Изобретение относится к области контактной и шовной сварки и может применяться при восстановлении изношенных деталей.
Известен способ изготовления комбинированной присадки, при котором из тканой стальной сетки изготавливают контейнер в форме прямоугольного параллелепипеда с основанием, соответствующим площади восстанавливаемой поверхности, и высотой, в 2-3 раза превышающей требуемую толщину металлопокрытия, в контейнер засыпают присадочный металлический порошок, размеры гранул которого превышают величину просветов сетки [1].
Недостатком известного технического решения является то, что при приварке находящийся внутри контейнера присадочный порошок выдавливается из зоны деформации между роликом-электродом и деталью. На восстанавливаемой поверхности формируется гребнистое, неравномерное по толщине металлопокрытие. Прочность приварки комбинированной присадки на участках большой толщины оказывается пониженной, а пористость, наоборот, излишне высокой.
Цель изобретения - получение ровного малогребнистого покрытия по всей восстанавливаемой поверхности.
Такой технический эффект достигается тем, что полученный контейнер прошивают насквозь через просветы сетки стальной проволокой вдоль и поперек его основания с шагом, равным ширине рабочей поверхности используемого при контактной сварке роликового электрода.
На фигуре 1 показан контейнер 1 с основанием 2, изготовленный из тканой сетки 3, заполненный гранулами 4 металлического порошка 5 и прошитый насквозь стальной проволокой 6.
Изготавливают комбинированную присадку следующим образом. При помощи оправки из тканой сетки 3 изготавливают контейнер 1 в форме прямоугольного параллелепипеда с площадью основания 2, соответствующей площади восстанавливаемой поверхности детали, и высотой, в 2-3 раза превышающей требуемую толщину металлопокрытия. В подготовленный контейнер 1 засыпают присадочный металлический порошок 5, размеры гранул 4 которого превышают величину просветов сетки 3, что предотвращает потери присадочного порошка 5 на просыпание и смыв охлаждающей жидкостью при приварке. Присадку прошивают насквозь через просветы сетки 3 вдоль и поперек основания 2 контейнера 1 стальной проволокой 6 с шагом t, равным ширине рабочей поверхности инструмента - роликового электрода. Проволоку для прошивки берут из оставшихся частей стальной сетки 3.
Пример. Для восстановления вала из стали 12Х18Н10Т ГОСТ 5632-72 диаметром 45 мм и шириной изношенной шейки 100 мм из сетки 2-025-02 12Х18Н10Т ТУ 14-4-507-89 с квадратными ячейками был изготовлен контейнер с площадью основания 138×97 мм2, соответствующей (с учетом 2-3%-ной продольной и поперечной осевой деформации присадки при ее приварке) площади восстанавливаемой поверхности вала. Заполнили контейнер присадочным порошком 316 LF 250-355 μМ массой МПОР=0,06 кг. Прошили с шагом t=4,5 мм в двух направлениях присадку присадочной проволокой диаметром 0,25 мм, заимствованной их остатков присадочной сетки, пропуская их через зазоры сетки контейнера. Изготовленную присадку приварили на деталь на установке электроконтактной наплавки ЭКП 011-1-02 конструкции ГОСНИТИ, обкатывая восстанавливаемую шейку по винтовой линии инструментом - бронзовым роликом-электродом диаметром 300 мм с шириной рабочей части 4,5 мм. Режим приварки: действующее значение сварочного тока 9100 А; длительности импульсов тока 0,06 с; пауз 0,08 с; усилие прижатия ролика-электрода 2300 Н. Сформировали ровное по толщине, бездефектное металлопокрытие без заметной на глаз гребнистости.
Источники информации
1. Пат. на полезную модель 157756, МПК В23К 11/06. Опубл 10.12.2015. Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРИСТОСТИ МЕТАЛЛОПОКРЫТИЯ ИЗ ПРИСАДОЧНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА | 2015 |
|
RU2608859C2 |
| Присадка для электроконтактной приварки | 2018 |
|
RU2704954C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2011 |
|
RU2458766C1 |
| Присадка для электроконтактной приварки | 2019 |
|
RU2700890C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной проволоки | 2024 |
|
RU2832984C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты | 2020 |
|
RU2744171C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКОЙ | 2014 |
|
RU2552200C1 |

Изобретение может быть использовано при восстановлении изношенных деталей контактной приваркой присадочного материала. Из тканой стальной сетки изготавливается контейнер в форме прямоугольного параллелепипеда. Основание контейнера соответствует площади восстанавливаемой поверхности, а высота в 2-3 раза превышает требуемую толщину покрытия. Контейнер заполняют присадочным порошком, размеры гранул которого превышают величину просветов сетки контейнера. Заполненный контейнер прошивают насквозь стальной проволокой в двух направлениях - вдоль и поперек основания. Шаг прошивки равен ширине рабочей поверхности ролика-электрода. Применение прошитой комбинированной присадки дает возможность формировать на восстанавливаемой поверхности равномерное по толщине металлопокрытие без гребнистости. 1 ил.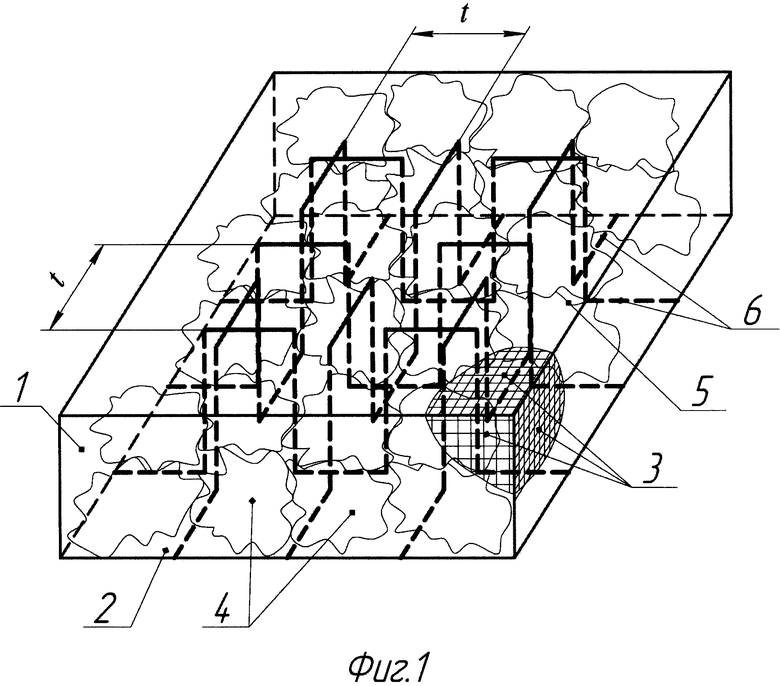
Способ изготовления комбинированной присадки для восстановления поверхности детали контактной роликовой сваркой, включающий изготовление из тканой стальной сетки контейнера в форме прямоугольного параллелепипеда с основанием, соответствующим площади восстанавливаемой поверхности детали, и высотой, в 2-3 раза превышающей требуемую толщину покрытия, и засыпку в контейнер присадочного металлического порошка, размеры гранул которого превышают величину просветов сетки, отличающийся тем, что полученный контейнер прошивают насквозь через просветы сетки стальной проволокой вдоль и поперек его основания с шагом, равным ширине рабочей поверхности используемого при контактной сварке роликового электрода.
| 0 |
|
SU157756A1 | |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРИСТОСТИ МЕТАЛЛОПОКРЫТИЯ ИЗ ПРИСАДОЧНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА | 2015 |
|
RU2608859C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2431553C1 |
| СОСТАВ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2360776C1 |
| JP 0003114165 A, 03.03.1998. | |||

