульса магнитного поля большой напряженности может составлять от приблизительно 2 секунд до приблизительно 30 секунд, а задержка импульса между импульсами данной совокупности импульсов может составлять от приблизительно 2 секунд до приблизительно 30 секунд. Количество импульсов или количество импульсов неосциллирующих магнитных полей большой напряженности, прикладываемых к термически обработанному материалу 130 в данной совокупности импульсов, может составлять от 5 импульсов до 500 импульсов.
[00054] Приложение магнитных полей 172А, 172В большой напряженности к термически обработанному материалу 130 изменяет деформативные свойства термически обработанного материала без изменения кристаллографической фазы указанного материала. Деформативные свойства термически обработанного материала 130, измененные магнитным полем большой напряженности, включают в себя пластичность указанного материала и его пределы текучести. В общем случае, магнитные поля 172А, 172В большой напряженности повышают пластичность термически обработанного материала 130 посредством повышения способности указанного материала к деформации при растягивающем напряжении, которое может быть приписано увеличению способности границ зерен скользить друг о друга. Согласно одному варианту реализации изобретения характеристики магнитных полей 172А, 172В большой напряженности выбирают так, что пластичность термически обработанного материала 130 увеличивается от приблизительно 50% до приблизительно 200%. Кроме того, в некоторых вариантах осуществления изобретения магнитные поля 172А, 172В большой напряженности уменьшают пределы текучести термически обработанного материала 130, что повышает его деформируемость.
[00055] После приложения магнитных полей 172А, 172В большой напряженности к термически обработанному материалу 130 на этапе 208 способа 200 и изменения деформативных свойств термически обработанного материала способ включает в себя сжатие термически обработанного материала 130 между первым и вторым токоприемниками 120А, 120В на этапе 210. С измененными деформативными свойствами термически обработанного материала для улучшения его деформируемости сжатие термически обработанного материала между первым и вторым токоприемниками 120А, 120В приводит к деформированию указанного материала и получению необходимой формы, определяемой инструментальными поверхностями 122А, 122В токоприемников, а также поверхностями сопряжения пресс-форм 112А, 112В. В некоторых вариантах осуществления изобретения неосциллирующее магнитное поле большой напряженности, прикладываемое на этапе 208, убирают от термически обработанного материала 130 перед сжатием этого материала на этапе 210. В альтернативных вариантах реализации изобретения неосциллирующее магнитное поле большой напряженности, приложенное на этапе 208, непрерывно прикладывают к термически обработанному материалу 130 в течение по меньшей мере части, или всего, времени осуществления сжатия термически обработанного материала.
[00056] Вследствие финансовых и тепловых ограничений, связанных с подачей тока большой силы в катушки 114А, 114В индуктивности для генерирования неосциллирующего магнитного поля большой напряженности на этапе 208, неосциллирующее магнитное поле большой напряженности может быть приложено в виде множества импульсов, имеющих ограниченную продолжительность. В некоторых вариантах реализации изобретения за каждым импульсом неосциллирующего магнитного поля большой напряженности следует сжатие и раскрепление термически обработанного материала. Например, после завершения на этапе 208 приложения одиночного импульса (или множества импульсов в некоторых вариантах реализации изобретения) неосциллирующего магнитного поля большой напряженности к термически обработанному материалу 130 и последующего на этапе 210 сжатия термически обработанного материала и прекращения воздействия силами сжатия способ 200 включает в себя определение на этапе 212 факта завершения формования указанного материала. Если на этапе 212 формование термически обработанного материала 130 завершено (т.е. термически обработанному материалу придана необходимая форма), способ 200 продолжается по меньше мере одной из следующих операций: охлаждение катушек 114А, 114В индуктивности на этапе 214 и охлаждение первого и второго токоприемников 120А, 120В на этапе 216. Однако, если на этапе 212 формование термически обработанного материала 130 не завершено, способ 200 возвращается к этапу 208 для подачи еще одного импульса или еще одних импульсов неосциллирующего магнитного поля большой напряженности к термически обработанному материалу 130 и повторного сжатия термически обработанного материала на этапе 210. Соответственно подпроцесс приложения неосциллирующего магнитного поля большой напряженности к термически обработанному материалу 130 на этапе 208 и сжатие термически обработанного материала на этапе 210 повторяют до тех пор, пока термически обработанному материалу не будет придана необходимая форма.
[00057] Охлаждение катушек индуктивности на этапе 214 способа 200 может иметь место после приложения магнитного поля большой напряженности к термически обработанному материалу на этапе 208 или в некоторых вариантах реализации изобретения после сжатия термически обработанного материала на этапе 210. Однако в других вариантах реализации изобретения охлаждение катушек индуктивности на этапе 214 может иметь место одновременно с приложением магнитного поля большой напряженности к термически обработанному материалу на этапе 208 и/или после сжатия термически обработанного материала на этапе 210. Первая система 180 охлаждения может быть использована для охлаждения катушек индуктивности на этапе 214 способа 200.
[00058] Охлаждение первого и второго токоприемников на этапе 216 осуществляют после завершения на этапе 212 формования термически обработанного материала. Как отмечено выше, охлаждение первого и второго токоприемников также вызывает охлаждение термически обработанного материала. Охлаждение первого и второго токоприемников на этапе 216 может быть осуществлено с помощью второй системы 190 охлаждения.
[00059] В указанном выше описании могут быть использованы определенные выражения, такие как "вверх", "вниз", "верхний", "нижний", "горизонтальный", "вертикальный", "левый", "правый", "над", "под" и т.д. Эти выражения используются там, где это применимо, чтобы обеспечить определенную ясность описания при рассмотрении относительных соотношений. Но эти выражения не подразумевают абсолютные отношения, положения и/или ориентации. Например, по отношению к объекту "верхняя" поверхность может становиться "нижней" поверхностью посредством простого переворота этого объекта. При этом объект остается тем же самым. Кроме того, выражения "включающий в себя", "включающий/содержащий", "имеющий" и их варианты означают "включающий, но без ограничения", если иное не указано явным образом. Пронумерованный список элементов не означает, что какие-либо или все элементы являются взаимоисключающими и/или взаимно включающими, если иное не указано явным образом. Английские артикли "a", "an" и "the" также означают "один или более", если иное не указано явным образом. Кроме того, выражение "множество" может быть определено как "по меньшей мере два".
[00060] Кроме того, примеры в данном описании, в которых один элемент "соединен" с другим элементом, могут включать в себя прямое и опосредованное соединение. Прямое соединение может быть определено, когда один элемент, соединенный с другим элементов, находится с ним в каком-либо контакте. Опосредованное соединение может быть определено, как соединение между двумя элементами без прямого контакта между ними и имеющее один или более дополнительных элементов между соединенными элементами. Кроме того, как использовано в настоящем документе, прикрепление одного элемента к другому элементу может включать в себя прямое прикрепление и опосредованное прикрепление. Кроме того, как использовано в настоящем документе, выражение "расположенный возле" не обязательно означает контакт. Например, один элемент может быть расположен возле другого элемента без контакта с ним.
[00061] При использовании в настоящем документе выражение "по меньшей мере одно из следующего", употребляемое со списком объектов, означает, что могут быть использованы различные комбинации из одного или большего количества приведенных в списке объектов и только один из объектов, указанных в списке, может быть необходим. Объект может представлять собой конкретный объект, вещь или категорию. Иными словами, "по меньшей мере одно из следующего" означает, что любое сочетание объектов и их количество из этого списка может быть использовано, но не все из объектов списка должны присутствовать. Например, выражение "по меньшей мере одно из следующего: объект А, объект В и объект С" может означать объект А; объект А и объект В; объект В; объект А, объект В и объект С или объект В и объект С. В некоторых случаях "по меньшей мере один объект А, объект В и объект С" может означать, например, без ограничения, два объекта А, один объект В и десять объектов С; четыре объекта В и семь объектов С или какую-либо другую подходящую комбинацию.
[00062] Если явно не указано иное, выражения "первый", "второй" и т.д. используются в настоящем документе лишь в качестве обозначений и не предназначены для наложения порядковых, позиционных или иерархических требований к объектам, к которым относятся эти выражения. Кроме того, ссылка на, например, "второй" объект не требует или не исключает существования, например, "первого" или объекта с меньшим номером и/или, например, "третьего" или объекта с большим номером.
[00063] Принципиальные блок-схемы, содержащиеся в настоящем документе, приведены, как правило, в виде логических блок-схем. Таким образом, изображенный порядок и обозначенные этапы являются иллюстративными для одного из вариантов реализации представленного способа. Могут быть очевидными другие этапы и способы, которые являются эквивалентными в отношении работы, логики или действия согласно одному или большему количеству этапов, или их части, проиллюстрированного способа. Кроме того, используемые формат и символы предназначены для пояснения логических этапов способа и не должны трактоваться как ограничения объема правовой охраны способа. Хотя в изображениях блок-схемы могут быть использованы различные типы стрелок и типы линий, следует понимать, что они не предназначены для ограничения объема соответствующего способа. Несомненно, могут быть использованы какие-либо стрелки или другие соединители для обозначения только логической последовательности способа. Например, стрелка может обозначать период ожидания или мониторинга в течение неопределенного времени между перечисленными этапами изображаемого способа. Кроме того, порядок, в котором реализуется конкретный способ, может строго соответствовать или может не строго соответствовать порядку соответствующих показанных этапов.
Пункт 1. Способ формования термически обработанного материала, включающий:
размещение термически обработанного материала между первым и вторым токоприемниками, каждый из которых содержит инструментальную поверхность, которой придана форма в соответствии с необходимой формой термически обработанного материала;
приложение магнитного поля малой напряженности к первому и второму токоприемникам для нагрева первого и второго токоприемников;
сжатие термически обработанного материала между первым и вторым токоприемниками для формования термически обработанного материала с приданием ему необходимой формы и
приложение магнитного поля большой напряженности к термически обработанному материалу перед сжатием термически обработанного материала между первым и вторым токоприемниками.
Пункт 2. Способ по пункту 1, при котором магнитное поле малой напряженности является осциллирующим магнитным полем.
Пункт 3. Способ по пункту 2, при котором осциллирующее магнитное поле имеет пиковый магнитный (magnetic flux) поток менее 0,5 Тл.
Пункт 4. Способ по пункту 1, при котором магнитное поле большой напряженности является неосциллирующим магнитным полем.
Пункт 5. Способ по пункту 4, при котором магнитное поле большой напряженности имеет магнитный поток (magnetic flux) свыше 1 Тл.
Пункт 6. Способ по пункту 5, при котором магнитный поток (magnetic flux) указанного магнитного поля большой напряженности составляет свыше 5 Тл.
Пункт 7. Способ по пункту 1, при котором магнитное поле большой напряженности увеличивает пластичность термически обработанного материала по меньшей мере приблизительно на 50%.
Пункт 8. Способ по пункту 1, при котором магнитное поле большой напряженности изменяет деформативные свойства термически обработанного материала без изменения фазы термически обработанного материала.
Пункт 9. Способ по пункту 8, при котором магнитное поле большой напряженности увеличивает пластичность термически обработанного материала и уменьшает его пределы текучести.
Пункт 10. Способ по пункту 1, при котором термически обработанный материал содержит броневую пластину, выполненную из высокопрочной стали.
Пункт 11. Способ по пункту 1, при котором магнитное поле малой напряженности и магнитное поле большой напряженности прикладывают не одновременно с использованием одних и тех же катушек индуктивности.
Пункт 12. Способ по пункту 1, при котором приложение магнитного поля большой напряженности к термически обработанному материалу включает приложение импульсов неосциллирующего магнитного поля большой напряженности к термически обработанному материалу.
Пункт 13. Способ по пункту 1, дополнительно включающий нагрев термически обработанного материала до температуры обработки от температуры фазового превращения термически обработанного материала с нагревом от первого и второго токоприемников.
Пункт 14. Способ по пункту 13, при котором температура обработки составляет меньше приблизительно 150°С.
Пункт 15. Способ по пункту 1, дополнительно включающий одновременное резкое охлаждение первого токоприемника, второго токоприемника и термически обработанного материала после сжатия термически обработанного материала между первым и вторым токоприемниками.
Пункт 16. Способ формования материала, включающий:
термическую обработку указанного материала для получения термически обработанного материала;
размещение термически обработанного материала между первым и вторым токоприемниками, каждый из которых содержит инструментальную поверхность, которой придана форма в соответствии с необходимой формой термически обработанного материала;
приложение магнитного поля малой напряженности к первому и второму токоприемникам для нагрева первого и второго токоприемников;
сжатие термически обработанного материала между первым и вторым токоприемниками для формования термически обработанного материала с приданием ему необходимой формы и
приложение магнитного поля большой напряженности к термически обработанному материалу перед сжатием термически обработанного материала между первым и вторым токоприемниками.
Пункт 17. Способ по пункту 16, при котором термическая обработка материала включает:
повышение его температуры от температуры окружающей среды до температуры фазового превращения для оказания воздействия на необходимое аллотропическое превращение указанного материала и
понижение температуры указанного материала от температуры фазового превращения до температуры окружающей среды для поддержания необходимого аллотропического превращения в указанном материале при указанной температуре окружающей среды.
Пункт 18. Способ по пункту 17, при котором магнитное поле большой напряженности изменяет деформативные свойства термически обработанного материала без изменения необходимого аллотропического превращения в указанном материале.
Пункт 19. Способ по пункту 16, при котором термическая обработка указанного материала включает его отверждение.
Пункт 20. Система для формования термически обработанного материала, содержащая:
- первую часть, содержащую первый токоприемник, содержащий первую инструментальную поверхность, которой придана форма в соответствии с необходимой формой первой поверхности термически обработанного материала;
- вторую часть, содержащую второй токоприемник, содержащий вторую инструментальную поверхность, которой придана форма в соответствии с необходимой формой второй поверхности термически обработанного материала, причем первая и вторая части выполнены с возможностью перемещения относительно друг друга для сжатия термически обработанного материала между первым и вторым токоприемниками;
- катушки индуктивности, выполненные с возможностью подачи магнитного поля к первому и второму токоприемникам и подачи второго магнитного поля к термически обработанному материалу между первым и вторым токоприемниками, при этом первое магнитное поле имеет первую напряженность, а второе магнитное поле имеет вторую напряженность, причем вторая напряженность больше, чем первая напряженность; и
- контроллер, функционально соединенный с первой частью, второй частью и катушками индуктивности и выполненный с возможностью:
управления подачей электрического питания в катушки индуктивности с переключением между осциллирующим электрическим питанием и неосциллирующим электрическим питанием, причем осциллирующее электрическое питание подается в катушки индуктивности для выработки первого магнитного поля, а неосциллирующее электрическое питание подается в катушки индуктивности для выработки второго магнитного поля, причем осциллирующее электрическое питание имеет пиковое напряжение, а неосциллирующее электрическое питание имеет постоянное напряжение, превышающее пиковое напряжение; и
после приложения первого магнитного поля к первому и второму токоприемникам и приложения второго магнитного поля к термически обработанному материалу между первым и вторым токоприемниками управления первой и второй частями для перемещения относительно друг друга для сжатия термически обработанного материала между первым и вторым токоприемниками.
Объект настоящего изобретения может быть реализован в различных конкретных формах без отхода от его идей или существенных характеристик. Описанные варианты реализации изобретения должны рассматриваться во всех отношениях только как иллюстративные, а не ограничительные. Все изменения, которые находятся в пределах значения и диапазона эквивалентности формулы изобретения, считаются находящимися в пределах ее объема.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕЛНОЧНАЯ ПЕРЕПУСКНАЯ КОМПРЕССОРНАЯ УСТАНОВКА | 2012 |
|
RU2593360C2 |
| СПОСОБ И АППАРАТ ДЛЯ ФОРМОВАНИЯ, И СООТВЕТСТВУЮЩАЯ ИМ ПРЕДВАРИТЕЛЬНО ОТФОРМОВАННАЯ ЗАГОТОВКА СО СРЕДОЙ ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2009 |
|
RU2517425C2 |
| ИНДЕКСИРУЕМАЯ ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2431550C2 |
| ШИНА ДЛЯ НАЗЕМНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2581315C2 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, С НЕСКОЛЬКИМИ ИНДУКЦИОННЫМИ КАТУШКАМИ | 2018 |
|
RU2764425C2 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, С НЕСКОЛЬКИМИ ИНДУКЦИОННЫМИ КАТУШКАМИ | 2018 |
|
RU2764090C2 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, С НЕСКОЛЬКИМИ ИНДУКЦИОННЫМИ КАТУШКАМИ | 2018 |
|
RU2770853C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ВОЗДУХООЧИСТИТЕЛЬ НА ОСНОВЕ ПОЛЯРИЗУЕМОГО ПОД ДЕЙСТВИЕМ ЭЛЕКТРИЧЕСКОГО ПОЛЯ МАТЕРИАЛА | 2006 |
|
RU2396127C2 |
| СИСТЕМА ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2019 |
|
RU2754658C1 |
| СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2814566C2 |
Описанный в настоящем документе способ формования термически обработанного материала включает в себя размещение термически обработанного материала между первым и вторым токоприемниками. Каждый из первого и второго токоприемников включает в себя инструментальную поверхность, которой придана форма в соответствии с необходимой формой термически обработанного материала. Способ также включает в себя приложение магнитного поля малой напряженности к первому и второму токоприемникам для нагрева первого и второго токоприемников. Кроме того, способ включает в себя сжатие термически обработанного материала между первым и вторым токоприемниками для формования термически обработанного материала с приданием ему необходимой формы. Способ дополнительно включает в себя подачу магнитного поля большой напряженности к термически обработанному материалу перед сжатием термически обработанного материала между первым и вторым токоприемниками. 3 н. и 17 з.п. ф-лы, 7 ил.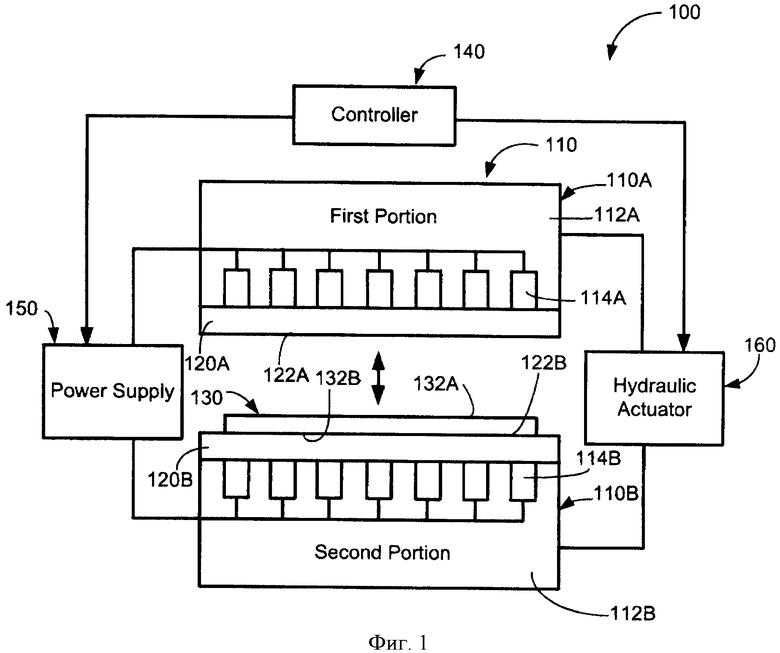
1. Способ формования термически обработанного материала, включающий
размещение термически обработанного материала между первым и вторым токоприемниками, содержащими инструментальную поверхность, форма которой соответствует форме отформованного термически обработанного материала,
приложение магнитного поля малой напряженности к первому и второму токоприемникам для нагрева первого и второго токоприемников,
приложение магнитного поля большой напряженности к термически обработанному материалу
и сжатие термически обработанного материала между первым и вторым токоприемниками для формования термически обработанного материала с приданием ему необходимой формы.
2. Способ по п. 1, при котором магнитное поле малой напряженности является осциллирующим магнитным полем.
3. Способ по п. 2, при котором осциллирующее магнитное поле имеет пиковый магнитный поток менее 0,5 Тл.
4. Способ по п. 1, при котором магнитное поле большой напряженности является неосциллирующим магнитным полем.
5. Способ по п. 4, при котором магнитное поле большой напряженности имеет магнитный поток свыше 1 Тл.
6. Способ по п. 5, при котором магнитный поток магнитного поля большой напряженности составляет свыше 5 Тл.
7. Способ по п. 1, при котором используют магнитное поле большой напряженности для увеличения пластичности термически обработанного материала по меньшей мере приблизительно на 50%.
8. Способ по п. 1, при котором используют магнитное поле большой напряженности для изменения деформативных свойств термически обработанного материала без изменения фазы термически обработанного материала.
9. Способ по п. 8, при котором используют магнитное поле большой напряженности для увеличения пластичности термически обработанного материала и уменьшения его пределов текучести.
10. Способ по п. 1, при котором термически обработанный материал содержит броневую пластину, выполненную из высокопрочной стали.
11. Способ по п. 1, при котором магнитное поле малой напряженности и магнитное поле большой напряженности прикладывают не одновременно с использованием одних и тех же катушек индуктивности.
12. Способ по п. 1, при котором приложение магнитного поля большой напряженности к термически обработанному материалу включает приложение множества импульсов неосциллирующего магнитного поля большой напряженности.
13. Способ по п. 1, при котором осуществляют нагрев термически обработанного материала до температуры обработки от температуры фазового превращения термически обработанного материала с использованием первого и второго токоприемников.
14. Способ по п. 13, при котором температура обработки составляет меньше приблизительно 150°С.
15. Способ по п. 1, при котором осуществляют одновременное резкое охлаждение первого токоприемника, второго токоприемника и термически обработанного материала после сжатия термически обработанного материала между первым и вторым токоприемниками.
16. Способ формования материала, включающий:
термическую обработку указанного материала с получением термически обработанного материала,
размещение термически обработанного материала между первым и вторым токоприемниками, содержащими инструментальную поверхность, форма которой соответствует форме отформованного термически обработанного материала,
приложение магнитного поля малой напряженности к первому и второму токоприемникам для нагрева первого и второго токоприемников,
приложение магнитного поля большой напряженности к термически обработанному материалу
и сжатие термически обработанного материала между первым и вторым токоприемниками для формования термически обработанного материала с приданием ему необходимой формы.
17. Способ по п. 16, согласно которому термическая обработка материала включает:
повышение его температуры от температуры окружающей среды до температуры фазового превращения с обеспечением необходимой аллотропической модификации указанного материала и
понижение температуры указанного материала от температуры фазового превращения до температуры окружающей среды с поддержанием указанной необходимой аллотропической модификации материала при температуре окружающей среды.
18. Способ по п. 17, согласно которому используют магнитное поле большой напряженности для изменения деформативных свойств термически обработанного материала без изменения указанной необходимой аллотропической модификации указанного материала.
19. Способ по п. 16, согласно которому термическая обработка указанного материала включает его закалку.
20. Система для формования термически обработанного материала, содержащая
первую часть, содержащую первый токоприемник с первой инструментальной поверхностью, форма которой соответствует форме первой поверхности отформованного термически обработанного материала,
вторую часть, содержащую второй токоприемник со второй инструментальной поверхностью, форма которой соответствует форме второй поверхности отформованного термически обработанного материала, при этом первая и вторая части выполнены с возможностью перемещения относительно друг друга для сжатия термически обработанного материала между первым и вторым токоприемниками,
катушки индуктивности, выполненные с возможностью подачи первого магнитного поля к первому и второму токоприемникам и с возможностью подачи второго магнитного поля к термически обработанному материалу, расположенному между первым и вторым токоприемниками, при этом первое магнитное поле имеет первую напряженность, а второе магнитное поле имеет вторую напряженность, превышающую первую напряженность, и
контроллер, функционально соединенный с первой частью, второй частью и катушками индуктивности и выполненный с возможностью
управления подачей осциллирующего и неосциллирующего электрического питания в катушки индуктивности и переключения между осциллирующим электрическим питанием и неосциллирующим электрическим питанием, а также подачи осциллирующего электрического питания в катушки индуктивности для выработки первого магнитного поля и подачи неосциллирующего электрического питания в катушки индуктивности для выработки второго магнитного поля, при этом осциллирующее электрическое питание имеет пиковое напряжение, а неосциллирующее электрическое питание имеет постоянное напряжение, превышающее пиковое напряжение, и
управления первой и второй частями с их перемещением относительно друг друга для сжатия термически обработанного материала между первым и вторым токоприемниками после приложения первого магнитного поля к первому и второму токоприемникам и приложения второго магнитного поля к термически обработанному материалу, расположенному между первым и вторым токоприемниками.
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННОЙ ШТАМПОВОЙ СТАЛИ | 2008 |
|
RU2383630C1 |
| Устройство для получения полых изделий из листовой заготовки | 1987 |
|
SU1520732A1 |
| US 5591370 A, 07.01.1997. | |||

