Изобретение относится к технологии машиностроения, в частности к способам нанесения покрытий из металлических порошков, и может быть использовано как при восстановлении изношенных деталей, так и при изготовлении новых изделий с покрытиями.
Известен способ электроконтактной приварки металлической ленты, при котором металлическую ленту закрепляют на детали и приваривают к ней, пропуская между наплавляющим роликом и деталью через металлическую ленту импульсы сварочного тока [1].
Недостатком известного способа является низкая прочность соединения наращиваемого слоя с основным металлом вследствие небольшой пластической деформации металлической ленты в зоне контакта ее с изделием, что является необходимым условием соединения металлов в твердой фазе. Поэтому в большинстве случаев приварку металлической ленты известным способом производят на режимах, обеспечивающих образование литого ядра. Последнее смещается из зоны контакта металлической ленты с изделием вглубь основного металла из-за интенсивного теплоотвода от тонкой металлической ленты в массивный медный наплавляющий ролик. Указанный недостаток известного способа особенно заметен при наплавке изделий из легированных и жаропрочных сталей.
Прототипом изобретения является способ электроконтактной приварки, включающий предварительный нагрев привариваемой проволоки, включенной в сварочный контур установки для электроконтактной приварки, проходящим электрическим током [2].
Недостатком известного способа является то, что максимальный нагрев проволоки будет происходить на середине расстояния между зоной сварки и скользящим контактом, то есть снижается эффект нагрева проволоки, которая должна быть максимальна нагрета в зоне сварки.
Изобретение позволяет получить новый технический эффект - повышение прочности сварного соединения.
Этот технический эффект достигается тем, что роликовый электрод электроконтактной установки обхвачен с двух сторон через изоляторы двумя другими роликовыми электродами, между которыми пропускаются импульсы сварочного тока одновременно с импульсами сварочного тока, приваривающими металлическую ленту к детали.
На фиг.1 показана схема реализации способа.
На фиг.2 показан вид А фиг.1.
Схема способа включает в себя деталь 1, на которую приваривают через роликовые электроды 2, подключенные к сварочному трансформатору 3, металлическую ленту 4. Роликовые электроды 2 обхвачены через изоляторы 5 роликовыми электродами 6, подключенными к сварочному трансформатору 7.
Способ может быть реализован следующим образом.
Металлическую ленту 4 размещают на поверхности детали 1 и прижимают роликовыми электродами 2 и 6. Роликовые электроды 2 подключены к сварочному трансформатору 3, а роликовые электроды 6 подключены к сварочному трансформатору 7. Использование раздельного подключения и разных источников тока позволяет независимо регулировать нагрев между роликовыми электродами 6 и 2. Для обеспечения высокой прочности сцепления металлической ленты 4 с деталью 1 одновременно с импульсами сварочного тока от сварочного трансформатора 3 пропускают импульсы сварочного тока от сварочного трансформатора 7, которые подогревают металлическую ленту 4 и поверхностный слой детали 1 между роликовыми электродами 6, а сварочные импульсы от сварочного трансформатора 3 приваривают металлическую ленту 4 к детали 1.
Подогрев зоны между роликовыми электродами 6 обеспечивает повышенную пластическую деформацию в зоне контакта металлической ленты 4 и детали 1, что является необходимым условием соединения металлов в твердой фазе. Кроме электроконтактной приварки металлической ленты данным способом также можно приваривать металлические проволоки и порошки.
Пример.
На цилиндрическую поверхность стальной детали диаметром 50 мм проводилась электроконтактная приварка стальной ленты марки 50, толщиной 0,8 мм. Электроконтактная приварка проводилась на следующих режимах: сварочный ток между роликовыми электродами 2-6…7 кА, сварочный ток между роликовыми электродами 6-2…3 кА, усилие прижима роликовых электродов - 30 МПа, скорость приварки - 0,01 м/с, ширина роликовых электродов - 5 мм. После приварки получали слой толщиной - 0,6…0,7 мм с прочностью сцепления с основой до 300 МПа.
Источники информации
1. Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, 1981, с.89-91 (прототип).
2. Дубровский В.А. Создание технологий и оборудования электроконтактной наварки проволокой оплавлением. Автореферат дисс. доктора техн. наук. - Калуга, 2006 г., стр.18, рис.14 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2361706C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2009 |
|
RU2412791C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2010 |
|
RU2564777C2 |
| СПОСОБ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХ РОЛИКОВЫХ ЭЛЕКТРОДОВ, УСТАНОВКА ДЛЯ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА И СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2569289C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2431553C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2299795C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2360775C1 |
Изобретение может быть использовано как при восстановлении изношенных деталей, так и при изготовлении новых изделий с покрытиями. Металлическую проволоку или ленту приваривают импульсами сварочного тока роликовыми электродами. С двух сторон от каждого роликового электрода через изоляторы устанавливают охватывающие его дополнительные роликовые электроды, между которыми, одновременно с импульсами сварочного тока, пропускают импульсы тока для подогрева привариваемой проволоки или ленты и поверхности детали в зоне их контакта. Роликовые электроды для приварки проволоки или ленты подключают к одному сварочному трансформатору, а дополнительные охватывающие роликовые электроды - к другому сварочному трансформатору. Дополнительный подогрев роликами зоны контакта между металлической лентой и деталью позволяет увеличить прочность сцепления металлической ленты с деталью. 2 ил.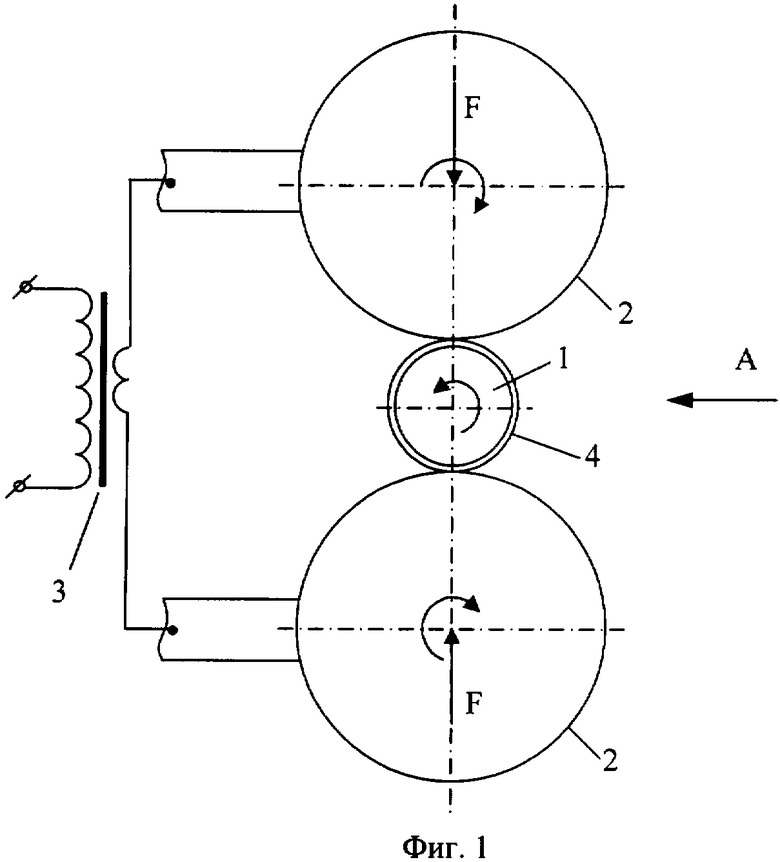
Способ получения покрытия на поверхности детали электроконтактной приваркой, включающий подогрев в установке для электроконтактной приварки металлической проволоки или ленты и ее приварку импульсами сварочного тока роликовыми электродами, отличающийся тем, что с двух сторон от каждого роликового электрода для приварки проволоки или ленты через изоляторы устанавливают охватывающие его дополнительные роликовые электроды, между которыми, одновременно с импульсами сварочного тока, пропускают импульсы тока для подогрева привариваемой проволоки или ленты и поверхности детали в зоне их контакта, при этом роликовые электроды для приварки проволоки или ленты подключают к одному сварочному трансформатору, а дополнительные охватывающие роликовые электроды - к другому сварочному трансформатору.
| ДУБРОВСКИЙ В.А | |||
| Создание технологий и оборудования электроконтактной наварки проволокой оплавлением: Автореферат диссертации доктора технических наук | |||
| - Калуга, 2006, с.18, рис.14 | |||
| Способ нанесения покрытий из металлического порошка на поверхность деталей цилиндрической формы | 1986 |
|
SU1445857A1 |
| Устройство для шовной элетроконтактной сварки | 1982 |
|
SU1044447A1 |
| УСТРОЙСТВО ДЛЯ ШОВНОЙ СВАРКИ | 1992 |
|
RU2091198C1 |
| Станок для фрезерования изделий одновременно двумя расположенными друг против друга фрезами | 1940 |
|
SU68717A1 |

