ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу производства декоративной строительной панели путем формирования изображения на металлическом основном материале или керамическом основном материале, используемом в технической области строительных материалов, посредством использования струйного устройства струйной печати.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы струйные системы печати использовались в различных областях, потому что такие системы способны легко формировать большое разнообразие рисунков на основном материале с низкими затратами.
В частности струйная система с отверждаемыми активными лучами чернилами имеет относительно низкий запах по сравнению со струйными системами с чернилами на растворителе и способна формировать изображение на материале записи, не имеющем быстро сохнущих свойств или способности к поглощению чернил, и, следовательно, отверждаемые активными лучами струйные системы привлекают внимание (см., например, Патентный документ 1).
[0003] Кроме того, струйные системы печати использовались в различных областях, как описано выше, и не только для бумажных материалов, но также и для строительных материалов, таких как сайдинг (см., например, Патентный документ 2).
В Патентном документе 2 раскрыто, что с целью обеспечения струйного способа записи, способного легко гарантировать подходящее качество декорирования строительных материалов, точки формируются для создания рисунка посредством использования капелек чернил, причем начальная скорость каждой выбрасываемой из струйной записывающей головки капельки чернил регулируется, и объем одной капельки, которая попадает на поверхность материала записи, устанавливается равным 45 пл.
[0004] Кроме того, в Патентном документе 1 дается раскрытие способа формирования изображения посредством использования отверждаемых активными лучами чернил, способных стабильно воспроизводить изображение с высоким разрешением на различных материалах записи, и в частности дается раскрытие способа формирования изображения, включающего в себя выполнение печати на материале записи, в котором отверждаемые активными лучами чернила облучаются конкретным источником света через 0,001-1,0 с после того, как отверждаемые активными лучами чернила попадут на материал записи.
[0005] С другой стороны, водные чернила также традиционно использовались в качестве чернил в струйной системе записи. Принимающий чернила слой материала струйной записи имеет в этом случае пористую структуру. Когда чернила попадают на принимающий чернила слой материала записи, чернила быстро растекаются за счет смачивания (в пределах 0,5 с) благодаря действию капиллярности, и диаметр точки чернил стабилизируется в пределах 0,5 с.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0006] [Патентный документ 1] JP 4539104 B2.
[Патентный документ 2] JP 2012-87504 A.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
РЕШАЕМАЯ ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0007] В большинстве случаев струйная печать выполняется посредством использования водных чернил или чернил на основе растворителя. Однако отверждаемые активными лучами чернила содержат немного летучих компонентов, таких как растворители или вода, и, следовательно, отверждаемые активными лучами чернила имеют преимущество в том, что им несвойственно неравномерное проявление цвета, вызываемое влиянием скорости испарения и скорости проникания растворителя, снижение качества печати, вызываемое эффектом влажного растекания чернил, и т.п., и может устойчиво поддерживаться высокое качество печати.
[0008] Однако в том случае, когда отверждаемые активными лучами чернила отверждаются облучением активными лучами немедленно после попадания активных отверждаемых лучом чернил на материал записи, например, в случае, когда чернила отверждаются в пределах 1 с после попадания чернил на поверхность материала записи, как в Патентном документе 1, чернила все еще находятся в середине влажного растекания, и следовательно существует проблема неустойчивости окраски. В дополнение к этому, струйные головки устройства струйной записи располагаются параллельно для каждого цвета, и интервал времени от нанесения до облучения активными лучами немного изменяется в зависимости от цвета. Следовательно, степень влажного растекания варьируется в зависимости от цвета, когда интервал времени до облучения активными лучами является коротким, создавая тем самым проблему конструктивной осуществимости изображения. То, что отверждаемые активными лучами чернила содержат немного летучих компонентов, таких как растворители или вода, также является одной из причин того, что капельке чернил требуется некоторый интервал времени для того, чтобы устойчиво растечься за счет смачивания.
[0009] Кроме того, когда поверхность материала записи является плоской, чернила недостаточно растекаются за счет смачивания, даже когда интервал времени до облучения активными лучами регулируется. Следовательно, необходимо сформировать подходящие неравномерности.
В дополнение к этому, например, в строительных материалах, предназначенных для использования на открытом воздухе, в случае, когда изображение формируется системой струйной записи предшествующего уровня техники, использующей водные чернила, поверхность материала записи должна быть проницаемой, и следовательно в некоторых случаях существует проблема долговечности сформированного изображения из-за дождя и т.п. Даже в случае, когда изображение покрывается водостойкой краской для того, чтобы гарантировать долговечность, когда покрытие повреждается, вода проникает в изображение из поврежденной части. Таким образом, эту проблему трудно решить в принципе.
РЕШЕНИЕ ПРОБЛЕМЫ
[0010] Принимая во внимание вышеизложенное, авторы настоящего изобретения провели обширные исследования и в результате нашли, что изображение, имеющее высокую конструктивную осуществимость, формируется путем организации конкретных неравномерностей на строительной панели, получаемых путем формирования принимающего чернила слоя с краской на металлическом основном материале или керамическом основном материале и облучения отверждаемых активными лучами чернил активными лучами в пределах конкретного интервала времени после попадания активных отверждаемых лучом чернил на поверхность принимающего чернила слоя.
[0011] В частности, в соответствии с одним вариантом осуществления настоящего изобретения предлагается способ производства декоративной строительной панели, включающий в себя: выброс отверждаемых активными лучами чернил из струйной записывающей головки на строительную панель, которая включает в себя основной материал, выбираемый из металлического основного материала и керамического основного материала, и принимающий чернила слой, расположенный на основном материале, получаемый путем отверждения полимерной композиции и имеющий среднеарифметическую шероховатость (Ra), определенную в соответствии с японским промышленным стандартом JIS B 0601:2001, равную от 0,4 мкм до 3 мкм, чтобы тем самым выполнить печать на принимающем чернила слое; и облучение отверждаемых активными лучами чернил активными лучами в пределах 2,2 с или больше и 30 с или меньше после того, как отверждаемые активными лучами чернила попадут на принимающий чернила слой.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0012] В соответствии с этим способом производства декоративной строительной панели по одному варианту осуществления настоящего изобретения с помощью системы струйной записи рисунок, имеющий высокую конструктивную осуществимость, может быть нанесен, например, на строительную панель, которая требует атмосферостойкости и водостойкости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
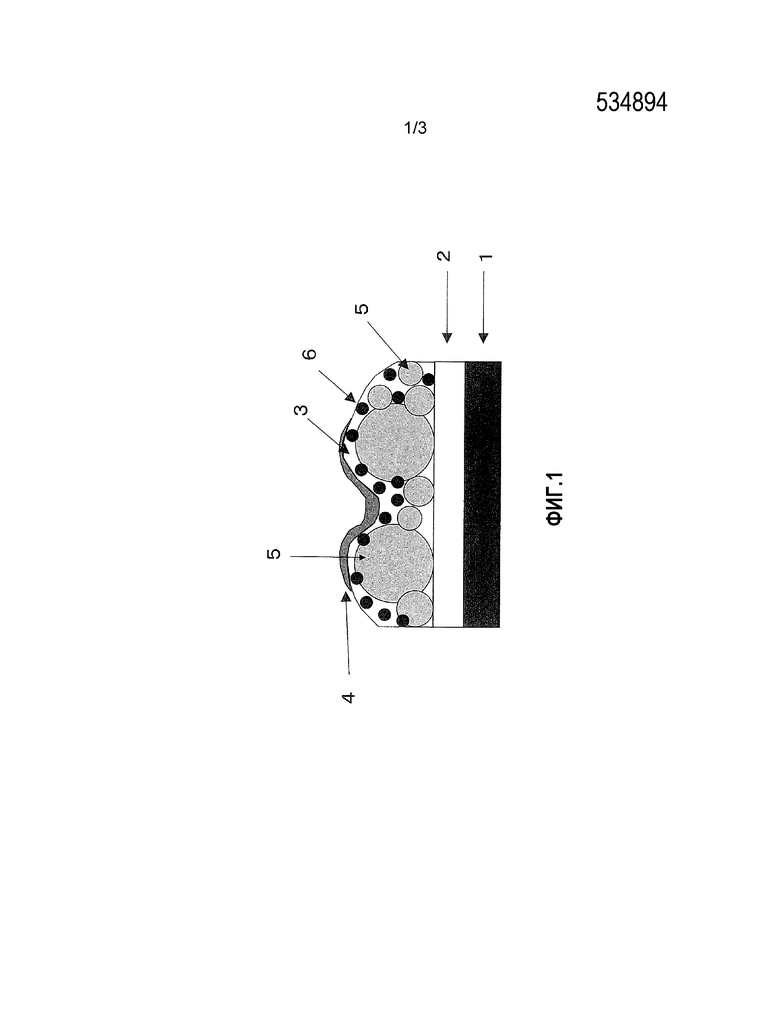
[0013] Фиг. 1 представляет собой схематический вид в разрезе декоративной строительной панели, имеющей среднеарифметическую шероховатость Ra, регулируемую внутри диапазона от 0,4 мкм до 3 мкм путем добавления к краске твердых частиц.
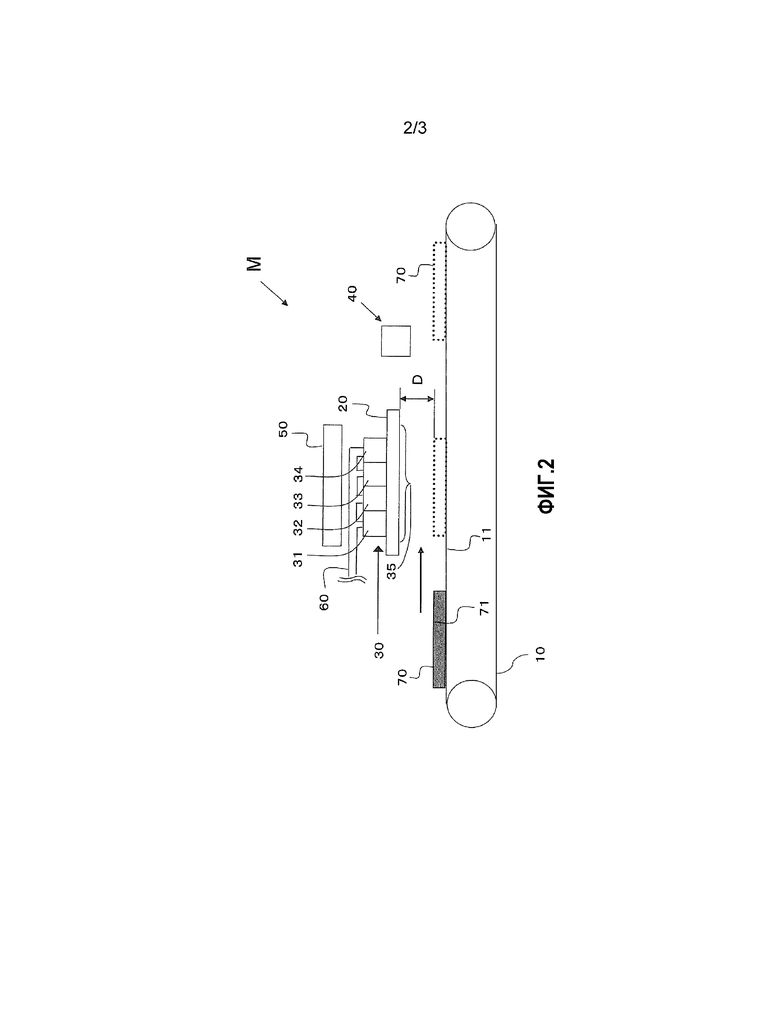
Фиг. 2 представляет собой иллюстрацию одного примера устройства струйной записи линейного типа, используемого для выполнения настоящего изобретения.
Фиг. 3 представляет собой график, показывающий результаты Эксперимента 1.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0014] Как было описано выше, способ производства декоративной строительной панели по настоящему изобретению включает в себя выброс отверждаемых активными лучами чернил из струйной записывающей головки на строительную панель, в которой принимающий чернила слой, получаемый путем отверждения полимерной композиции, формируется на основном материале, выбираемом из металлического основного материала и керамического основного материала, чтобы тем самым выполнить печать на принимающем чернила слое.
[0015] Предпочтительно использовать способ производства декоративной строительной панели по настоящему изобретению для формирования изображения на металлическом основном материале, который будет использоваться для строительных панелей, таких как металлический сайдинг, декоративные внутренние материалы, декоративные наружные материалы, декоративные материалы пола и материалы для дверей лифтов. Примеры металлических основных материалов включают в себя: оцинкованный стальной лист, такой как покрытый расплавленным сплавом Zn-55% Al стальной лист; стальной лист, такой как обычный стальной лист или лист нержавеющей стали; алюминиевый лист и медный лист. Эти металлические листы могут быть подвергнуты обработке для создания неравномерностей, таких как напоминающие плитку, напоминающие кирпич или зернистые формы, посредством тиснения, прокатки и т.п. Кроме того, с целью улучшения теплоизолирующих свойств и звуконепроницаемости задняя поверхность металлического основного материала может быть покрыта, например, ламинированной алюминием крафт-бумагой, содержащей неорганический материал, такой как полимерная пена или гипсокартон, в качестве материала ядра.
[0016] Примеры керамического основного материала включают в себя неглазурованные керамические плиты, глазурованные и спеченные керамические плиты, цементные плиты, а также листовые материалы, сформированные путем использования цементирующего сырья, волокнистого сырья и т.п. В частности, существуют «цементные листовые системы, армированные древесными волокнами», содержащие древесные волокна и древесную щепу в качестве армирующего материала, а также «цементные листовые системы, армированные волокнами» и «листовые системы из цемента/силиката кальция, армированные волокнами», включающие в себя целлюлозу и искусственные волокна в качестве армирующего материала.
Кроме того, эти керамические основные материалы могут быть подвергнуты обработке для создания неравномерностей, чтобы тем самым сформировать поверхность основного материала в напоминающие плитку формы, напоминающие кирпич формы, зернистые формы и т.п.
[0017] Принимающий чернила слой, используемый в настоящем изобретении, представляет собой пленку покрытия, формируемую путем отверждения полимерной композиции. В настоящем документе в качестве краски, способной формировать пленку покрытия на основном материале, могут использоваться обычно используемые смолы полимерных соединений. Их примеры включают в себя полимерные соединения, такие как полиэфирные смолы, акриловые смолы, поливинилиденфторидные смолы, полиуретановые смолы, эпоксидные смолы, смолы поливинилового спирта и фенольные смолы. Из них полиэфирные смолы или акриловые смолы являются предпочтительными в качестве полимерного соединения, используемого в настоящем изобретении, с точек зрения их высокой атмосферостойкости и превосходной адгезии к ним чернил.
Следует отметить, что предпочтительно избегать использования краски, которая формирует пористый принимающий чернила слой, используемый в качестве принимающего чернила слоя предшествующего уровня техники для водных чернил. Такой пористый принимающий чернила слой может иметь проблемы с водостойкостью и атмосферостойкостью и может быть неподходящим для использования в строительных материалах и т.п.
[0018] В вышеупомянутых смолах полимерных соединений может использоваться отвердитель для регулирования характеристик и физических свойств смолы. Когда используется полиэфирная смола, желательно использовать отвердитель на основе меламина (меламиновый отвердитель смолы). Примеры такого отвердителя включают в себя метилированный меламин (метилолмеламиндиметиловый эфир), н-бутилированный меламин (метилолмеламинбутиловый эфир), а также смешанный этерифицированный меламин метила и н-бутила. Принимающий чернила слой, имеющий увеличенную плотность сшивки за счет использования отвердителя, как описано выше, является особенно предпочтительным, потому что такой принимающий чернила слой имеет превосходную водостойкость и атмосферостойкость благодаря его непроницаемости для отверждаемых активными лучами чернил. Посредством наблюдения поперечного сечения принимающего чернила слоя и слоя чернил с помощью микроскопа при увеличении от 100 до 200 крат можно подтвердить, что принимающий чернила слой является непроницаемым для отверждаемых активными лучами чернил. В случаях, когда принимающий чернила слой является непроницаемым, интерфейс между принимающим чернила слоем и слоем чернил может быть четко идентифицирован. Однако, в тех случаях, когда принимающий чернила слой является проницаемым, этот интерфейс становится нечетким и трудноидентифицируемым.
[0019] В случае, когда в качестве вышеупомянутого полимерного соединения используется полиэфирная смола, ее среднечисловая молекулярная масса при измерении с помощью гель-проникающей хроматографии (GPC) предпочтительно составляет от 2000 до 8000. Когда эта молекулярная масса составляет менее 2000, способность к обработке уменьшается, и в пленке покрытия могут легко образовываться трещины. Кроме того, когда эта молекулярная масса составляет более 8000, атмосферостойкость может уменьшиться благодаря уменьшению плотности сшивки. С точки зрения баланса между способностью к обработке и атмосферостойкостью среднечисловая молекулярная масса предпочтительно имеет значение от 3000 до 6000.
Кроме того, в случае, когда в качестве вышеупомянутого полимерного соединения используется эмульсия акриловой смолы, ее среднечисловая молекулярная масса при измерении с помощью гель-проникающей хроматографии (GPC) предпочтительно составляет от 200000 до 2000000.
[0020] Принимающий чернила слой по настоящему изобретению имеет среднеарифметическую шероховатость Ra, определяемую в соответствии с японским промышленным стандартом JIS B 0601:2001, в диапазоне от 0,4 мкм до 3 мкм. Когда среднеарифметическая шероховатость Ra составляет менее 0,4 мкм, влажное растекание струйных чернил является недостаточным, и следовательно диаметр точки является стабильным даже тогда, когда струйные чернила облучаются активными лучами, такими как ультрафиолетовые лучи, в пределах менее 2,2 с после нанесения струйных чернил. Однако между точками чернил образуются зазоры, и таким образом существует проблема, заключающаяся в том, что свойство проявления цвета относительно количества наносимых чернил становится недостаточным. Кроме того, нежелательно, чтобы среднеарифметическая шероховатость Ra составляла более 3 мкм, потому что струйные чернила утапливаются в нерегулярных канавках пленки покрытия на поверхности принимающего чернила слоя, и цвет от этого бледнеет. Среднеарифметическая шероховатость Ra для того, чтобы в достаточной степени гарантировать свойство влажного растекания и свойство проявления цвета относительно количества наносимых чернил предпочтительно составляет от 0,5 мкм до 2 мкм.
[0021] Нет никаких конкретных ограничений на способ регулировки значения Ra принимающего чернила слоя по настоящему изобретению внутри вышеупомянутого диапазона, но, например, для этого можно использовать способ, включающий в себя добавление к краске, служащей в качестве полимерной композиции, неорганических или органических твердых частиц, имеющих средний диаметр от 4 мкм до 80 мкм, предпочтительно от 10 мкм до 60 мкм.
Примеры неорганических частиц включают в себя кремнезем, сульфат бария, тальк, карбонат кальция, слюду, стеклянную дробь и стеклянные чешуйки. В дополнение к этому, примеры органических частиц включают в себя дробь акриловой смолы и дробь полиакрилонитриловой смолы. Полимерная дробь может представлять собой полимерную дробь, производимую с использованием известного способа, или могут использоваться имеющиеся в продаже продукты. Примеры коммерчески доступной дроби акриловой смолы включают в себя «TAFTIC AR650S» (средний диаметр частиц: 18 мкм), «TAFTIC AR650M» (средний диаметр частиц: 30 мкм), «TAFTIC AR650MX» (средний диаметр частиц: 40 мкм), «TAFTIC AR650MZ» (средний диаметр частиц: 60 мкм), «TAFTIC AR650ML» (средний диаметр частиц: 80 мкм), «TAFTIC AR650L» (средний диаметр частиц: 100 мкм) и «TAFTIC AR650LL» (средний диаметр частиц: 150 мкм), которые являются доступными от компании Toyobo Co., Ltd. В дополнение к этому, примеры коммерчески доступной дроби полиакрилонитрила включают в себя «TAFTIC A-20» (средний диаметр частиц: 24 мкм), «TAFTIC YK-30» (средний диаметр частиц: 33 мкм), «TAFTIC YK-50» (средний диаметр частиц: 50 мкм), «TAFTIC YK-80» (средний диаметр частиц: 80 мкм), которые являются доступными от компании Toyobo Co., Ltd.
[0022] Количество органических или неорганических частиц в этом случае обычно составляет от 2 мас.% до 40 мас.%, предпочтительно от 10 мас.% до 30 мас.% по массе пленки покрытия.
Средние диаметры твердых частиц и частиц красящего пигмента определяются способом счетчика Культера.
[0023] Кроме того, красящий пигмент может быть добавлен к краске для формирования принимающего чернила слоя в таком количестве, чтобы это не влияло на неравномерности. Средний диаметр частиц красящего пигмента в этом случае обычно составляет от 0,2 мкм до 2,0 мкм. В качестве красящего пигмента могут быть упомянуты сажа, оксид титана, оксид железа, желтый оксид железа, фталоцианиновый синий, а также кобальтовая синь.
Кроме того, в том случае, когда добавляется красящий пигмент, он обычно добавляется к краске в количестве от 40 мас.% до 60 мас.% по массе пленки покрытия.
[0024] Следует отметить, что среднеарифметическая шероховатость (Ra) получается следующим образом. Когда кривая шероховатости представляется как функция y=f(x), из этой кривой шероховатости извлекается для измерения часть длиной L в направлении средней линии кривой шероховатости. Направление средней линии извлеченной части берется в качестве оси X, а направление продольного увеличения представляется осью Y. Значение, определяемое приведенным ниже Выражением (I), выражается в микрометрах (мкм).
[0025]
[0026] Функция f(x) может быть измерена различными способами, например с помощью измерителя шероховатости поверхности игольчатого типа, атомного силового микроскопа (AFM) и сканирующего туннельного микроскопа (STM). Численное значение среднеарифметической шероховатости в настоящем документе является численным значением, определяемым с помощью измерителя шероховатости поверхности игольчатого типа, как показано в следующих Примерах.
Следует отметить, что японский промышленный стандарт JIS B 0601:2001, используемый в настоящем изобретении, основан на стандарте ISO4287:1997.
[0027] Пленка покрытия принимающего чернила слоя в соответствии с одним вариантом осуществления настоящего изобретения описывается со ссылкой на Фиг. 1.
Фиг. 1 представляет собой схематический вид в разрезе принимающего чернила слоя, имеющего среднеарифметическую шероховатость Ra, регулируемую внутри диапазона от 0,4 мкм до 3 мкм путем добавления к краске твердых частиц.
Декоративная строительная панель по настоящему изобретению включает в себя основной материал 1, опционально слой 2 праймера, принимающий чернила слой 3, слой 4 чернил, твердые частицы 5 и опционально красящий пигмент 6.
[0028] В качестве основного материала 1, как было описано выше, может быть упомянут металлический основной материал, такой как покрытый металлом стальной лист, нержавеющая сталь, лист холоднокатаной стали или алюминиевый лист, или керамический основной материал, такой как керамический материал сайдинга.
Когда в качестве основного материала 1 используется металлический лист, поверхность металлического листа может быть подвергнута известной химической конверсионной обработке, такой как нанесение хроматного покрытия.
[0029] Слой 2 праймера может быть опционально сформирован на основном материале 1. В качестве смолы для формирования слоя праймера может использоваться то же самое полимерное соединение, что и для формирования пленки покрытия, и в этом плане можно упомянуть такие полимерные соединения, как полиэфирные смолы, акриловые смолы, полиуретановые смолы, эпоксидные смолы, смолы поливинилового спирта и фенольные смолы.
Кроме того, толщина слоя 2 праймера обычно составляет от 2 мкм до 10 мкм, предпочтительно от 3 мкм до 7 мкм. Слой 2 праймера формируется для целей улучшения адгезии между основным материалом 1 и принимающим чернила слоем 3, а также улучшения коррозионной стойкости основного материала 1 путем добавления коррозионностойкого пигмента. Таким образом, в том случае, когда адгезия между основным материалом 1 и принимающим чернила слоем 3 является достаточной, и основной материал 1 не является металлическим основным материалом, в формировании слоя 2 праймера нет необходимости.
[0030] Принимающий чернила слой 3 формирует поверхность принимающего чернила слоя вместе с твердыми частицами 5 и красящим пигментом 6, чтобы принимать на нее чернила. Смола для формирования принимающего чернила слоя 3 была описана выше.
[0031] Нет никакого конкретного ограничения на толщину принимающего чернила слоя, но эта толщина обычно находится в диапазоне от 3 мкм до 30 мкм. В том случае, когда пленка покрытия является чрезмерно тонкой, существует риск того, что долговечность и покрывающее свойство пленки покрытия могут быть недостаточными. Тем временем, в том случае, когда пленка покрытия является чрезмерно толстой, производственные затраты увеличиваются, и во время спекания может образовываться пена.
[0032] В качестве отверждаемых активными лучами чернил по настоящему изобретению используются чернила, которые обычно используются в данной области техники. В качестве обычно используемых чернил существуют радикально полимеризующиеся чернила и катионно-полимеризующиеся чернила, и могут использоваться любые из них.
Отверждаемые активными лучами чернила обычно содержат мономеры или олигомеры, инициаторы фотополимеризации, красящие материалы, диспергирующие агенты, поверхностно-активные вещества и любые другие добавки. В настоящем изобретении используются материалы, обычно используемые в данной области техники. Катионно-полимеризующиеся чернила являются особенно предпочтительными, потому что их скорость объемной усадки меньше, чем у радикально полимеризующихся чернил, а также получается высокая адгезия к непроницаемому принимающему чернила слою, имеющему увеличенную плотность сшивки.
[0033] Отверждаемые активными лучами чернила по настоящему изобретению отверждаются путем облучения активными лучами в пределах временного интервала от 2,2 с до 30 с после попадания чернил на поверхность принимающего чернила слоя. Когда отверждаемые активными лучами чернила отверждаются менее чем за 2,2 с за счет облучения активными лучами, скорость влажного растекания точки чернил все еще является высокой, и следовательно диаметр точки является нестабильным, что делает качество изображения нестабильным. Кроме того, в том случае, когда радикально полимеризующиеся чернила облучаются активными лучами после более чем 30 с, для радикально полимеризующихся чернил становится трудным сформировать пленку покрытия из чернил, имеющую достаточную твердость, вследствие ингибирования полимеризации кислородом. Кроме того, в том случае, когда катионно-полимеризующиеся чернила облучаются активными лучами после более чем 30 с, вода, содержащаяся в воздухе, будет проникать в пленку покрытия из чернил и ингибировать полимеризацию, так что в результате аналогичным образом становится трудным сформировать пленку покрытия из чернил, имеющую достаточную твердость. Степень отверждения активных лучей за счет катионной полимеризации уменьшается по мере того, как содержание воды в чернилах увеличивается, и в значительной степени зависит от влажности. Следовательно, предпочтительно, чтобы чернила облучались активными лучами в пределах 15 с после нанесения чернил. Кроме того, для того, чтобы устранить поглощение воды принимающим чернила слоем, принимающий чернила слой может быть нагрет перед выполнением струйной печати до температуры от 40°C до 100°C.
[0034] Далее описывается способ производства декоративной строительной панели по настоящему изобретению.
В способе производства декоративной строительной панели по настоящему изобретению используется струйное устройство записи линейного типа, проиллюстрированное на Фиг. 2. Такое струйное устройство записи линейного типа подробно описывается, например, в японском отложенном патенте № 2012-87504.
Струйное устройство записи линейного типа М, проиллюстрированное на Фиг. 2, включает в себя перемещающую часть 10, каретку 20, записывающую часть 30, часть 40 облучения активными лучами и управляющую часть 50.
[0035] Принимающая чернила поверхность 71 строительной панели 70 является поверхностью, противоположной той поверхности, которая контактирует с перемещающей поверхностью 11 перемещающей части 10. Принимающая чернила поверхность 71 окрашивается отверждаемыми активными лучами чернилами, выбрасываемыми из записывающей части, и таким образом желаемое изображение может быть сформировано на принимающем чернила слое.
[0036] Перемещающая часть 10 формируется из конвейера и т.п. Перемещающая часть 10 выполнена с возможностью перемещения строительной панели 70, установленной на перемещающей поверхности 11. Направление перемещения обозначено стрелкой на Фиг. 2, и в соответствии с Фиг. 2 строительная панель 70 перемещается с левой стороны перемещающей части 10 к ее правой стороне так, чтобы пройти мимо каретки 20 и части 40 облучения активными лучами. Скорость, с которой перемещающая часть 10 перемещает строительную панель 70, регулируется так, чтобы строительная панель 70 проходила под частью 40 облучения активными лучами в пределах диапазона от 2,2 с до 30 с после нанесения чернил на принимающую чернила поверхность 71.
[0037] Каретка 20 включает в себя записывающую часть 30. Записывающая часть 30 устанавливается и крепится на каретке 20. Записывающая часть 30 включает в себя, например, блоки 31, 32, 33 и 34 записывающих головок. Блок 31 записывающих головок включает в себя множество записывающих головок для выброса черных чернил. Блок 32 записывающих головок включает в себя множество записывающих головок для выброса голубых чернил. Блок 33 записывающих головок включает в себя множество записывающих головок для выброса пурпурных чернил. Блок 34 записывающих головок включает в себя множество записывающих головок для выброса желтых чернил. Таким образом, записывающая часть 30 включает в себя множество записывающих головок. Множество записывающих головок, формирующих блок 31 записывающих головок, выровнены в множество рядов в направлении, перпендикулярном к направлению перемещения, и расположены так, чтобы записывающие головки в смежных рядах располагались зигзагообразным образом. Множество записывающих головок каждого из блоков 32, 33 и 34 записывающих головок располагаются тем же самым образом, что и в блоке 31 записывающих головок. Следует отметить, что множество сопел формируются в записывающих головках, формирующих блоки 31, 32, 33 и 34 записывающих головок соответствующих цветов. Чернила каждого цвета выбрасываются из своих сопел. Следует отметить, что посредством такого использования чернил четырех цветов может быть сформировано полноцветное изображение.
[0038] Записывающая часть 30, устанавливаемая на каретке 20, устанавливается в положении, отделенном от перемещающей поверхности 11 в вертикальном направлении, а также в таком положении, в котором допускается изменение высоты принимающей чернила поверхности 71 относительно перемещающей поверхности 11, где каждая строительная панель 70, перемещаемая последовательно перемещающей частью 10, проходит мимо записывающей части 30. В частности, записывающая часть 30 устанавливается в таком положении, где расстояние D между поверхностью записывающей части 30, противоположной перемещающей поверхности 11, более конкретно между поверхностью 35 выброса чернил из множества записывающих головок, формирующих соответствующие блоки 31, 32, 33 и 34 записывающих головок, и принимающей чернила поверхностью 71 строительной панели 70, составляет 2 мм или больше, в частности от приблизительно 5 мм до приблизительно 10 мм. В состоянии, в котором записывающая часть 30 установлена на каретке 20, поверхность каретки 20, противоположная перемещающей поверхности 11, и поверхность 35 выброса чернил устанавливаются на одной и той же высоте, так, чтобы они находились в одной и той же плоскости.
[0039] Следует отметить, что капельки чернил, выбрасываемые из записывающих головок, формирующих блоки 31, 32, 33 и 34 записывающих головок соответствующих цветов, летят в пространстве, имеющем расстояние D между поверхностью 35 выброса чернил и принимающей чернила поверхностью 71 в вертикальном направлении к принимающей чернила поверхности 71. Начальная скорость каждой капельки чернил обычно устанавливается равной от 3 м/с до 9 м/с, предпочтительно от 4 м/с до 7 м/с. Начальная скорость капельки чернил относится к скорости капельки чернил во время ее выброса из записывающей головки. Например, начальная скорость капельки чернил вычисляется на основе расстояния в 1 мм в вертикальном направлении от поверхности 35 выброса чернил и времени, требуемого для капельки чернил, выбрасываемой из записывающей головки, для того, чтобы преодолеть это расстояние в 1 мм (предопределенное расстояние/время).
Когда начальная скорость капельки чернил составляет менее 3 м/с, скорость жидкой капельки является чрезмерно низкой, и следовательно точность нанесения чернил может значительно уменьшиться. Кроме того, когда начальная скорость капельки чернил составляет более 9 м/с, точность нанесения является удовлетворительной, но может образоваться большое количество спутников, что снижает качество изображения. Здесь, термин «спутник» относится к малым капелькам жидкости, образующимся вместе с главной капелькой жидких чернил.
[0040] Нет никаких конкретных ограничений на объем одной капельки чернил, выбрасываемой из сопла поверхности 35 выброса чернил к принимающей чернила поверхности 71, но этот объем обычно устанавливается так, чтобы он был меньше чем 60 пиколитров (пл), предпочтительно 10 пл или больше и меньше чем 45 пл. Когда этот объем составляет 60 пл или больше, диаметр точки становится чрезмерно большим, что вызывает заметное ощущение зернистости и поэтому может создать проблемы качества дизайна формируемого изображения. Кроме того, когда этот объем составляет менее 10 пл, расстояние между поверхностью выброса чернил и принимающей чернила поверхностью должно быть установлено так, чтобы оно было менее 2 мм, для того, чтобы гарантировать точность нанесения капельки чернил. Следовательно, печать может оказаться технически трудной с точки зрения степени плоскости основного материала 1.
[0041] Часть 40 облучения активными лучами устанавливается в предопределенном положении после записывающей части 30 в направлении перемещения. В качестве «активных лучей» в настоящем изобретении могут быть упомянуты электронные лучи, ультрафиолетовые лучи, α-лучи, γ-лучи и рентгеновские лучи. В настоящем изобретении, с учетом безопасности и удобства обращения, предпочтительно используются электронные лучи и ультрафиолетовые лучи, и наиболее предпочтительно используются ультрафиолетовые лучи.
Часть 40 облучения активными лучами включает в себя лампу для излучения активных лучей, которая устанавливается так, чтобы она была обращена к перемещающей поверхности 11 перемещающей части 10, и выполнена с возможностью излучения активных лучей в направлении перемещающей поверхности 11.
[0042] Облучение активными лучами начинается, например, при условиях, что строительная панель 70 была обнаружена чувствительным элементом обнаружения (не показан), установленным в предопределенном положении после записывающей части 30 в направлении перемещения и перед частью 40 облучения активными лучами в направлении перемещения. В этом случае положение части 40 облучения активными лучами является таким положением, что принимающая чернила поверхность 71 проходит под частью 40 облучения активными лучами в пределах от 2,2 с до 30 с после нанесения чернил на принимающую чернила поверхность 71, и это положение определяется также с учетом управления скоростью перемещения ремня перемещающей части 10. Облучение активными лучами останавливается, когда обнаружится, что строительная панель 70 прошла мимо части 40 облучения активными лучами чувствительным элементом обнаружения (не показан), установленным в предопределенном положении после части 40 облучения активными лучами в направлении перемещения. Облучение активными лучами может быть остановлено после истечения предопределенного промежутка времени после начала облучения активными лучами.
[0043] Кроме того, имеют место случаи, в которых часть 40 облучения активными лучами не может быть установлена в непосредственной близости от записывающей части 30 с точки зрения структуры устройства М струйной записи линейного типа. Например, в случае, когда существующее струйной записи линейного типа не включает в себя часть облучения активными лучами, необходимо отдельно устанавливать часть облучения активными лучами. Кроме того, в большинстве случаев строительная панель, используемая в настоящем изобретении, является панелью с размером стороны от нескольких метров до десяти с лишним метров, и поэтому нежелательно чрезмерно увеличивать скорость движения перемещающего ремня с точки зрения безопасности и т.п. Учитывая эту и другие причины, с производственной точки зрения желательно, чтобы чернила, выбрасываемые из записывающей головки, облучались активными лучами через 3 с или больше, предпочтительно через 4 с или больше, более предпочтительно через 5 с или больше после нанесения чернил на принимающую чернила поверхность.
Однако, стоит отметить следующее. В том случае, когда скорость движения перемещающего ремня является чрезмерно низкой, эффективность производства снижается. Следовательно, желательно, чтобы даже в том случае, когда часть облучения активными лучами устанавливается далеко от записывающей части, скорость движения регулировалась так, чтобы чернила, выбрасываемые из записывающей головки, облучались активными лучами через 25 с, предпочтительно через 20 с, более предпочтительно через 15 с после нанесения чернил на принимающую чернила поверхность.
[0044] Управляющая часть 50 выполнена с возможностью управления различными видами обработки, включая нанесение рисунка путем записи изображения, формируемого устройством М струйной записи линейного типа. Управляющая часть 50 включает в себя монтажную плату с установленными на ней электронными компонентами, электрическими проводами и т.п. По меньшей мере частичная структура, включаемая в управляющую часть 50, устанавливается в верхней части записывающей части 30, как проиллюстрировано на Фиг. 2.
[0045] В дополнение к этому, устройство М струйной записи линейного типа включает в себя резервуары (не показаны) для хранения чернил каждого цвета (черных, голубых, пурпурных, желтых), и эти чернила подаются ко множеству записывающих головок каждого блока (31-34) записывающих головок через трубку 60 подачи чернил. Например, черные чернила подаются из резервуара для хранения черных чернил ко множеству записывающих головок блока 31 записывающих головок через трубку 60 подачи чернил. То же самое также относится и к другим цветам.
[0046] Устройство М струйной записи линейного типа включает в себя предопределенный интерфейс (не показан), такой как сетевой интерфейс. Устройство М струйной записи линейного типа соединяется с внешним устройством, таким как персональный компьютер, через интерфейс таким образом, чтобы обмениваться информацией с внешним устройством. Внешнее устройство выполнено с возможностью ввода инструкции для записи изображения на принимающую чернила поверхность 71, данных записываемого изображения и т.п. в устройство М струйной записи линейного типа. В устройстве М струйной записи линейного типа после получения инструкции записи выполняется предопределенная обработка, и вышеупомянутые чернила выбрасываются из поверхности 35 выброса чернил так, чтобы сформировать желаемое изображение на принимающей чернила поверхности 71, чтобы тем самым выполнить способ производства декоративной строительной панели по настоящему изобретению.
[0047] В способе производства декоративной строительной панели по настоящему изобретению сначала запускается перемещение строительной панели 70, размещенной на перемещающей поверхности 11 перемещающей части 10. Затем в записывающей части 30 черные точки из черных чернил, голубые точки из голубых чернил, пурпурные точки из пурпурных чернил и желтые точки из желтых чернил записываются на принимающей чернила поверхности 71. Чернила каждого цвета выбрасываются из записывающих головок блоков 31, 32, 33 или 34 записывающих головок соответствующего цвета. Объем капелек чернил в этом случае устанавливается так, чтобы он был меньше чем 60 пиколитров (пл), предпочтительно 10 пл или больше и меньше чем 45 пл, как описано выше.
После этого строительная панель 70 перемещается дальше перемещающей частью 10, и после истечения предопределенного периода времени, строительная панель 70 проходит под частью 40 облучения активными лучами, и принимающая чернила поверхность 71 облучается активными лучами. В результате чернила, которые были нанесены на принимающую чернила поверхность 71, отверждаются излучением активных лучей, потому что эти чернила являются отверждаемыми активными лучами чернилами.
Таким образом, желаемое изображение формируется на принимающей чернила поверхности 71 строительной панели 70 для того, чтобы произвести декоративную строительную панель.
Примеры
[0048] 1. Производство строительной панели
Примеры по настоящему изобретению 1-1-1-5 и Сравнительные примеры 1-1 и 1-2
Покрытый расплавленным сплавом Zn-55% Al стальной лист, имеющий толщину 0,27 мм и плотность металлизации одной поверхности 90 г/м2, имеющий размер A4, использовался в качестве основного материала. Покрытый металлом стальной лист был подвергнут щелочному обезжириванию. Затем, хромат для покрытий (NRC300NS: производства компании Nippon Paint Co., Ltd., величина адгезии 50 мг/м2 по хрому) и коммерчески доступная краска праймера на основе эпоксидной смолы, служащая в качестве слоя праймера (700P производства компании Nippon Fine Coatings, Inc.), были нанесены на покрытый металлом стальной лист с помощью устройства для нанесения покрытий валиком так, чтобы иметь толщину сухой пленки 5 мкм, и подвергнуты термической обработке с тем, чтобы достичь максимальной температуры листа, равной 215°C.
[0049] Состав краски, служащей в качестве полимерной композиции для формирования принимающего чернила слоя, являлся следующим. В качестве смолы использовалась полимерная полиэфирная смола (производства компании DIC Corporation), имеющая среднечисловую молекулярную массу 5000, температуру стеклования 30°C и гидроксильное число 28 мг KOH/г. В качестве меламиновой смолы, служащей сшивающим агентом, использовалась метилированная меламиновая смола, содержащая 90 мол.% метоксильных групп (Cymel 303 производства компании Mitsui Cytec Ltd.). Соотношение компонентов смеси между полиэфирной смолой и меламиновой смолой составило 70/30, и в качестве красящего пигмента были добавлены оксид титана, имеющий средний диаметр частиц 0,28 мкм (JR-603 производства компании Tayca Corporation), слюда, имеющая средний диаметр частиц 10 мкм (SJ-010 производства компании Yamaguchi Mica Co., Ltd.), гидрофобный кремнезем, имеющий средний диаметр частиц 5,5 мкм (Silysia 456 производства компании Fuji Silysia Chemical Ltd.), и гидрофобный кремнезем, имеющий средний диаметр частиц 12 мкм (Silysia 476 производства компании Fuji Silysia Chemical Ltd.). Конкретные добавленные количества показаны в Таблице 1. Додецилбензолсульфоновая кислота была добавлена в качестве катализатора в количестве 1 мас.% относительно содержания твердого полимера. Кроме того, в качестве амина был добавлен диметиламиноэтанол в количестве, в 1,25 раз превышающем аминовый эквивалент относительно кислотного эквивалента додецилбензолсульфоновой кислоты. Краска была нанесена с помощью устройства для нанесения покрытий валиком так, чтобы иметь толщину сухой пленки 18 мкм, и подвергнута термической обработке с тем, чтобы достичь максимальной температуры листа, равной 225°C.
[0050] Следует отметить, что каждый средний диаметр частиц вышеупомянутых слюды, гидрофобного кремнезема и оксида титана определялся способом счетчика Культера.
В частности, средний диаметр частиц измерялся следующим образом. В качестве измерительного устройства использовался счетчик Культера TA-II (производства компании Coulter Electronics Inc. (США)). Приблизительно 0,5 г образца помещались в мензурку на 200 мл, и к ним добавлялись приблизительно 150 мл чистой воды. Эта смесь диспергировалась с помощью ультразвуковых волн (Ultrasonic Cleaner B-220) в течение от 60 с до 90 с. Несколько капель дисперсионной жидкости добавлялись с помощью пипетки к 150 мл сопутствующего раствора электролита (ISOTON II: 0,7% водный раствор NaCl, имеющий высокую чистоту), и распределение размера частиц определялось путем использования вышеупомянутого устройства.
Следует отметить, что апертурная трубка размером 30 мкм использовалась для вышеупомянутых JR-603 (оксида титана) и Silysia 456 (гидрофобного кремнезема). Кроме того, апертурная трубка размером 50 мкм использовалась для SJ-010 (слюда) и Silysia 476. Средний диаметр частиц определялся путем считывания 50% диаметра накопленной диаграммы распределения размера частиц.
[0051] Примеры по настоящему изобретению 2-1-2-5 и Сравнительные примеры 2-1 и 2-2
Та же самая обработка выполнялась для формирования слоя праймера с использованием того же самого покрытого металлом стального листа, что и описанный выше.
В качестве краски для принимающего чернила слоя использовалась акриловая эмульсионная грунтовка (IM Coat 4100, производства компании Kansai Paint Co., Ltd.). Красящий пигмент и твердые частицы были смешаны с краской в количествах, показанных в Таблице 1. Композиция краски была нанесена на слой праймера с помощью воздушного распылителя так, чтобы иметь толщину сухой пленки 20 мкм, и была подвергнута термической обработке при температуре 130°C в течение 5 мин для того, чтобы тем самым приготовить строительную панель, имеющую пленку покрытия для приема чернил.
[0052] Примеры по настоящему изобретению 3-1-3-5 и Сравнительные примеры 3-1 и 3-2
Та же самая акриловая эмульсионная грунтовка была нанесена на поверхность керамического сайдинга на основе армированной волокнами цементной плиты, имеющей состав, содержащий древесные волокна и щепу в качестве армирующего материала, который был произведен в соответствии с японским промышленным стандартом JIS 5422 как наружный материал и подвергнут термической обработке при тех же самых условиях, чтобы тем самым произвести строительную панель, имеющую принимающий чернила слой.
[0053] 2. Измерение среднеарифметической шероховатости (Ra) поверхности пленки покрытия строительной панели
Среднеарифметическая шероховатость (Ra) поверхности принимающего чернила слоя строительной панели измерялась при следующих условиях посредством использования измерителя шероховатости поверхности игольчатого типа Dektak 150 производства компании Ulvac-Phi, Inc. (вертикальное разрешение: 0,1 нм/6,5 мкм, 1 нм/65,5 мкм, 8 нм/524 мкм) в соответствии со способом измерения шероховатости поверхности, основанным на японском промышленном стандарте JIS B 0601:2001.
(i) Давление на щуп: 3 мг
(ii) Расстояние сканирования: 1 мм
(iii) Время сканирования: 60 с
(iv) Радиус щупа: 2,5 мкм
Результаты измерения каждого Примера настоящего изобретения и Сравнительных примеров показаны в Таблице 1.
[0054]
[0055] 3. Формирование изображения с помощью отверждаемых активными лучами чернил
Объем капельки жидких чернил регулировался так, чтобы он составлял 42 пл и 14 пл, и струйная печать вышеупомянутых Примеров настоящего изобретения выполнялась с помощью машины струйной печати (Patterning jet производства компании Trytec Corporation). Условия печати в этом случае были следующими.
[0056] Условия струйной печати 1
(a) Диаметр сопла: 35 мкм
(b) Прикладываемое напряжение: 11,5 В
(c) Ширина импульса: 10,0 мкс
(d) Частота привода: 3,483 Гц
(e) Разрешение: 360 точек на дюйм
(f) Объем капельки чернил: 42 пл
(g) Температура нагрева головки: 45°C
(h) Наносимое количество чернил: 8,4 г/м2
(i) Расстояние между головкой и поверхностью записи: 5,0 мм
(j) Начальная скорость капельки чернил: 5,9 м/с
[0057] Условия струйной печати 2
(a) Диаметр сопла: 35 мкм
(b) Прикладываемое напряжение: 11,5 В
(c) Ширина импульса: 5,2 мкс
(d) Частота привода: 7,846 Гц
(e) Разрешение: 720 точек на дюйм
(f) Объем капельки чернил: 14 пл
(g) Температура нагрева головки: 45°C
(h) Наносимое количество чернил: 11,2 г/м2
(i) Расстояние между головкой и поверхностью записи: 2,5 мм
(j) Начальная скорость капельки чернил: 6,0 м/с
[0058] Условия струйной печати 3
(a) Диаметр сопла: 35 мкм
(b) Прикладываемое напряжение: 13,2 В
(c) Ширина импульса: 10,0 мкс
(d) Частота привода: 3,483 Гц
(e) Разрешение: 360 точек на дюйм
(f) Объем капельки чернил: 42 пл
(g) Температура нагрева головки: 45°C
(h) Наносимое количество чернил: 8,4 г/м2
(i) Расстояние между головкой и поверхностью записи: 5,0 мм
(j) Начальная скорость капельки чернил: 8,1 м/с
[0059] Условия струйной печати 4
(a) Диаметр сопла: 35 мкм
(b) Прикладываемое напряжение: 9,9 В
(c) Ширина импульса: 10,0 мкс
(d) Частота привода: 3,483 Гц
(e) Разрешение: 360 точек на дюйм
(f) Объем капельки чернил: 42 пл
(g) Температура нагрева головки: 45°C
(h) Наносимое количество чернил: 8,4 г/м2
(i) Расстояние между головкой и поверхностью записи: 5,0 мм
(j) Начальная скорость капельки чернил: 3,9 м/с
[0060] Ультрафиолетовые лучи использовались в качестве активных лучей в Примерах. Чернила подвергались отверждению ультрафиолетовыми лучами после струйной печати при следующих условиях.
(1) Вид лампы: ртутная лампа высокого давления (H bulb производства компании Fusion UV Systems Japan K. K.)
(2) Мощность лампы: 200 Вт/см
(3) Суммарное количество света: 600 мДж/см2 (измеренное с использованием измерителя ультрафиолетового излучения UV-351-25 производства компании ORC Manufacturing Co., ltd.)
[0061] В этих Примерах в качестве отверждаемых активными лучами чернил использовались радикально полимеризующиеся отверждаемые ультрафиолетовыми лучами чернила и катионно-полимеризующиеся отверждаемые ультрафиолетовыми лучами чернила. Конкретный состав каждых чернил был следующим.
[0062] Радикально полимеризующиеся отверждаемые ультрафиолетовыми лучами чернила
Пурпурные чернила
[0063] 1) Пигмент: 160ED, оксид железа, производства компании Toda Kogyo Corp., дисперсионная среда: SR9003, PO-модифицированный неопентилгликольдиакрилат, производства компании Sartomer Japan Inc.
2) CN985B88, смесь 88 мас.% бифункционального алифатического уретанового акрилата и 12 мас.% 1,6-гександиолдиакрилата, производства компании Sartomer Japan Inc.
3) 1,6-гександиолдиакрилат
4) IRGACURE 184, гидроксикетон, производства компании Ciba Japan
5) IRGACURE 819, оксид ацилфосфина, производства компании Ciba Japan
[0064] Желтые чернила
Желтые чернила использовались в той же самой композиции, что и пурпурные чернила, за исключением того, что дисперсионная жидкость пигмента (содержание пигмента: 20 мас.%) была изменена, и использовалось 20 массовых частей измененной дисперсионной жидкости пигмента.
Состав дисперсионной жидкости пигмента был следующим.
Пигмент: TSY-1, желтый оксид железа, производства компании Toda Kogyo Corp., дисперсионная среда: SR9003, PO-модифицированный неопентилгликольдиакрилат, производства компании Sartomer Japan Inc.
[0065] Голубые чернила
Голубые чернила использовались в той же самой композиции, что и пурпурные чернила, за исключением того, что дисперсионная жидкость пигмента (содержание пигмента: 40 мас.%) была изменена, как описано далее, ее добавляемое количество было установлено равным 25 массовым частям, а добавляемое количество реактивного олигомера3) было установлено равным 42 массовым частям.
Состав дисперсионной жидкости пигмента был следующим.
Пигмент: DAIPYROXIDE BLUE 9410, кобальтовая синь, производства компании Dainichiseika Color & Chemicals Mfg. Co., Ltd., дисперсионная среда: SR9003, PO-модифицированный неопентилгликольдиакрилат, производства компании Sartomer Japan Inc.
[0066] Черные чернила
Черные чернила использовались в той же самой композиции, что и пурпурные чернила, за исключением того, что дисперсионная жидкость пигмента (содержание пигмента: 20 мас.%) была изменена, как описано далее, ее добавляемое количество было установлено равным 10 массовым частям, а добавляемое количество реактивного олигомера3) было установлено равным 57 массовым частям. Использовались чернила, имеющие ту же самую композицию, что и пурпурные чернила, за исключением того, что дисперсионная жидкость пигмента была изменена следующим образом, и добавляемое количество реактивного олигомера было установлено равным 57 массовым частям.
Состав дисперсионной жидкости пигмента был следующим.
Пигмент: NIPex 35, сажа, производства компании Degussa Japan Co., Ltd., дисперсионная среда: SR9003, PO-модифицированный неопентилгликольдиакрилат, производства компании Sartomer Japan Inc.
[0067] Катионно-полимеризующиеся отверждаемые ультрафиолетовыми лучами чернила
20 массовых частей каждого из описанных ниже четырех видов пигментов были добавлены к 9 массовым частям полимерного диспергирующего агента (PB821 производства компании Ajinomoto Fine-Techno Co., Inc.) и 71 массовой части соединения окситана (OXT211 производства компании Toagosei Co., Ltd.), и эта смесь была запечатана в стеклянном баллоне вместе с 200 г дроби двуокиси циркония с диаметром 1 мм. Эта смесь диспергировалась с использованием встряхивающего аппарата в течение четырех часов. После этого дробь двуокиси циркония была удалена для того, чтобы приготовить дисперсии пигментов четырех цветов.
Черный: Пигмент Черный 7
Синий: Цианиновый синий 4044 (производства компании Sanyo Color Works, Ltd.)
Желтый: Пигмент Желтый 138
Пурпурный: Пигмент Красный 122.
Следующие фотополимеризующиеся соединения, основное соединение, поверхностно-активные вещества, агент улучшения совместимости и фотокислотный генератор были смешаны с 14 массовыми частями каждой вышеупомянутой дисперсии для того, чтобы тем самым произвести катионно-полимеризующиеся отверждаемые ультрафиолетовыми лучами чернила для струйной печати.
[0068]
· Эпоксидированное льняное масло Vikoflex 9040 (производства компании Atofina)
· EP-1, структурную формулу см. в патентном документе JP 4539104 B2
· Соединение окситана OXT-221 (производства компании Toagosei Co., Ltd.)
· Соединение окситана OXT-211 (производства компании Toagosei Co., Ltd.)
4 массовые части
34 массовые части
24 массовые части
8,9 массовых частей
· н-этилдиэтаноламин
0,05 массовых частей
· MEGAFACE F178k
(содержащий перфторалкильную группу акриловый олигомер (производства компании Dainippon Ink and Chemicals))
· MEGAFACE F1405
(содержащий перфторалкильную группу аддукт оксида этилена (производства компании DIC Corporation)
0,025 массовых частей
0,025 массовых частей
· HISOLVE BDB (гликолевый эфир производства компании Toho Chemical Industry Co., Ltd.)
10 массовых частей
· UV16992 (производства компании DOW Chemical Company)
5 массовых частей
[0069] (Эксперимент 1)
Печать выполнялась на записывающей поверхности записывающего материала посредством использования катионно-полимеризующихся отверждаемых ультрафиолетовыми лучами чернил (пурпурных) при вышеупомянутых условиях струйной печати 1. Диаметр точки (мкм) одной капельки чернил измерялся после 0,5 с, 0,8 с, 1,0 с, 1,6 с, 2,0 с, 2,2 с, 2,7 с, 3,5 с, 4,6 с, 6,8 с, 10,5 с и 30,0 с с момента нанесения капельки чернил на записывающую поверхность.
Диаметр точки измерялся посредством использования сканирующего конфокального лазерного микроскопа LEXTOLS3000 производства компании Olympus Corporation. В том случае, когда растекание точки было близко к овалу, среднее значение длинного диаметра и короткого диаметра определялось в качестве диаметра точки.
[0070] Результаты показаны на Фиг. 3.
Из Фиг. 3 видно, что в Примерах настоящего изобретения 1-1-1-5 и в Сравнительном примере 1-2 диаметр точки капельки чернил быстро увеличивается в течение 1 с, а затем растекание по существу выходит на плато. В противоположность этому найдено, что в Сравнительном примере 1-1 (значение шероховатости Ra: 0,361 мкм) расширение диаметра точки становится медленным после 1,5 с, и растекание по существу выходит на плато, и диаметр точки не расширяется после 2,2 с.
Таким образом становится понятно, что для того, чтобы поддерживать достаточное влажное растекание чернил, значение шероховатости Ra должно составлять 0,4 мкм или больше.
Следует отметить, что подобные результаты были получены также в том случае, когда печать выполнялась при условиях струйной печати 2, и подобные результаты были получены также в Примерах 2-1-2-5 и 3-1-3-5 (не показаны).
[0071] (Эксперимент 2)
Записывающая поверхность была на 100% запечатана черным цветом посредством использования черных чернил при вышеупомянутых условиях струйной печати. Чернила были облучены ультрафиолетовыми лучами через 2,2 с после момента нанесения чернил на записывающую поверхность, и в это время было измерено значение L*. Для измерения значения L* использовался спектроколориметр SpectroEye производства компании X-Rite.
[0072] По мере того, как значение L* становится более низким, влажное растекание чернил становится больше, и чернила растекаются за счет смачивания, не оставляя зазоров. Кроме того, в том случае, когда влажное растекание чернил является недостаточным, поверхность пленки покрытия нижележащего основного материала частично остается открытой, и следовательно значение L* становится высоким. Δ или выше представляет собой приемлемый уровень.
○: значение L* составляет менее 30.
Δ: значение L* составляет 30 или больше и меньше чем 40.
×: значение L* составляет 40 или больше.
Результаты, полученные путем выполнения печати при условиях струйной печати 1, 3 и 4, показаны в Таблице 3, а результаты, полученные путем выполнения печати при условиях струйной печати 2, показаны в Таблице 4.
[0073]
ющиеся
ющиеся
ющиеся
ющиеся
ющиеся
ющиеся
[0074]
[0075] Из результатов, показанных в вышеприведенных таблицах, становится понятно, что подобные результаты получаются независимо от того, используются ли радикально полимеризующиеся чернила или катионно-полимеризующиеся чернила. Кроме того, было подтверждено, что достаточное свойство влажного растекания чернил обеспечивалось при среднеарифметической шероховатости (Ra) внутри диапазона от 0,4 мкм до 3,0 мкм.
[0076] (Эксперимент 3)
Для того, чтобы подтвердить физическую прочность чернил после отверждения, твердость по царапанию (карандашный способ) измерялась на основе японского промышленного стандарта JIS K5600 5-4.
Вся поверхность принимающего чернила слоя запечатывалась с использованием голубых чернил, пурпурных чернил, желтых чернил и черных чернил при вышеупомянутых условиях струйной печати. Чернила облучались ультрафиолетовыми лучами через 2,2 с, 30 с и 35 с после нанесения чернил на записывающую поверхность, и карандашная прочность оценивалась с помощью вышеупомянутого способа измерения. В том случае, когда значение твердости по карандашной шкале изменялось в зависимости от цвета, самое низкое значение твердости по карандашной шкале определялось в качестве представительного значения. Δ или выше представляет собой приемлемый уровень. Результаты, полученные путем выполнения печати при условиях струйной печати 1, показаны в Таблице 5, а результаты, полученные путем выполнения печати при условиях струйной печати 2, показаны в Таблице 6.
○○: 2Н или больше
○: H
Δ: от HB до F
×: B или меньше
[0077]
[0078]
[0079] Из вышеупомянутых результатов видно, что чернила, облученные ультрафиолетовыми лучами через 2,2 с после нанесения чернил на принимающий чернила слой, имели удовлетворительную физическую прочность после отверждения независимо от того, являлись ли чернила радикально полимеризующимися чернилами или катионно-полимеризующимися чернилами. Кроме того, катионно-полимеризующиеся чернила не имели кислородного ингибирования полимеризации и низкого коэффициента усадки при отверждении, и, следовательно, катионно-полимеризующиеся чернила имели твердость по карандашной шкале выше, чем радикально полимеризующиеся чернила. Результаты для чернил, облученных ультрафиолетовыми лучами через 30 с, не были удовлетворительными по сравнению с результатами для чернил, облученных ультрафиолетовыми лучами через 2,2 с, но чернила, облученные ультрафиолетовыми лучами через 30 с, могут гарантировать физическую прочность до такой степени, что нет никаких проблем для их использования. Однако достаточная физическая прочность не была обеспечена ни в одних из чернил, облученных ультрафиолетовыми лучами через 35 с после нанесения чернил на поверхность принимающего чернила слоя.
[0080] (Эксперимент 4)
Оценка качества дизайна
Каждый цвет из голубого, пурпурного, желтого и черного печатался на областях размером 3 см×3 см с инкрементом 10% до плотности печати 100% при вышеупомянутых условиях струйной печати 1 и 2, и чернила облучались ультрафиолетовыми лучами через 0,8 с и через 2,2 с после нанесения чернил на принимающий чернила слой. Качество дизайна оценивалось на основе градации. В частности, было подтверждено состояние влажного растекания точки при плотности печати 100%. Кроме того, часть с плотностью печати от 20% до 60% визуально наблюдалась с расстояния 2 м, и таким образом оценивалось ощущение зернистости, вызванное точками.
Результаты оценки описываются на основе влажного растекания/ощущения зернистости, вызванного точками. Δ или выше представляет собой приемлемый уровень. Свойство влажного растекания точки и ощущение зернистости оценивались средним значением для голубого, пурпурного, желтого и черного.
[0081] Свойство влажного растекания точки в части со 100%-ой плотностью печати
○: Площадь, покрытая чернилами, составляет 100%.
Δ: Площадь, покрытая чернилами, составляет 95% или больше и меньше чем 100%.
×: Площадь, покрытая чернилами, составляет менее 95%.
[0082] Оценка ощущения зернистости, вызванного точками
○○: Нет ощущения зернистости.
○: Есть некоторое ощущение зернистости, но не бросающееся в глаза.
×: Заметное ощущение зернистости.
Результаты, полученные путем выполнения печати при условиях струйной печати 1, показаны в Таблице 7, а результаты, полученные путем выполнения печати при условиях струйной печати 2, показаны в Таблице 8.
[0083]
ющиеся
ющиеся
ющиеся
ющиеся
[0084]
[0085] Следует отметить, что все содержание описания, область охвата формулы изобретения, чертежи и реферат японской патентной заявки № 2013-247592, зарегистрированной 29 ноября 2013 г., включены в настоящий документ посредством ссылки в качестве раскрытия описания настоящего изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0086] 1: основной материал
2: слой праймера
3: получающий чернила слой
4: слой чернил
5: твердая частица
6: красящий пигмент
M: устройство струйной записи линейного типа
10: перемещающая часть
11: перемещающая поверхность
20: каретка
30: записывающая часть
31: блок записывающей головки (черный)
32: блок записывающей головки (голубой)
33: блок записывающей головки (пурпурный)
34: блок записывающей головки (желтый)
35: поверхность выброса чернил
40: часть облучения активными лучами
50: управляющая часть
60: трубка подачи чернил
70: строительная панель
71: принимающая чернила поверхность

Задачей настоящего изобретения является предложить способ производства декоративной строительной панели, в котором изображение, имеющее превосходную конструктивную осуществимость, формируется с помощью струйной печати на строительной панели, обладающей водостойкостью и атмосферостойкостью. Для решения этой задачи настоящее изобретение предлагает способ производства декоративной строительной панели, включающий в себя: выброс отверждаемых активными лучами чернил из струйной записывающей головки на строительную панель, которая включает в себя основной материал, выбираемый из металлического основного материала и керамического основного материала, и принимающий чернила слой, расположенный на основном материале, получаемый путем отверждения полимерной композиции и имеющий среднеарифметическую шероховатость (Ra), определенную в соответствии с японским промышленным стандартом JIS B 0601:2001, равную от 0,4 до 3 мкм, чтобы тем самым выполнить печать на принимающем чернила слое; и облучение отверждаемых активными лучами чернил активными лучами от 2,2 до 30 с после того, как отверждаемые активными лучами чернила попадут на принимающий чернила слой. Изобретение позволяет обеспечить высокую конструктивную осуществимость строительной панели. 8 з.п. ф-лы, 3 ил., 8 табл.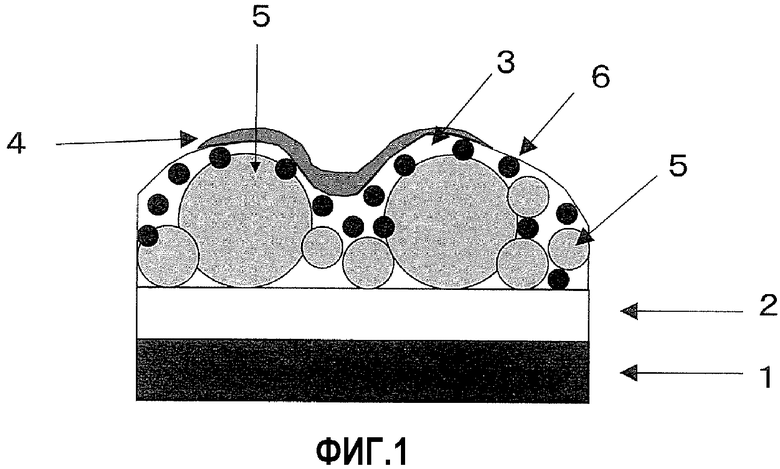
1. Способ производства декоративной строительной панели, в котором осуществляют:
выброс отверждаемых активными лучами чернил из струйной записывающей головки на строительную панель, которая включает в себя основной материал, выбираемый из металлического основного материала и керамического основного материала, и принимающий чернила слой, расположенный на основном материале и получаемый путем отверждения полимерной композиции и имеющий среднеарифметическую шероховатость (Ra), определяемую в соответствии с японским промышленным стандартом JIS B 0601:2001, от 0,4 до 3 мкм, чтобы тем самым выполнить печать на принимающем чернила слое; и
облучение отверждаемых активными лучами чернил активными лучами через 2,2-30 с после того, как отверждаемые активными лучами чернила наносятся на принимающий чернила слой.
2. Способ производства декоративной строительной панели по п. 1, в котором принимающий чернила слой является непроницаемым для отверждаемых активными лучами чернил.
3. Способ производства декоративной строительной панели по п. 1 или 2, в котором отверждаемые активными лучами чернила содержат отверждаемые активными лучами катионно-полимеризующиеся чернила.
4. Способ производства декоративной строительной панели по п. 1 или 2, в котором объем одной капельки чернил, наносимых на поверхность принимающего чернила слоя, составляет от 10 пл до менее чем 45 пл.
5. Способ производства декоративной строительной панели по п. 1 или 2, в котором начальная скорость выбрасываемой капельки отверждаемых активными лучами чернил составляет от 3 до 9 м/с.
6. Способ производства декоративной строительной панели по п. 1 или 2, в котором полимерная композиция содержит твердые частицы.
7. Способ производства декоративной строительной панели по п. 6, в котором твердые частицы представляют собой неорганические частицы.
8. Способ производства декоративной строительной панели по п. 7, в котором эти неорганические частицы представляют собой один или более видов, выбираемых из группы, состоящей из кремнезема, сульфата бария, талька, карбоната кальция, слюды, стеклянной дроби и стеклянных чешуек.
9. Способ производства декоративной строительной панели по п. 6, в котором твердые частицы имеют средний диаметр частиц от 4 до 80 мкм.
| СТРОИТЕЛЬНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2329877C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ | 1996 |
|
RU2090270C1 |
| RU 94041318 A1, 20.09.1996 | |||
| JP 2012087504 A, 10.05.2012 | |||
| JP 2010112073 A, 20.05.2010 | |||
| JP 2010194462 A, 09.09.2010 | |||
| JP 2008273055 A, 13.11.2008. | |||

