Изобретение относится к области измерительной техники и может быть использовано для оценки стабильности структуры материалов и стабильности технологии изготовления сложных пространственных конструкций из полимерных композиционных материалов (ПКМ), на основе результатов теплового контроля при нагружении изделий тепловой нагрузкой.
Изобретение может быть использовано для контроля стабильности структуры, технологии изготовления и надежности сложных пространственных конструкций из ПКМ как в процессе производства, так и в процессе эксплуатации: герметичных сосудов; пространственных сетчатых конструкций: отсеков космических аппаратов, ракетных двигателей, трубопроводов и т.п. Особенно эффективно применение изобретения при испытании потенциально опасных и дорогих в изготовлении конструкций, к которым с одной стороны предъявляются высокие требования по надежности эксплуатации, а с другой стороны они изготавливаются в достаточно больших объемах и являются достаточно дорогими и трудоемкими в изготовлении для того, чтобы необходимое количество конструкций можно было испытать методами разрушающего контроля, т.е. разрушить. При этом требуется определить тот момент в производстве изделий, с которого начинаются отклонения структуры и технологии от заданных нормативных показателей, определить потенциально опасные места (узлы конструкции), которые в первую очередь могут разрушиться (вследствие изменения структуры, пониженной прочности или других причин) при нагрузках или в процессе эксплуатации, что может привести к авариям и которые возможно необходимо укреплять либо корректировать технологию производства.
Уровень техники
Перспективным направлением в современной технике является использование полимерных композиционных материалов, обладающих рядом преимуществ перед традиционными материалами - металлами, особенно в авиакосмических отраслях техники, машиностроении, энергетики и др. Такие материалы требуют особого подхода, новых решений при разработке и создании методов и средств оценки надежности их эксплуатации. Это вызвано большим разнообразием видов таких материалов, специфическими особенностями конструкций из них и технологией изготовления, и случайным изменением физико-механических и прочностных характеристик, большим разнообразием типов дефектов, возникающих в процессе изготовления.
Кроме того, эти материалы в большинстве отраслей промышленности работают в условиях статических и динамических нагрузок.
Повысить качество конструкций невозможно без достоверной оценки критериев качества. Соответственно невозможна разработка мероприятий и технологий по повышению качества конструкций. Одним из признаков изменения качества конструкций является является изменение структуры материалов, которые могут быть вызваны самыми разнообразными причинами, случайными изменениями режимов технологии производства, наличие концентраторов напряжений, которые, как правило, образуются в местах пониженной прочности, либо в материале, имеющем нарушения сплошности и т.п.
Учитывая, что такие конструкции являются, как правило, достаточно дорогими, как в стоимостном выражении, так и в трудоемкости изготовления, необходимо с одной стороны каждую конструкцию подвергать испытанию на предмет соответствия ее качества, например, прочностных характеристик и др. требуемым, а с другой стороны, эти испытания должны минимально производительными, для того, чтобы не пропустить тот момент, когда изделие начнет терять качество и минимально «травмировать» конструкцию при максимальной информативности результатов испытаний.
Износ основных фондов и технического оборудования, снижение качества материала и другие подобные причины приводит к снижению надежности эксплуатации конструкций из ПКМ.
Например, усталость ПКМ, особенности и случайнее изменения технологии их изготовления и т.п. приводят к возникновению остаточных внутренних напряжений, которые вызывают нарушение сплошности и, в конечном итоге, приводят к разрушению материала и конструкции. Это явление широко описано в литературе. В последнее время принят ряд программ, направленных на исправление ситуации: модернизация производств, повышение качества материалов и др. Однако полное решение данных задач в настоящее время затруднено по финансовым причинам.
В этой связи большое значение приобретают неразрушающие методы контроля и диагностики таких конструкций. Они позволяют объективно определять фактическое состояние конструкции, оценить надежность их эксплуатации и дать рекомендации корректировке технологии изготовления, по ее ремонту или восстановлению.
Известен способ определения остаточных напряжений в пластинах (авт. свид СССР №1543259), согласно которому объект контроля освещают когерентным светом, записывают голограмму поверхности, удаляют часть материала, создают локальную зону деформаций путем точечной нагрузки в зоне перемещений, вызванных удалением материала, записывают голограмму поверхности вторично. Величину и знак остаточных напряжений определяют по числу интерференционных полос и их искажению. Этот способ применим для ограниченной номенклатуры изделий - исключительно для плоских деталей, сопряжен с разрушением материала и используется для научных исследований в лабораториях. Кроме того, он имеет малую производительность.
Известен способ определения остаточных напряжений по патенту РФ №2032162, согласно которому в испытуемый материал статически вдавливают пирамидальный индентор до образования отпечатка с развивающимися хрупкими трещинами, измеряют усилие и параметры трещины, оценивают топологию трещин, определяют равновесное и эффективное значения вязкости разрушения, а величину остаточных напряжений рассчитывают по известным соотношениям с учетом линейных размеров действительного зерна в покрытии.
Способ сложен в осуществлении и применим только в лабораторных целях, имеет малую производительность.
Известен также способ неразрушающего контроля физико-механических свойств полимерного материала или конструкции из полимерного материала: патент BY 10472. Он основан на силовом воздействии на материал и анализе реакции материала. Недостаток данного способа аналогичен недостаткам способа по предыдущему патенту.
Известны способ теплового контроля остаточных напряжений и дефектов конструкций и реализующая его система (патент РФ №2383009). Известное техническое решение позволяет осуществить тепловой контроль надежности конструкций. Известный способ включает силовое воздействие на контролируемое изделий и регистрацию температурного поля, по анализу которого судят о состоянии изделия. Система включает устройство регистрации термограммы, блок визуализации и устройство обработки.
Недостаток известного технического решения заключается в том, что требуется силовое воздействие на контролируемый объект. Для большинства изделий, особенно выпускаемых большими сериями, это не приемлемо.
На сегодняшний день имеется актуальная потребность в создании способа оценки стабильности и качества изделий и технологии их изготовления при больших объемах производства и диагностики технического состояния реальных сложных пространственных конструкций, который может применяться на практике для широкого круга объектов с использованием простого и точного оборудования.
Принципиально подход к решению задач комплексной оценки качества структуры материала и конструкции, например, на основе определения и локализации областей изменений информационного параметра, например, температурного поля, вызванных различными факторами: концентрации внутренних напряжений и вызванных ими дефектов типа нарушений сплошности (например, трещин) и др., стал возможен с развитием средств диагностики, основанных на регистрации и анализе температурных полей поверхности контролируемой конструкции. Наиболее значимые результаты появились в последнее десятилетие.
Это связано с появлением современной портативной тепловизионной техники, например, см. О.Н. Будадин и др. Тепловой неразрушающий контроль изделий, М., Наука, 2002, стр. 338-393, во-вторых, с созданием современного математического аппарата (там же, стр. 39-89), позволяющего решать прямые и обратные задачи нестационарной теплопередачи, что дало возможность перехода от дефектоскопии (обнаружения дефектов) к дефектометрии (распознавания внутренних дефектов, определения их характеристик и оценки остаточного ресурса изделий).
Имеются неоднократные попытки решить эту проблему с помощью дефектоскопии различными методами - ультразвуковым, радиоволновым и т.п. Однако это не приводило к желаемым результатам.
Наиболее близким к способу по изобретению является Способ теплового контроля надежности конструкций из полимерных композиционных полимерных композиционных материалов по анализу внутренних напряжений (патент РФ №2506575).
Он включает нагружение конструкции внешней нагрузкой, регистрацию температурного поля изделия, выявление аномалий температурного поля, обусловленных концентраторами внутренних напряжений конструкции (которые являются дефектами по отношению к данной конструкции), проявившихся вследствие приложения нагрузки и оценку состояния материала конструкции по анализу температурного поля.
Недостаток известного технического решения заключается в следующем:
- описанный способ достаточно трудоемкий (как и практически все технологии неразрушающего контроля и диагностики), требует использование квалифицированных специалистов и не применим при больших объемах производства, когда отсутствует возможность неразрушающего контроля каждого изделия,
- параметры технологии между изделиями имеют разброс. Данный разброс может накапливаться, и если вовремя его не заметить, может привести к выпуску некачественного изделия. При больших объемах производства это может привести к пропуску некачественных изделий и, дальнейшем, к авариям на производстве, если это изделие ответственного назначения, например, газовый баллон.
- способ оценивает качество изделия по некоторым выбранным параметрам, например, по уровню дефектности, не учитывает большое количество других параметров. Учет других параметров требует отдельных методов контроля и в производстве, как правило, не применяется из-за увеличения трудоемкости контроля и снижения производительности производства изделий.
- величина порогового значения сигнала определяется многими факторами, в т.ч. заданной вероятностью обнаружения дефектов, вероятностью ложного обнаружения и т.п. Как правило, при контроле изделий, связанном с регистрацией информационного параметра (например, температуры) с большой поверхности используют методы безэталонного определения порогового значения сигнала. Из этого следует, что пороговое значение сигнала для каждого изделия будет различным, поэтому сравнение дефектов между изделиями является некорректным и приводит к большой погрешности получаемых результатов.
Сущность изобретения
Изобретение направлено на решение задачи повышения качества сложных конструкций и их элементов, в т.ч. из ПКМ, в процессе производства больших партий и в реальных условиях эксплуатации, и разработку рекомендаций для корректировки параметров технологии производства изделий в случае снижения качества изделий.
Т.е. в конечном итоге изобретение направлено на повышение безопасности эксплуатации сложных потенциально опасных конструкций, находящихся под непрерывными или циклическими нагрузками (механическими, внутренним давлением и др.).
Технический результат, достигаемый при использовании заявленной группы, заключается в регистрации номера изделия, с которого начинается снижение качества изделий, повышении достоверности результатов оценки технического и эксплуатационного состояния сложных конструкций и их элементов из ПКМ.
Технический результат достигается за счет того, что в способе теплового неразрушающего контроля стабильности качества изделий из полимерных композиционных материалов, включающем регистрацию температурного поля изделий, выявление аномалий температурного поля, обусловленных концентраторами внутренних напряжений конструкции и оценку качества изделий по анализу температурного поля, после регистрации температурного поля поверхности i-го контролируемого изделия
а) определяют среднее значение температуры на поверхности контролируемого изделия
где M, N - максимальные величины целочисленных координат m, n,
б) калибруют среднее значение i-го изделия по среднему значению температуры 1-го изделия:
ΔTicp=T1cp-Ticp
для обеспечения средних значений температурных полей всех изделий с целью достоверного сравнения температурных полей различных изделий,
в) калибруют температурное поле поверхности i-го изделия по температурному полю 1-го изделия:
Tiк(m, n)=Ti(m, n)+ΔTicp.
г) измеряют отклонение температуры в координатах m, n от среднего значения температуры поверхности контролируемого изделия
ΔTi(m, n)=(Tiк(m, n)-Ticp)
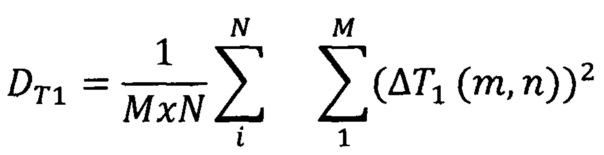
д) определяют среднеквадратичное отклонение температуры по контролируемой поверхности

е) сравнивают по абсолютной величине среднеквадратичное отклонение отклонений температурного поля 1-го и i-го изделий
ΔDTi=⎪DT1-DTi⎪
ж) сравнивают разницу среднеквадратичных отклонений ΔDTi с заданным критерием θ стабильности и определяют стабильность (Ki) структуры и технологии i-го изделия следующим образом:
где θ - критерий стабильности структуры и технологии изделия определяется на основе предварительных экспериментальных исследований.
з) в случае если Ki=0, осуществляют регистрацию областей нестабильности структуры поверхности контролируемого объекта путем измерения разности температурных полей i-го и 1-го изделий и определения координат mд, nд участка поверхности с нарушенной структурой следующим образом:
где - ΔТизм - погрешность измерения температурного поля,
и) повторяют операции а)-з) для всей партии контролируемых изделий и фиксируют изделие, начиная с которого структура изделия, а значит, и технология его изготовления изменилась на недопустимую величину.
Краткое описание чертежей
Сущность изобретения и возможность достижения технического результата будут более понятны из последующего описания со ссылками на позиции чертежей, где:
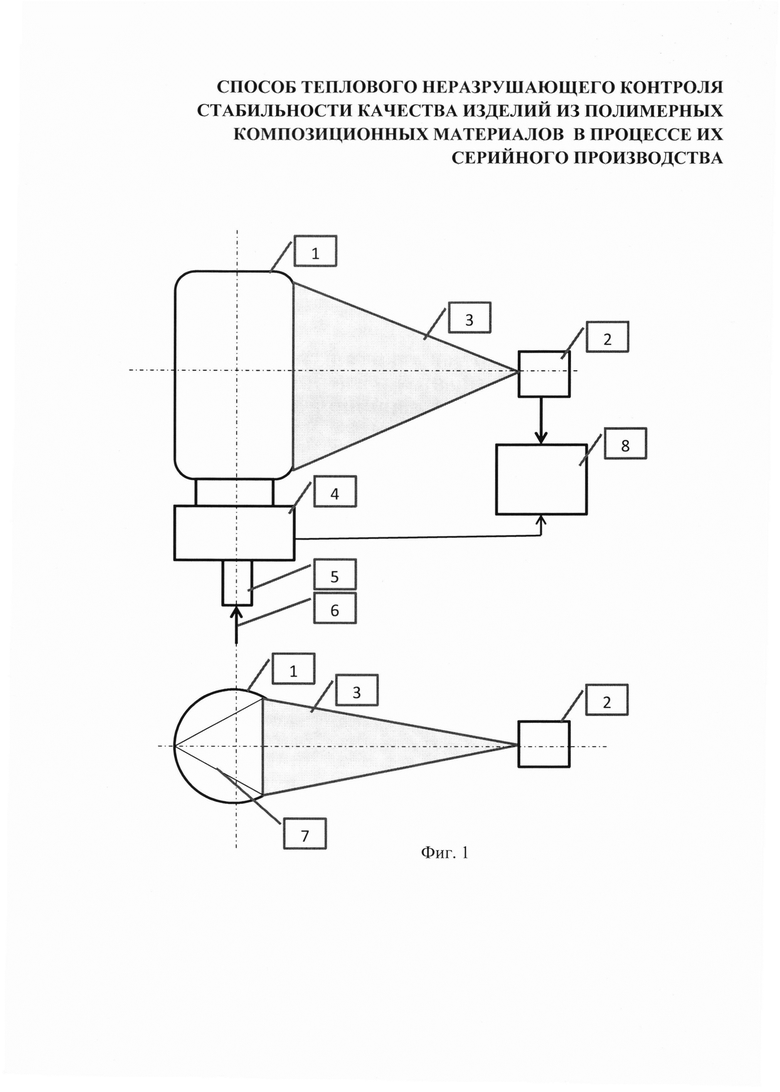
на фиг. 1 приведена функциональная схема теплового контроля стабильности пространственной конструкции из ПКМ,
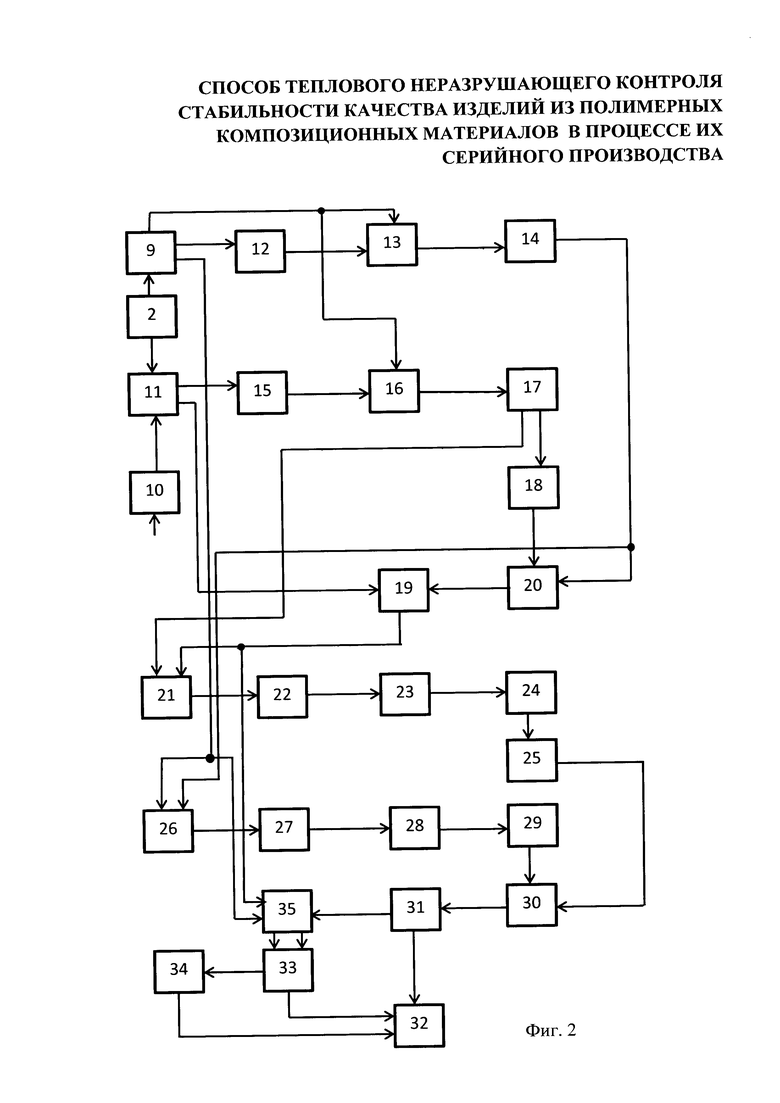
на фиг. 2 приведена функциональная схема блока обработки информации,
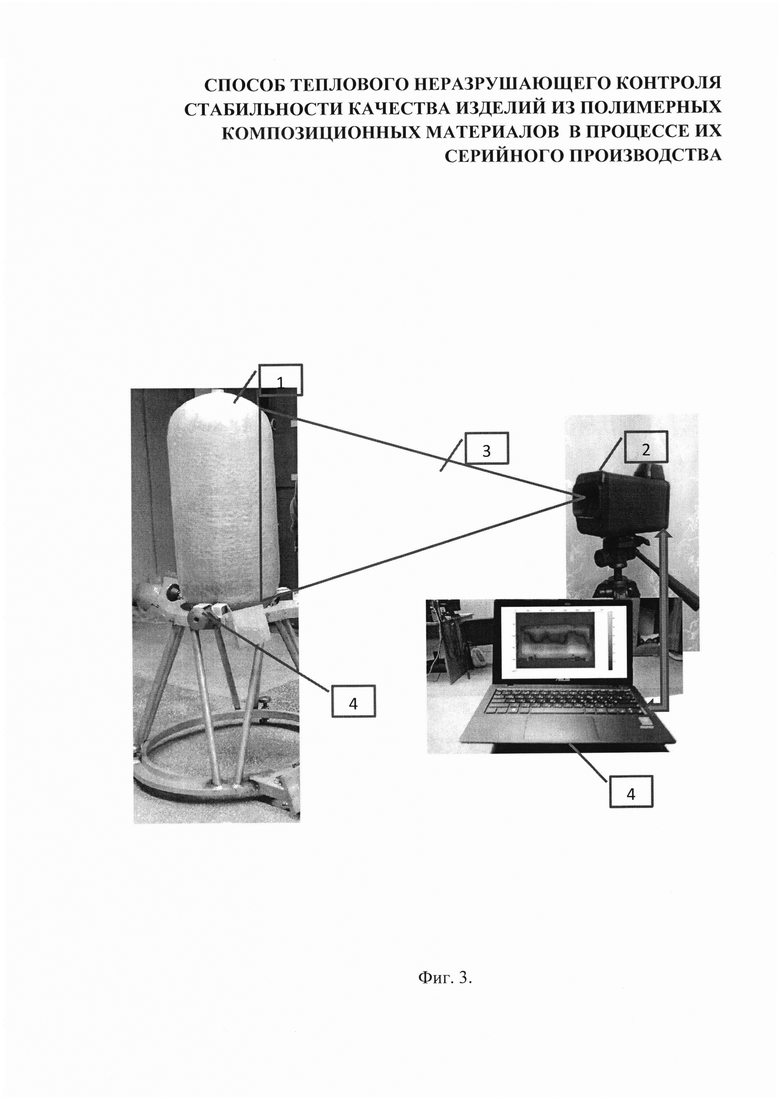
на фиг. 3 приведены фотографии установки контроля,
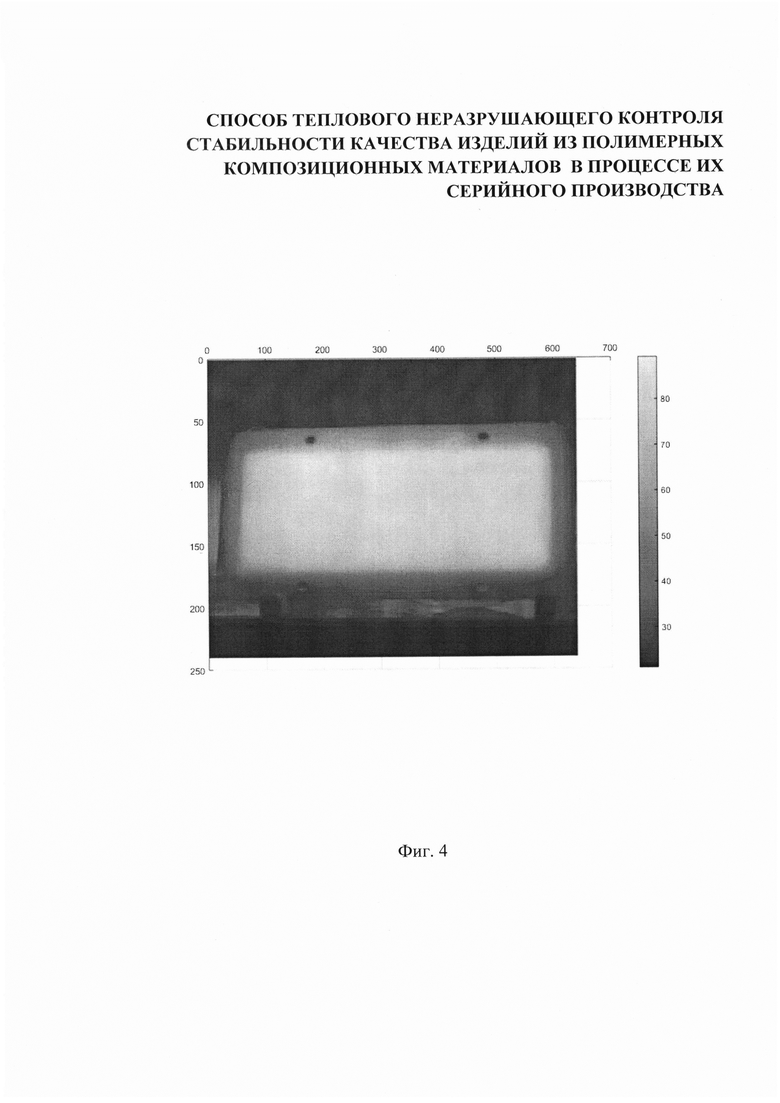
на фиг. 4 приведена, в качестве примера, термограмма поверхности 1-го объекта контроля в процессе нагружения горячей водой,
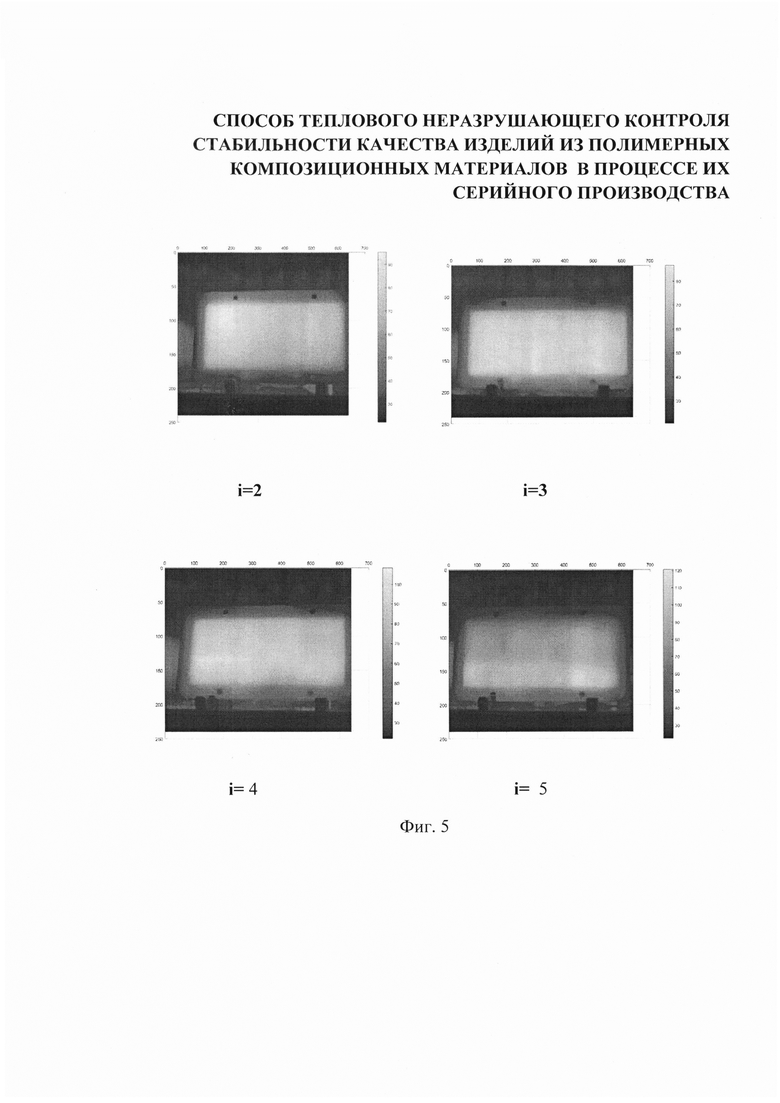
на фиг. 5 приведена термограмма поверхности i-го объекта контроля,
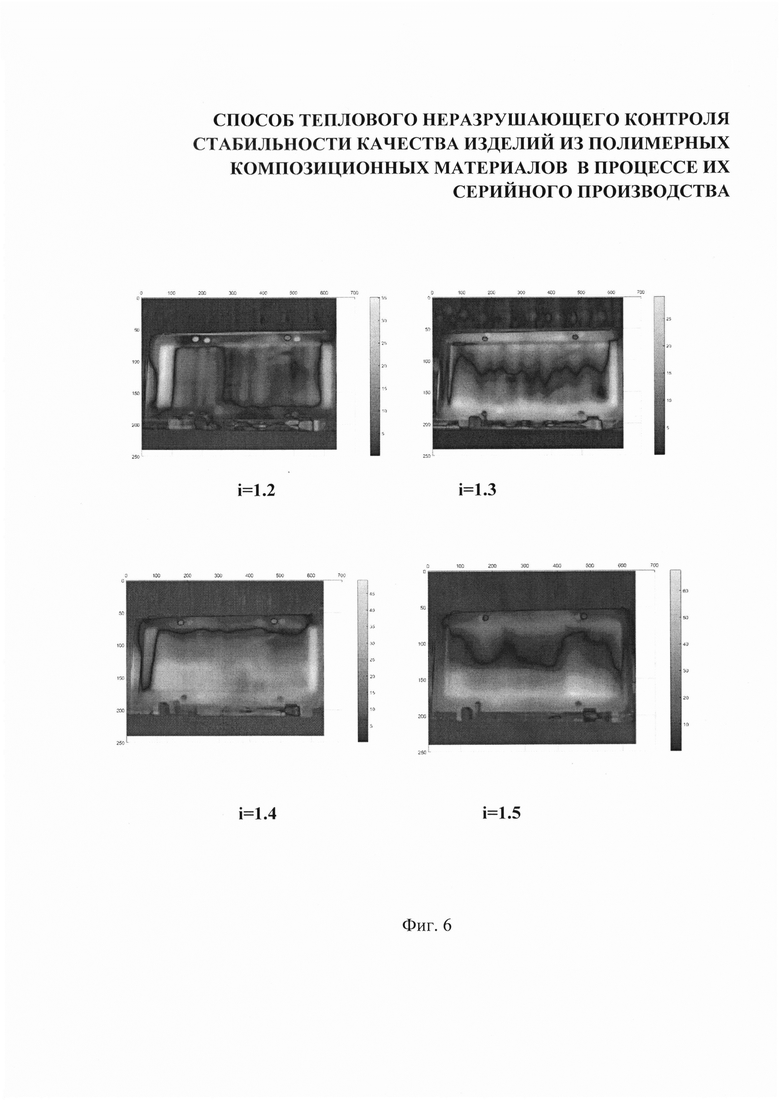
на фиг. 6 приведена термограмма (дефектограмма, разность термограмм 1-й и i-й термограммы) с отмеченными аномальными участками поверхности,
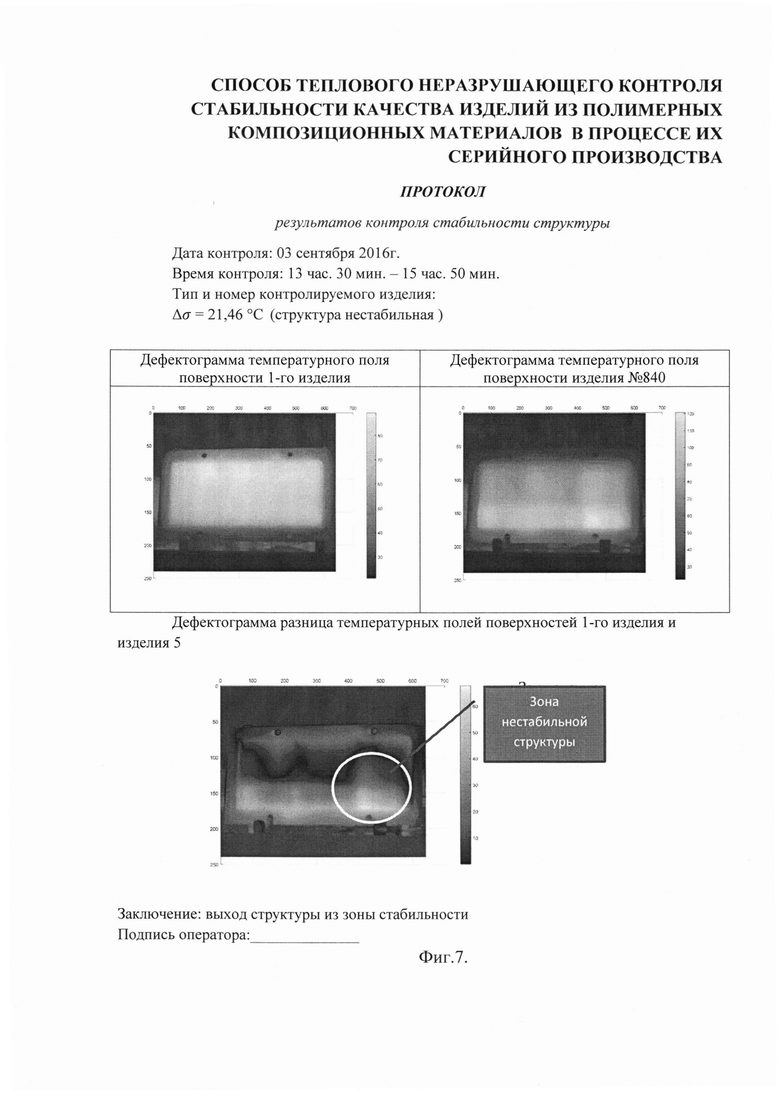
на фиг. 7 приведен протокол результатов стабильности структуры i-го изделия.
На приведенных чертежах приняты следующие обозначения:
1 - объект контроля (изделие),
2 - термографическая система (термограф),
3 - поле обзора термографической системы,
4 - механизированная система сканирования (вращения) объекта контроля,
5 - шланг для подачи горячей воды,
7 - область контроля (поле обзора термографической системы) по окружности объекта контроля,
8 - блок обработки информации,
9 - первый блок памяти,
10 - счетчик изделий,
11 - второй блок памяти,
12 - первый сумматор,
13 - делитель,
14 - третий блок памяти,
15 - второй сумматор,
16 - второй делитель,
17 - четвертый блок памяти,
18 - инвертор,
19 - третий сумматор,
20 - четвертый сумматор,
21 - пятый сумматор,
22 - первый умножитель,
23 - шестой сумматор,
24 - седьмой сумматор,
25 - третий делитель,
26 - восьмой сумматор,
27 - второй умножитель,
28 - девятый сумматор,
29 - четвертый делитель,
30 - десятый сумматор,
31 - блок сравнения,
32 - регистратор,
33 - одиннадцатый сумматор,
34 - второй блок сравнения,
35 - ключ.
Термографическая система 2 оптически связана с поверхностью контролируемого изделия 1.
Механизированная система сканирования 4 жестко связана с объектом контроля 1.
Выход системы сканирования подключен к входу блока 8 для передачи информации о номере контролируемого изделия.
Предпочтительный вариант осуществления изобретения
Все используемые электронные блоки построены на основе стандартных микропроцессорных схем и микропроцессорных сборок с перепрограммируемыми запоминающими устройствами, а система управления выключением/включением системы нагружения построена на стандартных релейных системах (см. например, Угрюмов Е.П. Цифровая схемотехника: учебн. пособие для вузов. - 3-е изд. перераб. и доп. - СПб.: - БХВ-Петербург, 2010). В качестве тепловизионного устройства 2 используется термографический комплекс ИРТИС-2000 или аналогичный по техническим характеристикам.
Конкретная реализация блоков микросхем приведена, например, в книгах:
- Справочник. Большие интегральные схемы запоминающих устройств / Под. Ред. А.Ю. Гордеева, Ю.Н. Дьяков. - М. Радио и связь.
- С.В. Якубович и др. Цифровые и аналоговые интегральные микросхемы. Справочник. - М., Радио и связь.
Способ осуществляется с помощью системы теплового неразрушающего контроля стабильности качества изделий из полимерных композиционных материалов в процессе их серийного производства, которая построена следующим образом.
Два выхода термографической системы 2 подключены к первым входам блоков памяти 9 и 11.
Первый выход первого блока памяти 9 подключен ко второму входу первого делителя 13 и второму входу делителя 16.
Третий выход первого блока памяти 9 подключен к первому входу восьмого сумматора 26 и ко второму входу ключа 35.
Второй выход первого блока памяти 9 подключен к первому входу первого делителя 13.
Выход первого сумматора 12 подключен к первому входу первого делителя 13.
Выход первого делителя 13 подключен к входу третьего блока памяти 14.
Первый выход второго блока памяти 11 подключен к входу второго сумматора 15.
Второй вход второго блока памяти 11 подключен к счетчику изделий 10, вход которого подключен к механизированной системе сканирования 4.
Второй выход второго блока памяти 11 подключен к первому входу третьего сумматора 19.
Выход второго сумматора 15 подключен к входу второго делителя 16.
Выход второго делителя 16 подключен к входу четвертого блока памяти 17.
Первый выход четвертого блока памяти 17 подключен к входу инвертора 18.
Второй выход четвертого блока памяти 17 подключен к первому входу пятого сумматора 21.
Выход инвертора 18 подключен к первому входу четвертого сумматора 20.
Выход третьего блока памяти 14 подключен ко второму входу четвертого сумматора 20 и второму входу пятого сумматора 21.
Выход четвертого сумматора 20 подключен ко второму входу третьего сумматора 19.
Выход третьего сумматора 19 подключен к первому входу пятого сумматора 21 и к третьему входу ключа 35.
Выход пятого сумматора 21 подключен к входу первого умножителю 22.
Выход первого умножителя 22 подключен к входу шестого сумматора 23.
Выход шестого сумматора 23 подключен к входу седьмого сумматора 24.
Выход седьмого сумматора 24 подключен к входу третьего делителя 25.
Выход восьмого сумматора 26 подключен к входу второго умножителя 27.
Выход второго умножителя 27 подключен к входу девятого сумматора 28.
Выход девятого сумматора 28 подключен к входу четвертого делителя 29.
Выход четвертого делителя 29 подключен ко второму входу десятого сумматора (39), к первому входу которого подключен выход третьего делителя 25.
Выход десятого сумматора 30 подключен к входу блока сравнения 31, первый выход которого подключен к регистратору 32.
Второй выход блока сравнения 31 подключен к первому входу ключа 35.
Второй выход одиннадцатого сумматора 33 подключен к входу второго блока сравнения 34.
Первый выход одиннадцатого сумматора 33 подключен ко второму входу регистратора 32.
Выход второго блока сравнения 34 подключен к третьему входу регистратора 32.
Вход счетчика изделий 10 подключен к выходу механизированной системы сканирования 4, а выход счетчика изделий 10 подключен к второму входу второго блока памяти 11.
Способ реализуется следующим образом.
Перед проведением контроля осуществляют тепловое возбуждение контролируемого объекта 1. Например, заливают горячую воду 6, нагретую до температуры Т, в изделие 1, которое в данном случае представляет собой герметичный баллон. Горячая вода заливается через шланг 5. Горячая вода создает на поверхности изделия 1 температурное поле, характеристики которого зависят от термического сопротивления стенок изделия 1. Термическое сопротивление стенки изделия 1 определяется его структурой, которая в свою очередь зависит от технологии его изготовления. Поскольку структура по поверхности изделия 1 является неоднородной, то и температурное поле поверхности также будет являться неоднородным.
Эта неоднородность несет информацию о стабильности структуры от изделия к изделию и, следовательно, о стабильности технологии изготовления.
Если структура изделий близка между собой, то и температурное поле будет отличаться незначительно. Это является информационным признаком стабильности структуры изделий, а следовательно, и режимов технологии изготовления изделий. Предварительно определяют критерий нестабильности «θ», превышение которого принимается за недопустимое отклонение режимов технологии от заданных.
Термографическое устройство 2 регистрирует температурное поле поверхности контролируемого объекта 1, при этом поле зрение 3 охватывает максимально большую площадь поверхности контролируемого объекта 1. Посредством механизированной системы сканирования 4 осуществляется перемещение (разворот) контролируемого изделия и обеспечивается регистрация температурного поля по всей поверхности изделия 1 в зонах 7. Регистрация температурного поля поверхности осуществляется в виде температурной матрицы Ti(m, n), здесь Т - значение температуры i-го изделия в целочисленных координатах поверхности изделия (m, n).
Значения температурного поля с выходов термографической системы 2 в виде температурной матрицы Ti(m, n) передается в блок обработки информации 8.
Значения матриц Ti(m, n) поступает одновременно в два блока памяти 9 и 11.
В первый блок памяти поступает температурная матрица первого изделия T1(m, n), которая принимается за эталонную и с которой будет производится сравнения всех температурных матриц контролируемых изделий.
Во второй блок памяти передается температурная матрица i-го изделия Ti(m, n), номер контролируемого изделия «i» передается в блок 11 от счетчика изделий 10.
В первом сумматоре 12 осуществляется суммирование температуры по всей матрицы T1(m, n):
где M, N - максимальные значения целочисленных координат.
В первом делителе 13 производится определение среднего значения температурного поля 1-го изделия:
Это значение передается и хранится в третьем блоке памяти 14.
Температурная матрица i-го изделия Ti(m, n) из второго блока памяти 11 передается во второй сумматор 15, где осуществляется суммирование температуры по всей матрицы Ti(m, n), т.е. по всему температурному полю i-го изделия 1:
Во втором делителе 16 осуществляется определение среднего значения температуры по поверхности i-го изделия:
Значения величин M, N передаются в делители 13 и 16 из блока памяти 9.
Среднее значение температуры Ticp передается в инвертор 17, где инвертируется.
В четвертый сумматор 20 из третьего блока памяти 14 и инвертора 18 передаются значения T1cp и (-Ticp) и осуществляется калибровка среднего значение i-го изделия по среднему значению температуры 1-го изделия:
ΔTicp=Т1ср-Ticp.
Значение ΔTicp из четвертого сумматора 20 передается в третий сумматор 19. Одновременно в третий сумматор 19 поступает температурная матрица i-го изделия из второго блока памяти 11 Ti(m, n).
В третьем сумматоре 19 осуществляется калибровка температурного поля i-го изделия - приведение его к среднему значению 1-го изделия для обеспечения корректности сравнения:
Tiк(m, n)=Ti(m, n)+ΔTicp.
Откалиброванная матрица температурного поля i-го изделия из третьего сумматора (19) передается в пятый сумматор (21). Здесь осуществляется измерение отклонения откалиброванного температурного поля i-го изделия от среднего значения:
ΔTi(m, n)=(Tik(m, n)-Ticp)
Результаты обработки из пятого сумматора 21 поступают в умножитель 22, где осуществляется определение величины квадрата отклонения откалиброванного температурного поля i-го изделия от среднего значения: (ΔTi(m, n))2=(ΔTi(m, n)×ΔTi(m, n)).
В шестом и седьмом сумматорах 23 и 24 осуществляется суммирование величины (ΔTi(m, n))2 по всему полю - по индексам «m» и «n».
Результаты суммирования поступают в третий делитель 26, где осуществляется определение среднеквадратичного отклонения (DTi) температурного поля поверхности i-го изделия:
В восьмой сумматор 26 из первого блока памяти 9 передается температурная матрица (температурное поле) 1-го изделия T1(m, n), а из третьего блока памяти 14 в блок 26 передается среднее значение температурного поля 1-го изделия T1cp.
В восьмом сумматоре 26 осуществляется определение отклонения температурного поля 1-го изделия от среднего значения:
ΔT1(m, n)=(T1(m, n)-T1cp)
Полученные значения в блоке 26 передаются в второй умножитель 27, где осуществляется определение величины квадрата отклонения температурного поля 1-го изделия от среднего значения, которая передается в девятый сумматор 28:
(ΔT1(m, n))2=(ΔT1(m, n)×ΔT1(m, n)).
В девятом сумматоре 28 осуществляется суммирование величины (ΔT1(m, n))2 по всему полю - по индексам «m» и «n».
Результаты суммирования поступают в четвертый делитель 29, где осуществляется определение среднеквадратичного отклонения DT1 температурного поля поверхности 1-го изделия:
Величины среднеквадратичных отклонений DT1 из блока 29 и DTi из блока 25 передаются в десятый сумматор 30, где осуществляется определение абсолютной величины разности среднеквадратичных отклонений:
ΔDTi=⎪DT1-DTi⎪.
Сигнал, соответствующий разности среднеквадратичных отклонений поступает в блок сравнения 31, где осуществляется сравнение величины разности среднеквадратичных отклонений с критерием стабильности «θ»:
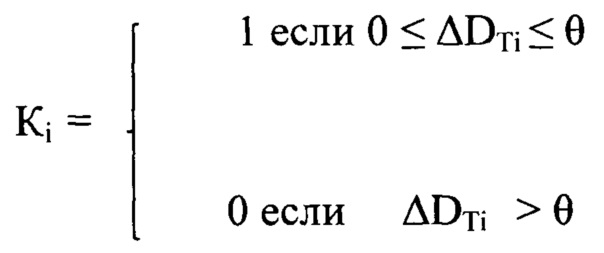
Здесь θ - критерий стабильности структуры и технологии изделия, определяется на основе предварительных экспериментальных исследований.
Ki=1 - структура стабильная,
Ki=0 - структура нестабильная.
Если Ki=1 - структура стабильная, то данная информация поступает на регистратор 31 и на этом функционирование блока 8 для i-го изделия завершается.
Если Ki=0 - структура нестабильная, то сигнал с первого блока сравнения 31 поступает на первый вход ключа 35.
При поступлении сигнала с блока сравнения 31 ключ 35 «открывается» сигналы с первого блок памяти 9 (T1(m, n)) и с третьего сумматора 19 (Tiк(m, n)) через «открытый» ключ 35 поступают на первый и второй входы одиннадцатого сумматора 33.
В одиннадцатом сумматоре 33 осуществляется определение абсолютной величины разности температурных полей 1-го изделия и откалиброванного температурного поля i-го изделия:
ΔTi(m, n)=|Tiк(m, n)-T1(m, n)|.
Величина ΔTi(m, n) передается в второй блок сравнения 34 где выявляются участки поверхности, соответствующие нестабильности структуры: (mд,nд) - целочисленные координаты поверхности с нестабильной структурой, (m, n) - целочисленные координаты поверхности с стабильной структурой:
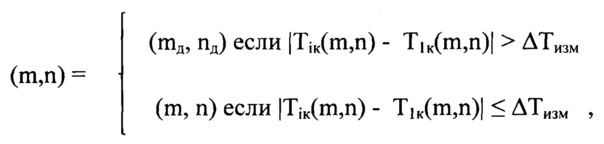
где - ΔТизм - погрешность измерения температурного поля.
Результаты функционирования одиннадцатого сумматора 33 и второго блока сравнения 34 поступают на второй и третий входы регистратора 32.
Таким образом, на регистраторе 32 фиксируется информация о стабильности структуры объекта контроля 1 и участки поверхности с нестабильной структурой, если такая обнаружена.
Экспериментальные исследования заявляемого способа проводились на установке с использование термографического комплекса ИРТИС-2000.
На фиг. 3 приведена фотография установки для экспериментальных исследований.
Экспериментальные исследования заключались в следующем.
Проводились работы в соответствии с описанным способом.
На фиг. 4 приведена термограмма поверхности 1-го объекта контроля (i=1).
На фиг. 5а-г термограмма поверхности i-го объекта контроля: i=2…5.
Обработка термограмм фиг. 5 проводилась в соответствии с предлагаемым способом с использованием устройства, приведенного на фиг 2.
θ - критерий стабильности структуры и технологии изделия, определен на основе предварительных экспериментальных исследований и составляет.
θ=19,5°C
Результаты обработки приведены в виде таблицы 1.
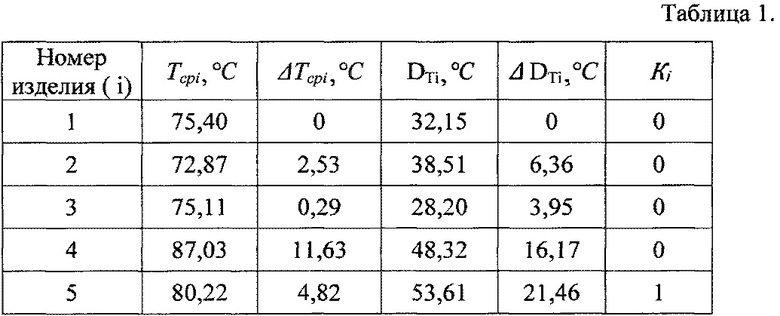
Ki=1 - структура стабильная,
Ki=0 - структура нестабильная.
На фиг. 6 приведена термограмма (дефектограмма, разность термограмм 1-й и 5-й термограммы) с отмеченными аномальными участками поверхности.
Из фиг. 6 ясно и наглядно видны те участки поверхности, на которых различия в структуре материала, превышающие допустимые пределы. Это позволило установит причину «сбоя» в технологии изготовления изделий и продолжить производство качественных изделий.
Результаты контроля приведены на фиг. 7 в виде протокола результатов стабильности структуры 5-го объекта контроля.
На основании экспериментальных исследований разработана промышленная технология (методика) контроля стабильности качества (технологии) изготовления баллонов из полимерных композиционных материалов.
Результаты экспериментальных исследований и опыт промышленного использования технологии (методики) контроля стабильности качества (технологии) изготовления баллонов позволили снизить себестоимость изготовления изделий на 5,6% за счет своевременного обнаружения изменений технологии их изготовления и повысить качество выпускаемых изделий за счет своевременного предотвращения поставки некачественных изделий или изделий близких к некачественным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ НАДЕЖНОСТИ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПО АНАЛИЗУ ВНУТРЕННИХ НАПРЯЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2506575C1 |
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2537520C1 |
| СПОСОБ МЕТРОЛОГИЧЕСКОЙ АТТЕСТАЦИИ ТЕПЛОВОГО КОНТРОЛЯ ПОГЛОЩЕНИЯ ЭНЕРГИИ ПОРАЖАЮЩЕГО ЭЛЕМЕНТА МНОГОСЛОЙНОЙ ТЕКСТИЛЬНОЙ БРОНЕВОЙ ПРЕГРАДОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2683436C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ТЕРМОТОМОГРАФИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2686498C1 |
| СПОСОБ ЭЛЕКТРОСИЛОВОЙ ТЕРМОГРАФИИ ПРОСТРАНСТВЕННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2690033C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ПРОСТРАНСТВЕННОГО КОНТРОЛЯ СПЛОШНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2676857C1 |
| Способ теплового контроля поглощения энергии поражающего элемента многослойной текстильной броневой преградой и устройство для его осуществления | 2018 |
|
RU2673773C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ СЛОЖНОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2812233C1 |
| СПОСОБ ЭЛЕКТРОСИЛОВОЙ ТЕРМОГРАФИИ ПРОСТРАНСТВЕННЫХ ОБЪЕКТОВ С ЗАШУМЛЕННОЙ ПОВЕРХНОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2740183C1 |
| Способ автоматизированного неразрушающего контроля качества изделий и устройство для его осуществления | 2017 |
|
RU2654298C1 |
Изобретение относится к области измерительной техники и может быть использовано для оценки стабильности технологии изготовления сложных пространственных конструкций из полимерных композиционных материалов (ПКМ). Способ включает регистрацию температурного поля изделий, выявление аномалий температурного поля, обусловленных концентраторами внутренних напряжений конструкции. После регистрации температурного поля поверхности i-го контролируемого изделия определяют среднее значение температуры на поверхности контролируемого изделия, калибруют среднее значение i-го изделия по среднему значению температуры 1-го изделия для обеспечения средних значений температурных полей всех изделий с целью достоверного сравнения температурных полей различных изделий. Калибруют температурное поле поверхности i-го изделия по температурному полю 1-го изделия. Измеряют отклонение температуры в координатах m, n от среднего значения температуры поверхности контролируемого изделия. Определяют среднеквадратичное отклонение температуры по контролируемой поверхности. Сравнивают по абсолютной величине среднеквадратичное отклонение отклонений температурного поля 1-го и i-го изделий. Сравнивают разницу среднеквадратичных отклонений с заданным критерием стабильности и определяют стабильность Ki структуры и технологии i-го изделия. В случае если Ki=0, осуществляют регистрацию областей нестабильности структуры поверхности контролируемого объекта путем измерения разности температурных полей i-го и 1-го изделий и определения координат mд, nд участка поверхности с нарушенной структурой следующим образом. Повторяют операции для всей партии контролируемых изделий и фиксируют изделие, начиная с которого структура изделия, а значит, и технология его изготовления изменилась на недопустимую величину. Технический результат - повышение достоверности результатов оценки технического и эксплуатационного состояния сложных конструкций и их элементов из ПКМ. 7 ил., 1 табл.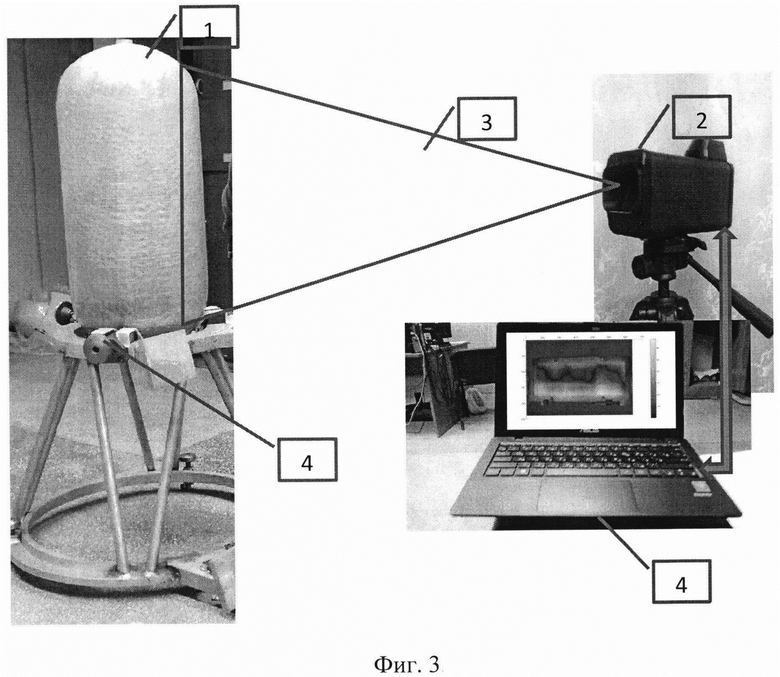
Способ теплового неразрушающего контроля стабильности качества изделий из полимерных композиционных материалов в процессе их серийного производства, включающий регистрацию температурного поля изделий, выявление аномалий температурного поля, обусловленных концентраторами внутренних напряжений конструкции и оценку качества изделий по анализу температурного поля, отличающийся тем, что после регистрации температурного поля поверхности i-го контролируемого изделия
а) определяют среднее значение температуры на поверхности контролируемого изделия
где M, N - максимальные величины целочисленных координат m, n,
б) калибруют среднее значение i-го изделия по среднему значению температуры 1-го изделия:
ΔTiср=Тlср-Tiср
для обеспечения средних значений температурных полей всех изделий с целью достоверного сравнения температурных полей различных изделий,
в) калибруют температурное поле поверхности i-го изделия по температурному полю 1-го изделия:
Tiк(m, n)=Ti(m, n)+ΔTicp,
г) измеряют отклонение температуры в координатах m, n от среднего значения температуры поверхности контролируемого изделия
ΔТi(m, n)=(Tiк(m, n)-Ticp)
д) определяют среднеквадратичное отклонение температуры по контролируемой поверхности

е) сравнивают по абсолютной величине среднеквадратичное отклонение отклонений температурного поля 1-го и i-го изделий
ΔDTi=|DT1-DTi|
ж) сравнивают разницу среднеквадратичных отклонений ΔDTi с заданным критерием θ стабильности и определяют стабильность (Ki) структуры и технологии i-го изделия следующим образом:
где θ - критерий стабильности структуры и технологии изделия, определяется на основе предварительных экспериментальных исследований.
з) в случае если Ki=0, осуществляют регистрацию областей нестабильности структуры поверхности контролируемого объекта путем измерения разности температурных полей i-гo и 1-го изделий и определения координат mд, nд участка поверхности с нарушенной структурой следующим образом:
где - ΔТизм - погрешность измерения температурного поля,
и) повторяют операции а)-з) для всей партии контролируемых изделий и фиксируют изделие, начиная с которого структура изделия, а значит, и технология его изготовления изменилась на недопустимую.
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ НАДЕЖНОСТИ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПО АНАЛИЗУ ВНУТРЕННИХ НАПРЯЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2506575C1 |
| US 20110310923 A1, 22.12.2011 | |||
| US 4841149 A, 20.06.1989 | |||
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ КРУПНОГАБАРИТНОГО СОСУДА | 2012 |
|
RU2520952C1 |
| СПОСОБ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СКРЫТЫХ ДЕФЕКТОВ ВСПЕНЕННОГО ИЗОЛИРУЮЩЕГО СЛОЯ В ИЗДЕЛИЯХ С МНОГОСЛОЙНОЙ СТРУКТУРОЙ | 2014 |
|
RU2578260C1 |

