Изобретение относится к области машиностроения, в частности к производству нефтегазового машиностроения, и может быть использовано при изготовлении выхлопных труб газотурбинных установок (ГТУ): газоперекачивающих агрегатов, газотурбинных электростанций.
В настоящее время изготовление выхлопных труб ГТУ производится с лакокрасочными термостойкими покрытиями, полимерная матрица которых - это смесь полимеров различного строения, один из которых обладает адгезией к субстрату (низколегированной стали), а другой - обеспечивает сохранность структуры покрытия при термоперепадах от -40°С до +400°С [«Технология машиностроения», 2006 г., №11, стр. 50-51; «Промышленная окраска», 2006 г., №2, стр. 41-42; 2007 г., №5, стр. 42-43].
Известен способ (принят за прототип) формирования наружного термостойкого кремнийорганического покрытия выхлопной трубы газоперекачивающего агрегата, включающий механическую обработку и обезжиривание поверхности, послойное нанесение на нее лакокрасочного покрытия, сушку, описанный в статье «Особенности применения композиции ЦВЭС в конструкциях газоперекачивающий агрегатов» авторов Г.И. Шайдуровой, И.Л. Васильева, Л.В. Лебедевой [«Промышленная окраска», 2006 г., №1, стр. 20-21].
Кремнийорганические покрытия (ЦВЭС, СИЛТЭК, ТЕРМОКОТ) хорошо себя зарекомендовали по термостойкости, но при остановах агрегатов на этапе инерционного прогрева (охлаждения) выхлопной трубы чувствительность к возникающим напряжениям достаточно велика и может приводить к растрескиванию лакокрасочной пленки. При этом чем больше толщина лакокрасочного покрытия, тем выше вероятность растрескивания и отшелушивания.
Механизм растрескивания объясняется возникающими напряжениями сжатия в наружных слоях и напряжениях растяжения внутренних, прилегающих к стенке выхлопной трубы.
Задачей изобретения является повышение надежности и долговечности наружного термостойкого покрытия.
Технический результат заключается в том, что изготовленное согласно способу наружное термостойкое покрытие позволяет повысить надежность и долговечность покрытия за счет слоя химически стойкого полотна нетканой структуры из полиимидного волокна, обладающего высокой термостойкостью (до 1000°С) с одной стороны, а с другой - высоким сцеплением с полимерами, что позволяет за счет поверхностной энергии волокна обеспечить перераспределение напряжений в поверхностных слоях наружного термостойкого покрытия.
Технический результат достигается тем, что в способе формирования наружного термостойкого покрытия выхлопной трубы газотурбинной установки, включающем механическую обработку и обезжиривание поверхности трубы, нанесение на нее слоев лакокрасочного покрытия, сушку, после нанесения ряда слоев лакокрасочного покрытия на него выкладывают слой химически стойкого полиимидного полотна нетканой структуры, после чего наносят оставшиеся слои лакокрасочного покрытия, причем в качестве лакокрасочного покрытия наносят полимеризуемое лакокрасочное покрытие.
При этом, в некоторых случаях, при нанесении слоев лакокрасочного покрытия производят сушку каждого слоя до неполной полимеризации лакокрасочного покрытия, а после нанесения последнего слоя лакокрасочного покрытия производят окончательную сушку слоев наружного термостойкого покрытия до полной полимеризации. Причем возможна фиксация слоя химически стойкого полиимидного полотна нетканой структуры по периметру выхлопной трубы полиимидной лентой.
Данный способ формирования термостойкого покрытия позволяет обеспечить высокое качество, надежность и долговечность наружного термостойкого покрытия, выдерживающего многоцикловые термоперепады от -40°С до +400°С, за счет слоя химически стойкого полотна нетканой структуры из полиимидного волокна, обладающего высокой термостойкостью (до 1000°С) с одной стороны, а с другой - высоким сцеплением с полимерами, что позволяет перераспределить напряжения в поверхностных слоях наружного термостойкого покрытия за счет поверхностной энергии волокна.
Проведение в некоторых случаях сушки каждого слоя до неполной полимеризации лакокрасочного покрытия, а после нанесения последнего слоя лакокрасочного покрытия окончательной сушки слоев наружного термостойкого покрытия до полной полимеризации позволяет повысить качество покрытия и, как следствие, его надежность.
Фиксация слоя химически стойкого полиимидного полотна нетканой структуры по периметру выхлопной трубы полиимидной лентой обеспечивает более надежную фиксацию слоя, что повышает технологичность формирования наружного термостойкого покрытия.
Лабораторно-экспериментальные исследования подтвердили высокую эффективность наружного термостойкого покрытия. Результаты исследований образцов базового и нового представлены в таблице.
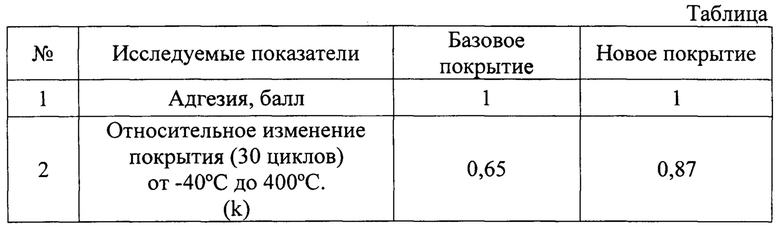
k=(kо-kτ)/ko,
где ko - исходное состояние, kτ - состояние в момент осмотра.
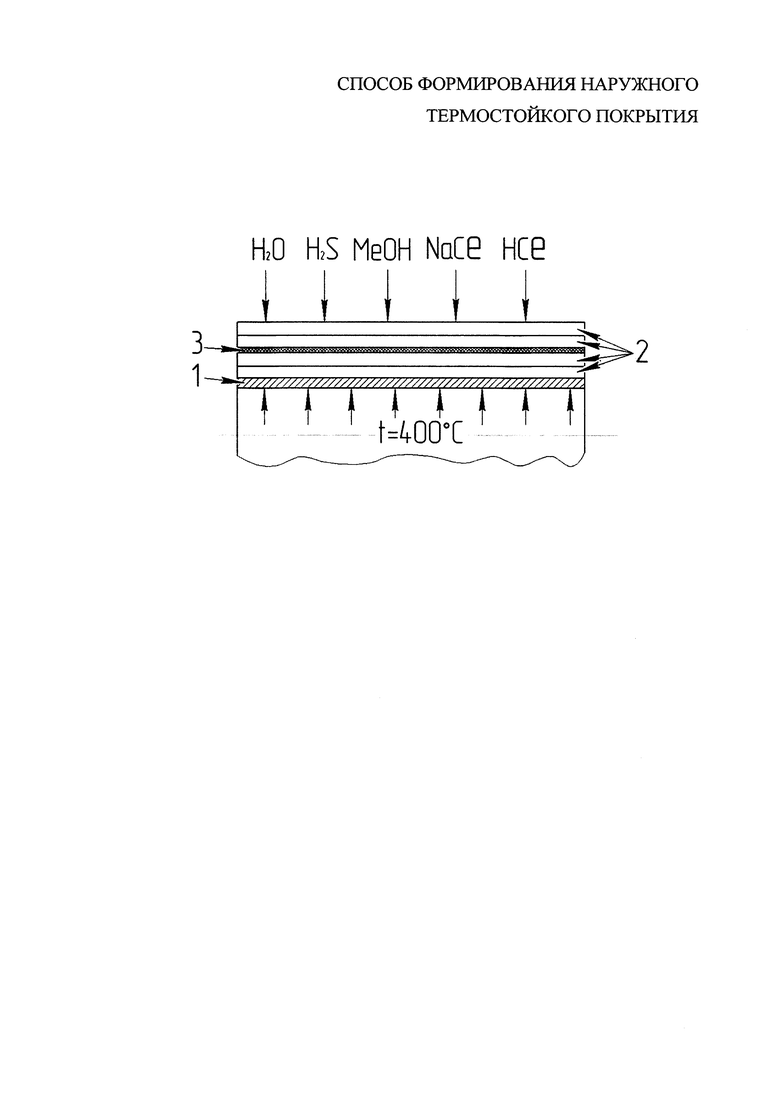
На чертеже схематически изображено наружное термостойкое покрытие выхлопной трубы во время работы ГТУ.
1 - выхлопная труба;
2 - слои лакокрасочного покрытия;
3 - слой химически стойкого полиимидного полотна нетканой структуры.
Пример изготовления наружного термостойкого покрытия.
На выхлопную трубу 1 ГТУ, предварительно прошедшую механическую обработку и обезжиривание поверхности, послойно наносят несколько слоев лакокрасочного покрытия 2, производят сушку до неполной полимеризации лакокрасочной пленки (покрытия 2), затем выкладывают на них слой 3 химически стойкого полиимидного полотна нетканой структуры, фиксируют по периметру выхлопной трубы 1 (окружности) полиимидной лентой (нитью) (на фигуре не показана), после чего наносят оставшиеся слои лакокрасочного покрытия 2 и производят окончательную сушку.
Таким образом, изготовленное согласно указанному в изобретении способу наружное термостойкое покрытие позволяет повысить надежность и долговечность покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования термостойкого влагозащитного покрытия | 2017 |
|
RU2677040C1 |
| ВАННА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2496926C1 |
| ВЫХЛОПНАЯ ТРУБА ГАЗОТУРБИННОЙ УСТАНОВКИ | 2001 |
|
RU2208115C2 |
| УСТРОЙСТВО ГЕРМЕТИЗАЦИИ СОЕДИНЕНИЯ ЧАСТЕЙ ГАЗОВОЗДУШНОГО ТРАКТА ГАЗОТУРБИННОЙ УСТАНОВКИ | 2003 |
|
RU2251626C1 |
| Выхлопное устройство газоперекачивающего агрегата | 2020 |
|
RU2762816C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИБКОГО ЛАКОФАЛЬГОВОГО ПОЛИИМИДНОГО МАТЕРИАЛА | 2003 |
|
RU2240921C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕРМОСТОЙКИХ ЗВУКОПОГЛОЩАЮЩИХ И ЗВУКОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2629867C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПЛЕКСНОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2006 |
|
RU2320774C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПОЛЬНОГО КОВРИКА | 2010 |
|
RU2444450C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО КОРРОЗИОННО-СТОЙКОГО ПОКРЫТИЯ НА НАРУЖНУЮ И ВНУТРЕННЮЮ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2013 |
|
RU2553742C1 |
Изобретение относится к области машиностроения, в частности к производству нефтегазового машиностроения, и может быть использовано при изготовлении выхлопных труб газотурбинных установок: газоперекачивающих агрегатов, газотурбинных электростанций. Предложен способ формирования наружного термостойкого покрытия выхлопной трубы газотурбинной установки, включающий механическую обработку и обезжиривание поверхности трубы, нанесение на нее слоев лакокрасочного покрытия, сушку, при этом после нанесения ряда слоев лакокрасочного покрытия на него выкладывают слой химически стойкого полиимидного полотна нетканой структуры, после чего наносят оставшиеся слои лакокрасочного покрытия, причем в качестве лакокрасочного покрытия наносят полимеризуемое лакокрасочное покрытие. Техническим результатом является повышение надежности и долговечности наружного термостойкого покрытия выхлопной трубы газотурбинной установки. 2 з.п. ф-лы, 1 ил., 1 табл., 1 пр.
1. Способ формирования наружного термостойкого покрытия выхлопной трубы газотурбинной установки, включающий механическую обработку и обезжиривание поверхности трубы, нанесение на нее слоев лакокрасочного покрытия, сушку, отличающийся тем, что после нанесения ряда слоев лакокрасочного покрытия на него выкладывают слой химически стойкого полиимидного полотна нетканой структуры, после чего наносят оставшиеся слои лакокрасочного покрытия, причем в качестве лакокрасочного покрытия наносят полимеризуемое лакокрасочное покрытие.
2. Способ по п. 1, отличающийся тем, что при нанесении слоев лакокрасочного покрытия производят сушку каждого слоя до неполной полимеризации лакокрасочного покрытия, а после нанесения последнего слоя лакокрасочного покрытия производят окончательную сушку слоев наружного термостойкого покрытия до полной полимеризации.
3. Способ по п. 1, отличающийся тем, что слой химически стойкого полиимидного полотна нетканой структуры фиксируют по периметру выхлопной трубы полиимидной лентой.
| "Особенности применения композиции ЦВЭС в конструкциях газоперекачивающих агрегатов" Шайдурова Г.И., Васильев И.Л., Лебедева Л.В., "Промышленная окраска", 2006, N 1, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ | 0 |
|
SU160651A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЛКОВОЙ ДОБАВКИ | 2011 |
|
RU2496326C2 |
| US 2008096031 A1, 24.04.2008. | |||

