ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к участку сборки на производственной линии сварки неокрашенного автомобильного кузова и, в частности, относится к линии для производства транспортных средств разных типов, подходящей для производства многих типов транспортных средств в области оборудования для автомобилестроения.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Будущий автомобиль развивается в направлениях многих разновидностей, мелких партий и больших возможностей. Согласно этой тенденции непрактично создавать новую производственную линию для каждого типа автомобиля, поэтому производство многих типов транспортных средств одновременно на одной производственной линии является тенденцией будущей индустрии оборудования для автомобилестроения. Такая линия для производства транспортных средств разных типов может выполнять сварку пола в сборе, панели левой стороны в сборе, панели правой стороны в сборе и крыши в сборе неокрашенного кузова, и является основным оборудованием для кузова автомобиля на производственной линии перед окраской.
[0003] В настоящее время линия для производства транспортных средств разных типов, применяемая на крупных отечественных автомобильных заводах, в основном импортирована из-за границы или предоставлена непосредственно предприятиями с иностранным финансированием. В этой области отечественные предприятия имеют слабую конкурентоспособность, даже если в нескольких иностранных решениях этой структуры есть некоторые недостатки, такие как большая площадь, медленный производственный цикл, неспособность линии к смене, ограничения по совместному производству разных типов транспортных средств или высокая стоимость строительства, и она не может достаточно хорошо выполнять производственные требования отечественных автомобильных заводов, что оказывает большое влияние на прогресс нашей автомобильной промышленности.
[0004] Настоящее изобретение решает проблему улучшения конструкции и технико-экономических характеристик существующей линии по производству транспортных средств разных типов и создания автоматической линии сварки для линии по производству транспортных средств разных типов, подходящей для нашей технологии производства автомобилей.
РАСКРЫТИЕ
[0005] Имея в виду вышеуказанные недостатки существующего уровня техники, настоящее изобретение направлено на то, чтобы предложить линии по производству неокрашенных кузовов транспортных средств разных типов с высокой эффективностью производства, быстрым циклом, широкой применимостью и гибким и удобным использованием для выполнения требований по автоматической сварке неокрашенных кузовов автомобилей.
[0006] Настоящее изобретение сделано по следующей технической схеме.
[0007] Линия по производству неокрашенных кузовов транспортных средств разных типов включает роботизированную систему сварки и систему скоростного транспорта, а также включает интеллектуальную систему позиционирования панелей пола и систему позиционирования и смены боковых панелей; причем интеллектуальная система позиционирования панелей пола соответственно соединена с направляющим рельсом системы скоростного транспорта и выполняет позиционирование и фиксацию панели пола кузова; система позиционирования и смены боковых панелей выполняет позиционирование и фиксацию боковой панели кузова и панели крыши кузова и включает систему объединения кондукторов для боковых панелей, систему хранения кондукторов и систему рельса и смены кондукторов, при этом система объединения кондукторов для боковых панелей соответствует стороне интеллектуальной системы позиционирования панелей пола; система хранения кондукторов расположена на двух сторонах системы объединения кондукторов для боковых панелей по направлению движения системы скоростного транспорта; система рельса и смены кондукторов подсоединена между системой объединения кондукторов для боковых панелей и системой хранения кондукторов.
[0008] Система объединения кондукторов для боковых панелей включает подвижный стол, платформу для позиционирования кондукторов для боковых панелей и основание, опорный рельс для поддержки кондуктора для боковой панели, установленный на подвижном столе; подвижный стол и платформа для позиционирования кондукторов для боковых панелей соответственно соединены с основанием, платформа для позиционирования кондукторов для боковых панелей соответствует стороне интеллектуальной системы позиционирования панелей пола, и направление движения подвижного стола перпендикулярно интеллектуальной системе позиционирования панелей пола; платформа для позиционирования кондукторов для боковых панелей может позиционировать кондуктор для боковой панели и неокрашенный кузов.
[0009] Система хранения кондукторов включает два четырехгранных поворотных стола, которые соответственно распределены по двум сторонам системы объединения кондукторов для боковых панелей в направлении движения системы скоростного транспорта, поворотный рельс для смены кондуктора для боковой панели установлен на каждом посту четырехгранных поворотных столов соответственно и кондуктор для боковой панели расположен на поворотном рельсе.
[0010] Система рельса и смены кондукторов включает четыре тележки для смены кондукторов, рельс для транспорта кондуктора при смене и рельс для возврата кондуктора; причем рельс для транспорта кондуктора при смене закреплен на полу и соединен с поворотным рельсом на местах выхода с двух четырехгранных поворотных столов и опорным рельсом подвижного стола в системе объединения кондукторов для боковых панелей; рельс для возврата кондуктора закреплен в воздухе и соединен с поворотным рельсом на местах входа на два четырехгранных поворотных стола; рельс для транспорта кондуктора при смене, рельс для возврата кондуктора, опорный рельс и поворотные рельсы на местах входа и выхода составляют замкнутую рельсовую систему; четыре тележки для смены кондукторов расположены соответственно на замкнутом рельсе в местах входа и выхода двух четырехгранных поворотных столов соответственно.
[0011] Тележки для смены кондукторов являются рельсовыми транспортными тележками, приводимыми в движение фрикционными колесами.
[0012] Интеллектуальная система позиционирования панелей пола включает роликовый конвейер и восемь интеллектуальных позиционирующих устройств, причем роликовый конвейер и восемь интеллектуальных позиционирующих устройств закреплены на основании, соответственно, роликовый конвейер соответствует системе транспортировки, интеллектуальные позиционирующие устройства равномерно распределены на двух сторонах роликового конвейера двумя колоннами, и направление движения подвижного стола перпендикулярно направлению движения роликового конвейера.
[0013] Интеллектуальные позиционирующие устройства представляют собой зажимный механизм для позиционирования по трем осям, который может зажимать панель пола транспортного средства с разных направлений.
[0014] По сравнению с существующими технологиями настоящее изобретение имеет некоторые преимущества.
[0015] 1. При производстве того же количества типов транспортных средств на одной линии площадь, занимаемая настоящим изобретением, наименьшая.
[0016] 2. Число сварочных роботов, которые могут быть использованы в настоящем изобретении, значительно увеличено, и коэффициент использования участка сборки повышен.
[0017] 3. Среди всех решений с произвольной сменой время смены у настоящего изобретения наименьшее, время сварки в одном такте сварки может быть улучшено, и производительность производственной линии увеличена.
[0018] 4. Среди всех решений структура настоящего изобретения относительно компактная при меньшей стоимости.
[0019] 5. Настоящее изобретение может выполнять требования по производительности автомобильного завода 60 машин в час.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
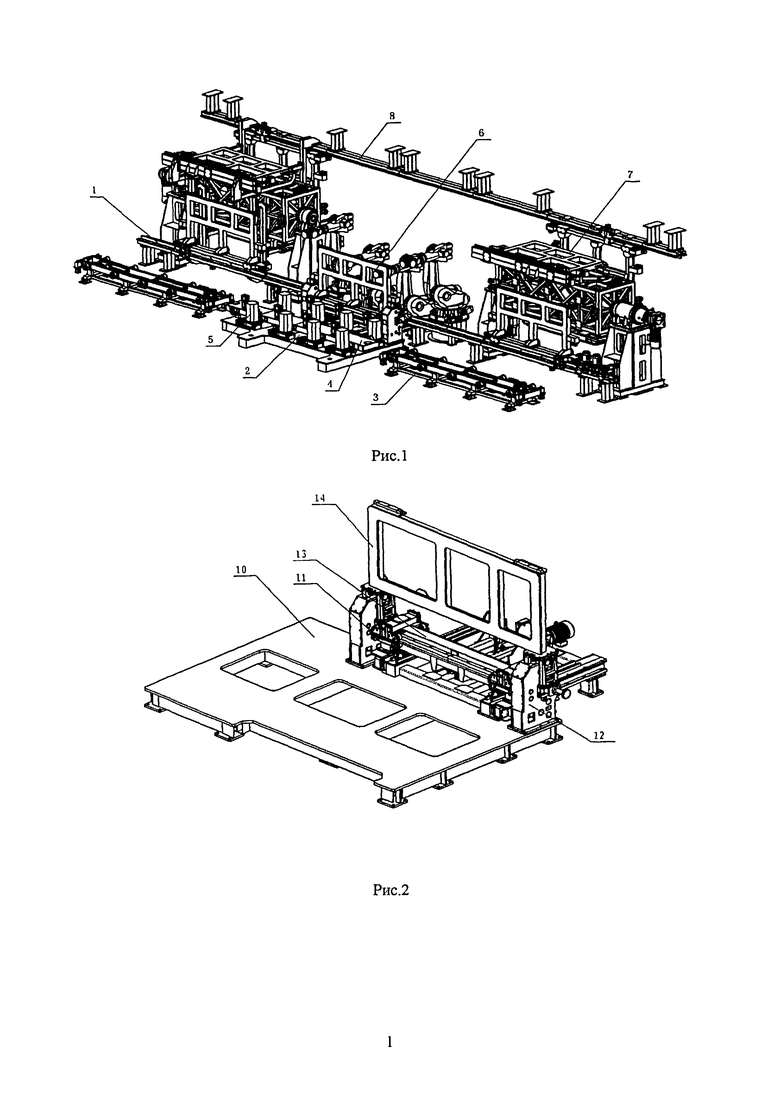
[0020] Фиг. 1 - схема полной конструкции настоящего изобретения;
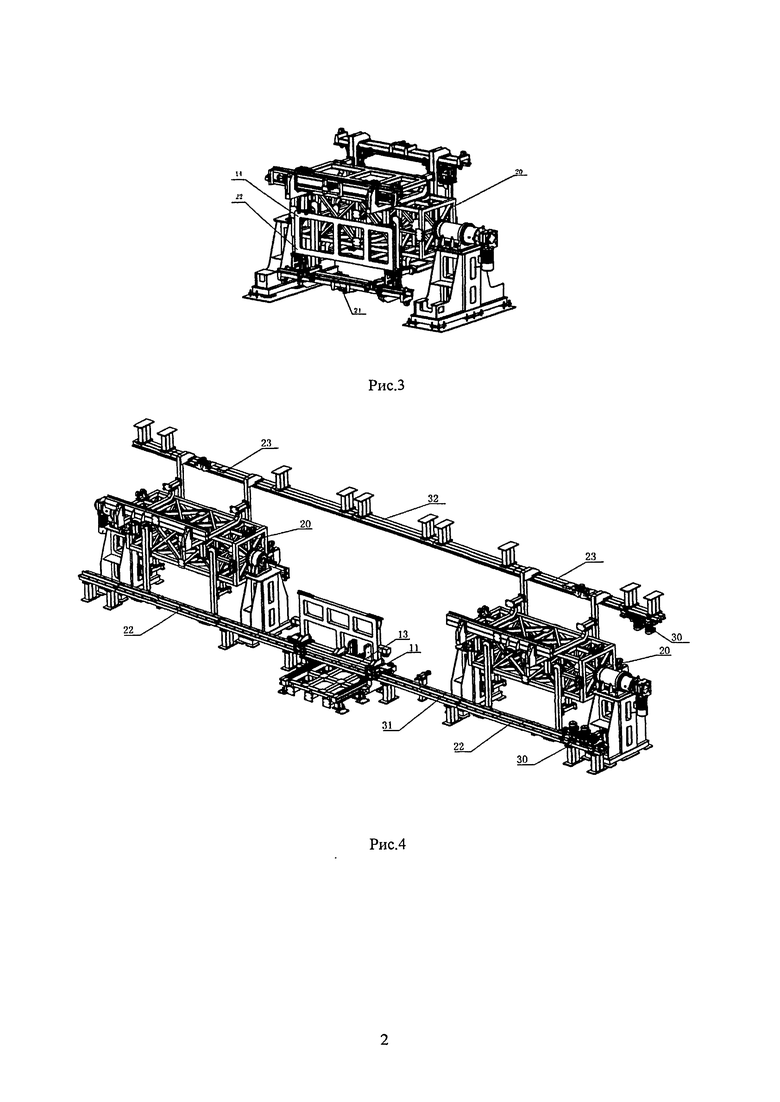
[0021] Фиг. 2 - схема конструкции системы объединения кондукторов для боковых панелей в настоящем изобретении;
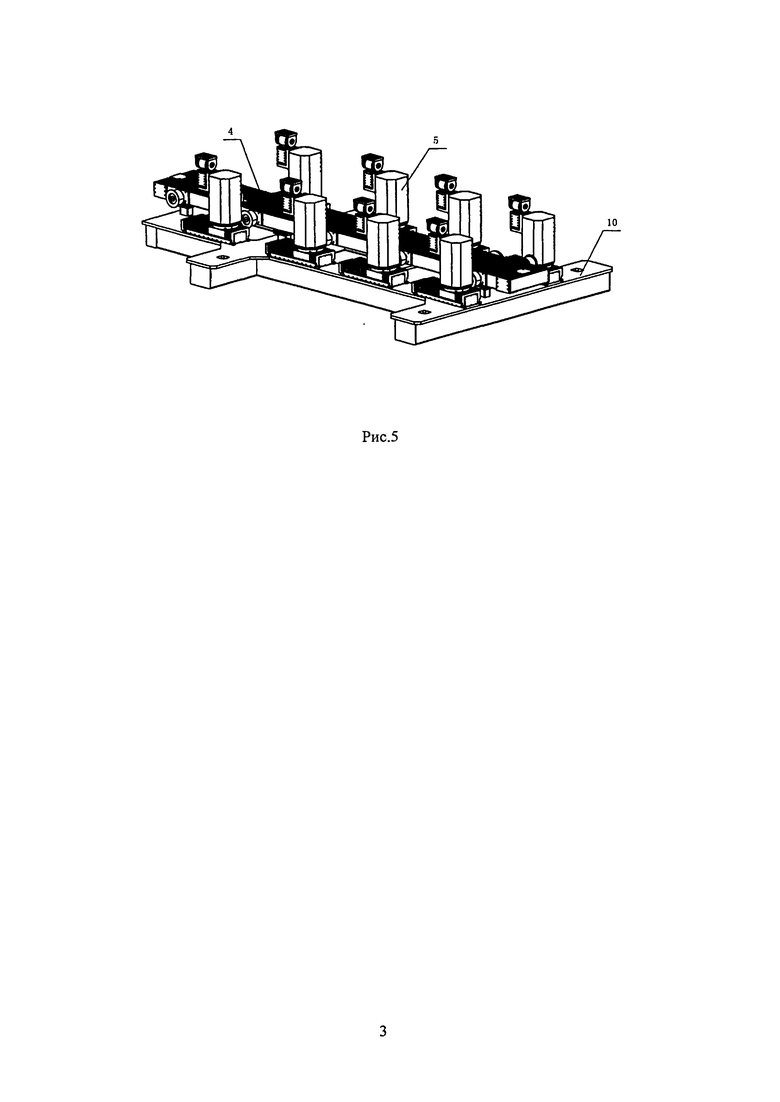
[0022] Фиг. 3 - схема конструкции одного из четырехгранных подвижных столов в настоящем изобретении;
[0023] Фиг. 4 - схема объединенной конструкции системы рельса и смены кондукторов и системы объединения кондукторов для боковых панелей в настоящем изобретении;
[0024] Фиг. 5 - схема конструкции интеллектуальной системы позиционирования панелей пола в настоящем изобретении.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0025] Настоящее изобретение будет более подробно описано ниже в связи с прилагаемыми чертежами.
[0026] Как показано на Фиг. 1, линия по производству неокрашенных кузовов транспортных средств разных типов настоящего изобретения включает роботизированную систему сварки, систему транспортировки 3, интеллектуальную систему позиционирования панелей пола 2 и систему позиционирования и смены боковых панелей 1. Роботизированная система сварки используется для сварки позиционированного кузова транспортного средства и является последним исполнительным механизмом в процессе; система транспортировки 3 выполняет транспортировку неокрашенного автомобильного кузова, чтобы автоматически перейти к следующей операции после предыдущей; интеллектуальная система позиционирования панелей пола 2 взаимодействует с системой транспортировки 3 и выполняет позиционирование и фиксацию панели пола кузова, чтобы обрабатывать панель пола кузова в поточном процессе; система позиционирования и смены боковых панелей 1 взаимодействует с интеллектуальной системой позиционирования панелей пола 2, позиционирует и фиксирует боковую панель кузова перед автоматической сваркой, обеспечивая возможность соединения деталей для повышения функциональности линии.
[0027] Роботизированная система сварки состоит из робота с сервоприводом для точечной сварки и адаптивного цельного сварочного пистолета с сервоприводом. Роботизированная система сварки является системой реализации процесса сварки, выполняющей сварку роботом для точечной сварки с сервоприводом, использующим сварочный пистолет с сервоприводом, причем сварка является последней стадией обработки в процессе, и затем сваренный автомобильный кузов автоматически направляется для следующей операции.
[0028] Система транспортировки 3 в основном использует роликовый конвейер и тележку, взаимодействующие для транспортировки неокрашенного кузова, причем в процессе транспортировки можно использовать высокоточную линейку, кодирующую сетку, и кодировщик сетки, чтобы сформировать двойной контроль за счет двух петель обратной связи, причем кодирующая линейка обеспечивает обратную связь от положения тележки, а кодировщик обеспечивает обратную связь от скорости тележки. Благодаря наличию двух петель обратной связи (по скорости и положению) осуществляется точное управление скоростью и точностью положения тележки, и таким образом в настоящее время можно достигнуть точности положения ±0,7 мм и такта транспорта 4,7 с, что соответствует международному продвинутому уровню.
[0029] Интеллектуальная система позиционирования панелей пола 2 соответственно соединена с направляющим рельсом системы транспортировки 3 и включает роликовый конвейер 4 и восемь интеллектуальных позиционирующих устройств 5. Система позиционирования и смены боковых панелей 1 включает систему объединения кондукторов для боковых панелей 6, систему хранения кондукторов 7 и систему рельса и смены кондукторов 8. Система объединения кондукторов для боковых панелей 6 соответствует стороне интеллектуальной системы позиционирования панелей пола 2, и система хранения кондукторов 7 соединена с системой объединения кондукторов для боковых панелей 6 посредством системы рельса и смены кондукторов 8. Интеллектуальная система позиционирования панелей пола 2 и система позиционирования и смены боковых панелей 1 совместно выполняют позиционирование панели пола неокрашенного кузова.
[0030] Как показано на Фиг. 2, система объединения кондукторов для боковых панелей включает подвижный стол 11, платформу для позиционирования кондукторов для боковых панелей 12 и основание 10. Платформа для позиционирования кондукторов для боковых панелей 12 зафиксирована на основании 10, соответствует стороне интеллектуальной системы позиционирования панелей пола и выполняет последнюю трехмерную регулировку положения, управляя кондуктором для боковой панели 14, таким образом обеспечивая точность позиционирования кондуктора. Подвижный стол 11 соединен с основанием 10 и может двигаться относительно основания 10. Для того чтобы облегчить управление позиционированием и движением, направление движения подвижного стола 11 перпендикулярно интеллектуальной системе позиционирования панелей пола. Опорный рельс 13 для поддержки кондуктора для боковой панели 14 установлен на подвижном столе 11, и подвижный стол 11 может переносить полученный кондуктор для боковой панели 14 на платформу для позиционирования кондукторов для боковых панелей 12 и оказывать вертикальное давление на кондуктор для боковой панели 14, обеспечивая надежность позиционирования кондуктора.
[0031] Система хранения кондукторов в основном используется для хранения резервных кондукторов для боковой панели, чтобы обеспечить выполнение процесса сварки эффективно, быстро и ритмично. Система хранения кондукторов включает два четырехгранных поворотных стола, и поскольку для замены в любое время кондуктора для боковой панели требуется свободное место, два четырехгранных поворотных стола могут одновременно вмещать семь кондукторов для боковой панели. Два четырехгранных поворотных стола соответственно распределены на двух сторонах системы объединения кондукторов для боковых панелей в направлении движения системы транспортировки, при этом свободное место на одном четырехгранном поворотном столе используется для приема механически обработанного кондуктора для боковой панели, а другой четырехгранный поворотный стол используется для подачи требующего механической обработки кондуктора для боковой панели, и резервные кондукторы для боковой панели могут быть отрегулированы и заменены в любое время посредством поворота поворотного стола. Как показано на Фиг. 3, четыре поста находятся на одном четырехгранном поворотном столе 20, на каждом посту соответственно установлен поворотный рельс 21 для смены кондуктора для боковой панели 14, и кондуктор для боковой панели 14 позиционируется с соединяется с поворотным рельсом 21, причем пост на передней нижней стороне поворотного стола 20 находится в месте выхода, с которого выходит резервный кондуктор для боковой панели. Пост на задней верхней стороне поворотного стола 20 является местом входа для приема или смены нового кондуктора для боковой панели.
[0032] Для надлежащей смены резервного кондуктора для боковой панели система рельса и смены кондукторов установлена между системой хранения кондукторов и системой объединения кондукторов для боковых панелей. Как показано на Фиг. 4, система рельса и смены кондукторов включает четыре тележки для смены кондукторов 30, рельс для транспорта кондуктора при смене 31 и рельс для возврата кондуктора 32. Рельс для транспорта кондуктора при смене 31 прикреплен к полу и соединен с выходным поворотным рельсом 22 на сторонах выхода двух четырехгранных поворотных столов 20 и опорным рельсом 13 подвижного стола 11 в системе объединения кондукторов для боковых панелей; рельс для возврата кондуктора 32 закреплен в воздухе и соединен с входным поворотным рельсом 23 на местах входа двух четырехгранных поворотных столов 20, чем формируется замкнутая рельсовая система, состоящая из рельса для транспорта кондуктора при смене 31, рельса для возврата кондуктора 32, опорного рельса 13, входного поворотного рельса 23 и выходного поворотного рельса 22, при этом системы соединены эффективной связью, которая обеспечивает непрерывную подачу и использование кондукторов для боковой панели. Процесс смены кондуктора для боковой панели осуществляется четырьмя тележками для смены кондукторов 30, которыми являются тележки для движения по рельсу, приводимые в движение фрикционными колесами, которые приводят кузов тележки в движение силой трения, создаваемой фрикционными колесами и рельсом. Эти четыре тележки для смены кондукторов 30 соответственно расположены на замкнутом рельсе в местах входа и выхода двух четырехгранных поворотных столов 20, соответственно, создавая силовую опору для операций регулировки и смены кондукторов для боковой панели в местах входа и выхода.
[0033] Как показано на Фиг. 5, для поддержания координации и стабильности роликовый конвейер 4 и восемь интеллектуальных позиционирующих устройств 5 в интеллектуальной системе позиционирования панелей пола зафиксированы на основании 10 системы объединения кондукторов для боковых панелей, соответственно, роликовый конвейер 4 соответствует системе транспортировки для приема панели пола неокрашенного кузова при транспортировке, и направление движения подвижного стола в системе объединения кондукторов для боковых панелей перпендикулярно направлению движения роликового конвейера 4. Интеллектуальные позиционирующие устройства 5 равномерно распределены на двух сторонах роликового конвейера 4 двумя колоннами, и представляют собой зажимной механизм для позиционирования по трем осям, который выполняет трехмерную регулировку положения принятой панели пола неокрашенного кузова, чтобы выполнить требование к позиционированию для транспортных средств разных типов и обеспечить надлежащее позиционирование.
[0034] Как показано на Фиг. 1 и 4, при реальной работе панель пола неокрашенного кузова сначала транспортируется на роликовый конвейер 4 системой транспортировки 3 и позиционируется после регулировки положения зажимным механизмом для позиционирования по трем осям интеллектуальных позиционирующих устройств 5; затем кондуктор для боковой панели на месте выхода четырехгранного поворотного стола 20 транспортируется на опорный рельс 13 подвижного стола 11 посредством соответственной тележки для смены кондуктора и рельса для транспорта кондуктора при смене 31, подвижный стол 11 транспортирует принятый кондуктор для боковой панели к платформе для позиционирования кондукторов для боковых панелей в вертикальном направлении, платформа для позиционирования кондукторов для боковых панелей выполняет последнюю регулировку положения кондуктора для боковой панели, и после этого позиционирование кондуктора для боковой панели и панели пола неокрашенного кузова завершено. Роботизированная система сварки сваривает панель пола и боковую панель, и этим завершает процесс сварки неокрашенного кузова. В заключение, платформа для позиционирования кондукторов для боковых панелей открывается, и кондуктор для боковой панели поступает обратно на подвижной стол 11 и снова соединяется с рельсом для транспорта кондуктора при смене 31. Кондуктор для боковой панели транспортируется обратно на свободное место на четырехгранном поворотном столе 20 посредством действия тележки для смены кондукторов. Одновременно с этим, после того, как интеллектуальные позиционирующие устройства 5 откроются, сваренный неокрашенный кузов поступает на роликовый конвейер 4 и транспортируется на следующее место механической обработки системой транспортировки 3, и после этого процесс сварки неокрашенного кузова завершен.
[0035] Поскольку на двух четырехгранных поворотных столах могут находиться семь разных кондукторов для боковой панели, процесс смены кондуктора может быть выполнен синхронно в процессе сварки. Например, когда система получит заводскую инструкцию использовать тип В транспортного средства, система сначала идентифицирует кондуктор для транспортного средства типа В и затем определяет конкретное место для хранения кондуктора для транспортного средства типа В, а также определяет, находится ли кондуктор для транспортного средства типа В на выходной стороне для смены кондуктора, и одновременно определяет, является ли другое место выхода свободным. Если нет, то система выдает команду четырехгранным поворотным столам повернуть кондуктор для боковой панели для транспортного средства типа В на одно из мест выхода и одновременно повернуть свободное место на другое место выхода. Свободное место используется для приема работающего кондуктора для боковой панели, и кондуктор для боковой панели для транспортного средства типа В используется в качестве резервного кондуктора для следующего цикла. Этим заканчивается регулировка кондуктора для боковой панели без воздействия на нормальный процесс автоматической сварки. Конечно, если необходимо отрегулировать положение двух резервных кондукторов для боковой панели, рельс для возврата кондуктора и свободное место на месте выхода также могут быть использованы для регулировки положения кондукторов для боковой панели между двумя четырехгранными поворотными столами, что значительно повышает гибкость и удобство использования системы позиционирования и смены боковых панелей и действительно реализует линию по производству неокрашенных кузовов транспортных средств разных типов.
Изобретение относится к гибкой структуре линии для производства транспортных средств разных типов. Упомянутая структура содержит роботизированную систему сварки, систему высокоскоростного транспорта, интеллектуальную систему гибкого позиционирования панелей (ИСГПП) пола и систему гибкого позиционирования и переключения боковых панелей. ИСГПП пола соответственно соединена с направляющим рельсом системы высокоскоростного транспорта. Система гибкого позиционирования и переключения боковых панелей включает систему объединения кондукторов для боковой панели, систему хранения кондукторов и систему смены кондукторов и рельса. Система объединения кондукторов для боковой панели соответствует стороне ИСГПП пола. Система хранения кондукторов расположена на двух сторонах системы объединения кондукторов для боковой панели в направлении движения системы высокоскоростного транспорта. Система смены кондукторов и рельса подсоединена между системой объединения кондукторов для боковой панели и системой хранения кондукторов. Усовершенствованная структура относительно компактна и практична, имеет короткое время смены, высокую эффективность производства, занимает небольшую площадь и может использовать большое число сварочных роботов, полностью выполняя требования к производительности автомобильного завода 60 машин в час. 6 з.п. ф-лы, 5 ил.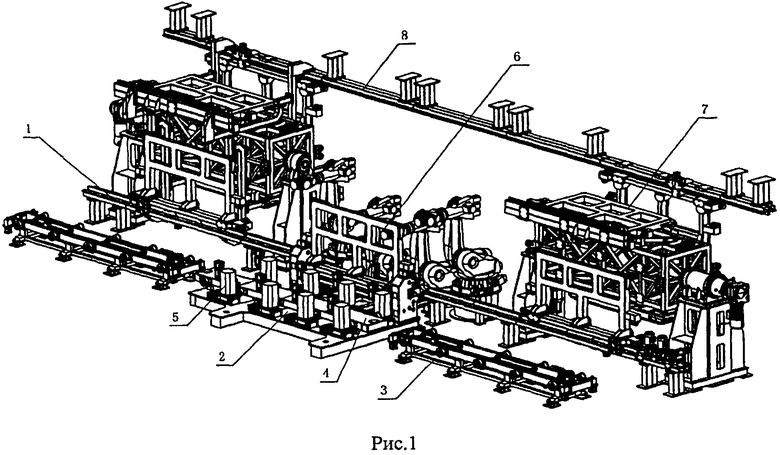
1. Линия по производству неокрашенных кузовов транспортных средств, содержащая роботизированную систему сварки и систему для транспортировки кузова с направляющим рельсом, отличающаяся тем, что она снабжена интеллектуальной системой позиционирования панелей пола кузова и системой позиционирования и смены боковых панелей кузова, при этом интеллектуальная система позиционирования панелей пола кузова соответственно соединена с направляющим рельсом системы для транспортировки кузова и выполнена с возможностью позиционирования и фиксации панели пола кузова, система позиционирования и смены боковых панелей выполнена с возможностью позиционирования и фиксации боковой панели кузова и панели крышки кузова и включает систему объединения кондукторов для боковой панели, систему хранения кондукторов и систему смены кондукторов и рельса, причем система объединения кондукторов для боковой панели расположена со стороны интеллектуальной системы позиционирования панелей пола, система хранения кондукторов расположена на двух сторонах системы объединения кондукторов для боковой панели в направлении движения системы для транспортировки кузова, а система смены кондукторов и рельса установлена между системой объединения кондукторов для боковой панели и системой хранения кондукторов.
2. Линия по п. 1, отличающаяся тем, что система объединения кондукторов для боковой панели включает подвижный стол, платформу позиционирования кондукторов для боковой панели и основание, причем на подвижном столе установлен опорный рельс для поддержки кондуктора для боковой панели, подвижный стол и платформа позиционирования кондукторов для боковой панели соединены с основанием, соответственно, платформа позиционирования кондукторов для боковой панели расположена со стороны интеллектуальной системы позиционирования панелей пола, и направление движения подвижного стола перпендикулярно интеллектуальной системе позиционирования панелей пола, при этом платформа позиционирования кондукторов для боковой панели выполнена с возможностью позиционирования кондуктора для боковой панели и неокрашенного кузова.
3. Линия по п. 1, отличающаяся тем, что система хранения кондукторов включает два четырехгранных поворотных стола, которые соответственно распределены по двум сторонам системы объединения кондукторов для боковой панели в направлении движения системы для транспортировки кузова, при этом на каждом посту четырехгранных поворотных столов установлен поворотный рельс для смены кондуктора для боковой панели, соответственно, и кондуктор для боковой панели позиционируется на поворотном рельсе.
4. Линия по п. 1, отличающаяся тем, что система смены кондукторов и рельса включает четыре тележки для смены кондукторов, рельс для транспортировки сменного кондуктора и рельс возврата кондуктора, при этом рельс для транспортировки сменного кондуктора закреплен на полу и соединен с поворотным рельсом на местах выхода двух четырехгранных поворотных столов и с опорным рельсом подвижного стола в системе объединения кондукторов для боковой панели, рельс возврата кондуктора соединен с поворотным рельсом на местах входа двух четырехгранных поворотных столов, причем рельс для транспорта сменного кондуктора, рельс возврата кондуктора, опорный рельс и поворотные рельсы на местах входа и выхода составляют замкнутую систему рельсов, а четыре тележки для смены кондукторов расположены соответственно на замкнутом рельсе мест входа и мест выхода двух четырехгранных поворотных столов, соответственно.
5. Линия по п. 4, отличающаяся тем, что тележки для смены кондукторов являются рельсовыми тележками, приводимыми в движение фрикционными колесами.
6. Линия по п. 1, отличающаяся тем, что интеллектуальная система позиционирования панелей пола включает роликовый конвейер и восемь интеллектуальных позиционирующих устройств, причем роликовый конвейер и восемь интеллектуальных позиционирующих устройств закреплены на основании, соответственно, роликовый конвейер соответствует системе для транспортировки кузова, интеллектуальные позиционирующие устройства равномерно распределены на двух сторонах роликового конвейера двумя колоннами, и направление движения подвижного стола перпендикулярно направлению движения роликового конвейера.
7. Линия по п. 6, отличающаяся тем, что интеллектуальные позиционирующие устройства представляют собой зажимный механизм для позиционирования по трем осям, выполненный с возможностью зажимать панель пола транспортного средства с разных направлений.
| CN102528366A, 04.07.2012 | |||
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ПОДСБОРОК КУЗОВА АВТОМОБИЛЯ | 2002 |
|
RU2221683C1 |
| Устройство для разгрузки барж с сыпучим материалом | 1938 |
|
SU53205A1 |
| Устройство для сварки подсборок кузова автомобиля | 1991 |
|
SU1838070A3 |
| CN101934445A, 05.01.2011 | |||
| CN102528366A, 04.07.2012. | |||

