Область техники, к которой относится изобретение
Изобретение относится к области строительства, а именно к способу производства акустической композитной панели с древобетоном (деревобетоном или арболитом).
Уровень техники
Известен способ производства акустических панелей (http://rosatomsnab.ru/data/plity/gost-21924.0-84-28s-izm-1-....pdf, обнаружено 10.11.2016 г.), включающий очистку и смазку формы, которая выполнена в виде сборно-разборной инвентарной металлической опалубки, укладку арматуры, укладку бетонной смеси, процесс уплотнения на вибростоле/виброрейкой, обработку в парокамере. При производстве панелей может быть использован либо чистый песчаный бетон, либо песчаный бетон с добавлением щебня.
Перед началом технологического процесса по изготовлению панелей, металлическая форма очищается от остатков бетона, собирается, смазывается специальным составом (эмульсолом), затем в ней располагают арматурный каркас и закладные детали. Для подачи бетонной смеси в металлическую форму может использоваться специальная бадья, которая изготавливается в виде «рюмки или туфельки», а также и другие способы подачи бетонной смеси в металлическую форму (миксер, бетонный насос и т.д.). Подъем бадьи осуществляется манипулятором или кран-балкой, или другими грузоподъемными машинами и механизмами. После заполнения бетонной смесью металлической формы, происходит уплотнение бетонной смеси при помощи виброрейки или вибростола, а также разглаживание бетонной поверхности плиты.
Недостатком указанного аналога является недостаточное поглощение шумов бетонной панелью.
Раскрытие изобретения
Технический результат заключается в производстве акустической композитной панели с более высоким уровнем поглощения шумов, по сравнению с аналогами, за счет добавления в процессе производства акустической составляющей - композита из древобетона.
Заявленный результат достигается способом производства акустической композитной панели с древобетоном, который включает следующие этапы: обрабатывание внутренних поверхностей сборно-разборной формы смазкой, выполненной с возможностью исключения прилипания бетонной смеси и получения ровных поверхностей панели, установка арматурного каркаса в форму выполняется с соблюдением защитного слоя арматуры в бетоне, укладка бетонной смеси в форму выполняется с уплотнением бетонной смеси, контролирование недопуска переуплотнения бетонной смеси и образования холодного шва в конструкции панели, укладка плит древобетона в форму поверх бетона производится после уплотнения и до начала схватывания бетонной смеси, выполняется набор прочности бетона, далее производится распалубливание акустической композитной панели с древобетоном из формы.
Согласно изобретению сборно-разборная форма выполнена из металла.
Согласно изобретению смазка выполнена из эмульсола.
Согласно изобретению укладка бетонной смеси в форму выполняется с уплотнением бетонной смеси за счет вибрирования.
Согласно изобретению вибрирование выполнено виброрейкой.
Согласно изобретению вибрирование выполнено на виброплощадке.
Согласно изобретению набор прочности бетона выполняется естественным образом.
Согласно изобретению набор прочности бетона выполняется в пропарочной камере.
Краткое описание чертежей
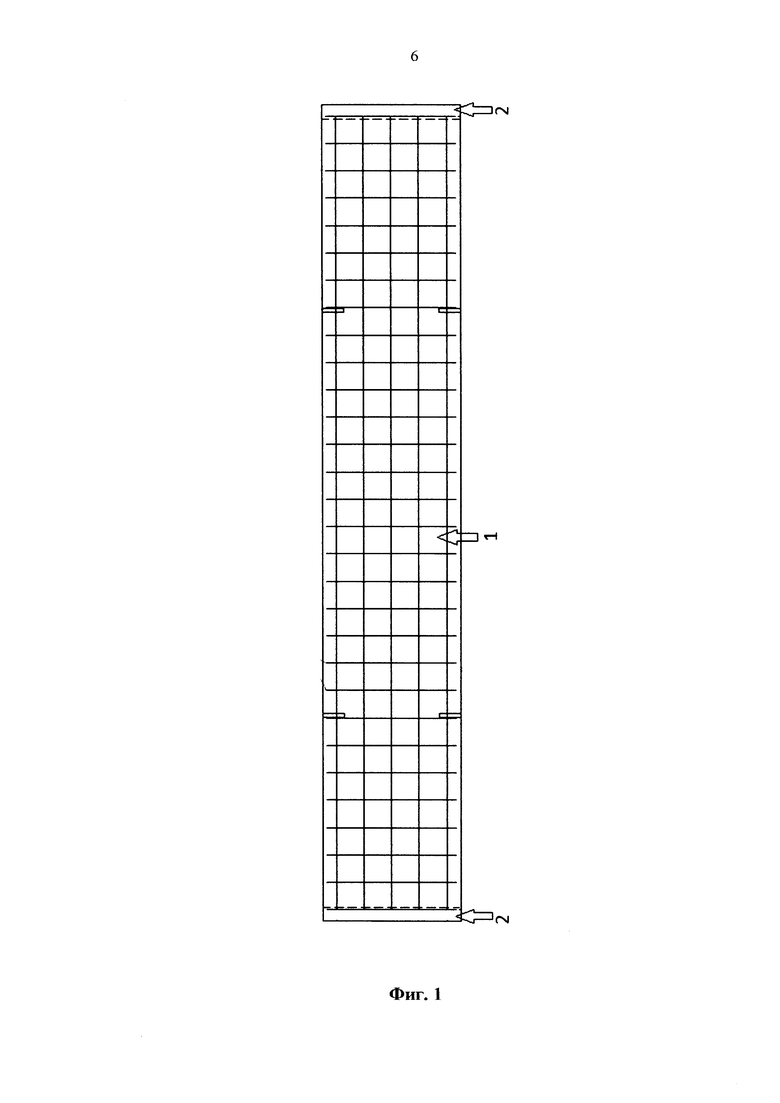
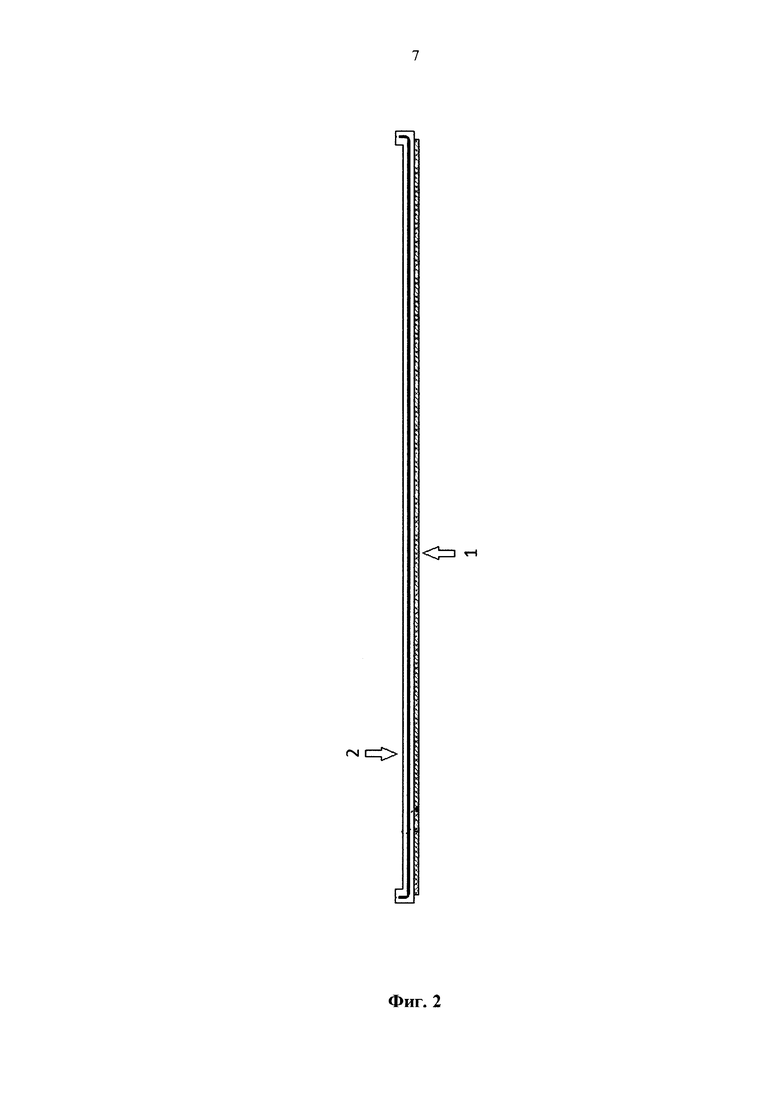
Сущность изобретения поясняется: фиг. 1, на которой приведен чертеж предпочтительного варианта осуществления акустической композитной панели с древобетоном, вид спереди, произведенной заявленным способом; фиг. 2, на которой приведен чертеж акустической композитной панели с древобетоном, вид сверху.
Осуществление изобретения
На фигурах изображена готовая акустическая композитная панель, выполненная из древобетона 1 (или деревобетона или арболита) и бетона 2.
Нижняя часть плит из древобетона, укладываемых на провибрированную бетонную поверхность, может иметь как фрезерованные продольные или поперечные канавки (проточки), так и выступающие консоли, которые предназначены для обеспечения дополнительной фиксации композитной панели из древобетона к уплотненному бетону. При укладке композитных панелей из древобетона на свежеуложенную бетонную смесь происходит обволакивание и проникновение подвижной части бетона в выступающие консоли, а также во фрезерованные продольные или поперечные канавки древобетона, в результате чего происходит более плотное сцепление с бетонным ядром.
При производстве шумопоглощающей акустической композитной панели с древобетоном используется заводская инвентарная сборно-разборная металлоформа; стальная либо композитная арматура (стеклопластиковая или базальтопластиковая), соответствующая по результатам испытаний на растяжение классу А-III по ГОСТ 5781-82; бетонная смесь класса не менее В20 морозостойкостью не менее F300 в солях; блоки из древобетона с параметром морозостойкости не ниже F150 в солях по ГОСТ 10060-2012. Качество материалов и комплектующих изделий должно быть подтверждено паспортами качества и сертификатами соответствия.
Внутренние поверхности металлоформы могут обрабатываться эмульсолом для исключения прилипания бетонной смеси и получения ровных поверхностей панели. Установка арматурного каркаса в металлоформу производится с соблюдением защитного слоя арматуры в бетоне. Для возможности перемещения грузоподъемными механизмами готовой шумопоглощающей композитной панели с древобетоном вместе с установкой арматурного каркаса закладываются монтажные петли.
Укладка бетонной смеси в металлоформу производится с уплотнением виброрейкой или на виброплощадке. При этом не допускается: переуплотнение бетонной смеси; образование холодного шва в теле панели.
Контроль за прочностью бетона, укладываемого в металлоформы, осуществляется при помощи испытаний контрольных образцов в лаборатории. Отбор контрольных образцов бетонной смеси происходит из каждой партии, поступающей с бетонного завода или растворного узла. Из каждой партии отбираются и изготавливается не менее 2-х серий контрольных образцов из 3-х кубиков размером 100×100×100 мм каждый с последующим их испытанием по ГОСТ 18105-2010. В партию следует включать бетон, формуемый на одном технологическом комплексе из бетонной смеси одного номинального состава, по одной технологии в течение не менее одной смены.
Серии образцов должны быть испытаны по ГОСТ 10180-2012.
После уплотнения и до начала схватывания бетонной смеси производится укладка плит древобетона в металлоформу поверх бетона.
Набор прочности бетона может происходить 2-мя способами: естественным; в пропарочной камере.
После набора прочности бетона более 70% производится распалубливание шумопоглощающей композитной панели с древобетоном из металлоформы.
Затем допускается транспортировка панели на склад готовой продукции или к заказчику.
Изобретение относится к области строительства, а именно к способу производства акустической композитной панели с древобетоном. Способ включает следующие этапы: обрабатывание внутренних поверхностей сборно-разборной формы смазкой, выполненной с возможностью исключения прилипания бетонной смеси и получения ровных поверхностей панели. Устанавливают арматурный каркас в форму с соблюдением защитного слоя арматуры в бетоне. Осуществляют укладку бетонной смеси в форму с уплотнением бетонной смеси. Контролируют недопуск переуплотнения бетонной смеси и образование холодного шва в конструкции панели. Осуществляют укладку плит древобетона в форму поверх бетона после уплотнения и до начала схватывания бетонной смеси. Производится распалубливание акустической композитной панели с древобетоном из формы после набора прочности бетона. Техническим результатом является повышение уровня подавления шумов. 7 з.п. ф-лы, 2 ил.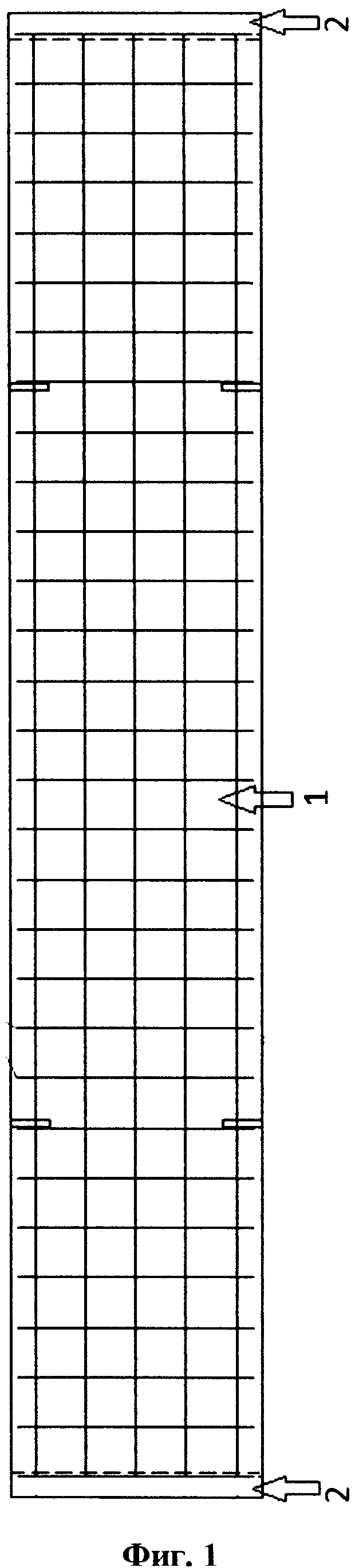
1. Способ производства акустической композитной панели с древобетоном, характеризующийся следующими этапами: обрабатывание внутренних поверхностей сборно-разборной формы смазкой, выполненной с возможностью исключения прилипания бетонной смеси и получения ровных поверхностей панели, установка арматурного каркаса в форму выполняется с соблюдением защитного слоя арматуры в бетоне, укладка бетонной смеси в форму выполняется с уплотнением бетонной смеси, контролирование недопуска переуплотнения бетонной смеси и образования холодного шва в конструкции панели, укладка плит древобетона в форму поверх бетона производится после уплотнения и до начала схватывания бетонной смеси, выполняется набор прочности бетона, далее производится распалубливание акустической композитной панели с древобетоном из формы.
2. Способ производства акустической композитной панели с древобетоном по п. 1, отличающийся тем, что сборно-разборная форма выполнена из металла.
3. Способ производства акустической композитной панели с древобетоном по п. 1, отличающийся тем, что смазка выполнена из эмульсола.
4. Способ производства акустической композитной панели с древобетоном по п. 1, отличающийся тем, что укладка бетонной смеси в форму выполняется с уплотнением бетонной смеси за счет вибрирования.
5. Способ производства акустической композитной панели с древобетоном по п. 4, отличающийся тем, что вибрирование выполнено виброрейкой.
6. Способ производства акустической композитной панели с древобетоном по п. 4, отличающийся тем, что вибрирование выполнено на виброплощадке.
7. Способ производства акустической композитной панели с древобетоном по п. 1, отличающийся тем, что набор прочности бетона выполняется естественным образом.
8. Способ производства акустической композитной панели с древобетоном по п. 1, отличающийся тем, что набор прочности бетона выполняется в пропарочной камере.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ, В ЧАСТНОСТИ, ДЛЯ ИСПОЛЬЗОВАНИЯ В АВИАЦИИ | 2009 |
|
RU2519382C2 |
| ДЕРЕВОГИПСОБЕТОННАЯ ПАНЕЛЬ | 2006 |
|
RU2393307C2 |
| Способ изготовления гвоздимых бетонных и железобетонных изделий | 1983 |
|
SU1201453A1 |
| Трехслойная стеновая панель | 1985 |
|
SU1428825A1 |
| Стеновая панель | 1978 |
|
SU751951A1 |
| Устройство для удаления органических материалов | 1986 |
|
SU1376994A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

