Изобретение относится к способу изготовления пакетов сердечников в соответствии с ограничительной частью п. 1 формулы изобретения и получения снабженных такими пакетами сердечников электромагнитных модулей, согласно ограничительной части п.2 формулы изобретения. Кроме того, изобретение относится к изготовляемым с помощью этих способов пакетам сердечников и модулям.
Электромагнитные модули, которые работают с переменными полями, часто имеют ферромагнитные сердечники из ферромагнитного материала, целью которых является проводить магнитные поля везде там, где не предусмотрены воздушные зазоры или они нежелательны. Во избежание вихревых токов и потерь на вихревые токи эти ферромагнитные сердечники составляют из большого количества листовых отрезков, которые получают путем вырубки из листовых пластин или лент, состоящих, например, из стальных или железных листов толщиной 0,35-1,00 мм, и изолируют друг от друга с помощью покрытия лаком, слоя оксидов или других средств. Изоляцию можно наносить как в прокатном стане на листовую ленту или полосу, так и впоследствии на ленты, полосы или пластины в специальных установках для нанесения покрытия, и она состоит в настоящее время большей частью из очень тонкого слоя кремне-фосфорных соединений, который наносят в процессе прокатки листа.
Наряду с этим часто желательно отдельные вырубленные отрезки связывать друг с другом в жесткий пакет сердечника. Это достигается, например, с помощью применения механических, обеспечивающих геометрическое замыкание средств, или же просто благодаря тому, что готовые пакеты сердечников или сердечники окружают обмоткой, в этом случае, разумеется, требуется дополнительно электрически изолировать обмотки по отношению к сердечнику.
Чтобы исключить такие способы соединения, которые хотя и сравнительно недороги, но, однако, не всегда применимы, уже известно (патент ФРГ DE 3110339 C2), что сначала изготовленные из силицированного ферромагнитного листа полосы снабжают предпочтительно с обеих сторон слоями клея, состоящими, например, из отверждаемого клея из термореактивной смолы и при необходимости наносимыми уже в прокатном стане в процессе, требующем производственных затрат, дорогостоящей рабочей операции. Изготовление пакетов сердечников осуществляют в этом случае благодаря тому, что из такой отводимой от Coils (барабанов) листовой полосы вырубают отрезки листа или пластины, а затем их собирают в стопы, и после этого с помощью нагрева при одновременном сжатии прочно соединяют механически друг с другом в пакет сердечника. Затем готовые пакеты сердечников дополнительно снабжают покрытием из эпоксидной смолы или т.п., чтобы дополнительно защитить от коррозии оставшиеся свободными при вырубке кромки листов. Этот способ хотя и пригоден для изготовления компактных, высококачественных пакетов сердечников, однако из-за высоких технологических затрат и требуемых высоких стоимостей операции покрытия листов клеем применяется очень редко. Недостатком является далее то, что получающиеся при вырубке листовых отрезков отходы снабжены слоем клея, что препятствует бессортовой утилизации листовых отходов и поэтому из соображений защиты окружающей среды от этого способа следует отказаться.
Далее известен способ указанного вначале вида (патент ФРГ DE-A-3012320), при котором поддерживаемые на расстоянии листы электротехнического железа, не имеющие никаких слоев клея, соединяют между собой благодаря тому, что их в штабелированном состоянии вводят в пресс-форму и промежуточные пространства между ними заполняют отверждаемым клеем. Расстояния между листами электротехнического железа поддерживают при этом с помощью распорных элементов, которые состоят, например, из зерен нанесенного путем спекания порошка окисла металла и составляют примерно 2 мкм или меньше. Благодаря тому, что листы электротехнического железа должны быть снабжены дополнительным слоем окисла металла, производственные затраты и стоимость получается не меньше по сравнению с нанесением обычных слоев клея. Кроме того, готовые пакеты сердечников следует дополнительно снабдить снаружи коррозионно-защитным покрытием, если защита от коррозии желательна или требуется. Наконец, при применении этого известного способа необходимо поддерживать в инструменте средний или высокий вакуум, примерно 1,3•10-3 мбар и менее, что нежелательно из технологических соображений и в целом увеличивает производственные затраты и стоимость.
Наконец, известно (патент ФРГ DE-A-1538991), что отдельные листы пакета сердечника для электрических машин изолируют относительно друг друга благодаря тому, что от центрального отверстия штабелированного пакета сердечника с помощью сжатого воздуха в промежуточное пространство между отдельными листами подают под давлением изолирующее вещество. Достижение полной изоляции должно при этом проявляться благодаря тому, что изолирующее вещество выступает на наружных стенках пакета. Несмотря на то, что такой способ годится не для серийного производства изготовляемых в больших количествах пакетов сердечников, он требует при необходимости, как и другие названные выше способы, дальнейшей операции для нанесения коррозионно-защитного слоя.
Пакеты сердечников описанного вида часто соединяют друг с другом вместе с другими конструктивными элементами в готовые модули. Для этого, например, известно (патент ФРГ DE 4021591 C2), что отдельные детали статора электродвигателя, в частности пакет сердечника и соответствующие обмотки, в формующем инструменте окружают литьевой смолой, благодаря чему, с одной стороны, обмотки электрически изолируются, а с другой стороны, получается взаимосвязанный составной элемент. Соответственно при изготовлении ротора электродвигателя известно (патент ФРГ DE 4338913 A1), что относящиеся к нему валы, пакеты сердечников, обмотки и коммутаторы вначале состыковывают свободно, а затем в формующем инструменте снабжают пластмассовой оболочкой с помощью литья под давлением, литьевого прессования или т.п. При этом получается также преимущество в том, что пакет сердечника на оставшихся свободными при вырубке листов кромках затем снабжают изоляцией или коррозионно-защитным слоем. При всех этих способах исходят, однако, из наличия готового, изготовленного описанным выше способом пакета сердечника.
В основе изобретения лежит задача предложить способ изготовления пакетов сердечников и снабженных пакетами сердечников электромагнитных модулей, который позволяет применение простых, экономичных в изготовлении листов, отходы от которых можно удалять без нарушения экологии, и который далее требует меньше отдельных операций, чем прежде, и поэтому, в частности, способствует упрощению изготовления модулей. Кроме того, должны быть достигнуты высокая механическая прочность и высокая стойкость против внешних или внутренних атмосферных воздействий.
Решению этой задачи служат отличительные признаки пп. 1, 2, 10 и 11 формулы изобретения.
Другие предпочтительные признаки изобретения получаются из зависимых пунктов формулы изобретения.
Изобретение применимо преимущественно везде там, где нужны изготовленные из ферромагнитного материала пакеты сердечников. Выражение "электромагнитные модули" включает, в частности, электрические машины трехфазного тока, синхронные и асинхронные электрические машины и их части, как, например, статоры и роторы, а также дроссельные катушки с ферромагнитными сердечниками, трансформаторы и магниты, в частности грузоподъемные или силовые магниты и изделия из них.
Изобретение поясняется далее более подробно на основе двух примеров выполнения, которые представлены на прилагаемых чертежах с незначительно измененными масштабами, на которых:
фиг. 1 представляет несколько листов одного пакета сердечника для магнитного сердечника, согласно изобретению, в перспективном, раздвинутом положении;
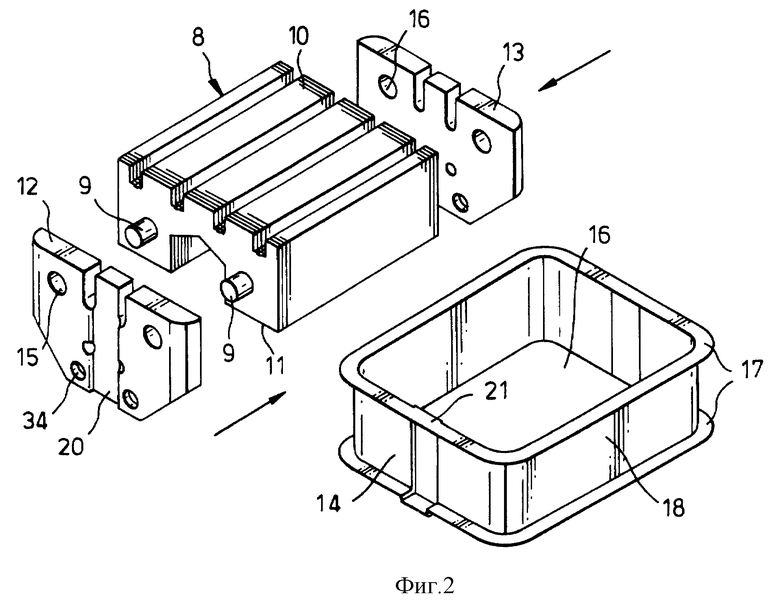
фиг. 2 - перспективное изображение используемых для изготовления комплексного магнитного сердечника конструктивных элементов в находящемся в штабелированном состоянии пакете сердечника;
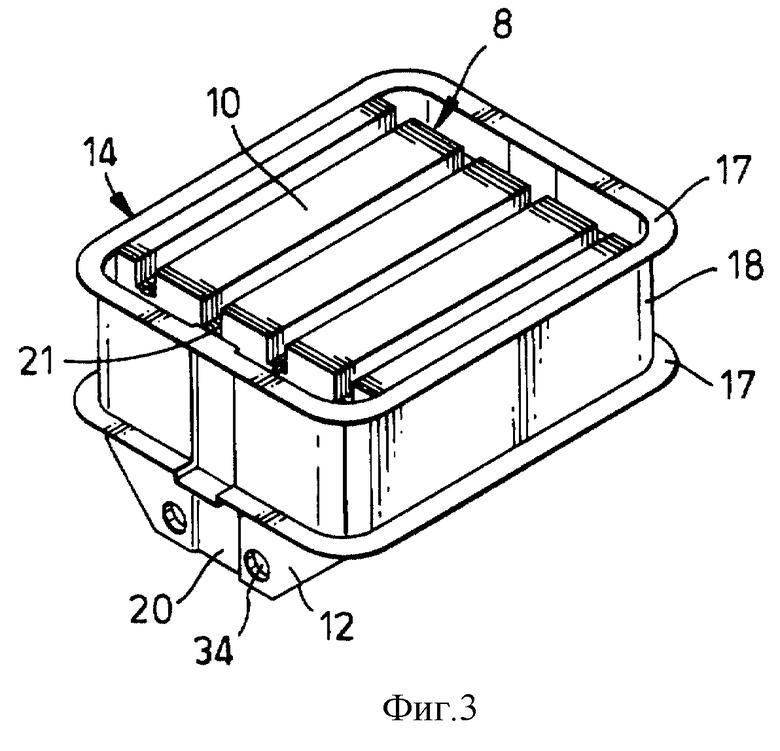
фиг. 3 - перспективное изображение магнитного сердечника, согласно фиг. 2, со всеми собранными вместе конструктивными элементами;
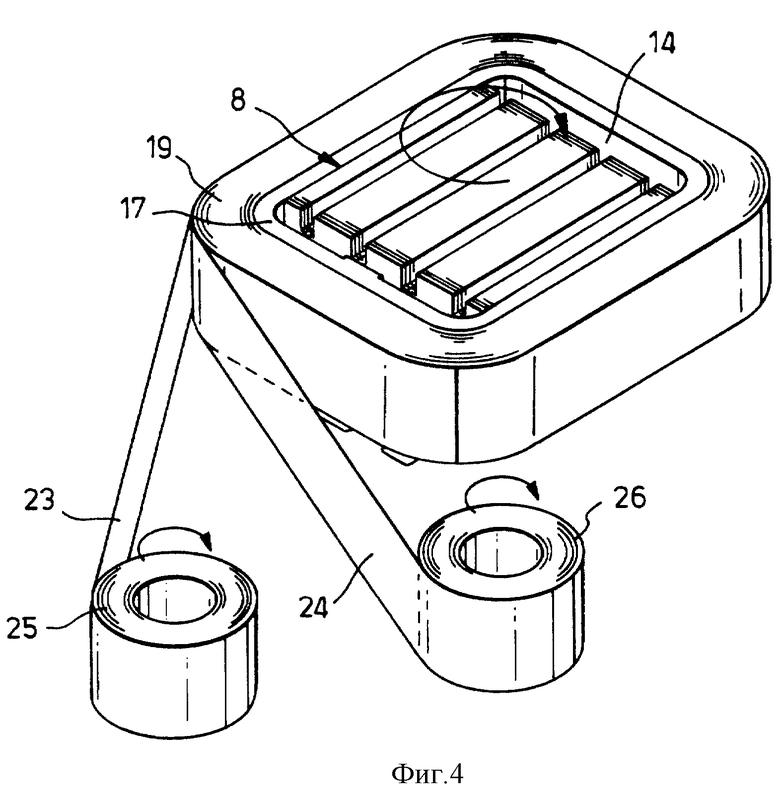
фиг. 4 - обматывание корпуса для намотки магнитного сердечника, согласно фиг. 3, перспективное изображение;
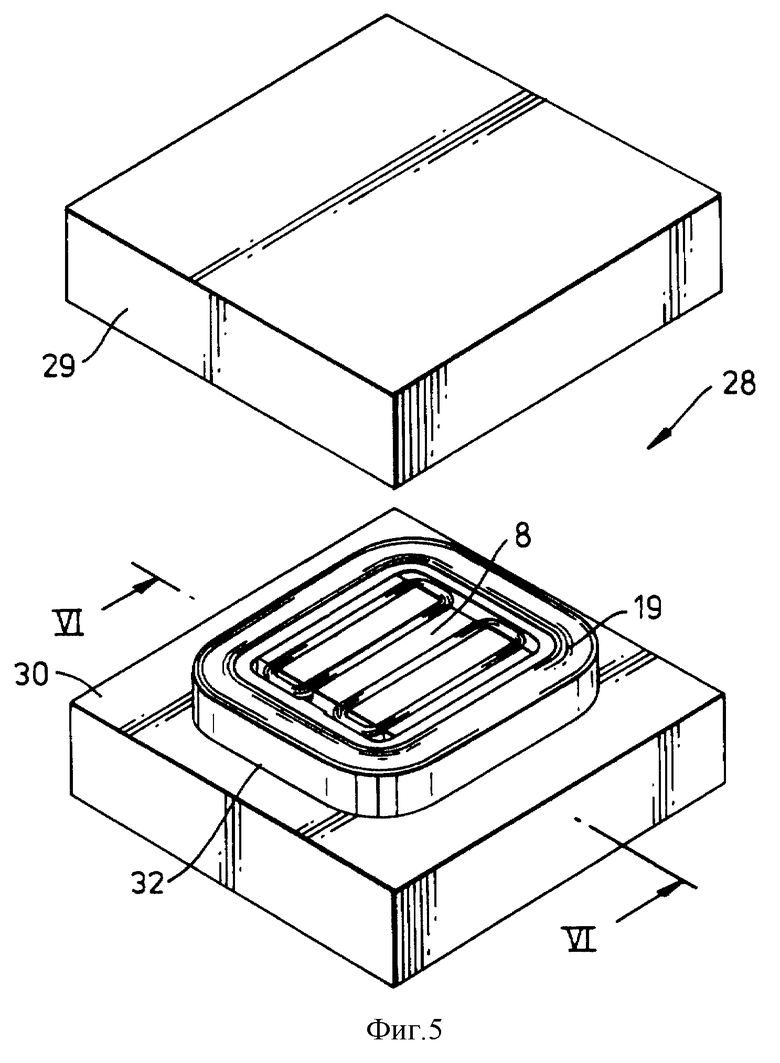
фиг. 5 - изготовленный с магнитным сердечником, согласно фиг. 1-4, полюс магнита после расположения в половине пресс-формы, которая служит для импрегнирования пакета сердечника, для пропитывания пакета сердечника и обмотки, для соединения пакета сердечника с остальными конструктивными деталями и для заключения всего магнитного полюса в оболочку из отверждаемой смеси, в перспективном изображении;
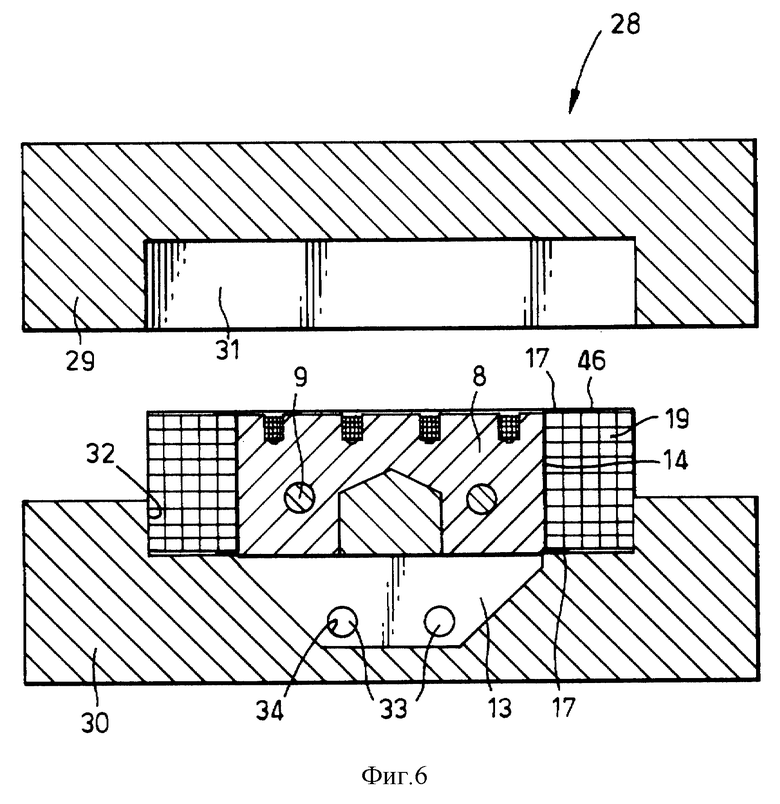
фиг. 6 - поперечное сечение пресс-формы вдоль линии VI-VI фиг. 5 со вставленным магнитным полюсом;
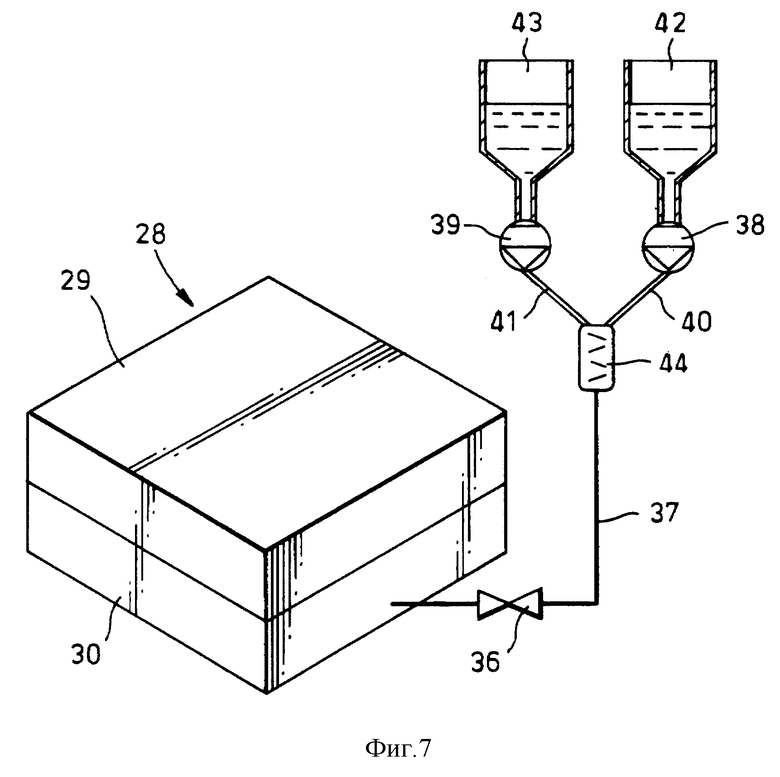
фиг. 7 - подачу отверждаемой смеси в пресс-форму, согласно фиг. 5 и 6, схематическое изображение;
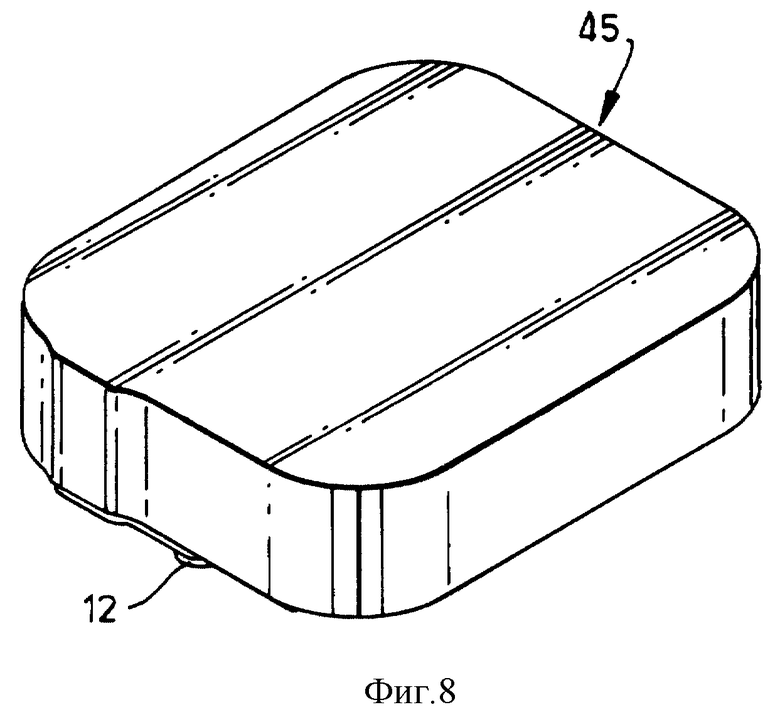
фиг. 8 - изображение готового магнитного полюса, в перспективе;
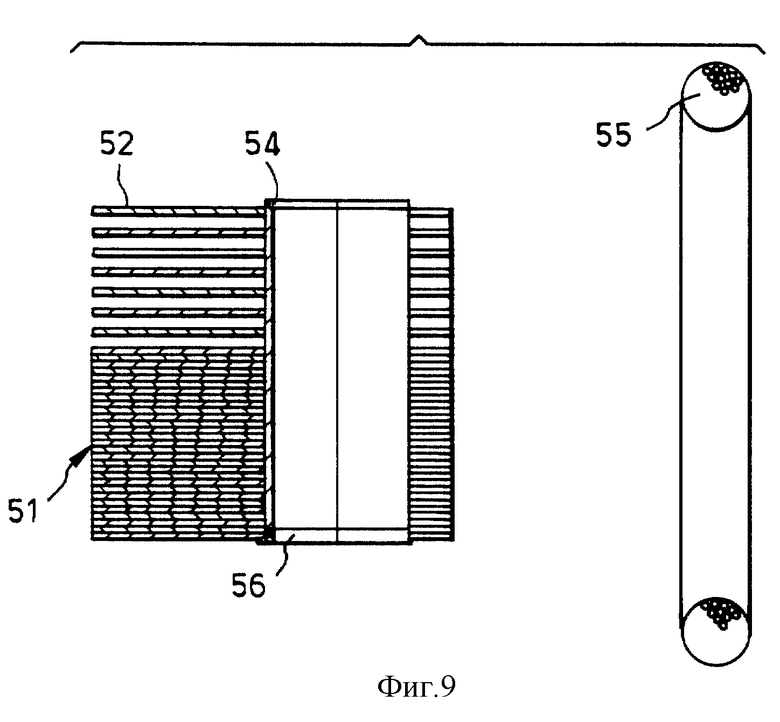
фиг. 9 - продольный разрез пакета сердечника для статора электрической машины, с частично раздвинутыми листами;
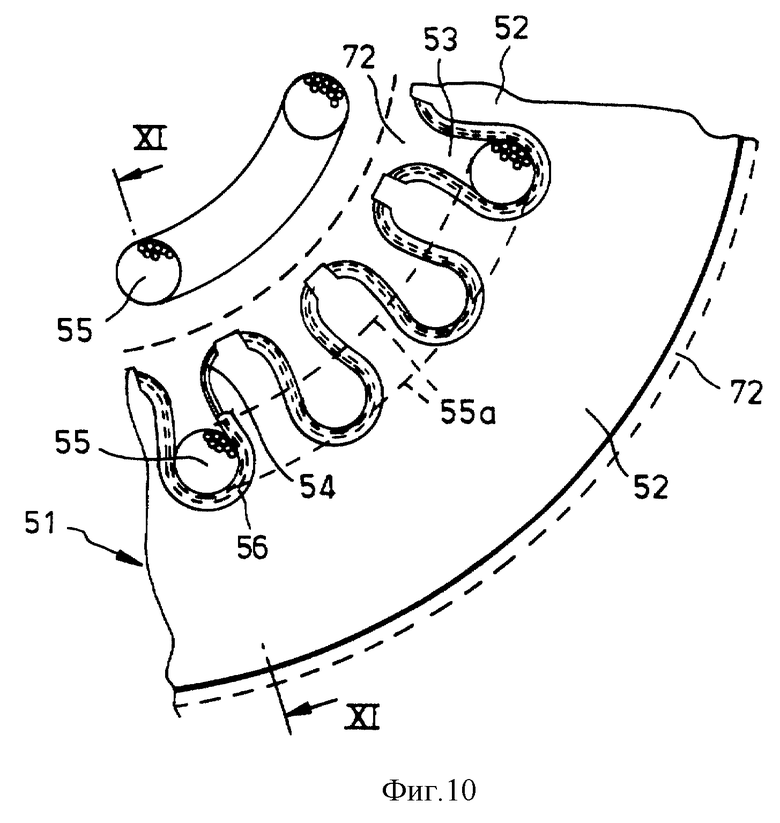
фиг. 10 - вид сверху части модуля, который включает пакет сердечника согласно фиг. 9, и представленную схематично обмотку;
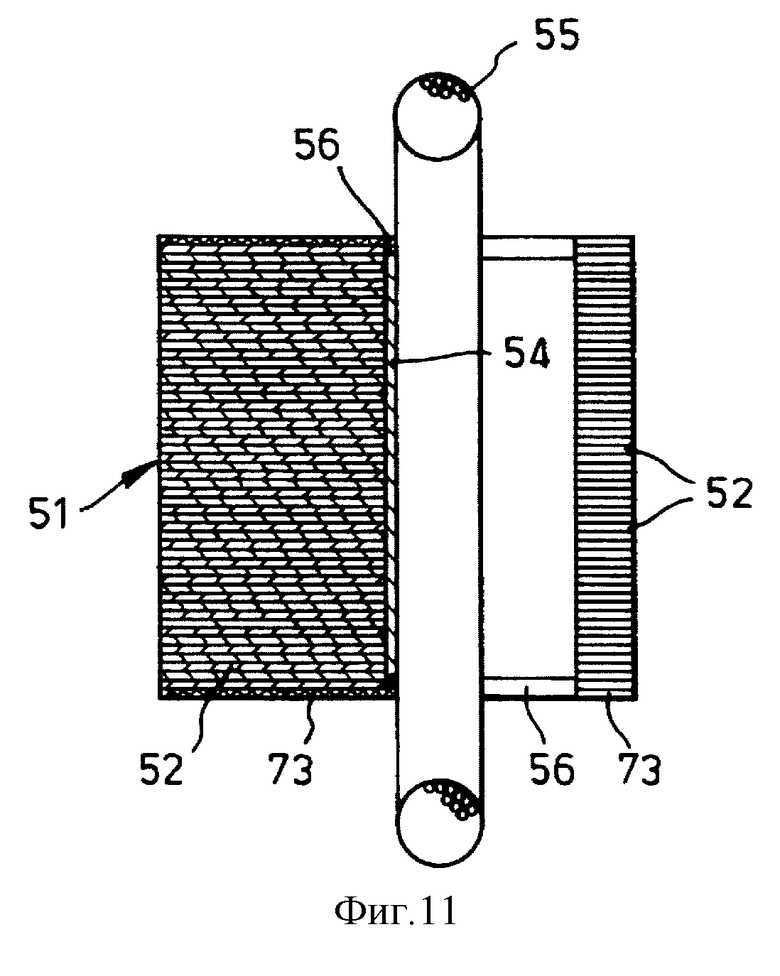
фиг. 11 - разрез вдоль линии XI-XI фиг. 10;
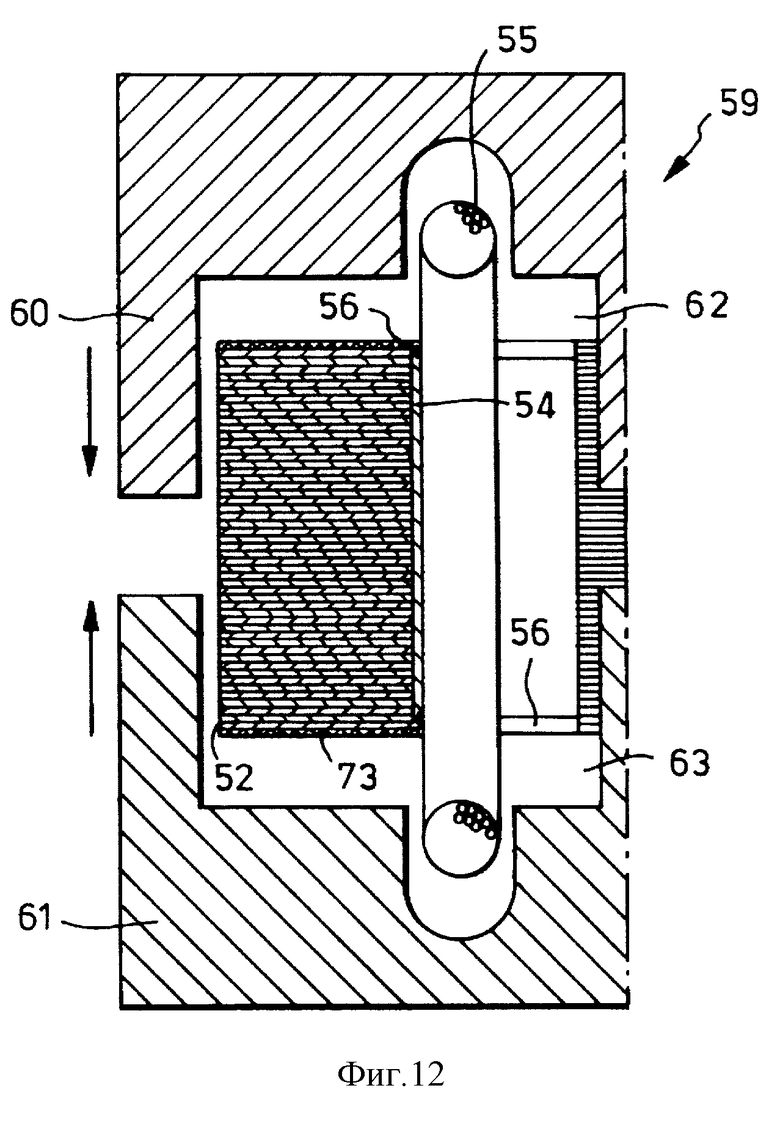
фиг. 12 - разрез модуля аналогично фиг. 11, но после ввода в пресс-форму, которая служит для импрегнирования пакета сердечника, для пропитки пакета сердечника и обмотки, для соединения пакета сердечника с обмотками статора и заключения всего статора в оболочку из отверждаемой смеси;
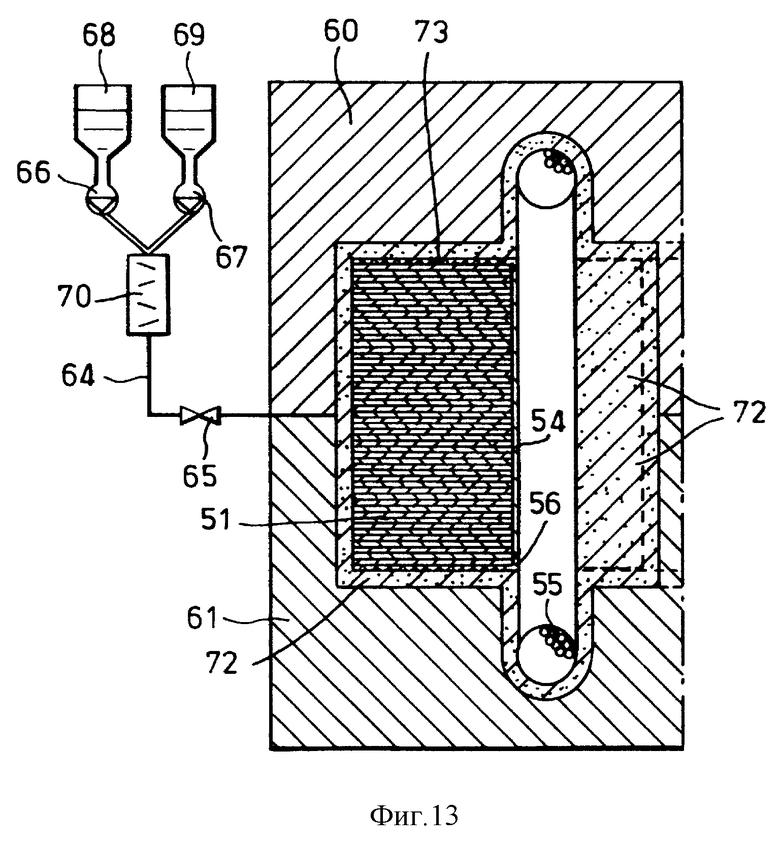
фиг. 13 - подачу отверждаемой смеси в пресс-форму согласно фиг. 12 и
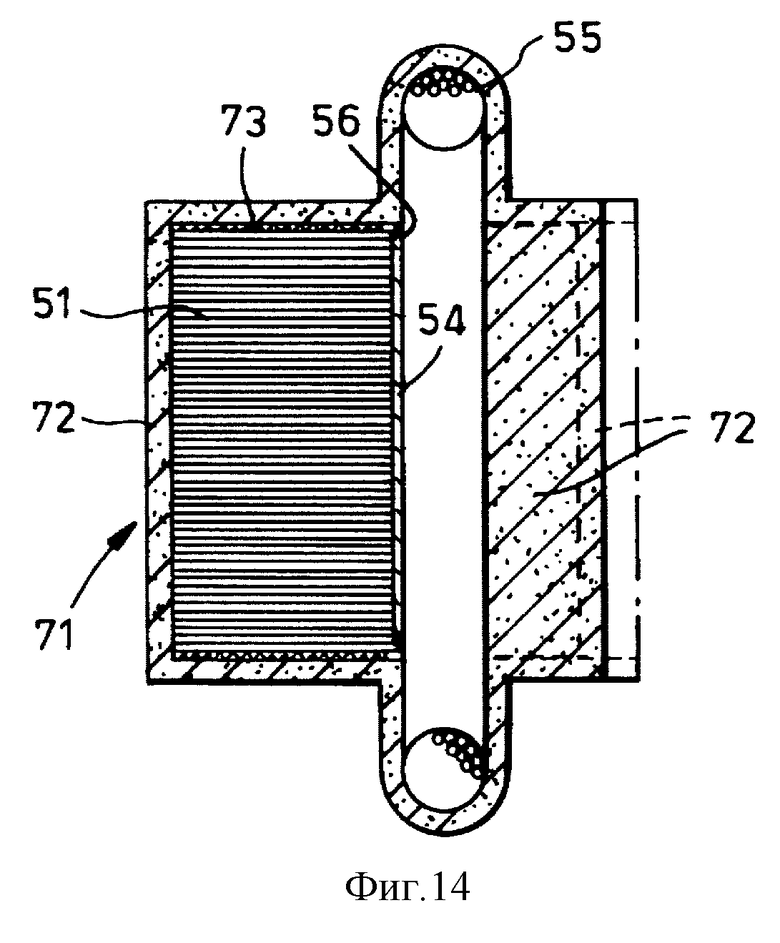
фиг. 14 - разрез готового статора аналогично фиг. 11.
Изобретение поясняется далее более подробно на примерах магнитного полюса, который, например, пригоден для магнитной подвесной дороги (патент ФРГ DE 3303961 C2 и патент ФРГ DE 3410119 A1), и статора электрической машины, конструкция которых, функционирование и геометрия в общем специалисту знакомы и поэтому не нуждаются в более подробном пояснении.
Магнитный полюс, состоящий из пакета сердечника, содержит известным образом ферромагнитный сердечник с нанесенной на него обмоткой. Согласно фиг. 1-8, ферромагнитный сердечник состоит из большого количества отдельных, расположенных параллельно и выровненных относительно друг друга заподлицо листов или пластин 1, которые получают, например, путем вырубки из ферромагнитной полосы листового электротехнического железа, которую сматывают с барабана (Coil) и направляют к вырубному инструменту. Согласно изобретению, речь идет о сырых полосах листового электротехнического железа. При этом под термином "сырой" понимают, что полоса листового электротехнического железа в противоположность патенту ФРГ DE 3110339 C2 не имеет никакого слоя клея, наносимого с помощью специальной рабочей операции. Напротив, листовую полосу, которая является обычной, если речь идет о листовом электротехническом железе, можно снабдить электрически изолирующим слоем путем покрытия лаком, нанесения слоя окислов или другого не требующего больших затрат средства. Этот слой можно наносить на листовую полосу уже в прокатном стане, и для обычных в настоящее время листов электротехнического железа она состоит большей частью из очень тонкого силикатно-фосфатного слоя, который наносят во время прокатки листового электротехнического железа. Для целей изобретения этот слой является сравнительно не имеющим большого значения, так как он при некоторых обстоятельствах может также полностью отсутствовать.
Отдельные листы 1, из которых на фиг. 1 представлен лишь один, в примере выполнения при толщине, например, 0,35-1,00 мм имеют идентичные размеры и имеют по одной передней или задней широкой стороне 2 и в окружном направлении - по одной узкой верхней стороне 3, нижней стороне 4 и две боковые кромки 5 и 6. Кроме того, в процессе вырубки в идентичных местах их снабжают, по меньшей мере, одним отверстием 7 и для образования ферромагнитного сердечника после процесса штамповки их штабелируют в пакеты 8 (фиг. 2), укладывая их передними или задними широкими сторонами 2 заподлицо и параллельно друг другу. Число листов 1 на пакет 8 зависит при этом от величины и силы изготовляемого магнитного полюса. Взаимную ориентацию листов 1 осуществляют целесообразно с помощью установочных шпонок или стержней 9, на которые нанизывают листы 1 их отверстиями 7. В штабелированном пакете 8 сердечника, к примеру, верхние стороны 3 отдельных листов 1 образуют поверхность 10 магнитного полюса, нижние же стороны 4 - монтажную поверхность 11.
После образования штабеля обе торцевые стороны пакета 8 сердечника соединяют с соответственно для каждой стороны одним дополнительным конструктивным элементом в виде боковой стенки 12, 13 полюса, которые служат для обеспечения требуемой стабильности магнитного сердечника и в качестве опоры для другого конструктивного элемента - корпуса 14 для намотки (фиг. 2 и 3). Относительная ориентация боковых стенок 12, 13 полюса относительно пакета 8 сердечника целесообразно осуществляется благодаря тому, что боковые стенки 12, 13 полюса имеют отверстие 15, посредством которых устанавливаются на выступающие из пакета 8 сердечника концы стержней 9, а затем принимают в себя эти концы. Хотя боковые стенки полюса могли бы также состоять из железа, для снижения веса их изготовляют предпочтительно из алюминия.
Корпус 14 для намотки состоит в основном из изготовленной из изолирующего материала, например из пластмассы, рамы, которая окружает полое пространство 16, в примере выполнения имеющее в сущности квадратную форму, размеры которого по высоте, длине и ширине соответствуют в основном наружным размерам пакета 8 сердечника, включая боковые стенки 12 и 13 полюса. Кроме того, корпус 14 для намотки на своем верхнем и нижнем концах снабжен соответственно выступающими наружу, проходящими в окружном направлении монтажными фланцами 17, так что между обоими монтажными фланцами 17 возникает проходящее в окружном направлении пространство 18 для приема обмотки 19 (фиг. 4).
Для правильного позиционирования корпуса 14 для намотки относительно пакета 8 сердечника боковые стенки 12, 13 на своих наружных торцевых сторонах снабжены направляющими пазами 20, которые расположены перпендикулярно стержням 9 и поверхности 10 магнитного полюса. Соответственно корпус 14 для намотки имеет на двух противоположных сторонах выступающие внутрь направляющие ребра 21, которые при осуществляемом сверху или снизу насаживании корпуса 14 для намотки на пакет 8 сердечника входят в направляющие пазы 20, а затем позволяют некоторый относительный сдвиг корпуса 14 для намотки относительно поверхности 10 магнитного полюса до нужного положения (фиг. 3), которое целесообразно определяется не показанным более подробно упором.
Как, в частности, показывает фиг. 4, корпус 14 для намотки после его установления на пакете 8 сердечника снабжают обмоткой 19, которую образуют из следующих попеременно друг за другом слоев проводника 23 и изолятора 24 и располагают между монтажными фланцами 17. Проводник 23 состоит, например, из бесконечной, сматываемой с питающей катушки 25 алюминиевой ленты, в то время как изолятор 24 представляет собой сматываемую с питающей катушки 26 ленту из обычной изоляционной пленки. Сматывание проводника 23 и изолятора 24 с питающих катушек 25, 26 или их наматывание на корпус 14 для намотки проходит в направлении, показанном на фиг. 4 стрелкой известным само по себе способом. В качестве альтернативы можно было бы, конечно, обмотку 22 нанести на корпус 14 для намотки прежде, чем он будет смонтирован на пакете 8 сердечника, или представленную здесь в виде послойной намотки обмотку разделить на несколько соединяемых между собой дисков.
В описанном на основе фиг. 1-3 модуле, представляющем магнитный сердечник, отдельные, свободно нанизанные на стержни листы 1 поддерживаются в нужном положении с помощью стержней 9 и корпуса 14 для намотки, причем корпус 14 для намотки прилегает к боковым кромкам 5, 6 листа 1 и к передней или задней сторонам боковых стенок 12, 13 полюса. Напротив, обмотка 19 поддерживается в позиции на сердечнике магнита с помощью монтажных фланцев 17. При этом посредством боковых стенок 12, 13 полюса листы 1 одновременно прижимают друг к другу при выбранным давлении, с тем, чтобы они плотно прилегали друг к другу. Для прочного соединения всех этих деталей видимые в основном на фиг. 4 модули вставляют в форму или в формообразующий инструмент 28 (фиг. 5-7), при этом речь идет в примере выполнения о пресс-форме 28 с двумя половинами 29 и 30 пресс-формы, которые аналогично форме для литья под давлением на противоположных сторонах снабжены выемками 31, 32, которые в закрытом состоянии пресс-формы 28 (фиг. 7) образуют полость или пустое пространство в форме, размеры которого лишь незначительно больше, чем наружные размеры полностью намотанного магнитного полюса.
Для правильной установки в определенном положении магнитного полюса в полости служат, с одной стороны, например, нижние монтажные фланцы 17, а с другой стороны, в случае необходимости дополнительные установочные средства 33. В примере выполнения они состоят из стержней, которые входят в отверстия 34 (фиг. 2), выполненные в боковых стенках 12, 13 полюса в дополнение к отверстиям 16 и в местах, которые в смонтированном состоянии остаются доступными под корпусом 14 для намотки, как, в частности, показывает фиг. 6. Установочные средства 33 расположены, например, в боковых стенках половины 30 пресс-формы и при закрытии пресс-формы 28 автоматически входят в отверстия 34. Другие, не представленные установочные средства могут быть расположены в днище половины 30 пресс-формы. Таким образом, пакет 8 сердечника и корпус 14 для намотки можно выровнять в пресс-форме относительно друг друга.
Одна из половин 29, 30 пресс-формы в соответствии с фиг. 7 снабжена доходящим до полости впускным отверстием, к которому подсоединен выход соединенного с регулирующим клапаном 36 трубопровода 37, который, кроме того, имеет два подсоединенных соответственно к дозировочным насосам 38 и 39 входных отверстия 40 и 41. Перед дозировочными насосами 38, 39 подсоединено по резервуару 42, 43 для смеси, а после них - смеситель 44, включенный в трубопровод 37. Эти устройства служат для того, чтобы приготовить отверждаемую смесь, в частности смесь из литьевых смол, и после закрытия пресс-формы 28 ввести ее в полость. Благодаря этому в процессе лишь одной рабочей операции выполняется несколько задач. С одной стороны, свободно уложенные в штабели листы 1 пакета 8 сердечника при введении смеси снабжаются обладающими клеящим действием слоями и одновременно, как и при применении клея, связываются друг с другом в жесткий пакет. С другой стороны, этот пакет связывается с остальными конструктивными элементами образующего готовый магнитный полюс (фиг. 8) модуля 45 в жесткую конструктивную систему, которая одновременно целиком и, в частности, по кромкам листов 1 покрывается коррозионно-защитным слоем, как схематически показано на фиг. 6 линией 46. Выбираемая толщина этого слоя зависит при этом в основном от расстояния, на котором находятся относительно друг друга и относительно ограничивающих полость частей стенки различные конструктивные элементы модуля после введения в пресс-форму, и может составлять, например, до 10 мм, предпочтительно 2-3 мм. Кроме того, модуль 45 благодаря полному обволакиванию отверждаемой смесью получает свои окончательные механические, электрические и геометрические свойства, чему также способствуют, в частности, зависящее от частного случая специальное выполнение пресс-формы 28 и образующие в форме полость выемки 31, 32.
Применяемая смесь представляет собой предпочтительно отверждаемую (термореактивную) смесь литьевых смол на эпоксидной или полициклоолефиновой основе и состоит, например, из двух компонентов, а именно из приготовляемой в смесительном резервуаре 42, снабженной при необходимости добавкой литьевой смолы, например эпоксидной смолы или смеси эпоксидных смол, и приготовляемого в смесительном резервуаре 43 отвердителя, например отвердителя для эпоксидных смол. Оба компонента дозируются в предварительно выбранном соотношении с помощью дозировочных насосов 38, 39, направляются в смеситель 44, в нем тщательно перемешиваются друг с другом, а затем оттуда через трубопровод 37 и регулировочный клапан 36 вводятся в полость. При этом подача смеси литьевых смол осуществляется предпочтительно под давлением примерно 1-3 бар, чтобы, в частности, пакет 8 сердечника таким образом пропитать или импрегнировать, чтобы все листы со всех сторон обволоклись тонким слоем литьевой смолы.
После заполнения полости смесь литьевых смол отверждается предпочтительно при нагреве всего инструмента 28, пока не будет иметь место отделение от формы, и готовый модуль 45 можно будет вынуть из инструмента. Альтернативно инструмент 28 можно также нагреть уже перед вводом массы литьевой смолы. Лучше всего, кроме того, массу литьевой смолы лишь немного отвердить в инструменте и готовые модули 45 затем подвергнуть термообработке (темперированию), чтобы, например, закончить процесс отверждения и/или медленно удалить летучие составляющие части. Дополнительно можно было бы еще подключить операцию очистки.
При лучшем до настоящего времени варианте выполнения изобретения смесь литьевых смол способом желирования под давлением вводят в полое пространство между листами 1 и остальными конструктивными элементами модуля 45 между ними и стенками полости формы. Способ желирования под давлением особенно предпочтителен, так как при этом компенсируется возникающая при отвержлении усадка. При этом способе, называемом также литьем под давлением реакционной смолы (например, Kunststoff-Lexikon, Hrg. Dr.-Ing. K.Stoeckhart und Prof. Dr. -Ing. W. Woebcken, Carl Hanser Verlag, Munchen, BRD, S. Auflage, 1992), можно применить как массы из реакционной смолы с длительной жизнеспособностью, так и массы обладающих высокой реакционной способностью смол, которые с помощью смесительного резервуара автоматически смешивают и дозируют лишь незадолго перед впрыскиванием в инструмент 28. При этом оба показанные на фиг. 7 входные отверстия 40, 41 могут впадать также в напорный резервуар, из которого смесь реактивных смол с помощью сжатого воздуха нагнетают затем в трубопровод 37.
Для изготовления модуля 45 пригодны многочисленные смеси, в частности, такие, которые являются термически отверждаемыми.
Предпочтительными отверждаемыми смесями являются смеси эпоксидная смола/отвердитель и смеси из напряженного циклоолефина и катализатора для дециклизирующей метатезисной полимеризации.
В качестве эпоксидных смол, которые можно применить в соответствии с изобретением, пригодны все типы эпоксидных смол, как, например, такие, которые содержат связанные непосредственно с атомами кислорода, азота или серы группы формулы:
где либо R' и R'" каждый означает соответственно атом водорода, в этом случае R" означает атом водорода или метильную группу, либо R' и R"' означают вместе -CH2CH2- или -CH2CH2CH2-, в этом случае R'' означает атом водорода.
В качестве примера таких смол следует назвать полиглицидиловый сложный эфир и поли-(β-метилглицидил)овый сложный эфир, который можно получить путем превращения соединения, содержащего две или более группы карбоновой кислоты на одну молекулу с эпихлоргидрином, глицериндихлоргидрином или β- метилэпихлоргидрином в присутствии щелочи. Такие полиглицидиловые сложные эфиры можно произвести из алифатических поликарбоновых кислот, например из щавелевой кислоты, янтарной кислоты, глутаровой кислоты, адипиновой кислоты, пимелиновой кислоты, пробковой кислоты, азелаиновой кислоты, себациновой кислоты или димеризированной или тримеризированной линолевой кислоты, из циклоалифатических поликарбоновых кислот, как, например, тетрагидрофталевой кислоты, 4-метилтетрагидрофталевой кислоты, гексагидрофталевой кислоты и 4- метилгексагидрофталевой кислоты, и из ароматических поликарбоновых кислот, как, например, фталевой кислоты, изофталевой кислоты и терефталевой кислоты.
Другими примерами являются полиглицидиловый эфир и поли- (β-метилглицидил)овый эфир, которые можно получить путем превращения соединения, содержащего, по меньшей мере, две свободные спиртовые и/или фенольные гидроксильные группы на молекулу, соответствующим эпихлоргидрином в щелочной среде, или также в присутствии кислого катализатора с последующей обработкой щелочью.
Эти эфиры можно получить с помощью поли-(эпихлоргидрин)а из ациклических спиртов, как, например, этиленгликоля, диэтиленгликоля и более высоких поли-(оксиэтилен)-гликолей, пропан-1,2-диола и поли- (оксипропилен)-гликолей, пропан-1,3-диола, бутан-1,4-диола, поли-(окситетраметилен)-гликолей, пентан-1,5-диола, гексан-1,6-диола, гексан-2,4,6-триола, глицерина, 1,1,1-триметилолпропана, пентаэритрита и сорбита, из циклоалифатических спиртов, как, например, резорцита, хинита, бис-(4-гидроциклогексил)-метана, 2,2-бис-(4-гидроциклогексил)-пропана и 1,1-бис-гидроксиметил)-циклогексена-3, и из спиртов с ароматическими ядрами, как, например, N,N-бис-(2-гидроксиэтил) анилина и p, p'-бис-(2-гидроксиэтиламино)-дифенилметана. Далее их можно получить из одноядерных фенолов, как, например, резорцин и гидрохинон, а также многоядерных фенолов, как, например, бис- (4-гидроксифенил)-метана, 4,4-дигидроксидифенила, бис-(4- гидроксифенил)-сульфона, 1,1,2,2-тетракис-(4-гидроксифенил) -этана, 2,2-бис-(4-гидроксифенил)-пропана (бисфенол А) и 2,2-бис-(3,5-дибром-4-гидроксифенил)-пропана.
Другими пригодными гидрокси-соединениями для получения полиглицидиловых эфиров и пoли -(β-метилглицидил)овых эфиров являются получаемые путем конденсации альдегидов, как, например, формальдегида, ацетальдегида, хлораля и фурфураля, и фенолена, как, например, фенола, o-крезола, m-крезола, p-крезола, 3,5-диметилфенола, 4-хлорфенола и 4-трет.-бутилфенола, новолаки.
Соединения поли-(N-глицидил)а можно получить, например, путем дегидрохлорирования продуктов превращения эпихлоргидрина с помощью содержащих, по меньшей мере, два атома аминного водорода аминов, как, например, анилина, n-бутиламина, бис-(4-аминофенил)-метана и бис-(4-метиламинофенил)-метана. Другими пригодными соединениями поли-(N-глицидил)а являются триглицидилизоцианурат, а также N,N'-диглицидиловые производные циклических алкиленовых мочевин, как, например, этиленовая мочевина и 1,3-пропиленовая мочевина, и гидантоины (Hydantoinen), как, к примеру, 5,5-диметилгидантоин.
Соединениями поли-(5-глицидил)а являются, к примеру, ди-S-глицидиловые производные дитиолей, как, например, этан-1,2-дитиол и бис-(4-меркаптометилфенил)овый эфир.
Примером эпоксидных смол с группами формулы
где R' и R'' означают вместе группу -CH2CH2- или группу -CH2-CH2-CH2-, являются бис- (2,3-эпоксициклопентил)овый эфир, 2,3-эпоксициклопентилглицидиловый эфир, 1,2-бис-(2,3- эпоксициклопентилокси)-этан и 3,4-эпоксициклогексилметил-3',4'-эпоксициклогексанкарбоксилат.
Можно рассматривать также эпоксидные смолы, в которых глицидиловые группы или β- метилглицидиловые группы связаны с гетероатомами различного вида, например N,N,O-триглицедиловое производное 4-аминофенола, глицидиловый эфир/глицидиловый сложный эфир салициловой кислоты или p-гидроксибензойной кислоты, N-глицидил-N'-(2-глицидилоксипропил)-5,5-диметилгидантоин и 2-глицидилокси-1,3-бис-(5,5-диметил-1-глицидилгидантоинил-3)-пропан.
При желании можно применять смеси эпоксидных смол.
Предпочтительными являются диглицидиловые эфиры бисфенолов. Примерами этого являются диглицидиловый эфир бисфенола A, диглицидиловый эфир бисфенола F и диглицидиловый эфир бисфенола S. Особенно предпочтителен диглицидиловый эфир бисфенола A.
Совершенно особые преимущества дает применение жидких и обладающих низкой вязкостью эпоксидных смол. Целесообразно вязкость при 25oC не превышает значение 20000 μ Pa•с.
При способе, согласно изобретению, можно в принципе применять все известные отвердители эпоксидных смол.
Предпочтительно, когда в качестве отвердителя эпоксидных смол используют карбоновую кислоту или ангидрид карбоновой кислоты.
Примерами соответствующих отвердителей на основе карбоновых кислот являются:
алифатические дикарбоновые кислоты, как, например, щавелевая кислота, малоновая кислота, янтарная кислота, глутаровая кислота, адипиновая кислота, пимелиновая кислота, пробковая кислота, азелаиновая кислота, себациновая кислота, 3,6,9-триоксаундекан-дикислота или димеризированная или тримеризированная линолевая кислота;
циклоалифатические карбоновые кислоты, как, например, тетрагидрофталевая кислота, 4-метилтетрагидрофталевая кислота, гексагидрофталевая кислота и 4-метилгексагидрофталевая кислота;
ароматические дикарбоновые кислоты, как, например, фталевая кислота, изофталевая кислота, терефталевая кислота или нафталиновая кислота;
или сложные диэфиры дикарбоновых кислот, которые можно получить, например, путем превращения гликолей, например полипропиленгликоля, двумя эквивалентами ангидрида дикарбоновой кислоты, как, например, ангидрид тетрагидрофталевой кислоты.
В качестве ангидридных отвердителей можно в принципе рассматривать все ангидриды ди- и более высокофункциональных карбоновых кислот, как, например, линейные алифатические полимерные ангидриды и циклические ангидриды карбоновых кислот.
Примерами соответствующих ангидридных отвердителей являются:
полиангидрид полисебациновой кислоты, полиангидрид полиазелаиновой кислоты, ангидрид янтарной кислоты, ангидрид цитраконовой кислоты, ангидрид итаконовой кислоты, алкенил-замещенные ангидриды янтарной кислоты, ангидрид додеценил-янтарной кислоты, ангидрид малеиновой кислоты, ангидрид трикарбаллиловой кислоты, Nadicanhydrid, Methylnadicanhydrid, аддукт линолевой кислоты к ангидриду малеиновой кислоты, алкилированные ангидриды эндоалкилентетрагидрофталевой кислоты, ангидрид метилтетрагидрофталевой кислоты, ангидрид тетрагидрофталевой кислоты, ангидрид гексагидрофталевой кислоты, диангидрид пиромеллитовой кислоты, ангидрид тримеллитовой кислоты, ангидрид фталевой кислоты, ангидрид тетрахлорфталевой кислоты, ангидрид тетрабромфталевой кислоты, ангидрид дихлормалеиновой кислоты, и Chlornadicanhydrid и Chlorendicanhydrid.
В качестве отвердителей эпоксидных смол предпочтительны жидкие или легкоплавкие ангидриды дикарбоновой кислоты.
Особенно предпочтительными ангидридными отвердителями являются Methylnadicanhydrid, ангидрид тетрагидрофталевой кислоты и ангидрид метилтетрагидрофталевой кислоты, причем Methylnadicanhydrid и ангидрид метилтетрагидрофталевой кислоты применяют предпочтительно в качестве смеси изомеров.
При желании можно применять ангидридные отвердители в комбинации с обычным для ангидридных отвердителей ускорителем реакции. В качестве ускорителя реакции пригодны, например, третичные амины, соли карбоновых кислот, хелатные соединения металлов или фосфорно-органические соединения. Предпочтительными ускорителями являются третичные амины, как, например, N,N-диметилбензиламин или замещенные имидазолы.
В дальнейшем предпочтительном примере выполнения изобретения в качестве отверждаемой смеси используют смесь из напряженного циклоолефина и катализатора для раскрывающей кольца метатезисной полимеризации.
Под напряженными циклоолефинами следует понимать в рамках изобретения все циклоолефины, за исключением циклогексена и его производных, которые нельзя полимеризовать с помощью раскрывающего кольцо метатезиса. Пригодные циклоолефины описаны, например, в международных патентах WO 96/16100 и WO 96/20235.
Предпочтительно в способе, согласно изобретению, используют аддукт Дильс-Адлера циклопентадиена.
Особенно предпочтительны тетрациклододецен, метилтетрациклододецен и особенно дициклопентадиен.
В качестве катализаторов для дециклизирующей метатезисной полимеризации (ROMP-катализаторы) специалисту известно большое число соединений переходных металлов титана, ванадия, молибдена, вольфрама, рения, иридия, рутения и осмия. При этом речь идет, например, о комплексных галогенидах металлов, металлокарбенах или координационных катализаторах типа Циглер-Натта. Все эти известные ROMP-катализаторы можно в принципе использовать в качестве компонента (б) в составах согласно изобретению.
Предпочтительно в качестве компонента (б) использовать комплексную соль рутения (+II) или комплексную соль осмия (+II), особенно предпочтительно применение комплексной соли рутения (+II).
Так как применение абсолютно безводных составляющих и аппаратуры требует дополнительных технических издержек, рекомендуется применять нечувствительные к влаге ROMP-катализаторы, как, например, описанные в WO 96/16100 и WO 96/20235 комплексные соли рутения (+II) и осмия (+II).
Особенно предпочтительными ROMP-катализаторами являются: [(циклогексил)3Pl2RuCl2 [(C6H5)3P]3RuCl2, [(C6H5)3P]3(CO)RuH2,
[(C6H5)3P]3RuCl(циклопентадиенил), [(циклогексил)3P]2(CH3OH) Ru(тозилат)2, [(о-толил)3P]3RuCl2, [(CH3)2CH]3P([-цимол)RuCl2 и особенно (циклогексил)3P(p-цимол)RuCl2.
Желательную вязкость отверждаемой смеси можно установить с помощью добавки термопластичных материалов. Примерами соответствующих термопластов являются полистирол, Polynorbornen, (например, Norsorex® NS, Fa. Nippon Zeon), гидрированные производные Polynorbornen (например, Zeonex, Fa. Nippon Zeon), полициклооктен (например, Vestenamer® Fa.Huls) и полибутадиен.
Особое преимущество описанного способа изготовления модуля 45 состоит в том, что операции пропитки свободно уложенного пакета 8 сердечника, обволакивания остальных конструктивных элементов и всего модуля 45 коррозионно-защитным слоем 46 (фиг. 6), а также жесткого соединения всех элементов друг с другом можно осуществлять в одну рабочую операцию, не нуждаясь в дополнительных механических соединительных средствах. При этом процессы загрузки и разгрузки пресс-формы 28, открытие и закрытие пресс-формы 28 и заполнение остающихся свободными пространств внутри полости формы в значительной степени автоматизировано. Если, кроме того, использовать отверждаемые смеси, обладающие электроизоляционными свойствами, что соответствует указанным выше материалам, то получается дальнейшее преимущество в том, что листы 1 в процессе единственной указанной рабочей операции также окружают электроизоляционным слоем, так что в принципе в качестве исходных материалов можно применять также полностью не обработанные предварительно, не имеющие никакого электроизоляционного покрытия листы электротехнического железа.
Другое значительное преимущество изобретения состоит в этом случае в том, что отдельные листы 1 пакета 8 сердечника можно вводить в пресс-форму 28 хотя и совершенно не обработанными предварительно, но тем не менее в сложенном в штабели и плотно упакованном состоянии. Благодаря естественной шероховатости поверхности в области широких сторон листов, между ними 1 даже в штабелированном, плотно упакованном состоянии остается достаточно много и больших по величине полых пространств, которые при введении смеси в пресс-форму 28 заполняются этой смесью, которая затем в отвержденном состоянии обеспечивает требуемую изоляцию между отдельными листами 1 без образования вредных пузырей или т.п. Этот эффект можно повысить еще и благодаря тому, что полость перед или во время впрыскивания смеси, по меньшей мере, частично откачивают, чтобы обеспечить небольшое, при необходимости определяемое путем экспериментирования пониженное давление примерно от 2 до 10 мбар, и смесь благодаря этому дополнительно всасывается в полость, вследствие чего одновременно отпадает необходимость в том, чтобы с помощью смеси вытеснять еще находящийся в полости воздух.
Предпочтительным является, наконец, также то, что наружную форму модуля 45 можно выбрать, независимо от изготовленной путем вырубки формы отдельных листов 1 и от уложенной вокруг них обмотки 19. В частности, с помощью соответствующего образования фасонной полости можно обеспечить, чтобы наружный коррозионно-защитный слой был достаточной толщины и устойчив против воздействия окружающей среды, в то время как одновременно благодаря штабелированию листов 1 и применяемому для их стягивания давлению, можно получить желаемые тонкие слои клея и при необходимости изоляционные слои между отдельными листами 1.
Вариант выполнения по фиг. 1-8 можно модифицировать и/или дополнить с помощью множества способов. В частности, можно, например, предусмотреть, чтобы нижняя сторона 4 (фиг. 1) листов 1 или всего пакета сердечника и/или нижнюю сторону боковых стенок 12, 13 полюса выдержать свободной от отверждаемой смеси. Для этого, например, полость пресс-формы 28 выполняют такой, чтобы указанные нижние стороны после размещения различных конструктивных элементов в пресс-форме непосредственно прилегали к соответствующим частям стенок. Так как нижние стороны пакета сердечника и/или боковых стенок 12, 13 полюса в готовом магните, состоящем большей частью из большого количества таких магнитных полюсов, магнетически связаны друг с другом с помощью расположенных под обмоткой 19 ферромагнитных спинок полюсов, то таким образом обеспечивается, что в граничащих поверхностях между магнитными полюсами и спинками магнитов не возникает никаких нарушений магнитных свойств из-за заполнения зазоров смесью.
Фиг. 9-14 показывают изготовление пакета 51 сердечника для статора электрической машины переменного тока. Пакет 51 сердечника аналогично фиг. 1-8 содержит большое число листов или пластин 52, которые в верхней части фиг. 9 представлены в раздвинутом положении, а в нижней части фиг. 9 - в готовом штабелированном, параллельном друг другу с установкой заподлицо состоянии. Листы 52 получают путем вырубки из сырой, не имеющей слоя клея ферромагнитной листовой полосы или т.п. Листы 52 имеют в примере выполнения идентичные размеры и, как видно из вида сверху по фиг. 10, обладают круглой формой. По своему внутреннему периметру листы 52 имеют U-образные вырезы 53, которые в штабелированном состоянии сориентированы друг над другом и образуют сквозные пазы. В эти пазы известным само по себе способом запрессовывают гильзы 54, которые проходят в соответствии с фиг. 9 по всей высоте пакета 51 сердечника и позволяют простое образование штабеля.
Гильзы 54 служат для приема витков 55 (фиг. 9), центральные линии которых имеют в основном плоскоовальный ход, как видно из вида спереди или вида сверху по фиг. 9 и 10 для еще не смонтированного витка 55 обмотки. Эти подготовленные соответствующим образом витки 55 в зависимости от предусмотренного в отдельных случаях типа намотки своими длинными сторонами впрессовывают в гильзы 54 (фиг. 10), которые расположены относительно друг друга на расстоянии в два и более раз, на фиг. 10 - в три раза превышающем расстояние между пазами, в то время, как их короткие стороны образуют головные части обмотки. В смонтированном состоянии виток 55 занимает обозначенное на фиг. 10 штриховой линией 55а положение (ср. также с фиг. 11). Гильзы 54 целесообразно состоят из бумаги, картона или изоляционной пластмассы, так что витки 55 в достаточной степени изолированы от листов 52, даже если они не имеют никакого изоляционного слоя или утратили его в процессе штамповки. Для осевого фиксирования гильз 54 в пакете 51 сердечника может служить в каждом случае буртик на гильзе (фиг. 11), который нажимает на верхние или нижние концы гильз 54 или также может быть интегрирован в гильзы 54 в виде фальца.
После того, как все витки 55 вставлены в соответствующие гильзы 54 и в соответствии с требованиями электрически соединены друг с другом (фиг. 11), предварительно свободно смонтированные конструктивные узлы аналогично конструктивным узлам по фиг. 4 вставляют в инструмент 59, имеющий в примере выполнения две половины 60, 61 пресс-формы, которые на противоположных друг другу сторонах снабжены выемками 62, 63, образующими в закрытом состоянии пресс-формы 59 пустое пространство в форме, или полость, размеры которой незначительно больше наружных размеров вставленного модуля. Позиционирование модуля в пресс-форме можно осуществить аналогично фиг. 6 с помощью непоказанных распорных элементов или других средств позиционирования, которые предпочтительно входят в модуль там, где не требуется обволакивание отверждаемой смесью.
После закрытия пресс-формы 59 в направлении показанной на фиг. 12 стрелки отверждаемую смесь вводят в полость, для чего пресс-форму 59 аналогично фиг. 7 снабжают достающим до полости впускным отверстием, которое посредством трубопровода 64 (фиг. 14) с регулировочным клапаном 65 и через дозировочные насосы 66, 67 подсоединен к смесительным резервуарам 68, 69, содержащим реакционную смолу или отвердитель или т.п., чтобы из них приготовить смесь. В смесителе 70 дозированные с помощью дозировочных насосов 66, 67 составляющие части реакционной смолы и отвердителя смешивают. Технологические операции ввода смеси в полость, отверждения или неполного отверждения смеси, темперирования и при необходимости очистки аналогичны примеру выполнения по фиг. 1-8 и поэтому не нуждаются в том, чтобы быть описанными еще раз. То же самое действительно для применяемых смесей, в частности смесей литьевых смол, их приготовления, предпочтительного впрыскивания смеси под давлением, например, 1-3 бар, предпочтительного дополнительного откачивания полости и предпочтительного применения способа желирования под давлением.
После изъятия из формы получают видимый на фиг. 14 готовый модуль 71 в форме статора. Этот модуль 71 снабжают кругом коррозионно-защитным и при необходимости изолирующим слоем 72, толщина которого соответствует расстоянию различных конструктивных элементов от стенок соответствующих половин 60, 61 пресс-формы в закрытом состоянии пресс-формы 59 и может быть соответственно выбрана предварительно.
Преимущества, которые могут быть достигнуты при изготовлении модуля 71, согласно описанному способу, аналогичны тем, которые показаны для модуля 45. При этом наружная форма готового модуля 71 может быть выбрана независимо от формы штампа для отдельных листов 52 так, что при необходимости окончательные электрические, магнитные, механические и/или геометрические свойства пакетов сердечников или модуля 71, по меньшей мере, частично получаются лишь благодаря обработке всех конструктивных элементов отверждаемой смесью в пресс-форме. Это действительно в особенности в отношении нанесения слоев между отдельными листами, наружной защиты от коррозии, долговечного соединения различных частей друг с другом и окончательной наружной формы заключенных в оболочку пакетов сердечника, модулей или их частей. Особенно предпочтительно, кроме того, что ни для позиционирования, ни для соединения отдельных частей не требуется дополнительных соединительных средств, как, например, винты, заклепки, клеи или т.п. и механическая прочность и стойкость по отношению к окружающей среде может определяться толщиной наружной оболочки из отверждаемой смеси.
Как, в частности, показывает фиг. 11, может быть далее целесообразным на определенные места загружаемых в пресс-форму пакетов сердечников или модулей, например, на их наружную сторону накладывать дистанционирующий элемент 73, изготовленный из пористого материала, состоящего из сотканного из синтетических нитей или т.п. мата, который удерживает пакет 51 сердечника или т. п. на желательном расстоянии от стенок полости формы. Подобные элементы или маты в процессе впрыскивания полностью пропитываются смесью, так что при отверждении возникает стабильный, прочный слой синтетической смолы, который образует механически прочную наружную стенку на готовом модуле 71 и повышает механическую стабильность.
Для улучшения электрических свойств (диэлектрическая постоянная, коэффициент потерь) в отверждаемые смеси можно добавить силаны, например, предлагаемые фирмой Osi Specialties под названием Silquest® Silan соединения. Соответствующими силанами являются, например, октилтриэтоксисилан, метилтриэтоксисилан и винилтриэтоксисилан.
Кроме того, отверждаемые смеси могут содержать наполнители, как, например, металлические порошки, древесную муку, стеклянный порошок, стеклянные шарики или окислы металлов второго ряда и окислы металлов. Предпочтительными наполнителями являются волластонит, Al2O3 и SiO2, причем из различных модификаций SiO2 особенно предпочтительна кварцевая мука.
Наряду с вышеуказанными добавками отверждаемые смеси могут содержать другие обычные добавки, как, например, антиоксиданты, светозащитные средства, пластификаторы, красители, пигменты, тиксотропные средства, вещества, улучшающие вязкость, пеногасители, антистатики, технологические добавки для улучшения переработки пластмасс и вспомогательные средства для изъятия из формы.
В остальном отверждаемые смеси получают известными методами, обычно с помощью известных смесительных агрегатов (мешалки, тестозамесители, вальцы, мельницы, сухие мешалки или тонкодисперсные газовые мешалки. Различные способы получения формовочных масс специалисту известны и описаны, например, в издании Becker/Braun: "Kunststoff-Handbuch, Band 10, Duroplaste", Carl Hanser Verlag 1988, Seiten 515 ff. und 825.
Если желательно складывать отдельные листы в штабели иным образом, чем описано, то их можно также фиксировать на концах с помощью вспомогательных средств, например прокладок, таким образом, чтобы расстояния между отдельными листами были примерно одинаковыми. Должно быть лишь достаточно пространства для поступления смоляной массы в промежуточные пространства между отдельными листами 1,61. Расстояние между листами 1 можно таким образом установить на 1-100 мкм, предпочтительно 2-5 мкм.
Применяемые при способе, согласно изобретению, металлические листы представляют собой предпочтительно стальные листы, хотя можно использовать также другие ферромагнитные материалы.
Изобретение не ограничено лишь описанными примерами выполнения. Его можно преобразовать множеством способов. Это действительно в особенности для изготовляемых с помощью описанного способа модулей, содержащих ферромагнитные пакеты сердечников. Согласно описанному способу, можно изготовлять пакеты сердечников всех видов для всех аппаратов, имеющих магнитный контур, который из соображений обеспечения электромагнитных свойств требует пакета сердечника, составленного из отдельных листов.
Независимо от этого можно изготовлять пакеты сердечников описанным способом также по отдельности, а затем традиционными методами соединять с другими конструктивными элементами в модули. При этом подразумевается, что описанные пакеты сердечников и/или модули можно снабдить также другими, не поясняемыми здесь более подробно конструктивными элементами, например ведущими наружу электрическими или механическими подсоединительными элементами, которые также фиксируются и/или образуются с помощью окружающей их отверждаемой смеси. Наконец, изобретение включает также изготовляемые описанным способом пакеты сердечников и модули, причем отдельные признаки могут использоваться также в иных, чем описанные здесь и представленные в чертежах, комбинациях.
Изобретение относится к области электротехнике, а именно к способу изготовления состоящего из ферромагнитного материала пакета (8) сердечника и/или содержащего такой пакет (8) сердечника и, по меньшей мере, другой конструктивный элемент (12,13,14) модуля. Согласно изобретению, пакет (8) сердечника составляют из сырых листов электротехнического железа и устанавливают в формообразующую пресс-форму. Согласно изобретению, пакет (8) выполняют без применения дистанцирующих элементов. В процессе введения смеси в пресс-форму и частичного или полного отверждения смеси в процессе одной рабочей операции - желирования под давлением - пакет (8) одновременно и полностью окружается смесью в целях образования коррозионно-защитного слоя. Для изготовления модуля пакет (8) сердечника в процессе той же рабочей операции можно соединить с конструктивным элементом (12, 13, 14) и готовому модулю в целом придать его окончательные электрические, магнитные, механические или геометрические свойства вследствие образования коррозионно-защитного слоя от использования данного изобретения состоит в упрощении способа, снижении затрат и расхода материалов при одновременном обеспечении высокой механической прочности и стойкости к внешним и внутренним атмосферным воздействиям получаемых готовых пакетов сердечника и модулей. 2 с. и 15 з.п.ф-лы, 14 ил.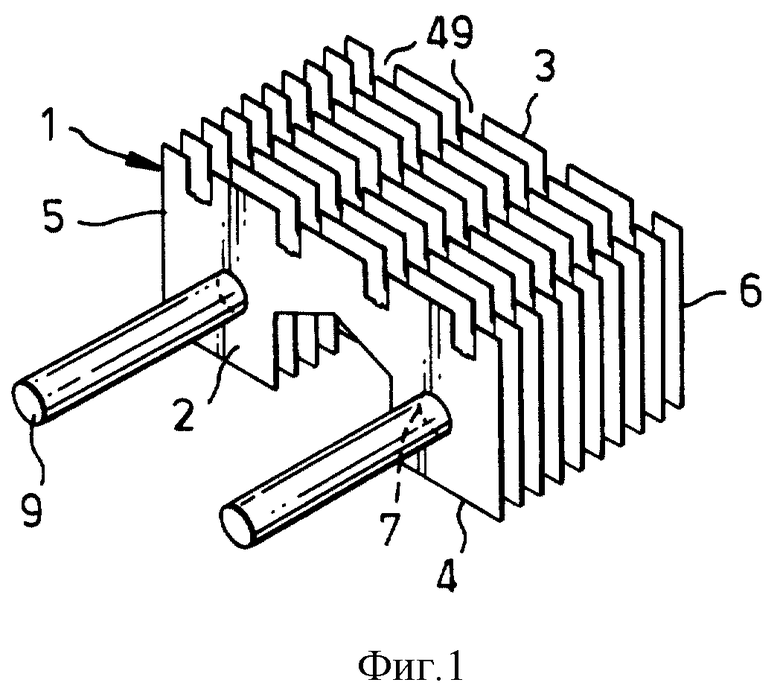
| DE 3012320 A, 14.02.1982 | |||
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
| Способ изготовления монолитных пакетов из листового электропроводящего материала | 1989 |
|
SU1693691A1 |
| Способ изготовления статора электродвигателя | 1987 |
|
SU1638771A1 |
| DE 4021591 C2, 24.07.1987 | |||
| DE 4338913 А1, 07.11.1993. | |||

