Настоящее изобретение относится к способу изготовления трансформатора с наборным треугольным магнитопроводом. Способ применяется в производстве распределительных и силовых трансформаторов с применением технологии трансформаторов с наборным магнитопроводом.
Применение концепции треугольного магнитопровода в конструкции распределительных и силовых трансформаторов вызывает повышенный интерес. Указывается, что трансформаторы с треугольным магнитопроводом требуют меньше материала магнитопровода по сравнению с планарным магнитопроводом. Они, кроме того, занимают меньшую площадь и имеют полностью симметричную конструкции, что дает некоторые электрические преимущества. Если магнитопровод трансформатора изготовлен по технологии намотки, дополнительно снижается уровень потерь холостого хода. Однако изготовление треугольного магнитопровода является непростой задачей, поскольку он имеет более сложную конструкцию по сравнению с планарным магнитопроводом. Поскольку все три колонны магнитопровода пространственно расположены в трехмерном пространстве, а не в одной плоскости, как обычный магнитопровод трансформатора, производство становится более сложным. Такие применяемые специализированные производственные процессы также требуют специализированной и, следовательно, дорогой инструментальной оснастки.
Способ изготовления трехфазного трансформатора с наборным треугольным магнитопроводом известен из заявки на патент WO 2005/027155. Этот способ содержит этапы, на которых:
а) из листового материала вырезают пластины в форме трапеций заранее определенного размера;
b) складывают эти трапецеидальные пластины для образования четырех сторон трех прямоугольных рамок для получения структуры треугольного магнитопровода с нижним ярмом, верхним ярмом и тремя стержнями магнитной системы трансформатора, соединяющими три вершины нижнего ярма и верхнего ярма;
с) зажимают нижнее ярмо нижними зажимами;
d) снимают верхнее ярмо и надевают три намотанные катушки, содержащие первичные и вторичные обмотки, через каждый вертикальный стержень;
е) устанавливают на место верхнее ярмо и зажимают верхнее ярмо верхними зажимами, зажимают нижние зажимы и верхние зажимы стяжками для получения трансформатора со структурой треугольного магнитопровода.
В этом способе этап с), на котором зажимают нижнее ярмо нижними зажимами, выполняется после того, как три прямоугольные рамки будут установлены в одну структуру треугольного магнитопровода, что необходимо выполнять с применением специальных инструментов, имеющих специализированные средства позиционирования трех прямоугольных рамок в вертикальном положении. Невозможно удержать структуру, сформированную из трех вертикальных прямоугольных рамок, без какого-либо временного защитного средства или какого-либо подобного инструмента для удержания трех рамок, изготовленных из пластин, в нужном положении. Поэтому для этой цели необходимы дополнительные средства, которые могут быть дорогими и трудоемкими.
В европейской заявке на патент EP 121821698, поданной настоящим заявителем, описан способ производства наборного треугольного трансформатора. Этот способ содержит следующие этапы, на которых:
а) создают три стержня магнитопровода, содержащие уложенные друг на друга пластины, где каждый стержень содержит две половины стержня в плоскости поперечного сечения;
b) на три стержня надевают обмотки катушек;
с) соединяют три стержня магнитопровода деталями ярма, в результате чего стержни магнитопровода позиционируются так, что в плоскости сечения, которая проходит перпендикулярно центральной оси магнитопровода трансформатора, для каждого стержня, уложенные друг на друга пластины ориентированы в радиальном направлении и так, что каждая половина стержня магнитопровода имеет множество внешних углов, обращенных к соответствующей половине стержня магнитопровода, соответствующей одному из других стержней, и так, что для каждой из половин стержней множество внешних углов лежит на прямой в пределах бокового допуска ΔА;
d) помещают магнитопровод трансформатора на корпус трансформатора.
В этой заявке на патент три стержня магнитопровода соединяются друг с другом шестью ярмами так, что каждый из двух стержней магнитопровода соединен друг с другом двумя сегментами ярма на противоположных концах стержня и образует отдельную рамку. Такая рамка имеет зажимную структуру в форме зажимных балок, которые стягивают друг с другом сегменты ярма и половины ножек. Предлагаемый треугольный трансформатор можно собирать типичным способом, используя типичные инструменты для позиционирования магнитопровода трансформатора, который зажат только с одной стороны - для установки трех катушек с обмотками для каждого стержня и, затем, зажать стержни с другой стороны. Тем не менее, поскольку такой трансформатор имеет конструкцию, позволяющую производить его в форме трех независимых рамок, имеющих две половины двух стержней и два ярма, соединяющие половины этих стержней, имеется возможность производить наборный треугольный трансформатор новым способом, используя обычные инструменты для сборки деталей трансформатора.
Поэтому объектом изобретения является способ изготовления трансформатора, имеющего форму, представленную в ЕР 121821698.
Суть предлагаемого способа изготовления наборного треугольного трансформатора, содержащего этап, на котором собирают треугольный магнитопровод, освобождают зажимные пластины и сегменты ярма на вершине треугольного магнитопровода и временно их извлекают, позиционируют обмотки катушек на трех открытых стержнях магнитопровода, собирают сегменты верхнего ярма, затягивают их верхними зажимными пластинами и крепежными средствами и помещают магнитопровод трансформатора на корпус трансформатора, заключается в том, что этап сборки треугольного магнитопровода содержит этапы, на которых:
а) позиционируют две половины стержня на пластине основания сборочного стенда в горизонтальном положении, используя нижнюю часть адаптеров для сохранения нужного угла между двумя половинами одного стержня;
b) крепят установленные в нужное положение половины, используя верхнюю часть адаптеров и крепежный пруток, помещенный на стальные шпильки;
с) позиционируют внешнюю зажимную пластину под двумя половинами стержня на одном конце половин стержня;
d) собирают сегмент ярма на одном конце двух половин стержня магнитопровода, где сегмент ярма имеет форму, согласующуюся с формой концов двух противоположных половин стержня магнитопровода;
е) позиционируют внутреннюю зажимную пластину на поверхности сегмента ярма и на двух половинах стержня магнитопровода и стягивают обе зажимные пластины друг с другом, образуя первый зажим рамки;
f) формируют второй зажим рамки на другом конце двух половин стержня магнитопровода, повторяя этапы с)-е);
g) стягивают первый зажим и второй зажим друг с другом крепежным средством;
h) поворачивают одну рамку магнитопровода в вертикальное положение и освобождают крепежный стержень сборочного стенда или сначала освобождают крепежный стержень сборочного стенда, а затем поднимают одну рамку магнитопровода в вертикальное положение;
i) собирают две дополнительные рамки магнитопровода, повторяя этапы а)-h);
j) позиционируют все три рамки магнитопровода в положение упора и стягивают их механически в нижней и верхней частях рамок.
Предпочтительно, во время стягивания внешних зажимных балок с внутренними зажимными пластинами используют крепежные винты.
Предпочтительно, во время стягивания первого зажима и второго зажима друг с другом зажимные средства крепления имеют форму зажимных крепежных полос.
Альтернативно, во время механического стягивания первого зажима со вторым зажимом одной рамки применяют стальные шпильки, ввинченные в противоположные усиливающие элементы.
Предпочтительно, во время механического стягивания всех трех рамок магнитопровода используют винты крепления рамки.
Предпочтительно, крепежные адаптеры адаптированы к форме ярма, имеющего форму дуги, изогнутой по окружности под углом 120°.
Альтернативно, крепежные адаптеры адаптированы к форме ярма, изогнутого в V-образную форму.
Предпочтительно, во время сборки трех рамок магнитопровода в один треугольный магнитопровод между всеми внутренними зажимными пластинами, упирающимися друг в друга, остается воздушный зазор.
Предлагаемый способ упрощает процесс сборки магнитопровода путем разделения оригинального процесса сборки на три идентичные, но гораздо более простые операции, на которых собираются три отдельные рамки. Наконец, все три рамки крепят друг к другу, образуя завершенную структуру треугольного магнитопровода. Отдельные рамки, содержащие два сегмента стержня и два сегмента ярма, можно производить обычным способом, применяя стандартную методологию и инструменты, поэтому отсутствует необходимость в специальной оснастке. Кроме того, от рабочих, выполняющих сборку, не требуется приобретение опыта для производства магнитопровода трансформатора нового типа, поскольку можно применять типичные этапы сборки планарного магнитопровода. Кроме того, такой тип сборки позволяет сократить время производственного цикла, поскольку все три рамки можно изготавливать одновременно. Упрощается также логистика предприятия, поскольку отдельные рамки магнитопровода можно независимо друг от друга транспортировать между сборочными операциями.
Далее следует описание иллюстративного варианта настоящего изобретения со ссылками на чертежи, на которых:
фиг.1 - вид в изометрии магнитопровода трехфазного трансформатора с катушками обмоток, где часть обмоток не показана для иллюстрации части магнитопровода внутри обмоток;
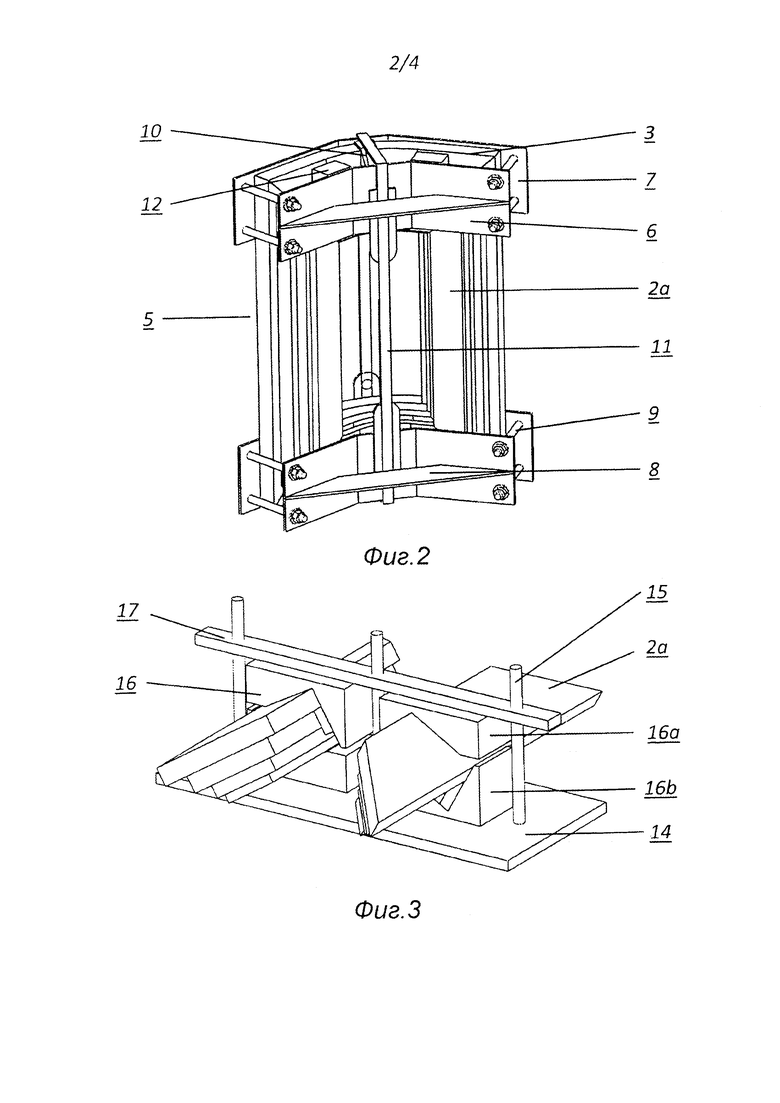
фиг.2 - одна рамка магнитопровода;
фиг.3 - сборочный стенд с сегментами колонн одной рамки магнитопровода;
фиг.4 - сборочный стенд с сегментами колонн и внешней зажимной пластиной одной рамки магнитопровода;
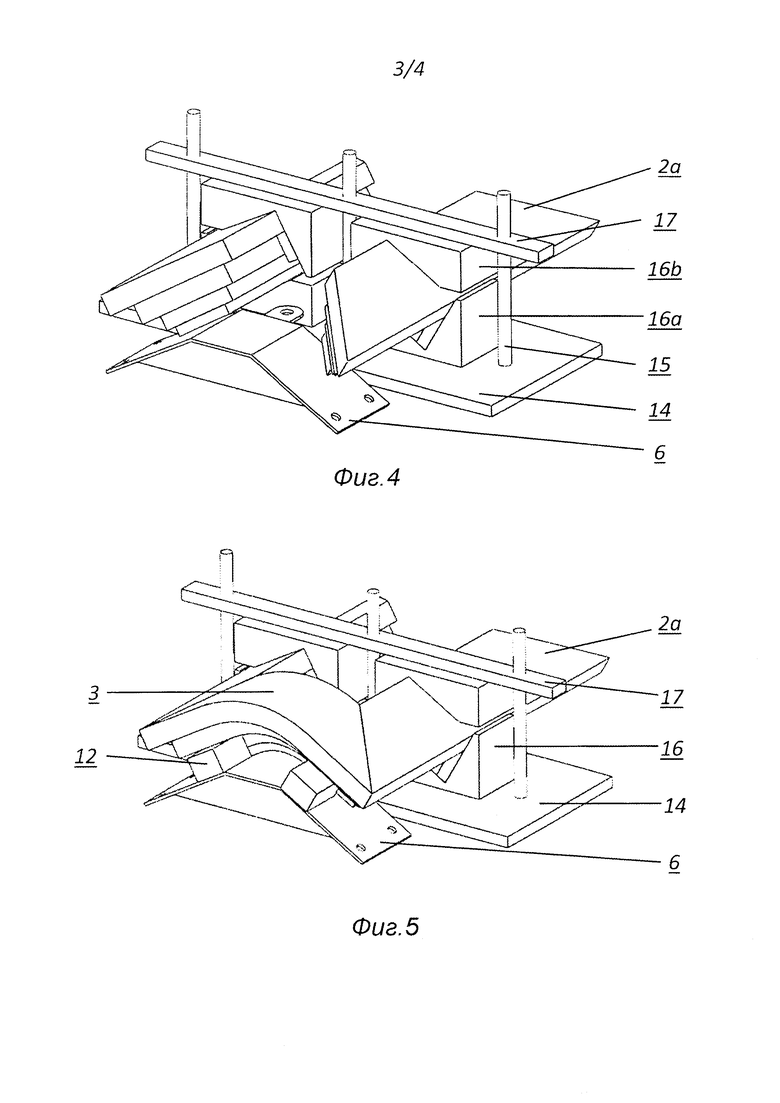
фиг.5 - сборочный стенд с одной рамкой магнитопровода и сегментом ядра на первом конце стержня;
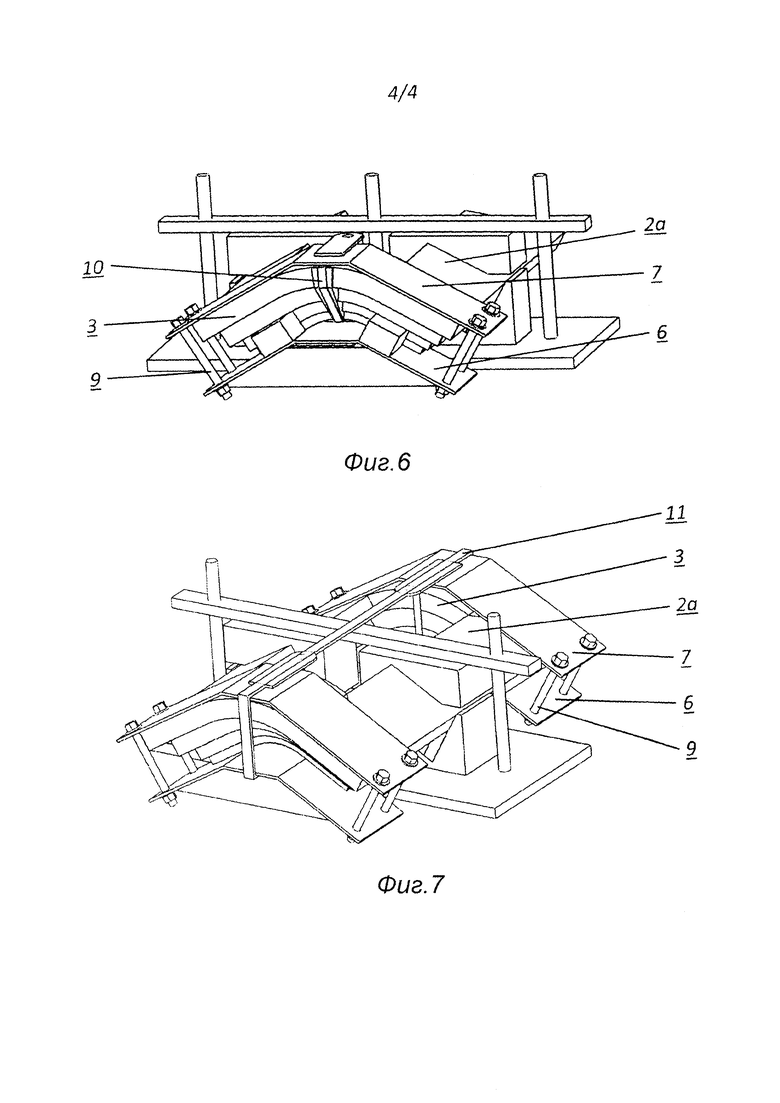
фиг.6 - сборочный стенд с одной рамкой магнитопровода с внутренней зажимной пластиной в первом конце стержня;
фиг.7 - сборочный стенд с одной рамкой магнитопровода с внутренней зажимной пластиной на обоих концах стержня.
Активная часть трансформатора состоит из треугольного магнитопровода 1, содержащего три стержня 2 магнитопровода и шесть сегментов 3 ярма, а также три катушки 4 обмоток, которые расположены на каждом из стержней магнитопровода. Каждый из стержней содержит две симметричные половины 2а, являющиеся зеркальным отражением друг друга в плоскости, перпендикулярной поперечному сечению стержня. Одна половина 2а данного стержня соединена с одной половиной 2а второго стержня через сегменты 3 ярма, на верхнем и нижнем концах стержня соответственно, образуя одну рамку 5 магнитопровода. Сегмент 3 ярма имеет форму дуги, изогнутой под углом 120°. Сегмент 3 ярма может быть выполнен как деталь, имеющая V-образную форму или форму, подобную V-образной, не показанной на чертеже. Каждая из трех рамок магнитопровода механически скреплена внешней 6 и внутренней 7 зажимными пластинами, которые проходят вдоль сегментов 3 ярма. Внешняя зажимная пластина 6 может быть усилена по меньшей мере одним усиливающим элементом 8, имеющим форму плоского металлического листа, или другую форму, не показанную на чертеже. Внутренняя 7 и внешняя 6 зажимные пластины одной рамки 5 магнитопровода стягивают друг с другом крепежными средствами, предпочтительно, зажимными винтами 9 и/или зажимными полосами 10, обмотанными вокруг сегмента 3 ярма, образуя первый и второй зажимы одной рамки 5 магнитопровода, которые расположены на двух противоположных концах рамки 5 и зафиксированы относительно друг друга полосами 11 рамки. В другом варианте конструкции магнитопровода крепление двух противоположных зажимов, первого и второго, можно реализовать с помощью стальных шпилек, ввинченных в противоположные усиливающие элементы 8, что не показано на чертежах. Для равномерного распределения зажимающей силы, действующей на уложенные друг на друга сегменты ярма, между внешними зажимными пластинами 6 и сегментами 3 ярма устанавливают стабилизирующие вставки 12, часто имеющие форму деревянных брусков. Три рамки магнитопровода образуют треугольную форму в плоскости сечения стрежней магнитопровода, и они соединены друг с другом специальными крепежными средствами, предпочтительно винтами 13 рамок. Элементы рамки 5 магнитопровода, а именно стержни 2 и сегменты 3 ярма, изготовлены из стальных пластин, которые заранее вырезаны так, чтобы иметь трапецеидальную форму, и уложены друг на друга. Процесс сборки магнитопровода трансформатора осуществляют с применением сборочного стенда, содержащего плиту 14 основания со стойками 15, на которых расположены два крепежных адаптера 16, имеющих нижнюю часть 16а и верхнюю часть 16b, предназначенные для зажима и фиксации половин 2а стержней во время сборки. Форма и ориентация крепежных адаптеров позволяет удерживать нужный угол между половинами стержней в рамках 5 магнитопровода, который составляет 120°. Верхние части 16b крепежных адаптеров стянуты крепежным бруском 17, проходящим параллельно внешней поверхности адаптеров.
Способ изготовления трансформатора с наборным треугольным магнитопроводом состоит в сборке трех отдельных рамок 5 магнитопровода в один объект, имеющий три стержня 2 магнитопровода и шесть сегментов 3 ярма. При установке катушек 4 с обмотками на каждый стержень 2 магнитопровода образуется треугольный магнитопровод. Для установки всех обмоток 4 сначала сверху нужно освободить зажимные пластины 6 и 7 и сегменты 3 ярма и временно снять их с магнитопровода 1 трансформатора, открыв стержни магнитопровода. Во-вторых, катушки обмоток 4 следует позиционировать на открытых стержнях 2 магнитопровода и вернуть зажимные пластины и сегменты ярма на прежнее место. После стягивания зажимных пластин и сегментов ярма друг с другом активную часть трансформатора помещают в корпус, не показанный на чертежах.
Для сборки отдельной рамки 5 магнитопровода нужен сборочный стенд, описанный выше в иллюстративном варианте. Для сборки отдельной рамки 5 магнитопровода применяют следующие этапы.
Этап а)
Две половины одного стержня 2а устанавливают на плиту 14 основания сборочного стенда в горизонтальном положении, используя нижний адаптер 16а для сохранения нужного угла 120° между двумя половинами 2а одного стрежня 2.
Этап b)
Позиционированные половины фиксируют с помощью верхней части 16b адаптеров и крепежного бруска 17.
Этап с)
Внешнюю зажимную пластину 6 устанавливают под двумя половинами 2а стержня на одном конце половин 2а стержня (фиг.4), применяя дополнительную опорную плиту, не показанную на чертежах.
Этап d)
Устанавливают сегмент 3 ярма, согласующийся по форме с концами двух противоположных половин 2а стержня магнитопровода (фиг.5).
Этап е)
На поверхность сегмента 3 ярма устанавливают внутреннюю зажимную пластину 7 и две половины 2а стержня 2 магнитопровода стягивают друг с другом зажимными пластинами 6 и 7, образующими первый зажим. Для стяжки зажимных пластин 6 и 7 применяют винты 9, фиксирующие зажим.
Этап f)
Внешнюю зажимную пластину 6 устанавливают под двумя половинами 2а стержня на втором конце половин 2а стержня, выступающего из плиты 14 основания, и повторяют этапы d)-e) для другого конца этих двух половин стержня, образуя второй зажим (фиг.7).
Этап g)
Первый зажим и второй зажим, расположенные на двух концах двух половин 2а стержня, стягивают друг с другом крепежным средством, имеющим форму крепежных полос 11, и собирают отдельную рамку 5 магнитопровода.
Этап h)
Отдельную рамку 5 магнитопровода поворачивают в вертикальное положение и крепежный брусок 17 сборочного стенда освобождают. На этом этапе сначала можно освободить крепежный брусок 17 сборочного стенда, а затем поднять отдельную рамку 5 в вертикальное положение.
Этап i)
Далее собирают две дополнительные отдельные рамки 5 магнитопровода, повторяя этапы а)-h).
Этап j)
Все три отдельные рамки магнитопровода устанавливают так, чтобы при виде сверху каждая из внутренних зажимных пластин 7 упиралась в две другие внутренние зажимные пластины 7, и затем рамки магнитопровода механически стягивают крепежными винтами 13 в верхней и в нижней частях рамок. Во время стягивания трех рамок 5 магнитопровода в один треугольный магнитопровод возникает воздушный зазор между поверхностями внутренних зажимных пластин 7, упирающихся друг в друга. Предпочтительно, этот зазор устраняют дальнейшим стягиванием.
Список ссылочных позиций
1 - треугольный магнитопровод
2 - стержни магнитопровода
2а - половина стержня магнитопровода
3 - сегмент ярма
4 - катушка с обмоткой
5 - отдельная рамка магнитопровода
6 - внешняя зажимная пластина
7 - внутренняя зажимная пластина
8 - усиливающий элемент
9 - винты фиксации зажима
10 - полосы фиксации зажима
11 - полосы крепления рамки
12 - стабилизирующие вставки
13 - винты крепления рамки
14 - плита основания
15 - стойки
16 - крепежные адаптеры
16а - нижняя часть адаптера
16b - верхняя часть адаптера
17 - крепежный брусок
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КРЕПЛЕНИЯ ДЛЯ ИЗОЛИРОВАННОГО ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ, СОДЕРЖАЩАЯ КРЕПЕЖНЫЙ ЗАЖИМ И СОЕДИНИТЕЛЬ ДЛЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ ИЗОЛИРОВАННОГО ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ С КРЕПЕЖНЫМ ЗАЖИМОМ, И СПОСОБ СБОРКИ УКАЗАННОЙ СИСТЕМЫ | 2013 |
|
RU2546680C1 |
| УСТРОЙСТВА, СИСТЕМЫ И СПОСОБЫ ДИСТРАКЦИОННОГО ОСТЕОГЕНЕЗА | 2019 |
|
RU2766523C1 |
| Стенд для сборки,опрессовки и кантования остовов силовых трансформаторов | 1985 |
|
SU1356021A1 |
| Способ изготовления трехфазного силового трансформатора | 2022 |
|
RU2789184C1 |
| ПРОСТРАНСТВЕННЫЙ ЛЕНТОЧНЫЙ МАГНИТОПРОВОД | 2020 |
|
RU2753190C1 |
| ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО, ИМЕЮЩЕЕ ПРИЖИМНЫЕ ПЛИТЫ ДЛЯ СТЯГИВАНИЯ НАМАГНИЧИВАЕМОГО СЕРДЕЧНИКА | 2019 |
|
RU2741441C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО КРИВОНОСОВА | 1992 |
|
RU2041515C1 |
| ПРОТЕЗНАЯ СИСТЕМА ЗАМЕНЫ КЛАПАНА | 2022 |
|
RU2831377C2 |
| ТРЕХФАЗНЫЙ МАГНИТНЫЙ СЕРДЕЧНИК ДЛЯ МАГНИТОИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2635098C1 |
| Стенд для сборки магнитопроводов | 1986 |
|
SU1385154A1 |

Изобретение относится к электротехнике. Технический результат состоит в упрощении изготовления. Способ содержит этап сборки треугольного магнитопровода (1), содержащий следующий этапы, на которых: а) позиционируют две половины (2а) стержня на пластине (14) основания сборочного стенда в горизонтальном положении, используя нижнюю часть (16а) адаптеров для сохранения нужного угла между двумя половинами (2а) одного стержня (2); b) крепят установленные в нужное положение половины, используя верхнюю часть (16b) адаптеров и крепежный брусок (17), помещенный на стальные шпильки (15); с) позиционируют внешнюю зажимную пластину (6) под двумя половинами (2а) стержня на одном конце половин (2а) стержня; d) собирают сегмент (3) ярма на одном конце двух половин (2а) стержня (2) магнитопровода, где сегмент ярма имеет форму, согласующуюся с формой концов двух противоположных половин (2а) стержня магнитопровода; е) позиционируют внутреннюю зажимную пластину (7) на поверхности сегмента (3) ярма и на двух половинах (2а) стержня магнитопровода и стягивают обе зажимные пластины (6) и (7) друг с другом, образуя первый зажим рамки (5); f) формируют второй зажим рамки (5) на другом конце двух половин (2а) стержня (2) магнитопровода, повторяя этапы с)-е); g) стягивают первый зажим и второй зажим друг с другом крепежным средством; h) поворачивают отдельную рамку (5) магнитопровода в вертикальное положение и освобождают крепежный брусок (17) сборочного стенда или сначала освобождают крепежный брусок (17) сборочного стенда, а затем поднимают отдельную рамку (5) магнитопровода в вертикальное положение; i) собирают две дополнительные рамки (5) магнитопровода, повторяя этапы а)-h); j) позиционируют все три рамки (5) магнитопровода в положение упора и механически стягивают их в нижней и верхней частях рамок. 7 з.п. ф-лы, 7 ил.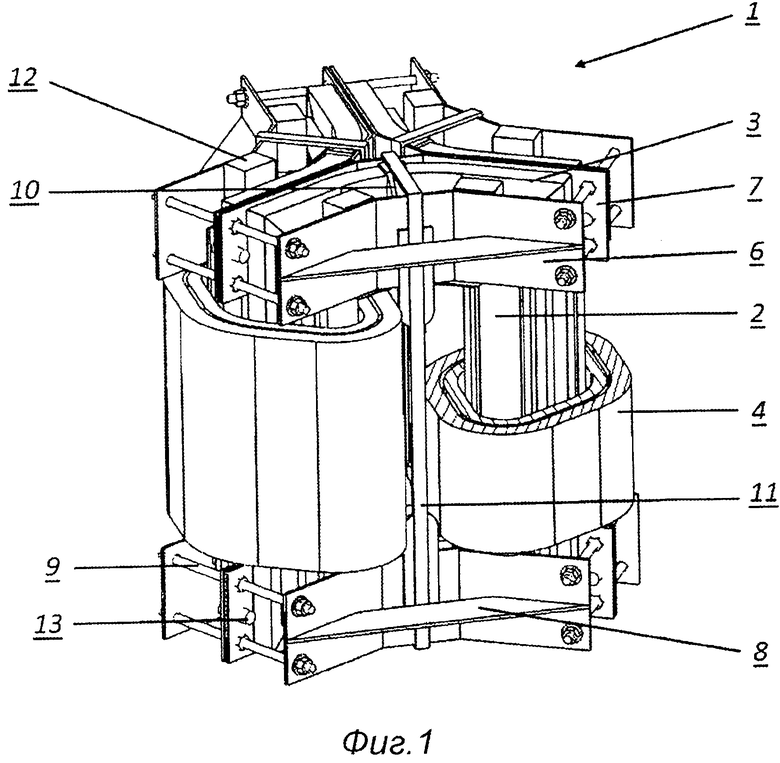
1. Способ изготовления наборного треугольного трансформатора, имеющего три стержня (2), содержащих уложенные друг на друга пластины, при этом каждый из стержней в плоскости сечения имеет две половины (2а), и имеющего шесть сегментов (3) ярма, с применением сборочного стенда с плитой (14) основания, крепежными адаптерами (16) и крепежным бруском (17), при этом способ содержит этап, на котором собирают треугольный магнитопровод (1), освобождают зажимные пластины (6, 7) и сегменты (3) ярма на верхней части треугольного магнитопровода (1) и временно снимают их с магнитопровода (1) трансформатора, устанавливают катушки (4) с обмотками на три открытых стержня (2) магнитопровода, собирают верхние сегменты (3) ярма и стягивают их зажимными пластинами (6, 7) и крепежными средствами и помещают магнитопровод (1) трансформатора в корпус трансформатора, отличающийся тем, что этап сборки треугольного магнитопровода (1) содержит следующие этапы, на которых:
а) позиционируют две половины (2а) стержня на пластине (14) основания сборочного стенда в горизонтальном положении, используя нижнюю часть (16а) адаптеров для сохранения нужного угла между двумя половинами (2а) одного стержня (2);
b) крепят установленные в нужное положение половины, используя верхнюю часть (16b) адаптеров и крепежный брусок (17), помещенный на стальные шпильки (15);
с) позиционируют внешнюю зажимную пластину (6) под двумя половинами (2а) стержня на одном конце половин (2а) стержня;
d) собирают сегмент (3) ярма на одном конце двух половин (2а) стержня (2) магнитопровода, где сегмент ярма имеет форму, согласующуюся с формой концов двух противоположных половин (2а) стержня магнитопровода;
е) позиционируют внутреннюю зажимную пластину (7) на поверхности сегмента (3) ярма и на двух половинах (2а) стержня магнитопровода и стягивают обе зажимные пластины (6) и (7) друг с другом, образуя первый зажим рамки (5);
f) формируют второй зажим рамки (5) на другом конце двух половин (2а) стержня (2) магнитопровода, повторяя этапы с)-е);
g) стягивают первый зажим и второй зажим друг с другом крепежным средством;
h) поворачивают отдельную рамку (5) магнитопровода в вертикальное положение и освобождают крепежный брусок (17) сборочного стенда или сначала освобождают крепежный брусок (17) сборочного стенда, а затем поднимают отдельную рамку (5) магнитопровода в вертикальное положение;
i) собирают две дополнительные рамки (5) магнитопровода, повторяя этапы а)-h);
j) позиционируют все три рамки (5) магнитопровода в положение упора и механически стягивают их в нижней и верхней частях рамок.
2. Способ по п. 1, отличающийся тем, что на этапе е) стягивания друг с другом внешних зажимных пластин (6) и внутренних зажимных средств (7) применяют винты (9) фиксации зажима.
3. Способ по п. 1, отличающийся тем, что на этапе g) для стягивания первого зажима и второго зажима друг с другом используют средство фиксации зажима в форме полос (10), фиксирующих зажим.
4. Способ по п. 1, отличающийся тем, что на этапе g) для механического стягивания первого зажима со вторым зажимом отдельной рамки (5) применяют стальные шпильки, ввинченные в противоположные усиливающие элементы (8).
5. Способ по п. 1, отличающийся тем, что на этапе j) для механического стягивания всех трех отдельных рамок (5) магнитопровода применяют винты (13) крепления рамок.
6. Способ по п. 1, отличающийся тем, что на этапе d) используют крепежные адаптеры (16), адаптированные к форме ярма (3), имеющего форму дуги, согнутой под углом 120°.
7. Способ по п. 1, отличающийся тем, что на этапе d) используют крепежные адаптеры (16), адаптированные к форме ярма (3), имеющего V-образную форму с углом 120°.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что во время сборки трех рамок (5) магнитопровода в один треугольный магнитопровод на этапе f) воздушный зазор остается между внутренними зажимными пластинами (7), упирающимися друг в друга.
| Устройство для автоматической разгрузки гидравлического классификатора | 1984 |
|
SU1233936A1 |
| FR 1220435 A, 24.05.1960 | |||
| Погрузчик | 1976 |
|
SU667494A1 |
| WO 2005027155 A1, 24.03.2005 | |||
| US 5691686 A, 25.11.1997 | |||
| НАМОТАННЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2241271C2 |

