Область техники
Изобретение относится к области измерительной техники и может быть использовано для оценки надежности и качества различных изделий. Особенно актуально применение данного изделия для контроля изделий сложной конструкции из материалов, имеющих большой разброс характеристик (определяемых как результат воздействия с контролируемым материалом различных физических полей - тепловых, акустических, радиоволновых и т.п.), например, многослойных конструкций из полимерных композиционных материалов (ПКМ).
Изобретение может быть использовано для контроля надежности и качества сложных пространственных многослойных конструкций из ПКМ как в процессе производства, так и в процессе эксплуатации: пространственных сетчатых конструкций, отсеков космических аппаратов, ракетных двигателей, элементов авиационных двигателей, трубопроводов, герметичных сосудов и т.п.
Особенно эффективно применение заявленного изобретения при испытании потенциально опасных и дорогих в изготовлении конструкциях, к которым с одной стороны предъявляются высокие требования по надежности и качеству эксплуатации, а с другой стороны они являются достаточно дорогими и трудоемкими в изготовлении для того, чтобы достаточно большое количество конструкций можно было заменить другими изделиями, имеющими требуемые параметры. Достоверное выявление дефектов очень актуально для изделий ракетно-космической техники, где существуют взаимно исключающие требования: когда, с одной стороны, требуется обеспечить необходимую надежность конструкции (т.е., например, увеличить толщину конструкции), а, с другой стороны, имеются ограничения по массе и габаритным размерам, которые требуют уменьшить толщину материалов. При этом требуется определить потенциально опасные места (узлы конструкции), которые в первую очередь могут разрушиться (вследствие наличия дефектов типа нарушения сплошности), что может привести к аварии и которые возможно необходимо укреплять.
Уровень техники
Достоверное определение качества сплошности материала является актуальной задачей в процессе создания эффективных и надежных конструкций из различных материалов.
Существует достаточно большое количество методов контроля сплошности материала: рентгеновский метод, ультразвуковой метод, визуальный оптический метод, вихретоковый метод.
Все методы имеют свои особенности и области применения. Но все методы имеют одну общую операцию - процесс обнаружения нарушения сплошности (дефектов), т.е. выделение в контролируемом материале областей, имеющих характеристики, отличные от основного материала. Это могут быть, например, трещины, расслоения и т.п.Задача значительно усложняется наличием сложной формы поверхности изделий и сложной внутренней конструкцией - например, турбинные лопатки.
Перспективным направлением в современной технике является использование композитных материалов, как металлических, так и полимерных, обладающих рядом преимуществ перед традиционными материалами, особенно в авиакосмических отраслях техники, машиностроении, энергетике и др. Это вызвано большим разнообразием видов таких материалов, специфическими особенностями конструкций из них и технологией изготовления, и случайным изменением физико-механических и прочностных характеристик, большим разнообразием типов материалов, и их характеристик.
Кроме того, эти материалы в большинстве отраслей промышленности работают в условиях статических и динамических нагрузок.
Повысить качество конструкций невозможно без достоверной оценки критериев качества материалов. Соответственно невозможна разработка мероприятий и технологий по повышению качества конструкций. Одним из признаков качества конструкций, особенно в ракетно-космической и авиационной отраслях, являются массогабаритная и энергетическая характеристики, которые определяются, в т.ч. качеством сплошности материала.
Учитывая, что такие конструкции являются, как правило, достаточно дорогими, как в стоимостном выражении, так и в трудоемкости изготовления, и очевидно, что выход их строя конструкции ведет к большим финансовым и другим потерям, необходимо с одной стороны каждую конструкцию подвергать испытанию на предмет соответствия ее качества характеристик требуемым, а с другой стороны, эти испытания должны минимально «травмировать» конструкцию при максимальной информативности результатов испытаний.
Здесь на первое место выходят методы неразрушающего контроля, основанные на различных физических принципах и методы достоверного для решаемой задачи обнаружения внутренних нарушений сплошности по анализу изменения результатов взаимодействия физических полей с контролируемым материалом. Они позволяют объективно определять фактическое состояние конструкции, оценить надежность их эксплуатации и дать рекомендации по ее ремонту или восстановлению.
Существует большое количество методов и средств неразрушающего контроля материалов (дефектоскопии) и устройств для их осуществления.
Аналоги изобретения - методы неразрушающего контроля и устройства для их осуществления - подробно раскрыты в следующих материалах:
1. И.Н. ЕРМОЛОВ, Н.П. АЛЕШИН, А.И. ПОТАПОВ. Неразрушающий контроль. Акустические методы контроля. Кн. 2. - М.: Высшая школа1991, с. 92-95.
2. ЕР 0486689 А1, 27.05.1992.
3. SU 1396046 А1, 15.05.1988.
4. SU 1158919 А, 30.05.1985.
5. SU 319895, 02.11.1971.
6. SU 1649414 А1, 15.05.1991.
7. SU 824032, 23.04.1981.
8. DE 4031895 А1, 25.04.1991.
Общий недостаток практически всех существующих методов и средств неразрушающего контроля заключается в следующем: определение порогового значения сигнала осуществляется посредством эталонного образца с эталонным дефектом. Обнаружение дефектных участков осуществляется путем сравнения сигнала по поверхности контролируемого материала с пороговым значением сигнала. Это простой и надежный метод. Однако он обладает принципиальным недостатком: практически невозможно изготовить эталонные образцы со всеми вариантами характеристик внутренних дефектов, а, значит, в результате происходит обнаружение некоторого «усредненного» дефекта и с большой вероятностью возможен пропуск опасных дефектов. Такой метод не учитывает влияния случайных изменений свойств контролируемых материалов на результаты контроля.
В патенте РФ №2171469 раскрыт способ неразрушающего контроля качества объекта.
Данный способ направлен на определение порогового значения сигнала в процессе неразрушающего контроля и включает следующие действия:
- сканируют поверхность контролируемого объекта информационными датчиками физических полей,
- измеряют величины сигналов излучения физического поля с каждой точки поверхности контролируемою объекта,
- разбивают весь диапазон величин сигналов излучения физического поля по их значениям на I интервалов,
регистрируют измеренные сигналы по принадлежности к соответствующим интервалам,
- определяют количество измеренных сигналов в каждом интервале (Ki),
- рассчитывают разность количества измеренных сигналов в последующем и предыдущем интервалах  по всему диапазону значений величин измеренных сигналов,
по всему диапазону значений величин измеренных сигналов,
- а в качестве порогового значения величины сигнала излучения физического поля выбирают значение из интервала, для которого разность количества измеренных сигналов в данном и предыдущем интервалах меньше нуля, а разность количества измеренных сигналов в данном и последующем интервалах больше нуля.
Поэтому на сегодняшний день имеется потребность в создании способа контроля реальных конструкций из сложных материалов и устройства для его осуществления, который может применяться на практике для широкого круга объектов с различными характеристиками и изменяемыми характеристика материала и позволяет обнаруживать различные типы внутренних дефектов на фоне изменяемых характеристик материала, которые могут содержать признаки ложных дефектов.
Настоящее изобретение направлено на решение задачи обеспечения оперативного достоверного контроля качества сплошности многослойных сложных конструкций и их элементов в процессе производства и в реальных условиях эксплуатации. Т.е. в конечном итоге изобретение направлено на повышение безопасности эксплуатации сложных потенциально опасных конструкций.
Наиболее близким аналогом (прототипом) к заявленным способу и устройству является способ неразрушающего контроля качества объекта и устройство, используемое при его осуществлении, по патенту №РФ 2666158.
Данный способ направлен на определение порогового значения сигнала в процессе неразрушающего контроля и включает следующие действия:
- сканируют поверхность контролируемого объекта информационными датчиками физических полей,
- измеряют величины сигналов излучения физического поля с каждой точки поверхности контролируемою объекта,
- разбивают весь диапазон величин сигналов излучения физического поля по их значениям на I интервалов,
регистрируют измеренные сигналы по принадлежности к соответствующим интервалам,
- определяют количество измеренных сигналов в каждом интервале (Ki),
- рассчитывают разность количества измеренных сигналов в последующем и предыдущем интервалах  по всему диапазону значений величин измеренных сигналов,
по всему диапазону значений величин измеренных сигналов,
- в качестве порогового значения величины сигнала излучения физического поля выбирают значение из интервала, для которого разность количества измеренных сигналов в данном и предыдущем интервалах меньше нуля, а разность количества измеренных сигналов в данном и последующем интервалах больше нуля,
Далее осуществляют обнаружение дефектов в материале на основании анализа информационного признака дефекта (изменение сигнала) на фоне изменения сигнала на качественном участке:
- априори определяют, что больше по величине - сигнал на дефектном участке или сигнал на качественном участке, принимают для определенности, что сигнал на дефектном участке меньше по величине сигнала на качественном участке,
- задают Рдложн и Рдпроп с учетом задач контроля: для обнаружения всех дефектов с вероятной перебраковкой или отсутствия перебраковки с вероятностью пропуска дефектов, где
Рдложн - вероятность ложного обнаружения дефектов,
Рдпроп - вероятность пропуска дефектов,
- дополнительно измеряют величину сигнала в центре интервала, на который попадает наибольшее количество сигналов дефектного участка - Uдmax, удовлетворяющего следующим условиям:

- дополнительно измеряют величину сигнала в центре интервала, на который попадает наибольшее количество сигналов качественного участка - Uкmax, удовлетворяющего следующим условиям:

где i - номер интервала измерения,
- измеряют номер интервала т, соответствующего величине 0,67 Uдmax и номер интервала n, соответствующего 0,67 Uкmax,
- дополнительно измеряют величину сигнала в центре интервала m - Uдm и в центре интервала n - Uкn
- определяют среднеквадратичное значение распределения сигналов на дефектных участках:
- определяют среднеквадратичное значение распределения сигналов на качественных участках:
- задают соотношение между величинами: Рдложн и Рдпроп
при этом величину χ определяют исходя из задач, стоящих перед проведением контроля: обнаружение всех дефектов с допустимой перебраковкой, либо выявление только явных дефектов с допустимым пропуском дефектов, и
- определяют численное значение порогового сигнала Uпор путем решения следующего уравнения:
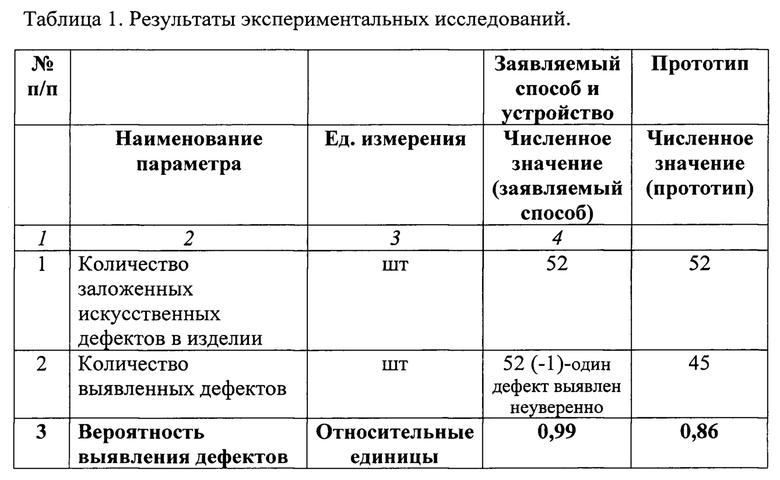
Известное устройство включает блоки:
датчики позиционирования (1);
сканирующая система (3),
устройство регистрации информационного сигнала (дефектоскоп) (5),
устройство измерения информационного сигнала (6),
устройство обнаружения дефектов (12),
регистратор (13),
при этом
сканирующая система (3) жестко соединена с контролируемым изделием (2),
вход датчиков позиционирования (1) жестко соединены с контролируемым изделием (2),
первый выход датчиков позиционирования (1) подключены к второму входу устройства обнаружения дефектов (12),
вход устройства регистрации информационного сигнала (дефектоскоп) (5) подключено к контролируемому изделию (2) через информационный сигнал,
выход устройства регистрации информационного сигнала (дефектоскоп) (5) подключен к входу устройства измерения информационного сигнала (6),
третий выход устройства измерения информационного сигнала (6) подключен к второму входу устройства обнаружения дефектов (12),
второй выход датчиков позиционирования (1) подключен в второму входу регистратора (13),
второй выход устройства обнаружения дефекта (12) подключен к первому входу регистратора (13),
Данный способ более достоверен, чем способы, приведенные в качестве аналогов, но обладает существенным недостатком. В процессе решения практических задач неразрушающего контроля ответственных изделий. Недостаток связан с тем, что материалы могут иметь достаточно большой разброс характеристик на различных участках и этот разброс невозможно компенсировать способом, изложенном в прототипе. Необходимо выставить такое пороговое значение сигнала, которое позволяло-бы обнаруживать все дефекты (нарушения сплошности) с вероятностью более заданной. Известный способ это сделать не позволяет.
Сущность изобретения
Технический результат, достигаемый при использовании изобретения, заключается в повышении достоверности выявления дефектов и в обеспечении выявления дефектов с заданной вероятностью, т.е., в конечном итоге, повышении достоверности результатов оценки технического и эксплуатационного состояния сложных конструкций и их элементов.
Технический результат в части способа достигается за счет того, что в процессе сканирования поверхности контролируемого объекта информационными датчиками физических полей и измерения величины сигналов излучения физического поля с каждой точки поверхности контролируемою объекта,
выполняют следующие действия:
- в процессе сканирования поверхности изделия и непрерывного измерения величины сигнала U(Δxi) одновременно непрерывно измеряют величину отношения сигнал/шум (σ) на отрезке сканирования xj=x0+∑(Δxi)i=1…j.
Эти действия правомочны, т.к. величина дефекта по размерам как правило гораздо меньше величины отрезков контролируемого объекта.
следующим образом в условиях нормального распределения сигнала:
где
 - среднее значение сигнала на интервале i=1…j.
- среднее значение сигнала на интервале i=1…j.
 - среднеквадратичное отклонение сигнала на интервале i=1…j.
- среднеквадратичное отклонение сигнала на интервале i=1…j.
- значение отношения сигнал/шум непрерывно в процессе сканирования сравнивается с заранее заданной величиной (δ) следующим образом:

Величина δ задается из соображений достоверности выявления дефектов, как правило, δ≤3 и определяет однородность контролируемого участка с точки зрения изменения сигнала;
- если дефект на заданном отрезке не обнаружен, то сканирование продолжается на следующем отрезке:
Величину δ задают из условия достоверности выявления дефектов меньше или равной 3.
Технический результат в части устройства автоматизированного неразрушающего контроля качества изделий сложной конструкции достигается за счет того, что устройство дополнительно снабжено следующими блоками:
блок памяти (архив исходных данных) (4),
устройство измерения среднего значения информационного сигнала (7),
устройство измерения среднеквадратичного измерения информационного сигнала (8),
делитель (9),
сумматор (10),
датчик продолжения сканирования (11),
инвертор (12),
при этом
первый выход датчиков позиционирования (1) подключен к третьему входу устройства обнаружения дефектов (12),
второй выход датчиков позиционирования (1) подключен одновременно к второму входу регистратора (13), первому входу устройства измерения среднего значения информационного сигнала (7) и второму входу устройства измерения среднеквадратичного измерения информационного сигнала (8),
вход устройства регистрации информационного сигнала (дефектоскоп) (5) через информационный сигнал связан с контролируемым изделием (2),
вход датчиков позиционирования (1) подключен к контролируемому изделию (2),
выход сканирующей системы (3) подключен в контролируемому изделию (2),
выход устройства регистрации информационного сигнала (дефектоскоп) (5) подключен к входу устройства измерения информационного сигнала (6),
первый выход устройства измерения информационного сигнала (6) подключен к второму входу устройства измерения среднего значения информационного сигнала (7),
второй выход устройства измерения информационного сигнала (6) подключен к первому входу устройства измерения среднеквадратичного измерения информационного сигнала (8),
третий выход устройства измерения информационного сигнала (6) подключен к второму входу устройство обнаружения дефектов (12),
выход устройства измерения среднего значения информационного сигнала (7) подключен к первому входу делителя (9),
выход устройства измерения среднеквадратичного измерения информационного сигнала (8) подключен к второму входу делителя (9),
первый выход делителя (9) подключен к входу блока памяти (архив исходных данных) (4),
выход блок памяти (архив исходных данных) (4) подключен к входу инвертора (14),
выход инвертора (14) подключен к второму входу сумматора (10),
первый выход сумматора (10) подключен к первому входу датчика продолжения сканирования (11),
второй выход сумматора (10) подключен к первому входу устройства обнаружения дефектов (12),
второй выход устройства обнаружения дефектов (12) подключен к первому входу регистратора (13),
первый выход устройства обнаружения дефектов (12) подключен к второму входу датчика продолжения сканирования (11),
выход датчика продолжения сканирования (11) подключен к входу сканирующей системы (3).
Устройство регистрации информационного сигнала представляет собой дефектоскоп.
Блок памяти выполнен с возможностью хранения архива исходных данных.
Датчик продолжения сканирования выполнен в виде логической схемы «если-то», выполненной на микросхеме.
Описание фигур чертежей
Сущность изобретения и возможность достижения технического результата будут более понятны из последующего описания со ссылками на позиции чертежей, где на:
фиг. 1 приведена структурная схема устройства автоматизированного неразрушающего контроля качества изделий сложной конструкции,
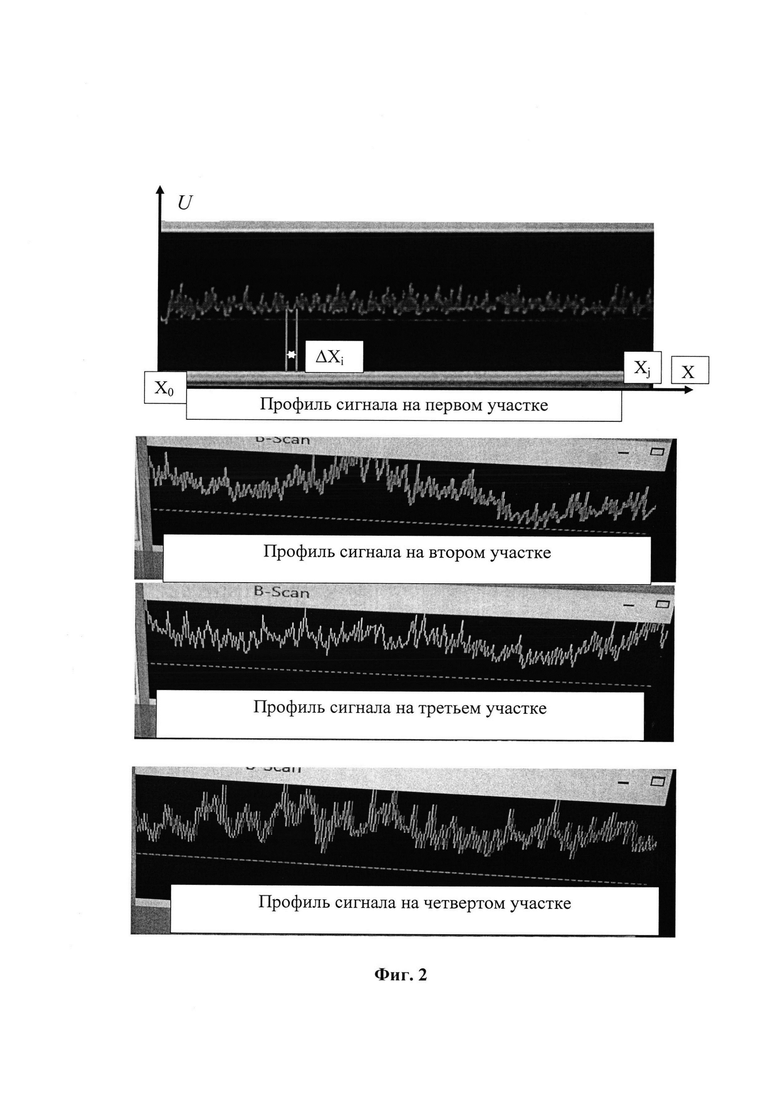
фиг. 2 приведены распределение информационного сигнала на различных участках контролируемой поверхности,
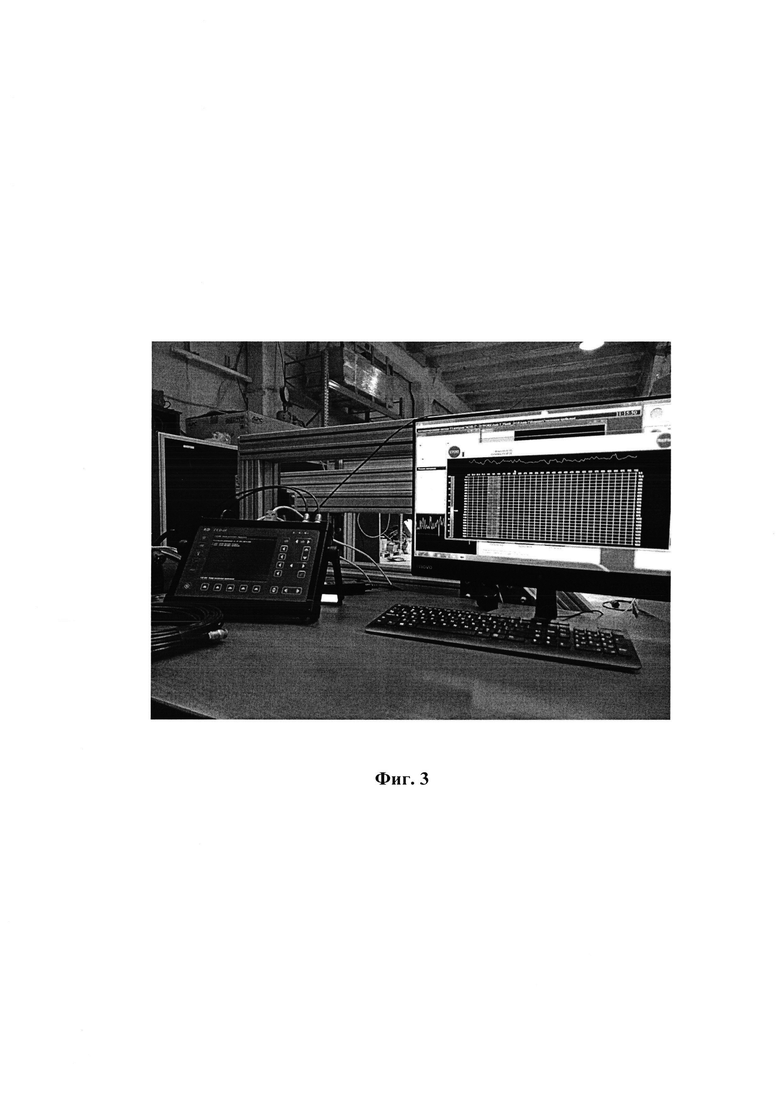
фиг. 3 приведено устройство регистрации информационного сигнала (дефектоскоп) и устройство измерения информационного сигнала
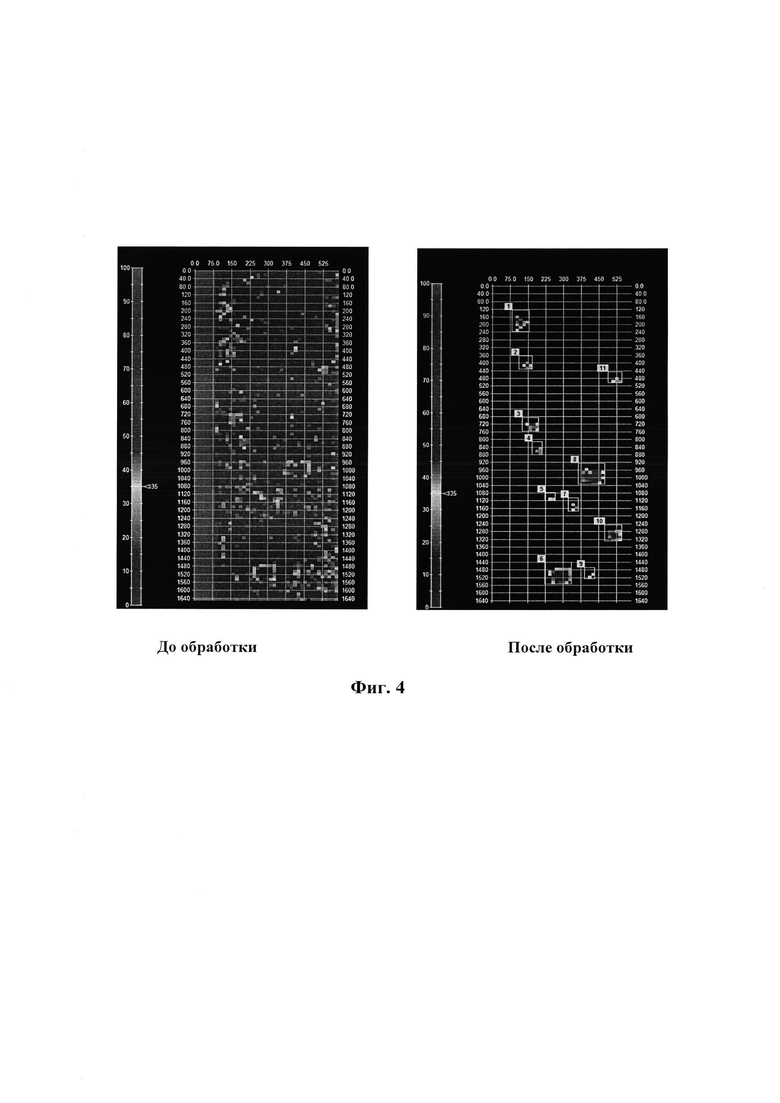
фиг. 4 приведены дефектограммы до и после обработки сигналов по способу, описанному в прототипе,
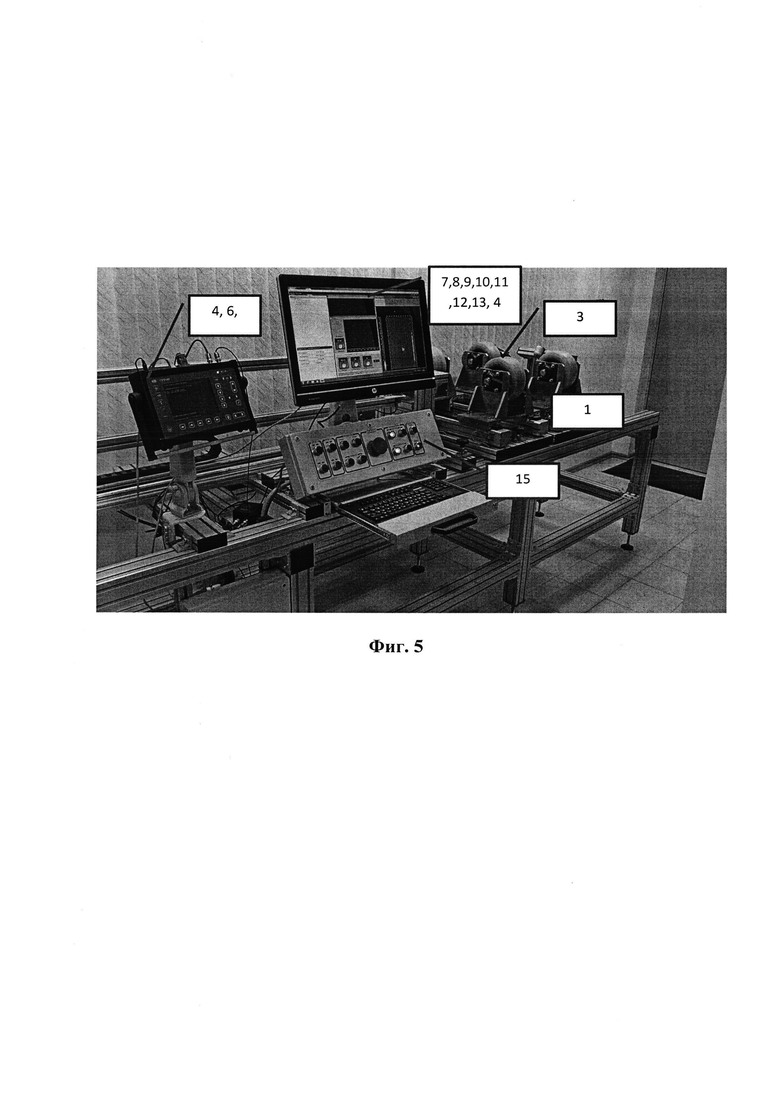
фиг. 5 - устройство автоматизированного неразрушающего контроля качества изделий сложной конструкции,
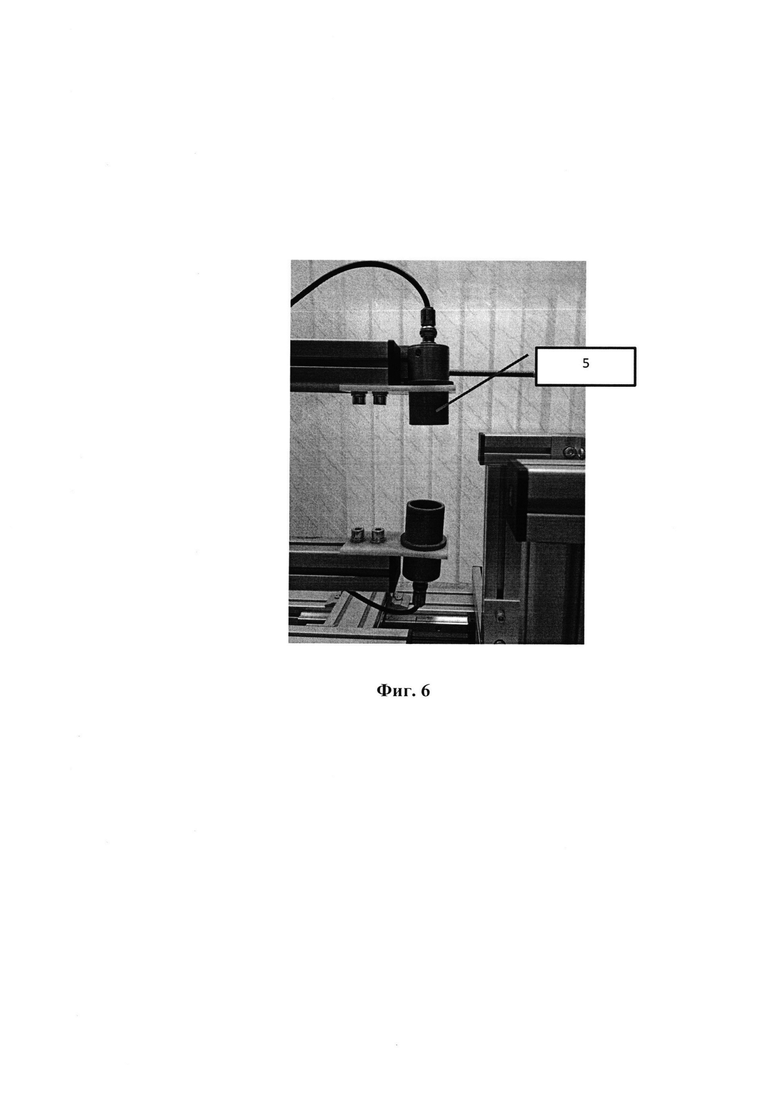
фиг. 6 - устройство регистрации информационного сигнала,
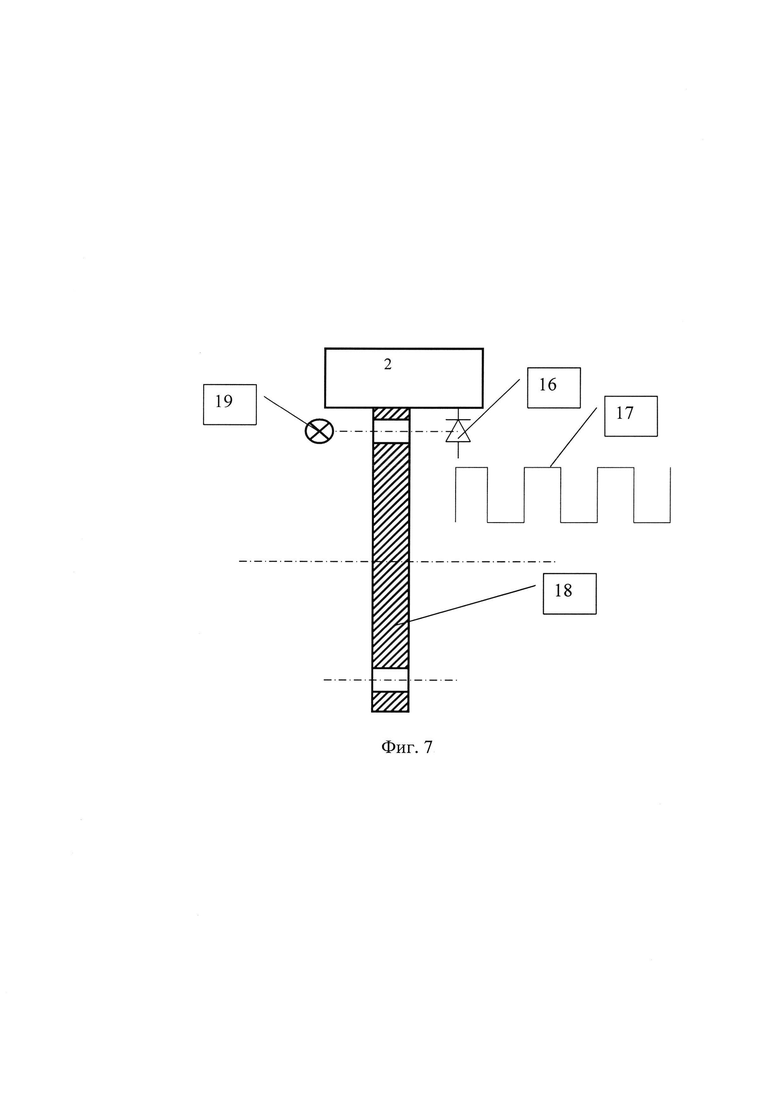
Фиг. 7 - датчик позиционирования.
На фигурах использованы следующие обозначения:
1 - датчики позиционирования;
2 - контролируемое изделие,
3 - сканирующая система,
4 - блок памяти (архив исходных данных),
5 - устройство регистрации информационного сигнала (ультразвуковые бесконтактные преобразователи),
6 - устройство измерения информационного сигнала,
7 - устройство измерения среднего значения информационного сигнала,
8 - устройство измерения среднеквадратичного измерения информационного сигнала,
9 - делитель,
10 - сумматор,
11 - датчик продолжения сканирования,
12 - устройство обнаружения дефектов,
13 - регистратор, 1 4 - инвертор,
15 - пульт управления контролем,
16 - фотодиод,
17 - форма сигнала с датчика позиционирования,
18 - непрозрачный диск с отверстиями,
19 - источник излучения.
х0 - координата начало участка профиля сигнала,
xj - координата окончания j-го участка профиля сигнала,
Δxi - шаг измерения информационного сигнала,
U - величина сигнала в условных единицах.
Предпочтительный вариант осуществления изобретения
Все используемые электронные блоки построены на основе стандартных микропроцессорных схем и микропроцессорных сборок с перепрограммируемыми запоминающими устройствами (см. например, Угрюмов Е.П. Цифровая схемотехника: учебн. пособие для вузов. - 3-е изд. перераб. и доп. - СПб.: - БХВ-Петербург, 2010.).
В качестве устройства регистрации информационного сигнала (дефектоскоп) используется дефектоскоп УСД-60 (в качестве примера), а устройства измерения информационного сигнала - компьютерная система со специальным программным обеспечением.
В контексте настоящего изобретения под изделиями сложной конструкции понимаются изделия из материалов, имеющих большой разброс характеристик (определяемых как результат воздействия с контролируемым материалом различных физических полей - тепловых, акустических, радиоволновых и т.п.), например, многослойных конструкций из полимерных композиционных материалов (ПКМ).
Способ осуществляется следующим образом.
Посредством сканирующей системы (3) осуществляется перемещение контролируемого изделия (2) относительно устройства регистрации информационного сигнала (5). На фиг. 5 и фиг. 6 приведены фотографии устройства автоматизированного неразрушающего контроля качества изделий сложной конструкции и устройства регистрации информационного сигнала (ультразвуковые бесконтактные преобразователи).
Местоположение устройства регистрации информационного сигнала (5) относительно контролируемого изделия (2) осуществляется датчиками позиционирования (1) - фиг. 8.
Датчик позиционирования (1) работает следующим образом.
Непрозрачный диск с отверстиями (18) плотно соприкасается с поверхностью контролируемого изделия (2). При перемещении изделия (2) диск (18) проворачивается вокруг своей оси и, таким образом, поток излучения от источника излучения (19) попадает или не попадает на фотодиод (16) в зависимости от того, находится между источником излучения (19) и фотодиодом (16) отверстие диска (18) или не находится.
В результате фотодиодом (16) формируется сигнал (17), несущий информацию о положении устройство регистрации информационного сигнала (дефектоскопа) (5) относительно поверхности контролируемого изделия (2).
Количество отверстий на диске (18) определяется шагом измерения информационного сигнала - Δxi.
Информация о местоположении устройства регистрации информационного сигнала (5) относительно контролируемого изделия (2) с датчиков позиционирования (1) в виде координат с шагом (Δxi) поступает на регистратор (13), устройство измерения среднего значения информационного сигнала (7) и устройство измерения среднеквадратичного значения информационного сигнала (8).
Зарегистрированный информационный сигнал, несущий информацию о качестве материала контролируемого изделия (2), с блока (5) поступает в устройство измерения информационного сигнала (6), где производится его измерение - U(Δxi) на интервале  Измерение информационного сигнала производилась устройством фиг. 3: ультразвуковой бесконтактный дефектоскоп УСД-60 с компьютерной функцией измерения и предварительной обработки данных.
Измерение информационного сигнала производилась устройством фиг. 3: ультразвуковой бесконтактный дефектоскоп УСД-60 с компьютерной функцией измерения и предварительной обработки данных.
На фиг. 2 в качестве примера приведены распределения информационного сигнала на четырех участках контролируемого изделия. Наглядно видно отличие сигналов на качественном (бездефектном) участках изделия. Это свидетельствует о том, что одинаковая величина порогового сигнала для этих участком неприемлема.
Далее производится измерение отношение сигнал/шум на интервале 

Измерение этой величины осуществляется следующим образом.
Из устройства измерения информационного сигнала (6) сигнал U(Δxi) непрерывно на интервале  поступает одновременно в устройство измерение среднего значения информационного сигнала (7) и устройство измерения среднеквадратичного измерения сигнала (8).
поступает одновременно в устройство измерение среднего значения информационного сигнала (7) и устройство измерения среднеквадратичного измерения сигнала (8).
В устройстве (7) производится измерение среднего значения информационного сигнала  следующим образом:
следующим образом:

Здесь:
 - среднее значение сигнала на интервале
- среднее значение сигнала на интервале 
j - номер интервала измерения,
i - номер шага измерения,
Δх - шаг измерения сигнала (шаг датчиков позиционирования),
 - величина шума (среднеквадратичное значение) сигнала на интервале измерения «j».
- величина шума (среднеквадратичное значение) сигнала на интервале измерения «j».
В устройстве (8) осуществляется измерение среднеквадратичного значения сигнала на интервале «j» следующим образом:

Измеренные величины  из устройств (7) и (8) непрерывно поступают на вход делителя (9) где непрерывно с шагом Δх производится измерение отношение сигнал/шум (формула 1).
из устройств (7) и (8) непрерывно поступают на вход делителя (9) где непрерывно с шагом Δх производится измерение отношение сигнал/шум (формула 1).
Одновременно с измерением сигнал/шум в устройстве (9) с этого устройства поступает информационный сигнал в блок памяти (архив исходных данных).
По этому сигналу из блока (4) в инвертор передается величина допустимого значения сигнал/шум - (δ) на контролируемом интервале «j». Как правило, принимают δ≤3. Следует отметить, что чем меньше эта величина, тем с более достоверно будет выявление дефектов.
В инверторе (14) величина δ инвертируется и поступает на второй вход сумматора (10). В сумматоре осуществляется сложение величин (ρш)j и (-δ):
σ=(ρш)j + (-δ) и формируются информационные управляющие сигналы следующим образом:
- если σ≤0 - сканирование контролируемого изделия продолжается. В этом случае информационный сигнал с сумматора (10) поступает датчик продолжения сканирования (11), с которого информационный сигнал поступает на сканирующую систему (3) и сканирование продолжается,
- если σ>0 информационный сигнал с сумматора (10) поступает на устройство обнаружения дефектов (12). В устройстве (12) осуществляется обнаружение дефектов на интервале Результаты обнаружения дефектов с устройства (12) передаются на регистратор (13).
Датчик продолжения сканирования (11) представляет собой стандартную логическую схему «если-то» выполненную на стандартных микросхемах, например, 155 серии ((см. например, Угрюмов Е.П. Цифровая схемотехника: учебн. пособие для вузов. - 3-е изд. перераб. и доп. - СПб.: - БХВ-Петербург, 2010.).
Если дефект на заданном отрезке не обнаружен, то сканирование продолжается на следующем отрезке:
При этом с устройства (12) на датчик продолжения сканирования (11) поступает сигнал и сканирование продолжается.
Для осуществления операции обнаружения дефектов на устройство (12) от датчиков позиционирования (1) поступает информация о координатах контролируемого мета на изделии (2), а от устройства измерения информационного сигнала (6) передаются значения сигнала.
Дефект в устройстве (12) выявляют, например, следующим образом. Априори определяют, что сигнал на дефектном участке меньше по величине сигнала на качественном участке.
1. Задают Рдложн и Рдпроп, здесь
Рдложн - вероятность ложного обнаружения дефектов,
Рдпроп - вероятность пропуска дефектов,
2. Измеряют число сигналов, попадающих в каждый интервал - Кi,
3. Измеряют разность сигналов, попадающих в каждый интервал, между соседними интервалами: ΔKi=Ki+1 - Ki.
4. Измеряют величину сигнала в центре интервала, на который попадает наибольшее количество сигналов дефектного участка - Uдmax, удовлетворяющего следующим условиям:

5. Измеряют величину сигнала в центре интервала, на который попадает наибольшее количество сигналов качественного участка - Uкmax удовлетворяющего следующим условиям:

i - номер интервала измерения.
6. Определяют номер интервала m, соответствующего величине 0,63 Uдmax и номер интервала n, соответствующего 0,63 Uкmax.
7. Определяют среднеквадратичное значение распределения сигналов на дефектных участках:
8. Определяют среднеквадратичное значение распределения сигналов на дефектных участках:
9. Задают соотношение между величинами:  например,
например,
Величина χ определяется задачами, стоящими перед проведением контроля: либо выявить все дефекты, но при этом допускается перебраковка, т.е. ложное обнаружение дефектов, либо выявить только явные дефекты, но при этом допускается частичный пропуск дефектов. Величина χ часто принимается равной 1.
10. Определяют численное значение порогового сигнала Uпор путем решения следующего уравнения:

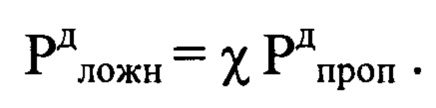
Экспериментальные исследования проводились автоматизированного ультразвукового бесконтактного контроля изделий из композитных материалов [1]. Конструкция представляла собой цилиндрическое многослойное изделие. Для подтверждения эффективности предлагаемого способа в изделие по всей поверхности на различной глубине залегания интегрированы различные по характеристикам искусственные дефекты. Далее осуществлялся автоматизированный бесконтактный ультразвуковой контроль изделия с дефектами по заявляемому способу и по способу, принятому в качестве прототипа.
На фиг. 4, в качестве примера, приведены дефектограммы результатов контроля фрагментов поверхности контролируемого изделия: по результатам контроля по способу, описанному в прототипе (а) и по заявляемому способу (б).
Результаты экспериментальных исследований приведены в таблице 1.
Экспериментальные исследования наглядно подтверждают, что заявленный способ автоматизированного неразрушающего контроля качества изделий сложной конструкции и устройство для его осуществления обеспечивают:
- повышение достоверности выявления дефектов в изделиях,
- обеспечивает выявление дефектов с заданной вероятностью.
Литература, используемая в патенте
1. Рыков А.Н., Муханов Е.Е., Будадин О.Н., Разин А.Ф., Анискович В.А., Корсаков А.Н. Автоматизация процесса неразрушающего контроля цилиндрических изделий из полимерных композиционных материалов в условиях серийного производства - Вопросы оборонной техники. Научно-технический сборник. Серия 15. Композитные неметаллические материалы в машиностроении, 2019, №4(195), с. 52-62.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2815195C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ПРОСТРАНСТВЕННОГО КОНТРОЛЯ СПЛОШНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2676857C1 |
| Способ автоматизированного неразрушающего контроля качества изделий и устройство для его осуществления | 2017 |
|
RU2654298C1 |
| УСТРОЙСТВО КОМПЛЕКСНОГО АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2666159C2 |
| Способ теплового неразрушающего контроля стабильности качества изделий из полимерных композиционных материалов в процессе их серийного производства | 2016 |
|
RU2644031C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 2015 |
|
RU2666158C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2171469C1 |
| УПРАВЛЯЕМЫЙ АТТЕНЮАТОР УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2015 |
|
RU2610825C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ФОРМЫ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2526518C2 |
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ НАДЕЖНОСТИ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПО АНАЛИЗУ ВНУТРЕННИХ НАПРЯЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2506575C1 |
Группа изобретений относится к измерительной технике. Согласно способу сканируют поверхность контролируемого изделия датчиками физического поля, измеряют информационные сигналы излучения физического поля с каждой точки поверхности контролируемого изделия, осуществляют обнаружение дефектов в материале на основании анализа информационного признака дефекта, соответствующего изменению сигнала по сравнению с сигналом на качественном участке. Изделие перемещают с помощью системы сканирования относительно устройства регистрации информационного сигнала. Непрерывно и одновременно с измерением сигнала излучения физического поля измеряют величину отношения сигнал/шум на отрезке сканирования. Величину сигнал/шум на контролируемом участке изделия непрерывно в процессе сканирования сравнивают с заданной величиной δ. В случае если величина сигнал/шум меньше или равна δ, продолжают сканирование. В случае если величина сигнал/шум больше δ проводят проверку наличия дефекта. Если дефект на сканируемом отрезке не обнаружен, продолжают сканирование на следующем отрезке. Раскрыта система автоматизированного неразрушающего контроля качества изделий сложной конструкции. Технический результат - повышение достоверности результатов оценки технического и эксплуатационного состояния сложных конструкций и их элементов. 2 н. и 3 з.п. ф-лы, 7 ил., 1 табл.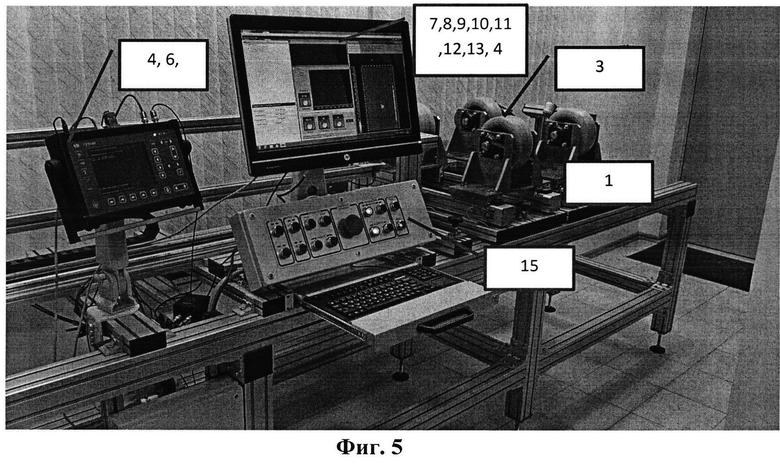
1. Способ автоматизированного неразрушающего контроля качества многослойных изделий из полимерных композиционных материалов, согласно которому:
- сканируют поверхность контролируемого изделия ультразвуковым бесконтактным преобразователем,
- измеряют сигналы ультразвукового бесконтактного преобразователя с каждой точки поверхности контролируемою изделия и
- осуществляют обнаружение дефектов в изделии на основании анализа измеренных сигналов ультразвукового бесконтактного преобразователя, причем сигнал на дефектном участке меньше по величине сигнала на качественном участке, отличающийся тем, что
изделие перемещают с помощью системы сканирования относительно ультразвукового бесконтактного преобразователя,
непрерывно и одновременно с измерением акустических сигналов измеряют величину отношения сигнал/шум на отрезке сканирования 
следующим образом в условиях нормального распределения сигнала:
где
 - среднее значение сигнала на отрезке i=1…j,
- среднее значение сигнала на отрезке i=1…j,
 - среднее значение сигнала на отрезке
- среднее значение сигнала на отрезке 
j - номер отрезка измерения,
i - номер шага измерения,
Δх - шаг измерения сигнала,
 - величина шума сигнала на интервале измерения,
- величина шума сигнала на интервале измерения,
 - среднеквадратичное отклонение сигнала на отрезке i=1…j,
- среднеквадратичное отклонение сигнала на отрезке i=1…j,
- величину сигнал/шум на контролируемом участке изделия непрерывно в процессе сканирования сравнивают с заданной величиной δ,
- в случае если величина сигнал/шум меньше или равна δ, продолжают сканирование,
- в случае если величина сигнал/шум больше δ, проводят проверку наличия дефекта,
- если дефект на сканируемом отрезке не обнаружен, продолжают сканирование на следующем отрезке:
2. Способ по п. 1, отличающийся тем, что величину δ задают из условия достоверности выявления дефектов меньше или равной 3.
3. Устройство автоматизированного неразрушающего контроля многослойных изделий из полимерных композиционных материалов, включающее:
датчики позиционирования,
сканирующую систему,
ультразвуковой бесконтактный преобразователь,
ультразвуковой бесконтактный дефектоскоп для измерения сигналов ультразвукового бесконтактного преобразователя и обнаружения дефектов,
регистратор, причем в устройство введены:
блок памяти, устройство измерения среднего значения сигналов ультразвукового бесконтактного преобразователя,
устройство измерения среднеквадратичного значения сигналов ультразвукового бесконтактного преобразователя,
делитель, сумматор, датчик продолжения сканирования и инвертор,
причем сканирующая система выполнена с возможностью жесткого соединения с контролируемым изделием с возможностью его перемещения, а датчики позиционирования выполнены с возможностью установки на контролируемом изделии,
ультразвуковой бесконтактный преобразователь размещен с возможностью регистрации акустических сигналов от контролируемого изделия, а выходы его подключены к входу блока для измерения сигналов ультразвукового бесконтактного преобразователя ультразвукового бесконтактного дефектоскопа,
первый выход блока для измерения сигналов ультразвукового бесконтактного преобразователя ультразвукового бесконтактного дефектоскопа подключен к первому входу блока для обнаружения дефектов ультразвукового бесконтактного дефектоскопа,
выходы датчиков позиционирования подключены к первому входу регистратора, первому входу устройства измерения среднеквадратичного значения и первому входу устройства измерения среднего значения информационного сигнала,
первый выход блока для обнаружения дефектов ультразвукового бесконтактного дефектоскопа подключен ко второму входу регистратора,
выход ультразвукового бесконтактного преобразователи подключен к входу блока для измерения сигналов ультразвукового бесконтактного преобразователя ультразвукового бесконтактного дефектоскопа,
второй выход блока для измерения сигналов ультразвукового бесконтактного преобразователя ультразвукового бесконтактного дефектоскопа подключен ко второму входу устройства измерения среднего значения информационного сигнала,
третий выход блока для измерения сигналов ультразвукового бесконтактного преобразователя ультразвукового бесконтактного дефектоскопа подключен ко второму входу устройства измерения среднеквадратичного значения информационного сигнала,
выходы устройства измерения среднего значения информационного сигнала и устройства измерения среднеквадратичного значения информационного сигнала подключены к первому и второму входам делителя соответственно,
первый выход делителя подключен к входу блока памяти, а второй выход - к первому входу сумматора,
выход блока памяти подключен к входу инвертора, выход которого подключен ко второму входу сумматора,
первый выход сумматора подключен к первому входу датчика продолжения сканирования, второй выход сумматора подключен ко второму входу блока для обнаружения дефектов ультразвукового бесконтактного дефектоскопа, третий вход которого соединен с выходами датчиков позиционирования,
второй выход блока для обнаружения дефектов ультразвукового бесконтактного дефектоскопа подключен ко второму входу датчика продолжения сканирования,
а выход датчика продолжения сканирования подключен к входу сканирующей системы.
4. Устройство по п. 3, отличающееся тем, что блок памяти выполнен с возможностью хранения архива исходных данных.
5. Устройство по п. 3, отличающееся тем, что датчик продолжения сканирования выполнен в виде логической схемы «если - то», выполненной на микросхеме.
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 2015 |
|
RU2666158C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2171469C1 |
| US 10794873 B2, 06.10.2020 | |||
| Анализатор дефектов к ультразвуковому дефектоскопу | 1988 |
|
SU1585751A1 |
| МНОГОПАРАМЕТРИЧЕСКИЙ ДЕФЕКТОСКОП | 1997 |
|
RU2123687C1 |
| EP 486689 A1, 27.05.1992. | |||
