Область техники, к которой относится изобретение
Изобретение относится к области строительства, а именно к способу производства акустической композитной панели с древобетоном.
Уровень техники
Известен способ производства акустической композитной панели с древобетоном (патент RU №2644358, опубл. 09.02.2018 г.), включающий следующие этапы: обрабатывание внутренних поверхностей сборно-разборной формы смазкой, выполненной с возможностью исключения прилипания бетонной смеси и получения ровных поверхностей панели, установка арматурного каркаса в форму выполняется с соблюдением защитного слоя арматуры в бетоне, укладка бетонной смеси в форму выполняется с уплотнением бетонной смеси, контролирование недопуска переуплотнения бетонной смеси и образования холодного шва в конструкции панели, укладка плит древобетона в форму поверх бетона производится после уплотнения и до начала схватывания бетонной смеси, выполняется набор прочности бетона, далее производится распалубливание акустической композитной панели с древобетоном из формы.
Недостатком указанного способа является недостаточное поглощение шумов панелью, так как в процессе производства бетонное молоко протекает через швы между плитами древобетона на лицевую поверхность древобетона, таким образом закрывается полностью древобетон и отбить бетон с поверхности древобетона не получается. Кроме того, недостатком указанного способа является недостаточная точность расположения плит древобетона на поверхности акустической композитной панели с древобетоном, а если применить кондуктор для точной фиксации плит древобетона, то это усложнит и замедлит способ производства акустической композитной панели с древобетоном.
Раскрытие изобретения
Технический результат заключается в производстве акустической композитной панели с более высоким уровнем поглощения шумов, за счет более точного расположения плит древобетона на поверхности панели посредством укладки плит древобетона в форму на ровную нижнюю плиту формы (что позволит качественнее сделать герметизацию швов, т.к. швы будут одинаковой ширины, и плиты древобетона будут в одной плоскости, не будут выступать одна над другой), и за счет герметизации швов между плитами древобетона перед установкой арматурного каркаса в форму.
Результат достигается заявленным способом производства акустической композитной панели с древобетоном, включающим следующие этапы: сборка сборно-разборной формы под геометрический размер акустической композитной панели с древобетоном, обрабатывание внутренних поверхностей сборно-разборной формы смазкой, выполненной с возможностью исключения прилипания бетонной смеси и получения ровных поверхностей панели, укладка плит древобетона в форму, герметизация швов между плитами древобетона, установка арматурного каркаса в форму выполняется на предварительно установленные фиксаторы арматуры с соблюдением защитного слоя арматуры в бетоне, укладка бетонной смеси равномерно в форму, выполняется набор прочности бетона, далее производится распалубливание акустической композитной панели с древобетоном из формы.
Согласно изобретению после укладки бетонной смеси равномерно в форму выполняется укладка плит древобетона в форму поверх бетона, которая производится до начала схватывания бетонной смеси, после чего выполняется набор прочности бетона и далее производится распалубливание акустической композитной панели с древобетоном из формы.
Согласно изобретению обрабатывание внутренних поверхностей сборно-разборной формы смазкой выполняется посредством ее распыления под давлением по всей поверхности формы.
Согласно изобретению набор прочности бетона выполняется естественным образом.
Согласно изобретению набор прочности бетона выполняется при тепловлажностной обработке.
Краткое описание чертежей
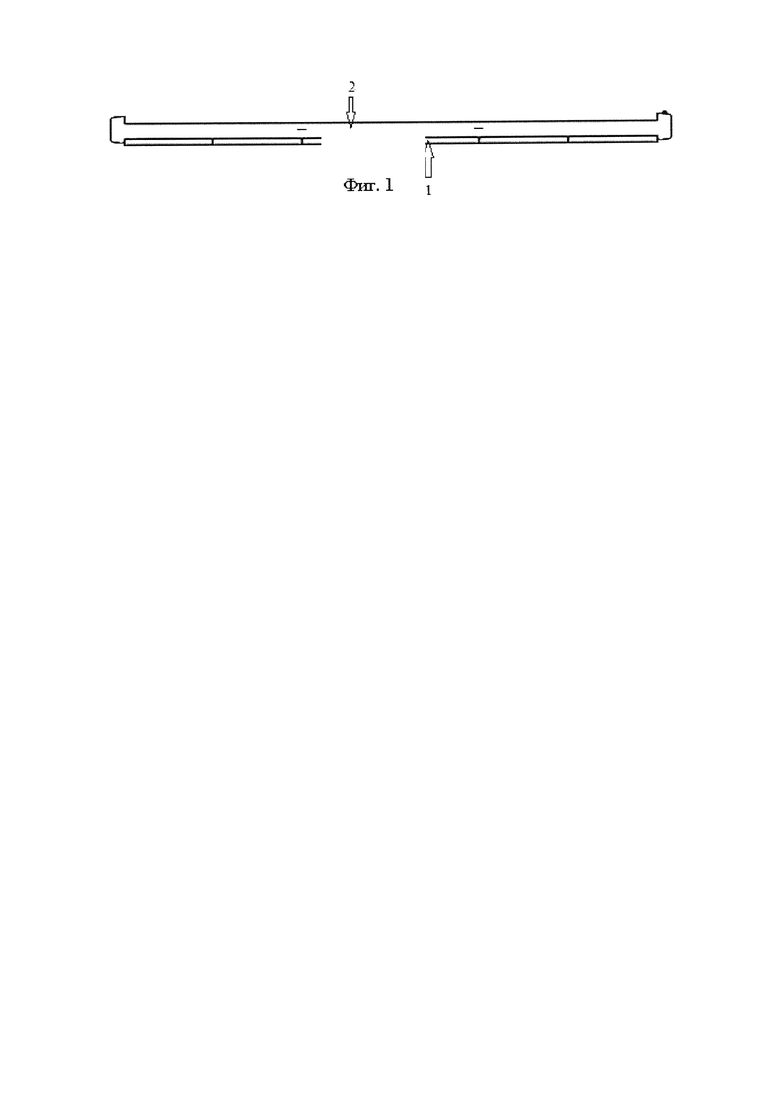
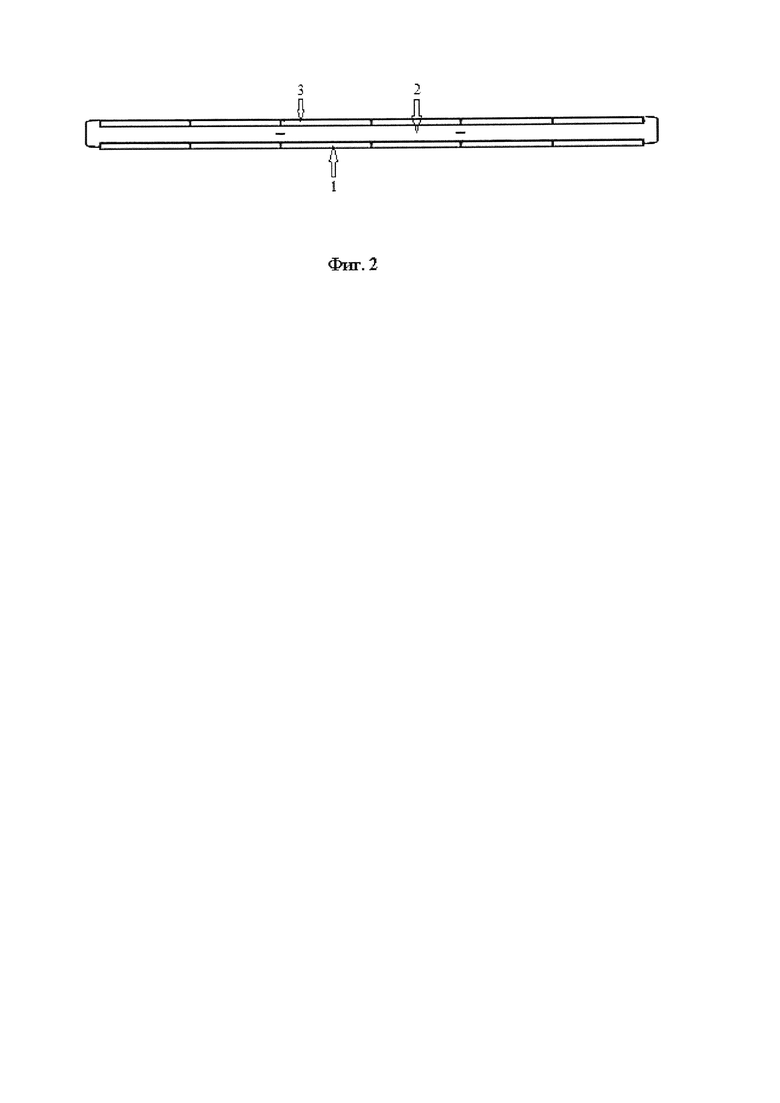
Сущность изобретения поясняется: фиг. 1, на которой приведен чертеж заявленной акустической композитной панели с одной стороны покрытой древобетоном, вид сверху; фиг. 2, на которой приведен чертеж акустической композитной панели с двух сторон покрытой древобетоном, вид сверху.
Осуществление изобретения
На фиг. 1 изображен указанный чертеж готовой акустической композитной панели произведенной заявленным способом с одной стороны покрытым древобетоном, которая выполнена из древобетона 1 (с одной стороны), и бетона 2.
Следует отметить, что герметизация швов между плитами древобетона в процессе осуществления заявленного способа позволит усилить эффект полученной акустической композитной панели с древобетоном, который заключается в более высоком уровне поглощения шумов по сравнению с аналогами.
Швы между плитами древобетона можно закрывать скотчем, герметиком и т.д. со стороны будущего контакта плит древобетона с бетонной смесью. Это делается для того, чтобы исключить протекание бетонного молока на лицевую поверхность древобетона, так как если это произойдет, то закрывается полностью древобетон и отбить не получается, таким образом, если древобетон закроется бетонным молоком, закроются поры в древобетоне и способность звукопоглощения снизится.
Следует отметить, что укладка плит древобетона в форму перед герметизацией швов между плитами, установкой арматурного каркаса в форму, которая выполняется на предварительно установленные фиксаторы арматуры с соблюдением защитного слоя арматуры в бетоне и всеми последующими операциями согласно пункту первому формулы, такими как «укладка бетонной смеси равномерно в форму, выполняется набор прочности бетона, далее производится распалубливание акустической композитной панели с древобетоном из формы», позволяет повысить точность расположения плит древобетона на поверхности акустической композитной панели с древобетоном, а также упростить и ускорить способ производства, т.к. в этом случае не потребуется кондуктор, который фиксирует плиты древобетона в нужном положении на поверхности бетона (в частном случае фиксирует плиты в одной плоскости). Плиты можно укладывать на нижнюю плиту формы также вручную, либо иным способом, при этом плоскостность нижней плиты формы обеспечивает плоскостность поверхности акустической композитной панели с древобетоном. При необходимости получения панели с расположением на бетоне плит древобетона с более сложной геометрией (плиты могут быть повернуты относительно друг друга на некоторые углы, чтобы увеличить общую площадь звукопоглощения и усилить звукопоглощение панели, либо выступать над соседними плитами), нижняя плита формы выполняется не плоской, а соответствующей формы.
Смазка может быть выполнена из смеси индустриальных масел повышенной очистки, а укладка бетонной смеси в форму выполняется с уплотнением бетонной смеси за счет вибрирования или укладка бетонной смеси в форму выполняется без уплотнения бетонной смеси за счет применения самоуплотняющейся бетонной смеси.
В частном варианте осуществления заявленного способа после укладки бетонной смеси равномерно в форму выполняется укладка дополнительно плит древобетона в форму поверх бетона, которая производится до начала схватывания бетонной смеси, после чего выполняется набор прочности бетона и далее производится распалубливание акустической композитной панели с древобетоном из формы. На фиг. 2 изображен указанный частный вариант готовой акустической композитной панели произведенной заявленным способом с дополнительным покрытием древобетона, которая выполнена из древобетона 1 (с одной стороны), древобетона 3 (с другой противоположной стороны) и бетона 2.
Таким образом, за счет добавления в процессе производства акустической составляющей - композита из древобетона, дополнительно с другой противоположной стороны бетонной панели, будет еще эффективнее достигаться заявленный технический результат, который заключается в производстве акустической композитной панели с более высоким уровнем поглощения шумов, по сравнению с аналогами. Также достигается дополнительный результат, в указанном частном варианте осуществления способа, такой как надежность и прочность произведенной заявленным частным способом акустической композитной панели с древобетоном за счет дополнительной плиты древобетона.
Следует отметить, что древобетон - звукопоглощающий материал, его применяют в составе акустических экранов за его способность поглощать звук. В отличие от бетона, который только отражает звук. При его нанесении (древобетона) на обращенную к дороге (авто, либо ж.д.) сторону панелей (экрана) снижается интенсивность отраженного от экрана звука, т.к. звук частично поглощается древобетоном, т.е. становится ниже уровень шума на самой дороге, а также на противоположенной от экрана стороне дороги. Также отраженный от экрана звук может снова отражаться от транспорта и направляться поверх экрана на защищаемую территорию. Таким образом, древобетон снижает интенсивность и этого переотраженного звука. Если древобетон установить на задней стороне панели (экрана), т.е. на стороне, обращенной к защищаемым экраном объектам, то получится, что звук, проходящий со стороны дороги, попадет на защищаемые объекты и снова отразится в сторону экрана. Далее этот звук поглотится экраном, а не отразится в очередной раз в сторону защищаемых объектов. Таким образом, общий уровень шума у защищаемых объектов снизится.
Установка арматурного каркаса в форму выполняется на предварительно установленные фиксаторы защитного слоя арматуры с соблюдением защитного слоя арматуры в бетоне, причем фиксаторы защитного слоя арматуры фиксируют положение арматуры.
Обрабатывание внутренних поверхностей сборно-разборной формы может быть выполнено в частном варианте осуществления посредством разделительной смазки, которую распыляют под давлением по всей поверхности формы.
Сборно-разборная форма может быть выполнена из металла, фанеры, из композитного материала, и т.д.
Смазку можно наносить многими способами, распылением, тряпкой, шваброй и т.д.
Обратная (не фасадная) поверхность плит древобетона может быть плоской, либо иметь канавки, либо консоли для обеспечения дополнительной фиксации плит к бетону. При контакте композитных панелей из древобетона со свежеуложенной бетонной смесью происходит проникновение подвижной части бетона в поры древобетона, а также обволакивание и проникновение подвижной части бетона в выступающие канавки и консоли, в результате чего происходит более плотное сцепление древобетона с бетонным ядром.
При производстве шумопоглощающей акустической композитной панели с древобетоном используется заводская инвентарная сборно-разборная форма; стальная либо композитная арматура (стеклопластиковая или базальтопластиковая), соответствующая желательно по результатам испытаний на растяжение классу А-500 по ГОСТ 52544-2006; бетонная смесь класса может быть в частном варианте осуществления не менее В20 морозостойкостью не менее F300 в солях; блоки из древобетона с параметром морозостойкости могут быть в частном варианте осуществления не ниже F150 в солях по ГОСТ 10060-2012.
Внутренние поверхности формы могут обрабатываться смазкой из эмульсола для исключения прилипания бетонной смеси и получения ровных поверхностей панели. Установка арматурного каркаса в форму производится с соблюдением защитного слоя арматуры в бетоне. Для возможности перемещения грузоподъемными механизмами готовой шумопоглощающей композитной панели с древобетоном вместе с установкой арматурного каркаса закладываются монтажные петли.
Контроль за прочностью бетона, укладываемого в форму, осуществляется при помощи испытаний контрольных образцов в лаборатории. Отбор контрольных образцов бетонной смеси происходит из каждой партии, поступающей с бетонного завода или растворного узла. Из каждой партии отбираются и изготавливается, например, не менее 2-х серий контрольных образцов из 3-х кубиков размером 100×100×100 мм каждый с последующим их испытанием по ГОСТ 18105-2018. В партию следует включать бетон, формуемый на одном технологическом комплексе из бетонной смеси одного номинального состава, по одной технологии в течение не менее одной смены.
Серии образцов могут быть испытаны по ГОСТ 10180-2012.
После уплотнения и до начала схватывания бетонной смеси производится укладка плит древобетона в форму поверх бетона.
Набор прочности бетона выполняется естественным образом, либо при тепловлажностной обработке. После набора прочности бетона более 70% может производиться распалубливание шумопоглощающей композитной панели с древобетоном из формы.
Затем допускается транспортировка панели на склад готовой продукции или к заказчику.
Современные технологии и оборудование позволяют осуществить настоящее изобретение в крупносерийном производстве. На заводе или предприятии имеется все необходимое оборудование для производства заявленным способом акустической композитной панели с древобетоном.
Полученная акустическая композитная панель с древобетоном выполнена в виде единой конструкции, а именно: отдельные компоненты (или составные части) полученной акустической композитной панели с древобетоном соединены между собой на одном предприятии-изготовителе (или заводе-изготовителе) сборочными операциями.
Изобретение относится к области строительства, а именно к способу производства акустической композитной панели с древобетоном. Способ включает сборку сборно-разборной формы под геометрический размер акустической композитной панели с древобетоном. Обрабатывают внутренние поверхности сборно-разборной формы смазкой, выполненной с возможностью исключения прилипания бетонной смеси и получения ровных поверхностей панели. Укладывают плиты древобетона в форму. Герметизируют швы между плитами древобетона. Устанавливают арматурный каркас в форму на предварительно установленные фиксаторы арматуры с соблюдением защитного слоя арматуры в бетоне. Укладывают бетонную смесь равномерно в форму. Далее выполняется набор прочности бетона, производится распалубливание акустической композитной панели с древобетоном из формы. Техническим результатом является повышение уровня поглощения шумов. 4 з.п. ф-лы, 2 ил.
1. Способ производства акустической композитной панели с древобетоном, включающий следующие этапы: сборка сборно-разборной формы под геометрический размер акустической композитной панели с древобетоном, обрабатывание внутренних поверхностей сборно-разборной формы смазкой, выполненной с возможностью исключения прилипания бетонной смеси и получения ровных поверхностей панели, укладка плит древобетона в форму, герметизация швов между плитами древобетона, установка арматурного каркаса в форму выполняется на предварительно установленные фиксаторы арматуры с соблюдением защитного слоя арматуры в бетоне, укладка бетонной смеси равномерно в форму, выполняется набор прочности бетона, далее производится распалубливание акустической композитной панели с древобетоном из формы.
2. Способ производства акустической композитной панели с древобетоном по п. 1, отличающийся тем, что после укладки бетонной смеси равномерно в форму выполняется укладка плит древобетона в форму поверх бетона, которая производится до начала схватывания бетонной смеси, после чего выполняется набор прочности бетона и далее производится распалубливание акустической композитной панели с древобетоном из формы.
3. Способ производства акустической композитной панели с древобетоном по п. 1, отличающийся тем, что обрабатывание внутренних поверхностей сборно-разборной формы смазкой выполняется посредством ее распыления под давлением по всей поверхности формы.
4. Способ производства акустической композитной панели с древобетоном по п. 1, отличающийся тем, что набор прочности бетона выполняется естественным образом.
5. Способ производства акустической композитной панели с древобетоном по п. 1, отличающийся тем, что набор прочности бетона выполняется при тепловлажностной обработке.
| Способ производства акустической композитной панели с древобетоном | 2016 |
|
RU2644358C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| Способ герметизации стыков | 1975 |
|
SU691535A1 |
| Стеновая панель | 1978 |
|
SU751951A1 |
| EP 1987209 А1, 05.11.2008. | |||

