Настоящее изобретение относится к устройству и способу изготовления емкостей для напитка. В данном случае из уровня техники для емкостей из пластиковых материалов известно, что сначала их необходимо произвести из заготовок из пластикового материала, а затем наполнить жидкостью, такой как напиток. В данном случае также известно, что, когда емкости для напитка наполнены определенным чувствительным продуктом, необходимо, чтобы емкости, которые необходимо наполнить, были стерильны.
В частности, для наполнения напитков, содержащих CO2, необходимо, в данном случае, чтобы емкость, которую необходимо наполнить, была предварительно нагружена при определенном давлении. Емкости из полиэтилентерефталата нагревают в процессе изготовления до температуры пластификации для обеспечения возможности придания им формы подходящим образом. После формования выдуванием или формования выдуванием с растягиванием соответственно емкости из полиэтилентерефталата, основание этих емкостей остается еще горячим. Если на данную только что произведенную емкость затем воздействуют давлением в наполняющем приспособлении сразу после процесса изготовления, в некоторых случаях основание будет деформировано и в таком случае бутылка или емкость соответственно может быть разрушена.
Из уровня техники известны способы, в которых емкости хранят или транспортируют в течение относительно долгого времени в окружающем воздухе, так что область основания охлаждается. Также известно, что в основание емкости впрыскивают холодную жидкость для того, чтобы соответственно сократить время охлаждения. В случае установок такого типа, в которых приспособление для формования выдуванием находится непосредственно в группе с наполняющим устройством, время перемещения, за которое емкость транспортируют от устройства для изготовления к наполняющему устройству, является недостаточным в некоторых случаях для охлаждения оснований емкостей без влажного охлаждения основания до величины, такой что емкости не деформируются и не повреждаются в течение предварительного нагружения в наполняющем приспособлении.
Способ и устройство для комбинированного изготовления и наполнения емкостей из пластиковых материалов известны из DE 102008026043 А1. В данном случае емкость охлаждают в течение перемещения с помощью применения распыленного аэрозоля. В дополнение, в DE 102008026043 А1 описаны способ и устройство для охлаждения емкостей из пластикового материала, которые были только что получены формованием выдуванием.
В DE 202007008120 U1 описано устройство для изготовления и охлаждения полых тел из пластикового материала. В данном случае под основанием емкостей выполнена трубка, которая транспортирует охлаждающую текучую среду.
Задача настоящего изобретения таким образом заключается в том, чтобы сделать доступным способ и устройство, которые могут также, и в частности, быть использованы для емкостей, содержащих напиток, содержащий CO2, или в основном для емкостей такого типа, и в частности, для емкостей из пластикового материала, на которые воздействуют давлением в течение их наполнения. Данная задача решена в соответствии с настоящим изобретением посредством объектов независимых пунктов формулы изобретения. Преимущественные варианты реализации и другие усовершенствования образуют сущность зависимых пунктов формулы изобретения.
В случае способа в соответствии с настоящим изобретением для изготовления емкостей, наполненных жидкостью, и в частности, емкостей для напитков, заготовкам из пластикового материала придают форму для образования емкостей из пластикового материала с помощью формовочного устройства, и после этого указанные емкости из пластикового материала транспортируют к наполняющему устройству и наполняют жидкостью с помощью указанного наполняющего устройства. В данном случае емкости охлаждают на пути их транспортировки между формовочным устройством и наполняющим устройством по меньшей мере локально, подвергая их воздействию жидкой среды.
В соответствии с настоящим изобретением емкости транспортируют, по меньшей мере во время наполнения, внутри чистого помещения, которое отделено от нестерильной окружающей среды с помощью уплотняющего устройства.
В сравнении с уровнем техники таким образом предложено, что по меньшей мере наполнение емкостей выполняют в стерильных условиях. Это необычно, поскольку, хотя установки, которые обеспечивают стерильное наполнение напитков, известны из уровня техники, однако в данном случае на емкости не воздействуют жидкой средой, так как это противоречит стерильному заполнению.
Преимущественным для емкостей является воздействие жидкой средой на их внешнюю стенку. Преимущественным является, в частности, воздействие жидкой средой на область основания емкостей в процессе их охлаждения. Под областью основания в данном случае понимают, в частности, нижнюю четверть, когда емкость стоит вертикально, емкости, включая фактическую часть основания.
Преимущественным для емкостей является возможность воздействовать на них заданным внутренним давлением до их наполнения или в течение их наполнения.
В случае еще одного преимущественного способа на емкости воздействуют стерильной жидкой средой для их охлаждения. В результате использования этой стерильной среды можно, в частности, поддерживать стерильность емкостей. Преимущественным является использование стерильной воды для охлаждения. Преимущественным является воздействие охлаждающей средой по меньшей мере на области основания емкостей, по меньшей мере частично и предпочтительно полностью.
В случае еще одного преимущественного способа емкости также транспортируют внутри чистого помещения в течение их формования в формовочном устройстве. Преимущественным также является то, чтобы чистое помещение было отделено от окружающей среды (которая является нестерильной) посредством уплотняющего устройства. Однако также возможно, чтобы емкости производили нестерильным образом и затем выполняли процедуру стерилизации.
Преимущественным является то, чтобы формовочное устройство являлось приспособлением для формования выдуванием, и в частности, приспособлением для формования выдуванием с растягиванием, посредством которого заготовку из пластикового материала также растягивают с помощью растягивающего стержня.
В случае еще одного преимущественного варианта реализации, по меньшей мере одно чистое помещение уплотнено с использованием жидкости, перемещаемой в непрерывном канале. В данном случае преимущественным является использование части этой жидкости с целью охлаждения емкостей из пластикового материала. Однако также возможно, чтобы была обеспечена центральная подающая линия, которая питает оба ранее указанных канала и охлаждающее устройство для охлаждения емкостей из пластикового материала. Преимущественным является то, чтобы жидкость, которую используют для уплотнения по меньшей мере одного чистого помещения и в качестве охлаждающей жидкости для емкостей, подавалась из одного источника, предпочтительным является то, чтобы имелось соединение по потоку, по меньшей мере временно, между уплотняющим устройством для уплотнения по меньшей мере одного чистого помещения и охлаждающим устройством.
В случае еще одного преимущественного варианта исполнения обеспечено наличие нагружающих устройств, например форсунки, которые наносят жидкую среду на область основания емкостей.
В случае еще одного преимущественного способа жидкость, используемую для охлаждения емкостей, транспортируют по (жидкостному) контуру циркуляции. Таким образом, возможно, например, чтобы нагружающие устройства, указанные выше, воздействовали на область основания емкостей охлаждающей жидкостью и чтобы затем она сливалась, например, в накопительную емкость и могла быть возвращена.
В случае еще одного преимущественного способа жидкость, используемую для охлаждения емкостей, также охлаждают. Таким образом, например, в контуре, указанном выше, может быть обеспечен охлаждающий блок, который охлаждает жидкость. Этот охлаждающий блок может представлять собой, например, элемент Пельтье, а также теплообменник.
В случае еще одного преимущественного варианта реализации, жидкость, которую необходимо наполнить в емкости, представляет собой напиток, содержащий СО2. Способ, предлагаемый в данном случае, в частности, является преимущественным для напитков такого типа, так как наполнение напитков такого типа обычно требует, чтобы емкости находились под давлением.
Настоящее изобретение так же относится к устройству для изготовления емкостей, наполненных жидкостью, и в частности, емкостей для напитков. Данное устройство имеет формовочное устройство, которое формует заготовки из пластикового материала в емкости из пластикового материала, путем воздействия на них газовой средой. В дополнение, устройство имеет наполняющее устройство, которое расположено в направлении транспортировки заготовок из пластикового материала после в технологической цепочке относительно формовочного устройства и которое наполняет емкости из пластикового материала жидкостью. В дополнение, устройство имеет охлаждающее устройство, которое расположено между формовочным устройством и наполняющим устройством и которое воздействует на емкости из пластикового материала жидкой средой по меньшей мере частично с целью их охлаждения.
Согласно изобретению по меньшей мере наполняющее устройство имеет чистое помещение, в котором обеспечена возможность транспортировки емкостей во время их наполнения и которое отделено от окружающей среды с помощью по меньшей мере одного уплотняющего устройства.
Таким образом также предложено, относительно устройства, чтобы выполняли охлаждение, в частности областей оснований емкостей, и после этого стерильное наполнение. Такие охлаждающие основание средства в стерильных установках неизвестны из уровня техники. Как было указано выше, это основано на факте, что нагружение емкостей само по себе препятствует стерильности. В случае стерильных установок указанного типа, в которых емкости стерилизуют раньше в технологической цепочке от приспособления для формования выдуванием, или даже непосредственно после него в технологической цепочке, основание только что произведенной емкости затем должно быть охлаждено стерильной средой. В противном случае емкость будет загрязнена снова посредством охлаждения основания.
Преимущественным для указанного устройства является то, что устройство находится в группе, что означает, в частности, что наполняющее устройство и формовочное устройство синхронизированы друг с другом. В установках указанного типа в группе, однако, охлаждение емкости в окружающей среде (в частности, при большом времени перемещения) является крайне неэкономичным.
Преимущественным для устройства является то, что оно содержит транспортирующее устройство, которое транспортирует емкости от формовочного устройства к наполняющему устройству. Преимущественным для указанного транспортирующего устройства является то, что оно содержит множество удерживающих устройств для удерживания емкостей, пока их транспортируют. Преимущественным для указанного удерживающего устройства является то, что оно удерживает эти емкости в его области отверстия, например ниже его несущего кольца.
Таким образом предложено, как указано выше, чтобы на только что произведенную емкость воздействовали стерильной средой, и в частности, воздействовали снизу с целью охлаждения основания данной емкости. Таким образом, выполняют нагружение емкости, в частности в области перемещения между приспособлением для формования выдуванием и наполняющим устройством. В данном случае охлаждение основания предпочтительно должно быть встроено в уже существующую область перемещения между приспособлением для формования выдуванием и наполняющим устройством.
В случае еще одного преимущественного варианта реализации формовочное устройство также имеет чистое помещение, в котором емкости можно транспортировать в течение процесса их формовки и которое отделено от окружающей среды с помощью уплотняющего устройства. Согласно данному способу, таким образом, емкости уже формованы выдуванием из заготовок из пластикового материала в стерильных условиях, и их основание затем охлаждено.
В случае еще одного преимущественного варианта реализации по меньшей мере одно уплотняющее устройство имеет непрерывный канал, который можно заполнить жидкостью, и обеспечено наличие линии, по которой жидкость можно подавать от указанного канала, или жидкость, подаваемую к данному каналу, можно подавать к емкости для ее охлаждения.
Из этого следует, что преимущественным является то, чтобы охлаждающая среда, используемая для последующего охлаждения основания емкостей, являлась средой, которую также используют для наполнения указанного гидравлического уплотнителя или канала вращающихся частей наполняющих или закрывающих средств соответственно и/или приспособления для формования выдуванием. Преимущество данной процедуры заключается в том, что ранее указанная среда уже присутствует в данных установках и может быть произведена различными путями. Преимущественным для данной среды является то, что она представляет собой стерильную воду, которая особенно предпочтительным образом смешана со стерилизационным веществом и, в частности, окислительным стерилизационным веществом.
Преимущественным для устройства является то, чтобы оно имело производственное устройство для изготовления данной стерильной воды. Это может быть, например, устройство для фильтрации стерильной воды или даже тепловая установка (ультравысокотемпературная обработка). Используемое стерилизационное вещество может представлять собой, например, H2O2 предпочтительно в концентрации от 2% до 5%. В дополнение, возможно использование надуксусной кислоты (предпочтительно в концентрации между 500 миллионных долей и 2000 миллионных долей).
В дополнение, другие стерилизационные вещества также возможны.
Таким образом, в случае еще одного преимущественного варианта реализации также используют одну и ту же жидкость и для уплотняющего устройства, и для ранее указанного охлаждающего устройства.
В случае еще одного преимущественного варианта реализации устройство имеет охлаждающее устройство для охлаждения жидкости, подаваемой к емкостям для их охлаждения. В данном случае преимущественной является возможность удержания данной стерильной охлаждающей среды при низких температурах с помощью охладителя для последующего охлаждения емкостей или для охлаждения основания соответственно. В данном случае преимущественным является использование температуры между 1° и 30°, предпочтительно между 2° и 25°, особенно предпочтительно между 3° и 20° и особенно предпочтительным образом между 3° и 15°. Преимущественным также является обеспечение охлаждающего контура, внутри которого циркулирует жидкая среда, которую используют для охлаждения.
В данном случае возможно, чтобы в охлаждающее устройство подавали вещества, такие как, например, гликоль. В данном случае указанные вещества могут также подаваться от формовочного устройства. В дополнение, возможно, чтобы охлаждающую среду для последующего охлаждения емкостей сливали по меньшей мере частично в установленные промежутки времени и наполняли заново с целью обеспечения возможности удерживания постоянной концентрации стерилизационного вещества в стерильной воде.
Преимущественным является то, что охлаждающий контур также имеет устройство для сбора, с помощью которого, например, снова можно накапливать среду, сливающуюся от емкостей.
Преимущественным является то, что вышеуказанное уплотняющее устройство является так называемой компенсационной камерой, у которой в каждом непрерывном канале также есть лопасть, которая выполнена с возможностью перемещения относительно канала и которая погружена в уплотняющую жидкость. Преимущественным является то, что раннее указанный непрерывный канал выполнен стационарным.
Кроме того, преимущественным является то, что обеспечено наличие насосов, которые приводят в действие ранее указанный охлаждающий контур. В дополнение, также может быть обеспечено наличие нагнетающего устройства, которое перемещает жидкость от уплотняющего устройства до ранее указанного охлаждающего контура. Может быть также обеспечено наличие клапанов, таких как, например, невозвратные клапаны, которые предотвращают возврат потока стерильной среды в уплотняющее устройство, или даже клапаны, которые, в зависимости от состояний наполнения уплотняющего устройств, а также от охлаждающего контура, вызывают соответственно подачу и удаление стерильной охлаждающей среды.
Таким образом, впервые предложено последовательное охлаждение емкости в стерильной области. Следовательно, преимущественным является то, что также обеспечено наличие чистого помещения в той области, в которой емкость транспортируют от формовочного устройства до наполняющего устройства. В данном случае преимущественным является то, что, как было указано выше, охлаждающую среду от существующих систем используют для наполнения компенсационных камер. Таким образом, возможно, чтобы дополнительное смешивание воды и реагентов не было необходимым и, таким образом, чтобы система могла оставаться простой.
В результате выполнения указанного последующего охлаждения основания также возможно изготовление стерильных установок для газированных продуктов, в частности также в блочной конструкции.
Таким образом, не требуется дополнительное конструкционное пространство, и оборудованная таким образом установка остается компактной. Вследствие того, что используют короткие тракты, существует также небольшой риск повторного загрязнения. В дополнение, так как стерильную воду и стерилизационное вещество используют для охлаждения воды, также возможно обойтись очисткой транспортировочной системы для последующего охлаждения емкостей щелочным раствором и кислотой. Другие преимущества и варианты реализации понятны из сопровождающих чертежей.
Краткое описание чертежей
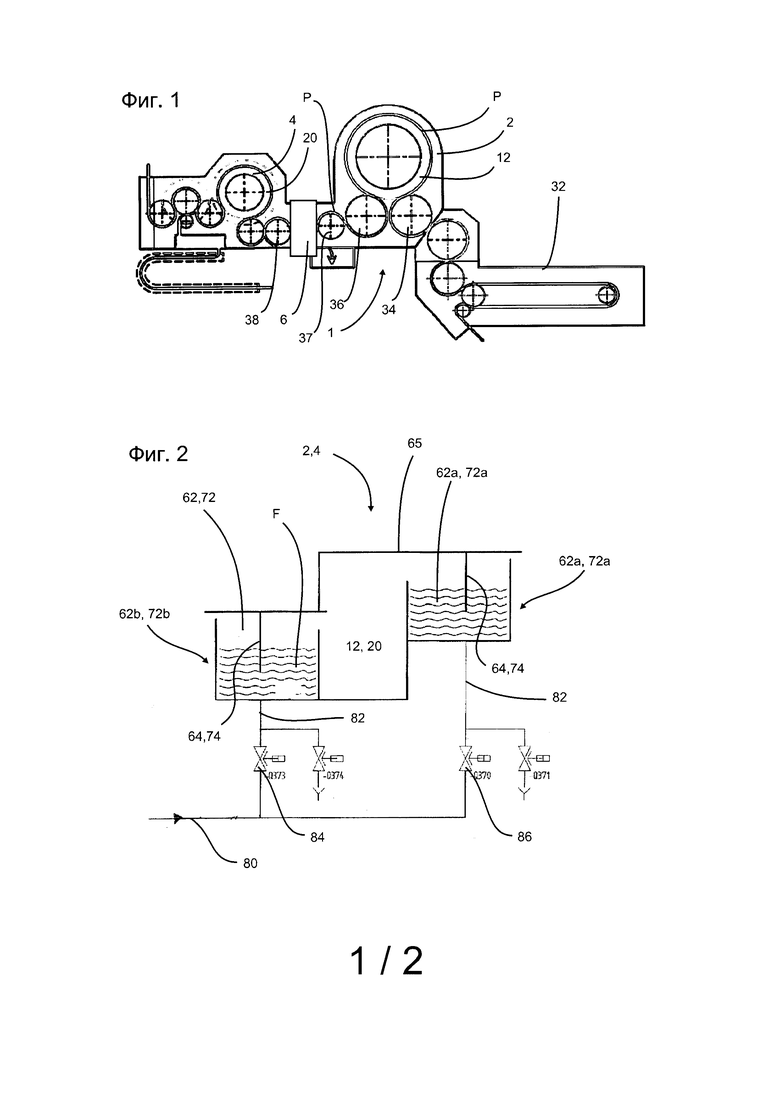
На фиг. 1 схематично показано устройство согласно настоящему изобретению;
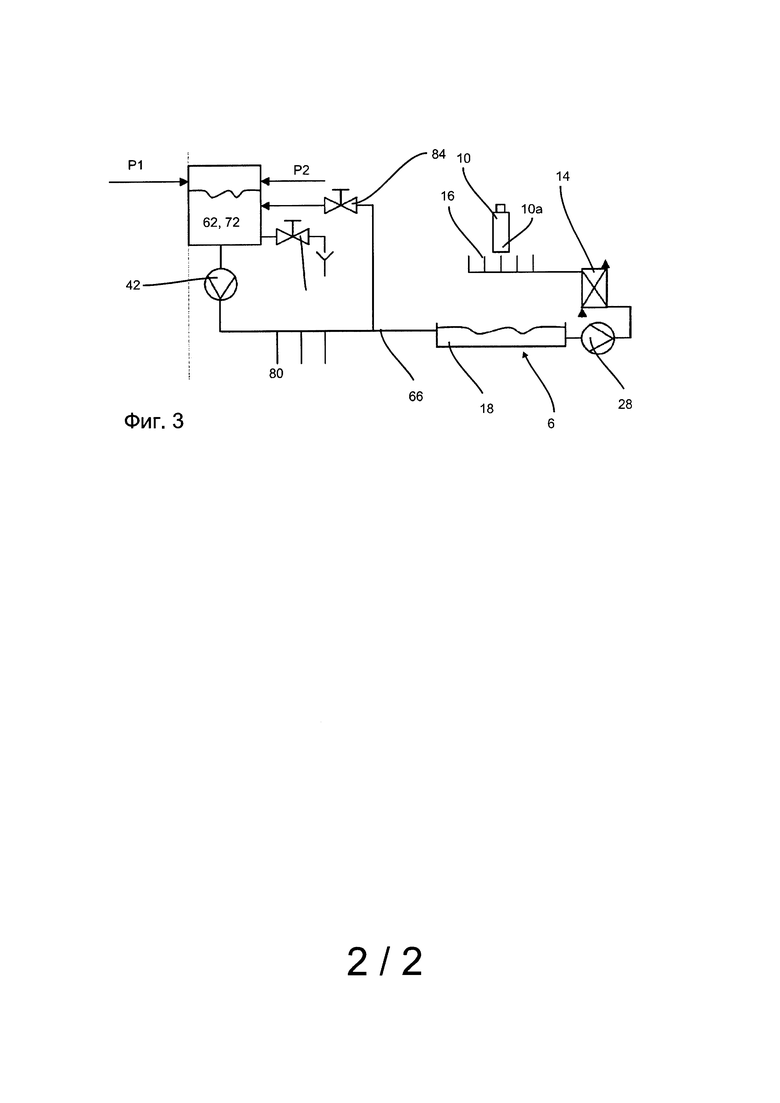
на фиг. 2 показано уплотняющее устройство в виде компенсационной камеры, и
на фиг. 3 показана иллюстрация для объяснения дополнительного охлаждения емкостей.
На фиг. 1 схематично показано устройство 1 согласно настоящему изобретению для изготовления емкостей для напитка. В данном случае обеспечено наличие нагревающего устройства 32, такого как, в частности, печь с инфракрасным излучением, которая нагревает подаваемые заготовки из пластикового материала (не показаны). После этого заготовки из пластикового материала, нагретые таким образом, подают устройством для подачи, таким как зубчатое колесо 34 для подачи, к формовочному устройству 2, которое обозначено ссылочным номером 2 во всей своей полноте. В данном формовочном устройстве 2 заготовкам из пластикового материала придают форму емкостей из пластикового материала и удаляют их удаляющим устройством, таким как удаляющее зубчатое колесо 36.
После этого емкости охлаждают с помощью охлаждающего устройства 6 (показано только схематично), в частности во внутренней области их основания, и, после этого, их транспортируют к наполняющему устройству 4. Ссылочная буква Р обозначает транспортировочный путь емкостей в установке. Ссылочный номер 20 обозначает приближенно и схематично чистое помещение, в котором емкости наполняют. Ссылочный номер 12 аналогично обозначает чистое помещение, в котором емкостям придают форму. Охлаждающее устройство 6 также имеет соответствующее чистое помещение, через которое транспортируют емкости.
В дополнение, обеспечено наличие транспортировочного устройства, которое транспортирует емкости от формовочного устройства 2 к наполняющему устройству 4. Это транспортировочное устройство предпочтительно имеет по меньшей мере одно транспортировочное зубчатое колесо, а предпочтительно несколько транспортировочных зубчатых колес. В случае варианта реализации, показанного на фиг. 1, видны два транспортировочных зубчатых колеса 37, 39. Охлаждающее устройство 6 тоже может иметь транспортировочное зубчатое колесо (не показано), которое транспортирует емкости вдоль кругового транспортировочного пути в течение их охлаждения. В дополнение, наполняющее устройство тоже может иметь транспортировочное зубчатое колесо, которое транспортирует емкости в течение их наполнения. Формовочное устройство тоже может иметь вращающееся приспособление для переноса, такое как, например, колесо для формовки выдуванием, посредством которого емкости из пластикового материала транспортируют в течение их формования.
На фиг. 2 схематично показаны уплотняющие устройства 62 и 72, которые могут быть использованы для наполняющего устройства 4 (ссылочный номер 62) и формовочного устройства 2 (ссылочный номер 72). Соответствующим образом ссылочные номера 2 и 4 также указывают на эти две части установки. В данном случае уплотняющие устройства или герметизирующие устройства 62, 72 имеют каналы 62а, 62b, 72a, 72b в каждом случае соответственно, в которых перемещают стерильную среду F. Ссылочные номера 64 и 74 указывают на лопасти, которые погружены в эту жидкость. В данном случае эти лопасти установлены на приспособлении 65 для переноса с возможностью поворота вокруг предварительно заданной оси вращения (не показана). Каналы 62а, 62b, 72а, 72b неподвижны.
Ссылочный номер 80 указывает на подающую линию, которая подает стерильную среду, то есть жидкость F, к каналам 62а, 62b, 72а, 72b. В данном случае могут быть обеспечены клапаны 84, 86, которые используют для регулирования состояния наполнения жидкости внутри непрерывных каналов 62а, 62b, 72а, 72b. Жидкость может быть подана в каналы с помощью соединяющей линии 82.
Каналы установлены между соответствующими чистыми помещениями 12, 20, в которых емкости транспортируют и также в данном случае подвергают воздействию, такому как формование и наполнение соответственно. Ссылочный номер 65 указывает на приспособление для переноса, на котором в данном случае установлены две лопасти 64, 74. Данное приспособление для переноса, которое в данном случае вращается, также формирует границу чистого помещения. Жидкость проходит в непрерывных каналах 62а, 62b, 72а, 72b посредством части линии, прикрепленной к клапанам 84 или 86 соответственно.
На фиг. 3 схематично показано для наглядного представления устройство согласно настоящему изобретению. В данном случае также снова показано подающее устройство 80, которое подает в каналы 62а, 62b, 72а, 72b стерильную среду. Как показано стрелкой Р1, в данном случае стерильная вода может быть подана в каналы и, как показано стрелкой Р2, в дополнение к стерильной среде, как показано ранее. Повторное заполнение каналов может быть выполнено с помощью клапана 84. В то же время обеспечена соединительная линия 66, которая питает охлаждающее устройство, обозначенное ссылочным номером 6 во всей его полноте. Данное охлаждающее устройство 6 также имеет насос 28, который используют для питания нагружающего устройства 16, которое, в частности, воздействует жидкой средой или производит распыление жидкой среды на основную область 10а емкостей 10.
В дополнение, обеспечено наличие охлаждающего элемента 14, который охлаждает эту жидкую среду для воздействия на емкости. Среда, истекающая из емкостей 10, может частично накапливаться накопительной емкостью 18 и использоваться вновь. Таким образом, в данном случае охлаждающее устройство 6 также выполнено в форме круга. С целью предотвращения уменьшения охлаждающей среды ее могут наполняться вновь с помощью подающей линии 66. В дополнение, может быть обеспечен насос 42, который перемещает стерильную среду от каналов 62а, 62b, 72а, 72b к охлаждающему устройству 6.
Заявитель оставляет за собой право заявить все признаки, раскрытые в документах заявки, как существенные для изобретения, поскольку они являются новыми по отдельности или в комбинации в сравнении с уровнем техники.
Список ссылок
1 устройство
2 формовочное устройство
4 наполняющее устройство
6 охлаждающее устройство
10 емкости
10а область основания
12 чистое помещение
14 охлаждающий элемент
16 нагружающее устройство
18 накопительная емкость
20 чистое помещение
28 насос
32 нагревающее устройство
34 зубчатое колесо для подачи
36 зубчатое колесо для удаления
37, 38 зубчатые колеса для транспортировки
62, 72 уплотнители, уплотняющие устройства
62а, 62б каналы
72а, 72б каналы
64, 74 лопасти
65 приспособление для переноса
66 соединительная линия
80 подающая линия
82 соединительная линия
84, 86 клапаны
P транспортировочный путь
F стерильная среда/жидкость
P1 стрелка - подача стерильной воды
P2 стрелка - подача стерильной среды
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ БОЛЬШИХ ЕМКОСТЕЙ | 2014 |
|
RU2659088C2 |
| МЕДИЦИНСКИЙ КЛАПАН | 2001 |
|
RU2286808C2 |
| УСТРОЙСТВО ХРАНЕНИЯ И ПРОДВИЖЕНИЯ НОСИТЕЛЯ | 2012 |
|
RU2540763C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И ОБРАБОТКИ УПАКОВОК ДЛЯ ЖИДКОСТЕЙ | 1994 |
|
RU2138426C1 |
| СПОСОБ ОСЛАБЛЕНИЯ ЗАРАЖЕННОСТИ КОНТЕЙНЕРНЫХ ИЗДЕЛИЙ МИКРОБИОЛОГИЧЕСКИМИ КОНТАМИНАНТАМИ | 2016 |
|
RU2720686C1 |
| УСОВЕРШЕНСТВОВАННОЕ УСТРОЙСТВО ОГРАНИЧЕНИЯ ПОСЛЕДСТВИЙ ОБЪЕМНОГО ПОЖАРА В ПОМЕЩЕНИИ | 2011 |
|
RU2563222C2 |
| НАСОСНАЯ УСТАНОВКА ДЛЯ ДОЗИРОВАНИЯ ТЕКУЧЕГО ПРОДУКТА | 2019 |
|
RU2788661C2 |
| ШТАМПОВАЯ ПЛИТА С ФОРМОВОЧНЫМ ОГРАНИЧИТЕЛЕМ | 2015 |
|
RU2652146C1 |
| НАСЫТИТЕЛЬ И СНАБЖЕННАЯ ИМ СИСТЕМА РИФОРМИНГА ПРИРОДНОГО ГАЗА | 2013 |
|
RU2598934C1 |
| УСТРОЙСТВО ДЛЯ МАНИПУЛИРОВАНИЯ БУМАЖНЫМИ ЛИСТАМИ И УСТРОЙСТВО ДЛЯ МАНИПУЛИРОВАНИЯ БАНКНОТАМИ | 2011 |
|
RU2533052C2 |
Изобретение относится к изготовлению емкостей, наполненных жидкостью. Заготовкам из пластикового материала придают форму для образования емкостей из пластикового материала посредством формовочного устройства, которые транспортируют к наполняющему устройству и наполняют жидкостью посредством указанного наполняющего устройства. Указанные емкости охлаждают на пути их транспортировки между формовочным устройством и наполняющим устройством путем воздействия на них жидкой средой. Емкости транспортируют во время наполнения внутри чистого помещения, которое отделено от окружающей среды посредством уплотняющего устройства. Чистое помещение уплотнено с использованием стерильной жидкости, перемещаемой в непрерывном канале, а жидкость из указанного канала также используют для охлаждения емкостей. В результате не требуется дополнительное конструкционное пространство. 2 н. и 7 з.п. ф-лы, 3 ил. 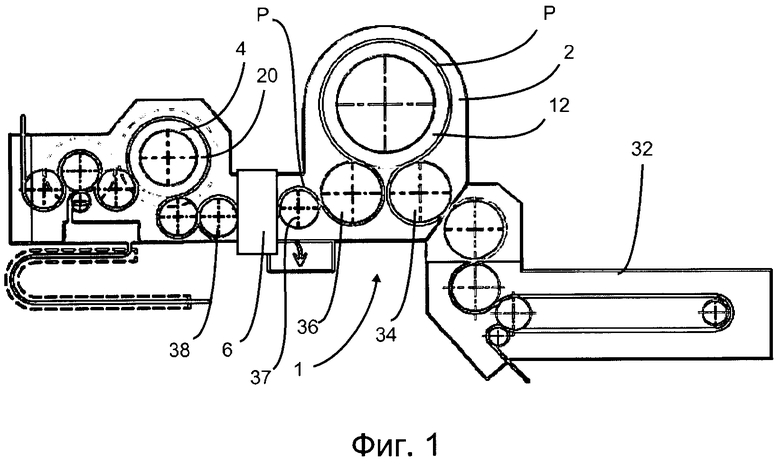
1. Способ изготовления емкостей (10), наполненных жидкостью, в частности емкостей для напитков, согласно которому
заготовкам из пластикового материала придают форму для образования емкостей (10) из пластикового материала посредством формовочного устройства (2), которые транспортируют к наполняющему устройству (4) и наполняют жидкостью посредством указанного наполняющего устройства,
причем емкости (10) охлаждают на пути их транспортировки между формовочным устройством (2) и наполняющим устройством (4) по меньшей мере частично путем воздействия на них жидкой средой,
отличающийся тем, что
емкости транспортируют, по меньшей мере во время наполнения, внутри чистого помещения (20), которое отделено от окружающей среды посредством уплотняющего устройства (62),
причем чистое помещение (20) уплотнено с использованием стерильной жидкости, перемещаемой в непрерывном канале (62а, 62b, 72а, 72b), а жидкость из указанного канала (62а, 62b, 72а, 72b) также используют для охлаждения емкостей.
2. Способ по п. 1, отличающийся тем, что на емкости воздействуют стерильной жидкой средой для их охлаждения.
3. Способ по п. 2, отличающийся тем, что емкости также транспортируют внутри чистого помещения (12) во время их формования в формовочном устройстве (2).
4. Способ по п. 1, отличающийся тем, что жидкость, используемую для охлаждения емкостей (10), перемещают в жидкостном контуре.
5. Способ по п. 1, отличающийся тем, что жидкость, используемую для охлаждения емкостей (10), также охлаждают.
6. Способ по п. 1, отличающийся тем, что жидкость, которую необходимо наполнить в емкости (10), представляет собой напиток, содержащий СО2.
7. Устройство (1) для изготовления емкостей (10), наполненных жидкостью, содержащее
- формовочное устройство (2), которое выполнено с возможностью формования заготовок из пластикового материала в емкости (10) из пластикового материала путем воздействия на них газообразной средой,
- наполняющее устройство (4), которое расположено в направлении транспортировки заготовок из пластикового материала в технологической цепочке после формовочного устройства (2) и которое выполнено с возможностью наполнения емкостей (10) из пластикового материала жидкостью, и
- охлаждающее устройство (6), которое расположено между формовочным устройством (2) и наполняющим устройством (4) и которое выполнено с возможностью воздействия на емкости (10) из пластикового материала жидкой средой по меньшей мере частично для их охлаждения,
отличающееся тем, что
по меньшей мере наполняющее устройство (4) содержит чистое помещение (20), в котором обеспечена возможность транспортировки емкостей во время их наполнения и которое отделено от окружающей среды посредством по меньшей мере одного уплотняющего устройства (62),
причем по меньшей мере одно уплотняющее устройство (62) имеет непрерывный канал (62а, 62b, 72а, 72b), выполненный с возможностью его заполнения жидкостью, при этом обеспечено наличие линии (66), по которой обеспечена возможность подачи жидкости от указанного канала (62а, 62b, 72а, 72b) к емкости (10) для ее охлаждения.
8. Устройство (1) по п. 7, отличающееся тем, что формовочное устройство (2) содержит чистое помещение (12), в котором обеспечена возможность транспортировки емкостей во время их формовки и которое отделено от окружающей среды с помощью по меньшей мере еще одного уплотняющего устройства (72).
9. Устройство (1) по п. 7, отличающееся тем, что оно снабжено охлаждающим устройством (14) для охлаждения жидкости, подаваемой к емкостям для их охлаждения.
| DE 102006053193 A1, 15.05.2008 | |||
| WO 9847770 A1, 29.10.1998 | |||
| DE 102008008528 A1, 13.08.2009 | |||
| СПОСОБ ФУНКЦИОНИРОВАНИЯ ЭЛЕКТРОННОГО ВЕНТИЛЯ | 2005 |
|
RU2388129C2 |
| RU 2003100501 A, 27.06.2004. | |||

