Изобретение относится к сварочной технике и может быть использовано при восстановлении изношенных и упрочнения деталей из электропроводных алюминиевых или медных сплавов электроконтактным вдавливанием заподлицо в поверхность восстанавливаемой детали, разогретой до пластического состояния, металлических тканых сеток.
Известен способ восстановления металлического изделия электроконтактной приваркой металлической проволоки [1].
Недостатками известного способа являются сложность технологического процесса и обязательное соблюдение условия свариваемости материала восстанавливаемой детали и присадочного материала.
Изобретение позволяет получить новый технический результат - получение композитного материала и повышение срока эксплуатации восстановленных деталей машин за счет армирования металлическими ткаными сетками.
Этот технический эффект достигается тем, что при восстановлении детали применяется материал металлических тканых сеток, отличающийся большей твердостью и температурой плавления, чем материал восстанавливаемой детали, а размерные параметры сетки обеспечивают приращение восстанавливаемого размера детали.
Способ осуществляется следующим образом.
Металлическую тканую сетку размещают на изношенной поверхности детали из алюминиевого или медного сплава. Деталь устанавливается в установку и зажимается роликовыми электродами. Пропуская импульсы тока по электродам, изношенная поверхность детали под роликовым электродом разогревается до пластического состояния, благодаря чему металлическая тканая сетка беспрепятственно вдавливается заподлицо. Так как процесс сопровождается непрерывной подачей охлаждающей жидкости в место контакта роликового электрода и детали, данный способ позволяет восстанавливать подшипники скольжения.
Пример осуществления способа
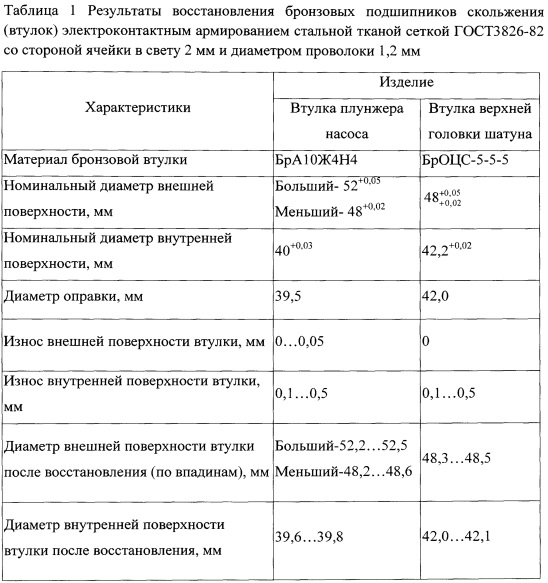
Восстанавливались изношенные бронзовые подшипники скольжения (втулки) с номинальными диаметрами внутренней поверхности 40+0,03 мм и 42,2+0,02 мм соответственно из бронзы БрА10Ж4Н4 ГОСТ493-79 и БрОЦС-5-5-5 ГОСТ613-79 металлической тканой сеткой ГОСТ 3826-82 со стороной ячейки в свету 2 мм и диаметром проволоки 1,2 мм из стали Ст1. В таблице 1 приведены данные экспериментальных исследований.
Источники информации
1. Патент на изобретение RU 2076960 С1, опубл. 10.04.1997 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СТАЛЬНОЙ ДЕТАЛИ | 2010 |
|
RU2451589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ПРИСАДКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКОЙ | 2017 |
|
RU2656625C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2011 |
|
RU2458766C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2361707C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРИСТОСТИ МЕТАЛЛОПОКРЫТИЯ ИЗ ПРИСАДОЧНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА | 2015 |
|
RU2608859C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2008 |
|
RU2367548C1 |
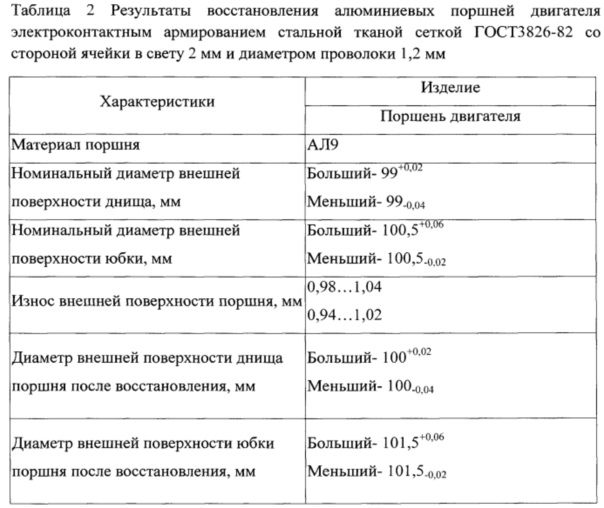
Изобретение может быть использовано при восстановлении изношенных и упрочнения деталей типа тел вращения из электропроводных алюминиевых или медных сплавов. На восстанавливаемой поверхности размещают стальную армирующую тканую сетку, приводят во вращение деталь с одновременным пропусканием импульсов сварочного тока, достаточного для нагрева ее поверхности электроконтактным методом до пластичного состояния сплава. Стальную тканую сетку вдавливают заподлицо в поверхность восстанавливаемой детали путем постоянного перемещения роликового электрода вдоль оси детали. Используют тканую сетку, размер ячеек которой не превышает ширины роликового электрода и обеспечивает выдавливание через ячейки разогретого до пластичного состояния материала детали. Диаметр проволоки сетки выбирают в зависимости от необходимой величины приращения размера восстанавливаемой детали в процессе армирования. Изобретение обеспечивает повышение срока эксплуатации восстановленных деталей. 2 табл.
Способ восстановления детали из медного и алюминиевого сплава, отличающийся тем, что на восстанавливаемой поверхности размещают стальную армирующую тканую сетку, приводят во вращение деталь с одновременным пропусканием импульсов сварочного тока, достаточного для нагрева ее поверхности электроконтактным методом до пластичного состояния сплава, при этом вдавливают заподлицо стальную тканую сетку в поверхность восстанавливаемой детали путем постоянного перемещения роликового электрода вдоль оси детали, причем используют тканую сетку, размер ячеек которой не превышает ширины роликового электрода и обеспечивает выдавливание через ячейки разогретого до пластичного состояния материала детали, а диаметр проволоки сетки выбирают в зависимости от величины приращения размера восстанавливаемой детали в процессе армирования.
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 1993 |
|
RU2076960C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2008 |
|
RU2367548C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2307010C1 |
| 0 |
|
SU157756A1 | |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| JP 0003114165 A, 15.05.1991. | |||

