1
(21)4290889/27
(22) 29.07.87
(46)30.10.91. Бюл. N540
(71) Институт проблем саерхпластичности
металлов АН СССР
(72)М.Н.Нурмухамего8, С.В.Шапиро, Р.Р.Салмхов и Р.М.Валинуров
(53)621.98.044.7(088.8)
(56)Ааторское свидетельство СССР К5; 590043. кл. Р, 21 D 26/14, 1976.
(54) УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВKl/i
(57)Изобретение относится к высокоэнергетической обработке материалов, в частности к устройствам для получения полых изделий из листовых заготовок импульсным
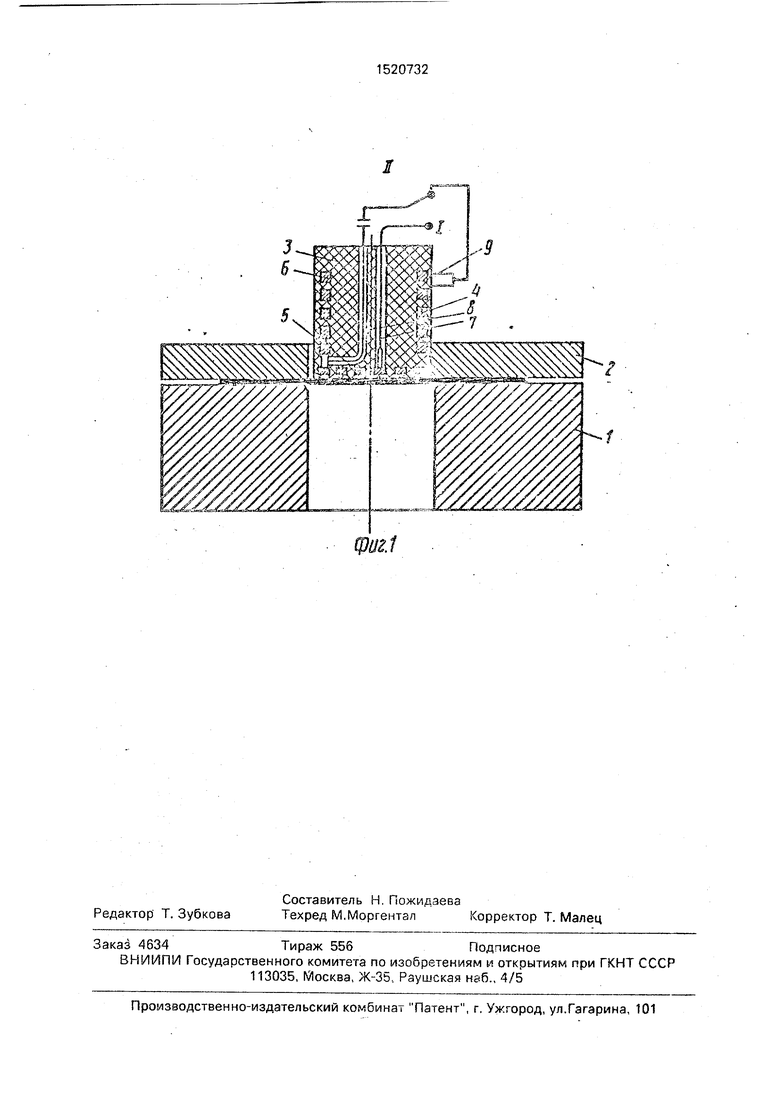
магнитным полем. Цель изобретения - повышение качества изделий за счет увеличения коэффициента вытяжки. Устройство содержит элементы штамповой оснастки - матрицу (М) 1, прижимную плиту (П) 2 и пуансон 3, В пуансоне 3, выполненном из диэлектрического материала, смонтирован индуктор 4, состоящий из последовательно соединенных плоской и цилиндрической спиралей. Пуансон 3 установлен на возвратно-поступательном механизме. В П 2 смонтирован нагревательный элемент. После нагрева заготовки до температуры сверхпластичности выводы индуктора 4 подключаются к источнику тока. На спирали индуктора подается серия импульсов, обеспечивающих вытяжку заготовки и ее калибровку по М 1. 1 з.п. ф-лы, 2 ил.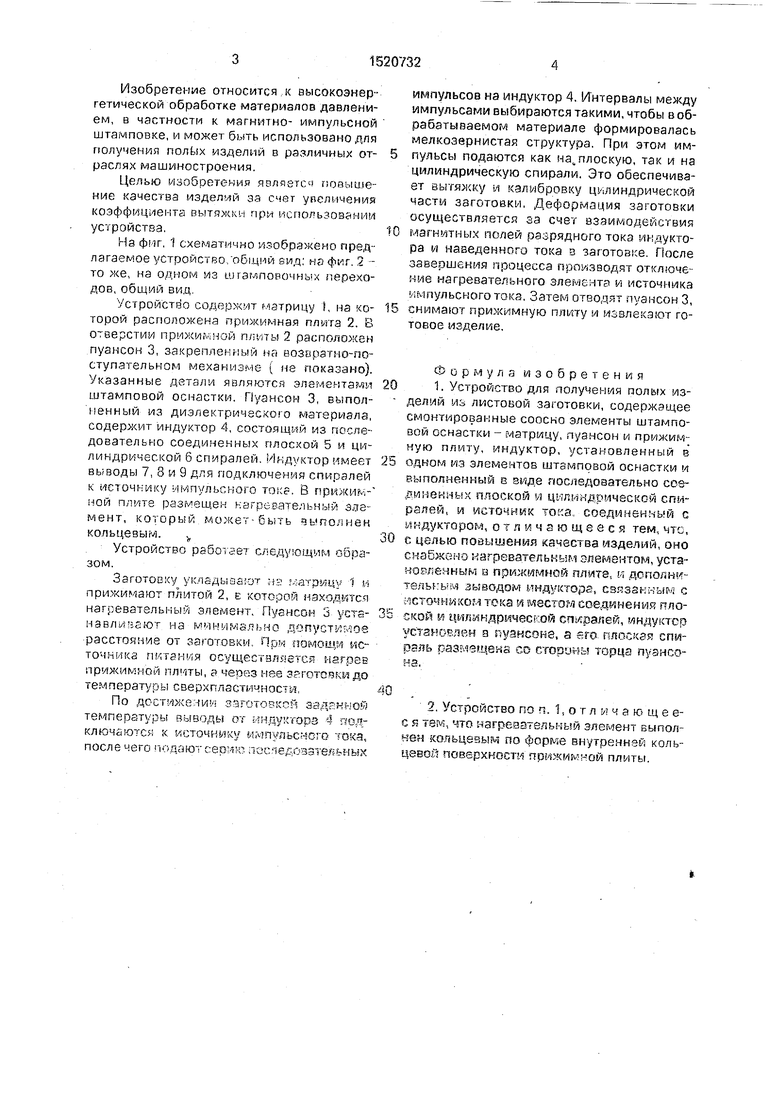
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ И ОТБОРТОВКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2011 |
|
RU2466818C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Способ получения полых изделий из листовой заготовки | 1975 |
|
SU590043A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
ф1/г.
Изобретение относится к аысокоэнер- гетической обработке мзтеризлов давлением, в частности к магнитно- импульсной штамповке, и может быть использовано для получения полУх изделий в различных от- раслях машиностроения.
Целью изобретения яэляч тс ггоаыше- ние качества издел лй за счет упеличени коэффициента вытяжки гфи использозаним устройства,
На фиг, схематично изображено предлагаемое устройство, 9ид: Ни фкг. 2 - то же, на одном из шгамповочнь х мореходов, общий вид,
Устройстео содержит матрицу К на ко- торой расположена прижимная плита 2. В отверстии прижимной плиты 2 расположен пуансон 3, закрепленный на возвратно-поступательном механизме { не показано). Указанные детали являются- элементарен штамповой оснастки. Пуансон 3, выполненный из диэлектрического материала, содержит индуктор 4, состоящий из последовательно соеди.ченных плоской 5 и цилиндрической 6 спиралей. Индуктор имеет выводы 7, 8 и 9 для подключен5 1я спиралей к меточн1/ у импульсного токе. В прижи -.ной плмте размещен нагревательный элемент, который может-быть выполнен кольцевым.
Устройство работ,2ет следующ11м образом.
Заготовку укладыаают HS матрицу 1 и прижимают плитой 2, Е которой находится
нагревательный элемент. Пуансон 3 уста- на вливают на м /и- ИР 1альио допуст / -юе расстояние от заготовки, помощг. источника питания осущеетзлйется нагрев прмжимиой плиты, а через нее з готоэки до температуры сверхплзстичност& 1:
По достижени1 зэготовкон заданной температурь; вь(воды от нндукгорз 4 полключа ются к , ;сточнмку ямпульснсго , после чего подают поспедоззтельных
импульсов на индуктор 4. Интервалы между импульсами выбираются такими, чтобы в обрабатываемом материале формировалась мелкозернистая структура. При этом импульсы подаются как на.плоскую, так и на цилиндрическую спирали. Это обеспечивает вытяжку и кзлмбровку Ц1 ;линдрической части заготовки. Деформация заготовки осуществляется за счет взаимодействия магнмтных полей разрядного тока индуктора и наведенного тока в заготовке. После завершения процесса промзвод.чт отключение нагревательного элемента и источника импульсного тока. Затем отводят пуансон 3, снимают прижимную тпщ/ и извлекают готовое изделие.
Формула изобретения 1. Устройство для получения полых изделий лз листовой заготовки, содержащее смонтированные соосно элементы штамповой оснастки - матрмцу, пуансон и прижимную плиту, индуктор, установленный в одь ом из элементов штамповой оснастки и выполненный в виде последовательно сое- динекны х плоской vi цилиндрической спи- ралв, и источник того,, соединенный с .5ь;дуктором, ОТЛ1/чающееся тем, что, с целью повышения качества изделий, оно снаБже,но иагревателькьзм элементом, установленным а прижимной ПЛМТ8, т дополнм- Tejibf:bU ,fl зьшодом индуктора, сзяззнкырл с е-эсточн8 ко,1тока л М8сто л соедмнени. .плоской и цилглндрической спу ралей, индуктор ус тзноЕлен а пуансоне, а его. плосгоя спираль разг гещека со сторонь торца пу,энсо- нэ.
