Область техники
Изобретение относится к сливному насосу, в частности, к синхронному электродвигателю с постоянными магнитами со встроенным корпусом насоса, который устанавливают в сливных насосах стиральных машин и посудомоечных машин, и к способу его изготовления.
Предшествующий уровень техники
В патентном документе CN201320745113.5 раскрыт сливной насос с синхронным электродвигателем переменного тока с постоянными магнитами с U-образным сердечником. Однако во время испытания сливного насоса, поскольку сердечник не изолирован от ротора защитным материалом, вода, поступающая в полость ротора, просачивается в сердечник, что ведет к его ржавлению, или вода просачивается в обмотку через сердечник, что ведет к сгоранию обмотки из-за короткого замыкания. Кроме того, вода, поступающая в полость ротора, вытекает наружу сливного насоса. Изготовители постоянно сталкиваются с проблемами из-за утечки воды.
По существующей технологии синхронный электродвигатель переменного тока с постоянными магнитами имеет конструкцию, в которой обеспечивают объединение намотанной обмотки и сердечника с корпусом насоса посредством литья под давлением. Несмотря на то, что такая конструкция решает техническую проблему вибрационного шума во время работы сливного насоса, она не устраняет проблему утечки воды.
Например, сливной насос с постоянными магнитами переменного тока по существующей технологии состоит из собранных обмотки и сердечника и корпуса насоса, образованного посредством литья под давлениям на собранных обмотке и сердечнике и объединенного с ними. Корпус насоса, образованный посредством литья под давлением, имеет полость ротора для удерживания компонентов ротора, и часть дугообразной части полюса сердечника и цилиндр ротора совместно образуют полость ротора. С одной стороны, корпус ротора, выполненный как единое целое посредством литья под давлением, исключает взаимное перемещение сердечника и обмотки. С другой стороны, поскольку внутренняя поверхность полости ротора образована совместно с внутренней вогнутой поверхностью сердечника и цилиндром ротора, и воздушный зазор для магнитной цепи между ротором, в котором используются постоянные магниты, и сердечником является очень небольшим, повышается электромагнитная эффективность. Однако этот насос имеет следующие недостатки. После эксплуатации сливного насоса в течение длительного времени изнашивается уплотнительное кольцо, предотвращающее поступление воды полость ротора. В этом случае вода поступает в полость ротора через изношенное уплотнительное кольцо во время работы сливного насоса. После поступления воды в полость ротора она просачивается в сердечник через внутреннюю вогнутую поверхность сердечника, воздействуя на полость ротора, что ведет к ржавлению сердечника. Помимо увеличения ржавления ротор может заклиниваться. Кроме того, в случае некачественного пластмассового уплотнения на остальных поверхностях, за исключением внутренней вогнутой поверхности сердечника, вода, поступающая в полость ротора, вытекает через пространство между пластинами сердечника или пространство между сердечником и пластмассой и затем попадает в обмотку, что ведет к сгоранию обмотки.
Для исключения прожога обмотки или ржавления сердечника из-за вышеуказанной утечки воды по существующей технологии в цилиндре ротора установлен цилиндр из нержавеющей стали для изоляции вогнутой поверхности сердечника от ротора, в котором используются постоянные магниты. Несмотря на то что цилиндр из нержавеющей стали предотвращает контакт воды, поступающей в полость ротора, с сердечником, процесс его изготовления является сложным и дорогостоящим, при этом значительно снижается электромагнитная эффективность.
Раскрытие изобретения
С одной стороны, изобретение предназначено для устранения проблем существующего уровня техники и предлагает способ изготовления синхронного электродвигателя с постоянными магнитами со встроенным корпусом насоса. Посредством герметизации сердечника и обмотки в контейнере, изготавливаемом посредством литья под давлением, изобретение не только обеспечивает электромагнитные свойства изделия, но также предотвращает просачивание воды, поступающей в полость для ротора, в сердечник, что исключает ржавление сердечника и обеспечивает двойную защиту во избежание утечки воды, поступающей в полость для ротора, наружу сливного насоса.
С другой стороны, изобретение предлагает синхронный электродвигатель с постоянными магнитами со встроенным корпусом насоса.
Для решения первой задачи изобретения способ изготовления синхронного электродвигателя с постоянными магнитами со встроенным корпусом насоса включает в себя следующую последовательность этапов, на которых:
1) выполняют процесс первого литья под давлением для обмотки, намотанной на каркас, для образования части для герметизации обмотки;
2) устанавливают сердечник в обмотку, герметизированную посредством части для герметизации обмотки, и выполняют процесс второго литья под давлением на герметизированной обмотке и сердечнике для образования корпусной части насоса с цилиндром для ротора, причем
цилиндр для ротора формируют посредством выполнения процесса литья под давлением на основе сердечника, и во время выполнения процесса второго литья под давлением формируют изолирующий тонкий слой на дугообразной части полюса сердечника для изоляции сердечника от полости для ротора в цилиндре для ротора.
Между сердечником и герметизированным контейнером обмотки существует зазор, который заполняют материалом литья под давлением во время второго литья под давлением.
Кроме того, изобретение предлагает способ изготовления синхронного электродвигателя с постоянными магнитами со встроенным корпусом насоса, включающий в себя следующую последовательность этапов, на которых:
1) наматывают обмотку на каркас и устанавливают сердечник в намотанную обмотку;
2) выполняют процесс литья под давлением на основе намотанной обмотки и сердечника для образования части для герметизации обмотки и корпусной части насоса с цилиндром для ротора, причем
цилиндр для ротора формируют посредством выполнения процесса литья под давлением на основе сердечника, и во время выполнения процесса литья под давлением формируют изолирующий тонкий слой на дугообразной части полюса сердечника для изоляции сердечника от полости для ротора в цилиндре для ротора.
Между сердечником и намотанной обмоткой существует зазор, который заполняют материалом литья под давлением во время литья под давлением.
Во время выполнения процесса литья под давлением для образования корпусной части насоса сердечник размещают посредством установочного элемента пресс-формы так, чтобы выровнять сердечник по центру с намотанной обмоткой.
В частности, сердечник имеет U-образную форму и содержит две параллельные продольные части и горизонтальную часть, соединяющую продольные части на одном конце. Установочный элемент пресс-формы содержит первый установочный элемент и второй установочный элемент. Дугообразная часть полюса расположена на другом конце продольных частей и имеет первый установочный паз для установки первого установочного элемента. Второй установочный паз для установки второго установочного элемента расположен на плече указанного одного конца продольной части.
В частности, на внутренней вогнутой поверхности дугообразной части полюса сердечника обеспечена канавка. При формировании изолирующего тонкого слоя посредством литья под давлением изолирующий тонкий слой с корнем, заделанным в канавку, получают посредством затекания в канавку материала литья под давлением во время литья под давлением. Изолирующий тонкий слой плотно прикреплен к внутренней вогнутой поверхности посредством корня.
Для решения второй задачи изобретения синхронный электродвигатель с постоянными магнитами со встроенным корпусом насоса включает в себя узел ротора; узел статора, содержащий обмотку, намотанную на каркас, и сердечник, установленный в обмотке, которая герметизирована посредством части для герметизации обмотки; и корпусную часть насоса, которая образована посредством выполнения процесса литья под давлением на основе узла статора; причем корпусная часть насоса содержит цилиндр для ротора, образованный посредством выполнения процесса литья под давлением на основе сердечника и имеющий полость для ротора для размещения узла ротора, и изолирующий тонкий слой, образованный посредством выполнения процесса литья под давлением на дугообразной части полюса сердечника для изоляции сердечника от полости для ротора.
Кроме того, изобретение предлагает синхронный электродвигатель с постоянными магнитами со встроенным корпусом насоса, который изготавливают с помощью вышеуказанного способа изготовления, и включает в себя узел ротора; узел статора, содержащий обмотку, намотанную на каркас, и сердечник, установленный в обмотке; и часть для герметизации обмотки и корпусную часть насоса, которые образованы посредством выполнения процесса литья под давлением на основе узла статора; причем обмотка, намотанная на каркас, герметизирована посредством части для герметизации обмотки, а корпусная часть насоса содержит цилиндр для ротора, образованный посредством выполнения процесса литья под давлением на основе сердечника и имеющий полость для ротора для размещения узла ротора; и изолирующий тонкий стой, образованный посредством выполнения процесса литья под давлением на дугообразной части полюса сердечника для изоляции сердечника от полости для ротора.
Сердечник имеет U-образную форму и содержит две продольные параллельные части и горизонтальную часть, соединяющую продольные части на одном конце. На другом конце продольных частей расположена дугообразная часть полюса. Первый установочный паз предназначен для размещения первого установочного элемента, а второй установочный паз для установки второго установочного элемента расположен на плече конца продольной части, так что сердечник выровнен по центру с обмоткой, намотанной на каркас.
В частности, на внутренней вогнутой поверхности дугообразной части полюса сердечника обеспечена канавка. Изолирующий тонкий слой имеет корень, заделанный в канавку, посредством которого изолирующий тонкий слой плотно прикреплен к внутренней вогнутой поверхности.
Изолирующий тонкий слой объединен с цилиндром для ротора и взаимодействует с внутренней поверхностью цилиндра для ротора для образования непрерывной полости для ротора.
В частности, посредством изолирующего тонкого слоя внутреннюю вогнутую поверхность дугообразной части полюса можно расположить как можно ближе к полости для ротора. Толщина самой тонкой части изолирующего тонкого слоя составляет 0,2–0,75 мм.
Изобретение обеспечивает следующие технические эффекты.
Сердечник объединен с обмоткой посредством выполнения литья под давлением, что не только увеличивает использование пространства и улучшает рассеяние тепла от электродвигателя, но также уменьшает вибрационный шум.
Посредством изолирующего слоя дугообразной части полюса в качестве изолирующего тонкого слоя дугообразная часть полюса сердечника изолирована от полости для ротора, и толщина самой тонкой части изолирующего тонкого слоя составляет 0,2 мм. Это не только предотвращает просачивание воды из полости для ротора в сердечник и предотвращает утечку воды в обмотку через пластины сердечника во избежание ржавления сердечника и сгорания обмотки, но также уменьшает воздушный зазор между сердечником и ротором, что значительно улучшает характеристики электродвигателя.
Краткое описание чертежей
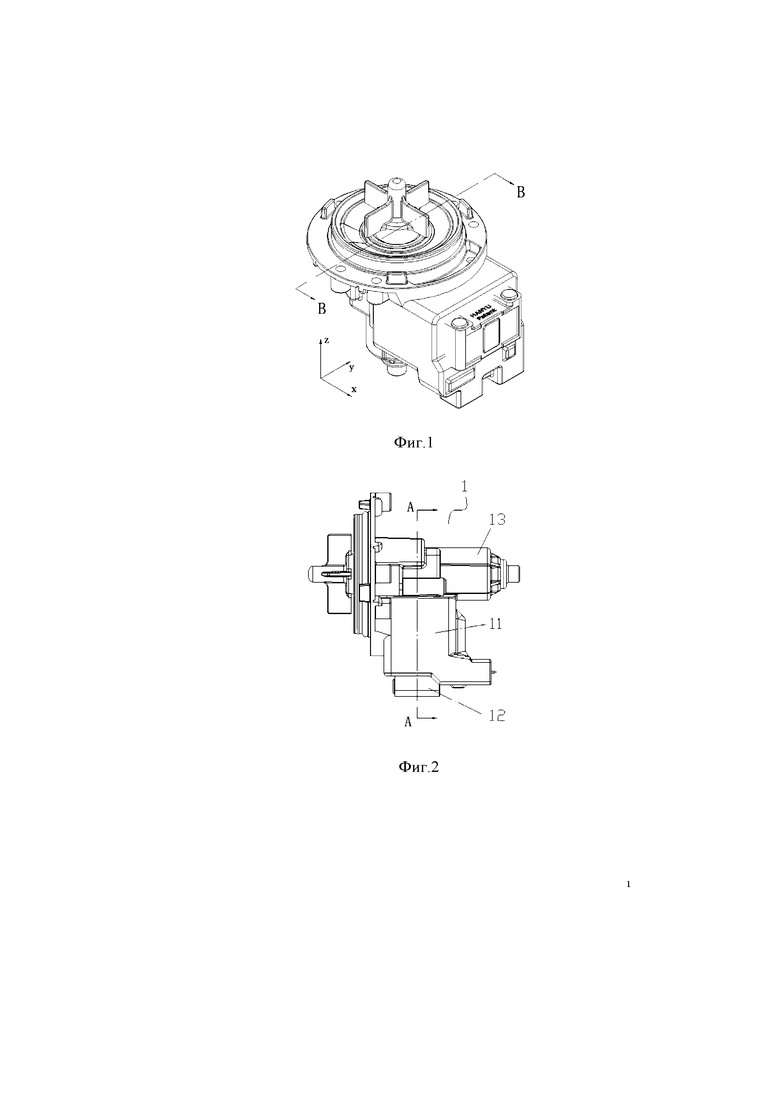
На фиг. 1 показан синхронный электродвигатель с постоянными магнитами согласно изобретению;
фиг. 2 – синхронный электродвигатель с постоянными магнитами согласно изобретению, вид спереди;
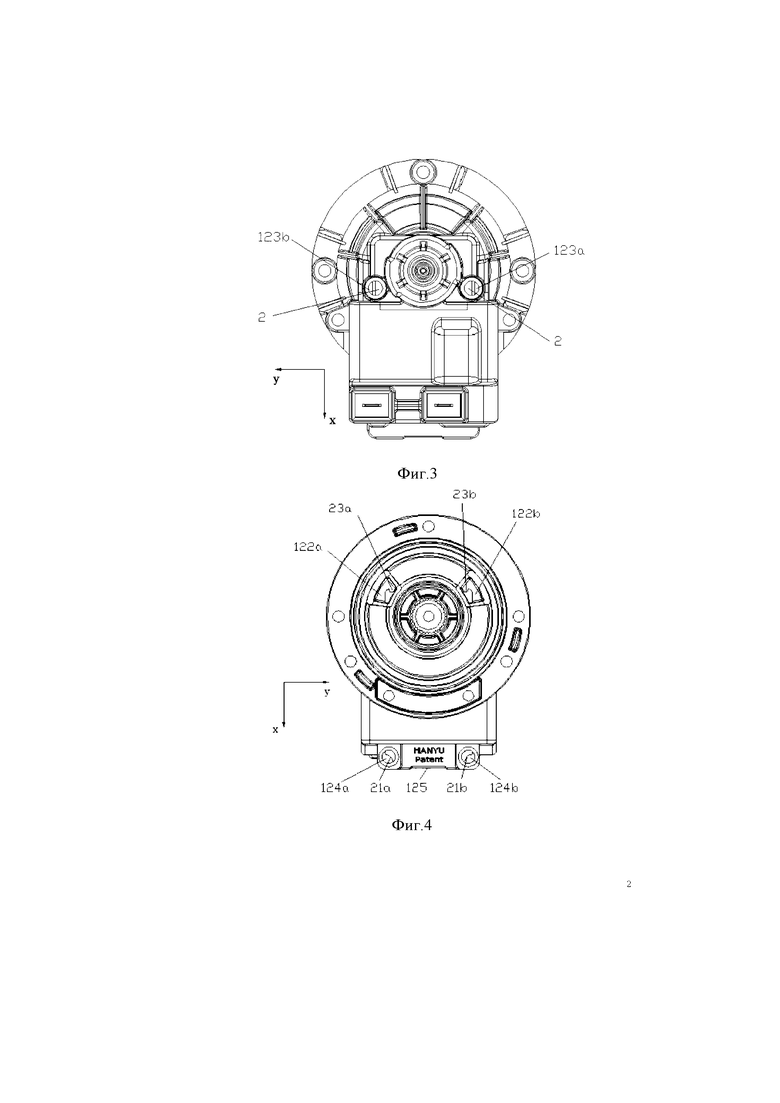
фиг. 3 – электродвигатель на фиг. 2, вид справа (узел ротора и уплотнительная крышка не показаны);
фиг. 4 – электродвигатель на фиг. 2, вид слева (узел ротора и уплотнительная крышка не показаны);
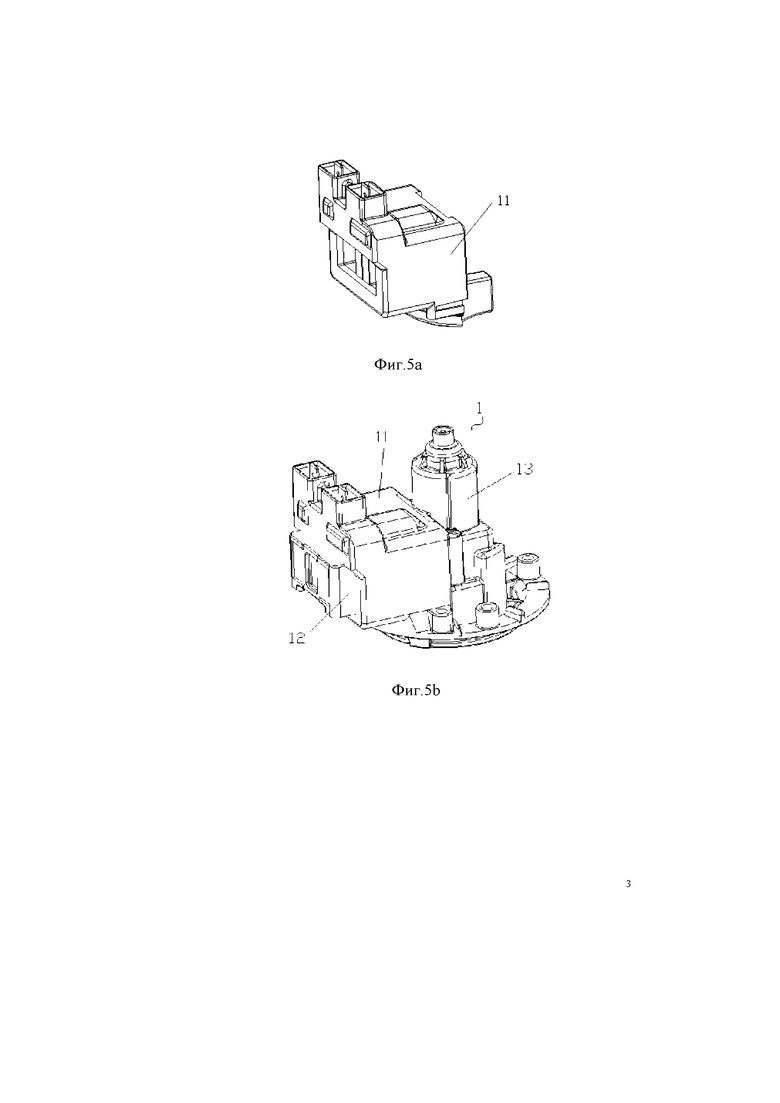
фиг. 5a – обмотка, намотанная на каркас, которая герметизирована посредством литья под давлением согласно первому варианту осуществления изобретения, схематичный вид;
фиг. 5b – сердечник, установленный в герметизированную обмотку, которая герметизирована посредством литья под давлением согласно первому варианту осуществления изобретения, схематичный вид;
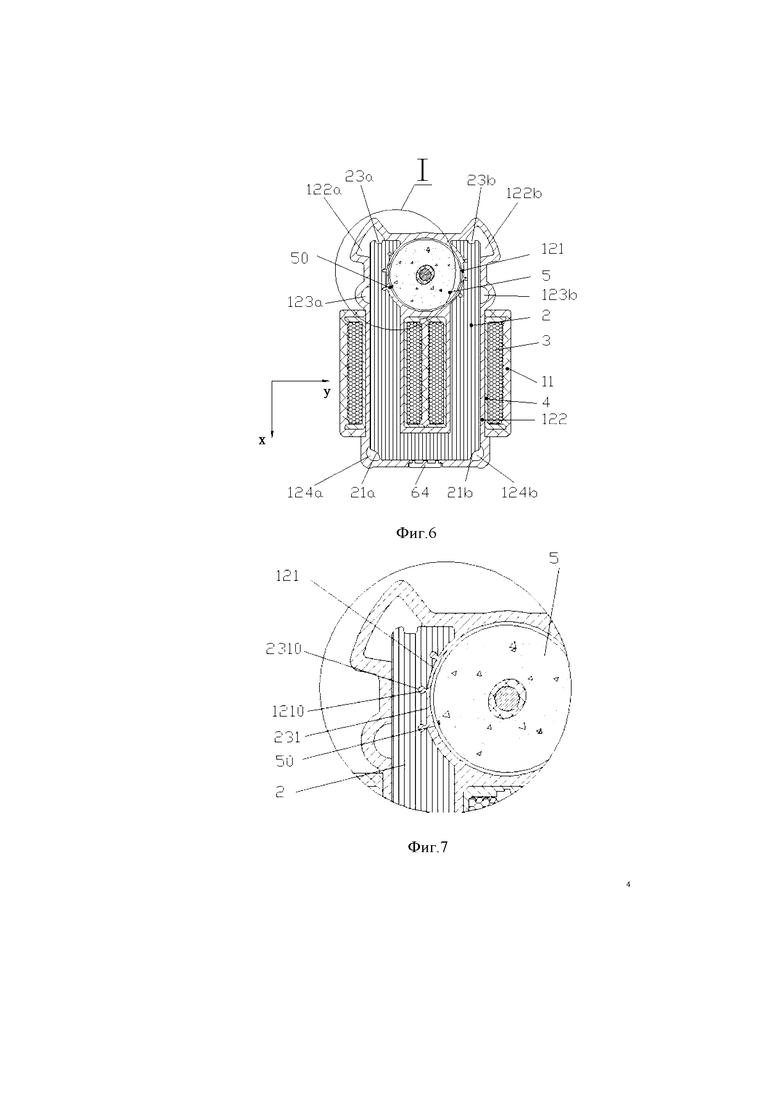
фиг. 6 – разрез по линии A – A на фиг. 2 согласно первому варианту осуществления;
фиг. 7 – часть I на фиг.6, увеличенный вид;
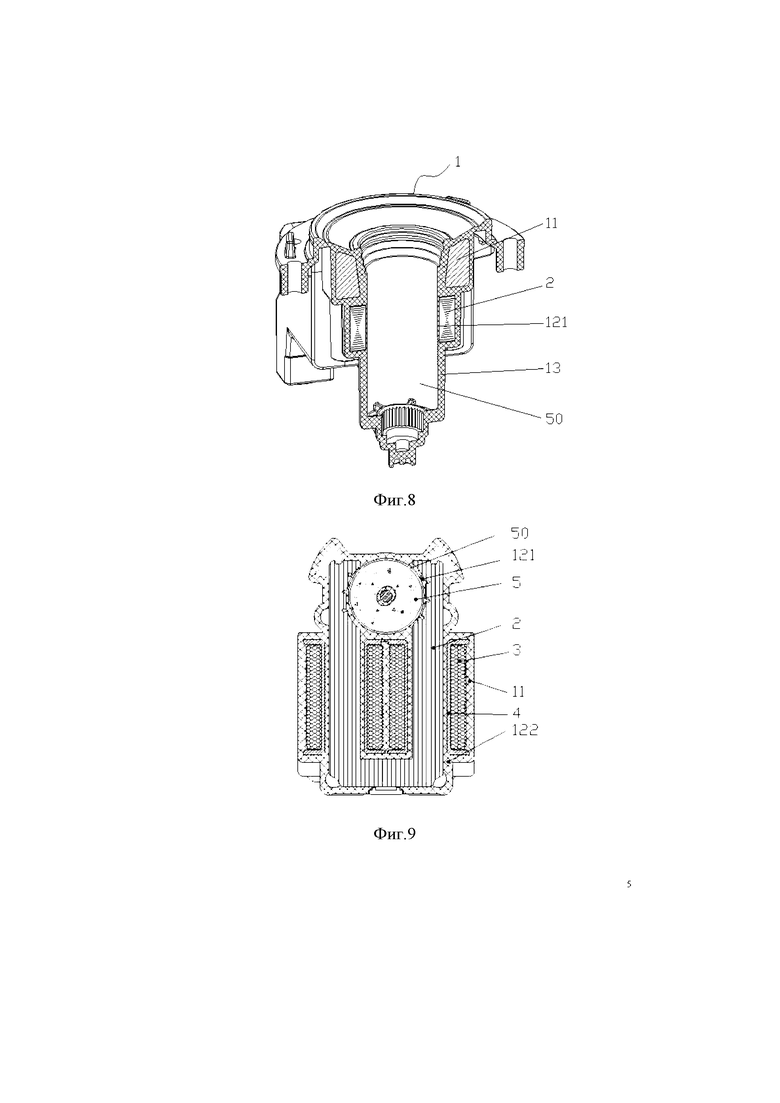
фиг. 8 – разрез по линии B – B на фиг. 1 согласно первому варианту осуществления (узел ротора не показан);
фиг. 9 – разрез по линии A – A на фиг. 2 согласно второму варианту осуществления;
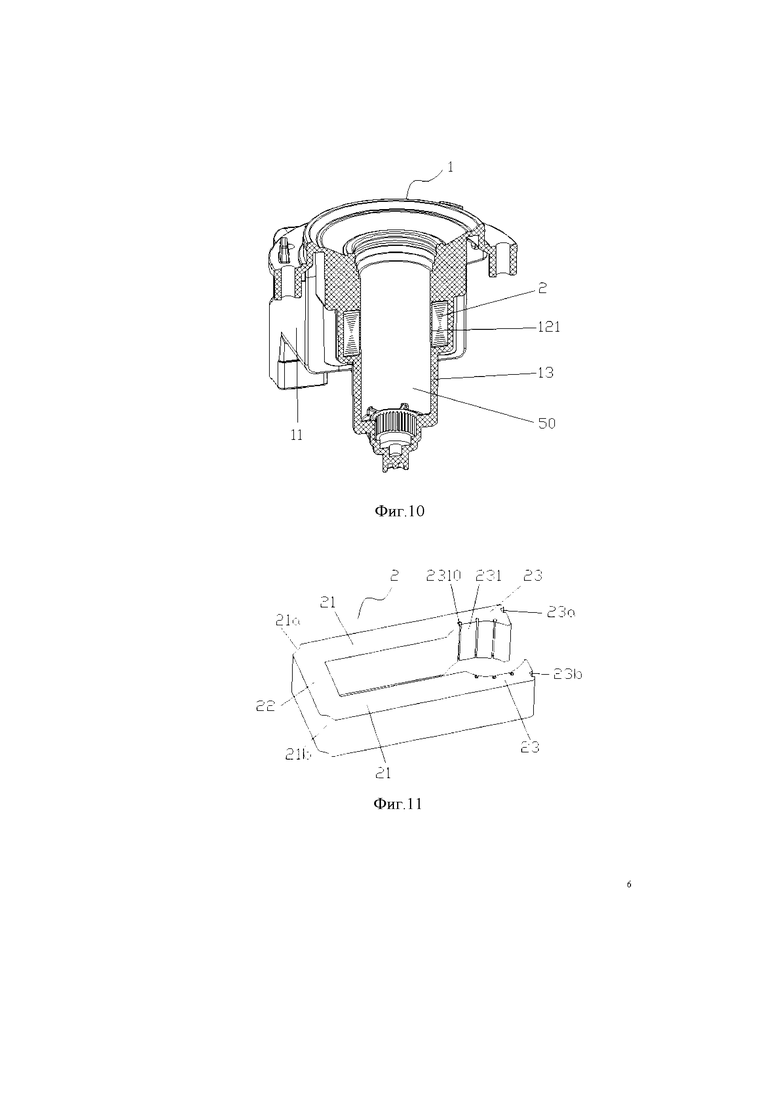
фиг. 10 – разрез по линии B – B на фиг. 1 согласно второму варианту осуществления (узел ротора не показан);
фиг. 11 – сердечник с канавкой согласно изобретению;
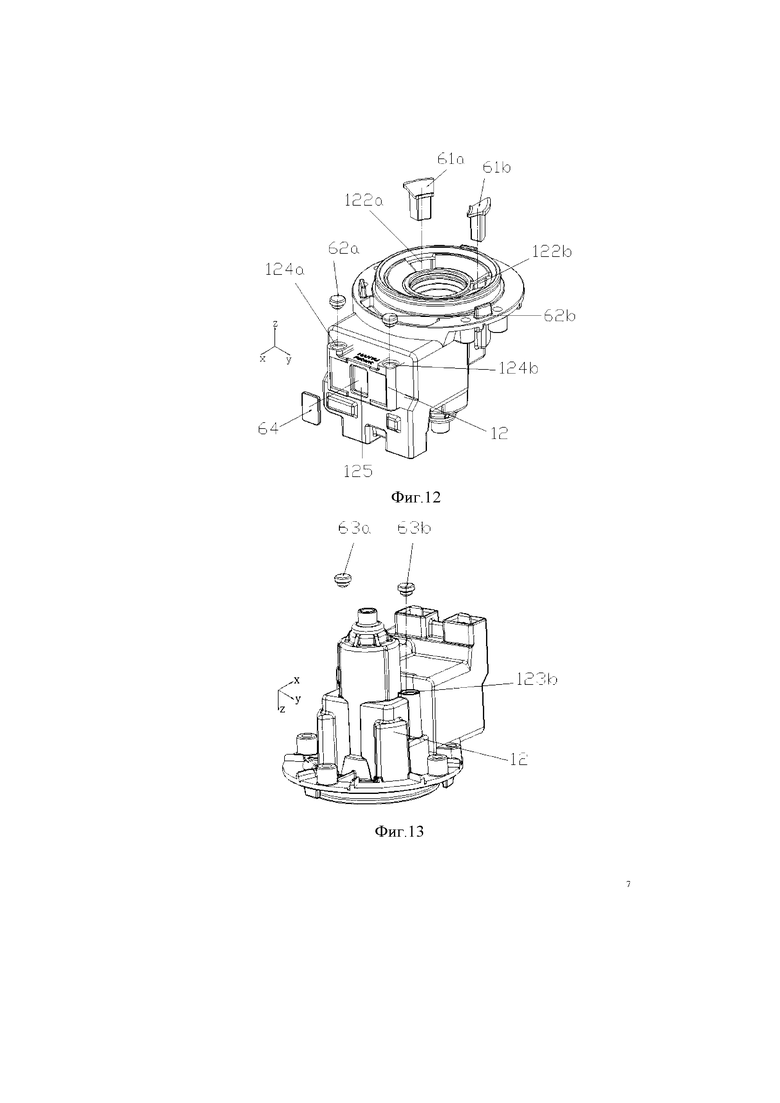
фиг. 12 и фиг. 13 – виды, на которых показаны установочные отверстия и герметизирующие колпачки согласно изобретению.
Список ссылочных обозначений
11 – часть для герметизации обмотки
12 – часть для герметизации сердечника
121 – изолирующий слой поверхности дугообразной части
1210 – корень
122 – изоляция остальных поверхностей
122a и 122b – первые установочные отверстия
124a и 124b – вторые установочные отверстия
123a и 123b – третьи установочные отверстия
125 – четвертое установочное отверстие
1 – корпусная часть насоса
13 – цилиндр для ротора
2 – сердечник
21 – продольная часть
21a и 21b – вторые установочные пазы
22 – горизонтальная часть
23 – дугообразная часть полюса
231 – внутренняя вогнутая поверхность
2310 – канавка
23a и 23b – первая установочная канавка
3 – обмотка
4 – каркас
5 – узел ротора
50 – полость для ротора
61a и 61b – первые герметизирующие колпачки
62a и 62b – вторые герметизирующие колпачки
63a и 63b – третьи герметизирующие колпачки
64 – четвертый герметизирующий колпачок
Варианты осуществления изобретения
Как показано на фиг. 1, 2, 6 и 9, синхронный электродвигатель с постоянными магнитами согласно изобретению состоит из узла 5 ротора, содержащего ротор с постоянными магнитами для приведения во вращение рабочего колеса, узла статора, содержащего обмотку 3, намотанную на каркас 4, и сердечник 2, собранный с обмоткой, и встроенного корпуса насоса, образованного посредством литья под давлением, которое выполняют посредством центрирования по сердечнику 2 и обмотке 3.
Встроенный корпус насоса согласно изобретению образован посредством выполнения литья под давлением на основе обмотки и установленного в ней сердечника. При выполнении литья под давлением обмотка 3, намотанная каркас 4, и установленный в ней сердечник 2 герметизируют материалом литья под давлением, выводя наружу конец кабеля со штепселем. Таким образом, сердечник 2 и обмотка 3 посредством выполнения литья под давлением образуют монолитную структуру, которая уменьшает вибрацию и шум. В частности, в то время как сердечник 2 и обмотку 3 герметизируют посредством литья под давлением, используя пресс-форму, формируют цилиндр 13 ротора посредством литья под давлением, которое выполняют посредством центрирования по сердечнику 2, в результате чего получают тонкий изолирующий слой на дугообразной части полюса сердечника, который изолирует сердечник от полости для ротора в цилиндре ротора.
Изобретение обеспечивает полость 50 для ротора для установки узла 5 ротора, которая образована внутри дугообразной части полюса обоих плеч сердечника 2 рядом с внутренней вогнутой поверхностью 231. Между внутренней вогнутой поверхностью на дугообразной части полюса и полостью 50 для ротора обеспечен тонкий изолирующий слой, т.е. изолирующий слой поверхности 121 дугообразной части. Для образования небольшого воздушного зазора диапазон толщины самой тонкой части изолирующего слоя поверхности дугообразной части должен составлять 0,2 – 0,75 мм. Как показано на фиг. 6 и фиг. 7, толщина самой тонкой части изолирующего слоя поверхности 121 дугообразной части составляет только 0,5 мм. Изолирующий слой поверхности 121 дугообразной части изолирует сердечник 2 от полости 50 для ротора. Следовательно, вода, поступающая в полость для ротора, не будет проникать в сердечник и обмотку.
Встроенный корпус насоса согласно изобретению можно изготавливать с помощью способа литья под давлением посредством одноэтапной обработки или с помощью способа литья под давлением посредством двухэтапной обработки. Несмотря на то что конструктивные элементы встроенного корпуса насоса, образованного по двум указанным способам, являются одинаковыми, можно использовать различные процессы литья под давлением и различные материалы для литья под давлением. Встроенный корпус насоса, изготавливаемый посредством одноэтапного и двухэтапного способов литья под давлением, соответственно описаны со ссылкой на два примера, которые приведены далее.
Пример 1 выполнения
В примере 1 выполнения встроенный корпус насоса получают посредством двухэтапного способа литья под давлением.
Как показано на фиг. 2, фиг. 5a, фиг. 5b и фиг. 6, встроенный корпус насоса состоит из части 11 для герметизации обмотки 3, намотанной на каркас 4, и корпусной части 1 насоса, образованной посредством выполнения литья под давлением на основе сердечника, используемого в качестве остова. Корпусная часть 1 насоса содержит цилиндр 13 для ротора, в котором выполнена полость для размещения узла ротора; часть 12 для герметизации сердечника 2, которая имеет изолирующий слой поверхности 121 дугообразной части, плотно контактирующий с внутренней вогнутой поверхностью 231 сердечника 2. При формировании корпусной части 1 насоса изолирующий слой поверхности 121 дугообразной части объединяют с цилиндром 13 для ротора, и внутренняя поверхность цилиндра 13 для ротора и поверхность изолирующего слоя поверхности 121 дугообразной части совместно образуют непрерывную полость 50 для ротора.
В этом примере выполнения при изготовлении встроенного корпуса насоса часть 11 для герметизации обмотки и корпусная часть 1 насоса образованы последовательно посредством литья под давлением. Процесс литья под давлением выполняют следующим образом.
Прежде всего, устанавливают обмотку 3, намотанную на каркас 4, в пресс-форму для выполнения первого литья под давлением. После первого литья под давлением изготавливают часть 11 для герметизации обмотки 3, как показано на фиг. 5a. Часть 11 для герметизации обмотки совместно с каркасом образуют герметичный контейнер для герметизации обмотки 3, как показано на фиг. 6.
Далее устанавливают сердечник 2 в обмотку 3, которая помещена в часть 11 для герметизации обмотки, как показано на фиг. 5a, и укладывают обмотку 3, герметизированную частью 11 для герметизации обмотки, и сердечник 2 в пресс-форму для выполнения второго литья под давлением. Во время второго литья под давлением изготавливают корпусную часть 1 насоса посредством выполнения литья под давлением на основе собранных обмотки 3 и сердечника 2. Указанная часть содержит цилиндр 13 для ротора с полостью для ротора внутри и часть 12 для герметизации сердечника 2. Часть 11 для герметизации обмотки объединена с цилиндром 13 для ротора и частью 12 для герметизации сердечника посредством литья под давлением, как показано на фиг. 5b.
При изготовлении встроенного корпуса насоса посредством двухэтапного литья под давлением предпочтительно, чтобы часть 11 для герметизации обмотки и корпусную часть 1 насоса изготавливали из разных пластмасс, соответственно. Например, поскольку часть для герметизации обмотки непосредственно контактирует с обмоткой, необходимо обеспечить высокую степень пожарной безопасности. Объемный ламинированный компаунд (BMC) имеет хорошую теплопроводность и меньшую стоимость по сравнению с полипропиленом (PP), но имеет более низкую пластичность. Следовательно, в качестве части 11 для герметизации обмотки используют объемный ламинированный компаунд с высокой степенью пожарной безопасности, в то время как в качестве корпусной части насоса используют обычный полипропилен с высокой пластичностью. Разумеется, в качестве части 11 для герметизации обмотки и корпусной части 1 насоса можно использовать одну и ту же пластмассу.
Особенности этого примера выполнения подробно описаны далее со ссылкой на чертежи.
Как показано на фиг. 11, сердечник 2 имеет U-образную форму и содержит две параллельные продольные части 21, соединенные горизонтальной частью 22, и две дугообразные части 23, расположенные соответственно на концах двух продольных частей, причем каждая из этих частей имеет внутреннюю вогнутую поверхность 231.
Часть 12 для герметизации сердечника изолирует каркас 4 от сердечника 2 и герметизирует сердечник, как показано на фиг. 2, фиг, 6 и фиг. 7. Часть 12 для герметизации сердечника содержит изолирующий слой поверхности 121 дугообразной части, плотно контактирующий с внутренней вогнутой поверхностью 231 сердечника 2, и части 122 для герметизации остальных поверхностей, которые не относятся к внутренней вогнутой поверхности сердечника, и изолирует каркас 4 от сердечника 2, как показано на фиг. 6. Между сердечником 2 и герметизированным контейнером обмотки 3 существует воздушный зазор, который заполняют материалом литья под давлением во время образования части 12 герметизации сердечника посредством второго литья под давлением. Следовательно, изолирующий слой поверхности 121 дугообразной части и материал литья под давлением, которым заполняют пространство между сердечником и частью для герметизации обмотки, обеспечивают двойную защиту для препятствования вытеканию воды из полости для ротора наружу сливного насоса. При изготовлении корпусной части 1 насоса посредством литья под давлением изолирующий слой поверхности 121 дугообразной части и соединяющаяся с ней внутренняя поверхность цилиндра 13 для ротора совместно образуют непрерывную полость 50 для ротора для получения узла ротора.
Поскольку для образования корпусной части насоса часть 12 для герметизации сердечника и цилиндр 13 для ротора получают посредством одноэтапного литья под давлением, изолирующий слой поверхности 121 дугообразной части, образующий часть 12 для герметизации сердечника, соединяется с цилиндром 13 для ротора, причем в соединении отсутствуют какие-либо стыки. Таким образом, образуется непрерывная внутренняя поверхность полости ротора, как показано на фиг. 8. Между полостью 50 для ротора и сердечником 2 существует непрерывный готовый слой пластмассы без каких-либо стыков. Он предотвращает просачивание в сердечник 2 и обмотку 3 воды, поступающей в полость 50 для ротора, и предотвращает утечку воды из сливного насоса через сердечник.
Как показано на фиг. 6 и фиг. 7, для того чтобы внутренняя вогнутая поверхность 231 дугообразной части полюса сердечника находилась как можно ближе к полости 50 для ротора в цилиндре 13 для ротора и для сведения к минимуму воздушного зазора в магнитной цепи между сердечником 2 и ротором с постоянными магнитами для обеспечения более высокой электромагнитной эффективности, толщина изолирующего слоя поверхности 121 дугообразной части между внутренней вогнутой поверхностью 231 и полостью 50 для ротора согласно изобретению является очень незначительной. Поскольку внутренняя вогнутая поверхность 231 сердечника имеет две части поверхностей дугообразной части с отличающимися радиусами и требуется, чтобы полость ротора, образованная посредством литья под давлением, имела стандартную кривизну, пластмасса для образования изолирующего слоя поверхности дугообразной части для герметизации внутренней вогнутой поверхности 231 дугообразной части имеет отличающиеся толщины. Диапазон толщины изолирующего слоя поверхности дугообразной части, образованной посредством литья под давлением согласно изобретению, составляет 0,5 ~ 0,65 мм, т.е. минимальная толщина изолирующего слоя поверхности 121 дугообразной части в самой тонкой части составляет 0,5 мм, и максимальная толщина в самой толстой части составляет только 0,65 мм.
Как показано на фиг. 6, фиг. 7 и фиг. 8, поскольку изолирующий слой поверхности 121 дугообразной части является тонким, для обеспечения того, чтобы такой тонкий слой имел достаточную прочность и соответствовал внутренней вогнутой поверхности, вдоль внутренней вогнутой поверхности сердечника образована канавка 2310. При образовании изолирующего слоя поверхности 121 дугообразной части посредством литья под давлением материал литья под давлением затекает в канавку 2310, расположенную вдоль внутренней вогнутой поверхности сердечника, и образует корень 1210, проходящий от изолирующего слоя поверхности 121 дугообразной части. Корень 1210 заглублен в канавку 2310, так что изолирующий слой поверхности 121 дугообразной части надежно прикрепляется к внутренней вогнутой поверхности 231.
В примере выполнения во внутренней вогнутой поверхности 231 сердечника 2 выполнено несколько канавок 2310. При выполнении литья под давлением расплавленная пластмасса затекает в канавку 2310. После охлаждения она образует корень 1210, который заделан в каждую канавку 2310 от изолирующего слоя поверхности 121 дугообразной части и плотно к ней прилегает. С помощью корня 1210, заделанного в канавку 2310, изолирующий слой поверхности 121 дугообразной части натягивают и прикрепляют к внутренней вогнутой поверхности 231.
Предпочтительно, для лучшего натягивания изолирующего слоя поверхности 121 дугообразной части с помощью корня 1210, заделанного в канавку 2310, канавка 2310 имеет сужение и содержит большую внутреннюю полость с небольшим отверстием, причем поперечное сечение канавки может быть круглым или многоугольным. В этом примере выполнения несколько канавок 2310, которые проходят в осевом направлении, симметрично расположены на внутренних вогнутых поверхностях 231 двух дугообразных частей полюсов сердечника 2, так что изолирующий слой поверхности 121 дугообразной части испытывает равномерное усилие растяжения.
При выполнении второго литья под давлением для образования корпусной части насоса с цилиндром для ротора на основе сердечника выполняют предварительный нагрев внутренней вогнутой части сердечника, и затем заливают пластмассу в зазор для улучшения растекания пластмассы.
При сборке сердечника с обмоткой между сердечником 2 и каркасом 4 обеспечен сборочный зазор. Следовательно, при использовании на практике пресс-формы для сборки в пластмассовый корпус с целью изготовления встроенного корпуса насоса, часть 11 для герметизации обмотки оставляют открытой, и она непосредственно контактирует с пресс-формой для расположения в определенном месте. Сердечник необходимо расположить надлежащим образом для исключения отклонения обмотки и сердечника от выравнивания по центру из-за воздействия различных внешних сил, так чтобы зазор между обмоткой и сердечником был равномерным, в результате чего толщина пластмассы, заливаемой между обмоткой и сердечником, также будет равномерной. Следовательно, исключается, что на протяжении длительного использования вода, поступающая в полость для ротора, будет протекать через тонкую пластмассу и просачиваться в сердечник и даже в обмотку, что может повредить сливной насос.
Следовательно, в примере выполнения при герметизации сердечника его позиционируют в трех направлениях с помощью установочного элемента пресс-формы, так чтобы сердечник с пластмассовым уплотнением и обмотка были выровнены по центру, и толщина пластмассы между каркасом 4 и сердечником была равномерной.
Во время процесса литья под давлением установочный элемент пресс-формы используют для размещения сердечника 2. Следовательно, часть 12 для герметизации сердечника, изготавливаемая посредством литья под давлением, содержит установочное отверстие для установки установочного элемента пресс-формы, причем форма установочного отверстия соответствует форме установочного элемента пресс-формы.
В частности, как показано на фиг. 3, фиг. 4 и фиг. 6, в этом примере выполнения образованы три группы установочных отверстий. Каждая группа установочных отверстий содержит два установочных отверстия. Два установочных отверстия каждой группы установочных отверстий расположено симметрично с обеих сторон центральной оси для выравнивания сердечника и обмотки. Со ссылкой на координатное направление, показанное на фиг. 1, подробно раскрывается то, каким образом выполнять позиционирование в направлениях x, y и z сердечника с помощью установочных элементов пресс-формы, которые образуют три группы установочных отверстий. Принимается, что направление, обозначенное стрелкой, является положительным направлением. Установочные элементы пресс-формы являются первыми, вторыми, третьими и четвертыми установочными элементами.
Как показано на фиг. 4 и фиг. 6, первая группа установочных отверстий содержит два первых установочных отверстия 122a и 122b, которые симметрично образованы на плече конца двух дугообразных частей полюса сердечника. Одно из первых установочных отверстий окружает три поверхности плеча конца одной дугообразной части полюса сердечника. Один первый установочный элемент для образования одного первого установочного отверстия 122a во время литья под давлением контактирует с тремя поверхностями плеча конца одной дугообразной части полюса и прикладывает к ним усилия в положительном направлении x, положительном направлении y и отрицательном направлении z. Другое первое установочное отверстие 122b окружает три поверхности плеча конца другой части дугообразной части полюса сердечника. Другой первый установочный элемент для формирования другого установочного отверстия 122b во время литья под давлением контактирует с тремя поверхностями плеча конца другой дугообразной части полюса и прикладывает к ним усилия в положительном направлении x, отрицательном направлении y и отрицательном направлении z.
Для надежности этого размещения, как показано на фиг. 4 и фиг. 6, на конце дугообразной части полюса сердечника обеспечен установочный паз. Он содержит два первых установочных паза 23a и 23b, которые расположены симметрично на конце плеча двух дугообразных частей полюса сердечника, причем один первый установочный паз 23a зажимают посредством одного первого установочного элемента для формирования одного первого установочного отверстия 122a, и другой первый установочный паз 23b зажимают с помощью другого первого установочного элемента для формирования другого первого установочного отверстия 122b.
Вторая группа установочных отверстий содержит два вторых отверстия 124a и 124b, которые расположены на наружной части плеча одного конца двух продольных частей сердечника. Соответственно, обеспечено два установочных паза 21a и 21b, которые расположены на наружной части плеча другого конца двух продольных частей сердечника 2.
Как показано на фиг. 4 и фиг. 6, вторые установочные пазы 21a и 21b являются вогнутыми углами с внутренней вогнутой поверхностью. Один второй установочный паз 21a соответствует одному второму установочному отверстию 124a. Один второй установочный элемент, размещенный во втором установочном пазе 21a, во время литья под давлением образует второе установочное отверстие 124a, и один второй установочный элемент прикладывает усилие к сердечнику через один второй установочный паз 21a в отрицательном направлении x, положительном направлении y и отрицательном направлении z. Другой второй установочный паз 21b соответствует другому второму установочному отверстию 124b. Один второй установочный элемент, размещенный во втором установочном пазе 21b, во время литья под давлением образует другое второе установочное отверстие 124b, и другой второй установочный элемент прикладывает усилие к сердечнику через другой второй установочный паз 21b в отрицательном направлении x, отрицательном направлении y и отрицательном направлении z.
Как показано на фиг. 3 и фиг. 6, третий набор установочных отверстий содержит два третьих установочных отверстия 123a и 123b с обеих сторон сердечника. Один третий установочный элемент для формирования одного третьего установочного отверстия 123a во время литья под давлением прикладывает усилие к сердечнику через одну его сторону в положительном направлении y и z. Другой третий установочный элемент для формирования другого третьего установочного отверстия 123b во время литья под давлением прикладывает усилие к сердечнику через другую его сторону в отрицательном направлении y и положительном направлении z.
Кроме того, как показано на фиг. 4, в этом примере выполнения также обеспечено образование четвертого установочного отверстия 125 посередине горизонтальной части сердечника. Четвертый установочный элемент для образования четвертого установочного отверстия 125 во время литья под давлением прикладывает усилие к сердечнику в отрицательном направлении x.
Подводя итог, можно сказать, что посредством совместного действия первого установочного элемента для формирования первого установочного отверстия, второго установочного элемента для формирования второго установочного отверстия, третьего установочного элемента для формирования третьего установочного отверстия и четвертого установочного элемента для формирования четвертого установочного отверстия добиваются точного позиционирования сердечника, так что толщина пластмассы части 12 для герметизации сердечника, получаемая с помощью этого примера выполнения, является равномерной и обеспечивает герметичность.
Как показано на фиг. 12 и фиг. 13, на части 12 для герметизации сердечника также обеспечены установочные колпачки 61a, 61b, 62a, 62b, 63a, 63b и 64 для герметизации всех установочных отверстий. Их приваривают к соответствующим установочным отверстиям ультразвуковой сваркой для герметизации части 12 для герметизации сердечника. Первые установочные колпачки 61a и 61b установлены в установочных отверстиях 122a и 122b, соответственно. Вторые установочные колпачки 62a и 62b установлены в двух вторых установочных отверстиях 124a и 124b, соответственно. Третьи установочные колпачки 63a и 63b установлены в двух третьих установочных отверстиях 123a и 123b, соответственно. Четвертый установочный колпачок 64 установлен в четвертом установочном отверстии 125.
Пример 2 выполнения
В этом примере выполнения встроенный корпус насоса получают посредством способа однократного литья под давлением.
Когда встроенный корпус насоса изготавливают по этому примеру выполнения, часть 11 для герметизации обмотки и корпусная часть 1 насоса с частью 12 для герметизации сердечника и цилиндром для ротора получают посредством однократного литья под давлением. Конкретный процесс литья под давлением выполняют следующим образом.
Прежде всего, на каркас наматывают обмотку 3 и в обмотку устанавливают сердечник 2. Далее, собранные сердечник и обмотку помещают в форму для литья под давлением. После литья под давлением получают часть 11 для герметизации обмотки и часть 12 для герметизации сердечника и получают цилиндр 13 для ротора посредством литья под давлением на основе сердечника 2. Каркас взаимодействует с втулкой пресс-формы для обеспечения позиционирования обмотки, как описано в патентном документе CN200710143209.3.
Как показано на фиг. 2, фиг. 9 и фиг. 10, часть 11 для герметизации обмотки, часть 12 для герметизации сердечника и цилиндр 13 для ротора, которые получены посредством однократного литья под давлением, образованы в виде объединенной конструкции.
Как показано на фиг. 9, между сердечником 2 и намотанной обмоткой 4 существует зазор. Его заполняют материалом литья под давлением во время первого литья подавлением. Следовательно, изолирующий слой поверхности 121 дугообразной части и материал литья под давлением, которым заполняют пространство между сердечником и обмоткой, обеспечивают двойную защиту для препятствования вытеканию воды из полости для ротора наружу сливного насоса.
Поскольку в этом примере выполнения используют однократное литье под давлением, как показано на фиг. 9 и фиг. 10, часть 11 для герметизации обмотки, часть 12 для герметизации сердечника и цилиндр 13 для ротора выполнены из одной и той же пластмассы. Например, часть 11 для герметизации обмотки, часть 12 для герметизации сердечника и цилиндр 13 для ротора могут быть изготовлены из объемного ламинированного компаунда, имеющего высокую степень пожарной безопасности, или полипропилена, имеющего высокую пластичность и высокую степень пожарной безопасности.
Поскольку другие конструкции по этому примеру выполнения являются такими же, как конструкции по примеру выполнения 1, их подробное описание не приведено.
Несмотря на то что изобретение подробно описано выше, оно до этого не ограничивается. Специалист в этой области может выполнить модификации изобретения согласно его принципам. Следовательно, ясно, что различные модификации, выполняемые согласно принципам изобретения, соответствуют объему защиты изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННО-КОММУТИРУЕМЫЙ СИНХРОННЫЙ РЕАКТИВНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1995 |
|
RU2198459C2 |
| ПОГРУЖНОЙ НАСОСНЫЙ АГРЕГАТ | 2015 |
|
RU2577671C1 |
| ДИНАМОТОР СО ВСТРОЕННЫМ ПРЕОБРАЗОВАТЕЛЕМ СКОРОСТИ | 2016 |
|
RU2660094C1 |
| СИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С ПОСТОЯННЫМИ МАГНИТАМИ ДЛЯ ДРЕНАЖНОГО НАСОСА | 2008 |
|
RU2516377C2 |
| НАФОРМОВЫВАНИЕ НА ПЛАСТИНУ СТАТОРА | 2014 |
|
RU2666777C2 |
| ИМПУЛЬСНЫЙ ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ С САМОВОЗБУЖДЕНИЕМ | 2003 |
|
RU2278457C2 |
| ИМПУЛЬСНЫЙ ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2001 |
|
RU2256278C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СЕРДЕЧНИКОВ И ПОЛУЧАЕМЫХ ИЗ НИХ ЭЛЕКТРОМАГНИТНЫХ МОДУЛЕЙ | 1997 |
|
RU2174733C2 |
| ПОЛУЗАКРЫТЫЙ ЭЛЕКТРОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА | 2007 |
|
RU2394335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО МОДУЛЯ ДЛЯ МАГНИТНОЙ ПОДВЕСНОЙ ДОРОГИ | 1997 |
|
RU2180463C2 |
Изобретение относится к области электротехники, в частности к синхронному электродвигателю с постоянными магнитами со встроенным корпусом насоса. Технический результат – улучшение отвода тепла и снижение вибрационного шума. Синхронный электродвигатель с постоянными магнитами со встроенным корпусом насоса включает в себя узел ротора, узел статора, содержащий обмотку, намотанную на каркас, и сердечник, установленный в обмотке, которая герметизирована посредством части для герметизации обмотки, и корпусную часть насоса, которая образована посредством выполнения процесса литья под давлением на основе узла статора. Корпусная часть насоса содержит цилиндр для ротора, образованный посредством выполнения процесса литья под давлением на основе сердечника и имеющий полость для размещения узла ротора, и изолирующий тонкий слой, образованный посредством выполнения процесса литья под давлением на дугообразной части полюса сердечника для изоляции сердечника от полости для ротора. 4 н. и 8 з.п. ф-лы, 13 ил.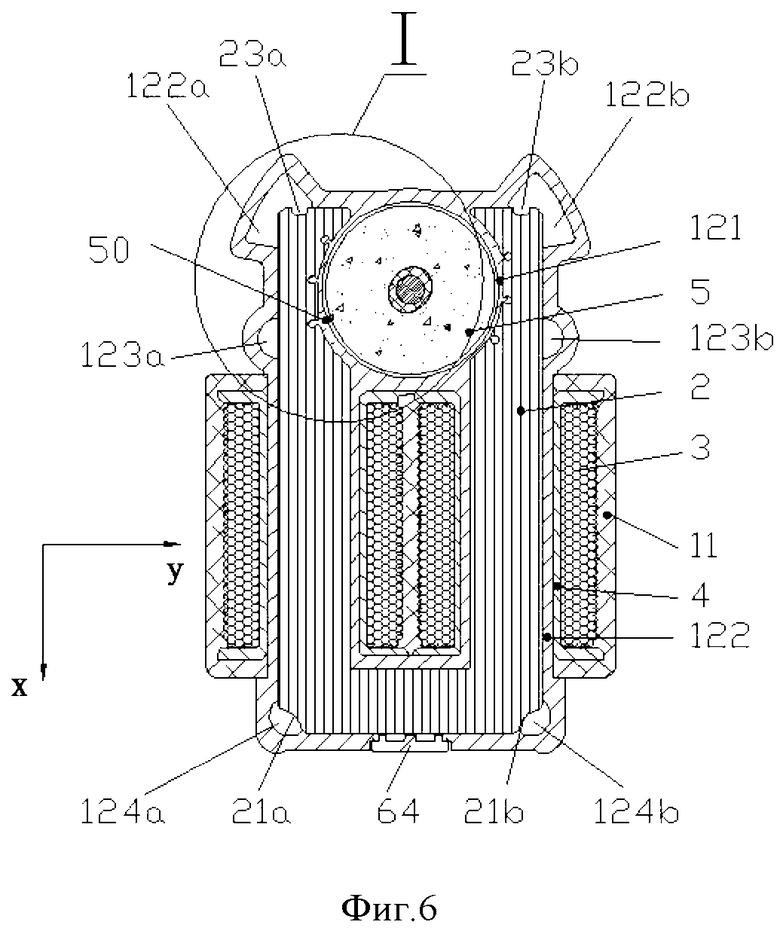
1. Способ изготовления синхронного электродвигателя с постоянными магнитами со встроенным корпусом насоса, включающий в себя следующую последовательность этапов, на которых:
1) выполняют процесс первого литья под давлением для обмотки, намотанной на каркас, для образования части для герметизации обмотки;
2) устанавливают сердечник в обмотку, герметизированную посредством части для герметизации обмотки, и выполняют процесс второго литья под давлением на герметизированной обмотке и сердечнике для образования корпусной части насоса с цилиндром для ротора, причем
цилиндр для ротора формируют посредством выполнения процесса литья под давлением на основе сердечника, и во время выполнения процесса второго литья под давлением формируют изолирующий тонкий слой на дугообразной части полюса сердечника для изоляции сердечника от полости для ротора в цилиндре для ротора.
2. Способ изготовления синхронного электродвигателя с постоянными магнитами со встроенным корпусом насоса, включающий в себя следующую последовательность этапов, на которых:
1) наматывают обмотку на каркас и устанавливают сердечник в намотанную обмотку;
2) выполняют процесс литья под давлением на основе намотанной обмотки и сердечника для образования части для герметизации обмотки и корпусной части насоса с цилиндром для ротора, причем
цилиндр для ротора формируют посредством выполнения процесса литья под давлением на основе сердечника, и во время выполнения процесса литья под давлением формируют изолирующий тонкий слой на дугообразной части полюса сердечника для изоляции сердечника от ротора в цилиндре для ротора.
3. Способ изготовления по п. 1 или 2, в котором во время выполнения процесса литья под давлением для образования корпусной части насоса сердечник размещают посредством установочного элемента пресс-формы так, чтобы выровнять сердечник по центру с намотанной обмоткой.
4. Способ изготовления по п. 3, в котором сердечник имеет U-образную форму и содержит две параллельные продольные части и горизонтальную часть, соединяющую продольные части на одном конце, на другом конце продольных частей расположена дугообразная часть полюса, имеющая первый установочный паз для установки первого установочного элемента, а на плече указанного одного конца продольной части расположен второй установочный паз для установки второго установочного элемента.
5. Способ изготовления по п. 1 или 2, в котором на внутренней вогнутой поверхности дугообразной части полюса указанного сердечника обеспечена канавка, причем во время выполнения процесса литья под давлением для формирования изолирующего тонкого слоя формируют корень изолирующего тонкого слоя, заделанный в канавку посредством затекания в канавку материала литья под давлением, при этом посредством указанного корня изолирующий тонкий слой плотно прикрепляют к внутренней вогнутой поверхности.
6. Способ изготовления по п. 1, в котором между сердечником и герметизированным контейнером обмотки существует зазор, который заполняют материалом литья под давлением во время выполнения процесса второго литья под давлением.
7. Способ изготовления по п. 2, в котором зазор между сердечником и намотанной обмоткой заполняют материалом литья под давлением во время выполнения процесса литья под давлением.
8. Синхронный электродвигатель с постоянными магнитами со встроенным корпусом насоса, включающий в себя:
узел ротора;
узел статора, содержащий обмотку, намотанную на каркас, и сердечник, установленный в обмотке, которая герметизирована посредством части для герметизации обмотки; и
корпусную часть насоса, которая образована посредством выполнения процесса литья под давлением на основе узла статора;
причем корпусная часть насоса содержит цилиндр для ротора, образованный посредством выполнения процесса литья под давлением на основе сердечника и имеющий полость для ротора для размещения узла ротора, и изолирующий тонкий слой, образованный посредством выполнения процесса литья под давлением на дугообразной части полюса сердечника для изоляции сердечника от полости для ротора.
9. Синхронный электродвигатель с постоянными магнитами со встроенным корпусом насоса, включающий в себя:
узел ротора;
узел статора, содержащий обмотку, намотанную на каркас, и сердечник, установленный в обмотке; и
часть для герметизации обмотки и корпусную часть насоса, которые образованы посредством выполнения процесса литья под давлением на основе узла статора;
причем обмотка, намотанная на каркас, герметизирована посредством части для герметизации обмотки, а корпусная часть насоса содержит цилиндр для ротора, образованный посредством выполнения процесса литья под давлением на основе сердечника и имеющий полость для ротора для размещения узла ротора; и изолирующий тонкий стой, образованный посредством выполнения процесса литья под давлением на дугообразной части полюса сердечника для изоляции сердечника от полости для ротора.
10. Синхронный электродвигатель с постоянными магнитами по п. 8 или 9, в котором сердечник имеет U-образную форму и содержит две продольные параллельные части и горизонтальную часть, соединяющую продольные части на одном конце, причем на другом конце продольных частей расположена дугообразная часть полюса, имеющая первый установочный паз для установки первого установочного элемента, а второй установочный паз для установки второго установочного элемента расположен на плече указанного одного конца продольных частей так, что сердечник выровнен по центру с обмоткой, намотанной на каркас.
11. Синхронный электродвигатель с постоянными магнитами по п. 8 или 9, в котором на внутренней вогнутой поверхности дугообразной части полюса сердечника обеспечена канавка, причем изолирующий тонкий слой имеет корень, заделанный в канавку так, что он плотно прикреплен к внутренней вогнутой поверхности посредством корня, изолирующий тонкий слой объединен с цилиндром для ротора и взаимодействует с внутренней поверхностью цилиндра для ротора для образования непрерывной полости для ротора.
12. Синхронный электродвигатель с постоянными магнитами по п. 11, в котором толщина самой тонкой части изолирующего тонкого слоя составляет 0,2–0,75 мм.
| CN 203261138 U, 30.10.2013 | |||
| US 2012169155 A1, 05.07.2012 | |||
| CN 204013154 U, 10.12.2014 | |||
| СИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С ПОСТОЯННЫМИ МАГНИТАМИ ДЛЯ ДРЕНАЖНОГО НАСОСА | 2008 |
|
RU2516377C2 |
| ПОГРУЖНОЙ ЭЛЕКТРОНАСОС | 2009 |
|
RU2517641C2 |

