Изобретение относится к резьбовому соединению для стальной трубы, которое может быть использовано без покрытия компаундированной консистентной смазкой, обычно применяемой при скреплении резьбового соединения для трубы нефтяной скважины, не оказывает вредного воздействия на окружающую среду и организм человека и обладает значительным сопротивлением заеданию, а также к способу его выполнения.
Предпосылки к созданию изобретения
В насосно-компрессорных и обсадных трубах, используемых при бурении нефтяной скважины, как правило, применяют резьбовые соединения. Глубина нефтяных скважин обычно составляет 2000-3000 м. Однако в последние годы осуществляют бурение глубоких нефтяных скважин, как например, на морских нефтепромыслах, глубина которых достигает 8000-10000 м. В условиях применения резьбовых соединений для скрепления этих труб для нефтяной скважины на резьбовые соединения действуют осевая растягивающая сила, вызванная весом труб в нефтяной скважине и самих соединений, совместное внутреннее и внешнее давление и теплота в породе. Следовательно, резьбовые соединения, используемые для труб в нефтяной скважине, должны сохранять свою герметичность без нарушения даже при таких условиях эксплуатации. Кроме того, во время работы по опусканию насосно-компрессорных и обсадных труб в нефтяную скважину из-за различных неполадок происходит ослабление однажды скрепленного соединения, что вызывает необходимость в извлечении труб из нефтяной скважины для их повторного соединения и в их повторном опускании в нефтяную скважину.
Согласно требованиям Американского нефтяного института схватывание, называемое заеданием, не должно происходить, а герметичность должна сохраняться даже при десятикратном скреплении (сборке) и ослаблении (разборке) соединения насосно-компрессорных труб и при трехкратном скреплении и ослаблении соединения обсадных труб. В резьбовом соединении наружная резьба обычно образована на концевой части трубы для нефтяной скважины, а внутренняя резьба - на внутренней поверхности резьбового соединительного элемента. Уплотнительная металлическая часть образуется при соприкосновении и скреплении нерезьбовых для металлического контакта частей, а именно нерезьбовой части для металлического контакта части, образованной у наружного края наружной резьбы, и нерезьбовой контактной части, образованной у внутреннего края внутренней резьбы. Для улучшения сопротивления заеданию и герметичности соединения его при скреплении покрывают вязкой жидкой смазкой, содержащей порошок из тяжелых металлов и называемой «компаундированной консистентной смазкой». Кроме того, поверхность резьбовой части и нерезьбовой части для металлического контакта резьбового соединения подвергают обработке с целью улучшения способности удерживать компаундированную консистентную смазку и способности к скольжению.
Однако, так как высокое давление на поверхность, превышающее предел текучести материала резьбового соединения, особенно действует на нерезьбовую контактную часть резьбового соединения, то может легко произойти заедание. Ранее были предложены различные резьбовые соединения, в которых было улучшено сопротивление заеданию в таком месте. Например, в патенте Японии № 61-79797 описывается резьбовое соединение, в котором резьбовая часть плакирована цинком (Zn) или оловом (Sn), а уплотнительная часть (нерезьбовая часть) плакирована золотом (Au) или платиной (Pt). В патенте Японии №3-78517 описывается трубное соединение, в котором образована пленка из синтетической смолы с дисульфидом молибдена (MoS2), имеющим диаметр частиц 10 мкм или меньше и диспергированным в ней в пропорции 20-90%. В патенте Японии № 8-103784 описывается способ обработки поверхности соединения стальных труб посредством образования пленки из смолы, содержащей дисульфид молибдена, на пленочном слое, химически обработанном фосфатом марганца. В патенте Японии №8-105582 описывается способ обработки поверхности трубного соединения, при которой на нем образуют первый слой, получаемый в результате азотирования, второй слой, получаемый в результате плакирования железом или сплавом железа, и третий слой в виде пленки смолы, содержащей дисульфид молибдена.
Все резьбовые соединения, описанные в вышеупомянутых патентах, предполагают использование компаундированной консистентной смазки. Эти консистентная смазка содержит порошок из тяжелых металлов, как например, из цинка, свинца и меди, и так как нанесенная консистентная смазка смывается при соединении резьб и в некоторых случаях перетекает на наружную поверхность при скреплении соединения, то это, как полагают, оказывает вредное воздействие на окружающую среду, в частности на морские организмы. Кроме того, работа по нанесению компаундированной консистентной смазки не только проводится в худших производственных условиях, но и также может нанести вред организму человека. Следовательно, существует потребность в создании резьбового соединения, не требующего применения компаундированной консистентной смазки.
Однако, при вышеупомянутых прежних способах трудно обеспечить эксплуатационные качества, требующиеся для вышеупомянутых резьбовых соединений. Например, не требует доказательства то, что способы, которые описаны в патентах Японии 5-117870, № 6-10154, № 5-149485 и № 2-885593 и при которых подразумевается нанесение компаундированной консистентной смазки при скреплении резьбового соединения согласно стандарту Американского нефтяного института BUL5A2, связаны с проблемой вредного воздействия на окружающую среду и организм человека.
В последние годы на основании Договора ОСПАР (Осло-Парижского договора) строго регулируется выброс веществ, вредных для окружающей среды и оказывающих влияние на организм человека, во время проходки газовой или нефтяной скважины. Договор ОСПАР был создан посредством объединения в 1992 г. Ослоского договора и Парижского договора, касающихся предотвращения загрязнения морской среды, при этом был отмечен прогресс в охране морской среды в северо-восточной части Атлантического океана. В этом Договоре ОСПАР принцип предотвращения загрязнения окружающей среды был включен как общая обязанность стран-участниц Договора, и это является первой правовой структурой, обладающей законной ограничительной силой. Договор ОСПАР ратифицирован всеми странами, граничащими с северо-восточной частью Атлантического океана, и вступил в силу в 1998 г. С развитием такого глобального строгого контроля за окружающей средой предпринимаются попытки по созданию резьбового соединения, которое не оказывает никакого вредного воздействия на окружающую среду и организм человека при скреплении труб для нефтяной скважины даже во время работы по бурению газовой или нефтяной скважины и которое обладает отличным сопротивлением заеданию. В некоторых местах ограничено использование компаундированной консистентной смазки, которая прежде применялась в резьбовом соединении при скреплении стальных труб для нефтяной скважины.
В качестве резьбового соединения, в котором не используется никакая компаундированная консистентная смазка, было предложено резьбовое соединение с твердой смазочной пленкой, образованной на поверхности. Например, в патентах Японии № 8-233163 и № 9-72467 описывается резьбовое соединение, в котором образована пленка из смолы, содержащей диспергированный в ней дисульфид молибдена (MoS2) или дисульфид вольфрама (WS2). Однако они разлагаются в среде с высокой температурой, образуя сернистый газ (двуокись серы - SO2), и, таким образом, существует вероятность того, что они ненезначительно, но влияют на окружающую среду.
Сущность изобретения
Как объяснялось выше, в настоящее время не существует резьбового соединения, которое может быть многократно использовано без вредного воздействия на окружающую среду, как например, морские организмы и на организм человека, и которое обладает значительным сопротивлением заеданию.
Целью настоящего изобретения является создание резьбового соединения для стальной трубы, обеспечивающей исключение заедания при многократном скреплении или ослаблении соединения в отсутствие применения жидкой смазки, содержащей порошок из тяжелых металлов, как например, компаундированной консистентной смазки и твердой смазочной пленки, содержащей вредное вещество, способное оказать вредное воздействие на окружающую среду или организм человека, и имеющего значительное сопротивление заеданию, и способа выполнения такого резьбового соединения.
Настоящие изобретатели исследовали резьбовое соединение для стальной трубы, снабженное твердой смазочной пленкой, не оказывающей никакого вредного воздействия на окружающую среду или организм человека, и исключающее заедание при многократном скреплении или ослаблении. В результате этого обнаружили, что почти или совсем не происходит воздействия на окружающую среду или организм человека и обеспечивается значительное сопротивление заеданию посредством образования на контактной поверхности резьбового соединения твердой смазочной пленки из смеси одного или нескольких смазочных порошков, выбранных из смазочных порошков из графита, слюды, карбоната кальция или каолина, медного порошка и связующего. Кроме того, обнаружили, что сопротивление заеданию, коррозионная стойкость и герметичность резьбового соединения, используемого при высокотемпературных условиях в скважине, могут быть улучшены посредством предварительного нагрева непокрытой трубы резьбового соединения до определенной температуры и термообработки образованной твердой смазочной пленки после ее образования, что приводит к завершению способа согласно настоящему изобретению.
Таким образом, согласно первому аспекту настоящего изобретения предлагается резьбовое соединение для стальной трубы, содержащее ниппель и муфту с контактной поверхностью, имеющей резьбовую часть и нерезьбовую часть для металлического контакта, отличающееся тем, что, по меньшей мере, на контактной поверхности ниппеля или муфты образована твердая смазочная пленка, содержащая один или несколько смазочных порошков, выбранных из смазочных порошков из графита, слюды, карбоната кальция и каолина, медный порошок и связующее.
Так как в этом резьбовом соединении для стальной трубы согласно первому аспекту настоящего изобретения твердая смазочная пленка образована на контактной поверхности, то не существует никакой опасности вымывания или утечки вещества в условиях эксплуатации резьбового соединения, как это имеет место в случае использования текучей компаундированной консистентной смазки. Следовательно, можно предотвратить загрязнение окружающей среды, в частности морской среды во время бурения газовой или нефтяной скважины.
В резьбовом соединении для стальной трубы согласно первому аспекту настоящего изобретения поверхность медного порошка может быть подвергнута инактивации. Благодаря этой обработке можно еще более повысить безопасность твердой смазочной пленки.
Кроме того, в резьбовом соединении для стальной трубы согласно первому аспекту настоящего изобретения (включая его варианты) массовое отношение (С/В) содержания (С) медного порошка к содержанию (В) смазочного порошка в твердой смазочной пленке составляет 0,5-5,0. В случае такого выполнения еще более улучшается сопротивление заеданию в резьбовом соединении для стальной трубы.
Кроме того, в резьбовом соединении для стальной трубы согласно первому аспекту настоящего изобретения (включая каждый вариант) твердая смазочная пленка может быть образована только на одной поверхности контакта ниппеля или муфты, при этом на другой поверхности контакта может быть образована одно-, двух- или многослойная пленка, выбранная из цинковой пленки или пленки из цинкового сплава, металлической плакирующей пленки, фосфатной пленки, оксалатной пленки, боратной пленки и антикоррозионной пленки. В случае такого выполнения коррозионная стойкость придается также стороне, на которой не образована никакая твердая смазочная пленка, посредством чего может быть еще более повышена эффективность использования резьбового соединения для стальной трубы.
Кроме того, в резьбовом соединении для стальной трубы согласно первому аспекту настоящего изобретения (включая каждый вариант) твердая смазочная пленка может быть образована на поверхности контакта, обработанной для образования подслоя посредством одной из промывки кислотой, абразивной обработки, ударного плакирования цинком или цинковым сплавом, металлизации, слабого азотирования, нанесения слоистого металлического покрытия, фосфатирования и оксалатирования. Благодаря такой обработке повышается прочность сцепления твердой смазочной пленки с контактной поверхностью. Таким образом, может быть получено резьбовое соединение для стальной трубы, в котором затруднено отслаивание твердой смазочной пленки даже в условиях эксплуатации резьбового соединения.
Более того, в резьбовом соединении для стальной трубы согласно первому аспекту настоящего изобретения (включая каждый вариант) твердая смазочная пленка, образованная на контактной поверхности, может быть подвергнута термообработке. Благодаря такой обработке твердая смазочная пленка, образованная на поверхности контакта, становится плотной, при этом улучшается сопротивление заеданию. Кроме того, увеличивается также прочность сцепления, так что может быть получена твердая смазочная пленка, которая трудно отслаивается от поверхности контакта.
Согласно второму аспекту настоящего изобретения предлагается способ образования твердой смазочной пленки на контактной поверхности резьбового соединения для стальной трубы согласно первому аспекту настоящего изобретения (включая каждый вариант), содержащий предварительный нагрев контактной поверхности, на которой должна быть образована твердая смазочная пленка.
При этом способе образования твердой смазочной пленки согласно второму аспекту настоящего изобретения уменьшается стекание покрывающего раствора, когда твердую смазочную пленку наносят на контактную поверхность, улучшается однородность пленки по толщине и обеспечивается дальнейшее увеличение сопротивления заеданию.
Согласно третьему аспекту настоящего изобретения предлагается способ выполнения резьбового соединения для стальной трубы, содержащего ниппель и муфту с контактной поверхностью, имеющей соответственно резьбовую часть и нерезьбовую часть для металлического контакта, и твердую смазочную пленку, образованную на, по меньшей мере, одной контактной поверхности ниппеля или муфты, и этот способ содержит следующие стадии: обработка поверхности контакта, на которой должна быть образована твердая смазочная пленка, для образования подслоя, например промывка кислотой, абразивная обработка, ударное плакирование цинком или цинковым сплавом, металлизация, слабое азотирование, нанесение слоистого металлического покрытия, фосфатирование и оксалатирование;
предварительный нагрев контактной поверхности, на которой должна быть образована твердая смазочная пленка;
образование на контактной поверхности твердой смазочной пленки, содержащей один или несколько видов смазочных порошков, выбранных из порошков из графита, слюды, карбоната кальция и каолина, медный порошок и связующее;
нагрев образованной твердой смазочной пленки.
При этом способе выполнения резьбового соединения для стальной трубы согласно третьему аспекту настоящего изобретения резьбовое соединение для стальной трубы согласно первому аспекту настоящего изобретения (включая каждый вариант) может быть выполнено посредством применения способа образования твердой смазочной пленки согласно второму аспекту настоящего изобретения.
Резьбовое соединение для стальной трубы согласно настоящему изобретению не оказывает вредного влияния на организм человека и окружающую среду по сравнению с применением прежней жидкой смазки, содержащей порошок из тяжелых металлов, как например, компаундированной консистентной смазки, и прежней твердой смазочной пленки. Кроме того, при резьбовом соединении для стальной трубы согласно настоящему изобретению и способу выполнения этого резьбового соединения можно улучшить коррозионную стойкость и герметичность, устранить заедание при многократном скреплении или ослаблении и сохранять эффективность резьбового соединения даже при высокой температуре.
Краткое описание чертежей
Фиг.1 представляет схематический вид сборной конструкции из стальной трубы и резьбового соединительного элемента при перевозке стальной трубы;
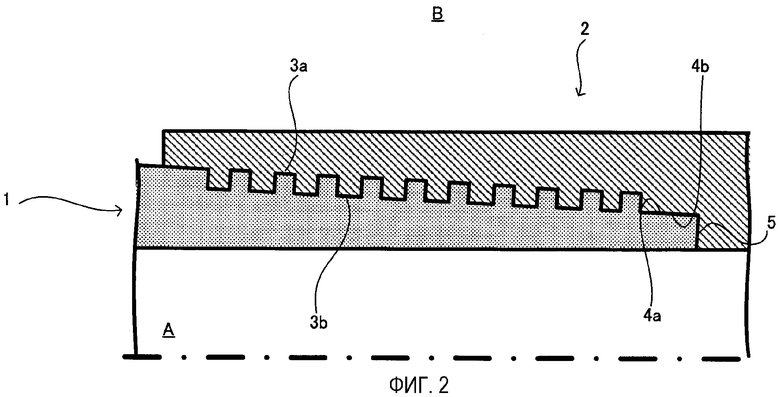
фиг.2 - схематический вид крепежной части резьбового соединения для стальной трубы;
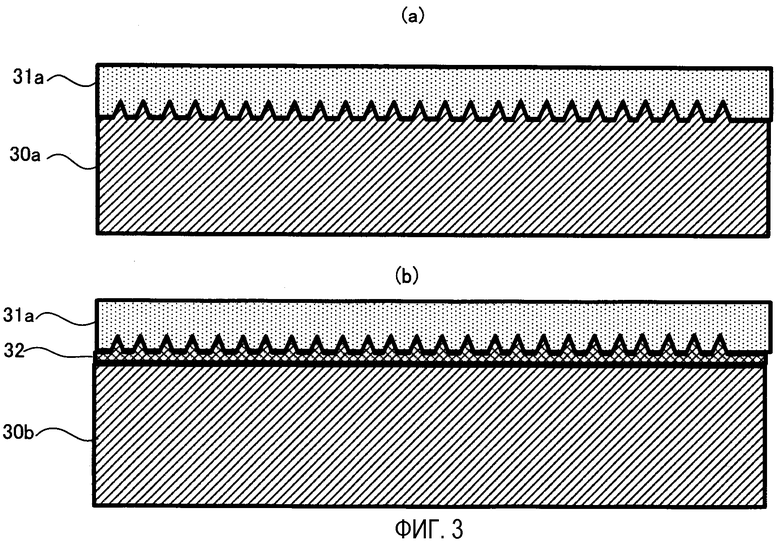
фиг.3 - вид, показывающий варианты придания шероховатости поверхности контакта.
Наилучший вариант осуществления изобретения
Согласно настоящему изобретению предлагается резьбовое соединение для стальной трубы, которое не оказывает вредного воздействия на окружающую среду и организм человека и обладает значительным сопротивлением заеданию. Оно содержит ниппель и муфту с контактной поверхностью, имеющей соответственно резьбовую часть и нерезьбовую часть для металлического контакта, при этом на, по меньшей мере, одной поверхности контакта ниппеля и муфты образована твердая смазочная пленка. Настоящее изобретение будет объяснено ниже на основе вариантов его осуществления, показанных на чертежах.
1. Сборная конструкция с резьбовым соединительным элементом
На фиг.1 показан схематический вид сборной конструкции из трубы для нефтяной скважины и резьбового соединительного элемента при перевозке стальной трубы. Стальную трубу А перевозят в состоянии, в котором муфта 2, имеющая часть 3b с внутренней резьбой, образованной на внутренней поверхности резьбового соединительного элемента В, скреплена с одним из ниппелей 1, имеющих части 3а с наружной резьбой, образованной на наружной поверхности обеих концевых частей.
На фиг.2 показан схематический вид конструкции типичного резьбового соединения для стальной трубы (далее называется также «резьбовым соединением»). Резьбовое соединение состоит из ниппеля 1, содержащего часть 3а с наружной резьбой и нерезьбовую часть 4а для металлического контакта, образованную у концевой части, и муфту 2, имеющую часть 3b с внутренней резьбой и нерезьбовую часть 4b для металлического контакта, образованную на внутренней поверхности резьбового соединительного элемента В. Соответствующие резьбовые части 3а, 3b и нерезьбовые части 4а, 4b для металлического контакта ниппеля 1 и муфты 2 образуют контактную поверхность резьбового соединения, и эти поверхности должны обладать сопротивлением заеданию, герметичностью и коррозионной стойкостью. Ранее с этой целью на указанные поверхности наносили компаундированную консистентную смазку, содержащую порошок из тяжелых металлов, или на поверхностях контакта образовывали пленку смолы с диспергированным в ней дисульфидом молибдена, но при этом существовала вышеописанная проблема, связанная с защитой организма человека или охраной окружающей среды.
Согласно настоящему изобретению благодаря образованию на, по меньшей мере, одной контактной поверхности ниппеля 1 или муфты 2 твердой смазочной пленки, полученной смешиванием одного вида или двух и более видов смазочных порошков, выбранных из порошков из графита, слюды, карбоната кальция и каолина, медного порошка и связующего, воздействие на окружающую среду становится крайне небольшим. В данном случае предпочитается, чтобы медный порошок был инактивирован обработкой его поверхности с целью еще большего повышения безопасности твердой смазочной пленки, образованной на контактной поверхности резьбового соединения согласно настоящему изобретению. Кроме того, предпочитается проводить предварительный нагрев, по меньшей мере, одной контактной поверхности резьбового соединения при образовании твердой смазочной пленки и термообработку образованной твердой смазочной пленки. Благодаря такой обработке можно также улучшить сопротивление заеданию, коррозионную стойкость и герметичность в высокотемпературной среде скважины.
2. Придание шероховатости поверхности контакта
На фиг.3 показаны два варианта придания шероховатости поверхности контакта. Для поддержания сцепляемости твердой смазочной пленки желательно до образования такой пленки придавать шероховатость, по меньшей мере, одной контактной поверхности ниппеля или муфты так, чтобы шероховатость поверхности Rмакс становилась больше, чем шероховатость поверхности (3-5 мкм) после механической обработки. При первом варианте придания шероховатости, показанном на фиг.3,а, придают шероховатость самой стальной поверхности 30а, а твердую смазочную пленку 31а образуют на ней. Примерами такого способа придания шероховатости являются способ абразивной обработки с использованием дроби сферической формы и абразивного материала кубической формы и способ придания шероховатости посредством окунания в концентрированный раствор кислоты, как например, серной кислоты, соляной кислоты, азотной кислоты и плавиковой кислоты.
При втором варианте придания шероховатости, показанном на фиг.3,b, образуют подслой 32, который является еще более шероховатым, чем поверхность стали 30b, и покрывают его твердой смазочной пленкой 31а. При этом выполнении подслой 32 расположен между контактной поверхностью стали 30b и твердой смазочной пленкой 31а. Примерами способов такой обработки для образования подслоя является химический способ образования покрытия посредством фосфатирования и обработки оксалатом или боратом (шероховатость поверхности кристалла увеличивается в соответствии с ростом образовавшегося кристалла), способ плакирования металлом, как например, плакирование медью и железом (так как предпочтительно плакируется выпуклая часть, то поверхность становится несколько более шероховатой), способ ударного плакирования, при котором частицы, полученные покрытием железных сердечников цинком или сплавом цинка и железа, набрасываются под действием центробежной силы или давления воздуха для образования пленки из цинка или сплава цинка и железа, способ слабого азотирования для образования слоя нитрида (например, таффтрида) и способ образования композиционного металлического покрытия, при котором образуют пористую металлическую пленку с диспергированными в ней мелкими твердыми частицами. Примерами способов ударного плакирования являются механический способ плакирования, при котором частицы и плакируемый материал сталкиваются во вращающемся барабане, и способ плакирования, при котором частицы сталкиваются с плакируемым материалом при использовании струйного устройства. При плакировании ударным способом образуется пленка, в которой частицы уложены слоями и прочно соединены между собой, в результате чего образуется пористая пленка с мелкими порами, равномерно распределенными между частицами.
С точки зрения сцепляемости твердой смазочной пленки предпочитается пористая пленка, в частности пленка, образованная при химической обработке фосфатом (фосфатом марганца, фосфатом цинка, фосфатом железа-марганца, фосфатом кальция-цинка), или пленка из цинка или сплава цинка и железа, нанесенная способом ударного плакирования. С точки зрения сцепляемости более предпочтительной является пленка из фосфата марганца, а с точки зрения коррозионной стойкости более предпочтительной является пленка из цинка или сплава цинка и железа.
Поскольку как пленка, образованная посредством химической обработки фосфатом, так и пленка из цинка или сплава цинка и железа, образованная посредством ударного плакирования, являются пористыми, то при образовании на них твердой смазочной пленки усиливается сцепляемость твердой смазочной пленки вследствие так называемого «зацепляющего эффекта», в результате чего трудно вызвать отслаивание твердой смазочной пленки даже при многократном скреплении и ослаблении резьбового соединения, эффективно предотвращается контакт между металлами и еще более улучшаются сопротивление заеданию, герметичность и коррозионная стойкость. Кроме того, благодаря образованию твердой смазочной пленки на пористой пленке смазочный компонент проникает в пористую пленку, что способствует улучшению коррозионной стойкости.
Фосфатную пленку на ниппеле или муфте можно образовывать обычным способом химической обработки, как например, способом окунания и способом напыления. В качестве химического рабочего раствора можно для цинка использовать обычный кислый раствор для фосфатирования. Примером является водный кислый раствор для фосфатирования, содержащий 1-150 г/л ионов фосфора, 3-70 г/л ионов цинка, 1-100 г/л ионов нитрата и 0-30 г/л ионов никеля. Как и обычно, температура жидкости составляет от нормальной температуры до 100°С, а время обработки - до 15 минут в зависимости от желаемой толщины пленки. Для ускорения образования пленки поверхность может быть заранее обработана водным раствором для подготовки поверхности, содержащим коллоидальный титан. Затем после образования фосфатной пленки промывают обычной или горячей водой и высушивают, и эта процедура может быть надлежаще проведена по выбору.
Способ образования плакирующей пленки, состоящей из цинка или цинкового сплава, описан в патенте Японии №59-9312. Согласно этому способу используют материал из частиц, у которых сердцевина на основе железа покрыта цинком или цинковым сплавом, и плакирующая пленка, состоящая из цинка или цинкового сплава, может быть образована на поверхности резьбового соединения из стали различных марок - от углеродистой стали до высоколегированной стали, содержащей 13 масс.% Cr. Так как цинк является более окисляющимся металлом, чем железо, то он является лучше ионизирующимся, чем железо, и придает коррозионную стойкость, предотвращающую коррозию железа.
Так как при настоящем изобретении плакируют только поверхность контакта резьбового соединения, то приемлем способ ударного плакирования, при котором можно осуществлять местное плакирование. Примерами обдувных устройств, которые используют при ударном плакировании, являются устройство для обдувки частицами с использованием текучей среды высокого давления, как например, сжатого воздуха, и механическое устройство с вращающейся крыльчаткой, как например, лопастным колесом, причем может быть применено любое из этих устройств.
При ударных способах плакирования, как например, обдувочном способе плакирования, используют металлические частицы, содержащие цинк или цинковый сплав, по меньшей мере, на своей поверхности. Хотя могут быть использованы частицы, целиком состоящие из цинка или цинкового сплава, предпочитается использовать обдувочный материал, описанный в патенте Японии №59-9312. Этот обдувочный материал состоит из частиц с сердцевиной из железа или железного сплава и с поверхностью, покрытой цинком или цинковым сплавом через слой железоцинкового сплава.
Такие частицы могут быть приготовлены способом, при котором порошкообразные частицы из железа или железного сплава, используемые в качестве сердцевины, покрывают цинком или цинковым сплавом (например, Zn-Fe-Al) посредством химического и/или электролитического плакирования и последующей термообработки для образования слоя железоцинкового сплава на поверхности плакирования, или механическим способом легирования. Может быть также использован имеющийся на рынке материал из таких частиц с обозначением Z Iron, изготавливаемый Dowa Iron Powder Co., Ltd. Содержание железа или железного сплава в таких частицах предпочтительно составляет 20-60 вес.%, а диаметр частиц предпочтительно находится в пределах 0,2-1,5 мм.
Когда эти частицы, у которых сердцевина на основе железа покрыта цинком или цинковым сплавом, направляют к подложке, к ней пристает только цинк или цинковый сплав, который является покрывающим слоем частиц, и на подложке образуется пленка из цинка или цинкового сплава. При этом способе ударного плакирования можно образовывать плакирующую пленку, имеющую лучшую сцепляемость с поверхностью стали независимо от марки стали. Следовательно, на контактной поверхности резьбового соединения, изготавливаемого из различных материалов, начиная от углеродистой стали и кончая высоколегированной сталью, может быть образован пористый слой из цинка или цинкового сплава, обладающего отличной сцепляемостью.
Толщина слоя из цинка или цинкового сплава не имеет особого ограничения, но с точки зрения коррозионной стойкости и сцепляемости предпочитается толщина в 5-40 мкм. Когда толщина меньше, чем 5 мкм, то в некоторых случаях невозможно сохранять достаточную коррозионную стойкость. С другой стороны, когда толщина превышает 40 мкм, то в некоторых случаях несколько снижается сцепляемость с твердой смазочной пленкой.
Благодаря такой обработке для образования подслоя шероховатость поверхности Rмакс предпочтительно составляет 5-40 мкм. Когда шероховатость поверхности меньше, чем 5 мкм, то в некоторых случаях сцепляемость или способность удерживать твердую смазочную пленку становится недостаточной. С другой стороны, когда шероховатость поверхности превышает 40 мкм, то в некоторых случаях трение становится большим, пленка не может выдерживать сдвигающую силу или сжимающую силу, когда подвергается высокому давлению на поверхность, и твердая смазочная пленка легко разрушается или отслаивается. Когда твердую смазочную пленку согласно настоящему изобретению образуют только на ниппеле или муфте, то другой из них подвергают обработке для придания шероховатости, так чтобы шероховатость Rмакс его поверхности предпочтительно была небольшой, например, 1-10 мкм с точки зрения обеспечения долговечности противоположной твердой смазочной пленки.
Конечно, само собой разумеется, что если не проводилась никакая такая обработка для образования подслоя, то цель настоящего изобретения может быть достигнута только посредством образования твердой смазочной пленки на поверхности контакта.
3. Твердая смазочная пленка
3.1. Смазочный порошок
Твердая смазочная пленка согласно настоящему изобретению содержит один или несколько видов порошков, выбранных из порошков из графита, слюды, карбоната кальция и каолина, которые не оказывают никакого вредного воздействия на окружающую среду и организм человека и обладают смазочным действием (далее называются «смазочными порошками»), медный порошок и связующее. Говорят, что все эти смазочные порошки почти или совсем не оказывают нагрузку на морскую среду согласно Осло-Парижскому договору (ОСПАР).
В качестве смазочных порошков согласно настоящему изобретению можно использовать любые имеющиеся на рынке природные или синтетические порошки. Кроме того, с точки зрения обеспечения равномерной диспергируемости в твердой смазочной пленке и улучшения прочности пленки и сопротивления заеданию предпочитаются частицы диаметром 0,5-15 мкм. С точки зрения сопротивления заеданию используют смазочный порошок предпочтительно из графита и слюды, более предпочтительно из графита. Эта твердая смазочная пленка может быть образована нанесением дисперсии, в которой смазочный порошок диспергирован в растворе, содержащем связующее. В этой пленке смазочный порошок прочно сцепляется с поверхностью резьбового соединения непосредственно или через пленку подслоя в состоянии, в котором он диспергирован в связующем.
3.2. Медный порошок
Согласно настоящему изобретению медный порошок содержится в пленке вместе со смазочным порошком. Предпочитается, чтобы медный порошок содержался в определенном соотношении со смазочным порошком, и при таком включении достигается превосходный смазочный эффект. В качестве медного порошка предпочитается использовать не порошок из чистой меди, а медный порошок, который инактивирован улучшением поверхности. Таким образом, может быть получена твердая смазочная пленка, почти или совсем не оказывающая вредного воздействия на организм человека и окружающую среду.
Примерами способов инактивации медного порошка улучшением поверхности являются способ выдерживания медного порошка в высокотемпературной атмосфере для образования на поверхности пленки из окиси меди (CuO), способ нагрева медного порошка в потоке водорода и сероводорода для образования на поверхности пленки из сульфида меди (Cu2S) и способ контактирования с инактиватором металла, как например, бензотриазолом и тиадиазолом для образования их пленки на поверхности меди.
Медный порошок согласно настоящему изобретению может иметь частицы сферической или чешуйчатой формы, причем в любом случае длина самой длинной части предпочтительно составляет 1-20 мкм. Благодаря такой длине может быть обеспечено равномерное диспергирование в твердой смазочной пленке и улучшен смазочный эффект.С точки зрения коррозионной стойкости предпочитается медный порошок с чешуйчатыми частицами.
3.3. Связующее
В твердой смазочной пленке согласно настоящему изобретению в качестве связующего может быть использована органическая смола или неорганическое полимерное соединение.
В качестве органической смолы приемлема смола, обладающая теплостойкостью и соответствующей степенью твердости и сопротивления истиранию. Примерами такой смолы могут быть термореактивные смолы, как например, эпоксидная смола, полиимидная смола, полиамидимидная смола, поликарбодиимидная смола, полиэфирсульфоновая смола, полиэфирэфиркетоновая смола, фенолальдегидная смола и фурановая смола, а также полиэтиленовая смола и силиконовая смола. Для улучшения сцепляемости и сопротивления истиранию у твердой смазочной пленки предпочитается проводить термообработку для отверждения смолы. При этой термообработке для отверждения смолы температура составляет 120°С или выше, предпочтительнее 150-380°С, а продолжительность обработки - предпочтительно 30 минут или больше, предпочтительнее 30-60 минут. В качестве растворителей, используемых при образовании пленки смолы, можно в отдельности или в смеси использовать различные растворители с низкой точкой кипения, включая углеводородные растворители (например, толуол) и спирты (например, изопропиловый спирт).
Неорганическое полимерное соединение - это такое соединение, в структуре которого связи металл-кислород являются трехмерно сшитыми, как например, Ti-O, Si-O, Zr-O, Mn-O и Ba-O. Это соединение может быть образовано гидролизом и конденсацией гидролизуемого металлоорганического соединения, типичным представителем которого является алкоксид металла (может быть использовано гидролизуемое неорганическое соединение, как например, тетрахлорид титана). В качестве алкоксида металла могут быть использованы соединения, в которых алкоксильная группа является низшей алкоксильной группой, как например, метокси, этокси, изопропокси, пропокси, изобутокси, бутокси и третичный бутокси. Предпочтительным алкоксидом металла является алкоксид титана или кремния. Особенно предпочитается алкоксид титана. Между прочим, предпочитается также изопропоксид титана, который обладает отличным пленкообразующим свойством.
Это неорганическое полимерное соединение может содержать алкильную группу, по выбору, замещенной функциональной группой, как например, аминогруппой и эпоксильной группой. Например, может быть использовано металлоорганическое соединение, в котором часть алкоксильной группы замещена алкильной группой, содержащей негидролизуемую функциональную группу, как например, силановое связующее вещество.
Когда связующим является неорганическое полимерное соединение, то добавляют смазочный порошок к раствору алкоксида металла для диспергирования порошка, покрывают дисперсией, по меньшей мере, одну контактную поверхность ниппеля или муфты, увлажняют и в случае необходимости нагревают для проведения гидролиза и конденсации алкоксида металла, в результате чего образуется твердая смазочная пленка, при этом смазочный порошок диспергирован в пленке, состоящей из неорганического полимерного соединения, содержащего связи металл-кислород. В качестве растворителя для алкоксида металла могут быть использованы различные органические растворители, как например, полярные растворители, как например, спирт (например, этиловый спирт, изопропиловый спирт, бутиловый спирт) и кетон, углеводород и галогенированный углеводород. Для ускорения образования пленки алкоксид металла в растворе может быть частично гидролизован до нанесения покрытия. Кроме того, чтобы способствовать гидролизу после нанесения покрытия в раствор алкоксида металла может быть добавлено небольшое количество воды и/или кислоты для гидролизующего катализа.
Хотя увлажнение для проведения гидролиза алкоксида металла можно осуществлять, оставляя на заданное время на воздухе, это увлажнение желательно проводить на воздухе с влажностью 70% или выше. После увлажнения предпочитается проводить нагрев. Термообработка с целью отверждения способствует гидролизу и конденсации гидролизата, а также выходу спирта, который является побочным продуктом гидролиза, что позволяет получить пленку за короткое время, при этом сцепляемость образованной твердой смазочной пленки становится прочной, а сопротивление заеданию улучшается. Этот нагрев предпочитается проводить после испарения дисперсионной среды. Температура нагрева с пользой равна 100-200°С и близка к точке кипения спирта, образующегося в качестве побочного продукта, при этом более эффективным является обдувание горячим воздухом.
3.4. Соотношение компонентов
Предпочитается, чтобы массовое отношение (В/A) содержания (B) смазочного порошка к содержанию (А) связующего в твердой смазочной пленке составляло 0,3-9,0. Когда это массовое отношение меньше, чем 0,3, то влияние на улучшение смазочного свойства образованной твердой смазочной пленки является незначительным, а улучшение в сопротивлении заеданию оказывается недостаточным. Когда это массовое отношение больше, чем 0,9, то возникает проблема, связанная с уменьшением сцепляемости твердой смазочной пленки и с заметным выкрашиванием смазочного порошка из твердой смазочной пленки. В случае, когда, кроме того, требуется сопротивление заеданию, например, в случае определенной величины затягивания резьбовых частей, массовое отношение предпочтительно равно 0,5-7,0. В случае, когда требуется дополнительное сопротивление заеданию, например, в высоколегированной стали, еще более предпочтительным является массовое отношение, равное 0,5-5,0. Кроме того, массовое отношение (С/B) содержания (С) медного порошка к содержанию (В) смазочного порошка предпочтительно равно 0,5-5,0. Когда это массовое отношение меньше, чем 0,5, то влияние на улучшение смазочного свойства образованной твердой смазочной пленки является небольшим, а улучшение в сопротивлении заеданию оказывается недостаточным. Когда указанное массовое отношение превышает 5,0, то существует опасность уменьшения прочности сцепления твердой смазочной пленки и ее деформирующей способности, заметного отслаивания твердой смазочной покрывающей пленки и невозможности сохранения смазочного эффекта при многократных скреплении и ослаблении резьбового соединения. С точки зрения усиливающего действия смазочного порошка и свойства покрытия при образовании твердой смазочной пленки более предпочтительным является массовое отношение, равное 0,5-5,0.
3.5. Толщина пленки
Желательно, чтобы толщина твердой смазочной пленки составляла 5 мкм или более. Смазочный порошок, содержащийся в смазочной пленке, распределяется по всей поверхности контакта, когда он подвергается высокому поверхностному давлению, и обеспечивает отличное сопротивление заеданию. Когда толщина смазочной пленки меньше, чем 5 мкм, то абсолютное количество содержащегося смазочного порошка становится небольшим, влияние на улучшение смазочного свойства уменьшается, а коррозионная стойкость в некоторых случаях оказывается недостаточной. С другой стороны, когда толщина смазочной пленки больше, чем 40 мкм, то возникают проблемы, связанные с недостаточной степенью скрепления, уменьшением герметичности вследствие неплотного резьбового соединения, заеданием, возникающими при увеличении поверхностного давления для сохранения герметичности, и твердая смазочная пленка легко отслаивается. Твердая смазочная пленка, имеющая такую толщину, может быть использована в зависимости от геометрической формы резьбы. С точки зрения снижения выбросов в окружающую среду, экономичности, сопротивления заеданию и коррозионной стойкости предпочитается твердая смазочная пленка толщиной от 10 мкм до 40 мкм.
3.6. Нанесение покрытия
При образовании твердой пленки желательно предварительно нагревать контактную поверхность предпочтительно до температуры 50-200°С и затем наносить пленкообразующий раствор на поверхность. Таким образом, уменьшается стекание пленкообразующего раствора, повышается однородность пленки по толщине и может быть еще больше стабилизировано сопротивление заеданию. Когда температура ниже, чем 50°С, то эти результаты оказываются незначительными, а когда температура превышает 200°С, то замедляется устойчивое образование пленки. Твердая смазочная пленка согласно настоящему изобретению может быть нанесена известными подходящими способами, как например, покрытием кистью, окунанием и распылением сжатым воздухом.
3.7. Третий компонент
К твердой смазочной пленке могут быть в количествах, не ухудшающих сопротивление заеданию, добавлены различные добавки, включая средство против ржавления. Например, добавляя один, два или больше видов порошков из числа цинкового порошка, крона, кремнезема и глиноземного пигмента, можно повысить устойчивость против ржавления самой твердой смазочной пленки. Кроме того, средство против ржавления и пигмент могут быть добавлены в количествах, которые не влияют отрицательно на задачи и результаты настоящего изобретения.
4. Место образования пленки
Вышеописанная твердая смазочная пленка может быть образована на поверхности контакта ниппеля, или муфты, или того и другого. Так как цель настоящего изобретения в достаточной степени достигается образованием пленки только на одной контактной поверхности, то экономично образовывать пленку только на ниппеле или муфте. В этом случае работу по образованию пленки легко проводить в отношении муфты.
Поверхность контакта другого элемента (предпочтительно ниппеля), на которой не образована твердая смазочная пленка согласно настоящему изобретению, может быть непокрытой. В частности, как показано на фиг.1, когда ниппель и муфту временно скрепляют при сборке, то даже если поверхность контакта другого элемента, как например, ниппеля является непокрытой, она прилипает к пленке, образованной на контактной поверхности муфты при сборке, в результате чего может быть также предотвращено образование ржавчины на контактной поверхности ниппеля.
Однако при сборке муфту скрепляют только с ниппелем на одном конце трубы для нефтяной скважины, при этом ниппель на другом конце трубы остается открытым. По этой причине, в частности, для придания такому открытому ниппелю устойчивости против ржавления или устойчивости против ржавления и смазочного свойства, может быть проведена соответствующая обработка поверхности для образования пленки. Конечно, пленка может быть образована на этой поверхности даже тогда, когда другая поверхность контакта не является открытой.
Кроме пористого слоя из цинка или цинкового сплава, используемого при образовании подслоя согласно настоящему изобретению, примерами таких пленок являются металлическая плакирующая пленка, фосфатная пленка, оксалатная пленка и боратная пленка, а также неорганическая пленка на керамической основе (например, пленка с наполнителем, содержащая слои сверхмелких частиц, в которых основным компонентом является окись хрома) и антикоррозионная пленка. Улучшение способности скольжения достигается с помощью пористой пленки из цинка или цинкового сплава, металлической плакирующей пленки и антикоррозионной пленки.
Металлическими плакирующими пленками могут быть, например, цинковая плакирующая пленка, плакирующая пленка из цинкового сплава, никелевая плакирующая пленка, медная плакирующая пленка или меднооловянная плакирующая пленка. Примерами фосфатных пленок являются пленка из фосфата марганца, пленка из фосфата цинка, пленка из фосфата кальция-цинка и пленка из фосфата железа-цинка. В качестве оксалатной пленки может быть пленка из оксалата металла, как например, оксалата железа (FeC2O4) и оксалата никеля (NiC2O4), которая образована окунанием в водный раствор щавелевой кислоты (С2Н2О4). Боратной пленкой может быть пленка из бората металла, как например, бората калия. Эти пленки можно наносить в таком же количестве, как и вышеописанные подобные пленки, и это количество может определяться тем, чтобы в достаточной степени придавать устойчивость против ржавления и/или смазочное свойство, и это количество не должно быть чрезмерным. Эти пленки могут быть из двух или большего числа слоев, когда фосфатную, оксалатную или боратную пленку образуют на пористом слое из цинка или цинкового сплава или металлической плакирующей пленке. В качестве антикоррозионной пленки, конечно, может быть использована любая пленка, которая в сухом или несухом состоянии не оказывает никакого вредного воздействия на окружающую среду и организм человека.
Примеры
Ниже на примерах будет подробнее объяснено настоящее изобретение. В дальнейшем контактная поверхность ниппеля, состоящая из резьбовой части и части для металлического контакта, называется «поверхностью ниппеля», а контактная поверхность муфты, состоящая из резьбовой части и части для металлического контакта, называется «поверхностью муфты».
Поверхности ниппеля и муфты резьбового соединения (наружный диаметр - 17,78 см (7 дюймов), толщина стенки - 1,036 см (0,408 дюйма)), изготовленного из углеродистой стали А, Cr-Mo стали B, 13% Cr стали С и высоколегированной стали Д, приведенных в Таблице 1, подвергали поверхностной обработке так, как это показано в Таблицах 2 и 3. Твердую смазочную пленку образовывали после предварительного нагрева поверхности для образования пленки до температуры около 50°С, за исключением Примера 10 и Сравнительного примера 1. В Таблице 4 показаны условия скрепления резьбового соединения, а в Таблице 5 показаны заедание резьбового соединения и его вредное воздействие на организм человека и окружающую среду. Кроме того, оценивали устойчивость против ржавления, образуя каждую твердую смазочную пленку на отдельно приготовленном опытном образце (70 мм×150 мм×2 мм толщины) и проводя испытание с увлажнением (температура 50°С, влажность 98%, 200 часов). В результате было подтверждено, что во всех Примерах ржавчина не образовывалась.
Химический состав материала резьбового соединения
Остальное - Fe и неизбежные примеси
2. Фосфат марганца (R=10) (t=15)
2. Плакирование медью (t=5)
2. Ударное плакирование цинком (t=7)
2. Фосфат марганца (R=10) (t=12)
2. Фосфат цинка (R=10) (t=15)
2. Фосфат марганца (P=10) (t=15)
2. Фосфат цинка (R=10) (t=15)
2. Фосфат марганца (R=10) (t=15)
2. Фосфат цинка (R=10) (t=15)
2. Фосфат марганца (R=10) (t=15)
2. Фосфат цинка (R=10) (t=15)
2. Фосфат марганца (R=10) (t=15)
2. Фосфат цинка (R=10) (t=15)
2. Фосфат марганца (R=10) (t=15)
2. R обозначает шероховатость поверхности Rмакс (мкм) и t обозначает толщину пленки (мкм).
3. М обозначает массовое отношение содержания смазочного порошка к содержанию связующего, принимаемому за 1, и N обозначает массовое отношение содержания медного порошка к содержанию смазочного порошка, принимаемому за 1
2. Фосфат марганца (t=12)
2. Фосфат марганца (t=15)
2. Фосфат цинка (R=10) (t=15)
2. Фосфат марганца (R=10) (t=15)
2. М обозначает массовое отношение содержания твердого смазочного порошка к содержанию связующего, принимаемому за 1
Условия скрепления
примеры
Пример 1
Резьбовое соединение, изготовленное из углеродистой стали с составом А, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм), на ней образовывали твердую смазочную пленку толщиной 30 мкм из эпоксидной смолы, содержащей графитовый порошок со средним диаметром частиц 5 мкм и медный порошок с максимальной длиной частиц 15 мкм, который был инактивирован поверхностной обработкой. Твердая смазочная пленка содержала графит и эпоксидную смолу в массовом отношении 0,6 к 1 и медный порошок и графит в массовом отношении 1,2 к 1. После образования твердой смазочной пленки проводили термообработку при 180°С в течение 30 минут для отверждения пленки. Поверхность ниппеля подвергали только механическому чистовому шлифованию (шероховатость поверхности 3 мкм). При испытании на скрепление и ослабление резьбового соединения заедания не происходило при десятикратном скреплении и ослаблении резьбового соединения (Таблица 5), что является весьма подходящим. Конечно, само собой разумеется, что в примерах согласно настоящему изобретению графит, медный порошок и эпоксидная смола безвредны для окружающей среды и организма человека, и выделение в окружающую среду является незначительным по сравнению с использованием прежней консистентной смазки в Сравнительном примере 1, описываемом позже.
Пример 2
Резьбовое соединение, изготовленное из Cr-Mo стали с составом В, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм) и затем его поверхность на 10 минут погружали в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования на поверхности пленки из фосфата марганца толщиной 15 мкм, а после этого на ней еще образовывали твердую смазочную пленку толщиной 15 мкм из эпоксидной смолы, содержащей графитовый порошок со средним диаметром частиц 10 мкм и медный порошок с наибольшей длиной частиц 15 мкм. Твердая смазочная пленка содержала графит и эпоксидную смолу в массовом отношении 1 к 1 и медный порошок и графит в массовом отношении 0,5 к 1. После образования твердой смазочной пленки проводили термообработку при 180°С в течение 30 минут для отверждения пленки. Поверхность ниппеля подвергали только механическому чистовому шлифованию (шероховатость поверхности 3 мкм) и на 10 минут погружали в химический рабочий раствор фосфата цинка с температурой 75-85°С для образования пленки из фосфата цинка толщиной 15 мкм. При испытании на скрепление и ослабление резьбового соединения заедания не происходило при десятикратном скреплении и ослаблении резьбового соединения (Таблица 5), что является весьма подходящим.
Пример 3
Резьбовое соединение, изготовленное из 13 Cr стали с составом С, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Для доведения шероховатости поверхности до 10 мкм поверхность муфты подвергали пескоструйной обработке с использованием песка №80, образовывали на ней плакирующую пленку толщиной около 5 мкм и еще образовывали на ней твердую смазочную пленку толщиной 20 мкм из эпоксидной смолы, содержащей порошок слюды со средним диаметром частиц 2 мкм и медный порошок с наибольшей длиной частиц 10 мкм. Твердая смазочная пленка содержала слюду и эпоксидную смолу в массовом отношении 2 к 1 и медный порошок и слюду в массовом отношении 1 к 1. После образования твердой смазочной пленки проводили термообработку при 180°С в течение 30 минут для отверждения пленки. Поверхность ниппеля подвергали только механическому чистовому шлифованию (шероховатость поверхности 3 мкм). При испытании на скрепление и ослабление резьбового соединения заедания не происходило при десятикратном скреплении и ослаблении резьбового соединения (Таблица 5), что является весьма подходящим.
Пример 4
Резьбовое соединение, изготовленное из высоколегированной стали с составом Д, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механической чистовой обработке поверхность муфты (шероховатость поверхности 3 км). Используя частицы с цинковым покрытием, способом ударного плакирования образовывали пористый цинковый плакирующий слой толщиной 7 мкм и на нем образовывали твердую смазочную пленку толщиной 30 мкм из полиамидимидной смолы, содержащей графитовый порошок со средним диаметром частиц 5 мкм и медный порошок с наибольшей длиной частиц 10 мкм. Твердая смазочная пленка содержала графит и полиамидимидную смолу в массовом отношении 4 к 1 и медный порошок и графит в массовом отношении 2,5 к 1. После образования твердой смазочной пленки проводили термообработку при 260°С в течение 30 минут для отверждения пленки. Поверхность ниппеля подвергали только механическому чистовому шлифованию (шероховатость поверхности 3 мкм). При испытании на скрепление и ослабление резьбового соединения заедания не происходило при десятикратном скреплении и ослаблении резьбового соединения (Таблица 5),что является весьма подходящим.
Пример 5
Резьбовое соединение, изготовленное из Cr-Mo стали с составом В, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм) и затем ее погружали на 10 минут в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования на поверхности пленки из фосфата марганца толщиной 12 мкм, а после этого на ней еще образовывали твердую смазочную пленку толщиной 20 мкм из эпоксидной смолы, содержащей графитовый порошок со средним диаметром частиц 10 мкм и медный порошок с наибольшей длиной частиц 10 мкм. Твердая смазочная пленка содержала графит и эпоксидную смолу в массовом отношении 1 к 1 и медный порошок и графит в массовом отношении 0,5 к 1. Подвергали механическому чистовому шлифованию поверхность ниппеля (шероховатость поверхности 3 мкм), только резьбовую часть на конце трубы на 15 минут погружали в химический рабочий раствор фосфата цинка с температурой 80-95°С для образования пленки из фосфата цинка толщиной 15 мкм и на ней еще образовывали такую же твердую смазочную пленку, как и твердая смазочная пленка, образованная на муфте. После образования твердых смазочных пленок как на ниппеле, так и на раструбе, проводили термообработку при 180°С в течение 30 минут для отверждения пленок. При испытании на скрепление и ослабление резьбового соединения заедания не происходило при десятикратном скреплении и ослаблении резьбового соединения (Таблица 5), что является весьма подходящим.
Пример 6
Резьбовое соединение, изготовленное из Cr-Mo стали с составом В, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования на поверхности пленки из фосфата марганца толщиной 12 мкм, а после этого на ней еще образовывали твердую смазочную пленку толщиной 40 мкм из неорганического полимерного соединения со скелетом из Ti-О, содержащего графитовый порошок со средним диаметром частиц 10 мкм и медный порошок с наибольшей длиной частиц 10 мкм. Твердая смазочная пленка содержала графит и неорганическое полимерное соединение со скелетом из Ti-О в массовом отношении 3 к 1 и медный порошок и графит в массовом отношении 0,8 к 1. Твердую смазочную пленку образовывали нанесением пленкообразующего раствора, в котором были диспергированы графит и медный порошок (раствор получали растворением изопропоксида титана в смеси растворителей из ксилола, бутилового спирта и трихлорэтилена в соотношении 3:1:3 для обеспечения вышеуказанной пропорции в отношении TiO2), оставляли это на воздухе на 3 часа для увлажнения и в течение 10 минут обдували горячим воздухом с температурой 150°С. Подвергали механическому чистовому шлифованию поверхность ниппеля (шероховатость поверхности 3 мкм), только резьбовую часть на конце трубы на 15 минут погружали в химический рабочий раствор фосфата цинка с температурой 80-95°С для образования пленки из фосфата цинка толщиной 15 мкм и на ней еще образовывали такую же самую твердую смазочную пленку, как и твердая смазочная пленка, образованная на муфте. При испытании с десятикратным скреплением и ослаблением резьбового соединения незначительное заедание происходило на девятой и десятой операциях скрепления и ослабления резьбового соединения (Таблица 5), но после исправления скрепление и ослабление были возможны вплоть до десятой операции скрепления и ослабления резьбового соединения.
Пример 7
Резьбовое соединение, изготовленное из углеродистой стали с составом А, приведенных в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм) и затем ее погружали на 10 минут в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования пленки из фосфата марганца толщиной 12 мкм, а после этого на ней еще образовывали твердую смазочную пленку толщиной 15 мкм из эпоксидной смолы со смазочным порошком, содержащим порошок из карбоната кальция со средним диаметром частиц 12 мкм и каолин со средним диаметром частиц 10 мкм при одинаковом соотношении, а также медный порошок с наибольшей длиной частиц 10 мкм. Твердая смазочная пленка содержала суммарно карбонат кальция с каолином и эпоксидную смолу в массовом отношении 7,5 к 1 и медный порошок и суммарно карбонат кальция с каолином в массовом отношении 4,0 к 1. После образования твердой смазочной пленки проводили термообработку при 180°С в течение 30 минут для отверждения пленки. Поверхность ниппеля подвергали только механическому чистовому шлифованию (шероховатость поверхности 3 мкм). При испытании с десятикратным скреплением и ослаблением резьбового соединения незначительное заедание происходило на восьмой и последующих операциях скрепления и ослабления резьбового соединения (Таблица 5), но после исправления скрепление и ослабление можно было выполнять вплоть до десятой операции скрепления и ослабления резьбового соединения. Это показывает, что когда массовое отношение медного порошка к карбонату кальция с каолином превышает 3 к 1, то несколько снижается прочность твердой смазочной пленки. Однако в этом случае не имеется никаких проблем в отношении характеристики сопротивления заеданию.
Пример 8
Резьбовое соединение, изготовленное из Cr-Mo стали с составом В, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования пленки из фосфата марганца толщиной 15 мкм, а после этого на ней еще образовывали твердую смазочную пленку толщиной 15 мкм из эпоксидной смолы, содержащей графитовый порошок со средним диаметром частиц 10 мкм и медный порошок с наибольшей длиной частиц 15 мкм. Твердая смазочная пленка содержала суммарно карбонат кальция с каолином и эпоксидную смолу в массовом отношении 7,5 к 1 и медный порошок и карбонат кальция с каолином в массовом отношении 5,5 к 1. После образования твердой смазочной пленки проводили термообработку при 180°С в течение 30 минут для отверждения пленки. Поверхность ниппеля подвергали только механическому чистовому шлифованию (шероховатость поверхности 3 мкм). При испытании с десятикратным скреплением и ослаблением резьбового соединения незначительное заедание происходило на седьмой, восьмой и девятой операциях скрепления и ослабления резьбового соединения (Таблица 5), но после исправления можно было выполнять скрепление и ослабление, но сильное заедание происходило на десятой операции скрепления и ослабления. Это показывает, что когда массовое отношение медного порошка к карбонату кальция с каолином превышает 3 к 1, то несколько снижается прочность твердой смазочной пленки. Однако в отношении характеристики сопротивления заеданию этот случай сравним со случаем в последующих Сравнительных примерах 1 и 2.
Пример 9
Резьбовое соединение, изготовленное из Cr-Mo стали с составом В, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования на поверхности пленки из фосфата марганца толщиной 15 мкм, а после этого на ней еще образовывали твердую смазочную пленку толщиной 15 мкм из эпоксидной смолы, содержащей графитовый порошок со средним диаметром частиц 10 мкм и медный порошок с наибольшей длиной частиц 15 мкм. Твердая смазочная пленка содержала графит и эпоксидную смолу в массовом отношении 1 к 1 и медный порошок и графит в массовом отношении 1,2 к 1. Не проводили термообработку после образования твердой смазочной пленки. Подвергали механическому чистовому шлифованию поверхность ниппеля (шероховатость 3 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата цинка с температурой 75-85°С для образования пленки из фосфата цинка толщиной 15 мкм. При испытании с десятикратным скреплением и ослаблением резьбового соединения незначительное заедание происходило на седьмой, восьмой и девятой операциях скрепления и ослабления резьбового соединения (Таблица 5), и после исправления можно было выполнять скрепление и ослабление, но сильное заедание происходило на десятой операции скрепления и ослабления. Предполагается, что так как после образования твердой смазочной пленки не проводилась термообработка, то прочность твердой смазочной пленки уменьшилась по сравнению с Примером 2 согласно настоящему изобретению, а характеристика сопротивления заеданию была плохой. Однако в отношении характеристики сопротивления заеданию этот случай сравним со случаем в последующих Сравнительных примерах 1 и 2.
Пример 10
Резьбовое соединение, изготовленное из Cr-Mo стали с составом В, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования на поверхности пленки из фосфата марганца толщиной 15 мкм, а после этого на ней еще образовывали твердую смазочную пленку толщиной 15 мкм из эпоксидной смолы, содержащей графитовый порошок со средним диаметром частиц 10 мкм и медный порошок с наибольшей длиной частиц 15 мкм. Твердая смазочная пленка содержала графит и эпоксидную смолу в массовом отношении 1 к 1 и медный порошок и графит в массовом отношении 1,2 к 1. При образовании твердой смазочной пленки не проводили предварительный нагрев поверхности контакта, и образование твердой смазочной пленки осуществляли при комнатной температуре. Подвергали механическому чистовому шлифованию поверхность ниппеля (шероховатость поверхности 3 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата цинка с температурой 75-85°С для образования пленки из фосфата цинка толщиной 15 мкм. При испытании с десятикратным скреплением и ослаблением резьбового соединения незначительное заедание происходило на восьмой и девятой операциях скрепления и ослабления резьбового соединения (Таблица 5), и после исправления можно было выполнять скрепление и ослабление, но сильное заедание происходило на десятой операции скрепления и ослабления резьбового соединения. Предполагается, что так как при образовании твердой смазочной пленки не проводился предварительный нагрев контактной поверхности, то образование пленки занимало некоторое время и вследствие появления натеков толщина пленки становилась несколько неравномерной. Однако в отношении характеристики сопротивления заеданию этот случай сравним со случаем в последующих Сравнительных примерах 1 и 2.
Сравнительный пример 1
Резьбовое соединение, изготовленное из углеродистой стали с составом А, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования на поверхности пленки из фосфата марганца толщиной 15 мкм. В качестве смазки покрывали компаундированной консистентной смазкой в соответствии со стандартом АНИ. Поверхность ниппеля подвергали только механическому чистовому шлифованию (шероховатость поверхности 3 мкм). При испытании с десятикратным скреплением и ослаблением резьбового соединения заедания не происходило вплоть до восьмой операции скрепления и ослабления резьбового соединения (Таблица 5). Однако на девятой операции скрепления и ослабления происходило незначительное заедание, но после исправления скрепление и ослабление можно было выполнять вплоть до десятой операции, завершающей испытание.
Сравнительный пример 2
Резьбовое соединение, изготовленное из Cr-Mo стали с составом В, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 2 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования на поверхности пленки из фосфата марганца толщиной 15 мкм, а после этого на ней образовывали твердую смазочную пленку толщиной 25 мкм из полиамидимидной смолы, содержащей порошок дисульфида молибдена со средним диаметром частиц 5 мкм. Твердая смазочная пленка содержала дисульфид молибдена и полиамидимидную смолу в массовом отношении 2 к 1. На ней образовывали твердую смазочную пленку толщиной 10 мкм из неорганического полимерного соединения со скелетом Ti-O, содержащего порошок дисульфида молибдена со средним диаметром частиц 5 мкм и порошок дисульфида вольфрама со средним диаметром частиц 3 мкм. После образования твердой смазочной пленки проводили термообработку при 260°С в течение 30 минут для отверждения пленки. При испытании с десятикратным скреплением и ослаблением резьбового соединения заедания не происходило вплоть до шестой операции скрепления и ослабления резьбового соединения (Таблица 5). Однако на седьмой операции происходило незначительное заедание, и после исправления оно имело место вплоть до девятой операции, но сильное заедание происходило на десятой операции скрепления и ослабления резьбового соединения.
Сравнительный пример 3
Резьбовое соединение, изготовленное из Cr-Mo стали с составом В, приведенным в Таблице 1, подвергали следующей поверхностной обработке. Подвергали механическому чистовому шлифованию поверхность муфты (шероховатость поверхности 3 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата марганца с температурой 80-95°С для образования на поверхности пленки из фосфата марганца толщиной 15 мкм, а после этого на ней еще образовывали твердую смазочную пленку толщиной 15 мкм из эпоксидной смолы, содержащей только графитовый порошок со средним диаметром частиц 10 мкм. Твердая смазочная пленка содержала графит и эпоксидную смолу в массовом отношении 1 к 1. После образования твердой смазочной пленки проводили термообработку при 180°С в течение 30 минут для отверждения пленки. Подвергали механическому чистовому шлифованию поверхность ниппеля (шероховатость поверхности 3 мкм) и затем ее на 10 минут погружали в химический рабочий раствор фосфата цинка с температурой 75-85°С для образования пленки из фосфата цинка толщиной 15 мкм. При испытании с десятикратным скреплением и ослаблением резьбового соединения заедания не происходило вплоть до четвертой операции скрепления и ослабления резьбового соединения (Таблица 1). Однако при пятой и шестой операциях скрепления и ослабления происходило незначительное заедание, но с седьмой операции наблюдалось сильное заедание вплоть до операции, завершающей испытание.
Как описывалось выше, настоящее изобретение объяснялось в связи с вариантами его осуществления, которые являются наиболее практичными и, как полагают, предпочтительными в настоящее время, но настоящее изобретение не ограничено вариантами его осуществления, изложенными в данном описании, так что возможны соответствующие изменения в таких пределах, которые не противоречат сущности изобретения, изложенной в формуле изобретения и во всем описании, при этом следует учесть, что резьбовое соединение для стальной трубы, сопровождаемое такими изменениями, и способ его изготовления находятся в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ОБРАЗУЮЩАЯ СМАЗОЧНОЕ ПОКРЫТИЕ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В НЕМ | 2013 |
|
RU2604526C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2349825C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2007 |
|
RU2406003C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ И СПОСОБ ОБРАБОТКИ ЕГО ПОВЕРХНОСТИ | 2002 |
|
RU2258170C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ (ВАРИАНТЫ) | 2002 |
|
RU2258859C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2010 |
|
RU2474742C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2360174C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2364781C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СОСТАВ ДЛЯ ФОТООТВЕРЖДАЕМОГО ПОКРЫТИЯ | 2015 |
|
RU2647282C1 |
| СМАЗОЧНАЯ ПЛЕНКООБРАЗУЮЩАЯ КОМПОЗИЦИЯ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2014 |
|
RU2627704C1 |
Изобретение относится к резьбовым соединениям. Резьбовое соединение для стальной трубы содержит ниппель и муфту с контактной поверхностью, имеющей резьбовую часть и нерезьбовую часть для металлического контакта, в котором на, по меньшей мере, контактной поверхности ниппеля или муфты образована твердая смазочная пленка, содержащая один или несколько видов смазочных порошков, выбранных из смазочных порошков из графита, слюды, карбоната кальция и каолина, медный порошок и связующее. Изобретение обеспечивает возможность многократного соединения и ослабления резьбового соединения без вредного воздействия на организм человека и окружающую среду, имеет значительное сопротивление заеданию, коррозионную стойкость и герметичность. 3 н. и 7 з.п. ф-лы, 3 ил., 5 табл.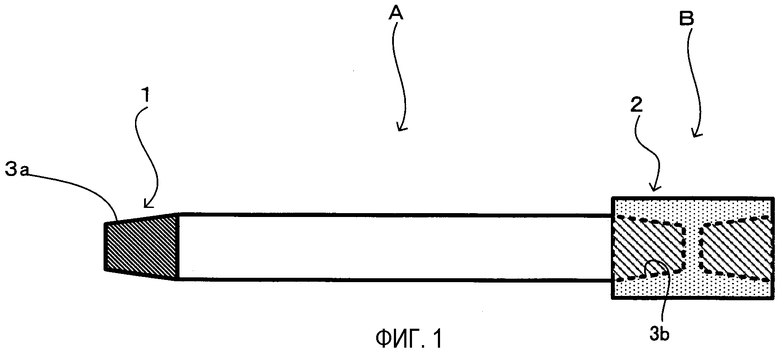
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Резьбовое соединение труб | 1984 |
|
SU1572423A3 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| US 5687999 A, 18.11.1997 | |||
| US 4893658 A, 16.01.1990 | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

