Область техники
[0001]
Настоящее изобретение относится к резьбовому соединению для использования в соединении стальных труб.
Уровень техники
[0002]
В нефтяных скважинах, скважинах для добычи природного газа и тому подобных (в дальнейшем также в совокупности называемых «нефтяными скважинами») стальные трубы, называемые трубами нефтяного сортамента (oil country tubular goods - OCTG), используют для добычи полезных ископаемых. Стальные трубы последовательно соединяют друг с другом и для соединения используют резьбовые соединения. Резьбовые соединения для стальных труб должны быть снабжены функциональными элементами, которые обеспечивают быстрые операции свинчивания для соединения стальных труб и быстрые операции развинчивания для отсоединения стальных труб. Кроме того, резьбовые соединения для стальных труб должны также обладать высокой надежностью в плане прочностных и уплотняющих характеристик.
[0003]
Вообще резьбовые соединения для стальных труб делятся на два типа: муфтовые соединения и неразъемные соединения. Муфтовые резьбовые соединения образуются посредством пары трубных изделий, которые должны быть соединены друг с другом, из которых одно изделие является стальной трубой, а другое - муфтой. В этом случае упомянутая стальная труба включает участки с наружной резьбой, образованные на внешних перифериях в обоих ее концах, а муфта включает участки с внутренней резьбой, образованные на внутренних перифериях в обоих ее концах. Благодаря этому стальная труба и муфта соединяются друг с другом. Неразъемное резьбовое соединение образуется посредством пары стальных труб в качестве трубчатых изделий, которые должны быть соединены друг с другом, без использования отдельной муфты. В этом случае каждая стальная труба включает участок с наружной резьбой, образованный на внешней периферии в одном ее конце, и участок с внутренней резьбой, образованный на внутренней периферии в другом ее конце. Благодаря этому одна стальная труба и другая стальная труба соединяются друг с другом.
[0004]
Часть соединения в трубном конце, где расположен участок с наружной резьбой, обычно называют ниппелем, поскольку он включает элемент, который вставляют в участок с внутренней резьбой. С другой стороны, часть соединения в трубном конце, где расположен участок с внутренней резьбой, называют муфтой, поскольку он включает элемент, который принимает участок с наружной резьбой. Ниппель и муфта имеют трубчатую форму, поскольку они образованы посредством концевых частей трубчатых изделий.
[0005]
В качестве резьбовых соединений для стальных труб широко используются резьбовые соединения, включающие участки с резьбой, образованные посредством трапецеидальных резьб или круглых резьб, соответствующих стандартам Американского института нефти (American Petroleum Institute - API).
[0006]
Что касается трапецеидальных резьб по стандартам API, то, например, большинство типовых 5TPI резьб (пять витков на дюйм) имеют следующие основные размерные характеристики и формы. Угол наклона наклонных поверхностей (в дальнейшем называемых «опорными сторонами»), которые контактируют друг с другом в свинченном состоянии, относительно плоскости, перпендикулярной оси соединения (оси трубы), равен 3°. Угол наклона наклонных поверхностей (в дальнейшем называемых «закладными сторонами»), которые расположены напротив упомянутых опорных сторон, относительно плоскости, перпендикулярной оси соединения (оси трубы), равен 10°. Высота резьбы равна 1,575 мм. Ширина резьбы приблизительно равна 2,5 мм. Закладные стороны не контактируют друг с другом в свинченном состоянии. В зависимости от размеров труб нефтяного сортамента, между посадочными сторонами предусмотрены зазоры в пределах приблизительно от 0,025 мм до 0,178 мм в направлении оси трубы.
[0007]
Трапецеидальные резьбы по стандартам API содержат опорные стороны, которые расположены под положительным углом, причем угол наклона опорной стороны равен 3°. Поэтому существует риск возникновения явления расстыковки, когда резьбы расцепляются при приложении очень больших растягивающих нагрузок. Кроме того, трапецеидальные резьбы по стандартам API обычно выполнены так, что зазоры в резьбе предусмотрены только между закладными сторонами, причем упомянутые зазоры в резьбе маленькие. Поэтому во время свинчивания применяемая смазка может задерживаться между резьбами и временно подвергаться сильному сжатию, в результате чего крутящий момент, требующийся для завинчивания, становится чрезмерно высоким или нестабильным.
[0008]
В последнее время в резьбовых соединениях класса «Премиум», которые обладают улучшенными прочностными и уплотняющими характеристиками и др. по сравнению с резьбовыми соединениями по стандартам API, все больше используются соответственно модифицированные трапецеидальные резьбы, для того чтобы устранить упомянутые недостатки трапецеидальных резьб по стандартам API. Например, для предотвращения расстыковки опорные стороны выполняют с отрицательным углом наклона. Кроме того, для того чтобы предотвратить повышение давления смазки, резьбы выполняют так, что в свинченном состоянии зазоры предусмотрены также между вершинами резьбы и противоположными впадинами резьбы.
[0009]
Фиг.1 представляет собой продольный разрез, показывающий пример модифицированных трапецеидальных резьб в обычном резьбовом соединении класса «Премиум». На фиг.1 направление, в котором происходит завинчивание ниппеля 10 в муфту 20, показано контурной стрелкой.
[0010]
Ниппель 10 включает участок 11 с наружной резьбой, а муфта 20 включает участок 21 с внутренней резьбой, в который завинчивают участок 11 с наружной резьбой ниппеля 10. Участок 11 с наружной резьбой включает плоские вершины 12, плоские впадины 13, закладные стороны 14 и опорные стороны 15, расположенные напротив упомянутых закладных сторон. Участок 21 с внутренней резьбой включает плоские вершины 22, обращенные к впадинам 13 участка 11 с наружной резьбой, плоские впадины 23, обращенные к вершинам 12 участка 11 с наружной резьбой, закладные стороны 24, обращенные к закладным сторонам 14 участка 11 с наружной резьбой, и опорные стороны 25, обращенные к опорным сторонам 15 участка 11 с наружной резьбой.
[0011]
В свинченном состоянии, участок 11 с наружной резьбой ниппеля 10 и участок 21 с внутренней резьбой муфты 20 сцепляются в тесном контакте, при этом опорные стороны 15 контактируют с опорными сторонами 25 и впадины 13 участка 11 с наружной резьбой контактируют с вершинами 22 участка 21 с внутренней резьбой. С другой стороны, вершины 12 участка 11 с наружной резьбой и впадины 23 участка 21 с внутренней резьбой не контактируют друг с другом во время свинчивания, а также в свинченном состоянии, при этом между ними предусмотрены зазоры. Кроме того, в свинченном состоянии закладные стороны 14 не контактируют с закладными сторонами 24, при этом между ними предусмотрены зазоры в резьбе.
[0012]
Хотя и не показано на фиг.1, ниппель 10 и муфта 20 каждый включает упорный участок (моментный упор). Упорные участки приведены в контакт и прижаты вплотную друг к другу посредством завинчивания ниппеля 10 и служат к качестве ограничителей для ограничения завинчивания ниппеля 10. Кроме того, упорные участки служат для оказания так называемого осевого усилия затяжки резьбы на опорные стороны 15, 25 в свинченном состоянии.
[0013]
Резьбы, показанные на фиг.1, почти такие же, как трапецеидальные резьбы по стандартам API, за исключением того, что угол θ наклона опорных сторон 15, 25 равен -3° и зазоры в резьбе приблизительно равны 0,2 мм и предусмотрены между вершинами 12 участка 11 с наружной резьбой и впадинами 23 участка 21 с внутренней резьбой.
[0014]
На рабочем участке нефтяной скважины, платформа и буровая вышка обычно расположены над стволом скважины, и муфта, содержащая участок с внутренней резьбой удерживается, например, на платформе. Стальную трубу в качестве ниппеля, содержащего участок с наружной резьбой, поднимают над муфтой, удерживаемой на платформе, и затем упомянутую стальную трубу опускают и завинчивают.
[0015]
Густое смазочное вещество, которое представляет собой смазку, вносят в участки с резьбой ниппеля и муфты, и их свинчивают, используя специальную свинчивающую машину, называемую машинным трубным ключом.
[0016]
Участки с резьбой выполнены таким образом, что по мере завинчивания впадины участка с наружной резьбой и вершины участка с внутренней резьбой входят в сопряжение (контакт) друг с другом, так что по мере завинчивания крутящий момент затяжки постепенно увеличивается. Затем, после соединения встык упорных участков, сопротивление вращению при завинчивании быстро увеличивается, так что крутящий момент затяжки резко возрастает. Данное явление, когда упорные участки соединяются встык, называется смыканием, а крутящий момент затяжки в момент смыкания называется крутящим моментом смыкания.
[0017]
Если после смыкания продолжать завинчивание, то упорные участки подвергаются пластической деформации, так что крутящий момент затяжки уже не увеличивается или быстро уменьшается. В тот момент, когда возникает данное явление, крутящий момент затяжки называется чрезмерным крутящим моментом. Если свинчивание осуществляется посредством крутящего момента затяжки, который находится в пределах между крутящим моментом смыкания и чрезмерным крутящим моментом, то резьбовое соединение класса «Премиум» может быть приведено в оптимальное состояние. То есть в резьбовом соединении создается надлежащее осевое усилие затяжки, вызывающее прочное зацепление резьб, которое ослабить будет непросто. Кроме того, в том случае, когда ниппель и муфта содержат участки уплотнения «металл к металлу», участки уплотнения будут иметь расчетную посадку с натягом и будут обеспечивать уплотняющие характеристики. Таким образом, операция свинчивания резьб на рабочем участке нефтяной скважины выполняется при контроле крутящего момента затяжки, для чего надлежащим образом установлен заданный крутящий момент, который должен находиться в пределах между крутящим моментом смыкания и чрезмерным крутящим моментом.
[0018]
Если по какой-то причине крутящий момент затяжки увеличивается ненормально и достигает заданного крутящего момента прежде чем действительно происходит смыкание, то свинчивание прекращается, будучи в состоянии так сказать недостаточной затяжки. Данное явление называется сильным смыканием (проблема крутящего момента смыкания, который становится выше заданного крутящего момента).
[0019]
Помимо вышеописанных методов улучшения прочностных и уплотняющих характеристик и т.п. резьбовых соединений для стальных труб, были предложены методы использования твердого или полутвердого смазывающего покрытия или твердого коррозионностойкого покрытия вместо густого смазочного вещества, чтобы удовлетворять требования экологических норм последних лет и потребность в более эффективных операциях свинчивания.
[0020]
WO 2007/042231 (Патентный документ 1) раскрывает резьбовое соединение, снабженное тонким нелипким смазывающим покрытием, образованным на участках с резьбой ниппеля и муфты. Данное смазывающее покрытие образовано из твердой матрицы, обладающей пластичными или вязкопластичными реологическими свойствами (свойствами текучести), и твердых частиц смазки, находящихся в ней во взвешенном состоянии. Упомянутая матрица предпочтительно имеет температуру плавления в пределах 80-320° и превращается в покрытие посредством распыления в расплавленном состоянии (распыления горячего расплава), термического покрытия распылением с использованием порошков или покрытия распылением в виде водной эмульсии. Состав покрытия, используемый в методе горячего расплава, содержит, например, полиэтилен в качестве термопластичного полимера, воск (такой как карнаубский воск) и металлическое мыло (такое как стеарат цинка) в качестве смазывающих компонентов, и сульфонат кальция в качестве ингибитора коррозии.
[0021]
WO 2009/072486 (Патентный документ 2) раскрывает резьбовое соединение для стальных труб, в котором ниппель и муфта содержат разные твердые покрытия, образованные на участках с резьбой. Покрытие ниппеля представляет собой твердое коррозионностойкое покрытие на основе полимера, отверждаемого под действием ультрафиолетового излучения, и упомянутое покрытие предпочтительно является прозрачным. Покрытие муфты представляет собой твердое смазывающее покрытие, которое обладает пластичными или вязкопластичными реологическими свойствами и образовано методом горячего расплава, причем упомянутое покрытие образовано из состава, предпочтительно содержащего термопластичный полимер, воск, металлическое мыло, ингибитор коррозии, нерастворимый в воде жидкий полимер и твердую смазку.
[0022]
Упомянутое твердое смазывающее покрытие и упомянутое твердое коррозионностойкое покрытие оба в полутвердом состоянии обладают пластичными или вязкопластичными свойствами текучести во время нанесения. Их наносят на резьбовое соединение посредством использования щетки, распылительного устройства или т.п., чтобы образовать покрытие, имеющее по возможности равномерную толщину. Нанесенные смазки каждая подвергается процессу отверждения (охлаждению, воздействию ультрафиолетового излучения и др.), приспособленному для свойств каждого покрытия, и затвердевают, образуя твердые покрытия.
Перечень ссылок
Патентные документы
[0023]
Патентный документ 1: Международная публикация № WO2007/042231
Патентный документ 2: Международная публикация № WO2009/072486
Сущность изобретения
Техническая проблема
[0024] Однако, что подтверждено описанными ниже результатами исследований и наблюдений авторов настоящего изобретения, упомянутые покрытия в действительности имеют неравномерное распределение толщины к тому моменту, когда они затвердевают после нанесения на участки с резьбой. Точнее покрытия имеют меньшую толщину в выпуклых угловых участках резьб и большую толщину в вогнутых галтельных участках впадин. В случае трапецеидальных резьб, которые содержат плоские вершины и плоские впадины, толщина покрытия очень большая в центральной области каждой вершины, и толщина покрытия также большая в центральной области каждой впадины, хотя и не такая большая, как в центральной области вершины. Такое распределение толщины покрытия сохраняется после затвердевания и поэтому образующееся в результате твердое покрытие имеет неравномерную толщину.
[0025]
Если толщина твердого покрытия слишком мала, то базовый металл участка с резьбой будет становиться непокрытым в результате скользящего перемещения, что приводит к возникновению заедания во время свинчивания резьбового соединения. То есть слишком тонкое твердое покрытие не функционирует как смазывающее покрытие. Соответственно, твердые покрытия должны иметь заданную или более значительную толщину. Однако если наносить смазку с намерением получить достаточную толщину покрытия в угловых участках резьбы, там где толщина покрытия минимальная, то толщина покрытия в других областях, в частности в центральной области каждой вершины, становится чрезмерно большой. Толстое твердое покрытие после затвердевания легко отслаивается и соответственно имеет низкие адгезионные свойства и долговечность.
[0026]
Кроме того, в случае модифицированных трапецеидальных резьб, снабженных зазорами в резьбе между вершинами участка с наружной резьбой и противоположными впадинами участка с внутренней резьбой, чрезмерно толстое твердое покрытие, образованное на вершинах участка с наружной резьбой, приводит к заполнению упомянутых зазоров. Такая ситуация препятствует плавному винтовому вращению во время свинчивания, что может вызывать нарушения (выгибание, отсутствие роста) в крутящем моменте затяжки в зависимости от графика оборотов и может вызывать аномальное увеличение крутящего момента смыкания, которое приводит к сильному смыканию. Крутящий момент затяжки в зависимости от графика оборотов представляет собой кривую, показывающую усилия реактивного крутящего момента во время свинчивания, при этом ось ординат показывает крутящий момент затяжки, а ось абсцисс показывает количество оборотов при затяжке. Данный график называется также графиком момента затяжки.
[0027]
Как было описано выше, неравномерная толщина твердого покрытия вызывает множество проблем. Однако в патентных документах 1 и 2 ничего не сказано о недостатках, которые могут быть вызваны неравномерной толщиной твердого покрытия, и не уделяется никакого внимания формированию равномерного твердого покрытия. Кроме того, хотя и существует множество технологий, помимо патентных документов 1 и 2, имеющих отношение к твердым покрытиям для резьбовых соединений для стальных труб, ни одна из них не предлагает решения упомянутых проблем, которые могут быть вызваны неравномерной толщиной покрытия.
[0028]
Задачей настоящего изобретения является создание резьбового соединения для стальных труб, выполненного так, что возникновение заедания и аномального крутящего момента свинчивания может быть предотвращено во время свинчивания, когда участки с резьбой содержат на себе твердое покрытие.
Решение проблемы
[0029]
Резьбовое соединение для стальных труб в соответствии с вариантом осуществления настоящего изобретения включает: трубчатый ниппель, содержащий сужающийся участок с наружной резьбой; трубчатую муфту, содержащую сужающийся участок с внутренней резьбой, причем свинчивание ниппеля с муфтой осуществляется посредством ввинчивания упомянутого участка с наружной резьбой в упомянутый участок с внутренней резьбой.
Упомянутое резьбовое соединение включает твердое покрытие, образованное на по меньшей мере одной из поверхности участка с наружной резьбой и поверхности участка с внутренней резьбой, причем упомянутое твердое покрытие обладает текучестью по время нанесения и отверждается после нанесения.
Упомянутое резьбовое соединение имеет одну из следующих конфигураций в свинченном состоянии:
предусмотрены зазоры между вершинами участка с наружной резьбой и впадинами участка с внутренней резьбой, которые обращены к упомянутым вершинам участка с наружной резьбой, при этом упомянутые вершины и упомянутые впадины представляют собой плоские поверхности;
предусмотрены зазоры между впадинами участка с наружной резьбой и вершинами участка с внутренней резьбой, которые обращены к упомянутым впадинам участка с наружной резьбой, при этом упомянутые впадины и упомянутые вершины представляют собой плоские поверхности; или
предусмотрены зазоры между вершинами участка с наружной резьбой и впадинами участка с внутренней резьбой, которые обращены к упомянутым вершинам участка с наружной резьбой, при этом упомянутые вершины и упомянутые впадины представляют собой плоские поверхности, а также предусмотрены зазоры между впадинами участка с наружной резьбой и вершинами участка с внутренней резьбой, которые обращены к упомянутым впадинам участка с наружной резьбой, при этом упомянутые впадины и упомянутые вершины представляют собой плоские поверхности.
В упомянутом резьбовом соединении из числа плоских поверхностей, снабженных зазором, плоские поверхности, на которые должно быть нанесено упомянутое твердое покрытие, содержат по меньшей мере одну винтовую канавку, предварительно образованную в ней, при этом упомянутая винтовая канавка имеет угол подъема, равный углу подъема резьб; и упомянутая канавка имеет максимальную глубину, равную по меньшей мере 30 мкм, причем упомянутая глубина составляет самое большее одну пятую часть высоты резьб.
[0030]
Упомянутое резьбовое соединение может иметь следующую конфигурацию. Упомянутый участок с наружной резьбой и упомянутый участок с внутренней резьбой каждый включает вершины, впадины, закладные стороны и опорные стороны.
[0031]
Упомянутое резьбовое соединение может иметь следующую конфигурацию. Упомянутое твердое покрытие образовано на участке с наружной резьбой; упомянутые зазоры предусмотрены между плоскими вершинами участка с наружной резьбой и плоскими впадинами участка с внутренней резьбой; и упомянутая канавка образована в вершинах участка с наружной резьбой.
[0032]
В качестве альтернативы, упомянутое резьбовое соединение может иметь следующую конфигурацию. Упомянутое твердое покрытие образовано на участке с наружной резьбой; упомянутые зазоры предусмотрены между плоскими впадинами участка с наружной резьбой и плоскими вершинами участка с внутренней резьбой; и упомянутая канавка образована во впадинах участка с наружной резьбой.
[0033]
В качестве альтернативы, упомянутое резьбовое соединение может иметь следующую конфигурацию. Упомянутое твердое покрытие образовано на участке с наружной резьбой; упомянутые зазоры предусмотрены между плоскими вершинами участка с наружной резьбой и плоскими впадинами участка с внутренней резьбой, а также между плоскими впадинами участка с наружной резьбой и плоскими вершинами участка с внутренней резьбой; и упомянутая канавка образована в вершинах участка с наружной резьбой и в его впадинах.
[0034]
В качестве альтернативы, упомянутое резьбовое соединение может иметь следующую конфигурацию. Упомянутое твердое покрытие образовано на участке с внутренней резьбой; упомянутые зазоры предусмотрены между плоскими вершинами участка с наружной резьбой и плоскими впадинами участка с внутренней резьбой; и упомянутая канавка образована во впадинах участка с внутренней резьбой.
[0035]
В качестве альтернативы, упомянутое резьбовое соединение может иметь следующую конфигурацию. Упомянутое твердое покрытие образовано на участке с внутренней резьбой; упомянутые зазоры предусмотрены между плоскими впадинами участка с наружной резьбой и плоскими вершинами участка с внутренней резьбой; и упомянутая канавка образована в вершинах участка с внутренней резьбой.
[0036]
В качестве альтернативы, упомянутое резьбовое соединение может иметь следующую конфигурацию. Упомянутое твердое покрытие образовано на участке с внутренней резьбой; упомянутые зазоры предусмотрены между плоскими вершинами участка с наружной резьбой и плоскими впадинами участка с внутренней резьбой, а также между плоскими впадинами участка с наружной резьбой и плоскими вершинами участка с внутренней резьбой; и упомянутая канавка образована во впадинах участка с внутренней резьбой и в его вершинах.
[0037]
Кроме того, упомянутое резьбовое соединение может иметь следующую конфигурацию. В свинченном состоянии закладные стороны участка с наружной резьбой и закладные стороны участка с внутренней резьбой, которые обращены к закладным сторонам участка с наружной резьбой, не контактируют друг с другом.
[0038]
Кроме того, упомянутое резьбовое соединение может иметь следующую конфигурацию. Упомянутая канавка имеет форму поперечного сечения, которая является трапецеидальной, прямоугольной, треугольной, изогнутой или эллиптически изогнутой.
[0039]
Упомянутое резьбовое соединение может иметь следующую конфигурацию. Упомянутая канавка содержит закругленные угловые участки на обоих своих концах в поперечном сечении, причем упомянутые закругленные угловые участки имеют радиус кривизны, который меньше чем радиус кривизны закругленных угловых участков между вершинами и опорными сторонами.
[0040]
Упомянутое резьбовое соединение предпочтительно может иметь следующую конфигурацию. В каждой плоской поверхности, содержащей упомянутую канавку, канавка имеет полную ширину, составляющую по меньшей мере одну третью часть полной ширины упомянутой плоской поверхности.
[0041]
Упомянутое резьбовое соединение может иметь следующую конфигурацию. Ниппель и муфта каждый включает упорный участок, при этом в процессе завинчивания упомянутые упорные участки приводятся в контакт друг с другом.
[0042]
Кроме того, упомянутое резьбовое соединение может иметь следующую конфигурацию. Ниппель и муфта каждый включает участки уплотнения, при этом в свинченном состоянии упомянутые участки уплотнения контактируют друг с другом.
[0043]
Кроме того, упомянутое резьбовое соединение может иметь следующую конфигурацию. Участок с наружной резьбой ниппеля и участок с внутренней резьбой муфты каждый образован посредством двухступенчатых резьб или трехступенчатых резьб, содержащих два или три отдельных участка с резьбой вдоль оси трубы.
Полезные эффекты изобретения
[0044]
Резьбовое соединение для стальных труб настоящего изобретения имеет преимущество в том, что возникновение заедания и аномального крутящего момента при свинчивании может быть предотвращено во время свинчивания, даже когда участки с резьбой содержат на себе твердое покрытие.
Краткое описание чертежей
[0045]
Фиг.1 представляет собой продольный разрез, показывающий пример модифицированных трапецеидальных резьб, которые используются в участках с резьбой обычного резьбового соединения класса «Премиум».
Фиг.2 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на модифицированных трапецеидальных резьбах участка с наружной резьбой ниппеля.
Фиг.3 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг.4 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с вторым вариантом осуществления настоящего изобретения.
Фиг.5 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с третьим вариантом осуществления настоящего изобретения.
Фиг.6 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с четвертым вариантом осуществления настоящего изобретения.
Фиг.7 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с внутренней резьбой муфты, в резьбовом соединении в соответствии с пятым вариантом осуществления настоящего изобретения.
Фиг.8 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с внутренней резьбой муфты, в резьбовом соединении в соответствии с шестым вариантом осуществления настоящего изобретения.
Фиг.9 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с седьмым вариантом осуществления настоящего изобретения.
Фиг.10 представляет собой продольный разрез, показывающий примерный участок с резьбой резьбового соединения в соответствии с восьмым вариантом осуществления настоящего изобретения, в котором используются резьбы повышенной моментоемкости.
Фиг.11 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в обычном резьбовом соединении с использованием резьб повышенной моментоемкости.
Фиг.12 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении с использованием резьб повышенной моментоемкости в соответствии с восьмым вариантом осуществления настоящего изобретения.
Фиг.13 представляет собой продольный разрез примерного резьбового соединения в соответствии с настоящим изобретением.
Фиг.14 представляет собой продольный разрез примерного резьбового соединения в соответствии с настоящим изобретением.
Описание вариантов осуществления
[0046]
Прежде всего авторы настоящего изобретения провели широкие исследования и наблюдения, посвященные предварительно отвержденному покрытию, наносимому на участок с резьбой для образования твердого покрытия, и изучили механизм, который вызывает неравномерность распределения толщины покрытия и тенденцию распределения толщины.
[0047]
Фиг.2 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на поверхности модифицированных трапецеидальных резьб, которые используются в обычном резьбовом соединении класса «Премиум». Участок 11 с наружной резьбой ниппеля 10, показанный на фиг.2, представляет собой участок с наружной резьбой, используемый в обычном резьбовом соединении, показанном на фиг.1, и он образует пару с участком с внутренней резьбой муфты. В свинченном состоянии предусмотрены зазоры между вершинами 12 участка 11 с наружной резьбой и впадинами участка с внутренней резьбой, и предусмотрены зазоры между закладными сторонами 14 участка 11 с наружной резьбой и закладными сторонами участка с внутренней резьбой. В то же время впадины 13 участка 11 с наружной резьбой находятся в контакте (сопряжении) с вершинами участка с внутренней резьбой. Опорные стороны 15 участка 11 с наружной резьбой и опорные стороны участка с внутренней резьбой приводятся в контакт друг с другом посредством осевого усилия затяжки. Вершины 12 и впадины 13 представляют собой плоские поверхности.
[0048]
Покрытие, обладающее текучестью, как описано выше, наносят на участок 11 с наружной резьбой ниппеля 10. Данное покрытие отверждают, чтобы образовать твердое покрытие 30. Как показано на фиг.2, твердое покрытие 30 имеет наименьшую толщину в угловых участках резьбы, то есть закругленном угловом участке 12а, который соединяет вершину 12 с опорной стороной 15, и закругленном угловом участке 12b, который соединяет вершину 12 с закладной стороной 14. Твердое покрытие 30 имеет наибольшую толщину в галтельных участках на впадине, то есть закругленном галтельном участке 13а, который соединяет впадину 13 с опорной стороной 15, и закругленном галтельном участке 13b, который соединяет впадину 13 с закладной стороной 14. Твердое покрытие 30 имеет другую наименьшую толщину в опорной стороне 15 и закладной стороне 14. Твердое покрытие 30 имеет другую наибольшую толщину в центральной области вершины 12. Толщина покрытия в центральной области впадины 13 большая, хотя и не такая большая как в центральной области вершины 12.
[0049]
Такое неравномерное распределение толщины твердого покрытия возникает по следующим причинам. Покрытие, до того как оно затвердевает, находится в полутвердом состоянии, обладает текучестью и поэтому растекается под действием поверхностного натяжения. Эффект поверхностного натяжения на покрытие в полутвердом состоянии проявляется в разных направлениях, так что свободная энергия граничной поверхности покрытия, подверженной воздействию атмосферы, становится меньше. Другими словами, поверхностное натяжение действует в разных направлениях так, чтобы как можно больше уменьшить площадь поверхности свободной поверхности покрытия. В то же время поверхность участка с резьбой, на которую должно быть нанесено покрытие, представляет собой неровную поверхность как поверхность резьб. Таким образом, покрытие в полутвердом состоянии, наносимое на участок с резьбой, растекается до затвердевания под действием эффекта поверхностного натяжения таким образом, что площадь поверхности покрытия становится меньше в участках поверхности, обладающих кривизной, таких как угловые участки резьбы и галтельные участки впадины, даже если покрытие нанесено по возможности равномерно с использованием щетки, распылительного устройства или т.п. Кроме того, на покрытие в полутвердом состоянии, наносимое на участок с резьбой, в какой-то степени оказывает действие гравитация. Эти факторы приводят к неравномерности распределения толщины покрытия.
[0050]
Конечное распределение толщины покрытия зависит от баланса между поверхностным натяжением и гравитацией, как описано выше, и текучестью (вязкостью) и смачиваемостью покрытия в полутвердом состоянии. Кроме того, когда нанесение покрытия осуществляется при вращении ниппеля, центробежные силы и др. также оказывают влияние на распределение толщины покрытия. Хотя вершина и впадина представляют собой плоские поверхности, покрытие имеет очень большую толщину в центральной области вершины, поскольку там нарастает покрытие, стекающее с угловых участков в обоих концах резьбы. С другой стороны, в центральной области впадины толщина покрытия не такая большая, как в центральной области вершины, поскольку покрытие абсорбируется галтельными участками в обоих концах впадины. Данная ситуация возникает также в участке с внутренней резьбой муфты.
[0051]
Распределение толщины покрытия может очень сильно зависеть от свойств покрытия, наносимого в полутвердом состоянии. Например, при использовании покрытия, обладающего свойствами, близкими к свойствам покрытия, раскрытого в патентном документе 1, толщина покрытия в центральной области вершины будет больше 100 мкм, если толщина покрытия, которая составляет по меньшей мере примерно 10-20 мкм, должна быть получена в угловых участках резьбы, там где покрытия склонны иметь наименьшую толщину, для того чтобы предотвратить заедание или т.п. во время свинчивания резьбового соединения.
[0052]
Авторы настоящего изобретения попытались уменьшить неравномерность распределения толщины покрытия посредством регулирования свойств покрытия, которые влияют на текучесть и смачиваемость покрытия в полутвердом состоянии. Однако они пришли к выводу, что невозможно эффективно уменьшить неравномерность распределения толщины покрытия только посредством регулирования свойств покрытия, которые имеют свои пределы.
[0053]
Тогда авторы настоящего изобретения обратили свое внимание на то, что важным фактором, который вызывает неравномерность распределения толщины покрытия, является поверхностное натяжение на основе механизма, посредством которого осуществляется распределение толщины покрытия, и они пришли к следующим заключениям. Поверхностное натяжение вызывает разность давлений, пропорциональную кривизне граничной поверхности (обратно пропорциональной радиусу кривизны) в граничной поверхности. Разность давлений создает движущую силу, которая вызывает растекание покрытия. Покрытие в полутвердом состоянии растекается пока упомянутая движущая сила и объемные силы, такие как гравитация, не будут уравновешены, и в результате получается неравномерное распределение толщины покрытия. Другими словами, движущая сила, которая вызывает неравномерное распределение толщины покрытия, в значительной степени зависит от кривизны граничной поверхности, т.е. профиля поверхности, на которую должно быть нанесено покрытие. Таким образом, необходимо понимать, что управление распределением толщины твердого покрытия может быть достигнуто посредством придания поверхности, на которую должно быть нанесено покрытия, надлежащей формы.
[0054]
На основании упомянутых заключений авторы настоящего изобретения сформулировали идею активного использования поверхностного натяжения, которое действует на покрытие, наносимое на участок с резьбой, таким образом, чтобы можно было уменьшить неравномерность распределения толщины покрытия. Например, рассматривается пример, когда твердое покрытие 30 образовано на участке 11 с наружной резьбой ниппеля 10 и зазоры предусмотрены между плоскими вершинами 12 и плоскими впадинами участка с внутренней резьбой в свинченном состоянии, как показано на фиг.2. В этом случае, посредством предварительного образования неглубокой канавки в центральной области плоской вершины 12, покрытие в полутвердом состоянии на вершине 12 будет способно распределяться в разных направлениях так, что толщина покрытия становится меньше, так что оно станет более тонким. Упомянутая канавка может представлять собой винтовую канавку, имеющую угол подъема, равный углу подъема резьб участка 11 с наружной резьбой. Как было описано выше, когда вершина 12 представляет собой плоскую поверхность, толщина твердого покрытия на ней склонна стать большей. Слишком большая толщина покрытия будет оказывать негативный эффект на адгезионные свойства и долговечность, а также на крутящий момент затяжки во время свинчивания резьбового соединения. Таким образом, предпочтительно сделать толщину твердого покрытия в вершине 12 меньше.
[0055]
Далее рассматривается пример, когда твердое покрытие образовано также на участке 11 с наружной резьбой ниппеля 10, но зазоры предусмотрены между его плоскими впадинами и плоскими вершинами участка с внутренней резьбой в свинченном состоянии. В этом случае слишком большая толщина твердого покрытия в вершине будет оказывать негативные эффекты на его адгезионные свойства и долговечность, а также на крутящий момент затяжки во время свинчивания резьбового соединения. Когда впадина представляет собой плоскую поверхность, толщина твердого покрытия в ней склонна стать большей, хотя и не настолько большой, как в вершине, как описано выше. Однако, посредством предварительного образования неглубокой канавки в центральной области впадины, полутвердое покрытие будет способно распределяться в разных направлениях так, что толщина покрытия становится меньше, так что оно будет более тонким. Упомянутая канавка может также представлять собой винтовую канавку, имеющую угол подъема, равный углу подъема резьб участка 11 с наружной резьбой.
[0056]
Данные рассуждения относятся также к примерам, когда твердое покрытие образовано на участке с внутренней резьбой муфты. То есть в том случае, когда твердое покрытие образовано на участке с внутренней резьбой, а зазоры предусмотрены между плоскими вершинами участка с наружной резьбой и плоскими впадинами участка с внутренней резьбой в свинченном состоянии, неглубокая канавка может быть предварительно образована в центральной области плоских впадин участка с внутренней резьбой. Кроме того, в том случае, когда твердое покрытие образовано также на участке с внутренней резьбой, но зазоры предусмотрены между плоскими впадинами участка с наружной резьбой и плоскими вершинами участка с внутренней резьбой в свинченном состоянии, неглубокая канавка может быть предварительно образована в центральной области плоских вершин участка с внутренней резьбой. Данные канавки могут представлять собой винтовые канавки, имеющие угол подъема, равный углу подъема резьб участка с внутренней резьбой.
[0057]
При этом вышеописанные канавки могут быть выполнены с самыми разными формами, ширинами, глубинами и т.п.. Сначала рассматривается пример, когда твердое покрытие образовано на участке с наружной резьбой, зазоры предусмотрены между вершинами участка с наружной резьбой и впадинами участка с внутренней резьбой в свинченном состоянии, и канавка предусмотрена в вершине участка с наружной резьбой. В данном случае резьбовое соединение представляет собой резьбовое соединение класса «Премиум» с использованием модифицированных трапецеидальных резьб. В свинченном состоянии, впадины участка с наружной резьбой находятся в контакте (сопряжении) с вершинами участка с внутренней резьбой, причем опорные стороны обоих участков приведены в контакт друг с другом посредством осевого усилия затяжки, в то время как зазоры предусмотрены между закладными сторонами обоих участков.
[0058]
Если канавка, предусмотренная в вершине участка с наружной резьбой, слишком глубокая, то прочность самих резьб будет значительно уменьшена, что неизбежно приводит к уменьшению прочности резьбового соединения. Кроме того, наличие слишком глубокой канавки потребует значительных усилий при нарезании резьбы и соответственно будет уменьшать технологичность изготовления резьбового соединения. Кроме того, если канавка слишком глубокая, то большее количество полутвердого покрытия будет втягиваться в канавку, и соответственно количество покрытия вокруг канавки будет становиться недостаточным. Если это происходит, то невозможно получить требуемую толщину покрытия и соответственно вероятность заедания или т.п. будет увеличена. Кроме того, будет увеличиваться количество бесполезного покрытия, заполняющего канавку, что экономически невыгодно.
[0059]
В качестве простой идеи, можно предложить увеличить зазоры во впадинах так, чтобы они были больше чем толщина толстого покрытия, вместо того чтобы образовывать канавку в вершинах. Увеличение зазоров предохранит их от заполнения толстым покрытием. Таким образом, предполагается, что можно будет предотвратить вышеописанные проблемы, такие как нарушения в графиках крутящего момента и сильное смыкание.
[0060]
Однако резьбовые соединения для стальных труб должны быть выполнены в пределах ограниченных размеров вследствие очень строгих размерных ограничений для них. Таким образом, увеличение зазоров в вершинах предполагает дополнительные изменения размеров. В результате возникают новые проблемы. Например, если возникает необходимость уменьшить высоту резьбы участка с наружной резьбой, то прочность зацепления резьб будет уменьшена. И наоборот, если нужно увеличить высоту резьбы участка с внутренней резьбой, то площадь поперечного сечения критического участка муфты будет уменьшена. Следовательно, будет уменьшена растягивающая нагрузка, которую способно выдерживать резьбовое соединение, и соответственно будут уменьшены прочностные характеристики резьбового соединения. При этом площадью поперечного сечения критического участка муфты называется площадь поперечного сечения во впадине резьбы в концевой части участка с резьбой, находящегося в зацеплении. Величина растягивающей нагрузки, которую способно выдерживать резьбовое соединение, зависит от размера площади поперечного сечения критического участка.
[0061]
Кроме того, только увеличение зазоров в вершинах вообще не предотвращает возникновение неравномерного распределения толщины покрытия и поэтому оно возникает. В результате проблема склонности покрытия к отслаиванию вообще не может быть решена.
[0062]
В связи с этим авторы настоящего изобретения провели широкое исследование. В результате они выяснили, что глубина канавки в том случае, когда канавка предусмотрена в вершинах участка с наружной резьбой, не должна быть больше чем зазоры в вершинах, хоть и в зависимости от свойств покрытия, которое должно быть нанесено в полутвердом состоянии. Когда глубина канавки, образованной в вершинах, примерно в несколько раз до двадцати раз превышает минимальную толщину, требующуюся для покрытия, полутвердое покрытие на вершинах будет способно распределяться под действием поверхностного натяжения в разных направлениях так, что толщина покрытия становится меньше, так что оно станет тоньше. Более конкретно, канавка, образованная в вершинах, может иметь глубину 30 мкм или более. В то же время верхний предел глубины канавки может составлять самое большее одну пятую часть высоты резьбы. При этом можно гарантировать прочность самых резьб. Кроме того, толщина покрытия вокруг канавки не будет слишком малой и поэтому можно предотвратить уменьшение сопротивления заеданию. Кроме того, можно предотвратить бесполезный расход покрытия.
[0063]
Кроме того, авторы настоящего изобретения провели различные исследования формы поперечного сечения канавки в том случае, когда она предусмотрена в вершинах участка с наружной резьбой. В результате они выяснили, что когда форма поперечного сечения канавки является трапецеидальной, прямоугольной, треугольной, изогнутой, эллиптически изогнутой или представляет собой комбинацию любой из данных форм, получается некоторое преимущество для утончения покрытия в вершинах. В любой из этих форм закругленные угловые участки образуются на обоих концах канавки в поперечном сечении, причем упомянутые закругленные угловые участки имеют меньший радиус кривизны. Благодаря этому поверхностное натяжение действует сильно на полутвердое покрытие на вершине таким образом, чтобы сделать толщину покрытия меньше в закругленных угловых участках на обоих концах канавки в поперечном сечении. В связи с этим, высокое поверхностное натяжение действует в разных направлениях так, чтобы сделать толщину покрытия меньше посредством втягивания покрытия около закругленных угловых участков, в частности покрытия в центральной области вершины. В результате покрытие в вершинах может быть равномерно тонким. В то же время предотвращается чрезмерное утончение покрытия в угловых участках резьбы, то есть закругленном угловом участке, который соединяет вершину с опорной стороной, и закругленном угловом участке, который соединяет вершину с закладной стороной.
[0064]
Такой эффект проявляется заметно, когда форма поперечного сечения канавки является трапецеидальной. Это обусловлено тем, что поверхностное натяжение особенно значительное, когда форма поперечного сечения канавки трапецеидальная, поскольку профиль поверхности круто изменяется в закругленных угловых участках на обоих концах канавки в поперечном сечении.
[0065]
Радиус кривизны закругленных угловых участков в обоих концах канавки в поперечном сечении может быть сделан по возможности малым, поскольку если он слишком большой, то достижение упомянутого преимущества становится менее вероятным. В частности, для того чтобы также эффективно предотвратить чрезмерное утончение покрытия в угловых участках резьбы, радиус кривизны закругленных угловых участков в обоих концах канавки может быть сделан меньше чем радиусы кривизны в обоих закругленных угловых участках резьбы (закругленном угловом участке между вершиной и опорной стороной и закругленном угловом участке между вершиной и закладной стороной). Из упомянутых двух закругленных угловых участков резьбы, закругленный угловой участок между вершиной и опорной стороной обычно имеет меньший радиус кривизны. Таким образом, радиус кривизны закругленных угловых участков на обоих концах канавки может быть меньше чем данный радиус. Однако когда радиус кривизны слишком мал, то технологичность изготовления будет до некоторой степени снижена и контроль качества становится затрудненным. Таким образом, в реальном осуществлении радиус кривизны закругленных угловых участков на обоих концах канавки предпочтительно приблизительно равен глубине канавки.
[0066]
Кроме того, авторы настоящего изобретения провели различные исследования ширины канавки и их количества в том случае, когда канавка предусмотрена в вершинах участка с наружной резьбой. В результате они выяснили, что если предусмотрена одна канавка, то ширина канавки на вершине может составлять по меньшей мере одну третью часть полной ширины вершины, для того чтобы получить преимущество для утончения покрытия в вершинах. В этом случае более предпочтительно, если ширина канавки составляет самое большее две трети полной ширины вершины. При этом не будет происходить резкого уменьшения прочности резьбы. Кроме того, увеличенное количество канавок, например, две канавки или три канавки, будет создавать такие же преимущества. В таких случаях суммарная ширина множества канавок может составлять по меньшей мере одну третью часть полной ширины вершины, и более предпочтительно, если она составляет самое большее две трети полной ширины вершины.
[0067]
Далее авторы настоящего изобретения провели исследования того, могут ли быть получены упомянутые преимущества в том случае, когда твердое покрытие образовано на участке с внутренней резьбой. При этом сначала рассматривается резьбовое соединение класса «Премиум» с использованием модифицированных трапецеидальных резьб, как и в вышеприведенном случае. В данном резьбовом соединении, в свинченном состоянии, впадины участка с наружной резьбой и вершины участка с внутренней резьбой находятся в контакте (сопряжении) друг с другом, а опорные стороны упомянутых двух участков приведены в контакт друг с другом посредством осевого усилия затяжки, и зазоры предусмотрены между вершинами участка с наружной резьбой и впадинами участка с внутренней резьбой и между закладными сторонами упомянутых двух участков.
[0068]
В этом случае, центральная область на вершине участка с внутренней резьбой, там где покрытие имеет более значительную толщину, перемещается посредством скольжения в контакте (сопряжении) с впадиной участка с наружной резьбой в более поздней части процесса свинчивания. Таким образом, твердое покрытие на вершине участка с внутренней резьбой остается между вершиной участка с внутренней резьбой и впадиной участка с наружной резьбой в процессе свинчивания, даже если происходит некоторое отслаивание, и создает эффекты смазки. Поскольку между опорными сторонами образуются промежутки, когда закладные стороны находятся в контакте друг с другом во время свинчивания, избыточные участки твердого покрытия, отслоившиеся от вершины участка с внутренней резьбой, частично скапливаются в промежутках между опорными сторонами или между закладными сторонами. Таким образом, очень маловероятно, что твердое покрытие даже заполняет зазор между впадиной участка с внутренней резьбой и вершиной участка с наружной резьбой.
[0069]
То есть, в данном случае во впадине участка с наружной резьбой и вершине участка с внутренней резьбой, которые входят в контакт (сопряжение) друг с другом, даже если твердое покрытие в вершине имеет большую толщину, оно не будет оказывать такого негативного воздействия, как толстое твердое покрытие, образованное на вершине участка с наружной резьбой. Поэтому можно предположить, что в данном случае вышеописанная канавка необязательно может быть предусмотрена в вершине участка с внутренней резьбой.
[0070]
В то же время во впадине участка с внутренней резьбой толщина покрытия относительно большая, хотя и не такая большая как в вершине. В этом случае канавка, подобная вышеописанной канавке, может быть предварительно образована во впадине участка с внутренней резьбой, так что можно сохранить толщину твердого покрытия во впадине малой посредством вышеописанного механизма. Требования к канавке, такие как форма, ширина, глубина и др., такие же как требования к вышеописанной канавке.
[0071]
Упомянутое резьбовое соединение имеет конфигурацию, в которой, в свинченном состоянии, впадины участка с наружной резьбой и вершины участка с внутренней резьбой находятся в контакте (сопряжении) друг с другом, и зазоры предусмотрены между вершинами участка с наружной резьбой и впадинами участка с внутренней резьбой. Некоторые резьбовые соединения имеют обратную конфигурацию, в которой, в свинченном состоянии, в контакте (сопряжении) друг с другом находятся вершины участка с наружной резьбой и впадины участка с внутренней резьбой, а зазоры предусмотрены между впадинами участка с наружной резьбой и вершинами участка с внутренней резьбой. Некоторые другие имеют конфигурацию, в которой, в свинченном состоянии, зазоры предусмотрены как между вершинами участка с наружной резьбой и впадинами участка с внутренней резьбой, так и между впадинами участка с наружной резьбой и вершинами участка с внутренней резьбой. В любых этих конфигурациях, вышеописанная канавка может быть предварительно образована в поверхности, на которой должно быть образовано покрытие и которая снабжена зазором в свинченном состоянии.
[0072]
Таким образом, чрезмерное утончение твердого покрытия может быть предотвращено посредством предварительного образования вышеописанной канавки в поверхности, на которой должно быть образовано твердое покрытие (например, твердое смазывающее покрытие, твердое коррозионностойкое покрытие и др.) и которая снабжена зазором в свинченном состоянии, причем упомянутое твердое покрытие обладает текучестью во время нанесения и отверждается после нанесения. В результате получается твердое покрытие с высокими адгезионными свойствами и долговечностью, которое позволяет предотвратить заедание, а также предотвратить возникновение выгибания, отсутствия роста, сильного смыкания или т.п. во время свинчивания резьбового соединения.
[0073]
Резьбовое соединение для стальных труб настоящего изобретения выполнено на основе вышеупомянутых заключений. Ниже будут описаны предпочтительные варианты осуществления резьбового соединения для стальных труб в соответствии с настоящим изобретением.
[0074]
[Первый вариант осуществления]
Фиг.3 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с первым вариантом осуществления настоящего изобретения. Резьбовое соединение, показанное на фиг.3, представляет собой резьбовое соединение класса «Премиум» с сужающимися (конусными) участками с резьбой, образованными посредством модифицированных трапецеидальных резьб на основе трапецеидальных резьб по стандартам API, как и резьбовое соединение класса «Премиум», показанное на фиг.2, и состоит из ниппеля 10, содержащего участок 11 с наружной резьбой, и муфты, содержащей участок с внутренней резьбой, которая образует пару с ниппелем 10. На фиг.3 направление, в котором осуществляется ввинчивание ниппеля 10 в муфту, показано контурной стрелкой.
[0075]
Участок 11 с наружной резьбой ниппеля 10 включает плоские вершины 12, плоские впадины 13, закладные стороны 14, которые находятся в ведущих положениях при завинчивании, и опорные стороны 15, расположенные напротив упомянутых закладных сторон. С другой стороны, хотя и не показано, участок с внутренней резьбой включает плоские вершины, обращенные к впадинам 13 участка с наружной резьбой, плоские впадины, обращенные к вершинам 12 участка 11 с наружной резьбой, закладные стороны, обращенные к закладным сторонам 14 участка 11 с наружной резьбой, и опорные стороны, обращенные к опорным сторонам 15 участка 11 с наружной резьбой.
[0076]
Кроме того, участок 11 с наружной резьбой ниппеля 10 содержит закругленный угловой участок 12а, который соединяет вершину 12 с опорной стороной 15, и закругленный угловой участок 12b, который соединяет вершину 12 с закладной стороной 14. Кроме того, участок 11 с наружной резьбой содержит закругленный галтельный участок 13а, который соединяет впадину 13 с опорной стороной 15, и закругленный галтельный участок 13b, который соединяет впадину 13 с закладной стороной 14. С другой стороны, хотя и не показано, участок с внутренней резьбой содержит закругленные галтельные участки в обоих концах впадины, соответствующие закругленным угловым участкам 12а, 12b участка 11 с наружной резьбой. Кроме того, участок с внутренней резьбой содержит закругленные угловые участки в обоих концах резьбы, соответствующие закругленным галтельным участкам 13а, 13b участка 11 с наружной резьбой.
[0077]
В свинченном состоянии, зазоры предусмотрены между вершинами 12 участка 11 с наружной резьбой и впадинами участка с внутренней резьбой, и зазоры предусмотрены между закладными сторонами 14 участка 11 с наружной резьбой и закладными сторонами участка с внутренней резьбой. В то же время впадины 13 участка 11 с наружной резьбой находятся в контакте (сопряжении) с вершинами участка с внутренней резьбой. Опорные стороны 15 участка 11 с наружной резьбой и опорные стороны участка с внутренней резьбой приводятся в контакт друг с другом посредством осевого усилия затяжки.
[0078]
Хотя на фиг.3 не показано, ниппель 10 и муфта каждый включает упорный участок, который оказывает осевое усилие затяжки резьбы на опорные стороны. В случае муфтового резьбового соединения, например, возможна также конфигурация с двумя парными ниппелями 10, каждый из которых содержит упорный участок в своем конце (см. описанный ниже фиг.13). В этом случае упорные участки ниппелей 10 соединяются встык друг с другом, посредством чего оказывается осевое усилие затяжки.
[0079]
Неглубокая канавка 40 предварительно образована в центральной области вершины 12 участка 11 с наружной резьбой, при этом вершина 12 снабжена зазором в свинченном состоянии. Канавка 40 состоит из одной винтовой канавки, имеющей угол подъема, равный углу подъема резьб участка 11 с наружной резьбой. В первом варианте осуществления, канавка 40 имеет трапецеидальную форму поперечного сечения. Оба конца канавки 40 соединены с плоской поверхностью вершины 12 посредством закругленных угловых участков 41, имеющих меньший радиус кривизны. Поскольку форма поперечного сечения канавки 40 трапецеидальная, нижняя поверхность канавки 40 представляет собой плоскую поверхность.
[0080]
В первом варианте осуществления, твердое покрытие 30 образовано на участке 11 с наружной резьбой ниппеля 10. Твердое покрытие 30 обладает текучестью во время нанесения, и после нанесения оно подвергается процессу отверждения для вулканизации и затвердевания. Конкретно, твердое покрытие 30 является полутвердым, обладающим пластичными или вязкопластичными свойствами текучести во время нанесения и наносится на резьбовое соединение посредством щетки, распылительного устройства или т.п. Нанесенная смазка подвергается процессу отверждения (например, охлаждения, воздействия ультрафиолетового излучения и др.), приспособленному для свойств покрытия, и затвердевает. Твердое покрытие может быть любого типа, при условии, что оно способно растекаться под действием поверхностного натяжения, гравитации или т.п. в промежуток времени между нанесением и затвердеванием, при этом его планируемое использование (например, для смазки, для придания коррозионной стойкости, для придания приятного внешнего вида и др.) не имеет значения. В то же время не включаются твердые покрытия, которые не растекаются перед затвердеванием, такие как гальваническое покрытие, покрытие, наносимое плакированием, или т.п..
[0081]
Твердое покрытие 30 образовано с канавкой 40, включенной с вершину 12. Перед затвердеванием и образованием твердого покрытия 30, покрытие в полутвердом состоянии, нанесенное на вершину 12, распределяется в разных направлениях так, что толщина покрытия становится меньше, и становится более тонким. Это обусловлено наличием канавки 40 в вершине 12 и наличием закругленных угловых участком 41, имеющих меньший радиус кривизны в обоих концах канавки 40, которые вынуждают поверхностное натяжение оказывать сильное действие на полутвердое покрытие на вершине 12 таким образом, чтобы сделать толщину покрытия меньше.
[0082]
Предпочтительно, глубина канавки 40 больше чем минимальная толщина твердого покрытия 30, необходимая для того, чтобы оно выполняло свою функцию, и меньше чем зазор между вершиной 12 и противоположной впадиной участка с внутренней резьбой. Это обусловлено тем, что если глубина канавки 40 слишком мала, то преимущество в том, чтобы сделать покрытие 30 на вершине 12 более тонким, не будет достигнуто в достаточной степени. С другой стороны, если глубина канавки 40 слишком велика, то уменьшится прочность самой резьбы, что приведет к снижению прочностных характеристик резьбового соединения.
[0083]
Например, глубина канавки 40 более чем в три раза превышает минимальную толщину, необходимую для твердого покрытия 30, и составляет меньше половины зазора в вершине 12. Если предположить, что минимальная толщина твердого покрытия 30 равна 10 мкм, а зазор в вершине 12 равен 200 мкм, то глубина канавки 40 находится в пределах 30-100 мкм.
[0084]
Более конкретно, глубина канавки 40 предпочтительно равна 30 мкм или более. В то же время для того чтобы обеспечить прочность самых резьб и достаточную толщину покрытия вокруг канавки, глубина канавки 40 предпочтительно составляет самое большее одну пятую часть высоты резьбы.
[0085]
Кроме того, чем меньше радиус кривизны закругленных угловых участков 41 в обоих концах канавки 40, тем лучше. Это обусловлено тем, что если радиус кривизны закругленных угловых участков 41 слишком большой, то преимущество в том, чтобы сделать покрытие 30 на вершине 12 более тонким, не может быть достигнуто легко и, кроме того, невозможно эффективно предотвратить чрезмерное утончение покрытия в угловых участках резьбы (закругленном угловом участке 12а между вершиной 12 и опорной стороной 15 и закругленном угловом участке 12b между вершиной 12 и закладной стороной 14). Таким образом, радиус кривизны закругленных угловых участков 41 в обоих концах канавки 40 предпочтительно меньше чем радиусы кривизны двух закругленных угловых участков резьбы, в частности закругленного углового участка 12а между вершиной 12 и опорной стороной 15.
[0086]
Ширина канавки 40 предпочтительно составляет по меньшей мере одну третью часть полной ширины вершины 12. Это обусловлено тем, что если ширина канавки 40 слишком мала, то преимущество в том, чтобы сделать покрытие 30 на вершине 12 более тонким, не будет достигнуто в достаточной степени. В то же время ширина канавки 40 предпочтительно составляет самое большее две трети полной ширины вершины 12. Это обусловлено тем, что если ширина канавки 40 слишком большая, то будет происходить резкое снижение прочности резьбы.
[0087]
[Второй вариант осуществления]
Фиг.4 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с вторым вариантом осуществления настоящего изобретения. Резьбовое соединение, показанное на фиг.4, представляет собой разновидность резьбового соединения в соответствии с первым вариантом осуществления, показанным на фиг.3, и описания, приведенные в первом варианте осуществления, не повторяются, когда это целесообразно. То же самое относится к описанным ниже третьему-восьмому вариантам осуществления.
[0088]
В резьбовом соединении второго варианта осуществления, показанном на фиг.4, канавка 40, образованная в вершине 12 участка 11 с наружной резьбой, имеет треугольную форму поперечного сечения. В этом случае глубина канавки 40 определяется как максимальная глубина в самом глубоком, самом низком месте.
[0089]
Резьбовое соединение второго варианта осуществления также создает полезные эффекты, подобные эффектам первого варианта осуществления, хотя данные эффекты не могут быть такими значительными, как эффекты первого варианта осуществления. Это обусловлено тем, что эффект поверхностного натяжения не будет таким значительным, как в первом варианте осуществления, поскольку при треугольной форме поперечного сечения канавки 40 изменение в профиле поверхности является плавным в закругленных угловых участках 41 в обоих концах канавки 40 в поперечном сечении.
[0090]
[Третий вариант осуществления]
Фиг.5 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с третьим вариантом осуществления настоящего изобретения. В резьбовом соединении третьего варианта осуществления, показанном на фиг.5, канавка 40, образованная в вершине 12 участка 11 с наружной резьбой, имеет изогнутую форму поперечного сечения. Поскольку форма поперечного сечения канавки 40 изогнутая, нижняя поверхность канавки 40 представляет собой криволинейную поверхность. В этом случае глубина канавки 40 определяется как максимальная глубина в самом глубоком, самом низком месте, как и в вышеописанном втором варианте осуществления.
[0091]
Резьбовое соединение третьего варианта осуществления также создает полезные эффекты, подобные эффектам первого варианта осуществления, хотя данные эффекты не могут быть такими значительными, как эффекты первого варианта осуществления. Это обусловлено тем, что вследствие изогнутой формы поперечного сечения канавки 40, эффект поверхностного натяжения не будет таким значительным, как в первом варианте осуществления по тем же причинам, что и во втором варианте осуществления.
[0092]
[Четвертый вариант осуществления]
Фиг.6 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с четвертым вариантом осуществления настоящего изобретения. В резьбовом соединении четвертого варианта осуществления, показанном на фиг.6, канавка 40, образованная в вершине 12 участка 11 с наружной резьбой, имеет трапецеидальную форму поперечного сечения, как и в вышеописанном первом варианте осуществления, но предусмотрено две канавки 40. В этом случае ширина канавки 40 относительно полной ширины вершины 12 определяется как суммарная ширина двух канавок 40.
[0093]
Резьбовое соединение четвертого варианта осуществления также создает полезные эффекты, подобные эффектам вышеописанного первого варианта осуществления. Количество канавок 40 может быть равно трем или более. В этом случае ширина канавки 40 относительно полной ширины вершины 12 определяется как суммарная ширина образованных канавок 40. Однако с учетом практичности нарезания резьбы количество канавок 40 предпочтительно не больше трех. Кроме того, форма поперечного сечения канавок 40 четвертого варианта осуществления может быть заменена на треугольную или изогнутую форму, как в вышеописанном втором или третьем варианте осуществления.
[0094]
[Пятый вариант осуществления]
Фиг.7 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с внутренней резьбой муфты, в резьбовом соединении в соответствии с пятым вариантом осуществления настоящего изобретения. В резьбовом соединении пятого варианта осуществления, показанном на фиг.7, покрытие 30 образовано на участке 21 с внутренней резьбой муфты 20, из ниппеля и муфты 20. В этом случае неглубокая трапецеидальная канавка 40 предварительно образована, как в вышеописанном первом варианте осуществления, в центральной области впадины 23 участка 21 с внутренней резьбой, при этом впадина 23 снабжена зазором в свинченном состоянии.
[0095]
В пятом варианте осуществления, твердое покрытие 30 образовано с канавкой 40, включенной в впадину 23. Перед затвердеванием и образованием твердого покрытия 30, покрытие в полутвердом состоянии, нанесенное на впадину 23, распределяется в разных направлениях так, что толщина покрытия становится меньше, и становится более тонким вследствие эффекта поверхностного натяжения, как и в вышеописанном первом варианте осуществления.
[0096]
Резьбовое соединение пятого варианта осуществления также создает полезные эффекты, подобные эффектам вышеописанного первого варианта осуществления. Форма поперечного сечения канавки 40 пятого варианта осуществления может быть заменена на треугольную или изогнутую форму, как в вышеописанном втором или третьем варианте осуществления. Количество канавок 40 в пятом варианте осуществления может быть больше одной, как в вышеописанном четвертом варианте осуществления.
[0097]
[Шестой вариант осуществления]
Фиг.8 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с внутренней резьбой муфты, в резьбовом соединении в соответствии с шестым вариантом осуществления настоящего изобретения. Резьбовое соединение, показанное на фиг.8, в отличие от резьбовых соединений первого-пятого вариантов осуществления, имеет конфигурацию, в которой в свинченном состоянии вершины участка с наружной резьбой и впадины 23 участка 21 с внутренней резьбой находятся в контакте (сопряжении) друг с другом, и зазоры предусмотрены между впадинами участка с наружной резьбой и вершинами 22 участка 21 с внутренней резьбой.
[0098]
В резьбовом соединении шестого варианта осуществления, показанном на фиг.8, покрытие 30 образовано на участке 21 с внутренней резьбой муфты 20, из ниппеля и муфты 20. В этом случае неглубокая трапецеидальная канавка 40 предварительно образована, как в вышеописанном первом варианте осуществления, в центральной области вершины 22 участка 21 с внутренней резьбой, при этом вершина 22 снабжена зазором в свинченном состоянии.
[0099]
В шестом варианте осуществления, твердое покрытие 30 образовано с канавкой 40, включенной в вершину 22. Перед затвердеванием и образованием твердого покрытия 30, покрытие в полутвердом состоянии, нанесенное на вершину 22, распределяется в разных направлениях так, что толщина покрытия становится меньше, и становится более тонким вследствие эффекта поверхностного натяжения, как и в вышеописанном первом варианте осуществления.
[0100]
Резьбовое соединение шестого варианта осуществления также создает полезные эффекты, подобные эффектам вышеописанного первого варианта осуществления.
[0101]
[Седьмой вариант осуществления]
Фиг.9 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении в соответствии с седьмым вариантом осуществления настоящего изобретения. Резьбовое соединение седьмого варианта осуществления представляет собой разновидность резьбового соединения шестого варианта осуществления, показанного на фиг.8, выполненного с точки зрения, аналогичной точке зрения пятого варианта осуществления, показанного на фиг.7. То есть в резьбовом соединении седьмого варианта осуществления, показанном на фиг.9, покрытие 30 образовано на участке 11 с наружной резьбой ниппеля 10, из ниппеля 10 и муфты. В этом случае неглубокая трапецеидальная канавка 40 предварительно образована, как в вышеописанном пятом варианте осуществления, в центральной области впадины 13 участка 11 с наружной резьбой, при этом впадина 13 снабжена зазором в свинченном состоянии.
[0102]
Резьбовое соединение седьмого варианта осуществления также создает полезные эффекты, подобные эффектам вышеописанного первого варианта осуществления.
[0103]
[Восьмой вариант осуществления]
Фиг.10 представляет собой продольный разрез, показывающий примерный участок с резьбой резьбового соединения в соответствии с восьмым вариантом осуществления настоящего изобретения, в котором используются резьбы повышенной моментоемкости. Резьбовое соединение, показанное на фиг.10, представляет собой резьбовое соединение с использованием так называемых резьб повышенной моментоемкости, без включения упорного участка, в которых участки с резьбой становятся самозафиксированными одновременно с ввинчиванием ниппеля 10 в муфту 20, чтобы обладать характеристиками повышенной моментоемкости. В резьбах повышенной моментоемкости, ширина резьбы участка с наружной резьбой постепенно уменьшается вдоль винтовой линии резьбы в направлении правостороннего винта, и ширина канавки соответствующего участка с внутренней резьбой постепенно уменьшается вдоль винтовой линии резьбы в направлении правостороннего винта. Кроме того, резьбы повышенной моментоемкости содержат боковые стороны, выполненные так, что резьбы радиально не отсоединяются от канавок, когда свинчивание закончено. Большинство обычных резьб повышенной моментоемкости включают резьбы с профилем типа «ласточкин хвост», которые имеют отрицательные углы бокового наклона как на опорных сторонах 15, 25, так и на закладных сторонах 14, 24. В резьбах повышенной моментоемкости, которые не содержат упорный участок, свинчивание осуществляется посредством зацепления самих резьб с канавками (это называется фиксацией).
[0104]
Резьбовые соединения с использованием резьб повышенной моментоемкости имеют множество конфигураций. В одной конфигурации, зазоры предусмотрены между плоскими вершинами 12 участка 11 с наружной резьбой и плоскими впадинами 23 участка 21 с внутренней резьбой в свинченном состоянии. В другой конфигурации, зазоры предусмотрены между плоскими впадинами 13 участка 11 с наружной резьбой и плоскими вершинами 22 участка 21 с внутренней резьбой. В еще одной конфигурации, зазоры предусмотрены в обоих вышеупомянутых участках. Твердое покрытие образовано на участке 11 с наружной резьбой и/или на участке 21 с внутренней резьбой. Фиг.10 показывает в качестве примера конфигурацию, в которой зазоры предусмотрены между плоскими вершинами 12 участка 11 с наружной резьбой и плоскими впадинами 23 участка 21 с внутренней резьбой в свинченном состоянии.
[0105]
Фиг.11 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в обычном резьбовом соединении с использованием резьб повышенной моментоемкости. В обычном резьбовом соединении с использованием резьб повышенной моментоемкости также имеет место неравномерное распределение толщины твердого покрытия 30, как показано на фиг.11.
[0106]
Фиг.12 представляет собой продольный разрез, показывающий пример, в котором покрытие образовано на участке с наружной резьбой ниппеля, в резьбовом соединении с использованием резьб повышенной моментоемкости в соответствии с восьмым вариантом осуществления настоящего изобретения. Как показано на фиг.12, в резьбовом соединении восьмого варианта осуществления, неглубокая трапецеидальная канавка 40 предварительно образована, как в вышеописанном первом варианте осуществления, в центральной области вершины 12 участка 11 с наружной резьбой, при этом вершина 12 снабжена зазором в свинченном состоянии. В восьмом варианте осуществления твердое покрытие 30 образовано также с канавкой 40, включенной в вершину 12. Перед затвердеванием и образованием твердого покрытия 30, покрытие в полутвердом состоянии, нанесенное на вершину 12, распределяется в разных направлениях так, что толщина покрытия становится меньше, и становится более тонким вследствие эффекта поверхностного натяжения, как и в вышеописанном первом варианте осуществления.
[0107]
Резьбовое соединение восьмого варианта осуществления также создает полезные эффекты, подобные эффектам вышеописанного первого варианта осуществления. Форма поперечного сечения канавок 40 восьмого варианта осуществления может быть заменена на треугольную или изогнутую форму, как и в вышеописанном втором или третьем варианте осуществления. Количество канавок 40 в восьмом варианте осуществления может быть больше одной, как в вышеописанном четвертом варианте осуществления. Кроме того, положение канавки 40 в восьмом варианте осуществления может быть изменено в зависимости от того, где должно быть образовано твердое покрытие и где должны быть предусмотрены зазоры в свинченном состоянии, как в вышеописанных пятом-седьмом вариантах осуществления.
[0108]
Настоящее изобретение не ограничено вышеописанными вариантами осуществления, и различные модификации могут быть выполнены без отхода от сущности и объема настоящего изобретения. Форма поперечного сечения канавки 40 может быть заменена на другие формы, помимо трапецеидальной, треугольной и изогнутой, такие как, например, прямоугольная, эллиптически изогнутая или др., при условии, что закругленные угловые участки 41, имеющие меньший радиус кривизны, предусмотрены в обоих концах канавки 40. Могут быть использованы любые комбинации данных форм поперечного сечения.
[0109]
Кроме того, канавка 40 также может быть использована в резьбовых соединениях, в которых в свинченном состоянии зазоры предусмотрены как между вершинами 12 участка 11 с наружной резьбой и впадинами 23 участка 21 с внутренней резьбой, так и между впадинами 13 участка 11 с наружной резьбой и вершинами 22 участка 21 с внутренней резьбой. В этом случае канавка 40 может быть предварительно образована во всех поверхностях, на которых должно быть образовано покрытие и которые снабжены зазором в свинченном состоянии.
[0110]
Кроме того, применение канавки 40 не ограничено конкретной формой или типом резьбового соединения. Например, канавка 40 может быть использована в резьбовых соединениях муфтового типа или неразъемного типа, а также в резьбовых соединениях удлиненного типа, утопленного типа, полуутопленного типа или т.п. Кроме того, канавка 40 может быть использована в резьбовых соединениях, содержащих участок уплотнения «металл к металлу», когда положение участка уплотнения и их количество не ограничены. Кроме того, наличие или отсутствие упорного участка, его положение, их количество и т.п. также не ограничены. Кроме того, канавка 40 может быть также использована в резьбовых соединениях, образованных посредством двухступенчатых резьб или трехступенчатых резьб, содержащих два или три отдельных участка с резьбой вдоль оси CL трубы.
[0111]
Фиг.13 и 14 представляют собой продольные разрезы примерных резьбовых соединений в соответствии с настоящим изобретением. Данные чертежи показывают резьбовые соединения муфтового типа. В резьбовом соединении, показанном на фиг.13, используются парные ниппели 10, каждый из которых включает упорный участок 16 в своем конце. В этом случае упорные участки 16 ниппелей 10 приводятся в соединение впритык друг с другом в процессе завинчивания ниппеля 10. Это вызывает осевое усилие затяжки резьбы, которое должно быть приложено к опорным сторонам 15, 25 участков 11, 21 с резьбой.
[0112]
В резьбовом соединении, показанном на фиг.14, ниппель 10 включает упорный участок 16, и взаимодействующий элемент, который представляет собой муфту 20, включает упорный участок 26, который соответствует упорному участку 16 ниппеля 10. В этом случае упорный участок 16 ниппеля 10 приводится в соединение впритык с упорным участком 26 муфты 20 в процессе завинчивания ниппеля 10. Это вызывает осевое усилие затяжки резьбы, которое должно быть приложено к опорным сторонам 15, 25 участков 11, 21 с резьбой. Резьбовое соединение, показанное на фиг.14, включает участок 17 уплотнения «металл к металлу», примыкающий к упорным участкам 16, 26.
[0113]
Отмечается, что канавка 40 не используется в участке с резьбой, который не содержит плоских вершин и впадин, таком как участок с резьбой, образованный посредством круглых резьб по стандартам API, даже если такой участок с резьбой снабжен зазорами в свинченном состоянии. Кроме того, канавка 40 не должна быть предусмотрена в поверхностях, где в свинченном состоянии зазор не предусмотрен, даже если они представляют собой плоские поверхности. Например, твердое покрытие, когда оно находится на поверхностях, которые перемещаются посредством скольжения во время свинчивания, не вызывает сильного смыкания, нарушений в графиках крутящего момента или т.п., даже если толщина покрытия довольно большая, как описано выше. Даже если происходит отслоение покрытия, твердое покрытие непрерывно подается посредством скользящего перемещения, и поэтому вероятность заедания мала изначально. Кроме того, если закладные стороны содержат канавку 40, то происходит линейный контакт в угловых участках в обоих концах канавки 40, а это может приводить к возникновению заедания. Это обусловлено тем, что закладные стороны скользят относительно друг друга во время большей части процесса свинчивания. Если опорные стороны содержат канавку 40, то растягивающая нагрузка резьбового соединения может быть уменьшена. Это обусловлено тем, что опорные стороны приводятся в контакт друг с другом посредством осевого усилия затяжки после свинчивания и берут на себя растягивающую нагрузку. Однако в том случае, если эти проблемы не возникают, канавка 40 может быть предусмотрена в поверхности, которая контактирует с противоположной поверхностью в свинченном состоянии.
ПРИМЕРЫ
[0114]
Для проверки преимуществ настоящего изобретения было проведено цифровое моделирование и анализ с использованием метода конечных элементов (finite element method - FEM) и исследовано распределение толщины предварительно отвержденного покрытия, нанесенного на участок с наружной резьбой.
[0115]
Условия испытаний
Для FEM анализа были использованы модели участков в наружной резьбой с модифицированными трапецеидальными резьбами, которые широко используются в резьбовых соединениях класса «Премиум». Модель для испытания № 1 была изготовлена как сравнительный пример на основе обычного участка с наружной резьбой, показанного на фиг.2, и не содержала канавки в вершине. Модели для испытаний № 2-6 были изготовлены на основе участка с наружной резьбой в соответствии с первым вариантом осуществления, показанного на фиг.3, и каждая из них содержала одну канавку в вершине. Модели для испытаний № 7-11 были изготовлены на основе участка с наружной резьбой в соответствии с четвертым вариантом осуществления, показанного на фиг.6, и каждая из них содержала две канавки в вершине. Между испытаниями № 2-11 изменяли глубину канавки. В то же время ширина канавки в целом была равна приблизительно 0,9 мм во всех испытаниях, № 2 - № 11. При этом ширина канавки представляла собой ширину, включающую закругленные угловые участки в обоих концах канавки. Общие условия были следующие.
[0116]
- Высота резьбы: 1,575 мм;
- Шаг резьбы: 5 витков на дюйм;
- Ширина резьбы: 2,54 мм вдоль делительной окружности;
- Конусность резьбы: 6,25% (угол конуса: примерно 1,8°);
- Угол наклона опорной стороны: -3°;
- Угол наклона закладной стороны: 10°;
- Радиусы кривизны закругленных угловых участков резьбы: 0,4 мм на опорной стороне и 0,76 мм на закладной стороне;
- Радиусы кривизны закругленных галтельных участков впадины: 0,4 мм на опорной стороне и 0,2 мм на закладной стороне; и
- Полная длина плоской поверхности вершины: приблизительно 1,4 мм.
[0117]
В FEM анализе были использованы модели, в которых участок с наружной резьбой и предварительно отвержденное покрытие моделировали при помощи плоских деформированных элементов. Участок с наружной резьбой моделировали как упругое тело с модулем Юнга, равным 205 ГПа. Предварительно отвержденное покрытие моделировали как вязкопластичную текучую среду, обладающую текучестью. Коэффициент вязкости предварительно отвержденного покрытия был равен 200 сантистоксам, его плотность массы была равна 1,0×10-6 кг/мм3, а его поверхностное натяжение было равно 7,3×10-5 Н/мм. Во всех испытаниях, № 1 - № 11, одинаковое количество вязкопластичной текучей среды наносили при помощи распылительного устройства и определяли первоначальное распределение толщины покрытия исходя из состояния сразу после нанесения. Первоначальные толщины покрытия в вершине и впадине были равны 1, а первоначальные толщины покрытия в двух угловых участках резьбы были равны 0,7. Проводили квазистатический анализ и завершили, когда поверхностное натяжение и вязкость (текучесть) были сбалансированы, чтобы достичь равновесия.
[0118]
Метод оценки
Вычисляли толщины покрытия на вершинах в участках, которые не содержали канавок (в дальнейшем называемых «участком без канавки»). Затем вычисляли толщины покрытия в двух угловых участках резьб (на опорной стороне и на закладной стороне). Оценки распределения толщины покрытия выполняли при использовании величин, полученных посредством деления толщин покрытия в двух угловых участках резьбы на соответствующую максимальную толщину покрытия в участке без канавки вершины. Данные величины представляют собой относительные величины относительно соответствующей максимальной толщины покрытия в участке без канавки вершины, предполагая что она равна 1. Можно понять, что чем больше упомянутая величина (ближе к 1), тем больше уменьшена неравномерность распределения толщины покрытия, а значит данная модель обладает большей долговечностью, стойкостью к заеданию и стабильностью крутящего момента. Кроме того, в качестве критерия для определения стойкости к заеданию, оценивали также минимальные толщины покрытия в участках без канавок и в двух угловых участках резьбы. В всех случаях толщина покрытия была наименьшей в угловом участке резьбы на опорной стороне. Результаты показаны в приведенной ниже Таблице 1.
[0119]
[Таблица 1]
№
Глубина
канавки,
мкм
Классификация
[0120]
Результаты испытаний
Приведенные в Таблице 1 результаты показывают, что в примерах настоящего изобретения, используемых в испытаниях № 3-5 и испытаниях № 8-10, в которых была предусмотрена канавка и глубина канавки соответствовала условиям, установленным в настоящем изобретении, относительные величины толщин покрытия в угловых участках резьбы были равны по меньшей мере 0,15, а минимальные толщины покрытия были равны 20 мкм или больше. Это показывает, что настоящее изобретение позволяет предотвратить неравномерность распределения толщины покрытия и уменьшить риск возникновения заедания.
Промышленная применимость
[0121]
Резьбовое соединение настоящего изобретения может быть эффективно использовано для соединения стальных труб, которые используются в нефтяных скважинах, газовых скважинах и т.п. для добычи полезных ископаемых, таких как нефть и природный газ, их эксплуатации или их использования и также в скважинах для горячих источников или геотермальных электростанций, а также в скважинах для подземной локализации отходов, таких как СО2, и др. Кроме того, оно может быть использовано в соединении стальных труб, которые используют для транспортировки гидрата метана, редкоземельных металлов и др. со дна моря на морскую платформу. Резьбовое соединение настоящего изобретения особенно полезно для соединения стальных труб, которые используют в таких районах, в которых применяются более жесткие экологические нормы для твердых смазывающих покрытий, твердых коррозионностойких покрытий и т.п., и в таких районах, в которых требуется более высокая эффективность операций свинчивания, а также уменьшение нагрузки на работников, таких как полярные районы, океаны или пустыни.
Перечень ссылочных позиций
[0122]
10: ниппель,
11: участок с наружной резьбой,
12: вершина участка с наружной резьбой,
13: впадина участка с наружной резьбой,
14: закладная сторона участка с наружной резьбой,
15: опорная сторона участка с наружной резьбой,
20: муфта,
21: участок с внутренней резьбой,
22: вершина участка с внутренней резьбой,
23: впадина участка с внутренней резьбой,
24: закладная сторона участка с внутренней резьбой,
25: опорная сторона участка с внутренней резьбой,
30: твердое покрытие,
40: канавка,
41: закругленный угловой участок канавки,
16,26: упорный участок,
17: участок уплотнения «металл к металлу»,
θ: угол бокового наклона,
CL: ось трубы.
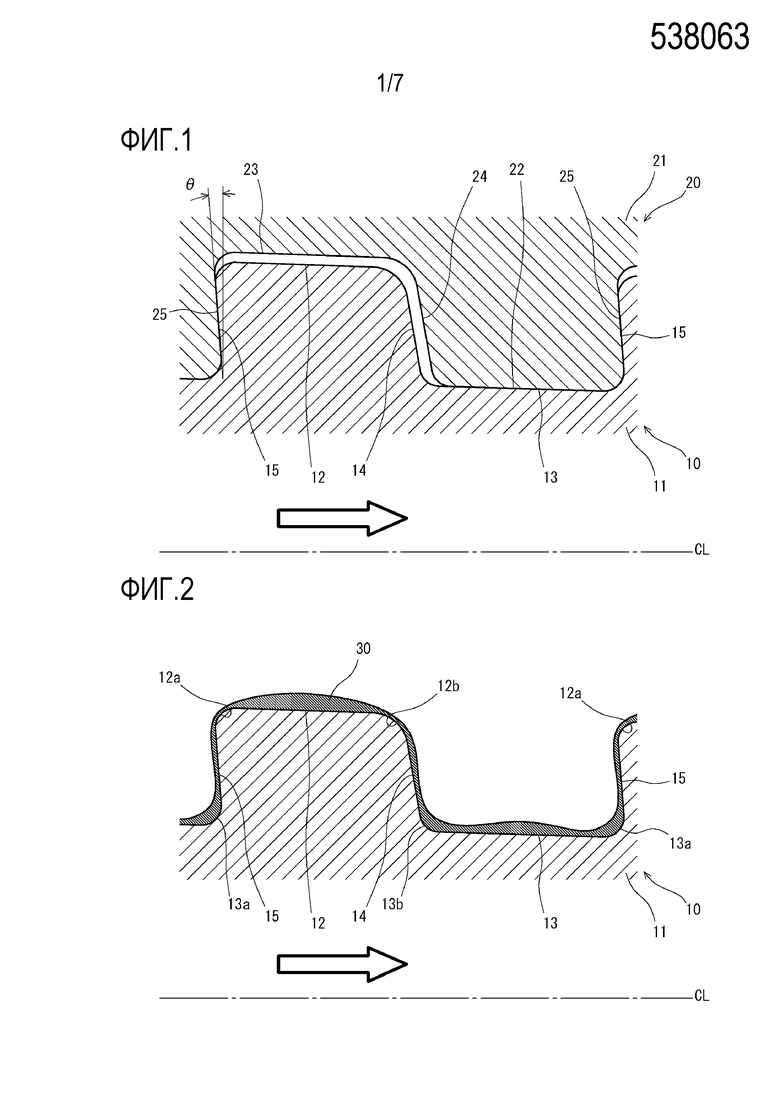
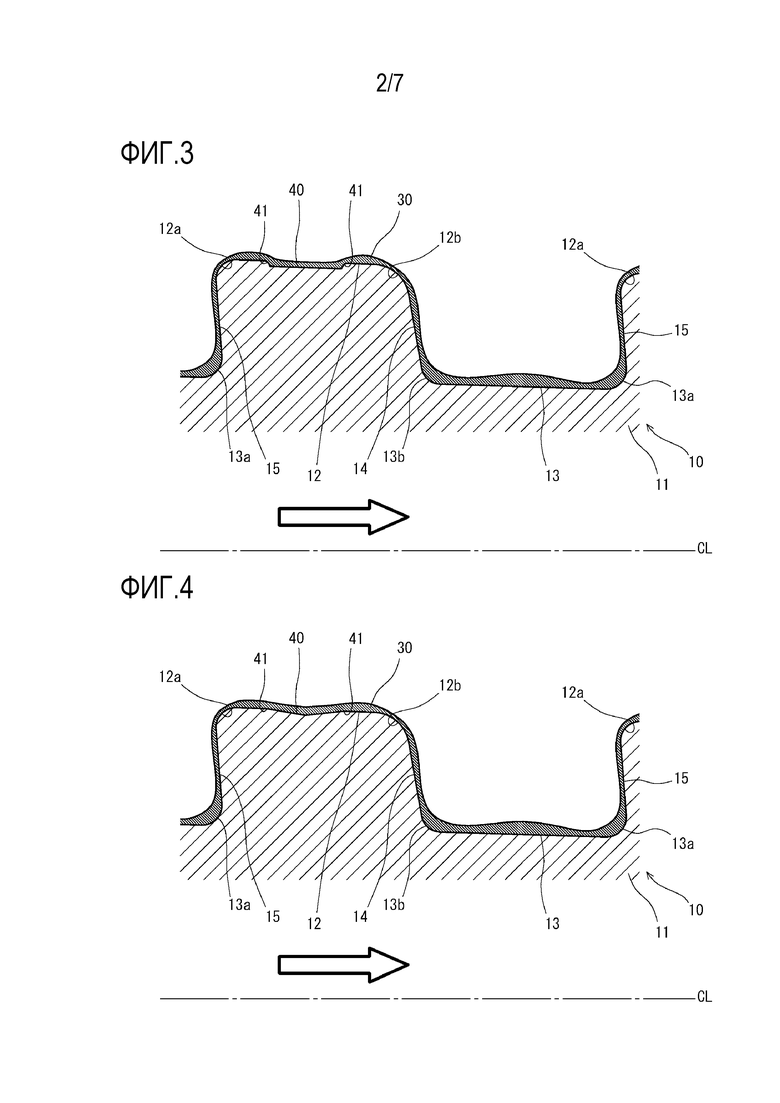
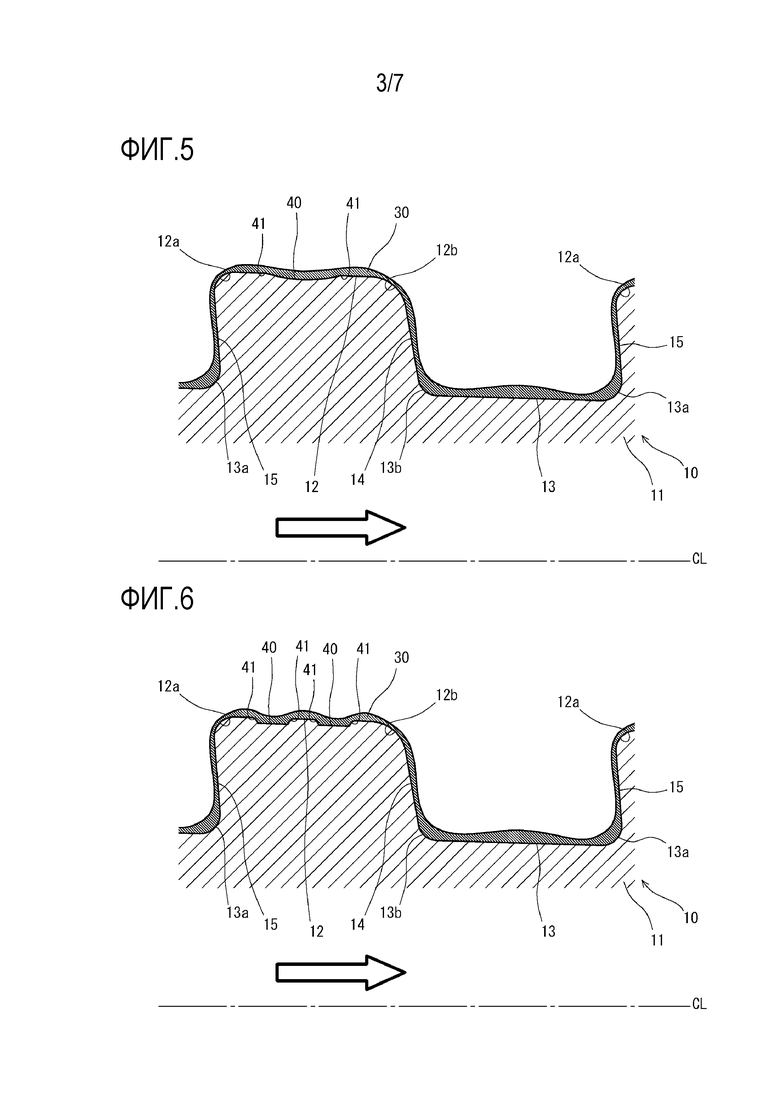
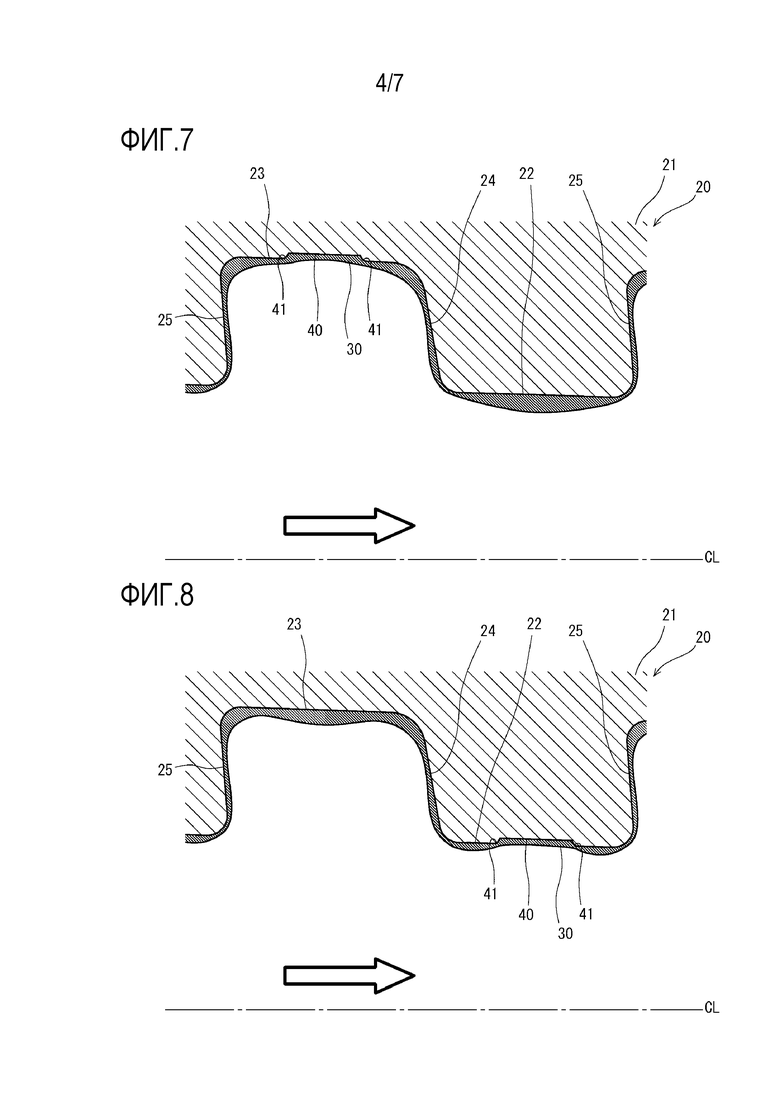
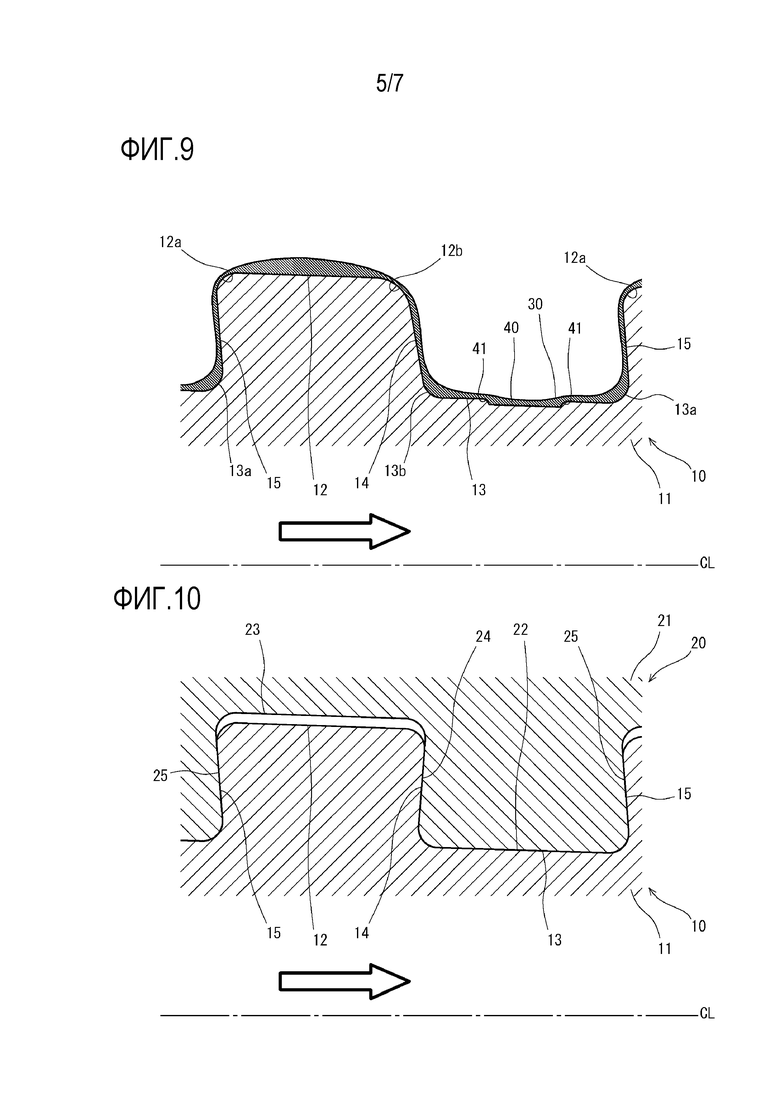
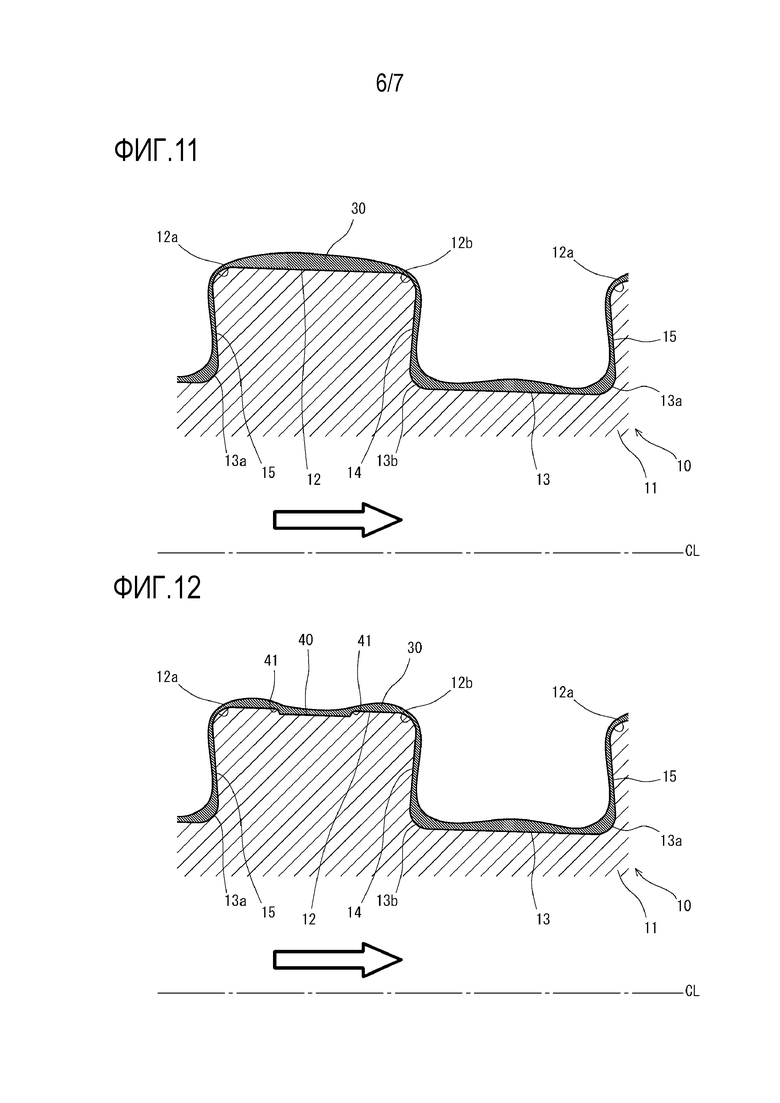
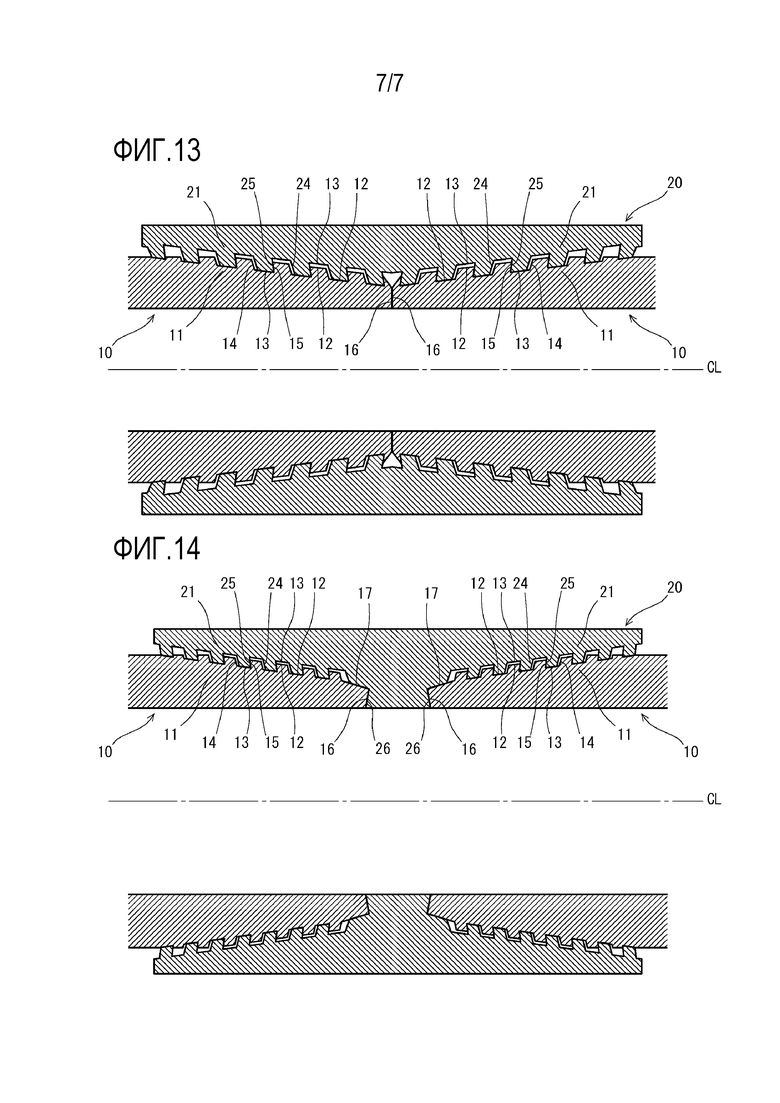
Изобретение относится к резьбовому соединению, которое содержит твердое покрытие (30), образованное на поверхности его участка (11) с наружной резьбой, причем упомянутое твердое покрытие обладает текучестью во время нанесения и отверждается после нанесения. В свинченном состоянии зазоры предусмотрены между плоскими вершинами (12) участка (11) с наружной резьбой и плоскими впадинами участка с внутренней резьбой, которые обращены друг к другу. Вершины (12) участка (11) с наружной резьбой содержат винтовую канавку (40), предварительно образованную в них, причем упомянутая винтовая канавка имеет угол подъема, равный углу подъема резьб. Канавка (40) имеет максимальную глубину, равную по меньшей мере 30 мкм, причем упомянутая глубина составляет самое большее одну пятую часть высоты резьб. В данном резьбовом соединении, возникновение заедания и аномального момента свинчивания может быть предотвращено по время свинчивания без ухудшения прочностных характеристик резьбового соединения. 14 з.п. ф-лы, 1 табл., 14 ил.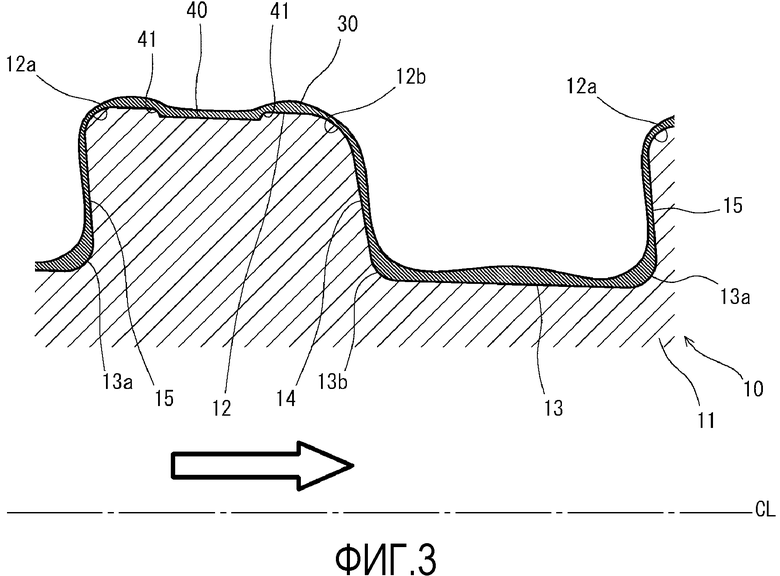
1. Резьбовое соединение для стальных труб, содержащее: трубчатый ниппель, содержащий сужающийся участок с наружной резьбой; и трубчатую муфту, содержащую сужающийся участок с внутренней резьбой, причем упомянутый ниппель и упомянутую муфту свинчивают посредством ввинчивания упомянутого участка с наружной резьбой в упомянутый участок с внутренней резьбой,
причем упомянутое резьбовое соединение для стальных труб включает твердое покрытие, образованное на по меньшей мере одной из поверхности участка с наружной резьбой и поверхности участка с внутренней резьбой, причем упомянутое твердое покрытие обладает текучестью во время нанесения и отверждается после нанесения,
причем упомянутое резьбовое соединение в свинченном состоянии имеет одну из следующих конфигураций: зазоры предусмотрены между вершинами участка с наружной резьбой и впадинами участка с внутренней резьбой, которые обращены к вершинам участка с наружной резьбой, при этом упомянутые вершины и упомянутые впадины представляют собой плоские поверхности; зазоры предусмотрены между впадинами участка с наружной резьбой и вершинами участка с внутренней резьбой, которые обращены к впадинам участка с наружной резьбой, при этом упомянутые впадины и упомянутые вершины представляют собой плоские поверхности; или зазоры предусмотрены между вершинами участка с наружной резьбой и впадинами участка с внутренней резьбой, которые обращены к вершинам участка с наружной резьбой, при этом упомянутые вершины и упомянутые впадины представляют собой плоские поверхности, а также зазоры предусмотрены между впадинами участка с наружной резьбой и вершинами участка с внутренней резьбой, которые обращены к впадинам участка с наружной резьбой, при этом упомянутые впадины и упомянутые вершины представляют собой плоские поверхности,
причем:
из числа плоских поверхностей, снабженных зазором, плоские поверхности, на которых должно быть образовано твердое покрытие, содержат по меньшей мере одну винтовую канавку, предварительно образованную в них, причем упомянутая винтовая канавка имеет угол подъема, равный углу подъема резьб, и
упомянутая канавка имеет максимальную глубину по меньшей мере 30 мкм, причем упомянутая глубина составляет самое большее одну пятую часть высоты резьб.
2. Резьбовое соединение для стальных труб по п.1, в котором:
участок с наружной резьбой и участок с внутренней резьбой каждый включает вершины, впадины, закладные стороны и опорные стороны.
3. Резьбовое соединение для стальных труб по п.1, в котором:
твердое покрытие образовано на участке с наружной резьбой; зазоры предусмотрены между плоскими вершинами участка с наружной резьбой и плоскими впадинами участка с внутренней резьбой; и канавка образована в вершинах участка с наружной резьбой.
4. Резьбовое соединение для стальных труб по п.1, в котором:
твердое покрытие образовано на участке с наружной резьбой; зазоры предусмотрены между плоскими впадинами участка с наружной резьбой и плоскими вершинами участка с внутренней резьбой; и канавка образована во впадинах участка с наружной резьбой.
5. Резьбовое соединение для стальных труб по п.1, в котором:
твердое покрытие образовано на участке с наружной резьбой; зазоры предусмотрены между плоскими вершинами участка с наружной резьбой и плоскими впадинами участка с внутренней резьбой, а также между плоскими впадинами участка с наружной резьбой и плоскими вершинами участка с внутренней резьбой; и канавка образована в вершинах участка с наружной резьбой и в его впадинах.
6. Резьбовое соединение для стальных труб по п.1, в котором:
твердое покрытие образовано на участке с внутренней резьбой; зазоры предусмотрены между плоскими вершинами участка с наружной резьбой и плоскими впадинами участка с внутренней резьбой; и канавка образована во впадинах участка с внутренней резьбой.
7. Резьбовое соединение для стальных труб по п.1, в котором:
твердое покрытие образовано на участке с внутренней резьбой; зазоры предусмотрены между плоскими впадинами участка с наружной резьбой и плоскими вершинами участка с внутренней резьбой; и канавка образована в вершинах участка с внутренней резьбой.
8. Резьбовое соединение для стальных труб по п.1, в котором:
твердое покрытие образовано на участке с внутренней резьбой; зазоры предусмотрены между плоскими вершинами участка с наружной резьбой и плоскими впадинами участка с внутренней резьбой, а также между плоскими впадинами участка с наружной резьбой и плоскими вершинами участка с внутренней резьбой; и канавка образована во впадинах участка с внутренней резьбой и в его вершинах.
9. Резьбовое соединение для стальных труб по любому из пп. 3-8, в котором:
в свинченном состоянии закладные стороны участка с наружной резьбой и закладные стороны участка с внутренней резьбой, которые обращены к закладным сторонам участка с наружной резьбой, не контактируют друг с другом.
10. Резьбовое соединение для стальных труб по любому из п. 1, в котором:
упомянутая канавка имеет форму поперечного сечения, которая является трапецеидальной, прямоугольной, треугольной, изогнутой или эллиптически изогнутой.
11. Резьбовое соединение для стальных труб по любому из п. 1, в котором:
упомянутая канавка содержит закругленные угловые участки в обоих своих концах в поперечном сечении, причем упомянутые закругленные угловые участки имеют радиус кривизны, который меньше, чем радиус кривизны закругленных угловых участков между вершинами и опорными сторонами.
12. Резьбовое соединение для стальных труб по любому из п 1, в котором:
в каждой плоской поверхности, содержащей канавку, упомянутая канавка имеет ширину, в целом, составляющую по меньшей мере одну третью часть полной ширины упомянутой плоской поверхности.
13. Резьбовое соединение для стальных труб по любому из п. 1, в котором:
ниппель и муфта каждый включает упорный участок, причем упомянутые упорные участки приводятся в контакт друг с другом в процессе завинчивания.
14. Резьбовое соединение для стальных труб по любому из п. 1, в котором:
ниппель и муфта каждый включает участок уплотнения, причем упомянутые участки уплотнения контактируют друг с другом в свинченном состоянии.
15. Резьбовое соединение для стальных труб по любому из п. 1, в котором:
участок с наружной резьбой ниппеля и участок с внутренней резьбой муфты каждый образован посредством двухступенчатых резьб или трехступенчатых резьб, содержащих два или три отдельных участка с резьбой вдоль оси трубы.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНОЙ ТРУБЫ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2005 |
|
RU2326285C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

