Область техники
Настоящее изобретение относится к процессу изготовления цилиндрических конструкций большого размера и типа, известного как «сверху вниз», в ходе которой использованы устройство формирования колец из листового материала, предпочтительно металлического типа, которое обеспечивает возможность выполнения непрерывного металлического листа любой длины посредством последовательного соединения более коротких листов, устройства поддержки основания, облегчающие расположение и формирование колец, и внутренние и внешние подвижные камеры для горизонтальной сварки, обеспечивающие возможность выполнения более эффективных операций сварки.
Уровень техники
Начиная со времен промышленной революции массовое производство все большего количества товаров различной природы заставляло изготавливать конструкции пропорционально возрастающей емкости для хранения, предназначенные не только для содержания готовых изделий, но также и для хранения сырья, что привело к тому, что они обычно достигают объема, превышающего 500000 литров, с размерами, превышающими 75 метров в диаметре и 25 метров по высоте, например, для цилиндрических резервуаров. В таких отраслях промышленности, как нефтехимическая, по производству биодизельного топлива, масла и молочных продуктов, а также для станций обработки сточных вод, водоочистных станций и, в целом, для каждой отрасли промышленность, требующей хранения большого количества топлива, жидкостей, зерна и других продуктов, нужны резервуары и контейнеры большого размера для достижения конкурентоспособных цен при покупке сырья, а также в массовом производстве.
Изготовление резервуаров и контейнеров большого размера приводит к ряду трудноразрешимых технологических проблем.
Во-первых, положение места изготовления обычно удалено от завода, производящего части резервуара или контейнера, приводит к необходимости перемещения большого количества громоздких предварительно согнутых частей, как это описано, например, в Патенте США №7500592 В1. Один способ устранения этого недостатка состоит в выполнении сгиба частей на месте изготовления, причем для этого патенты типа патента Испании ES 455.737 используют сложные системы роликов, временно размещенные на месте изготовления.
Во-вторых, традиционная система изготовления, берущая начало с основания резервуара и монтирующая стенки из сваренных колец, начиная с самого нижнего кольца, приваренного к основанию, и заканчивая изготовлением крыши и последующим прикреплением всех элементов арматуры (лестниц, трубопроводов, систем телеметрии и управления и т.д.), вызывает бесчисленные затруднения, большинство из которых связано с ветрами, преобладающими на больших высотах, что, наряду с другими факторами, препятствуют работе операторов, выравниванию частей, регулированию уровня конструкции, ухудшает качество сварки и в целом отделки. Однако, основная проблема, связанная с обычным процессом изготовления резервуара, связана с безопасностью рабочих. Работа на высоте требует от операторов использования ремней безопасности, хотя существует постоянная угроза случайного падения инструментов и частей с вершины конструкции.
С другой стороны, отверстие должно быть сохранено в стенке контейнера на уровне днища до последнего момента, чтобы обеспечить доступ и выход материалов, инструментов и персонала, а также обеспечить запасной выход в случае опасности. Это отверстие представляет собой единственный возможный запасной выход с обозримыми последствиями при разрушении конструкции в таком секторе. Кроме того, наличие бокового отверстия заставляет удерживать раскрытыми области крыши, чтобы избегать возникновения воздушных мешков и обеспечивать возможность эвакуации персонала и удаления инструментов при перекрытии горизонтального отверстия при завершении изготовления резервуара.
Для преодоления некоторых из этих проблем были разработаны совокупности процессов изготовления, общая черта которых состоит в том, что все они начинаются с монтажа кольца, прикрепленного к крыше, и посредством различных подъемных систем, например, гидравлических домкратов, поднимают конструкцию для монтажа второго кольца, привариваемого к первому кольцу. По мере необходимости, при изготовлении цикл подъема для прикрепления последующего кольца повторяют много раз и заканчивают посредством размещения всей конструкции на днище и, таким образом, приваривания последнего кольца к ней. И наконец, происходит монтаж лестниц, поручней и других элементов арматуры. Эти системы типа «сверху вниз» избегают монтажа больших частей на высоте, но все же имеют проблемы с безопасностью, связанные с запасными выходами и с работой на высоте на этапе прикрепления элементов арматуры.
Другой недостаток, вызванный процессами изготовления с поэтапным подъемом конструкции, связан с качеством сварки и чистовой обработки в целом. Для удержания конструкции подъемными системами необходимо приваривать дополнительные элементы к металлическим листам, которые, как ручки, служат в качестве временного элемента поддержки. Эти дополнительные элементы должны быть удалены после подъема конструкции. Кроме того, близость подъемных систем к стенке строения препятствует использованию устройств автоматической сварки.
Кроме того, процесс монтажа колец, начинаемый с отдельных листов, требует затрат времени и большого количества трудозатрат. Вертикальный сварной шов, необходимый для соединения листов, образующих кольцо, требует точного выравнивания листов, которые должны быть сварены, причем эту процедуру затруднительно выполнять с листами на месте, что вынуждает к найму опытных сварщиков или использованию устройств автоматической сварки, которые должны быть точно размещены над каждым швом посредством рельсов, временно приваренных к сооружаемой конструкции и которые должны быть удалены впоследствии, и все это требует еще большего количества времени.
Кроме того, наличие достаточного пространства вокруг сооружаемой конструкции необходимо при монтаже отдельных листов, не только для размещения материалов, но также и для перемещения машин различных размеров, причем это пространство должно быть должным образом размечено для обеспечения возможности непрерывного перемещения тяжелых машин. Логистика, необходимая для обеспечения потока подачи материалов вокруг сооружаемой конструкции, не пренебрегающая при этом личной безопасностью, требует существенных скоординированных усилий с постоянным риском остановок вследствие ошибок в координации в дополнение к оплате высоких страховых взносов за риск, которому подвержены операторы.
Патенты типа патента Испании № ES 455.737 описывают способы противодействия этим затруднениям посредством изготовления стенки резервуара из листа в форме непрерывной полосы, который согнут на месте изготовления и автоматически сварен в форме спирали, для которой конструкция как целое удержана на роликах, которые заставляют ее выполнять поворот при подъеме. Однако при использовании непрерывных листов в виде рулонов отсутствует гибкость, поскольку получаемые в результате резервуары должны обязательно быть выполнены из листов, обладающих толщиной и характеристиками рулонов, доступных на рынке, который иногда недостаточен или вынуждает к импорту сырья, причем возникают затруднения относительно затрат и необходимого при этом времени. С другой стороны, эти процессы препятствуют изготовлению резервуаров большого размера, требующих использования внутренних колонн для поддержания веса конструкции крыши, поскольку они требуют постоянного выполнения поворота всей сооружаемой конструкции.
Однако даже в случаях, в которых пространство вокруг конструкции не представляет собой критический фактор, значительное время изготовления представляет собой ограничивающий фактор, характерный для всех процессов изготовления, ранее описанных в данной области техники, поскольку они представляют собой последовательные процессы изготовления, то есть весь процесс монтажа одного кольца обязательно должен быть завершен до начала процесса монтажа следующего кольца, причем этот процесс ограничен погодными условиями, такими как умеренные ветры, дожди, песчаные бури или метели, которые не только задерживают изготовление, но также увеличивают коэффициент невыхода на работу специализированного персонала вследствие болезней, вызванных такими погодными условиями.
Настоящее изобретение предлагает новую систему изготовления конструкций, предпочтительно цилиндрических металлических конструкций, которая избегает всех вышеупомянутых затруднений и значительно уменьшает время изготовления, используя инновационные устройства, например, среди других, такие как гидравлические домкраты, устройства поддержки основания, подвижные камеры для горизонтальной сварки и устройства формирования колец из листового материала.
Без потери общности в дальнейшем термин «резервуар» должен быть использован для ссылки на указанную сооружаемую конструкцию.
Краткое описание чертежей
Для ясного восприятия настоящего изобретения, чтобы отсутствовали затруднения при его использовании на практике, оно ниже описано подробно со ссылками на прилагаемые иллюстративные чертежи, на которых:
На фиг. 1 и 2 показаны в разобранном виде компоненты резервуара, построенного в соответствии с настоящим изобретением.
На фиг. 3 показано предпочтительное распределение основных компонентов процесса монтажа по настоящему изобретению в виде сверху.
На фиг. 4 показан вид сверху предпочтительного варианта реализации устройства поддержки основания по настоящему изобретению.
На фиг. 5 показан вид спереди предпочтительного варианта реализации устройства поддержки основания по настоящему изобретению.
На фиг. 6 показан вид сбоку предпочтительного варианта реализации устройства поддержки основания по настоящему изобретению.
На фиг. 7 показан перспективный вид предпочтительного варианта реализации устройства для направления колец устройства поддержки основания по настоящему изобретению.
На фиг. 8 показан вид сверху предпочтительного варианта реализации подвижной камеры для внешней горизонтальной сварки по настоящему изобретению.
На фиг. 9 показан вид сбоку предпочтительного варианта реализации подвижной камеры для внешней горизонтальной сварки по настоящему изобретению.
На фиг. 10 показан вид спереди предпочтительного варианта реализации подвижной камеры для внешней горизонтальной сварки по настоящему изобретению.
На фиг. 11 показан вид сверху предпочтительного варианта реализации подвижной камеры для внутренней горизонтальной сварки по настоящему изобретению.
На фиг. 12 показан вид сзади предпочтительного варианта реализации подвижной камеры для внутренней горизонтальной сварки по настоящему изобретению.
На фиг. 13 показан вид сбоку предпочтительного варианта реализации подвижной камеры для внутренней горизонтальной сварки по настоящему изобретению.
На фиг. 14 показан вид спереди предпочтительного варианта реализации подвижной камеры для внутренней горизонтальной сварки по настоящему изобретению.
На фиг. 15 показан вид сверху предпочтительного варианта реализации устройства формирования колец из листового материала по настоящему изобретению
На фиг. 16 показан вид сбоку предпочтительного варианта реализации устройства формирования колец из листового материала по настоящему изобретению.
На фиг. 17 показан вид сзади предпочтительного варианта реализации устройства формирования колец из листового материала по настоящему изобретению.
На фиг. 18 показан перспективный вид спереди разборного устройства, обеспечивающего возможность выполнения одного из этапов процесса согласно настоящему изобретению.
На фиг. 19 показан вид сзади разборного устройства по фиг. 18.
На фиг. 20 показан перспективный вид вертикального положения гидравлического разборного устройства по фиг. 18.
На фиг. 21 показан перспективный вид средств растяжения (предпочтительно гидравлического поршня), используемых в разборном устройстве по фиг. 18.
На фиг. 22 показан перспективный вид съемного элемента поддержки типа защелки гидравлического разборного устройства по фиг. 18.
На фиг. 23 показана деталь выступа, выполненного на основанию для обеспечения возможности поворота колонны разборного устройства по настоящему изобретению, поясняемого на фиг. 18.
На фиг. 24 показан перспективный вид спереди верхнего корпуса разборного устройства по фиг. 18 и 19.
На фиг. 25 показан перспективный вид верхнего корпуса разборного устройства по фиг. 18 и 19.
На фиг. 26 показан перспективный вид спереди нижнего корпуса разборного устройства по фиг. 18 и 19.
На фиг. 27 показан перспективный вид сзади нижнего корпуса разборного устройства по фиг. 18 и 19.
На фиг. 28 показана распорное приспособление для колец, предпочтительно используемое на этапе выравнивания процесса согласно настоящему изобретению.
На фиг. 29 показан вид вспомогательного устройства для удаления съемных добавочных приспособлений, применяемых в процесса согласно настоящему изобретению.
На фиг. 30 показан перспективный вид снизу одной из симметрических частей, составляющих съемный поддерживающий кронштейн разборного устройства по настоящему изобретению.
На всех фигурах одинаковые числа или буквы для позиционных обозначений указывают на одинаковые или соответствующие элементы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Процесс изготовления резервуара, который представляет собой задачу настоящего изобретения «сверху вниз», при которой резервуар создают путем приваривания одного кольца к другому кольцу с обеспечением подъема каждого из них после приваривания его к верхнему кольцу, причем процесс включает этап сварки металлических листов, формирующих кольца, в неподвижной камере для вертикальной сварки и выравнивания листов, причем эти металлические листы выравнивают вертикально посредством по меньшей мере двух вертикальных прессов, перемещающихся в горизонтальном направлении, и сваривают роботизированными устройствами, перемещаемыми вдоль точно установленных вертикальных рельсов с обеих сторон указанных прессов, для формирования по меньшей мере одной полосы из металлического листа, и выполняют указанный этап одновременно с горизонтальной сваркой между верхними кольцами, форму которых она имеет.
Кроме того, указанный процесс изготовления резервуара включает следующие этапы:
2.1. Подготовка основания резервуара и создание днища резервуара,
2.2. Размещение устройств поддержки основания на периферии резервуара, соединение этих устройств поддержки основания посредством рельсов,
2.3. Размещение салазок для доступа и выхода персонала, инструментов и материалов в выбранных местах на периферии резервуаров между устройствами поддержки основания,
2.4. Размещение по меньшей мере одного устройства формирования колец из листового материала по меньшей мере с одной неподвижной камерой для вертикальной сварки и выравнивания листов по касательной к периферии резервуара,
2.5. Монтаж, в неподвижной камере для вертикальной сварки и выравнивания листов, полосы из металлического листа, причем общая длина полос по меньшей мере равна длине периферии необходимого кольца, и перемещение указанных полос до тех пор, пока они не будут размещены на устройствах поддержки основания на внешнем круге таким образом, что они выведены по отношению к внутреннему кругу,
2.6. Окончательная отделка первого кольца на устройствах поддержки основания, выполняющих вертикальный сварной шов между краями полосы,
2.7. Создание, при необходимости, крыши резервуара, прикрепленной к верхнему концу первого кольца и к первым пролетам внутренних колонн резервуара,
2.8. Размещение разборных подъемных устройств вдоль периферии первого кольца, на внутренней стороне резервуара и на каждой из указанных внутренних колонн резервуара, с длиной, равной высоте первого кольца,
2.9. Формование последующего кольца посредством металлических полос, собранных в неподвижной камере для вертикальной сварки и выравнивания листов, одновременно с выполнением операций, описанных для предыдущего кольца, и размещение этого последующего кольца снаружи, концентрически относительно предыдущего кольца, на указанных устройствах поддержки основания на внешнем круге,
2.10. Подъем, посредством разборных подъемных устройств, совокупности пролетов внутренних колонн между кольцами и крышей,
2.11. Перемещение последующего кольца к его окончательному положению на устройстве поддержки основания и на внутреннем круге и выполнение последней вертикальной сварки для завершения формирования последующего кольца,
2.12. Опускание совокупности пролетов внутренних колонн между кольцами и крышей на последующее кольцо посредством разборных подъемных устройств и размещение распорных приспособлений между ними,
2.13. Сваривание нижнего края верхнего кольца из совокупности пролетов внутренних колонн между кольцами и крышей с верхним краем последующего кольца и приваривание новых пролетов колонн к пролетам внутренних колонн,
2.14. Повторение этапов от 2.9 до 2.13 столько раз, сколько необходимо для получения необходимой высоты резервуара,
2.15. Удаление устройств поддержки основания с периферии резервуара, устройств формирования кольца и салазок для доступа и выхода персонала, инструментов и материалов,
2.16. Использование разборных подъемных устройств для опускания совокупности пролетов внутренних колонн между кольцами и крышей таким образом, что она опирается на днище резервуара,
2.17. Удаление разборных подъемных устройств и сваривание нижнего края нижнего кольца и оснований внутренних колонн из совокупности пролетов внутренних колонн между кольцами и крышей с днищем резервуара,
2.18. Выполнение незначительных операций для завершения выполнения конструкции резервуара.
Каждое устройство (100) поддержки основания содержит по меньшей мере два устройства (110) для направления колец, одно из которых размещено на внутреннем круге, определяющем окончательный размер резервуара, который должен быть создан, а другое расположено на внешнем круге, который принимает следующее кольцо, с одновременным выполнением этапов сварки, окончательной отделки и подъема предыдущих колец. Кроме того, устройство формирования колец из листового материала содержит основание, стойки регулируемой высоты, ролики для направления листов и по меньшей мере одну неподвижную камеру для вертикальной сварки и выравнивания листов, причем основание представляет собой двойной Т-образный выполненный из железа профиль с длиной, превышающей длину каждого листа, формирующего кольцо, а стойки регулируемой высоты размещены попарно, по одной с каждой стороны основания, и выбраны из группы, содержащей гидравлические, пневматические или механические поршни. Ролики для направления листов устройства формования для колец размещены на основании горизонтально и перпендикулярно по отношению к основной оси основания, вертикально по отношению к каждой стороне основания, в парах, отделенных друг от друга расстоянием, превышающим ширину листов, формирующих кольцо, и на различных высотах для обеспечения возможности перемещения вертикально размещенных листов.
Кроме того, неподвижная камера для вертикальной сварки и выравнивания листов устройства формирования из листового материала представляет собой закрытую камеру с кондиционированным воздухом, имеющую объем, достаточный для размещения по меньшей мере одного оператора и по меньшей мере одной единицы сварочного оборудования, и отверстия на обеих противоположных сторонах, пересекаемых основанием и собранными на нем листами, а также содержащую:
6.1. двойную систему вертикальных прессов, выбранных из группы, содержащей гидравлические, пневматические или механические прессы, и размещенных таким образом, что каждый из них нажимает на лист, что обеспечивает удержание листов, которые должны быть сварены, в выровненном состоянии на оптимальном расстоянии для выполнения сварки между ними,
6.2. вертикальные рельсы, точно установленные с обеих сторон прессов и размещенные таким образом, что они обеспечивают возможность перемещения вдоль них соответствующих сварочных роботизированных устройств,
6.3. гидравлические прессы и системы управления сварочными роботизированными устройствами,
6.4. вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля и внутренние ступеньки,
6.5. применяемые при необходимости покрытия для стенок и крыши, выбранные из группы, содержащей тепловую изоляцию и акустическую изоляцию.
Устройство поддержки основания содержит опорную корпусную деталь, по меньшей мере один элемент регулирования уровня, рельсы и по меньшей мере два устройства для направления колец, причем опорная корпусная деталь устройства поддержки основания представляет собой двойной Т-образный выполненный из железа профиль, элементы регулирования уровня выбраны из группы, содержащей гидравлические, пневматические или механические поршни, а рельсы приварены на верхней части оснований кольцеобразным образом и обеспечивают возможность перемещения вдоль их подвижных камер для горизонтальной сварки. Кроме того, устройства для направления колец содержат:
10.1. конструкцию усиленного листа надлежащей геометрии для приспособления к основанию с тем, чтобы использовать его в качестве направляющего элемента, имеющего горизонтальную плоскую верхнюю сторону,
10.2. по меньшей мере два горизонтальных ролика, размещенных на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность перемещения колец,
10.3. по меньшей мере три съемных и взаимозаменяемых горизонтальных ролика, размещенных на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность перемещения и формования колец,
10.4. по меньшей мере один съемный и взаимозаменяемый приводной ременной шкив, размещенный на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность направляющим канатам тянуть кольца.
Кроме того, в процессе по настоящему изобретению горизонтальное приваривание колец выполняют путем использования подвижных камер для внешней и внутренней горизонтальной сварки, перемещающихся вдоль рельсов, причем эти подвижные камеры для внешней горизонтальной сварки содержат:
12.1. закрытую камеру с кондиционированным воздухом, имеющую объем, достаточный для размещения по меньшей мере одного оператора и одной единицы сварочного оборудования, и по меньшей мере одно окно для обеспечения возможности приближения сварочного оборудования к кольцам для выполнения сварки, и соответствующую геометрию для перемещения круговым образом вдоль периферии резервуара между двумя параллельными кольцами, размещенными во внутреннем круге и во внешнем круге,
12.2. лестницу и поручни для обеспечения безопасной работы операторов на крыше камеры для внешней сварки,
12.3. по меньшей мере три колеса для перемещения вдоль рельсов,
12.4. по меньшей мере один точно установленный горизонтальный рельс, размещенный на такой высоте, что обеспечена возможность перемещения по нему по меньшей мере одного сварочного роботизированного устройства для выполнения горизонтального шва между кольцами,
12.5. по меньшей мере один двигатель для перемещения камеры для сварки посредством по меньшей мере одного ведущего колеса,
12.6. системы управления двигателем для перемещения камеры для сварки и сварочных роботизированных устройств,
12.7. вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля и внутренние ступеньки,
12.8. применяемые при необходимости покрытия для стенок и крыши, выбранные из группы, содержащей тепловую изоляцию и акустическую изоляцию.
В то же время подвижные камеры для внутренней горизонтальной сварки выполняют перемещение по указанным рельсам и на колесах и содержат:
13.1. закрытую камеру с кондиционированным воздухом, имеющую объем, достаточный для размещения по меньшей мере одного оператора и одной единицы сварочного оборудования, и по меньшей мере одно окно для обеспечения возможности приближения сварочного оборудования к кольцам для выполнения сварки, и соответствующую геометрию для перемещения круговым образом вдоль внутренней периферии резервуара,
13.2. по меньшей мере один точно установленный горизонтальный рельс, размещенный на такой высоте, что он обеспечивает возможность перемещения по нему по меньшей мере одного сварочного роботизированного устройства для выполнения горизонтального сварочного шва между кольцами,
13.3. по меньшей мере одно колесо для перемещения вдоль рельсов и по меньшей мере одно колесо для перемещения по днищу резервуара,
13.4. по меньшей мере один двигатель для перемещения камеры для сварки посредством по меньшей мере одного ведущего колеса,
13.5. системы управления двигателем для перемещения камеры для сварки и сварочных роботизированных устройств,
13.6. вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля и внутренние ступеньки,
13.7. применяемые при необходимости покрытия для стенок и крыши, выбранные из группы, содержащей тепловую изоляцию и акустическую изоляцию.
Процесс согласно настоящему изобретению включает перемещение колец посредством тяговой лебедки и каната, связанного с кольцами посредством металлического листа, приваренного к одному концу кольца.
Кроме того, в качестве предварительного этапа перед монтажом первого кольца устанавливают центральную мачту, которая может быть использована в качестве направляющей во время этапа подъема совокупности пролетов внутренних колонн между кольцами и крышей и которая выполняет функцию центральной колонны после завершения изготовления резервуара.
С другой стороны, процесс согласно настоящему изобретению предпочтительно предполагает, что этап вертикальной сварки между концами металлического листа, формирующего кольца, выполнен за пределами периферии резервуара, то есть на внешнем круге или на его касательной линии, за исключением последнего вертикального сварного шва.
Другая задача настоящего изобретения представляет собой устройство формирования колец из листового материала, содержащее основание, стойки регулируемой высоты, ролики для направления металлических листов и по меньшей мере одну неподвижную камеру для вертикальной сварки и выравнивания, причем основание представляет собой двойной Т-образный выполненный из железа профиль с длиной, превышающей длину каждого листа, формирующего кольцо, а стойки регулируемой высоты размещены попарно, по одной с каждой стороны основания, и выбраны из группы, содержащей гидравлические, пневматические или механические поршни. Ролики для направления листов устройства формования для колец размещены на основании горизонтально и перпендикулярно по отношению к основной оси основания, вертикально по отношению к каждой стороне основания, в парах, отделенных друг от друга расстоянием, превышающим ширину листов, формирующих кольцо, и на различных высотах для обеспечения возможности перемещения вертикально размещенных листов.
Еще одна задача согласно настоящему изобретению состоит в неподвижной камере для вертикальной сварки и выравнивания листов, содержащей закрытую камеру с кондиционированным воздухом, имеющую объем, достаточный для размещения по меньшей мере одного оператора и по меньшей мере одной единицы сварочного оборудования, и отверстия на обеих противоположных сторонах, пересекаемых основанием и собранными на нем листами, а также содержащую:
20.1. по меньшей мере два вертикальных пресса, выбранных из группы, содержащей гидравлические, пневматические или механические прессы, и размещенных таким образом, что каждый из них нажимает на лист, что обеспечивает удержание листов, которые должны быть сварены, в выровненном состоянии на оптимальном расстоянии для выполнения сварки между ними,
20.2. вертикальные рельсы, точно установленные с обеих сторон указанных прессов и размещенные таким образом, что они обеспечивают возможность перемещения вдоль них соответствующих сварочных роботизированных устройств,
20.3. гидравлические прессы и системы управления сварочными роботизированными устройствами,
20.4. вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля и внутренние ступеньки,
20.5. применяемые при необходимости покрытия для стенок и крыши, выбранные из группы, содержащей тепловую изоляцию и акустическую изоляцию.
Еще одна задача согласно настоящему изобретению состоит в устройстве поддержки основания, содержащем опорную корпусную деталь, по меньшей мере один элемент регулирования уровня, рельсы и по меньшей мере два устройства для направления колец, причем опорная корпусная деталь устройства поддержки основания представляет собой двойной Т-образный выполненный из железа профиль, элементы регулирования уровня выбраны из группы, содержащей гидравлические, пневматические или механические поршни, а рельсы приварены на верхней части оснований кольцеобразным образом и обеспечивают возможность перемещения вдоль них подвижных камер для выполнения горизонтальной сварки. Кроме того, эти устройства для направления колец содержат:
24.1. конструкцию усиленного листа надлежащей геометрии для приспособления основания с тем, чтобы использовать его в качестве направляющего элемента, содержащего горизонтальную плоскую верхнюю сторону,
24.2. по меньшей мере два ролика горизонтального вала, размещенных на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность перемещения колец,
24.3. по меньшей мере три съемных и взаимозаменяемых ролика вертикального вала, размещенных на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность перемещения и формования колец,
24.4. по меньшей мере один съемный и взаимозаменяемый приводной ременной шкив, размещенный на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность направляющим канатам тянуть кольца.
Еще одна задача согласно настоящему изобретению состоит в подвижных камерах для внешней горизонтальной сварки, которые совершают перемещение по рельсам и содержат:
25.1. закрытую камеру с кондиционированным воздухом, имеющую объем, достаточный для размещения по меньшей мере одного оператора и одной единицы сварочного оборудования, и по меньшей мере одно окно для обеспечения возможности приближения сварочного оборудования к кольцам для выполнения сварки, и соответствующую геометрию для перемещения круговым образом вдоль периферии резервуара между двумя параллельными кольцами,
25.2. лестницу и поручни для обеспечения безопасной работы операторов на крыше камеры для выполнения внешней сварки,
25.3. по меньшей мере три колеса для перемещения вдоль рельсов,
25.4. по меньшей мере один точно установленный горизонтальный рельс, размещенный на такой высоте, что обеспечена возможность перемещения по нему по меньшей мере одного сварочного роботизированного устройства для выполнения горизонтального шва между кольцами,
25.5. по меньшей мере один двигатель для перемещения камеры для сварки посредством по меньшей мере одного ведущего колеса,
25.6. системы управления двигателем для перемещения камеры для сварки и сварочных роботизированных устройств,
25.7. вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля и внутренние ступеньки,
25.8. применяемые при необходимости покрытия для стенок и крыши, выбранные из группы, содержащей тепловую изоляцию и акустическую изоляцию.
Еще одна задача согласно настоящему изобретению состоит в подвижных камерах для внутренней горизонтальной сварки, которые совершают перемещение по рельсам и содержат:
26.1. закрытую камеру с кондиционированным воздухом, имеющую объем, достаточный для размещения по меньшей мере одного оператора и одной единицы сварочного оборудования, и по меньшей мере одно окно для обеспечения возможности приближения сварочного оборудования к кольцам для выполнения сварки, и соответствующую геометрию для перемещения круговым образом вдоль внутренней периферии резервуара,
26.2. по меньшей мере один точно установленный горизонтальный рельс, размещенный на такой высоте, что обеспечена возможность перемещения по меньшей мере одного сварочного роботизированного устройства по нему для выполнения горизонтального сварочного шва между кольцами,
26.3. по меньшей мере одно колесо для перемещения вдоль рельсов и по меньшей мере одно колесо для перемещения по днищу резервуара,
26.4. по меньшей мере один двигатель для перемещения камеры для сварки посредством по меньшей мере одного ведущего колеса,
26.5. системы управления двигателем для перемещения камеры для сварки и сварочных роботизированных устройств,
26.6. вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля и внутренние ступеньки,
26.7. применяемые при необходимости покрытия для стенок и крыши, выбранные из группы, содержащей тепловую изоляцию и акустическую изоляцию.
Подробное описание изобретения
Ниже следует описание вариантов реализации настоящего изобретения относительно процесса изготовления резервуаров, а также каждого из устройств, используемых при этом, посредством описываемых чертежей и описания наилучших примеров, известных изобретателям до настоящего времени. Эти примеры, образующие часть существующей накопленной информации, приведены для обеспечения лучшего понимания, причем они не ограничивают запрашиваемую охрану.
На фиг. 1 и 2 показан обычный резервуар, похожий на те, что построены с помощью процесса по настоящему изобретению, которое не ограничено этим типом, содержащий металлическую крышу (1), металлическую стенку и металлическое днище (2), построенное на бетонном фундаменте (6), обычно поднятом над уровнем днища. Металлическая крыша (1) оперта на конструкцию из металлических балок, которые в свою очередь могут быть поддержаны металлическими колоннами, распределенными внутри резервуара. Металлическая стенка резервуара сформирована кольцами (3), (4), (5) из металлических листов, приваренных одно поверх другого. Каждое кольцо, например, кольцо (3), в свою очередь образовано согнутыми прямоугольными металлическими листами (7), которые сварены один рядом с другим с образованием кольца.
В настоящем описании кольцо (3), размещенное в верхней части резервуара и прикрепленное к крыше (1), будет названо «кольцом номер один» или «первым кольцом», кольцо (4), приваренное к первому кольцу, будет названо «кольцом номер 2» или «вторым кольцом», и так далее, пока «последнее кольцо» или «нижнее кольцо», что представляет собой название, относящееся к кольцу 5, размещенному на нижней части стенки резервуара, не будет прикреплено к днищу (2). Кроме того, обычный резервуар, похожий на те, что построены с помощью процесса по настоящему изобретению, которое не ограничено этим типом, содержит несколько добавочных конструкций, таких как поручни на периферии крыши, лестницы на стенках, трубопроводы, проверочные окна, системы измерения и управления, системы вспомогательных услуг и т.д., причем все они представляют собой обычные конструкции для этого типа конструкций и имеют собственные характеристики согласно использованию, предназначенному для резервуара.
Сначала фундамент (6) резервуара подготовлен согласно обычным процессам, установленным и раскрытым в данной области техники, что обеспечивает наличие плоской подходящей поверхности для его установки.
Днище (2) резервуара построено на фундаменте (6) посредством размещения листов надлежащей толщины согласно предназначенному использованию и размерам резервуара, сваривания листов на их концах и отрезания периферийных листов для достижения заданной формы основания резервуара.
Альтернативный вариант реализации настоящего изобретения состоит в изготовлении резервуара без использования какой-либо мачты или колонны.
Другой предпочтительный альтернативный вариант реализации настоящего изобретения состоит в монтаже центральной мачты. В таком случае размещена центральная мачта (8) резервуара. Составные части центральной мачты (8) аккуратно смонтированы на днище, так что центральная мачта (8) поднята как единая часть и впоследствии служит направляющей для перемещения крыши (1) во время процесса подъема конструкции.
На периферии основания (2) резервуара, где впоследствии должны быть построены стенки резервуара, устройства (100) поддержки основания размещены круговым способом, используя мачту (8) в качестве центра, на одинаковом расстоянии друг от друга, а их количество пропорционально окончательному весу резервуара. Конструкция сооружаемого резервуара должна быть установлена на этих устройствах.
На фиг. 3 показано предпочтительное распределение устройств (100) поддержки основания вокруг центральной мачты (8).
Устройства (100) поддержки основания не только служат основанием для конструкции сооружаемого резервуара, но также обеспечивают возможность выполнения изгиба колец на месте и независимо от добавочных приспособлений, они снабжают персонал безопасным запасным выходом, ослабляют давление ветров на конструкцию и служат в качестве элементов поддержки и направляющих для подвижных камер для горизонтальной сварки, причем все это не требует выполнения сварочных операций на резервуаре при удалении их. Однако, в качестве альтернативного варианта реализации настоящего изобретения указанные устройства (100) поддержки могут быть приварены к основанию (2) сооружаемого резервуара.
На фиг. 4-6 показан предпочтительный вариант реализации устройств (100) поддержки основания, каждое из которых содержит опорную корпусную деталь (101), связанную по меньшей мере с двумя рельсами (109) для перемещения подвижных камер для горизонтального сварки, кроме того, указанные устройства поддержки основания содержат по меньшей мере один элемент (102) регулирования уровня и по меньшей мере два устройства (110) для направления колец.
Опорная корпусная деталь (101) поддерживается на одном конце днищем (2) резервуара а на противоположном конце опорной корпусной детали (101) элемент (102) регулирования уровня, связанный с устройством поддержки, размещен на внешней стороне резервуара. В предпочтительном варианте реализации настоящего изобретения указанный элемент (102) регулирования уровня связан с устройством поддержки посредством жесткого металлического вала (106), приваренного к опорной корпусной детали (101), которая вставлена в металлическую трубу (107), приваренную к элементу (102) регулирования уровня. Указанный элемент (102) регулирования уровня оперт на днище и при необходимости он может быть прикреплен к днищу несколькими средствами, такими как болты, сварка и т.д.
При необходимости может быть размещен дополнительный элемент (10), выполненный из части металлического листа той же самой толщины, как днище (2) резервуара на краю фундамента (6), для увеличения поддерживающей поверхности опорной корпусной детали (101).
Опорная корпусная деталь (101) способна стоять в определенном положении на необходимой поверхности, например, на днище (2) сооружаемого резервуара без необходимости сварки или использования поддерживающих или дополнительных элементов. Однако, изобретение предвидит возможность использования пары мест сварки для облегчения расположения. Эта опорная корпусная деталь (101) не только служит основанием и элементом поддержки для сооружаемой конструкции, но также выполняет функцию основания и элемента поддержки для устройства (110) для направления колец и также функцию анкера для рельсов (109), вдоль которых совершают перемещение подвижные камеры для горизонтальной сварки, что также обеспечивает возможность использования свободного пространства в качестве запасного выхода или для перемещения материалов, инструментов и персонала между внешними и внутренними частями сооружаемой конструкции.
В первом предпочтительном варианте реализации настоящего изобретения опорная корпусная деталь (101) выполнена в виде двойного Т-образного профиля, а во втором варианте реализации настоящего изобретения она выполнена в виде расширяющейся балки.
Кроме того, элемент (102) регулирования уровня в первом предпочтительном варианте реализации настоящего изобретения выполнен в виде элемента поддержки регулируемой высоты (103), способного быть связанным с одним из концов опорной корпусной детали (101), для обеспечения стабильности и поддержки набора, когда часть опорной корпусной детали (101) подвешена в воздухе, как в случае построения резервуаров, в которых основание резервуара размещено на более высоком уровне, чем остальная часть грунта.
В предпочтительном варианте реализации настоящего изобретения элемент (103) поддержки регулируемой высоты выбран из группы, содержащей винтовые домкраты, гидравлические поршни, пневматические подъемные системы и механические системы регулируемой высоты.
В предпочтительном варианте реализации настоящего изобретения элемент регулирования уровня выполнен в виде винтового домкрата, приваренного к колонне, или в виде металлического корпуса (104), прикрепленного к металлическому основанию, который способен быть анкерованным, прикреплен болтами или приварен к днищу.
Устройства (110) для направления колец выполнены в виде конструкции усиленного листа таким образом, что она согласована с геометрией опорной корпусной детали (101) и обеспечивает возможность перемещения вдоль нее, что обеспечивает возможности регулирования ее размещения в необходимом месте вдоль этой опорной корпусной детали (101). Ролики (111) в горизонтальном положении и взаимозаменяемые ролики (112) в вертикальном положении, обеспечивающие возможность управляемого перемещения колец, прикреплены к указанной конструкции усиленного листа. Кроме того, каждое устройство для направления колец содержит по меньшей мере один взаимозаменяемый приводной ременной шкив (113), предназначенный для направления тягового каната, используемого для перемещения колец.
В предпочтительном варианте реализации настоящего изобретения, поясняемого на фиг. 7, указанная конструкция усиленного листа, принадлежащая устройству (110) для направления колец, выполнена в виде горизонтального листа, согнутого на двух из его противоположных краев (114), которые, как зажимы, окружают верхнюю сторону двойного Т-образного профиля, действующего как опорная корпусная деталь, к которому горизонтальные листы (115) удлинения и вертикальные согнутые листы (116) конструктивного укрепления приварены на обоих согнутых концах. Указанные горизонтальные листы (115) удлинения содержат отверстия, через которые проходят валы соответствующих вертикальных роликов (112) или приводные ременные шкивы (113), размещенных в положении, обеспечивающем возможность скольжения листа (7), размещенного вертикально между ними. Указанные вертикальные ролики (112) или приводные ременные шкивы (113) взаимозаменяемы, что обеспечивает возможность реализации для них различных конфигураций, и в предпочтительном варианте реализации настоящего изобретения три вертикальных ролика (112) и один приводной ременной шкив (113) установлены в каждом устройстве (110) для направления колец. Указанные вертикальные согнутые листы (116) усиления имеют соответствующие горизонтальные ролики (111), расположенные в таком положении, что они обеспечивают возможность перемещения листа (7), размещенного в вертикальном положении на них.
В предпочтительном варианте реализации настоящего изобретения высота устройств (100) поддержки основания составляет по меньшей мере 400 мм, что обеспечивает возможность свободного прохождения операторов под конструкцией сооружаемого резервуара и рельсами, в частности при использовании элементов арматуры, разработанной для этого. Этот элемент арматуры, применимый к конструкции по настоящему изобретению, который следует называть межстенным устройством (9) транспортировки, выполнен в виде пары рельсов, размещенных на днище, и связывает внутреннюю часть контейнера с внешней частью сооружаемого контейнера или элемента, по которым происходит перемещение пластинчатых корпусные детали в виде салазок, поддерживающие спину оператора, с колесами, способными выполнять качение по указанным рельсам, что, таким образом, обеспечивает возможность легко и быстро пересекать контейнер из внутренней части на внешнюю сторону и наоборот. Указанное межстенное устройство (9) транспортировки, посредством которого операторы способны удобно совершает перемещение для быстрого и эффективного получения доступа в контейнер или выхода из него, обеспечивает отсутствие необходимости в любом другом запасном выходе и избегает окончательной по привариванию листов на отверстиях, обычно оставляемых в стенках сооружаемой конструкции для получения доступа к сооружаемому контейнеру.
Межстенные устройства (9) транспортировки представляют собой систему, облегчающую циркуляцию людей и объектов внутри и снаружи сооружаемого резервуара, обеспечивающую быстрый маршрут эвакуации и также избегающую проблем безопасности, таких как риск образования искр, которые могут возникать при перетягивании тяжелых металлических объектов по днищу резервуара, или риск телесного повреждения.
Задачу настоящего изобретения составляют указанные межстенные устройства (9) транспортировки, которые представляют собой металлические салазки, перемещающиеся по металлическим рельсам, временно приваренным к днищу резервуара, и содержащие подшипники, неподвижно прикрепленные к указанным салазкам, поворотные валы которых размещены под углом в диапазоне от 10° до 50° шестидесятеричной системы относительно горизонтальной оси. Предпочтительны значения между 20° и 45°. Таким образом, достигнуты максимальная безопасность для персонала и долговечность подшипников, и уменьшен риск схода с рельс указанных салазок, что в случае аварии может привести к потерям человеческих жизней. Очевидно, что наклон указанных подшипников имеет место во внешнем направлении от салазок, причем колеса «открыты» относительно корпуса салазок. В настоящем изобретении имеют место два варианта: указанные подшипники выполнены в виде роликоподшипников, а указанные рельсы выполнены в виде U-образных профилей, также наклоненных для получения подшипников, выполняющих перемещение внутри U-образного профиля, или указанные подшипники имеют вогнутую наружную поверхность, обеспечивающую возможность их насаживания на цилиндрический металлический рельс (трубу).
На фиг. 3 выделено положение межстенного устройства (9) транспортировки в распределении основных компонентов по настоящему изобретению.
После размещения устройств (100) поддержки основания межстенные устройства (9) транспортировки смонтированы на периферии днища (2) резервуара и между устройствами (100) поддержки основания в подходящем количестве согласно потребности транспортировки персонала, инструментов и материалов. Количество используемых межстенных устройств (9) транспортировки должно зависеть от ряда факторов, таких как количество операторов, одновременно работающих внутри сооружаемой конструкции, количество секторов, предназначенных для загрузки и разгрузки сырья и инструментов, размер пространства вокруг сооружаемой конструкции и т.д.
После установки указанных межстенных устройств (9) или одновременно с этим направляющие устройства (110) для колец установлены в соответствующем положении на опорных корпусных деталях (101) каждого устройства (100) поддержки основания. На каждом устройстве (100) поддержки основания устройство (110) для направления колец размещено на периферии резервуара, около внутреннего конца на опорной корпусной детали (101), в таком положении, что кольцо, перемещающееся по нем, достигает правильного положения, чтобы быть приваренным к конструкции сооружаемого резервуара.
В предпочтительном варианте реализации настоящего изобретения по меньшей мере одно устройство (110) для направления колец размещено на внешнем конце, на опорной корпусной детали (101) каждого устройства (100) поддержки основания на таком расстоянии от внутреннего устройства (110) для направления колец, что это обеспечивает возможность размещения подвижной камеры (300) для горизонтальной внешней сварки между обоими устройствами (110) для направления колец. Таким образом, фиксированы по меньшей мере два круговых пространства, разграниченные местом расположения указанных устройств (110) для направления колец: внутренний круг, определяющий пространство, занимаемое резервуаром, и внешний круг, в котором размещено сооружаемое кольцо перед переходом к внутреннему кругу, который будет сварен как часть сооружаемого резервуара. Это обеспечивает возможность экономии большого количества времени, поскольку во время приваривания одного кольца в указанном внутреннем круге может быть одновременно сформировано следующее кольцо. Указанный внутренний круг определен роликами (112) вертикального вала, которые размещены на том, что должно быть внутренней стороной стенки резервуара. Это представляет собой существенную особенность изобретения, поскольку окончательное положение резервуара должно быть определено местом расположения указанных вертикальных роликов (112), которые будут в контакте с внутренней стороной стенок кольца, помещенных в указанный внутренний круг. Это обеспечивает возможность полного контроля над формой и расположением сооружаемого резервуара. Известны системы, которые направляют листы с V-образными седлами, что приводит к различным положениям в зависимости от толщины формируемых листов. В настоящем изобретении окончательное расположение резервуара зависит только от места расположения внутренних вертикальных роликов (112) устройств (110) для направления колец, образующих указанный внутренний круг. Отметим, что преимущество, обеспечиваемое этой новой системой расположения колец, состоит в том, что внутренний диаметр резервуара должен быть одинаков вдоль всей высоты резервуара, даже если листы различных колец имеют различную толщину. Использование листов различной толщины в соответствии с высотой резервуара обычно имеет место при изготовлении больших резервуаров.
Короче говоря, в каждом устройстве (100) поддержки основания присутствует по меньшей мере два устройства (110) для направления колец, одно на внутреннем круге, определяющем окончательный размер сооружаемого резервуара, и другое на внешнем круге, получающем следующее кольцо во время выполнения операций сварки, окончательной отделки и подъема предыдущих колец.
Затем кольцеобразные рельсы (109) приварены на верхней горизонтальной стороне опорных корпусных деталей (101) каждого устройства (100) поддержки основания, соединяя их. Рельсы (109) обеспечивают возможность переноса подвижных камер для горизонтальной сварки по периферии сооружаемой конструкции, и в то же самое время они обеспечивают конструктивную жесткость комплекту устройств (100) поддержки основания.
В предпочтительном варианте реализации настоящего изобретения указанные рельсы (109) сформированы полосами металлических листов, приваренными в вертикальном положении к опорным корпусным деталям (101) каждого устройства (100) поддержки основания.
В предпочтительном варианте реализации настоящего изобретения два кольцеобразных рельса (109) установлены на внешней стороне сооружаемого резервуара между двумя устройствами (110) для направления колец для перемещения внешних подвижных камер (200) для горизонтальной сварки, а кольцеобразный рельс (109) установлен на внутренней стороне сооружаемого резервуара для перемещения внутренних подвижных камер (300) для горизонтальной сварки.
На фиг. 4 показано предпочтительное распределение узлов указанного устройства (100) поддержки основания.
После предыдущих операций или одновременно с существующими операциями по меньшей мере одно устройство (400) формирования колец из листового материала размещено тангенциально к периферии резервуара.
Устройство (400) формирования колец из листового материала обеспечивает возможность последовательного соединения отдельных металлических листов, ориентированных в вертикальном положении, для получения непрерывной полосы листов необходимой длины для формирования кольца для сооружаемого резервуара, посредством выравнивания краев двух последовательных листов точным и быстрым способом, чтобы позволить использовать сварочное роботизированное устройство, обеспечивающее оптимальную отделку и существенное уменьшение времени, необходимого для выполнения сварного шва, в то же самое время обеспечивая оптимальные условия безопасности для операторов, максимальное качество отделки и обеспечивая защиту от неблагоприятной погоды, что обеспечивает возможность проведения непрерывных работ при неблагоприятных условиях.
Предпочтительный вариант реализации устройства (400) формирования колец из листового материала показан на фиг. 15, 16 и 17, где для ясности и общности не показана неподвижная камера (402) для вертикальной сварки и выравнивания листов.
Устройство (400) формирования колец из листового материала содержит основание (401), по меньшей мере одну камеру (402) для вертикальной сварки и выравнивания листов, стойки (403) регулируемой высоты и ролики (404) для направления вертикальных металлических листов и ролики (405) для направления горизонтальных металлических листов.
В предпочтительном варианте реализации настоящего изобретения основание (401) указанного устройства (400) формирования колец из листового материала выполнено в виде двойного Т-образного выполненного из железа профиля с длиной, по меньшей мере равной длине одного из отдельных листов, которые последовательно соединены при формировании каждого кольца.
В предпочтительном варианте реализации настоящего изобретения указанные стойки (403) регулируемой высоты указанного устройства (400) формирования колец из листового материала установлены попарно, по одной с каждой стороны основания, и выполнены из двойного Т-образного профиля тех же самых размеров, как указанное основание (401), приваренного перпендикулярно к указанному основанию (401) и элементу (406) расширения, выбранному из группы, содержащей гидравлические, пневматические или механические поршни, установленные на внешнем конце указанного профиля.
Ролики для направления металлических листов указанного устройства формирования колец из листового материала установлены на указанной основе горизонтально (405) и перпендикулярно к основной оси основания, вертикально (404) к каждой стороне указанного основания, по парам, разделенным тем же самым расстоянием как ширина листов, формирующих кольцо, и на различных высотах для обеспечения возможности перемещения листов, ориентированных вертикально.
Каждая неподвижная камера (402) для вертикальной сварки и выравнивания листов указанного устройства (400) формирования колец из листового материала представляет собой закрытую камеру с кондиционированием воздуха, имеющую объем, достаточный для размещения по меньшей мере одного оператора и по меньшей мере одной единицы сварочного оборудования, и отверстия на обеих противоположных сторонах, уплотненных завесами, причем неподвижная камера (402) для вертикальной сварки и выравнивания листов полностью пересечена указанным основанием (401) и собранными на нем листами. Каждая неподвижная камера (402) для вертикальной сварки и выравнивания листов указанного устройства (400) формирования колец из листового материала также содержит по меньшей мере два вертикальных пресса (407), выбранных из группы, содержащей гидравлические, пневматические или механические прессы, и размещенных таким образом, что каждый из них нажимает на лист, что обеспечивает удержание листов, которые должны быть сварены, в выровненном состоянии на оптимальном расстоянии для выполнения сварки между ними, причем эти прессы выполняют горизонтальное перемещение, то есть прессы снабжены двумя тормозными башмаками, выполняющими горизонтальное перемещение, приближая листы к последовательным параллельным положениям, вертикальные рельсы (408), точно установленные с обеих сторон указанных прессов и размещенные таким образом, что они обеспечивают возможность перемещения соответствующих сварочных роботизированных устройств вдоль них, вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля. Этап процесса, выполняемый в этих неподвижных камерах для вертикальной сварки и выравнивания листов и представляющий собой вертикальное выравнивание листов и их автоматическую сварку с образованием полосы, которая должна дать начало кольцу, может быть выполнен одновременно с этапом горизонтальной сварки между верхними сформированными кольцами.
Неподвижные камеры (402) для вертикальной сварки и выравнивания листов указанного устройства (400) формирования колец из листового материала установлены на равном расстоянии относительно длины листов, которые должны быть последовательно соединены, чтобы сваривание могло быть выполнено одновременно. Количество используемых неподвижных камер для вертикальной сварки и выравнивания листов ограничено только имеющимся пространством для их размещения.
В предпочтительном варианте реализации настоящего изобретения крыша неподвижных камер (402) для вертикальной сварки и выравнивания листов выполнена из металлических листов подходящей толщины, чтобы выдержать случайное падение инструментов или других объектов с высоты сооружаемого резервуара, так чтобы был защищен работающий внутри персонал.
В предпочтительном варианте реализации настоящего изобретения стенки неподвижных камер (402) для вертикальной сварки и выравнивания листов покрыты теплоизоляционным материалом для обеспечения комфорта работающему внутри персоналу и уменьшения энергетических затрат системами управления кондиционированием внутреннего воздуха, при их наличии.
В другом предпочтительном варианте реализации настоящего изобретения стенки неподвижных камер (402) для вертикальной сварки и выравнивания листов покрыты звукоизолирующим материалом для обеспечения комфорта работающему внутри персоналу.
В предпочтительном варианте реализации настоящего изобретения устройство (400) формирования колец из листового материала размещено тангенциально к периферии сооружаемого резервуара, как показано на фиг. 3.
В другом предпочтительном варианте реализации настоящего изобретения множество устройств (400) формирования колец из листового материала установлено тангенциально к периферии сооружаемого резервуара, что обеспечивает возможность одновременного выполнения соответствующих полос листов для колец.
Гибкость при выборе местоположения и количества используемых устройств (400) формирования колец из листового материала представляет собой еще один новый отличительный признак процесса по настоящему изобретению, обеспечивающий возможность оптимизации использования пространства, существующего в окрестности места изготовления.
В предпочтительном варианте реализации настоящего изобретения неподвижные камеры (402) для вертикальной сварки и выравнивания листов размещены на указанном внешнем круге, что обеспечивает возможность выполнения вертикального сваривания уже свернутых листов. Эта альтернатива обеспечивает возможность формирования колец из металлических листов толщиной больше 3/4 дюйма, которые должны быть согнутыми перед формированием колец.
После монтажа указанных рельсов (109) на указанном устройстве (100) поддержки и формирования из листового материала на них размещена по меньшей мере одна подвижная камера (200) для внешней горизонтальной сварки и по меньшей мере одна подвижная камера (300) для внутренней горизонтальной сварки.
Предпочтительный вариант реализации подвижной камеры (200) для внешней горизонтальной сварки показан на фиг. 8, 9 и 10.
Подвижная камера (200) для внешней горизонтальной сварки совершает перемещение вдоль указанных рельсов (109), размещенных на внешней стороне указанного внутреннего круга, отделяющего периферию сооружаемого резервуара, и представляет собой закрытую камеру (201) с кондиционированным воздухом, объем которой достаточен для размещения по меньшей мере одного оператора и одной единицы сварочного оборудования, содержащего по меньшей мере одно окно спереди для обеспечения возможности приближения сварочного оборудования к свариваемым кольцам, уплотненное завесами и имеющее подходящую геометрию для перемещения круговым образом вдоль периферии резервуара между двумя параллельными кольцами, лестницы и поручни для обеспечения возможности безопасной работы операторов на крыше камеры для внешней сварки, что обеспечивает возможность их использования в качестве подвижных подмостков, по меньшей мере два колеса (202) для скольжения по указанным рельсам, по меньшей мере один точно установленный рельс, размещенный на высоте, обеспечивающей возможность перемещения вдоль него по меньшей мере одного сварочного роботизированного устройства для выполнения горизонтального сварного шва между кольцами, по меньшей мере один двигатель (203) для перемещения камеры для сварки с по меньшей мере одним ведущим колесом (204), системы управления двигателем для перемещения камеры для сварки и сварочных роботизированных устройств, и вспомогательные системы, выбранные из группы, содержащей внутреннее управление кондиционированием внутреннего воздуха, контроль освещения, контроль качества сварки, управление размещением листов, системы удаленного управления, системы контроля.
В предпочтительном варианте реализации настоящего изобретения подвижные камеры (200) для внешней горизонтальной сварки содержат усиленную металлическую конструкцию, и в виде сверху она имеет форму, приблизительно напоминающую дугу периферии, описываемую кольцами сооружаемого резервуара, как показано на фиг. 8. В этом предпочтительном варианте реализации настоящего изобретения каждая подвижная камера для внешней горизонтальной сварки имеет три колеса (202) свободного хода и ведущее колесо (204) типа приводного ременного шкива для перемещающегося перемещения по двум рельсам (109), причем указанное перемещение достигнуто посредством использования электродвигателя или двигателя (203) внутреннего сгорания, управляющего указанным ведущим колесом (204).
В предпочтительном варианте реализации настоящего изобретения крыша подвижных камер (200) для внешней горизонтальной сварки выполнена из металлических листов подходящей толщины, чтобы выдерживать случайное падение инструментов или других объектов с высоты сооружаемого резервуара, так чтобы персонал, работающий внутри, был защищен, и выдерживать перемещение операторов и инструментов так, чтобы их можно было использовать в качестве подвижных подмостков.
В предпочтительном варианте реализации настоящего изобретения стенки неподвижных камер (200) для внешней горизонтальной сварки покрыты теплоизоляционным материалом для обеспечения комфорта работающему внутри персоналу и уменьшения энергетических затрат системами управления кондиционированием внутреннего воздуха, при их наличии.
В другом предпочтительном варианте реализации настоящего изобретения стенки подвижной камеры (200) для горизонтальной внешней сварки покрыты звукоизолирующим материалом для обеспечения комфорта работающему внутри персоналу.
Предпочтительный вариант реализации подвижной камеры (300) для внешней горизонтальной сварки показан на фиг. 11, 12, 13 и 14.
Подвижные камеры (300) для внутренней горизонтальной сварки совершают перемещение по указанным рельсам (109), размещенным внутри указанного внутреннего круга и на днище (2) резервуара, хотя настоящее изобретение также предвидит их перемещение посредством колес или рельсов по днищу (2) резервуара. Подвижные камеры (300) для внутренней горизонтальной сварки содержат закрытую камеру (301) с кондиционированным воздухом, объем которой достаточен для размещения по меньшей мере одного оператора и одной единицы сварочного оборудования, содержащего по меньшей мере одно окно спереди, уплотненное завесами, для обеспечения возможности приближения сварочного оборудования к свариваемым кольцам, и имеющее подходящую геометрию для перемещения круговым образом вдоль внутренней периферии одного точно установленного горизонтального рельса (302), размещенного на высоте, обеспечивающего возможность перемещения вдоль него по меньшей мере одного сварочного роботизированного устройства для выполнения горизонтального сварного шва между кольцами, по меньшей мере одно колесо (303) для перемещения вдоль указанных рельсов (109) и по меньшей мере одно колесо (304) для перемещения по днищу резервуара, по меньшей мере один двигатель (305) для перемещения камеры для сварки по меньшей мере с одним ведущим колесом, системами управления двигателем для перемещения камеры для сварки и сварочных роботизированных устройств, и вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля, ступеньки (306).
В предпочтительном варианте реализации настоящего изобретения указанные подвижные камеры (300) для внутренней горизонтальной сварки содержат усиленный металлический каркас, а его вид спереди демонстрирует форму, приблизительно напоминающую дугу периферии, описанную кольцами сооружаемого резервуара. В этом предпочтительном варианте реализации настоящего изобретения каждая подвижная камера (300) для внутренней горизонтальной сварки содержит на своей передней стороне свободный приводной ременной шкив (303) и ведущее колесо типа приводного ременного шкива (307) для качения по рельсу (109), а на своей задней стороне два колеса (304) холостого хода для перемещения по днищу резервуара, причем указанное перемещение достигнуто посредством электродвигателя или двигателя (305) внутреннего сгорания, приводящего в движение указанное ведущее колесо.
В предпочтительном варианте реализации настоящего изобретения крыша неподвижных камер (300) для внутренней горизонтальной сварки выполнена из металлических листов подходящей толщины, чтобы выдерживать случайное падение инструментов или других объектов с высоты сооружаемого резервуара, так чтобы персонал, работающий внутри, был защищен, и выдерживать перемещение операторов и инструментов так, чтобы ее можно было использовать в качестве подвижных подмостков.
В предпочтительном варианте реализации настоящего изобретения стенки неподвижных камер (300) для внутренней горизонтальной сварки покрыты теплоизоляционным материалом для обеспечения комфорта работающему внутри персоналу и уменьшения энергетических затрат системами управления кондиционированием внутреннего воздуха, при их наличии.
В другом предпочтительном варианте реализации настоящего изобретения стенки неподвижных камер (300) для горизонтальной внутренней сварки покрыты звукоизолирующим материалом для обеспечения комфорта работающему внутри персоналу.
В предпочтительном варианте реализации настоящего изобретения указанное устройство для перемещения полосы листов представляет собой электрическую лебедку, которая тянет стальной канат, конец которого присоединен к металлическому листу, приваренному к концу листа, который должен быть перемещен. Подвижные камеры (300) для горизонтальной внутренней сварки оставляют пустое пространство между своей нижней частью и днищем (2) резервуара и между их передними колесами (303) и (307) и задними колесами (304), которое достаточно широко, чтобы обеспечить возможность их переноса на разборное устройство (500), например, такое, как показано на фиг. 18 и 19, установленное в горизонтальном и радиальном положениях на днище (2) резервуара.
После расположения устройства (110) для направления колец на опорных корпусных деталях (101) каждого устройства (100) поддержки основания, устройство для перемещения полосы листов установлено в выбранном месте периферии сооружаемого резервуара.
В предпочтительном варианте реализации настоящего изобретения указанные устройство для перемещения полосы листов представляет собой электрическую лебедку, которая тянет стальной канат, конец которого присоединен к металлическому листу, приваренному к концу листа, который должен быть перемещен. Стальной канат выполнен в виде спирали, окружающей периферию сооружаемого резервуара, проходящей через приводные ременные шкивы (113) устройств (110) для направления внутренних и внешних колец и достигающей устройства (400) формирования колец из листового материала.
После размещения, регулирования уровня и выравнивания всех ранее упомянутых устройств полоса металлического листа собрана для первого кольца.
Для этого первый плоский металлический лист размещен посредством соответствующего подъемного устройства на внешнем конце устройства формирования колец из листового материала таким образом, чтобы его нижний конец покоился на указанных горизонтальных роликах (405) и был удержан вертикальными роликами (404). Этот первый лист перемещают вручную или с использованием источника энергии по указанным роликах, пока его задний конец не будет размещен в положении для сварки между указанными вертикальными прессами (407) в одной из неподвижных камер (402) для вертикальной сварки и выравнивания листов.
Посредством подъемного устройства второй плоский металлический лист вертикально размещают на внешнем конце устройства формирования колец из листового материала, так что его нижний конец оперт на указанные горизонтальные ролики (405) и удержан вертикальными роликами (404). Этот второй лист перемещают вручную или с использованием источника энергии по указанным роликам, пока его передний конец не будет размещен в положении для сварки между указанными вертикальными прессами (407) в одной из неподвижных камер (402) для вертикальной сварки и выравнивания листов.
В предпочтительном варианте реализации настоящего изобретения указанное подъемное устройство выполнено в виде передвижного крана.
Внутри неподвижной камеры (402) для вертикальной сварки и выравнивания листов задний конец первого листа и передний конец второго листа удержаны указанной системой (407) вертикального двойного пресса и выровнены на оптимальном расстоянии для выполнения сварки между ними. Для достижения последовательного соединения сварной шов обеих листов выполнен посредством по меньшей мере одного сварочного роботизированного устройства, перемещающегося по указанным точно установленным вертикальным рельсам (408). Система также обеспечивает возможность использования ручной сварки.
Комбинация вертикальных прессов (407), которая устраняет возможность вспучивания, сварочные роботизированные устройства, системы управления и регулирования расположения частей, добавленных к навесу, и комфорт, обеспечиваемый неподвижными камерами (402) для вертикальной сварки и выравнивания листов, гарантируют сварку высокого качества, выполняемую за короткий период времени, и обеспечивают возможность непрерывной работы даже при неблагоприятных погодных условиях.
В соответствии с другим вариантом реализации изобретения проводимые проверки качества сварки могут быть выполнены внутри неподвижных камер (402) для вертикальной сварки и выравнивания листов.
Сваренные листы затем переносят посредством указанных роликов, пока задний конец набора не будет оставлен в положении для сварки между указанными вертикальными прессами (407) в одной из неподвижных камер (402) для вертикальной сварки и выравнивания листов.
На переднем конце полосы первого листа из набора приваривают металлическую пластину, к которой прикреплен конец стального каната, который тянет указанное устройство для перемещения полосы листов, что обеспечивает возможность перемещения набора соединенных вместе листов по указанным горизонтальным роликам (405) и между указанными вертикальными роликами (404).
Процесс размещения последовательных листов на внешнем конце устройства (400) формирования колец из листового материала, расположения вертикальных краев, свариваемых между указанными вертикальными прессами (407) в одной из неподвижных камер для вертикальной сварки и выравнивания (402), и сварки их повторяется до формирования полосы последовательного соединения листов той же самой или большей длины, чем периметр сооружаемого резервуара.
Количество одновременно выполняемых сварных швов, которые могут быть выполнены посредством этого процесса, равно количеству неподвижных камер (400) для вертикальной сварки и выравнивания листов, которыми обладает устройство (400) формирования колец из листового материала, что пропорционально уменьшает время, необходимое для изготовления кольца. Количество неподвижных камер (400) для вертикальной сварки и выравнивания листов, которыми обладает устройство (400) формирования колец из листового материала, ограничено лишь доступным пространством на месте изготовления, что представляет собой другой новый отличительный признак этого процесса.
В предпочтительном варианте реализации настоящего изобретения устройство (400) формирования колец из листового материала использовано по меньшей мере с двумя неподвижными камерами (402) для вертикальной сварки и выравнивания листов, что обеспечивает возможность одновременного выполнения двух вертикальных сварных швов.
Таким образом, этот новый процесс обеспечивает возможность ускорения циркуляции необработанного материала, поскольку разгрузку листов выполняют только в одном месте, на внешнем конце устройства (400) формирования колец из листового материала, который представляет собой самое удаленное место конструкции сооружаемого резервуара. Это обеспечивает возможность оптимизации транспортного потока, переносящего необработанный материал на место изготовления, с одновременной минимизацией перемещения тяжелых машин по площадке, поскольку подъемное устройство, используемое для помещения листов в устройство (400) формирования колец из листового материала, не требует перемещения по всей месте изготовления, что, таким образом, увеличивает личную безопасность для персонала и уменьшает страховые взносы в качестве косвенных последствий.
Отсутствие тяжелых машин, циркулирующих вокруг сооружаемого резервуара также обеспечивает возможность существенной экономии времени и затрат, поскольку отсутствует необходимость подготовки грунта на периферии резервуара для поддержания веса указанных машин с одновременным обеспечением возможности большей плотности конструкций вследствие экономии соответствующего пространства.
В отличие от других известных процессов этот новый процесс обеспечивает возможность использованию плоских листов любой толщины и размера для построения колец, что в дополнение к обеспечению большой гибкости относительно требований изготовления, максимизирует эффективность транспортировки, поскольку плоские листы занимают меньше места, чем предварительно сформированные листы.
После образования полосы последовательно соединенных листов в указанном устройстве (400) формирования колец из листового материала, ее переносят на указанных горизонтальных роликах (405), ведомых указанными вертикальными роликами (404), натягиваемыми посредством указанного каната, натягиваемого указанным устройством для перемещения полосы листов, и вводят в указанный внешний круг, образующий внешнюю периферия конструкции сооружаемого резервуара, на указанных горизонтальных роликах (111) указанного устройства (110) направления для колец, размещенного на внешнем конце опорной корпусной детали (101) каждого устройства (100) поддержки основания. После входа полосы соединенных вместе листов, образованной в указанном устройстве (400) формирования колец из листового материала, в указанный второй круг она приобретает согнутую форму вследствие воздействия указанных вертикальных роликов (112) указанных внешних устройств (100) поддержки основания.
При достижении полосой соединенных вместе листов, образованной в указанном устройстве (400) формирования колец из листового материала, длины, эквивалентной периметру кольца, всю ее перемещают посредством указанного устройства для перемещения полосы листов, пока она не будет размещена на первом круге, на периферии конструкции сооружаемого резервуара. Во время процесса по транспортировке и расположению указанная полоса приобретает окончательный диаметр кольца в результате воздействия указанных вертикальных роликов (112) на указанное устройство (110) для направления колец, размещенное на внутреннем конце указанных устройств (100) поддержки основания.
После размещения первого кольца (3) в его конечном положении на указанном первом внутреннем круге удаляют металлическую пластину, к которой прикреплен конец стального каната, ведомого устройством для перемещения полосы листов, и выполняют последний вертикальный сварной шов.
В предпочтительном варианте реализации настоящего изобретения указанный последний вертикальный сварной шов выполнен автоматически посредством сварочного роботизированного устройства, перемещающегося по точно установленным рельсам, установленным в указанной подвижной камере (200) для внешней горизонтальной сварки.
В другом предпочтительном варианте реализации настоящего изобретения указанный последний вертикальный сварной шов выполнен автоматически посредством сварочного роботизированного устройства, перемещающегося по точно установленным рельсам, установленным в указанной подвижной камере (300) для внутренней горизонтальной сварки.
В другом предпочтительном варианте реализации настоящего изобретения указанный последний вертикальный сварной шов выполнен автоматически, одновременно посредством соответствующих сварочных роботизированных устройств, которые совершают перемещение по точно установленным рельсам, установленным в указанной подвижной камере (200) для внешней горизонтальной сварки и в указанной подвижной камере (300) для внутренней горизонтальной сварки.
Использование подвижных камер (300) для внутренней сварки и подвижных камер (200) для внешней сварки для выполнения последнего шва при вертикальной сварке кольца представляет собой еще один элемент новизны по настоящему изобретению, что делает ненужными предыдущие операции выравнивания и фиксирования систем направляющих для сварочных роботизированных устройств на поверхности кольца и последующие операции, необходимые для их удаления, при сохранении качества сварки и гарантии непрерывной работы даже при неблагоприятных погодных условиях.
Однако, настоящее изобретение также учитывает, что указанный последний шов вертикальной сварки может быть выполнен вручную или полуавтоматическим образом посредством временного приваривания вертикальных рельсов на кольце, чтобы обеспечить возможность перемещения сварочного роботизированного устройства.
После выполнения последнего вертикального шва на первом кольце (3) в указанном устройстве (400) формирования колец из листового материала будет начат уже описанный процесс объединения листов для выработки полосы листов, которая должна сформировать второе кольцо (4).
Металлическая пластина, к которой приварен конец стального каната, ведомого устройством для перемещения полосы листов, приварена к концу первого листа полосы листов, которая должна формировать второе кольцо, и указанный канат снова установлен на вертикальных приводных ременных шкивах (113) устройств (110) для направления колец устройств (100) поддержки основания.
Затем происходит изготовление конструкции крыши (1) резервуара.
После приваривания первого кольца (3) к периферийной конструкции крыши (1) происходит его чистовая обработка, включая поручни, трубы, элементы арматуры и пролеты внутренних колонн той же самой высоты, как размещенное кольцо, если указанные колонны были необходимы, только некоторые листы для крыши оставляют без размещения, чтобы ослабить давление, оказываемое ветром и для эвакуации персонала и инструментов при необходимости на последней этапе изготовления. Лестничный пролет и необходимые элементы арматуры также собраны на кольце, что устраняет необходимость работы на высоте.
Затем происходит размещение множества разборных устройств (500) со съемными добавочными приспособлениями (900), предназначенных для поднятия конструкций. Указанные устройства размещены в двух положениях: на периферии резервуара на внутренней стороне, и внутри резервуара рядом со всеми внутренними колоннами резервуара, в случае присутствия указанных колонн в качестве основания конструкции, за исключением центральной мачты, которая была ранее полностью собрана. Количество и распределение разборных устройств со съемными добавочными приспособлениями, предназначенных для поднятия конструкций, должно зависеть от окончательного веса конструкции резервуара.
В предпочтительном варианте настоящего изобретения одно разборное устройство со съемными добавочными приспособлениями размещено в расчете на каждые 5000 кг веса завершенного резервуара без учета веса основания резервуара, поскольку оно не должно быть поддержано указанными устройствами.
Предпочтительный вариант реализации уже упомянутого разборного устройства (500), показанный на фиг. 18 и 19, обеспечивает возможность элементам поддержки связывающих приспособлений удерживать различные части сооружаемого резервуара и содержит основание (501) стержня, то есть, опорную поверхность колонны (502) домкрата, которая выполнена в виде прямоугольного металлического листа, согнутого под углом 90° с обеих больших сторон в виде лотка в виде перевернутого «U». Эти сгибы (503) под углом 90° обеспечивают конструкции жесткость и обеспечивают возможность прохождения осевого стержня. Около одного из концов большой стороны (задний конец А) указанного основания (501) на обоих сгибах (503) листа высверлено отверстие (504) (показано на фиг. 23), через которое осевой стержень должен пройти таким образом, чтобы указанный осевой стержень был параллелен малым сторонам основания (501), и чтобы основание (501) было в состоянии выполнять поворот относительно центра около одной из больших сторон. Колонна (502) разборного устройства приварена не по центру основания (501), а около одной из малых сторон на противоположном конце осевого стержня (передний конец В), центрированного относительно этой малой стороны.
На фиг. 23 показаны выступы (511), обеспечивающие возможность поворота колонны (502). Оба выступа (511), установленные с обеих сторон основания (501), выполнены в виде железной пластины с отверстием, обеспечивающим возможность прохождения вала через отверстие (504), связывая их с основанием осевого стержня (501). Оба выступа (511) приварены или прикреплены к днищу, по одному с каждой стороны поворотного основания (501), и обеспечивают возможность поворота разборного устройства.
Упомянутая колонна (502) предпочтительно представляет собой полую металлическую колонну квадратного сечения, выполненную из стального листа. Ее нижний конец приварен к основанию (501), а верхний конец покрыт листом (на фиг. 18, 19 и 20 показаны его боковые края), приваренным к стойке (502). В этом листе высверлены отверстия, обеспечивающие возможность прикрепления болтами устройства ограничения перемещения (505). Сторона около осевых стержней (задняя сторона А) приварена к рейке (506), будучи отцентрованной на стороне относительно вертикальной оси колонны (502). Указанная рейка (506) содержит металлическую пластину (507) длины, равной длине колонны (502), причем с одной стороны этой пластины приварены с постоянными интервалами зубья (508) рейки, выполненные из металлических прутков квадратного сечения, перпендикулярно большим сторонам пластины (507). Противоположная сторона пластины (507) приварена к задней стороне колонны (502).
Устройство или корпусная деталь (505) ограничения перемещения выполнено в виде квадратной металлической детали со стороной, немного большей стороны квадратного сечения колонны (502). На концах его передней стороны натяжные элементы (509) поддержки приварены под углом 120° относительно стороны, по одному на каждом углу. Устройство (505) ограничения перемещения прикреплено болтами к крышке колонны (502), будучи центрированным относительно нее.
Натяжные элементы (509) поддержки по фиг. 18, 19 и 20 выполнены в виде короткой стальной плиты с отверстием (510) вблизи одного из его концов, чтобы обеспечить возможность прикрепления натяжных устройств. Элементы (509) поддержки приварены к устройству (505) ограничения перемещения с одной из его больших сторон таким образом, чтобы они были установлены перпендикулярно и выступали на расстояние, примерно равное половине его большой стороны.
Верхние корпуса (600) и нижний корпус (700) собраны вставленными вдоль колонны (502) посредством отверстий (601) и (701) и скольжения вдоль указанной колонны. Указанный верхний корпус (600), показанный на фиг. 24 и 25, как и нижний корпус (700), имеет предохранительный ящик (650) на стороне рейки (506) колонны (на задней стороне). Гидравлический поршень (550) прикреплен к верхнему корпусу (600) посредством вала (551), который обеспечивает возможность одной степени свободы для выполнения поворота относительно перпендикулярной оси колонны (502) и который расположен на внутренней стороне, на противоположной стороне предохранительной фиксирующей системы (650). Вместе с гидравлическим поршнем (550) также смонтирована система (620) поддержки элементов арматуры. Верхний корпус (600) содержит средства минимизации трения при скольжении вдоль колонны (502), содержащие части (602), входящие в угловые части, имеющие L-образную форму (603). В предпочтительном варианте реализации настоящего изобретения верхний корпус (600) выполнен из загнутых и сваренных стальных листов, а средства (602) минимизации трения выполнены в виде прямоугольных тефлоновых накладок, размещенных под прямыми углами в квадрате на металлических пластинах, загнутых в квадрате (603), и размещены на том углу, где верхний корпус (600) трется о колонну (502), два на верхних задних углах и два на нижних передних углах.
Нижний корпус (700), показанный на фиг. 26 и 27, а также верхний корпус (600), содержит предохранительный ящик (750) на стороне рейки (506) колонны (задняя сторона) и элемент поддержки для гидравлического поршня (550) на противоположной стороне. Гидравлический поршень (550) присоединен к нижнему корпусу (700) посредством вала (552), который обеспечивает ему возможность свободно выполнять поворот перпендикулярно к оси колонны (502). Нижний корпус (700) предпочтительно выполнен из загнутого и сваренного стального листа.
Уже упомянутый гидравлический поршень (550), отдельно показанный на фиг. 21, предпочтительно выполнен в виде обычного гидравлического поршня, связывающего верхний корпус (600) с нижним корпусом (700) на их концах (553) и (554), присоединенных соответственно к корпусным деталям (604) и (702), для обеспечения возможности двух степеней свободы, что компенсирует малую изменчивость вертикального расстояния как для верхнего (600), так и для нижнего (700) корпусов.
Предохранительные фиксаторы верхнего (600) и нижнего (700) корпусов предпочтительно выполнены в виде обычных управляемых силой тяжести спусковых предохранителей (651) и (751), соответственно, с противовесами (652) и (752) соответственно, обеспечивающих возможность свободного вертикального перемещения корпусов вверх, но препятствующих их перемещению вниз.
На фиг. 24 и 25 показан верхний корпус (600), в котором определена система элементов (620) поддержки элементов арматуры, содержащая два набора элементов (621) поддержки, каждый из которых содержит два горизонтальных листа (622), разделенных двумя металлическими прутками (623) квадратного сечения с образованием пространства (625) между обеими листами, то есть, поскольку «рама корпуса» обеспечивает возможность введения съемных элементов (900) арматуры, например, таких, как показаны на фиг. 22 и 30. Элементы (622-623) всего набора жестко приварены друг к другу и к верхнему корпусу (600) на его передней части. Каждый элемент (622) поддержки содержит сквозное отверстие (624) вблизи одного из его концов, в которое введен болт (не показан) для удержания съемных элементов арматуры, введенных в каждую раму (625) корпуса.
Конструкция указанных съемных элементов (900) арматуры зависит от объекта, удерживаемого для подъема, но все такие конструкции имеют общую особенность, которая состоит в наличии одной или двух выступающих пластин (901), предпочтительно металлических пластин, с теми же самыми размерами пространства (625) внутри системы (620) элементов поддержки элементов арматуры со сквозным отверстием (902), которое, при совпадении с отверстием (624) системы (620) элементов поддержки элементов арматуры, обеспечивает возможность фиксации болтом или аналогичной системой. Эти пластины должны быть размещены в съемных элементах (900) арматуры в положении, необходимом для их соответствующей установки в съемных элементах (900) арматуры в системе (620) элементов поддержки элементов арматуры.
В предпочтительном варианте реализации настоящего изобретения съемные элементы (900) арматуры представляют собой пару металлических «защелок», разработанных для удержания металлического листа за его нижний край, как схематично показано на фиг. 22, причем каждый из них содержит горизонтальную пластину (901) с отверстием (902) вблизи ее конца, который должен быть вставлен в одну из «рам (625) корпуса» системы (620) элементов поддержки элементов арматуры. На противоположном конце другая пластина (903), установленная вертикально под углом 90°, содержит резьбовое отверстие (904), через который введен регулировочный винт.
В другом предпочтительном варианте реализации настоящего изобретения съемные элементы (900) арматуры представляет собой металлическое устройство, предназначенное для удержания вертикальных цилиндрических частей, законченных в виде кронштейна, как, например, секции колонны с двумя выступающими горизонтальными пластинами с отверстиями вблизи их конца, которые вставлены в «раму (625) корпуса» из системы (620) элементов поддержки элементов арматуры.
В другом предпочтительном варианте реализации настоящего изобретения съемные элементы (900) арматуры представляет собой устройство типа «кронштейна», предназначенное для удержания трубы или вертикального цилиндра с двумя выступающими горизонтальными пластинами с отверстиями около их концов, которые вставлены в «раму (625) корпуса» из системы (620) элементов поддержки элементов арматуры. На фиг. 30 показан предпочтительный вариант реализации этого типа вспомогательных деталей, содержащий две равных и противоположно размещенных части, как схематически показано на фиг. 30, причем каждая из этих частей содержит прямоугольный металлический лист (911) значительной толщины с полукруглым отверстием в середине одной из ее больших сторон с диаметром, равным наружному диаметру вертикальной трубы, которая должна быть удержана, и соответствующие элементы (912) поддержки, приваренные на ее малых сторонах, причем каждый элемент содержит отверстие (913), обеспечивающее возможность прохождение болта (не показан) для присоединения указанных равных и противоположно размещенных частей. На нижней стенке каждого металлического листа (911) значительной толщины выполнено устройство посредством двух равных прямоугольных металлических листов (914), меньших металлического листа (911) значительной толщины, причем каждый лист содержит полукруглое отверстие в середине одной из своих больших сторон, разделенных четырьмя металлическими прутками квадратного сечения (915) таким образом, чтобы образовать «раму (916) корпуса» с геометрией, совпадающей с геометрией тех «рам (625) корпусов» (625) из системы (620) элементов поддержки элементов арматуры, которые жестко приварены друг к другу. Два сквозных отверстия (917) в каждой части обеспечивают возможность прикрепления (посредством болтов или другой подобной системы) соответствующих горизонтальных пластин с отверстием около каждого из их концов, которые должны быть вставлены в «рамы (625) корпусов» системы (620) элементов поддержки элементов арматуры и в «рамы (916) корпусов» устройства типа кронштейна, связывая, тем самым, съемные элементы арматуры типа «кронштейна» с системой (620) элементов поддержки элементов арматуры одного или двух разборных устройств (500) по настоящему изобретению, обращенных друг к другу согласно потребностям, связанным с поднимаемым весом. Посредством изменения геометрии металлических листов (911) большой толщины возможно адаптировать эти съемные элементы арматуры, чтобы удерживать различные типы объектов, которые должны быть подняты.
Разборные устройства (500) согласно настоящему изобретению размещены в выбранном месте таким образом, чтобы их передние стороны были обращены к объекту, кольцу или колонне, которые должны быть подняты, на соответствующем расстоянии для реализации разборного устройства (900), используемого для удержания указанного объекта, который должен быть поднят.
Разборное устройство (500) жестко анкеровано к днищу, прикрепляя для этого выступы (511), предназначенные для поворота колонны (502), и натяжное устройство (не показано) с одной стороны к днищу и с другой стороны к системе (509) поддержки натяжного устройства, установленной на устройстве (505) ограничения перемещения для колонны (502).
В предпочтительном варианте реализации настоящего изобретения разборные устройства смонтированы на металлическом днище резервуара, и прикрепление выступов (511), а также концов натяжных устройств, к днищу выполнено посредством сварки.
Затем выполнено присоединение гидравлической системы, управляющей каждым гидравлическим поршнем (550). В предпочтительном варианте реализации настоящего изобретения гидравлическая система управляема центральным блоком, который управляет множеством одинаковых разборных устройств, совместно работающих для поднятия конструкции, и координирует их работу.
Верхний корпус (600) и нижний корпус (700) управляемы гидравлическим цилиндром (550) таким образом, что они размещены как можно ближе друг к другу и на соответствующей высоте для установки съемных элементов (900) арматуры, удерживающих объект, который должен быть поднят.
Съемные элементы (900) арматуры размещены внутри полостей (625) системы (620) элементов поддержки элементов арматуры и закреплены болтом.
В предпочтительном варианте реализации настоящего изобретения системы (620) элементов поддержки элементов арматуры каждого используемого разборного устройства (500) размещены в положениях, самых близких к днищу, а используемые в каждом разборном устройстве (500) съемные элементы (900) арматуры, размещенные на периферии сооружаемого резервуара, представляют собой пару «защелок», как те, что показаны на фиг. 22, которые удерживают первое кольцо (3) за его нижний край, тогда как съемные элементы (900) арматуры, используемые в каждом разборном устройстве (500) и размещенные внутри сооружаемого резервуара, представляют собой устройства типа «кронштейна», схематически показанные на фиг. 30 и имеющие определенную геометрию для удержания за их нижние концы пролетов внутренней колонны сооружаемого резервуара.
Подтверждено, что пусковое приспособление (750) предохранительного фиксатора нижнего корпуса (700) должным образом смонтировано для захвата указанного корпуса.
После подтверждения правильности установки и прикрепления разборных устройств (500) с периферийными и внутренними съемными добавочными приспособлениями (900) для подъемных конструкций выполнена их одновременная и скоординированная работа. Разборные устройства (500) со съемными добавочными приспособлениями (900) для подъемных конструкций поднимают конструкцию кольца-крыша на высоту, немного выше высоты кольца плюс высота устройств поддержки основания.
Для этого активизирован каждый гидравлический поршень (550), который стремится разделить оба корпуса, толкая нижний корпус (700) вниз и верхний корпус (600) вверх. При наличии предохранительного фиксатора (750), нижний корпус (700) остается неподвижным, а верхний корпус (600) совершает перемещение по направлению вверх вместе с конструкцией, удерживаемой съемными элементами (900) арматуры, прикрепленными к системе (620) элементов поддержки элементов арматуры.
В предпочтительном варианте реализации настоящего изобретения множество периферийных и внутренних разборных устройств (500) со съемными добавочными приспособлениями (900) для подъема конструкций активизировано вместе, чтобы продвинуть поршни скоординированным способом.
При достижении места максимального расширения гидравлического поршня (550) происходит подтверждение правильного размещения пускового приспособления (650) предохранительного фиксатора верхнего корпуса (600), чтобы убедиться, что оно фиксирует его, а гидравлический поршень (550), который стремится свести вместе оба корпуса, сжат, толкая нижний корпус (700) вверх и верхний корпус (600) вниз. При наличии предохранительного фиксатора (650), лишающей подвижности верхний корпус (600), происходит подъем нижнего корпуса (700).
В предпочтительном варианте реализации настоящего изобретения множество периферийных и внутренних разборных устройств (500) со съемными добавочными приспособлениями (900) для подъема конструкций активизировано совместно, чтобы сжимать поршни скоординированным способом.
Процесс подтверждения правильности расположения фиксаторов (750) нижних корпусов (700), активирующих скоординированным образом гидравлические поршни (550) для подъема верхних корпусов (600) и конструкции, поддерживаемой ими с использованием нижних корпусов (700) в качестве места опоры, и операций подтверждения правильности расположения фиксаторов (650) верхних корпусов (600), активирующих скоординированным образом гидравлические поршни (550) для подъема нижних корпусов (700), повторена необходимое число раз для подъема конструкции на необходимую высоту или пока верхние корпуса (600) не достигнут устройств (505) ограничения перемещения, установленных на верхнем конце вертикальных стоек.
Другая задача настоящего изобретения состоит в создании автоматической системы подтверждения, проверяющей, что фиксаторы (750) нижних корпусов (700) и фиксаторы (650) верхних корпусов (600) размещены в правильных положениях. Эта система содержит по одному оптическому датчику на фиксатор, устройство передачи сигнала, выработанного указанным датчиком, приемник, принимающий сигнал от каждого из датчиков, расположенных в каждом разборном устройстве (500), блок обработки информации и интерфейс связи, который может быть визуальным или акустическим (или тем и другим вместе), который сообщает оператору о ситуации с каждым фиксатором. Это обеспечивает возможность проведения безопасных работ и устраняет необходимость поручать персоналу проверять положение каждого фиксатора.
В процесса изготовления металлического резервуара большого размера по настоящему изобретению крышу (1) резервуара, прикрепленную к первому кольцу (3), поднимают указанными устройствами, прикрепленными к нижнему краю указанного кольца, до соответствующей высоты для обеспечения возможности введения второго кольца (4).
Полосу последовательно соединенных металлических листов, выполненную в указанном устройстве (400) формирования колец из листового материала для построения второго кольца (4), которое оперто на указанный внешний круг, затем протягивают к ее конечному положению посредством указанного устройства для протягивания полосы металлических листов на указанных горизонтальных роликах (111) указанных устройств (110) для направления колец, размещенных на указанном внутреннем круге. Во время процесса транспортировки и размещения указанная полоса приобретает окончательный диаметр кольца благодаря воздействию указанных вертикальных роликов (112) указанных устройств (110) для направления колец, размещенных на внутреннем конце указанных устройств (100) поддержки основания.
После размещения второго кольца (4) в его конечном положении на указанных устройствах (110) для направления колец, размещенных на внутреннем конце каждого устройства поддержки основания (110), металлическая пластина, к которой прикреплен конец стального каната, ведомого устройством для протягивания полосы металлических листов, удаляют, а последний вертикальный сварной шов выполняют тем же самым способом, как описано выше для вертикального сварного шва первого кольца (3).
После выполнения последнего вертикального шва во втором кольце (4) на указанном устройстве (400) формирования колец из листового материала начинается описанный выше процесс последовательного соединения листов, предназначенная для образования полосы металлических листов, которая должна сформировать следующее кольцо, размещенное на указанном внешнем круге, на указанных горизонтальных роликах (111) указанных внешних устройств (110) для направления колец каждого устройства (100) поддержки основания, образуя внешнее и концентрическое кольцо на конструкции сооружаемого резервуара.
Металлическую пластину, к которой прикреплен конец стального каната, ведомого устройством для перемещения полосы листов, приваривают к концу первого листа полосы листов, которая должна образовать второе кольцо, и указанный канат снова устанавливают на вертикальные приводные ременные шкивы (113) устройств (110) для направления колец устройств (100) поддержки основания.
Затем при необходимости, конструкцию, составленную из первого кольца и крыши резервуара, опускают вниз, приводя в действие разборные устройства (500), пока съемные приспособления (900) разборных устройств (500) не будут почти опираться на верхний край второго кольца (4). В этом положении переменное количество кольцевых распорных устройств (800) размещено между кольцами 3 и 4, толщина которых немного превосходит толщину съемных добавочных приспособлений (900), поддерживающих «защелки», вставленные в систему (620) поддержки элементов арматуры гидравлического разборного устройства (500).
В предпочтительном варианте реализации настоящего изобретения распорное приспособление (800) для колец содержит горизонтальную металлическую пластину (801) с толщиной, необходимой для выполнения сварки между верхним кольцом и сооружаемым кольцом, и с длиной, достаточной для обеспечения возможности прохождения двух клиновидных вертикальных металлических пластин (802) через отверстие в виде щели (803) в ее центральной части, таким образом, чтобы при размещении горизонтальной пластины (801) между обоими кольцами и после размещения вертикальных клиньев (802) (один клин на внешнем конце и другой на внутреннем конце относительно сооружаемого резервуара) была обеспечена правильная ориентация обоих колец.
Вспомогательное устройство (810) для удаления съемных добавочных приспособлений размещено между съемными добавочными приспособлениями (900) разборных устройств (500), поддерживая конструкции нижним краем кольца и, при необходимости, в промежуточных местах между двумя непрерывными разборными устройствами (500), таким образом, чтобы оно было размещено между обоими кольцами.
В предпочтительном варианте реализации настоящего изобретения вспомогательное устройство (810) для удаления съемных добавочных приспособлений содержат горизонтальную металлическую пластину (811) с толщиной, немного превышающей толщину съемных добавочных приспособлений (900) разборных устройств (500), и длиной, немного превышающей толщину кольца, образующего лист, к которому другая пластина прикреплена болтами (812), вертикально в виде ограничителя.
Затем конструкцию, составленную из первого кольца и крыши резервуара, опускают вниз, приводя в действие разборные устройства (500), пока она не будет опираться на вспомогательное устройство (810) для удаления съемных добавочных приспособлений (810).
Съемные приспособления (900) периферийных разборных устройств (500) затем удаляют и устанавливают под углом 90° так, чтобы они были в радиальном горизонтальном положении относительно днища (2) и отделены от сооружаемой стенки. Для выполнения этого натяжные устройства, удерживающие разборное устройство (500), расцепляются элементами (509) поддержки натяжного устройства, и его демонтируют, заставляя его выполнять поворот на его основании (501) осевого стержня/
Легкость, обеспечиваемая конструкцией разборных устройств в отношении демонтажа и удаления съемных элементов (900) арматуры, обеспечивает возможность свободного доступа операторов и инструментов к сооружаемой конструкции, а также циркуляции подвижных камер (300) для горизонтальной внутренней сварки вдоль внутренней периферии кольца, предотвращая возможность разборному устройству (500) мешать проведению операций.
Использование периферийных съемных добавочных приспособлений типа опорной «защелки» в разборных устройствах для подъемных конструкций, удерживающих кольцо за его нижний край, устраняет необходимость приваривания дополнительных элементов поддержки типа ручек или фиксаторов к кольцу для поднятия набора, что заметно ускоряет работы посредством устранения предыдущих операций сварки и последующих операций обрезания и зачистки.
Вспомогательные устройства, предназначенные для удаления съемных добавочных приспособлений (810), демонтируют посредством рычагов или других средств и, таким образом, конструкция опускается контролируемым способом и остается с опорой на кольцевые распорные детали (800).
Затем к каждой внутренней колонне, при использовании указанных колонн, добавляют пролет. Для этого удаляют устройство захвата типа кронштейна для одного из разборных устройств (500), демонтируют разборное устройство (500) и приваривают пролет колонны той же самой высоты, что высота кольца. Затем разборное устройство (500) восстанавливают в вертикальном положении, закрепляют его, устройство захвата типа кронштейна снова устанавливают на нем так, чтобы оно удерживало новый пролет колонны за ее нижний край. Этот процесс повторяют последовательно для каждой внутренней колонны, что обеспечивает возможность не только равномерного распределения веса конструкции во время монтажа, избегая возникновения локализованных напряжений в построенной конструкции, но также облегчения всего процесса, поскольку отсутствует необходимость манипуляций с колоннами больших размеров и не нужно оставлять крышу незаконченной до конца монтажа, что вынуждает проводить операции над ней на большой высоте и обычно под воздействием ветра.
Использование съемных добавочных приспособлений типа «кронштейн» в разборных устройствах (500), предназначенных для подъема внутренних конструкций, удерживающих пролеты колонн за их нижний край, устраняет необходимость приваривания дополнительных элементов поддержки типа кронштейнов или фиксаторов к колонне для поднятия набора, что заметно ускоряет работы посредством устранения предыдущих операций сварки и последующих операций обрезания и зачистки.
Во время проведения операций по удлинению внутренних колонн, если таковые вообще имеются, подвижные камеры для внешней (200) и внутренней (300) горизонтальной сварки выполняют одновременное перемещение вдоль периферии резервуара, приваривая нижний край первого кольца (3) к верхнему краю второго кольца (4), при использовании соответствующих сварочных роботизированных устройств, размещенных в указанных камерах.
Ширина подвижных камер для внешней (200) и внутренней (300) горизонтальной сварки обеспечивает возможность их свободного перемещения вдоль рельсов (109) между вторым кольцом (4) конструкции сооружаемого резервуара и полосой металлических листов, формируемой для образования следующего кольца, размещенного на устройствах (110) направления внешнего кольца из устройств (100) поддержки основания, формирующих внешнее кольцо, концентрическое по отношению ко второму кольцу (4) сооружаемого резервуара.
В предпочтительном варианте реализации настоящего изобретения использованы по меньшей мере одна подвижная камера (200) для внешней горизонтальной сварки и по меньшей мере одна подвижная камера (300) для внутренней горизонтальной сварки.
Комбинированное использование распорных приспособлений (800) для колец, разборных устройств (500), подвижных камер для внешней (200) и внутренней (300) горизонтальной сварки и устройства (100) поддержки основания обеспечивают возможность циркуляции указанных подвижных камер для горизонтальной сварки вместе с их сварочными роботизированными устройствами вдоль внутренней и внешней периферии кольца, что представляет собой еще одну инновационную особенность, поскольку в обычных процессов изготовления использование гидравлических домкратов и вспомогательных поддерживающих конструкций препятствует использованию сварочных автоматов непрерывным образом вдоль периферии резервуара, а случай использования съемных или разборных гидравлических домкратов требует приваривания кольцеобразных рельсов к стенке сооружаемого резервуара, чтобы обеспечить возможность перемещения сварочного роботизированного устройства, причем эта операция требует большого количества времени и трудозатрат вследствие малого допуска при выравнивании во время размещения и необходимости выполнения операций зачистки и окончательной отделки относительно стенки сооружаемого резервуара после их удаления. Таким образом, настоящее изобретение обеспечивает высокое качество сварки с однородными характеристиками без выполнения дополнительных вспомогательных операций, с невысокими требованиями на наличие компетентного персонала и со скоростью, ограниченной только используемой технологией сварки и количеством подвижных камер для горизонтальной сварки и используемых сварочных роботизированных устройств.
Использование закрытых и кондиционируемых подвижных камер для горизонтальной сварки представляет собой еще одну инновационную особенность, которая не только увеличивает комфорт персонала, но также предохраняет оператора и сварочное роботизированное устройство от неблагоприятных погодных условий, обеспечивает возможность непрерывной работы при условиях экстремальной погоды, таких как ветер, снегопад или дожди, увеличивая в то же самое время степень защиты от опасных производственных факторов, таких как случайное падение инструментов или частей с высоты.
Использование подвижных камер для горизонтальной сварки, которые выполняют свободное перемещение вдоль периферии сооружаемого резервуара, крыши которого могут быть использованы операторами в качестве рабочих платформ, представляет собой еще одну инновационную особенность, которая устраняет необходимость монтажа и демонтажа системы периферийных лесов, что, таким образом, требует меньшего количества рабочей силы и времени простоя, уменьшая расходы на транспортировку материалов и улучшая охрану труда операторов.
После приваривания второго кольца (4) к первому кольцу (3), необходимые элементы арматуры, такие как пролеты лестниц, трубопроводы, поручни и т.д., присоединены ко второму кольцу и к соответствующим пролетам внутренних колонн.
Происходит восстановление вертикального положения периферийных и внутренних разборных устройств для подъема конструкции (500), восстановление натяжных устройств, удерживающих разборное устройство (500) посредством элементов (509) поддержки натяжных устройств, а съемные добавочные приспособления (900) прикреплены так, чтобы удерживать сооружаемый резервуар за нижний край только что собранного второго кольца (4) и за нижний край пролетов внутренних колонн, добавленных на последнем этапе, если они есть.
В предпочтительном варианте реализации настоящего изобретения подвижные камеры (300) для внутренней горизонтальной сварки имеют ширину, меньшую пространства, обычно имеющего места между двумя периферийными непрерывными разборными устройствами для подъемных конструкций (500), так что такие подвижные камеры (300) для внутренней горизонтальной сварки размещены между двумя периферийными непрерывными разборными устройствами для подъемных конструкций (500).
В другом предпочтительном варианте реализации настоящего изобретения подвижные камеры (300) для внутренней горизонтальной сварки временно удалены из своего положения на внутренней периферии сооружаемого резервуара, чтобы обеспечить возможность восстановления вертикального положения периферийных и внутренних разборных устройств для подъемных конструкций (500).
После подтверждения правильной установки и прикрепления разборных устройств (500) с периферийными и внутренними съемными добавочными приспособлениями (900) для подъемных конструкций, выполнена их одновременная и скоординированная работа. Разборные устройства (500) со съемными добавочными приспособлениями (900) для подъемных конструкций поднимают конструкцию кольца-крыша до высоты, немного большей высоты кольца плюс высота устройств (100) поддержки основания.
Описанный выше процесс повторяют много раз по мере необходимости для получения необходимой высоты резервуара. Таким образом, все кольца и пролеты внутренних колонн собирают один за одним вместе с соответствующими элементами арматуры на каждом пролете, поднимая набор, прикрепляя новые пролеты и снова поднимая новый набор.
Эта инновационная система изготовления обеспечивает, что полоса металлических листов, необходимая для изготовления кольца, будет образована одновременно с монтажом предыдущего кольца таким образом, что при завершении монтажа одного кольца следующее кольцо будет готово к монтажу, что обеспечивает непрерывный и независимый от погодных условий поток работы и значительное увеличение скорости выполнения процесса по сравнению с процессами, известными в данной области техники.
Максимальная высота, на которой выполняют все работы, в любой момент равна высоте кольца, включая работу по монтажу лестниц и других элементов арматуры, что представляет собой инновационную особенность настоящего изобретения, обеспечивающую не только высокое качество отделки, обусловленное удобными условиями работы для персонала, но также и безопасность персонала вследствие небольшой высоты проведения работ и использования внутренних (300) и внешних (200) подвижных камер для горизонтальной сварки, которые заменяют традиционные системы периферийных подмостков, устройств (100) поддержки основания, обеспечивающих запасной выход по всей периферии резервуара, и межстенных устройств (9) транспортировки, предлагающих безопасные транспортные средства.
После того, как предпоследнее кольцо присоединено к конструкции сооружаемого резервуара и полоса последовательно соединенных металлических листов, образованных в устройстве (400) формирования колец из листового материала, достигает длины, необходимой для последнего кольца (5), и размещено на периферии конструкции сооружаемого резервуара на горизонтальных роликах (111) устройств (110) для направления колец, размещенных на внешних концах устройств (100) поддержки основания, происходит удаление указанного устройства (400) формирования колец из листового материала.
Как только последнее кольцо (5) и соответствующие пролеты внутренних колонн смонтированы и сварены, происходит подъем конструкции на высоту, немного превышающую высоту устройств (100) поддержки основания, а рельсы (109), внешние подвижные камеры (200) для горизонтальной сварки, межстенные устройства (9) транспортировки и устройства (100) поддержки основания удаляют. Конструкцию затем опускают к днищу (2) резервуара и после удаления съемных добавочных приспособлений разборных устройств конструкции обеспечивают возможность опереться на днище (2) резервуара.
Внутренние подвижные камеры (300) для горизонтальной сварки также удаляют.
В предпочтительном варианте реализации настоящего изобретения конструкция поднята до высоты, достаточной для обеспечения возможности удаления внутренних подвижных камер (300) для горизонтальной сварки.
В другом предпочтительном варианте реализации настоящего изобретения последнее кольцо (5) содержит отверстие, которое достаточно велико для обеспечения возможности удаления внутренних подвижных камер (300) для горизонтальной сварки.
В другом предпочтительном варианте реализации настоящего изобретения крыша (1) резервуара содержит отверстие, которое достаточно велико для обеспечения возможности удаления внутренних подвижных камер (300) для горизонтальной сварки.
Затем происходит демонтаж и удаление разборных устройств (500). В предпочтительном варианте реализации настоящего изобретения происходит срезание выступов (511), предназначенных для поворота колон, и выступов, предназначенных для анкерного крепления натяжных устройств, приваренных к днищу. При использовании описанного разборного устройства (500) работа, выполняемая после демонтажа домкрата, сведена к минимуму и состоит лишь в отрезании четырех малых элементов арматуры на днище (2) конструкции.
Процесс заканчивают посредством приваривания последнего кольца (5) и внутренних колонн к днищу (2) резервуара, причем это происходит во время выполнения операций, необходимых для выполнения чистовой отделки внутри резервуара, такой как зачистка секторов, где места крепления разборных устройств были приварены к днищу (2) резервуара. Наконец, после проведения эвакуации из внутренней части резервуара, крышу обрабатывают начисто, размещая листы в секторах, которые были оставлены непокрытыми для обеспечения ослабления ветровой нагрузки и для окончательной эвакуации персонала и инструментов на окончательной этапе изготовления, и завершают монтаж элементов арматуры в последнем кольце (5).
Таким образом, работа на высоте сведена к минимуму, поскольку она необходима лишь для чистовой обработки деталей на крыше, которая, с другой стороны, снабжена поручнями, лестницами и другими элементами арматурами, а также сведены к минимуму операции внутренней окончательной отделки на днище резервуара, что составляет еще одну инновационную особенность настоящего изобретения.
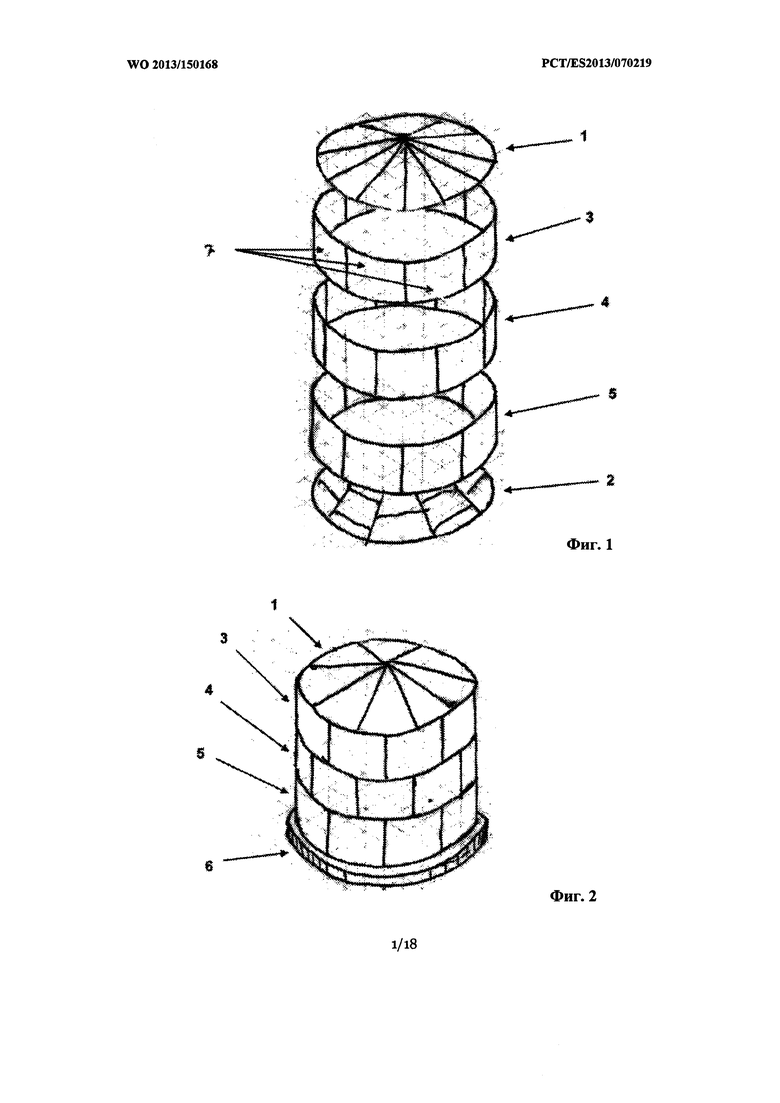
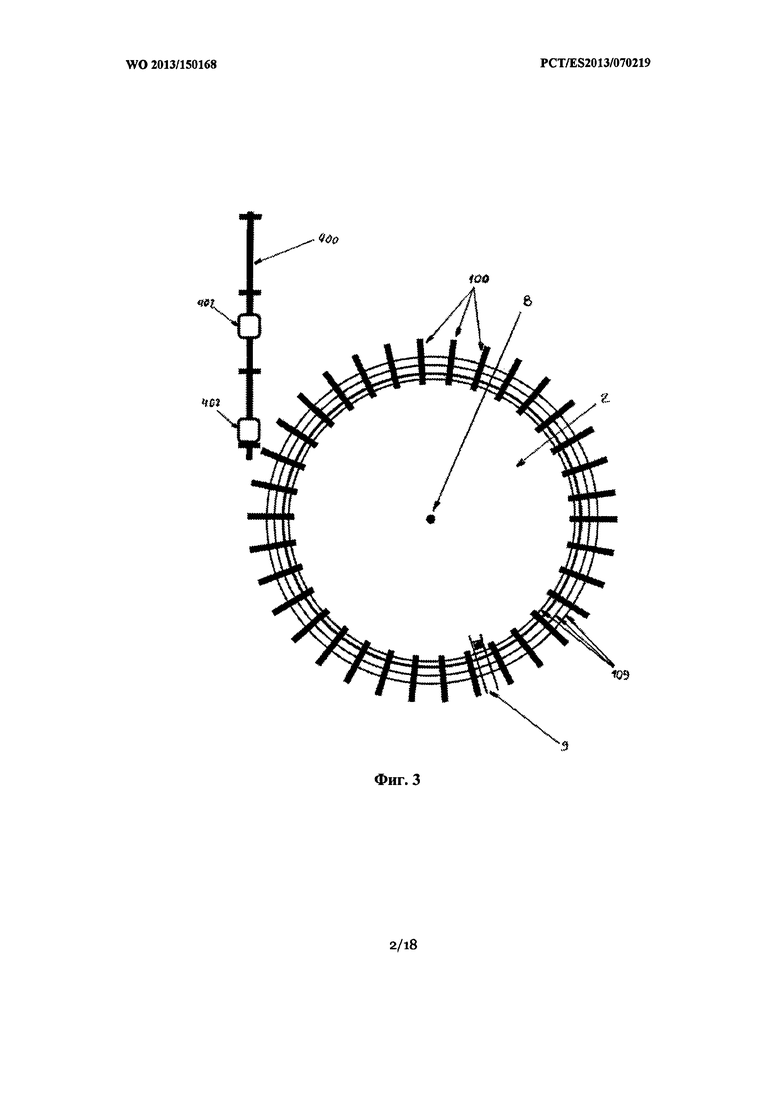
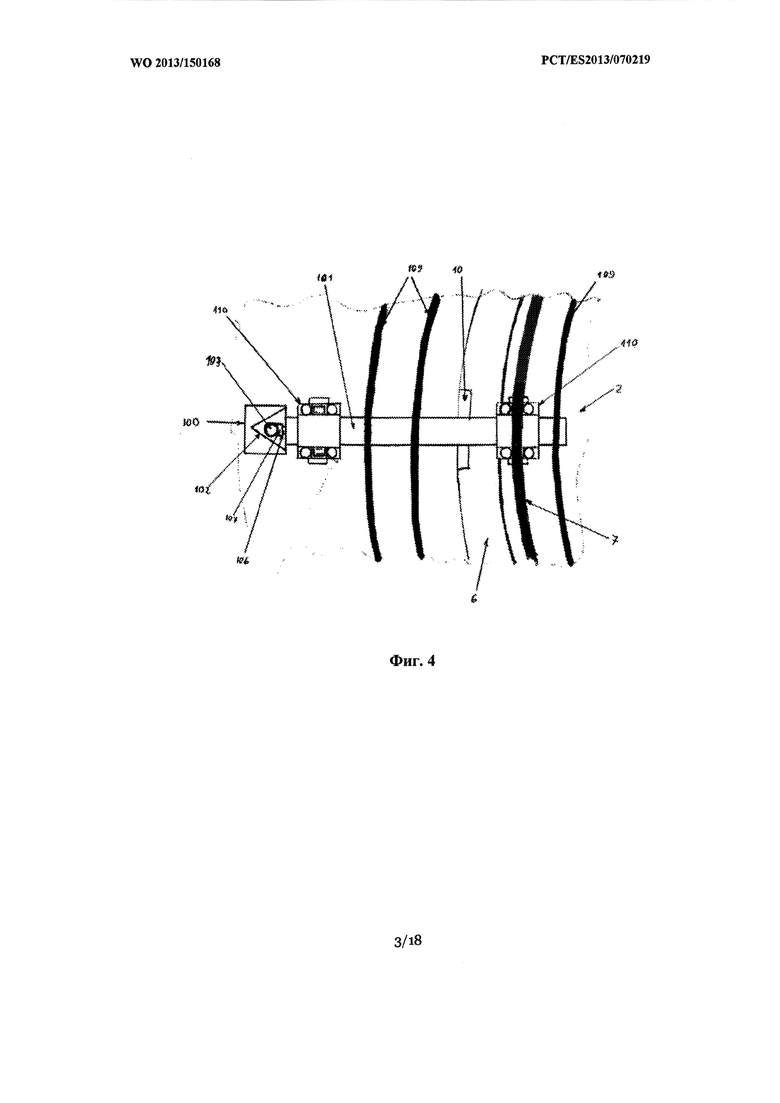
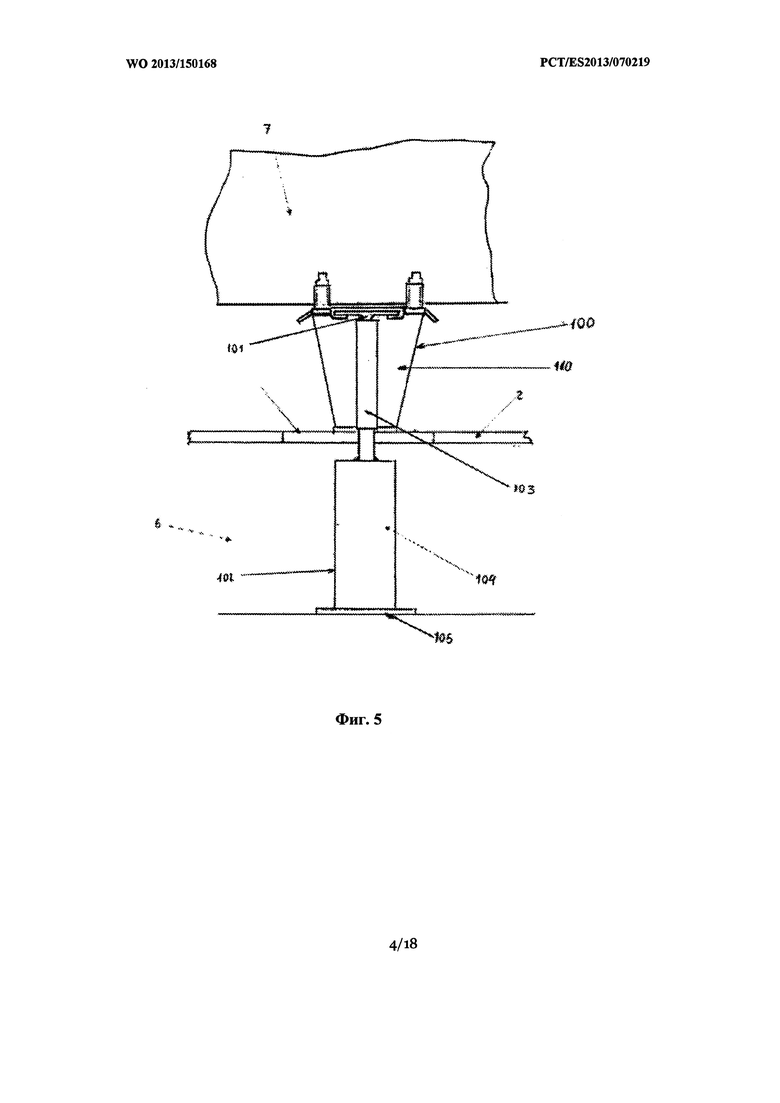
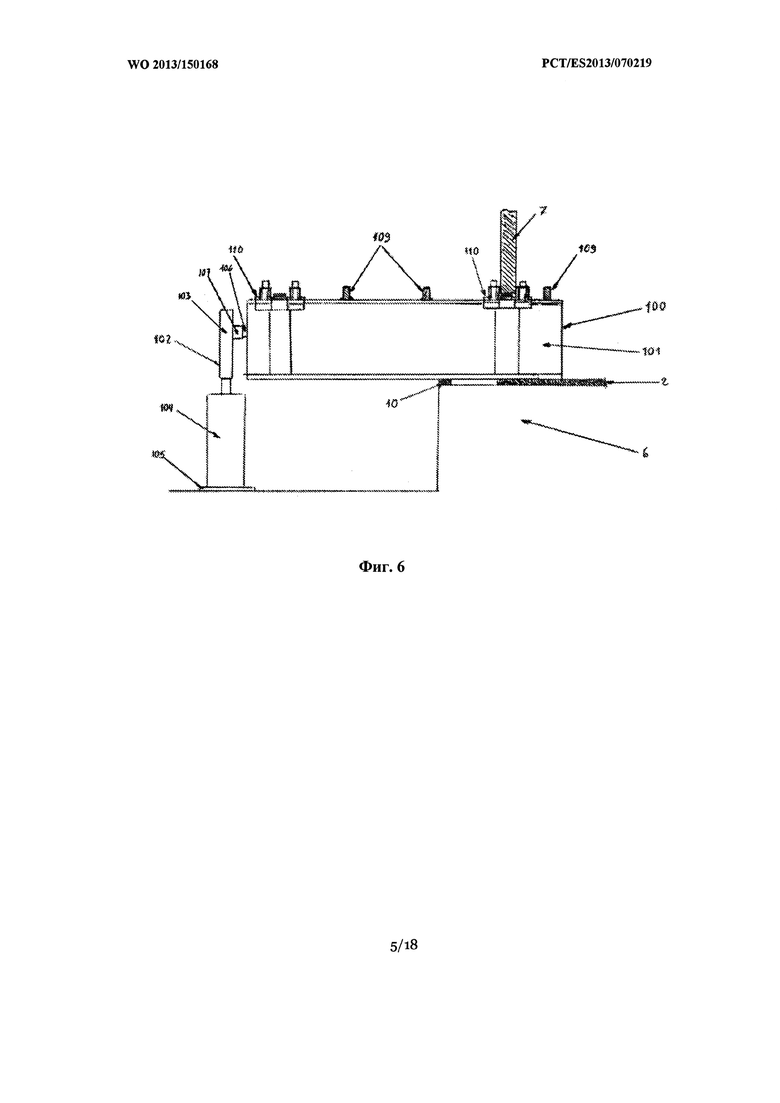
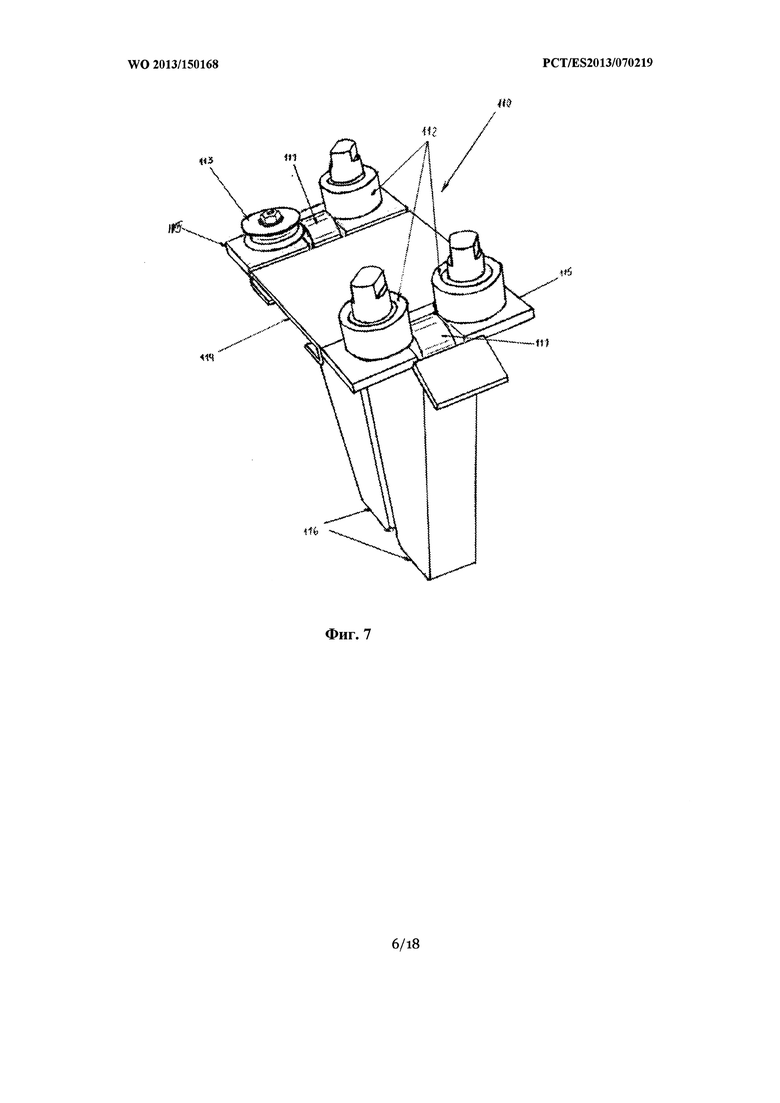
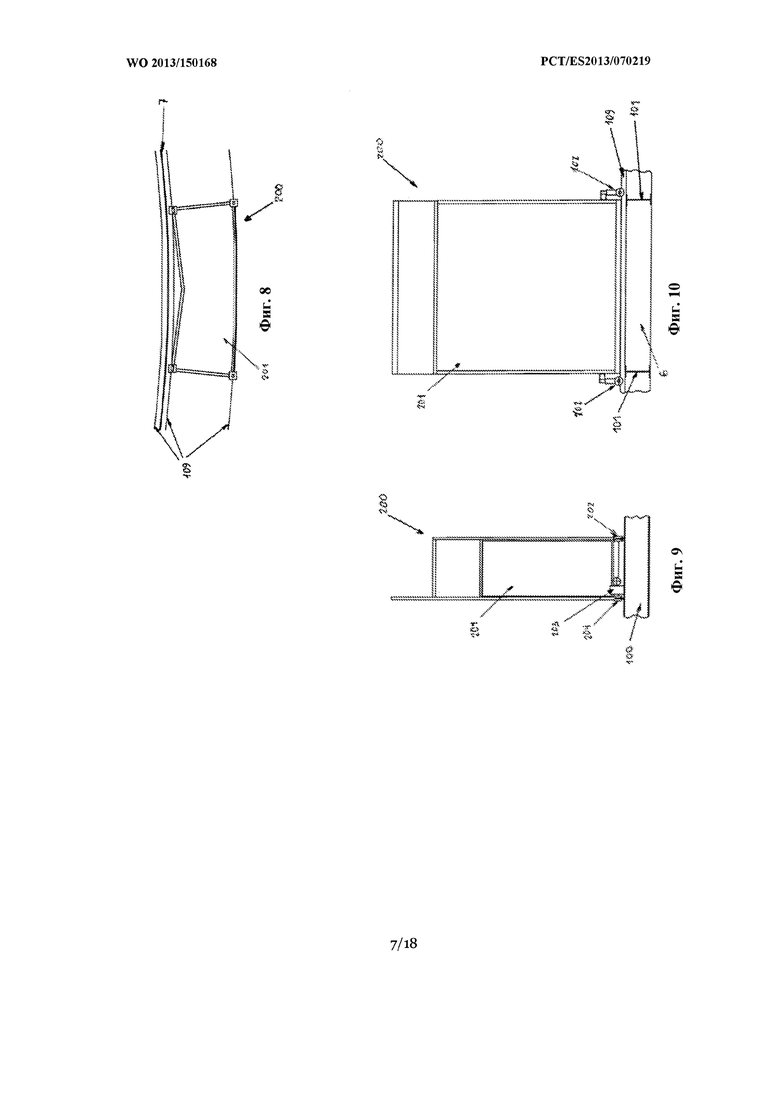
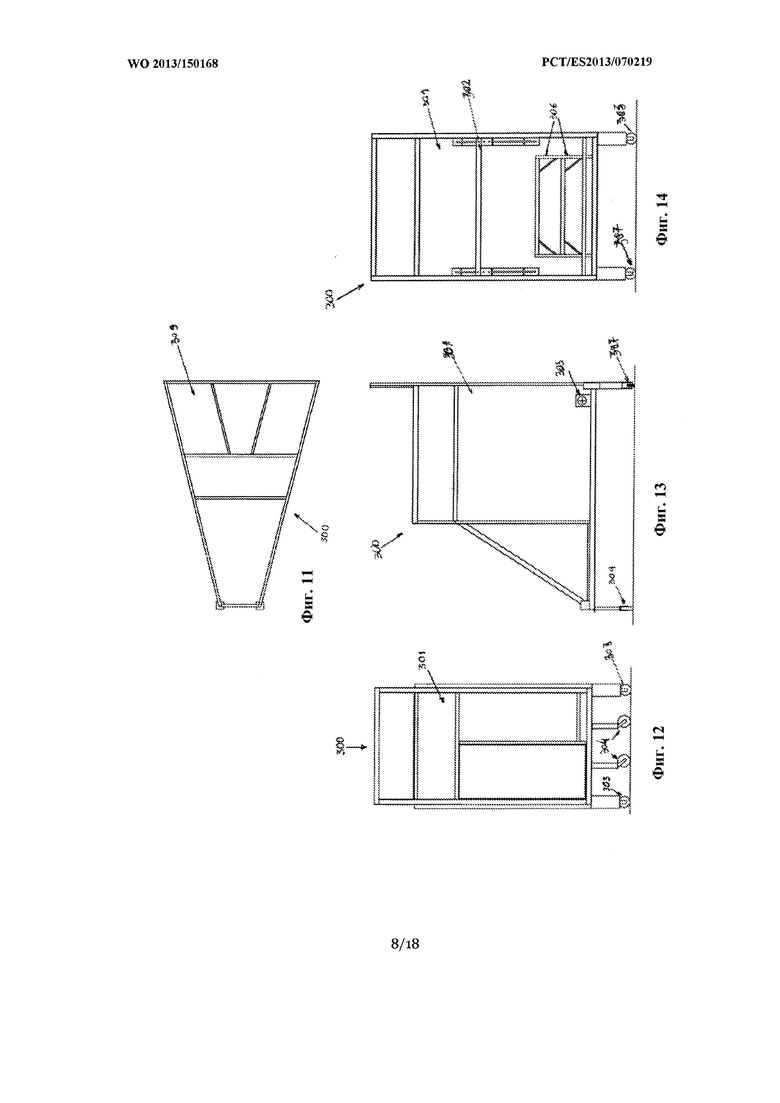
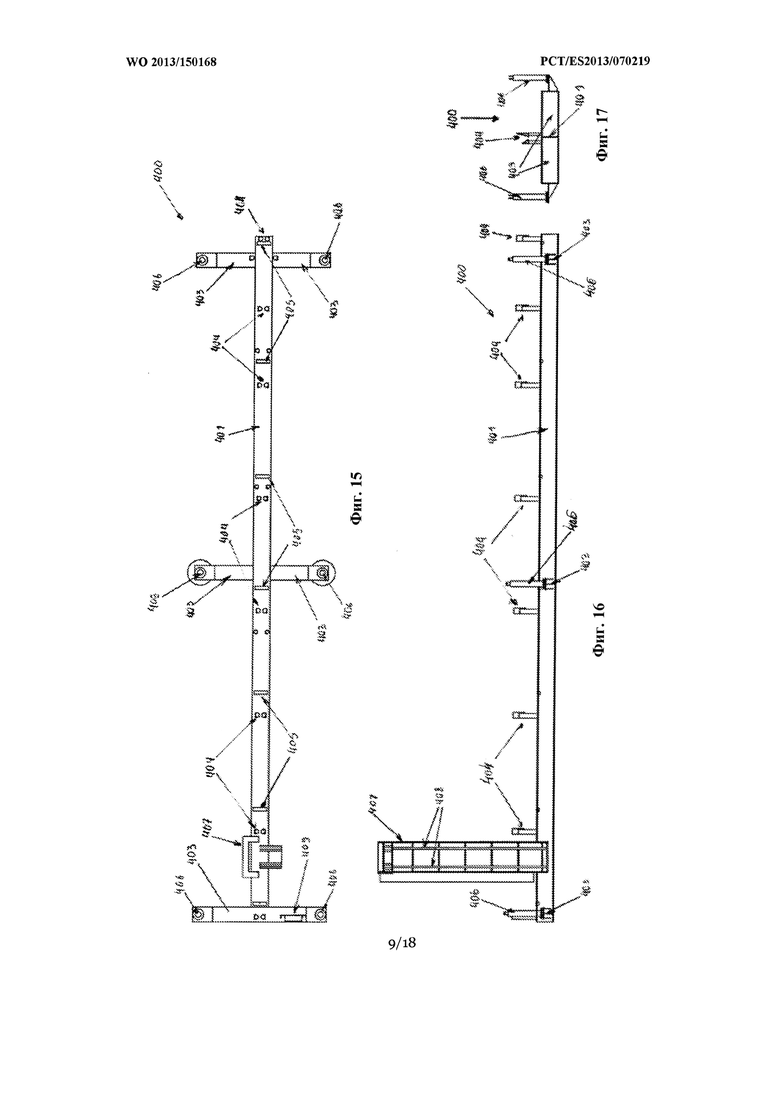
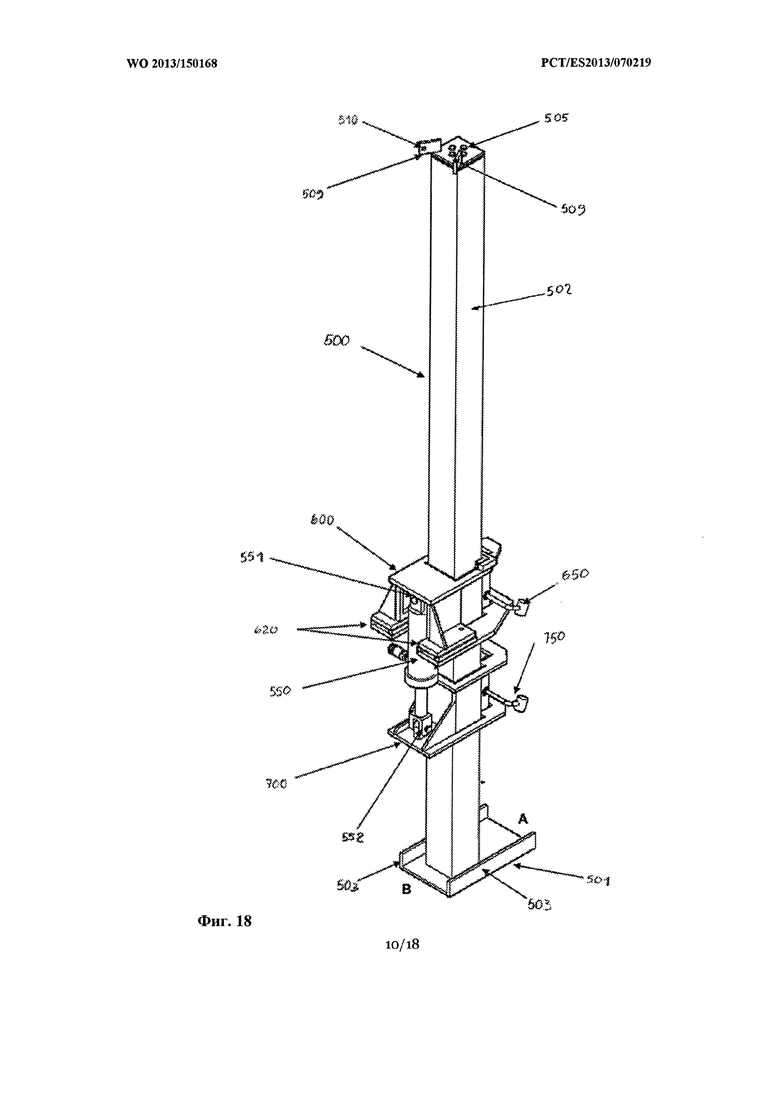
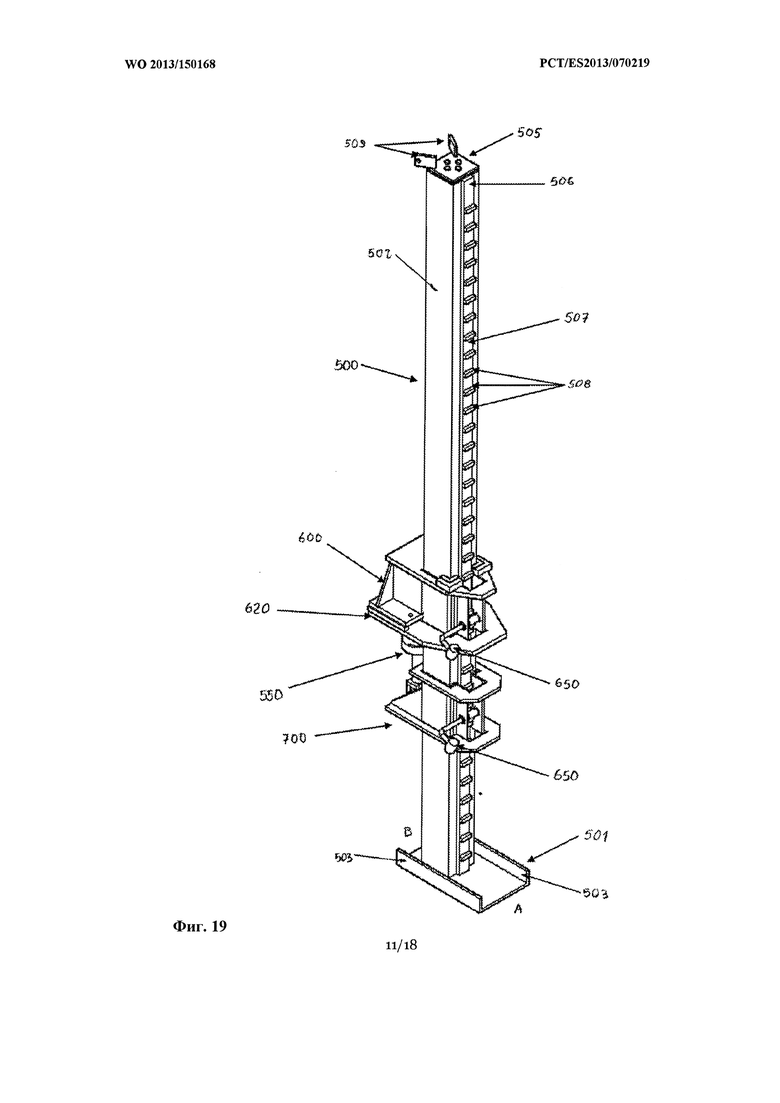
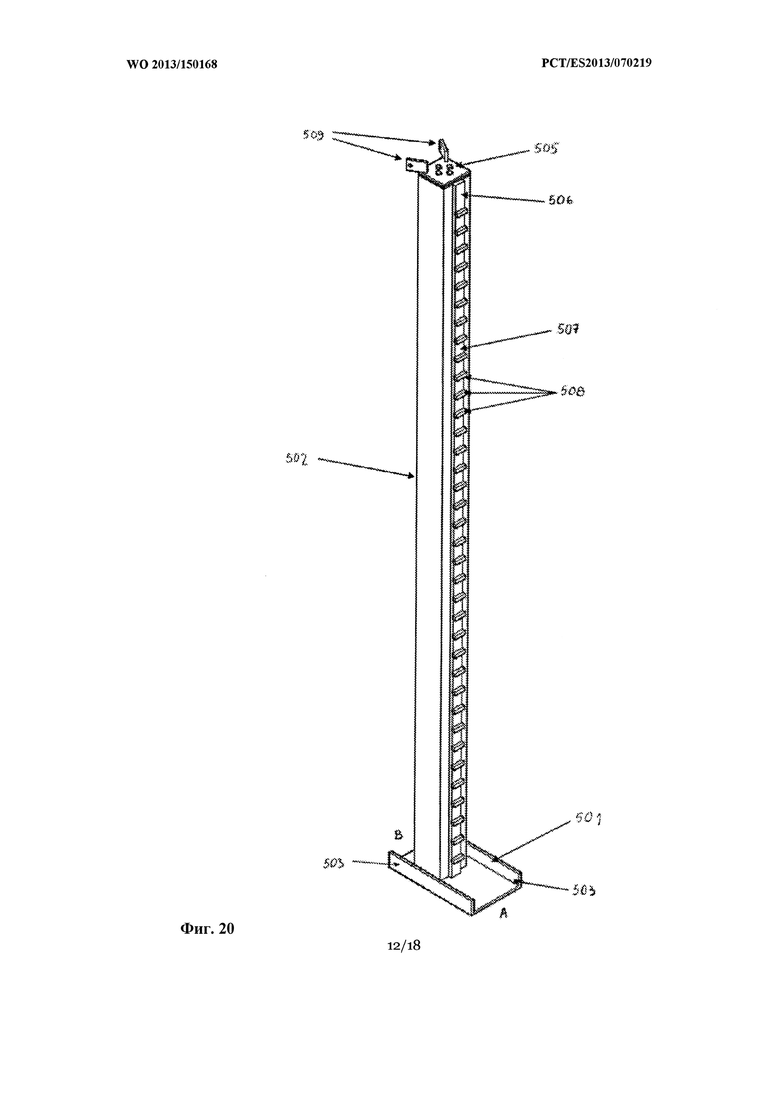
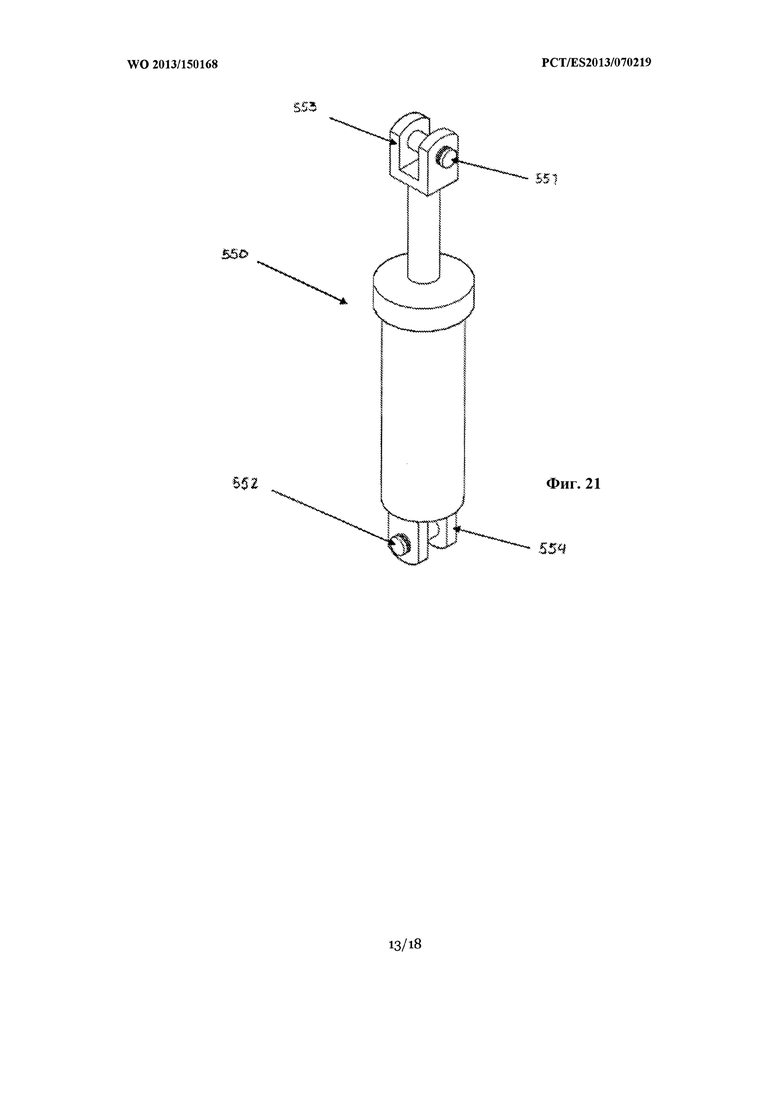
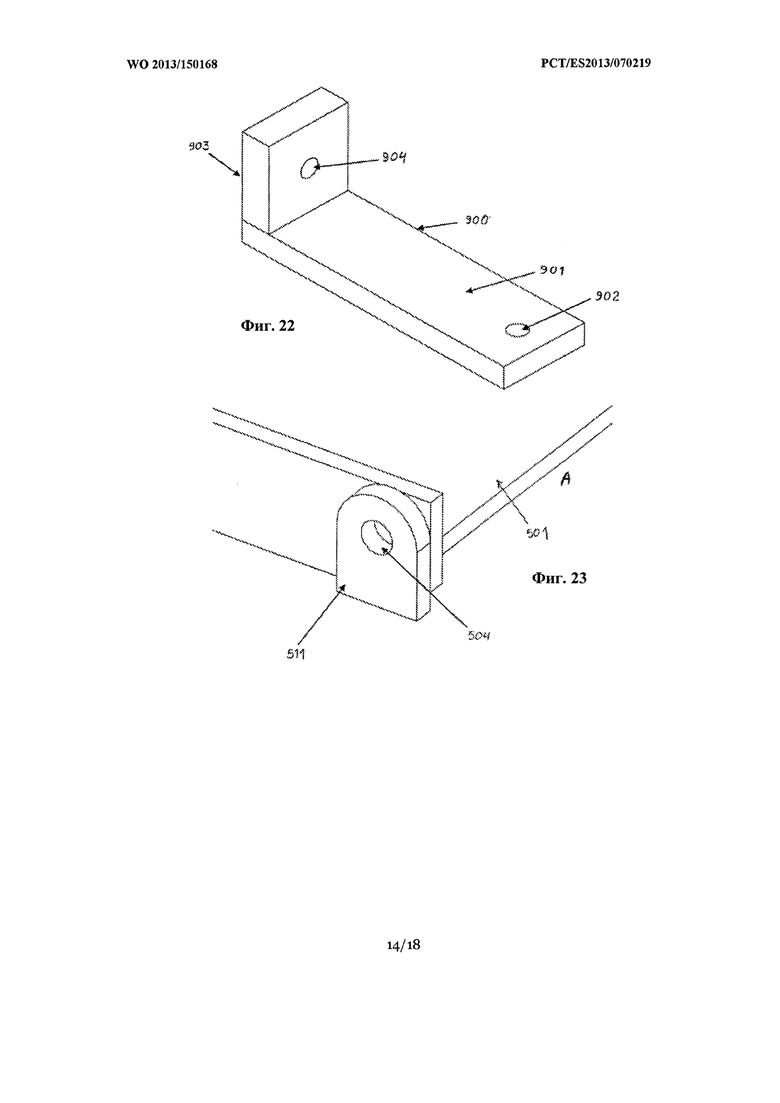
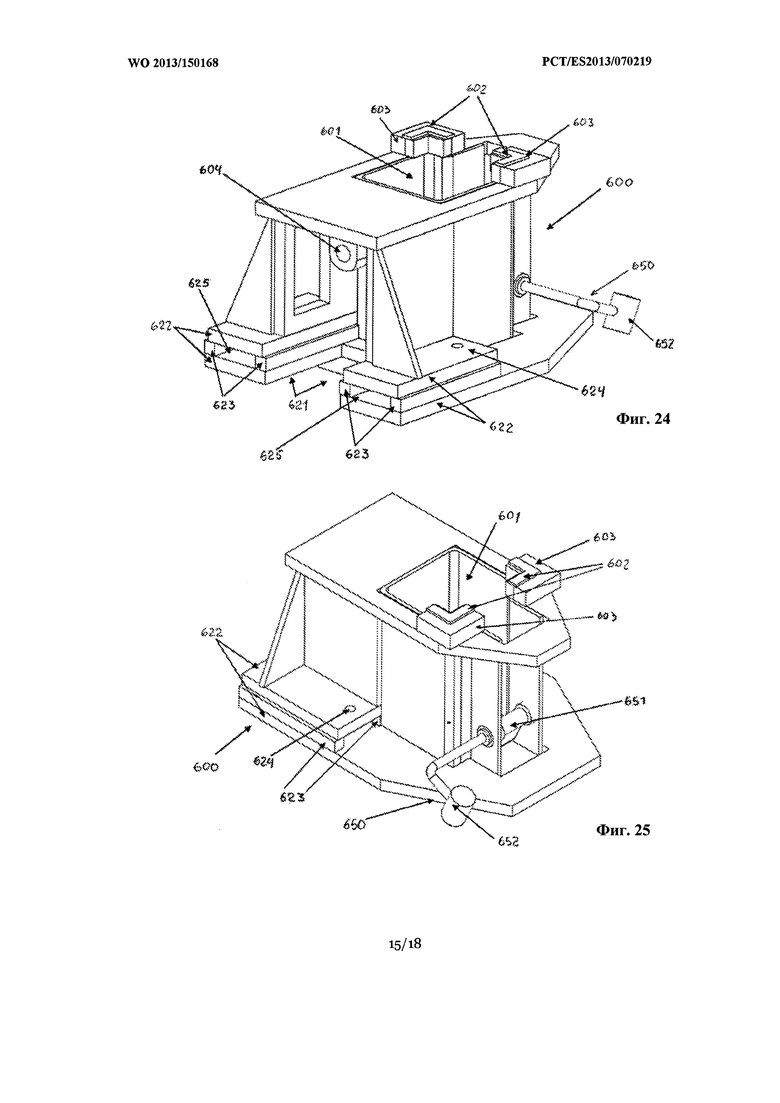
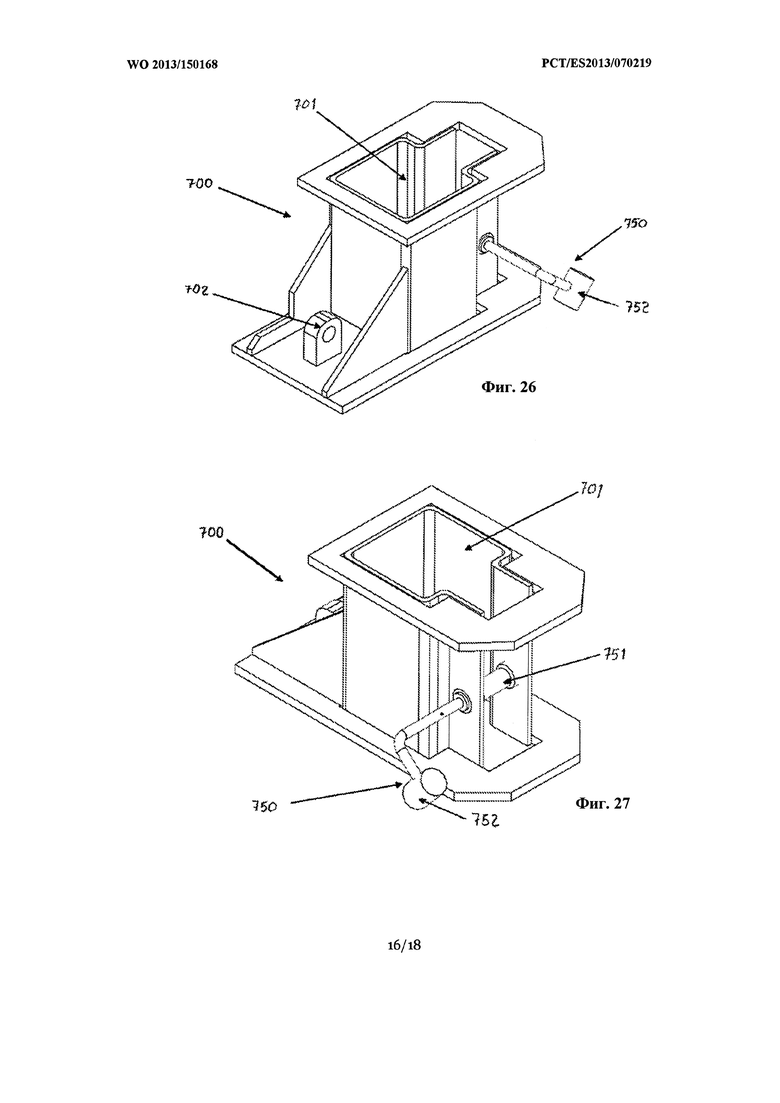
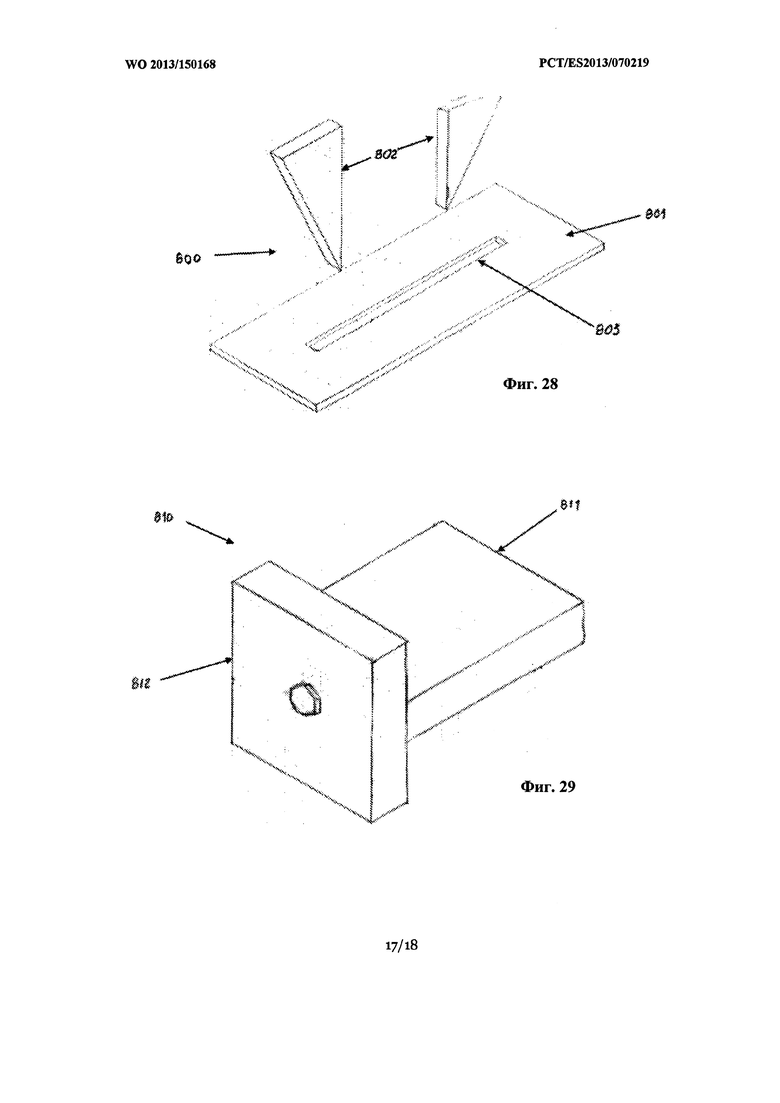
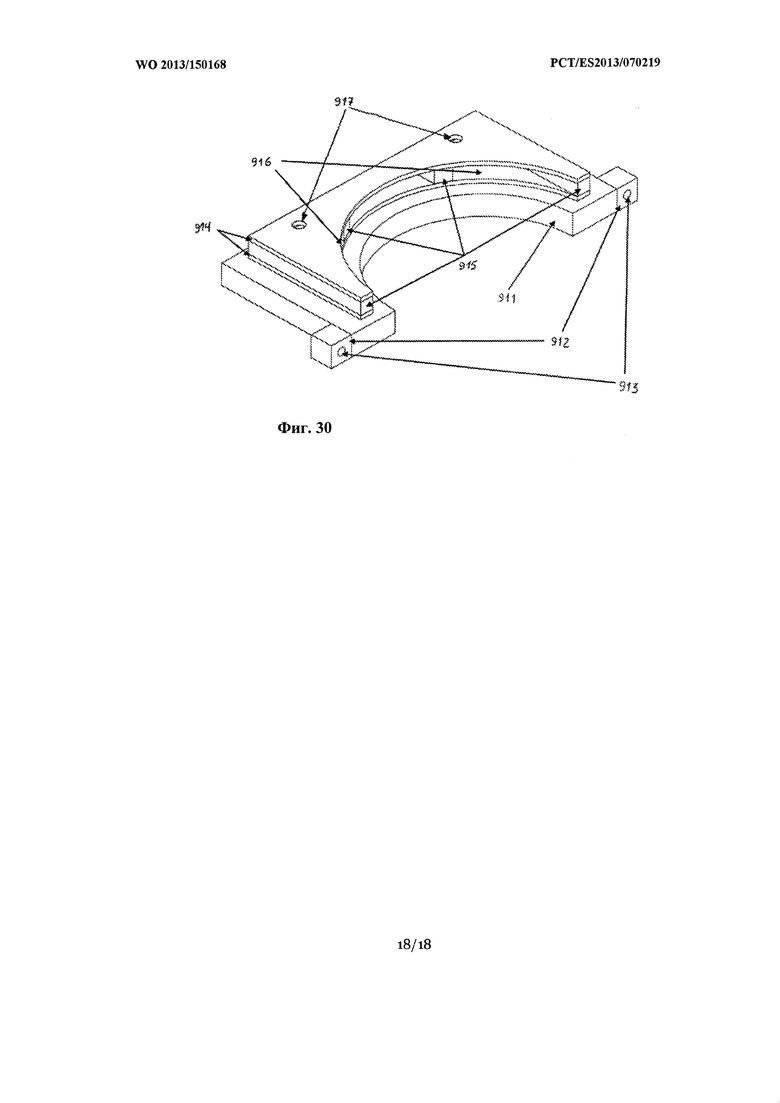
Изобретение относится к изготовлению резервуара. Размещают устройства поддержки основания в круге, определяющем периферию изготавливаемого резервуара. Осуществляют формирование металлической полосы с помощью сварки указанных металлических листов в неподвижной камере для вертикальной сварки и выравнивания указанных листов. Указанная сварка металлических листов включает этап, на котором указанные металлические листы выравнивают вертикально посредством двух вертикальных прессов. Указанную сварку металлических листов производят посредством роботизированных устройств, перемещаемых вдоль установленных вертикальных рельсов с обеих сторон указанных вертикальных прессов для формирования металлической полосы. Соединяют концы металлической полосы друг с другом для формирования первого кольца. Поднимают указанное первое кольцо до верхнего кольца. Формируют последующую металлическую полосу одновременно с горизонтальной сваркой между первым и верхним кольцами. Каждое устройство поддержки основания содержит два устройства для направления колец. В результате увеличивается скорость изготовления резервуара. 3 н. и 20 з.п. ф-лы, 30 ил.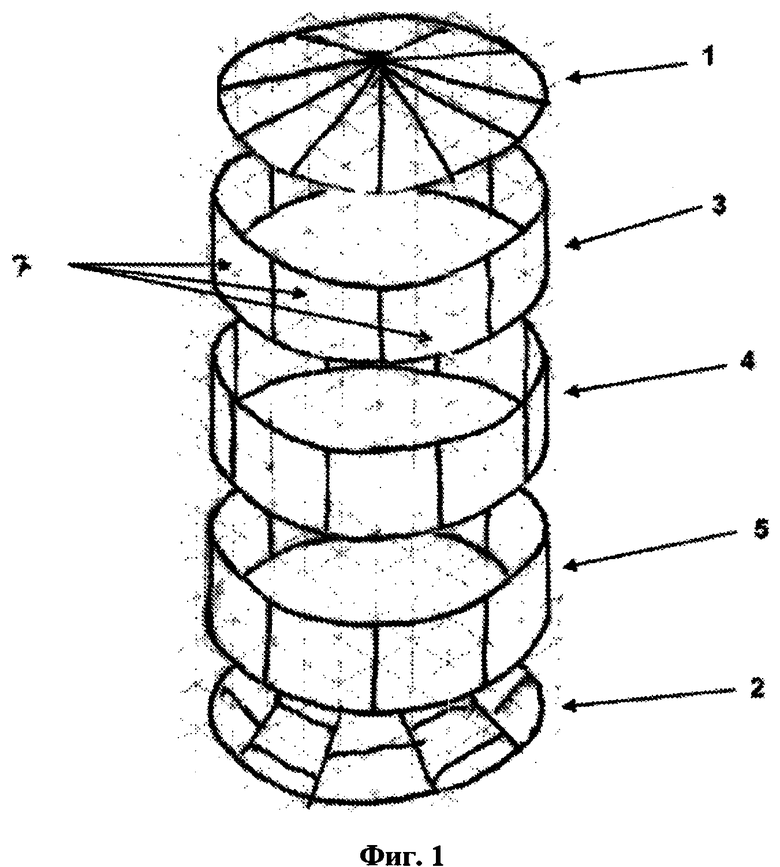
1. Способ изготовления резервуара сборкой типа «сверху вниз», согласно которому резервуар изготавливают путем приваривания множества колец друг к другу, причем каждое кольцо содержит множество металлических листов, соединенных друг с другом, причем указанный способ изготовления резервуара включает:
размещение устройств поддержки основания в круге, определяющем периферию изготавливаемого резервуара, формирование металлической полосы с помощью сварки указанных металлических листов по меньшей мере в одной неподвижной камере для вертикальной сварки и выравнивания указанных листов, причем указанная сварка металлических листов включает этап, на котором указанные металлические листы выравнивают вертикально посредством по меньшей мере двух вертикальных прессов, указанную сварку металлических листов производят посредством роботизированных устройств, перемещаемых вдоль точно установленных вертикальных рельсов с обеих сторон указанных вертикальных прессов, для формирования металлической полосы, соединяют концы металлической полосы друг с другом для формирования первого кольца и поднимают указанное первое кольцо до верхнего кольца, причем обеспечивается возможность формирования последующей металлической полосы одновременно с горизонтальной сваркой между первым и верхним кольцами, причем каждое устройство поддержки основания содержит по меньшей мере два устройства для направления колец.
2. Способ изготовления резервуара по п. 1, включающий следующие этапы:
2.1. Подготовка основания резервуара и создание днища резервуара,
2.2. Размещение устройств поддержки основания на периферии резервуара, соединение этих устройств посредством рельсов,
2.3. Размещение салазок для доступа и выхода персонала, инструментов и материалов в выбранных местах на периферии резервуаров между устройствами поддержки основания,
2.4. Размещение по меньшей мере одного устройства формирования колец из листового материала по меньшей мере с одной неподвижной камерой для вертикальной сварки и выравнивания листов по касательной к периферии резервуара,
2.5. Монтаж, в неподвижной камере для вертикальной сварки и выравнивания листов полосы, из металлического листа, причем общая длина полос по меньшей мере равна длине периферии необходимого кольца, и перемещение полос до тех пор, пока они не будут размещены на устройствах поддержки основания на внешнем круге таким образом, что они выведены по отношению к внутреннему кругу,
2.6. Окончательная отделка первого кольца на устройствах поддержки основания, выполняющих вертикальный сварной шов между краями полосы,
2.7. Создание, при необходимости, крыши резервуара, прикрепленной к верхнему концу первого кольца и к первым пролетам внутренних колонн резервуара,
2.8. Размещение разборных подъемных устройств вдоль периферии первого кольца, на внутренней стороне резервуара и на каждой из внутренних колонн резервуара, с длиной, равной высоте первого кольца,
2.9. Формование последующего кольца посредством металлических полос, собранных в неподвижной камере для вертикальной сварки и выравнивания листов, одновременно с выполнением операций, описанных для предыдущего кольца, и размещение этого последующего кольца снаружи, концентрически относительно предыдущего кольца, на устройствах поддержки основания на внешнем круге,
2.10. Подъем, посредством разборных подъемных устройств, совокупности пролетов внутренних колонн между кольцами и крышей,
2.11. Перемещение последующего кольца к его окончательному положению на устройстве поддержки основания и на внутреннем круге и выполнение последней вертикальной сварки для завершения формирования последующего кольца,
2.12. Опускание совокупности пролетов внутренних колонн между кольцами и крышей на последующее кольцо посредством разборных подъемных устройств, и размещение распорных деталей между ними,
2.13. Сваривание нижнего края верхнего кольца из совокупности пролетов внутренних колонн между кольцами и крышей с верхним краем последующего кольца и приваривание новых пролетов колонн к пролетам внутренних колонн,
2.14. Повторение этапов с 2.9 по 2.13 столько раз, сколько необходимо для получения необходимой высоты резервуара,
2.15. Удаление устройств поддержки основания от периферии резервуара, устройств формирования кольца и салазок для доступа и выхода персонала, инструментов и материалов,
2.16. Использование разборных подъемных устройств для опускания совокупности пролетов внутренних колонн между кольцами и крышей таким образом, что она опирается на днище резервуара,
2.17. Удаление разборных подъемных устройств и сваривание нижнего края нижнего кольца и оснований внутренних колонн из совокупности пролетов внутренних колонн между кольцами и крышей с днищем резервуара,
2.18. Выполнение операций для завершения конструкции резервуара.
3. Способ изготовления резервуара по п. 2, согласно которому каждое устройство (100) поддержки основания содержит по меньшей мере два устройства (110) для направления колец, одно из которых расположено на внутреннем круге, который определяет окончательный размер резервуара, который должен быть создан, а другое расположено на внешнем круге, который принимает следующее кольцо, с одновременным выполнением этапов сварки, окончательной отделки и подъема предыдущих колец.
4. Способ изготовления резервуара по п. 2, согласно которому устройство формирования колец из листового материала содержит основание, стойки регулируемой высоты, ролики для направления листов и по меньшей мере одну неподвижную камеру для вертикальной сварки и выравнивания, причем основание представляет собой двойной Т-образный выполненный из железа профиль с длиной, превышающей длину каждого листа, формирующего кольцо, а стойки регулируемой высоты размещены попарно, по одной с каждой стороны основания, и выбраны из группы, содержащей гидравлические, пневматические или механические поршни.
5. Способ изготовления резервуара по п. 4, согласно которому ролики для направления листов устройства формования колец расположены на основании горизонтально и перпендикулярно по отношению к основной оси основания, вертикально по отношению к каждой стороне основания, в парах, отделенных друг от друга расстоянием, превышающим ширину листов, формирующих кольцо, и на различных высотах для обеспечения возможности перемещения вертикально размещенных листов.
6. Способ изготовления резервуара по п. 3, согласно которому неподвижная камера для вертикальной сварки и выравнивания листов устройства формирования из листового материала представляет собой закрытую камеру с кондиционированным воздухом, имеющую объем, достаточный для размещения по меньшей мере одного оператора и по меньшей мере одной единицы сварочного оборудования, и отверстия на обеих противоположных сторонах, пересекаемых основанием и собранными на нем листами, а также содержащую:
6.1. двойную систему вертикальных прессов, выбранных из группы, содержащей гидравлические, пневматические или механические прессы, и размещенных таким образом, что каждый из этих прессов нажимает на лист, что обеспечивает удержание листов, которые должны быть сварены, в выровненном состоянии на оптимальном расстоянии для выполнения сварки между ними,
6.2. вертикальные рельсы, точно установленные с обеих сторон прессов и расположенные таким образом, что они обеспечивают возможность перемещения вдоль них соответствующих сварочных роботизированных устройств,
6.3. гидравлические прессы и системы управления сварочными роботизированными устройствами,
6.4. вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля и внутренние ступеньки,
6.5. применяемые при необходимости покрытия для стенок и крыши, выбранные из группы, содержащей тепловую изоляцию и акустическую изоляцию.
7. Способ изготовления резервуара по п. 2, согласно которому каждое из устройств поддержки основания содержит опорную корпусную деталь, по меньшей мере один элемент регулирования уровня, рельсы и по меньшей мере два устройства для направления колец.
8. Способ изготовления резервуара по п. 7, согласно которому опорная корпусная деталь устройства поддержки основания представляет собой двойной Т-образный выполненный из железа профиль, а элементы регулирования уровня выбраны из группы, включающей гидравлические, пневматические или механические поршни.
9. Способ изготовления резервуара по п. 7, согласно которому рельсы приварены на верхней части оснований кольцеобразным образом и обеспечивают возможность перемещения вдоль них подвижных камер для горизонтальной сварки.
10. Способ изготовления резервуара по п. 7, согласно которому устройства для направления колец устройства поддержки основания содержат:
10.1. конструкцию усиленного листа надлежащей геометрии для приспособления к основанию с тем, чтобы использовать его в качестве направляющего элемента, имеющего горизонтальную плоскую верхнюю сторону,
10.2. по меньшей мере два горизонтальных ролика, размещенных на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность перемещения колец,
10.3. по меньшей мере три съемных и взаимозаменяемых горизонтальных ролика, размещенных на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность перемещения и формования колец,
10.4. по меньшей мере один съемный и взаимозаменяемый приводной ременной шкив, расположенный на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность направляющим канатам тянуть кольца.
11. Способ изготовления резервуара по п. 2 или 7, согласно которому горизонтальное приваривание колец выполняют путем использования подвижных камер для внешней и внутренней горизонтальной сварки, перемещающихся вдоль рельсов.
12. Способ изготовления резервуара по п. 7, согласно которому подвижные камеры для внешней горизонтальной сварки совершают перемещение по рельсам и на колесах, при этом содержат:
12.1. закрытую камеру с кондиционированным воздухом, имеющую объем, достаточный для размещения по меньшей мере одного оператора и одной единицы сварочного оборудования, и по меньшей мере одно окно для обеспечения возможности приближения сварочного оборудования к кольцам для выполнения сварки, и соответствующую геометрию для перемещения круговым образом вдоль периферии резервуара между двумя параллельными кольцами, размещенными во внутреннем круге и во внешнем круге,
12.2. лестницу и поручни для обеспечения безопасной работы операторов на крыше камеры для внешней сварки,
12.3. по меньшей мере три колеса для перемещения вдоль рельсов,
12.4. по меньшей мере один точно установленный горизонтальный рельс, размещенный на такой высоте, что обеспечена возможность перемещения по нему по меньшей мере одного сварочного роботизированного устройства для выполнения горизонтального шва между кольцами,
12.5. по меньшей мере один двигатель для перемещения камеры сварки посредством по меньшей мере одного ведущего колеса,
12.6. системы управления двигателем для перемещения камеры для сварки и сварочных роботизированных устройств,
12.7. вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля и систему внутренних ступенек,
12.8. применяемые при необходимости покрытия для стенок и крыши, выбранные из группы, содержащей тепловую изоляцию и акустическую изоляцию.
13. Способ изготовления резервуара по п. 7, согласно которому подвижные камеры для внутренней горизонтальной сварки совершают перемещение по рельсам и на колесах, при этом содержат:
13.1. закрытую камеру с кондиционированным воздухом, имеющую объем, достаточный для размещения по меньшей мере одного оператора и одной единицы сварочного оборудования, и по меньшей мере одно окно для обеспечения возможности приближения сварочного оборудования к кольцам для выполнения сварки, и соответствующую геометрию для перемещения круговым образом вдоль внутренней периферии резервуара,
13.2. по меньшей мере один точно установленный горизонтальный рельс, размещенный на такой высоте, что он обеспечивает возможность перемещения по нему по меньшей мере одного сварочного роботизированного устройства для выполнения горизонтального сварочного шва между кольцами,
13.3. по меньшей мере одно колесо для перемещения вдоль рельсов и по меньшей мере одно колесо для перемещения по днищу резервуара,
13.4. по меньшей мере один двигатель для перемещения камеры для сварки посредством по меньшей мере одного ведущего колеса,
13.5. системы управления двигателем для перемещения камеры для сварки и сварочных роботизированных устройств,
13.6. вспомогательные системы, выбранные из группы, содержащей систему кондиционирования внутреннего воздуха, систему управления освещением, систему управления качеством сварки, систему управления положением листа, систему удаленного управления, системы контроля и систему внутренних ступенек,
13.7. применяемые при необходимости покрытия для стенок и крыши, выбранные из группы, содержащей тепловую изоляцию и акустическую изоляцию.
14. Способ изготовления резервуара по п. 1, согласно которому перемещение колец выполняют посредством тяговой лебедки и каната, связанного с кольцами посредством металлического листа, приваренного к одному концу кольца.
15. Способ изготовления резервуара по п. 2, согласно которому перед монтажом первого кольца устанавливают центральную мачту, которая выполнена с возможностью ее использования в качестве направляющей во время операции подъема совокупности пролетов внутренних колонн между кольцами и крышей и которая выполняет функцию центральной колонны после завершения изготовления резервуара.
16. Способ изготовления резервуара по п. 1, согласно которому вертикальные сварные швы между концами листов, формирующих кольца, выполнены за пределами периферии резервуара, за исключением последнего вертикального сварного шва.
17. Устройство для формирования колец из листового материала для изготовления резервуара, содержащее основание, стойки регулируемой высоты, ролики для направления металлических листов и по меньшей мере одну неподвижную камеру для вертикальной сварки и выравнивания.
18. Устройство для формирования колец из листового материала по п. 17, в котором основание представляет собой двойной Т-образный выполненный из железа профиль с длиной, превышающей длину каждого листа, формирующего кольцо, а стойки регулируемой высоты размещены попарно, по одной с каждой стороны основания, и выбраны из группы, включающей гидравлические, пневматические или механические поршни.
19. Устройство для формирования колец из листового материала по п. 17, в котором ролики для направления листов устройства формования для колец размещены на основании горизонтально и перпендикулярно по отношению к основной оси основания, вертикально по отношению к каждой стороне основания, в парах, отделенных друг от друга расстоянием, превышающим ширину листов, формирующих кольцо, и на различных высотах, обеспечивающих возможность перемещения вертикально размещенных листов.
20. Устройство для поддержки основания для изготовления резервуара, содержащее опорную корпусную деталь, по меньшей мере один элемент регулирования уровня, рельсы и по меньшей мере два устройства для направления колец.
21. Устройство для поддержки основания по п. 20, в котором опорная корпусная деталь устройства поддержки основания представляет собой двойной Т-образный выполненный из железа профиль, а элементы регулирования уровня выбраны из группы, включающей гидравлические, пневматические или механические поршни.
22. Устройство для поддержки основания по п. 20, в котором рельсы приварены на верхней части оснований кольцеобразным образом и обеспечивают возможность перемещения вдоль них подвижных камер для горизонтальной сварки.
23. Устройство поддержки основания по п. 20, в котором устройства для направления колец содержат:
23.1. конструкцию усиленного листа надлежащей геометрии для приспособления основания с тем, чтобы использовать его в качестве направляющего элемента, содержащего горизонтальную плоскую верхнюю сторону,
23.2. по меньшей мере два ролика горизонтального вала, размещенных на плоской верхней стороне конструкции усиленного листа, что обеспечивает возможность перемещения колец,
23.3. по меньшей мере три съемных и взаимозаменяемых ролика вертикального вала, размещенных на плоской верхней стороне конструкции усиленного листа, для обеспечения возможности перемещения и формования колец,
23.4. по меньшей мере один съемный и взаимозаменяемый приводной ременной шкив, размещенный на плоской верхней стороне конструкции усиленного листа, для обеспечения возможности направляющим канатам тянуть кольца.
| ПРЕПАРАТ "ГИСТОХРОМ" ДЛЯ ЛЕЧЕНИЯ ВОСПАЛИТЕЛЬНЫХ ЗАБОЛЕВАНИЙ СЕТЧАТКИ И РОГОВИЦЫ ГЛАЗ | 1998 |
|
RU2134107C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЦИЛИНДРИЧЕСКИХ ЕМКОСТЕЙ С ОБОЛОЧКОЙ СПИРАЛЬНО-НАВИВНОГО ТИПА, ПОДЪЕМНОЕ И ВЫВЕШИВАЮЩЕЕ УСТРОЙСТВА | 1994 |
|
RU2070264C1 |
| WO 2012004440 A1, 12.01.2012. | |||

