Настоящее изобретение относится к способу и устройству наполнения емкостей, еще точнее пластиковых емкостей, а еще более точнее больших пластиковых емкостей. Такие большие пластиковые емкости известны в уровне техники. Они могут быть использованы, например, в отводящих системах для отвода больших количеств напитков. Известны различные способы и устройства для наполнения таких больших емкостей. В частности, вследствие относительно большого объема таких емкостей и наполняемого веса, транспортировка таких емкостей обычно вызывает трудности.
Как следствие, предложены способ и устройство, которые, в частности, когда применяются с большими емкостями, обеспечивают упрощенное и экономичное производство. Это достигается в соответствии с изобретением посредством способа и устройства по независимым пунктам формулы изобретения. Преимущественные варианты реализации и усовершенствования являются объектом зависимых пунктов формулы изобретения.
В способе согласно настоящему изобретению для производства емкостей для напитков сначала обеспечивают наличие сжатой емкости. Данную сжатую емкость затем подвергают воздействию газообразной среды для ее расширения, причем предпочтительно во время расширения обеспечена возможность изменения толщины стенок емкости не более чем на 10%. Наконец, данную расширенную емкость наполняют текучей средой.
Следует отметить, что процесс расширения с газообразной средой не представляет собой процесс выдувного формования, согласно которому, как известно из уровня техники, пластиковые заготовки расширяют в пластиковые емкости, а представляет собой процесс, согласно которому расширяют, в частности раскладывают, уже изготовленную, но сжатую емкость.
Заявителю известен способ, в котором происходит данное расширение сжатой емкости с использованием непосредственно текучей среды, предназначенной для наполнения.
Для отклонения от такого способа предлагается вначале наполнение емкости газом для расширения, а только затем наполнение текучей средой.
Кроме того, также возможно оснащение емкости несущим элементом и/или ярлыком.
Предпочтительно емкости для напитков представляют собой пластиковые емкости, но также будет возможным применение других материалов, таких как, в частности, алюминиевые бочонки.
Предпочтительно емкость раскладывают посредством воздействия газообразной среды. Возможно сжатие емкости посредством процесса складывания на предшествующем этапе, а затем, как описано в настоящем описании, раскладывание посредством воздействия газообразной среды.
В предпочтительном способе емкость раскладывают вдоль предпочтительно периферического края складывания. Преимущественно в сжатом состоянии емкость имеет только один такой периферический край складывания.
В еще одном преимущественном способе сечение по меньшей мере одной части емкости остается неизменным в процессе расширения. Например, это может быть сечение в области дна емкости, в которую сложена другая область емкости, например область входного отверстия емкости.
В еще одном преимущественном способе емкость сжимают посредством процесса сжатия перед расширением.
В отличие от способов, известных из уровня техники, в настоящем описании предложено, что вначале производят пластиковую емкость, в частности посредством процесса выдувания, а затем данную емкость снова сжимают. Только на следующем этапе способа емкость снова расширяют, в частности путем воздействия газообразной среды. Таким образом, можно достичь того, что наполняющий завод может работать без соответствующих механизмов для выдувного формования. Другими словами, емкость приводят в готовую, но сжатую форму на заводе производителя, а затем расширяют посредством процесса расширения (на наполняющей установке). В данном случае наполняющая установка требует наличия устройств, таких как, например, наполняющие механизмы, и расширяющих устройств для расширения емкости.
Также будет возможным многоразовое использование емкости. В данном случае этап производства емкости может быть пропущен и заменен этапом обеспечения наличия емкости. Такая емкость может быть сжата, а затем разложена снова несколько раз.
В предпочтительном способе емкость сворачивают для сжатия таким образом, что область входного отверстия емкости расположена внутри другой области емкости. В данном случае емкость может быть сдавлена в продольном направлении с использованием форм таким образом, что конкретная область емкости, в частности верхняя область, вытолкнута или свернута в нижнюю область. Предпочтительно такое сжатие или сворачивание пластиковой предварительной емкости происходит предпочтительно вдоль периферического края складывания.
Еще в одном предпочтительном способе емкость сжата или свернута вместе таким образом, что она может быть уложена вместе с другими сжатыми или свернутыми емкостями, изготовленными аналогичным образом. Предпочтительно, однако, в данном случае изготавливают емкость, которая может быть уложена вместе в качестве целого с множеством аналогичных емкостей.
Другая складываемая емкость описана в еще не опубликованной заявке DE 102012101868.5, полное описание которой, в частности на стр. 7-9, формирует часть раскрытия настоящей заявки посредством ссылки.
Такая емкость, в частности пластиковая емкость, которая может быть наполнена текучей средой, имеет входное отверстие, донную область и основной корпус, сформированный за одно целое с входным отверстием и донной областью. В сложенном состоянии емкости основной корпус согнут под заранее заданным углом сгиба по заранее заданному периферическому краю складывания основного корпуса, так что входное отверстие емкости расположено ближе к донной области, чем периферический край складывания. В соответствии с изобретением относительное положение (и/или расстояние) края складывания относительно донной области емкости может быть изменено во время расширения емкости. Предпочтительно, относительное положение края складывания относительно входного отверстия емкости может быть изменено во время расширения емкости.
Таким образом, предложена складываемая емкость, которая, в частности, сложена таким образом, что область входного отверстия находится ближе к донной области емкости. Таким образом, предпочтительно, основной корпус сам по себе сложен по меньшей мере с одним краем складывания и, предпочтительно, одним краем складывания. Предпочтительно, емкость представляет собой пластиковую емкость. Кроме того, однако, может быть использован и другой складываемый материал.
В предпочтительном варианте реализации, внешняя поверхность основного корпуса расположена по периферии, по меньшей мере частично, напротив внутренней поверхности основного корпуса, в частности в радиальном направлении емкости. Таким образом, в сложенном состоянии емкости достигается очень эффективное уменьшение объема.
Предпочтительно внешние поверхности и внутренние поверхности емкости, по меньшей мере частично, разнесены на расстояние, которое составляет меньше 0,2 см. Преимущественно, это расстояние является периферическим расстоянием, в частности предпочтительно оно является радиальным расстоянием емкости.
В еще одном преимущественном варианте реализации толщина стенок основного корпуса по существу постоянна по меньшей мере в его частях (и особенно предпочтительно, по всей области основного корпуса). Таким образом, в настоящем описании предложено, что не тонкостенную область укладывают на другую область для складывания емкости, а складывают предпочтительно область стенки по существу с постоянной толщиной стенки. Указанный край складывания предпочтительно выполнен с возможностью перемещения во время процесса расширения. Таким образом, предложен не постоянный край складывания, по которому выполняют процесс складывания, а выполненная с возможностью перемещения область складывания, которая также может изменять положение во время расширения емкости.
Наконец, из еще одного неопубликованного решения заявителя, известного из уровня техники, а именно из вышеуказанной заявки DE 102012101868.5, также известны аппарат и способ, посредством которых емкость наполняют текучей средой, а также емкость может быть расширена. Объект данного раскрытия, в частности описание отдельных этапов способа и соответствующей емкости на стр. 2-5, также является объектом настоящей заявки посредством ссылки.
В способе наполнения емкостей текучей средой, емкость наполняют через входное отверстие емкости, а внутренний объем емкости расширяется во время наполнения. Внутренний объем впоследствии наполняемой емкости по меньшей мере вдвое (предпочтительно по меньшей мере втрое, предпочтительно по меньшей мере в пять раз и, в частности, предпочтительно по меньшей мере в десять раз) больше объема ненаполненной емкости.
Таким образом, предложено, что емкость расширяют до процесса наполнения, в данном случае при помощи воздействия газообразной среды. Следовательно, емкость надувают непосредственно перед процессом наполнения.
Таким образом преимуществом является то, что во время процесса расширения не происходит растягивание, или по меньшей мере значительного растягивания, стенки и/или материала пластиковой емкости, а только раскладывание. Предпочтительно, таким образом, чтобы емкость, которую необходимо наполнить, как и ее входное отверстие, уже имели определенную форму по меньшей мере в одной области емкости, предпочтительно в донной области.
Таким образом, возможно, в частности, чтобы емкость, изготовленная с помощью процесса расширения, была сложена таким образом, что ее внутренний объем уменьшен. В сложенном состоянии предпочтительно заранее заданная стеночная часть и, в частности, периферическая стеночная часть лежит рядом с еще одной заранее заданной стеночной частью и, в частности, в еще одной периферической стеночной частью. Преимущественно, в сложенном состоянии емкости данные стеночные части соприкасаются по меньшей мере частично и предпочтительно вдоль периферической поверхности.
В еще одном преимущественном способе емкость сложена или свернута таким образом, что соотношение объемов между пластиковой заготовкой и емкостью с уменьшенным объемом составляет меньше 1:2, предпочтительно 1:1,5 и в частности предпочтительно менее 1:1. Преимущественно соотношение объемов между пластиковой заготовкой и развернутой емкостью составляет 1:50 в случае емкости объемом 20 л.
Предпочтительно, при процессе сдавливания или складывания, также происходит сдавливание материала, которое предпочтительно является постоянным. Предпочтительно данная деформация также происходит после наполнения под давлением.
Преимущественно, емкость сформирована в холодном состоянии и, в частности, без воздействия тепла. Это может означать, например, что после формирования в пластиковые емкости пластиковые заготовки охлаждают перед их сжатием или складыванием. Однако также может быть достаточным не нагревать пластиковые емкости далее.
В еще одном предпочтительном способе после производства к емкости может быть приложена крышка емкости. В противоположность известному в уровне техники способу крышку прикладывают до того, как емкость наполняют текучей средой. В настоящем описании возможно, чтобы крышка была приложена к емкости до того, как она была сжата, однако также будет возможно, чтобы крышка была приложена к емкости после того, как она была сжата.
Можно разместить крышку с клапаном до или после сжатия, но существует возможность приложения крышки только после процессом наполнения. В данном случае может быть использована крышка с клапаном, но также может быть использована стандартная винтовая крышка, которую затем предпочтительно прокалывают при отводе жидкости из емкости.
Таким образом, например для закрывания, может быть использована крышка с клапаном, которая обеспечивает возможность выхода воздуха во время сжатия. Она предпочтительно является крышкой с клапаном, через которую может производиться наполнение и, в частности, предпочтительно крышкой, через которую также может производиться отвод жидкости.
В настоящем описании возможно, что данную крышку прикладывают непосредственно после процесса выдувания. Также может быть использована винтовая крышка, которую предпочтительно прикладывают только после процесса наполнения.
На еще одном этапе способа существует возможность наполнения емкости через данную крышку. Преимущественно данная крышка может иметь клапанное устройство, которое обеспечивает возможность наполнения и отвода жидкости из емкости. Для отвода жидкости из емкости могут предпочтительно прокалывать область емкости и, в частности, указанную крышку.
В еще одном преимущественном способе крышку емкости прикладывают к емкости до того, как она была сжата. Данный процесс обеспечивает преимущество, заключающееся в облегчении прикладывания крышки к изготовленной, но еще не сжатой емкости, так как в данном случае обеспечен более легкий доступ к входному отверстию, чем в случае сложенной емкости. Преимущественно в данном случае используют крышку, которая обеспечивает возможность выхода газа, в частности с целью сжатия емкости.
В еще одном предпочтительном способе изготавливают множество пластиковых емкостей, которые составляют в сложенном состоянии в сборку емкостей. Предпочтительно, данные емкости вкладывают друг в друга. Сжатые емкости могут быть уложены на их головных частях, т.е. перевернуты таким образом, что отверстие находится внизу. В еще одном предпочтительном способе данные сборки емкостей могут быть также паллетироваными. Предпочтительно емкости собирают в целях транспортировки. Возможно, чтобы сборки емкостей были транспортированы из места изготовления в место использования. Емкости могут быть изготовлены, а также паллетированы или собраны компанией-изготовителем, затем транспортированы в компанию-наполнитель и там наполнены напитком. Преимущество данного способа заключается в том, что емкости могут быть транспортированы в очень компактном состоянии.
В еще одном предпочтительном способе, после изготовления емкости, на нем размещают несущий элемент. Это может быть, например, ручка для переноса. Как указано выше, рассматриваемые емкости являются очень большими или имеют большой вес в наполненном состоянии. Таким образом, предпочтительным является размещение на данных емкостях элемента для переноса, такого как, в частности, ручка для переноса. Возможно размещение данных несущих элементов на емкости непосредственно после изготовления. Однако также возможно размещение несущего элемента на емкости во время ее формирования или выдувного формования. Преимущественно несущий элемент расположен на входном отверстии емкости.
Кроме того, несущий элемент также будет возможно расположить на емкости, которая находится в сложенном состоянии. Кроме того, также возможно расположение несущего элемента на емкости до того или после ее закрывания. Преимущественно несущий элемент может быть расположен или протолкнут на входное отверстие емкости.
В еще не опубликованной заявке DE 102013102748 также раскрыт такой несущий элемент и способ его прикрепления на емкость. Объект данного раскрытия, в частности на стр. 4-10, полностью включен в объект настоящей заявки посредством ссылки.
Несущий элемент может быть использован для переноса подвижных корпусов. Несущий элемент преимущественно, по меньшей мере частично, выполнен гибким и имеет фиксирующую часть, посредством которой, по меньшей мере часть времени, он может быть прикреплен к корпусу и, в частности, к емкости. Данная фиксирующая часть предпочтительно имеет отверстие, через которое по меньшей мере одна часть емкости может быть направлена, и по меньшей мере одну первую переносную часть, соединенную с фиксирующей частью и имеющую отверстие, через которое может быть направлена область человеческой руки. Это отверстие предпочтительно ограничено несколькими краевыми областями, причем держатель, гибкий относительно краевой области, расположен по меньшей мере на данной одной краевой области и проходит в направлении отверстия.
Преимущественно несущий элемент сформирован за одно целое и, в частности, предпочтительно выполнен из пластика. Преимущественно по меньшей мере одна область несущего элемента является гибкой, так что она может быть согнута под углом более чем 30°, предпочтительно более чем 60°. Кроме того, также предпочтительно, чтобы держатель мог быть согнут относительно краевой области, на которой он расположен, и предпочтительно, как указано выше, по меньшей мере на угол 30°, предпочтительно по меньшей мере 60°, предпочтительно по меньшей мере на 90°, предпочтительно по меньшей мере на 120°.
Преимущественно несколько краевых областей формируют закрытую периферию. Преимущественно они являются краевыми областями, проходящими прямолинейно по меньшей мере частично. Преимущественно отверстие имеет прямоугольное сечение.
В еще одном преимущественном варианте реализации несущий элемент имеет толщину материала в переносной части, которая составляет от 1 мм до 10 мм, предпочтительно от 2 мм до 4 мм.
В еще одном преимущественном варианте реализации, на фиксирующей части расположено множество выступов, которые направлены к корпусу, когда прикреплены к данному корпусу.
Преимущественно несущий элемент выполнен съемным с емкости, которую он должен переносить. Таким образом несущий элемент может быть расположен на корпусе только для переноса, а затем снова снят с него.
Предпочтительно несущий элемент является гибким, так что при складывании емкости, на которой он расположен, он приспосабливается к деформациям емкости по меньшей мере частично. Следовательно, например, при складывании емкости несущий элемент может лежать на области входного отверстия емкости. Таким образом, также возможно расположение нескольких сложенных емкостей внутри друг друга, в частности в целях транспортировки, причем несущий элемент может быть также прикреплен к отдельным емкостям в данном состоянии.
В еще одном преимущественном варианте реализации сборку емкостей перемещают к наполняющему устройству. В частности, сборка емкостей может быть транспортирована от производящего завода к наполняющему заводу.
В еще одном преимущественном способе после сжатия емкость помечают ярлыком. В данном случае емкость можно пометить ярлыком в сжатом состоянии, однако также будет возможно пометить емкость ярлыком до того, как она собрана вместе с множеством других емкостей в сборку емкостей. Однако также будет возможно пометить ярлыком емкость только после транспортировки, например в наполняющей установке. Таким образом увеличена вариативность наполняющей установки. Предпочтительно, однако, чтобы емкость была помечена ярлыком до наполнения.
В данном варианте реализации ярлык предпочтительно расположен в области нижней части емкости. Вместо пометки ярлыком, однако, на емкости также может быть произведена печать или на ней может быть произведено выжигание маркировки или похожие операции, в частности посредством лазера. Также к емкости могут быть применены другие маркировки, например описание даты наполнения, дата изготовления, дата окончания срока годности и т.д.
В еще одном предпочтительном способе изготавливают пластиковую заготовку, из которой изготавливают пластиковую емкость посредством процесса выдувания. Преимущественно пластиковую заготовку изготавливают посредством растягивающего процесса выдувания. Предпочтительно пластиковую емкость возможно изготовить непосредственно после изготовления пластиковой заготовки.
Преимущественно для этого используют механизм или устройство, которое расположено непосредственно после формирующего устройства для формирования пластиковых емкостей из пластиковых заготовок.
Таким образом, предпочтительно, емкость сжимают при помощи процесса сжатия до расширения.
В еще одном преимущественном способе, как указано выше, емкость изготавливают при помощи процесса выдувного формования. Следовательно, сначала емкость изготавливают при помощи процесса выдувного формования, затем сжимают и, наконец, снова расширяют.
В еще одном преимущественном способе сжатую емкость расширяют посредством газа, выбранного из группы газов, содержащих азот и углекислый газ.
Таким образом, в частности, в настоящем описании предложено, чтобы емкости были разложены или развернуты не во время наполнения, а до, в частности посредством CO2 или, в качестве альтернативы, азота (N2). В данном случае фазового механизма это может производиться непосредственно перед последним этапом. В данном случае открытые емкости или сосуды могут быть доставлены непосредственно к следующему рабочему этапу. В данном случае емкости затем полностью (100%) наполняют CO2 и потом их только надо немного дополнить или не надо вовсе. На больших заводах это может производиться автоматически, например в сухой части, из которой емкости (в качестве необязательного условия) могут транспортироваться к наполняющему устройству, например посредством воздушного транспорта или транспортного устройства, такого как конвейерная лента или конвейерная цепь.
Там крышка может быть удалена и емкость может быть наполнена. В дополнение, крышка также может быть использована повторно после удаления. Емкость может быть надута при помощи CO2 перед наполнением и также предпочтительно быть предварительно натянута, что может выполняться, в частности, непосредственно на наполняющей установке.
Перед надуванием, однако, в описанных в настоящем описании вариантах реализации, свернутую емкость могут также подвергнуть воздействию вакуума.
Другими словами, емкость освобождают от содержимого перед тем, как подвергнуть воздействию газообразной среды. Это может производиться в целях полного удаления воздуха из емкости для того, чтобы таким образом повысить сохраняемость напитка, которым впоследствии наполнят емкость.
Предпочтительно, перед тем как подвергнуть воздействию газообразной среды, с входного отверстия емкости удаляют закрывающий элемент для закрывания емкости. Следовательно, возможно, что первая емкость сформирована, а затем сжата, и в сжатом состоянии крышку прикладывают к сжатой емкости. Кроме того, крышка может быть приложена к емкости до того, как она была сжата.
Преимущество раскрытого в настоящем описании варианта реализации, в частности для небольших наполняющих установок или пивоваренных заводов, заключается в том, что процесс разворачивания с использованием CO2 может происходить в сухой среде перед самой наполняющей установкой. Таким образом наполнение может производиться в чистой среде. Также для наполнителей большой мощности для больших сосудов управление наполнителем и емкостью облегчено в том, что сложный механизм, необходимый для разворачивания, расположен раньше. Преимущество, заключающееся в том, что уменьшено потребление CO2, остается, так как емкость не дополняют, а надувают только один раз с использованием CO2.
Настоящее изобретение, кроме того, направлено на устройство для изготовления емкостей, наполненных текучими средами. Данный аппарат содержит расширяющее устройство, которое подходит и предназначено для расширения емкостей, уже изготовленных посредством процесса формования, а затем сжатых посредством воздействия газообразной среды. Кроме того, после расширяющего устройства в направлении транспортировки емкостей выполнено наполняющее устройство, которое наполняет расширенные емкости текучей средой. Таким образом преимущественно также выполнено транспортировочное устройство, которое транспортирует емкости через расширяющее устройство во время расширения.
Предпочтительно также выполнено транспортировочное устройство, которое транспортирует емкости от расширяющего устройства к наполняющему устройству.
В еще одном преимущественном варианте реализации также возможно, что газ, вновь выпущенный из емкости во время процесса наполнения, например CO2, может быть повторно использован для расширения других емкостей. Следовательно, например, может быть выполнен резервуар для газообразной среды, из которого емкости расширяют.
В еще одном преимущественном варианте реализации законченная установка также имеет аппарат для изготовления емкостей, который, в частности, представляет собой механизм для выдувного формования. Преимущественно также выполнено сжимающее устройство, которое, например, сжимает емкости, изготовленные помощи процесса выдувного формования. В дополнение, может быть выполнено устройство для сборки емкостей, которое собирает множество сжатых емкостей в группу, например укладывает их друг в друга.
Другие преимущества и варианты реализации будут видны из приложенных чертежей, на которых:
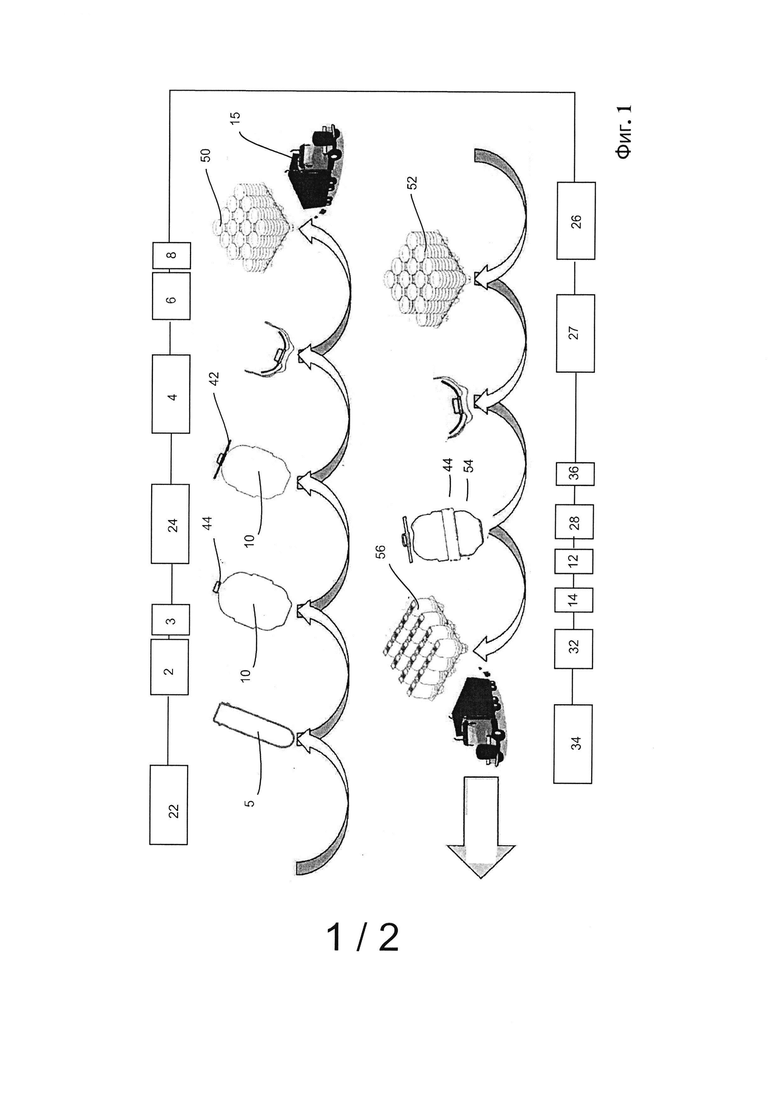
на фиг. 1 показана схематическая последовательность способа согласно настоящему изобретению и устройство согласно настоящему изобретению; и
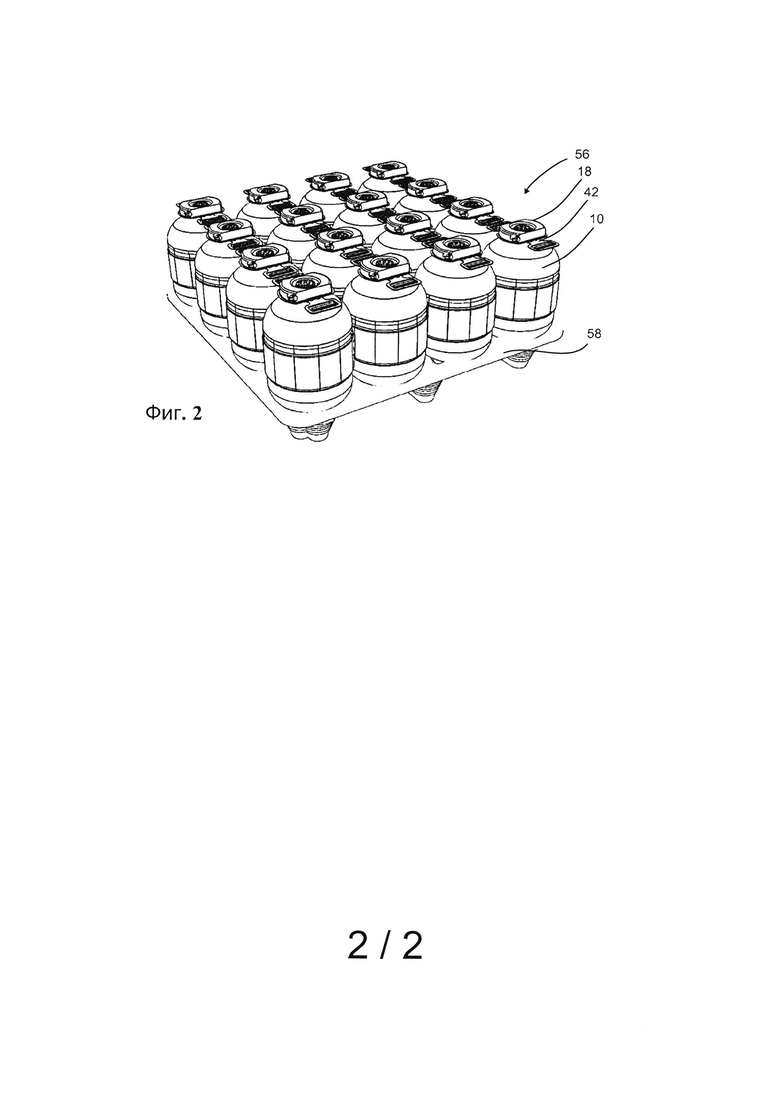
на фиг. 2 показано изображение паллета с емкостями.
На фиг. 1 показана стандартная последовательность способа согласно настоящему изобретению. Следует, однако, отметить, что отдельные этапы способа могут также выполняться в другом порядке, и более того отдельные этапы способа, такие как расположение ручки на емкости, являются необязательными.
В качестве части способа согласно настоящему изобретению сначала изготавливают пластиковые заготовки 5 при помощи устройства 22 для изготовления заготовок. Стрелки, расположенные под отдельными элементами, показывают последовательность процессов. Например, данная пластиковая заготовка 5 может быть изготовлена в компании, например преобразователе. На следующем этапе способа пластиковую заготовку 5 надувают с получением пластиковой емкости 10, причем для этого используют формующий аппарат 2. Формующий аппарат 2, в частности, но не в качестве исключения, может представлять собой механизм для выдувного формования, такой как механизм для растягивающего выдувания.
На следующем этапе способа крышку 44 располагают на емкости, например навинчивают. Ею является, в частности, крышка, имеющая клапан. В связи с этим выполнено закрывающее устройство 3, которое выполняет посадку крышки на емкость, например навинчивает ее на емкость (также она может быть насажена).
На следующем этапе способа на емкости располагают элемент 42 для переноса, например ручку для переноса. Он может затем, например, быть надвинут поверх существующей крышки. Ссылочным номером 24 обозначен аппарат, который может, например, прикреплять ручку для переноса на емкость.
На следующем этапе способа емкость сжимают управляемым образом и, в частности, сворачивают. Ссылочным номером 4 обозначен соответствующий аппарат для выполнения данного процесса сворачивания или сжатия. В противоположность способам, известным в уровне техники, в данном случае емкость сжимают управляемым образом.
На следующем этапе способа формируют сборку емкостей 50 из множества сжатых емкостей. Для этого выполнено устройство 6 для формирования сборки. Кроме того, сборки емкостей, сформированные таким образом, являются паллетированными, причем, например, паллет может вмещать от 500 до 560 емкостей (вместительность на самом деле может быть выше, а ограничения могут возникать вследствие высоты сорокафутового контейнера или/полуприцепа). В связи с этим может быть выполнено приспособление 8 для паллетирования. Емкости могут быть паллетированы так, что их нижняя часть направлена вниз, однако также их нижняя часть может быть направлена вверх, т.е. лежать на складном кольце. Однако емкостям не обязательно находиться на паллете, они также могут быть упакованы и отправлены в коробке с покрытием и пленкой внутри и т.д.
Затем паллетированные емкости транспортируют посредством транспортировочных средств 15, в данном случае показанных как грузовой автомобиль, в другую компанию, например на наполняющее предприятие.
На наполняющем заводе вначале паллеты 52 депаллетируют, для этого выполнен аппарат 26 (это также может производиться вручную). В дополнение, сборки емкостей, сформированные таким образом, могут быть разделены, точнее емкости из сборок емкостей могут быть разделены, что производится при помощи разделительного устройства 27 (это также может производиться вручную). Также в данном случае возможно, чтобы крышка была удалена с емкости на следующем этапе.
На следующем этапе способа емкости расширяют и раскладывают, при этом используют расширяющее устройство 36. При этом предпочтительно емкости подвергают воздействия газа, такого как, в частности, углекислый газ или азот.
На следующем этапе способа емкости помечают ярлыком с использованием аппарата 28 для пометки ярлыком. В данном случае, например, описанные выше емкости могут быть помечены ярлыком в области нижней половины емкостей, т.е. на половине, которая находится вблизи дна. Однако, так как к этому времени емкости уже были повторно расширены, то для пометки ярлыком может быть использована вся их наружная поверхность.
В дополнение, однако, имеется возможность пометки ярлыком только после наполнения и применения рукавной этикетки.
На следующем этапе способа емкости наполняют. Ссылочным номером 12 обозначено соответствующее наполняющее устройство. На следующем этапе способа также возможно удаление газа или кислорода из верхнего пространства емкостей, например посредством устройства для создания давления, так что другие газы, такие как азот, могут быть поданы после наполнения. Таким образом можно повысить сохраняемость продукта, которым заполнена емкость.
Наполненные емкости закрывают посредством закрывающего устройства 14.
Посредством еще одного аппарата к емкости или крышке 44 емкости может быть приложено (но не обязательно) второе закрывающее устройство, например гигиеническое или безопасное покрытие. В качестве альтернативы можно использовать блистерную упаковку, содержащую линию для одноразового использования напитка. Данная блистерная упаковка уплотняет открытие крышки и может также служить в качестве гигиенического или безопасного покрытия.
При помощи паллетирующего устройства 32 уже наполненные емкости повторно паллетируют на паллет 56 (т.е. прикрепляют ремнем или заворачивают в пленку) и, наконец, посредством транспортирующего устройства 34 (в данном случае также грузовой автомобиль), они могут быть доставлены отдельным потребителям.
Однако также возможно выполнение раскрытого способа с емкостями, которые можно использовать повторно, т.е., например, указанный ранее этап производства пластиковой емкости, например посредством процесса выдувного формования, не будет выполнен, а уже существующую емкость развернут второй раз.
На фиг. 2 показан еще один вариант реализации паллета с емкостями 10. В данном случае, в дополнение к несущему элементу, на емкости 10 расположен принимающий элемент 18 или принимающее устройство. Данный принимающий элемент 18 формирует принимающую камеру (не показана), в которой расположены другие элементы, такие как (одноразовая) линия с проколами и аналогичные элементы. Принимающий элемент может иметь отверстие, посредством которого крышка может емкости 10 может быть натолкнута или насажена.
Заявитель оставляет за собой право заявить все признаки, существенные для изобретения, раскрытые в документах заявки, которые являются новыми по отдельности или в комбинации относительно уровня техники.
Список ссылочных номеров
2 Формирующий аппарат
3 Закрывающее устройство
4 Сжимающий аппарат
5 Пластиковая заготовка
6 Устройство для формирования сборки
8 Приспособление для паллетирования
10 Пластиковая емкость
12 Наполняющее устройство
14 Закрывающее устройство
15 Транспортировочные средства
18 Принимающий элемент
22 Устройство для изготовления пластиковой заготовки
24 Устройство для приложения ручек для переноса
26 Депаллетирующий аппарат
27 Разделительное устройство
28 Аппарат для пометки ярлыком
32 Устройство для паллетирования
34 Транспортировочное устройство
36 Расширяющее устройство для расширения сжатых емкостей
42 Несущий элемент
44 Крышка
50 Сборка емкостей
52 Паллеты
56 Паллет
58 Приспособление для переноса
Группа изобретений относится к пищевой промышленности, в частности к способу и устройству изготовления емкостей для напитков. Способ изготовления емкостей (10) для напитков включает этапы, согласно которым: обеспечивают наличие сжатой емкости, подвергают сжатую емкость воздействию газообразной среды для ее расширения, причем предпочтительно во время расширения толщина стенок емкости изменяется не более чем на 10%, наполняют расширенную емкость текучей средой. Устройство (1) для изготовления емкостей (10), наполненных текучими средами, содержит расширяющее устройство (36), подходящее и предназначенное для расширения емкостей, изготовленных посредством процесса формования и затем сжатых путем воздействия газообразной среды, и наполняющее устройство (12), расположенное после расширяющего устройства (36) в направлении транспортировки емкостей (10) и выполненное с возможностью наполнения расширенных емкостей текучей средой. Использование группы изобретений позволит упростить транспортировку емкостей большого объема. 2 н. и 8 з.п. ф-лы, 2 ил.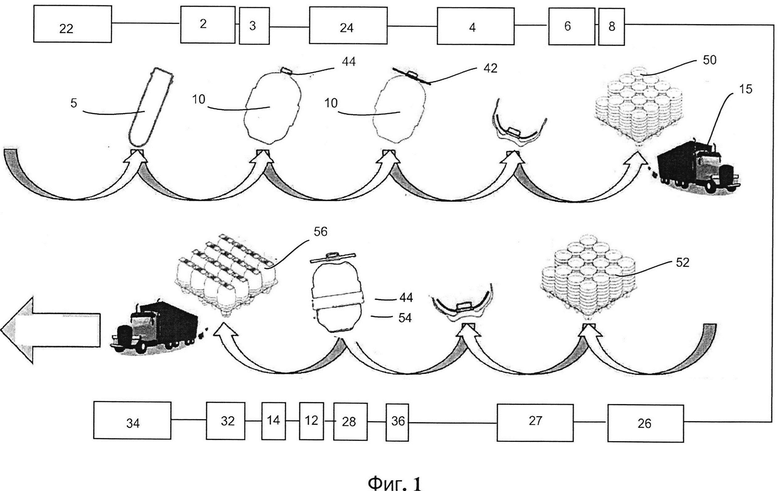
1. Способ изготовления емкостей (10) для напитков, включающий этапы, согласно которым:
- обеспечивают наличие сжатой емкости,
- подвергают сжатую емкость воздействию газообразной среды для ее расширения, причем предпочтительно во время расширения толщина стенок емкости изменяется не более чем на 10%,
- наполняют расширенную емкость текучей средой.
2. Способ по п. 1, отличающийся тем, что емкость затем раскладывают путем воздействия газообразной среды.
3. Способ по п. 1 или 2, отличающийся тем, что сечение по меньшей мере одной части емкости остается неизменным во время расширения.
4. Способ по п. 1 или 2, отличающийся тем, что емкость сжимают посредством процесса сжатия перед расширением.
5. Способ по п. 1 или 2, отличающийся тем, что емкость представляет собой емкость, изготовленную посредством процесса выдувного формования.
6. Способ по п. 1 или 2, отличающийся тем, что сжатую емкость расширяют посредством газа, выбранного из группы газов, содержащей азот и углекислый газ.
7. Способ по п. 1 или 2, отличающийся тем, что емкость опорожняют перед воздействием газообразной среды.
8. Способ по п. 1 или 2, отличающийся тем, что перед воздействием газообразной среды с входного отверстия емкости (10) удаляют закрывающий элемент для закрывания емкости (10).
9. Способ по п. 1 или 2, отличающийся тем, что емкость наполняют текучей средой после расширения.
10. Устройство (1) для изготовления емкостей (10), наполненных текучими средами, содержащее:
расширяющее устройство (36), подходящее и предназначенное для расширения емкостей, изготовленных посредством процесса формования и затем сжатых путем воздействия газообразной средой, и
наполняющее устройство (12), расположенное после расширяющего устройства (36) в направлении транспортировки емкостей (10) и выполненное с возможностью наполнения расширенных емкостей текучей средой.

