ОБЛАСТЬ ТЕХНИКИ
Изобретение в целом относится к анодированной катушке для использования в электродвигателях, реле, электромагнитах соленоидов и тому подобном. Конкретнее, раскрытое изобретение относится к анодированной катушке, имеющей медную жилу и диэлектрический слой анодированного металла, сформированный частично или полностью после того, как была сформирована катушка.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Изолирование токопроводящего провода, используемого для формирования катушки или подобного проводящего изделия, в целом является общепризнанным и может предприниматься рядом способов, в том числе покрытием провода органическим полимеризованным материалом. Согласно этому подходу, любое из некоторых органических покрытий провода, выбранных из группы, состоящей из пластмассы, резин и эластомеров, будет давать эффективную изоляцию на проводящем материале. Сегодня, большинство, если не все, электромагнитные катушки используют изолированный полимером провод.
Однако, несмотря на то, что эти материалы демонстрируют хорошие диэлектрические свойства и обладают способностью выдерживать высокие напряжения, они компрометируются своими плохими эксплуатационными характеристиками при температурах выше 220°C, а также своей неспособностью эффективно рассеивать омический или резистивный нагрев, когда используются в катушечных обмотках. (Неорганическая изоляция, такая как стекло, слюда или некоторые керамики, выдерживают температуры, большие чем 220°C, но страдают от излишней хрупкости для большинства применений.)
В дополнение, к покрытию проводящего материала органическим веществом, электропроводящие материалы, такие как медь и алюминий, могут анодироваться для обеспечения некоторой степени изоляции. В случае медной жилы известно, что анодирование этого материала должно давать неудовлетворительные результаты вследствие растрескивания. Можно, гальванически покрывать медь слоем алюминия, но этот подход в целом дает нежелательные результаты в показателях долговечности покрытия. В случае алюминиевой жилы, медь может плакироваться на жиле, но дает в результате неудовлетворительный электрический коэффициент полезного действия.
Электрически изолированный проводник для передачи сигналов или тока, имеющий сплошную или витую медную жилу различных геометрий всего лишь с единственным электрически изолирующим и теплопроводным слоем анодированного алюминия (оксида алюминия), раскрыт в патенте США № 7572980. Как описано в патенте ‘980, устройство изготавливается посредством формирования тонкого листа или фольги одинаковой толщины из алюминия для обертывания жилы из медного проводящего сплава. Алюминий имеет свою наружную поверхность, частично анодированную, до или после формирования жилы, в электрохимическом процессе для формирования единого слоя оксида алюминия.
Несмотря на то что описанные выше усовершенствования представляют собой улучшения в данной области техники изолирования проводов, остается место в данной области техники для дальнейшего улучшения. Например, известные подходы неполноценны вследствие царапания или растрескивания оксидного слоя при наматывании на шпульку для формирования катушки, если провод полностью анодирован до этапа намотки.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Раскрытое изобретение улучшает технологии электрических проводников и преодолевает несколько недостатков, известных в предшествующем уровне техники. В частности, раскрытое изобретение предусматривает способ анодирования провода, имеющего медную жилу и слой металла, такого как алюминий, сформированный на медной жиле, при этом провод частично или полностью анодируется после того, как провод был намотан в катушку на шпульке. Алюминий проявляет хорошие электроизолирующие свойства при его анодировании. Несмотря на то что алюминий является предпочтительным металлом для покрытия медной жилы, согласно раскрытому изобретению, другие неограничивающие примеры металлов, которые также демонстрируют электроизолирующие свойства при анодировании, включают в себя титан, цинк и магний. Такие металлы, в качестве альтернативы, могут формироваться поверх медной жилы. Этап анодирования, предпринимаемый до намотки и завершаемый после намотки или предпринимаемый полностью после намотки, дает в результате диэлектрический слой оксида металла (такого как оксид алюминия), покрывающий медную жилу. Диэлектрический слой электрически изолирует медную жилу, при этом являясь теплопроводным для рассеяния тепла, вырабатываемого вследствие нормальной эксплуатации. Медная жила может быть сплошной жилой или может быть сформирована из множества медных проволок.
Согласно одному варианту способа раскрытого изобретения, плакированный провод частично анодируется до намотки на шпульке для формирования катушки. Частично анодированный провод может промываться для удаления остаточного электролитного материала перед намоткой. Промытый провод также может отжигаться перед намоткой. Как только частично анодированный провод намотан на шпульку для формирования катушки, намотанный в катушку провод затем анодируется для завершения процесса анодирования. Намотанный в катушку провод может промываться для удаления остаточного электролитного материала. Может последовать отжиг.
Согласно другому варианту способа раскрытого изобретения, плакированный провод наматывается на шпульку для формирования катушки. Намотанный в катушку провод затем анодируется. После полного анодирования, намотанный в катушку провод может промываться для удаления остаточного электролитного материала. Отжиг может следовать за промывкой.
Согласно другому варианту способа раскрытого изобретения формируют медную жилу; обертывают, по существу, упомянутую медную жилу в слой металла, обладающего электрически изолирующими свойствами при анодировании; наматывают покрытую металлом медную жилу на шпульку для формирования катушки; и анодируют по меньшей мере некоторую часть упомянутого слоя металла, чтобы сформировать диэлектрический слой оксида металла.
Согласно предпочтительному варианту способа дополнительно осуществляют промывание для удаления остаточного электролитного материала вслед за этапом анодирования.
Согласно предпочтительному варианту способа дополнительно осуществляют отжиг вслед за этапом промывания.
Согласно предпочтительному варианту способа дополнительно частично анодируют по меньшей мере некоторую часть упомянутого слоя металла, чтобы сформировать диэлектрический слой оксида металла перед упомянутым этапом намотки.
Согласно предпочтительному варианту способа дополнительно осуществляют промывание для удаления остаточного электролитного материала вслед за упомянутым этапом частичного анодирования.
Согласно предпочтительному варианту способа дополнительно осуществляют отжиг вслед за этапом промывания после упомянутого этапа частичного анодирования.
Согласно предпочтительному варианту способа упомянутый диэлектрический слой оксида металла содержит, по существу, однородный слой оксида металла.
Согласно предпочтительному варианту способа, упомянутый слой металла, нанесенный на упомянутую медную жилу, является металлическим листом, который механически сформирован на упомянутой медной жиле.
Согласно предпочтительному варианту способа, медная жила содержит множество отдельных медных проволок.
Согласно предпочтительному варианту способа, упомянутый металл выбран из группы, состоящей из алюминия, титана, цинка и магния.
Согласно варианту изобретения изолированный проводник может быть подготовлен упомянутым способом.
Согласно другому варианту способа, формируют медную жилу; обертывают, по существу, упомянутую медную жилу в слой металла, обладающего электрически изолирующими свойствами при анодировании; анодируют часть упомянутого слоя металла, чтобы сформировать диэлектрический слой оксида металла; и наматывают покрытую частично окисленным металлом медную жилу на шпульку, чтобы сформировать катушку.
Согласно предпочтительному варианту способа, осуществляют промывание для удаления остаточного электролитного материала вслед за этапом анодирования.
Согласно предпочтительному варианту способа, осуществляют отжиг вслед за этапом промывания.
Согласно предпочтительному варианту способа, анодируют намотанную катушку.
Согласно предпочтительному варианту способа, упомянутый металл выбран из группы, состоящей из алюминия, титана, цинка и магния.
Согласно другому варианту способа, формируют медную жилу; обертывают, по существу, упомянутую медную жилу в слой металла, обладающего электрически изолирующими свойствами, при анодировании; анодируют часть упомянутого слоя металла, чтобы сформировать диэлектрический слой оксида металла; наматывают покрытую частично окисленным металлом медную жилу на шпульку, чтобы сформировать катушку; и завершают анодирование катушки на упомянутой шпульке.
Согласно предпочтительному варианту способа, осуществляют промывание для удаления остаточного электролитного материала вслед за каждым этапом анодирования.
Посредством формирования катушки любым из обсужденных выше вариантов способа раскрытого изобретения, присутствие микротрещин в оксидном слое может уменьшаться или полностью устраняться. Провод, имеющий уменьшенное количество микротрещин или не имеющий микротрещин, согласно способу раскрытого изобретения может быть полезен в широком многообразии применений, где требуется намотанный в катушку провод или подобный проводящий материал, таких как для генераторов, генераторов переменного тока транспортных средств и для подсистем, связанных с генераторами, генераторами переменного тока и стабилизаторами. Соответственно, раскрытое изобретение может быть полезным при производстве транспортных средств внутреннего сгорания, так и транспортных средств с гибридным приводом, и систем для транспортных средств с гибридным приводом. Более того, раскрытое изобретение может найти применение в электромагнитах и в любом электродвигателе, который требует эффективного рассеяния тепла и который работает при высоких температурах. Соответственно, раскрытое изобретение может найти применение в локомотивной и авиакосмической отраслях промышленностях, а также в промышленности автомобильных транспортных средств.
Эти и другие преимущества и признаки раскрытого изобретения будут без труда очевидны из последующего подробного описания предпочтительных вариантов осуществления, когда воспринимаются в связи с прилагаемыми чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для более полного понимания этого изобретения, далее должна быть сделана ссылка на варианты осуществления, подробно проиллюстрированные на прилагаемых чертежах и описанные ниже, в качестве примеров изобретения, на которых:
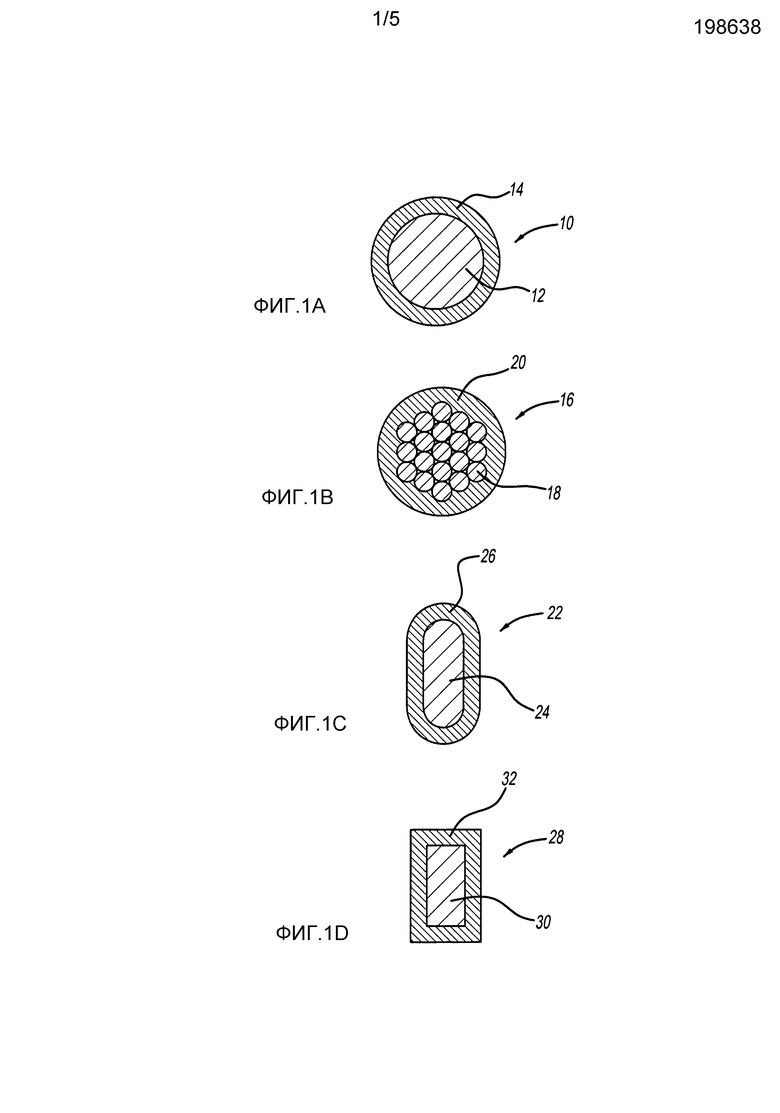
фиг. 1A-1D - виды в разрезе проводов, проиллюстрированных после покрытия слоем металла;
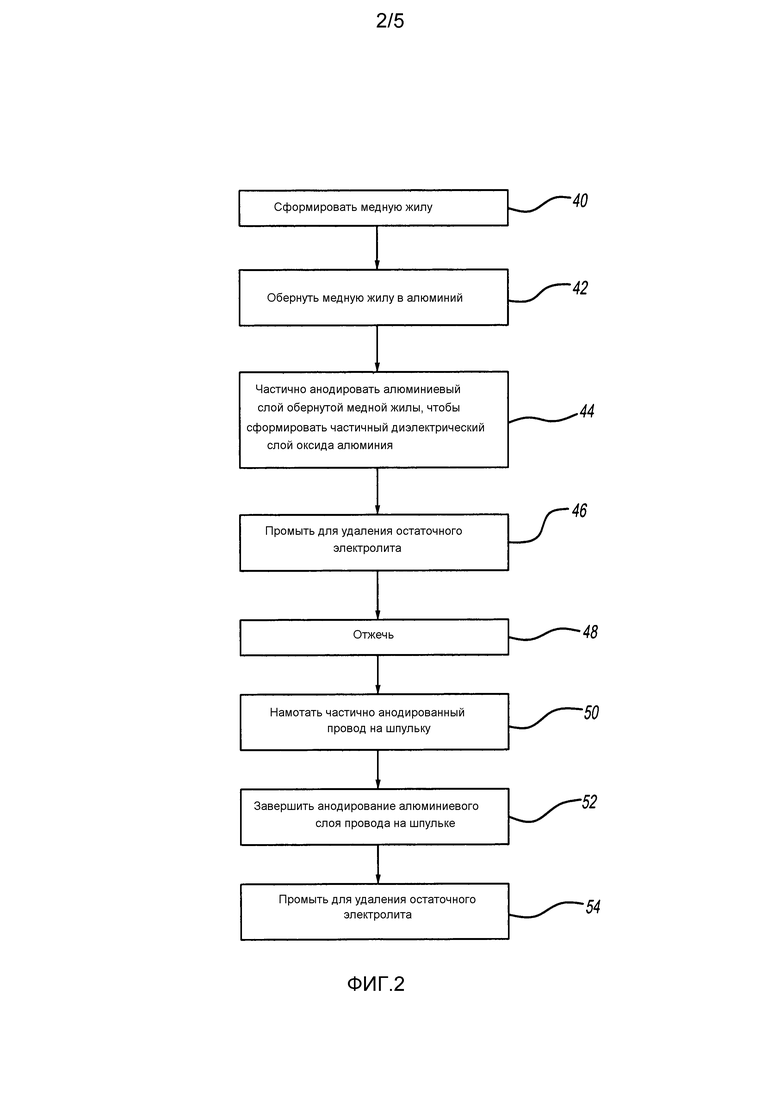
фиг. 2 - блок-схема последовательности операций способа, описывающая первый вариант способа анодирования провода для катушки, показанного на фиг. 1A-1D, при этом провод частично анодирован до этапа намотки провода на шпульке, согласно раскрытому изобретению;
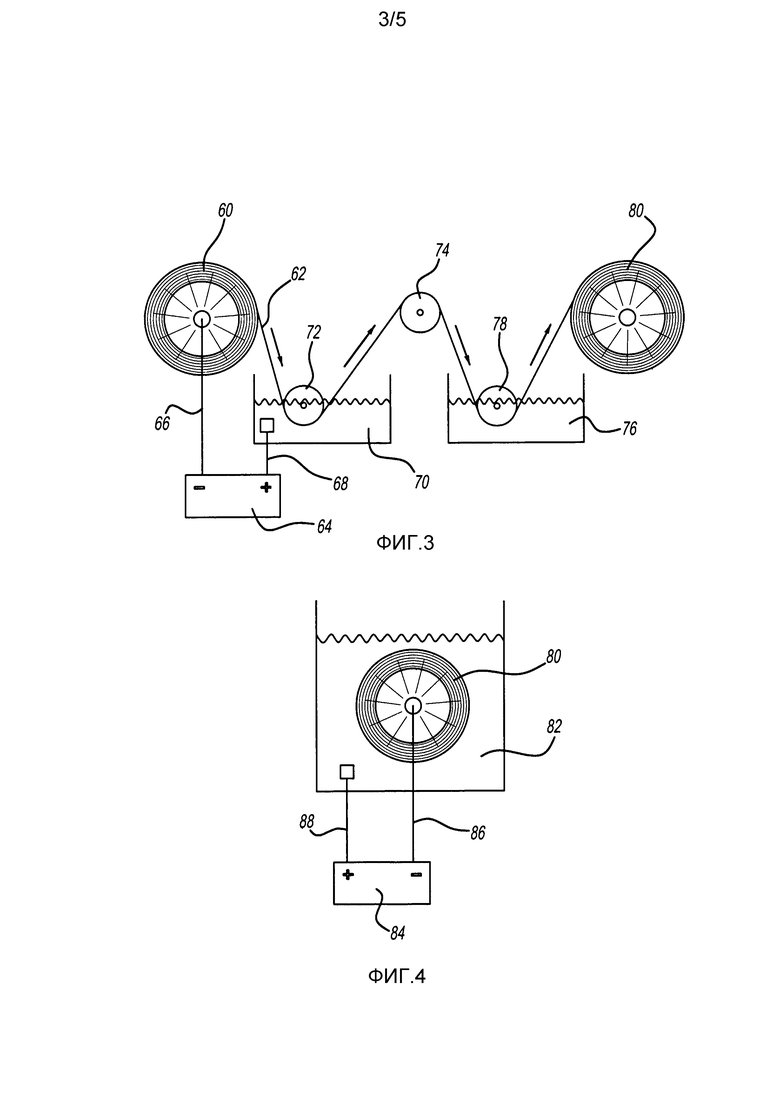
фиг. 3 - графическое представление непрерывного процесса для частичного анодирования покрытой металлом медной жилы, сопровождаемого этапами промывания, а затем намотки частично анодированного провода на шпульку, согласно первому варианту осуществления способа раскрытого изобретения;
фиг. 4 - графическое представление этапа завершения анодирования провода, теперь на шпульке, начатого на этапе, показанном на фиг. 3, согласно первому варианту осуществления способа раскрытого изобретения;
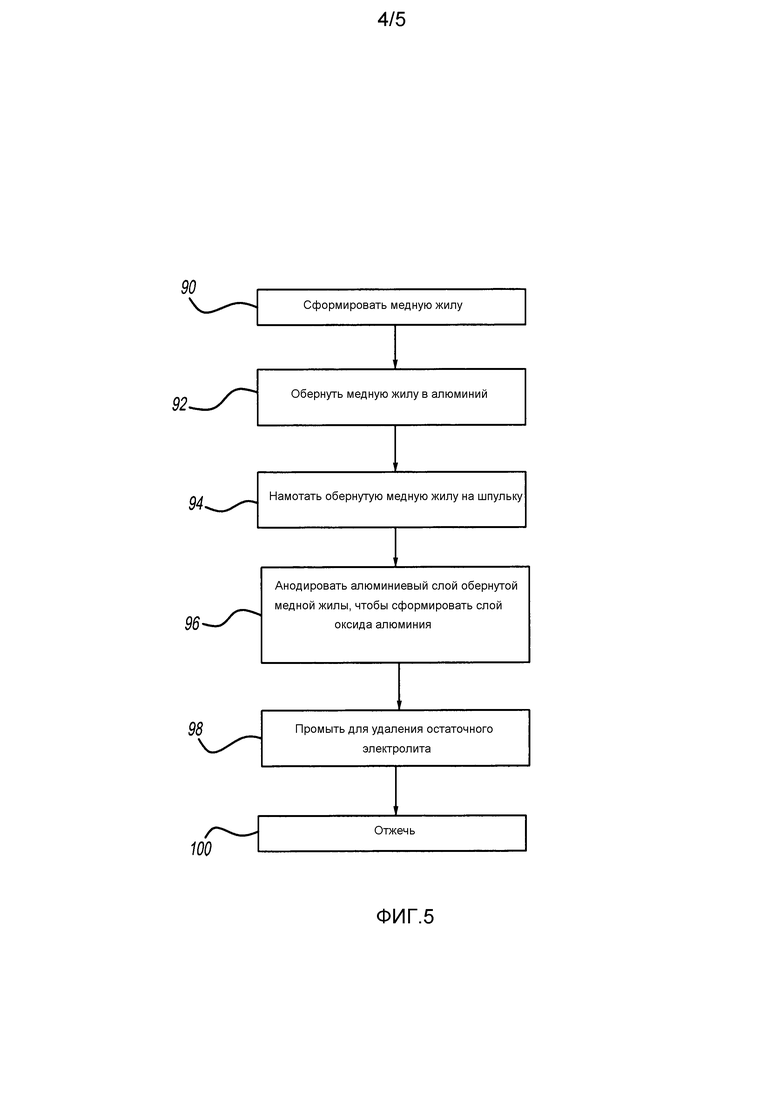
фиг. 5 - блок-схема последовательности операций способа, описывающая второй вариант способа анодирования провода для катушки, показанного на фиг. 1A-1D, при этом провод полностью анодируется после этапа намотки провода на шпульке, согласно раскрытому изобретению;
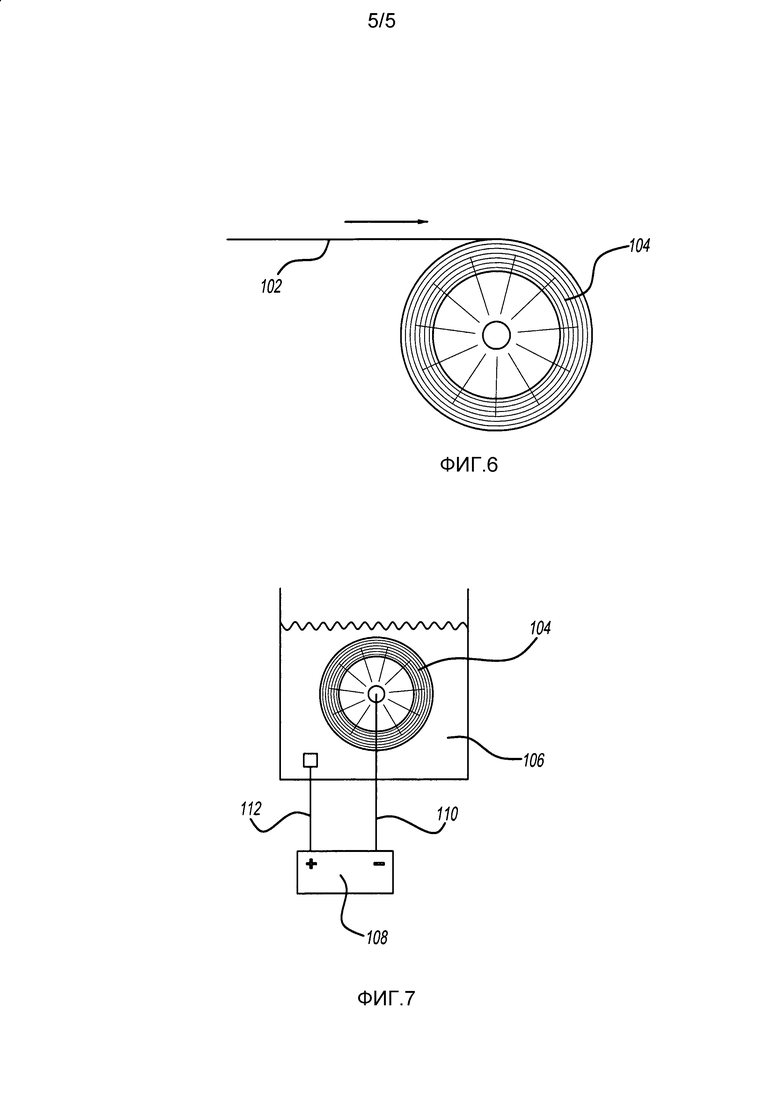
фиг. 6 - графическое представление процесса намотки провода для катушки, показанной на фиг. 1A-1D на шпульку до этапа анодирования; и
фиг. 7 - графическое представление этапа анодирования провода, намотанного на шпульку, по фиг. 6, согласно второму варианту способа раскрытого изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
На следующих чертежах, одинаковые номера ссылок будут использоваться для указания ссылкой на идентичные компоненты. В последующем описании, различные рабочие параметры и компоненты описаны для разных конструктивных вариантов осуществления. Эти специфичные параметры и компоненты включены в состав в качестве примеров и не подразумеваются ограничивающими.
Со ссылкой на фиг. 1A-1D, проиллюстрированы виды в разрезе проводов, имеющих медную жилу и покрытых металлом, таким как алюминий, которые используются в раскрытом изобретении. Несмотря на то что алюминий предпочтителен для покрытия медной жилы вследствие своих хороших электроизолирующих свойств при его анодировании, другие металлы также могут использоваться. Такие металлы включают в себя, без ограничения, титан, цинк и магний. Проиллюстрированные профили и толщины слоев являются всего лишь предположительными и не подразумеваются в качестве являющихся ограничивающими. Покрытые металлом медные провода предпочтительно, хотя и не обязательно, формируются согласно способам и материалам, изложенным в обсужденном выше патенте США № 7572980 и включенном в материалы настоящей заявки посредством ссылки во всей своей полноте. Патент ‘980 переуступлен тому же правопреемнику, которому переуступлено раскрытое изобретение.
С конкретной ссылкой на фиг. 1A, показан вид в разрезе провода, в целом проиллюстрированного как 10. Провод 10 включает в себя жилу 12 из меди или медного сплава и металлический слой 14. Как изложено в патенте ‘980, металлический слой 14 сформирован оборачиванием медной жилы 12 тонким листом металла одинаковой толщины.
Со ссылкой на фиг. 1B, показан вид в разрезе альтернативного варианта осуществления провода, который в целом проиллюстрирован как 16. Провод 16 включает в себя жилу 18 из меди или медного сплава, сформированную из множества независимых проволок из меди или медного сплава. Провод 16 дополнительно включает в себя металлический слой 20.
Фиг. 1C и 1D иллюстрируют варианты профиля провода для использования в раскрытом изобретении. Со ссылкой, прежде всего, на фиг. 1C, вид в разрезе провода в целом проиллюстрирован как 22. Провод 22 включает в себя большей частью плоскую жилу 24 из меди или медного сплава. Провод 22 дополнительно включает в себя металлический слой 26.
Со ссылкой на фиг. 1D, вид в разрезе дополнительного варианта провода в целом проиллюстрирован как 28. Провод 28 включает в себя большей частью прямоугольную жилу 30 из меди или медного сплава. Провод 70 включает в себя металлический слой 32.
Независимо от размера или формы и с этой целью должно быть понятно, что профили провода, проиллюстрированного на фиг. 1A-1D, предполагаются в качестве являющихся иллюстративными, а не ограничивающими, провод должен быть намотан на шпульку для формирования катушки. Провод, формирующий катушку, может быть частично анодирован до намотки, сопровождаемой анодированием, или может анодироваться единожды, как только намотан в катушку, как раскрыто выше. Фиг. 2-4 относятся к первому варианту способа для анодирования провода для катушки, показанной на фиг. 1A-1D, который имеет частичное анодирование провода до намотки, сопровождаемое дополнительным анодированием. Фиг. 5-7 относятся к второму варианту способа для анодирования провода для катушки, показанной на фиг. 1A-1D, который имеет единственное анодирование провода, как только он был намотан в катушку.
Со ссылкой на фиг. 2, показана блок-схема последовательности операций способа, описывающая первый вариант способа. На первом этапе 40 формируется медная жила. Как изложено выше со ссылкой на фиг. 1A-1D, медная жила может быть сплошной или может состоять из многочисленных проволок. Кроме того, медная жила может быть медной или из медного сплава. Как только сформирована медная жила, медная жила оборачивается тонким листом или фольгой металла, такого как алюминий, на этапе 42. В частности и как изложено в патенте ‘980, на этапе 42 медная жила (12, 18, 24, 30) оборачивается в тонкий лист металла (14, 20, 26, 32). Один или более тонких листов металла могут использоваться в зависимости от требуемой геометрии жилы или других параметров. Металлический лист может накладываться любой технологией, в том числе, но не в качестве ограничения, технологиями механической холодной штамповки, технологиями совместного прессования, вакуумной сваркой или (радиочастотной, RF) РЧ-термокомпрессией, или любой их комбинацией.
Как только металлический слой, например алюминиевый слой, обертывает медную жилу на этапе 42, наружная поверхность металла частично анодируется на этапе 44. Это делается с использованием электрохимического процесса для формирования единого однородного диэлектрического слоя. Этап частичного анодирования металлического слоя может предприниматься до накладывания на медную жилу.
На этапе 46 анодированный металл может промываться согласно необязательному этапу раскрытого варианта осуществления. Промывание анодированного металла прекращает процесс анодирования, удаляя раствор электролита.
Дополнительный необязательный этап возникает на этапе 48, на котором проводник, теперь композит, отжигается. Процесс отжига уменьшает и/или устраняет механические напряжения, которые могут присутствовать в жиле, металлическом слое, диэлектрическом слое оксида металла или между слоями.
Как только металлический слой был анодирован и по выбору промыт и отожжен, частично анодированный провод наматывается на шпульку, чтобы сформировать катушку, на этапе 50. Любая одна из нескольких катушек может быть сформирована посредством этого процесса.
После намотки для формирования катушки на шпульке, провод вновь анодируется, чтобы по существу или полностью завершить процесс формирования оксидного слоя. Это происходит на этапе 52.
На этапе 54 анодированный провод по выбору вновь промывается для удаления всей остаточной электролитической жидкости и, таким образом, для полной остановки процесса анодирования. Промытая катушка по выбору после этого может отжигаться.
Как отмечено, на этапе 44 провод частично подвергается анодированию для формирования частичного диэлектрического слоя оксида металла, такого как оксид алюминия, в тех случаях, когда используется алюминий. Со ссылкой на фиг. 3, проиллюстрировано графическое представление непрерывного процесса для частичного анодирования металлического слоя провода. В частности, предусмотрен подающий или подводящий ролик 60, имеющий непрерывный отрезок провода 62. Провод 62 имеет жилу (12, 18, 24, 30) из меди или медного сплава и обернут тонким листом металла (14, 20, 26, 32). Источник 64 питания имеет отрицательную клемму 66, присоединенную к ролику 60 или проводу 62. Положительная клемма 68 источника 64 питания также предусмотрена и присоединена к раствору 70 электролита. Раствор 70 электролита обеспечивает ванну для провода 62.
Направляющий ролик 72, по меньшей мере, частично погружен в раствор 70 электролита. Направляющий ролик 72 направляет провод 62 в и из раствора 70. Напряжение на клеммах 66 и 68 побуждает электрический ток протекать через раствор 70, тем самым вызывая химическую реакцию раствора 70 с наружной поверхностью металла. Реакция дает в результате формирование частичного диэлектрического слоя оксида металла. Посредством регулирования таких параметров, как скорость прохождения провода 62 через раствор 70, сила тока в растворе 70 и плотность раствора 70, процессом анодирования можно управлять, и величина формируемого диэлектрического слоя может ограничиваться частичным анодированием.
Еще один направляющий ролик 74 предусмотрен для выведения частично анодированного провода 62 из раствора 70. В этот момент, провод 62 по выбору может проходить через промывку 76 для удаления оставшегося раствора электролита. Направляющий ролик 78 проводит частично анодированный провод 62 через промывку 76. Промытый провод 62 сматывается на шпульку для формирования катушки 80. Проиллюстрированная катушка 80 является всего лишь предположительной и не подразумевается в качестве ограничения.
Как проиллюстрировано на фиг. 4, частично анодированный провод в катушке 80 затем помещается во второй раствор 82 электролита. Источник 84 питания имеет отрицательную клемму 86, присоединенную к катушке 80 или проводу 62. Положительная клемма 88 источника 84 питания также предусмотрена и присоединена к раствору 82 электролита. Раствор 82 электролита обеспечивает ванну для провода 62, намотанного в катушке 80.
Как только процесс анодирования завершен, катушка 80 может промываться для удаления остаточного раствора электролита, сопровождаемого необязательным отжигом.
Со ссылкой на фиг. 5, показана блок-схема последовательности операций способа, описывающая второй вариант способа раскрытого изобретения. На первом этапе 90 формируется медная жила. Вновь, как изложено выше со ссылкой на фиг. 1A-1D, медная жила может быть сплошной или может состоять из многочисленных проволок. Кроме того, медная жила может быть медной или из медного сплава. Как только сформирована медная жила, медная жила оборачивается тонким листом или фольгой металла, такого как алюминий, на этапе 92. Вновь, как изложено в патенте ‘980, на этапе 42 медная жила (12, 18, 24, 30) оборачивается в тонкий лист металла (14, 20, 26, 32). Один или более тонких листов металла могут использоваться в зависимости от требуемой геометрии жилы или других параметров. Металлический лист может накладываться любой технологией, в том числе, но не в качестве ограничения, технологиями механической холодной штамповки, технологиями совместного прессования, вакуумной сваркой или (радиочастотной, RF) РЧ-термокомпрессией, или любой их комбинацией.
Как только металлический слой оборачивает медную жилу на этапе 92, провод наматывается на шпульку, чтобы формировать катушку, на этапе 94. Любая одна из нескольких катушек может быть сформирована посредством этого процесса.
После того, как провод намотан для формирования катушки на шпульке, провод анодируется для формирования слоя оксида металла на формованном проводе. Это происходит на этапе 96.
На этапе 98 анодированный провод по выбору вновь промывается для удаления всей остаточной электролитической жидкости и, таким образом, для полной остановки процесса анодирования. Промытая катушка по выбору может отжигаться после этого на этапе 100.
Как отмечено, на этапе 94 провод наматывается на шпульку, чтобы сформировать катушку. Со ссылкой на фиг. 6, проиллюстрировано графическое представление процесса для намотки непрерывного отрезка провода 102 на шпульку для формирования катушки 104. Проиллюстрированная катушка 104 является всего лишь предположительной и не подразумевается в качестве ограничения.
Как проиллюстрировано на фиг. 7, катушка 104 помещается в раствор 106 электролита. Источник 108 питания имеет отрицательную клемму 110, присоединенную к катушке 104 или проводу 102. Положительная клемма 112 источника 108 питания также предусмотрена и присоединена к раствору 106 электролита. Раствор 106 электролита обеспечивает ванну для провода 102, намотанного в катушке 104.
Как только процесс анодирования завершен, катушка 104 может промываться для удаления остаточного раствора электролита, сопровождаемого необязательным отжигом.
Вышеизложенное всестороннее рассмотрение раскрывает и описывает примерные варианты осуществления настоящего изобретения. Специалист в данной области техники без труда распознает, из такого всестороннего рассмотрения и из прилагаемых чертежей и формулы изобретения, что различные изменения, модификации и варианты могут быть произведены в материалах настоящей заявки, не выходя из действительной сущности и справедливого объема изобретения, как определено следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗГОТОВЛЕНИЕ КАТУШЕК ДЛЯ ЭЛЕКТРОТЕХНИЧЕСКИХ КОМПОНЕНТОВ С ИСПОЛЬЗОВАНИЕМ ЛЕНТ АНОДИРОВАННОГО НЕУПЛОТНЕННОГО АЛЮМИНИЯ | 2014 |
|
RU2660137C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИЭЛЕКТРИЧЕСКОГО СЛОЯ НА ПОВЕРХНОСТИ АЛЮМИНИЕВОЙ ПОДЛОЖКИ | 2018 |
|
RU2694430C1 |
| СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И ЭЛЕКТРОДНАЯ КОНСТРУКЦИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В ДАННОМ СПОСОБЕ | 2010 |
|
RU2480540C1 |
| ОРГАНИЧЕСКОЕ СВЕТОИЗЛУЧАЮЩЕЕ УСТРОЙСТВО С АНОДИРОВАННОЙ МЕТАЛЛИЗАЦИЕЙ | 2008 |
|
RU2457584C2 |
| СПОСОБ ФОРМИРОВАНИЯ ОКСИДНОГО ПОКРЫТИЯ НА АЛЮМИНИИ И ЕГО СПЛАВАХ | 2007 |
|
RU2353717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ НА ПОДЛОЖКАХ ИЗ АЛЮМИНИЯ | 1989 |
|
SU1614742A1 |
| Способ изготовления мембран | 1989 |
|
SU1695970A1 |
| СПОСОБ ФОТОЛИТОГРАФИИ | 1991 |
|
RU2036536C1 |
| ФОРМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2482221C1 |
| СИСТЕМА ЛОБОВОЙ ЧАСТИ ОБМОТКИ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2020 |
|
RU2777723C1 |
Изобретение относится к области электротехники, а именно к способам формирования изолированного электрического проводника и способу формирования электрической катушки. Способ формирования изолированного электрического проводника включает формирование медной жилы и слоя металла на ней, путем обертывания жилы, при этом металл выбирают из группы, содержащей алюминий, титан, цинк и магний, после чего медную жилу, покрытую металлом, наматывают на катушку и анодируют с формированием диэлектрического слоя металла, обеспечивающего электрически изолирующие свойства. Также анодированный проводник промывают для удаления остаточного электролитного материала и проводят его отжиг. Предложенный способ обеспечивает уменьшение или полностью устраняет присутствие микротрещин в оксидном слое, что является техническим результатом изобретения. Сформированная электрическая катушка в соответствии с предложенным способом может использоваться в электродвигателях, электромагнитах, генераторах переменного тока и подсистемах для таковых. 3 н. и 9 з.п. ф-лы, 10 ил.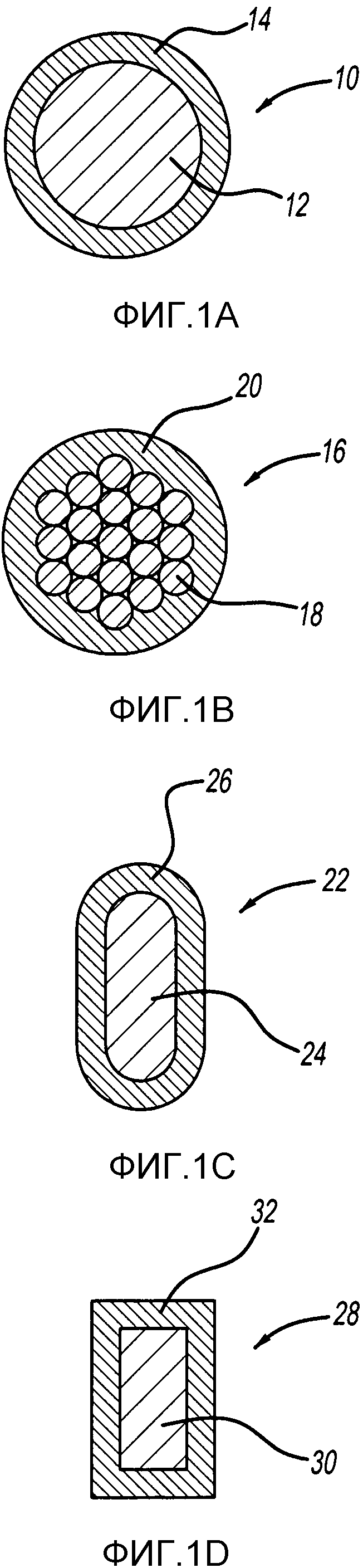
1. Способ формирования изолированного электрического проводника, содержащий этапы, на которых:
формируют медную жилу;
обертывают, по существу, упомянутую медную жилу в слой металла, обладающего электрически изолирующими свойствами при анодировании;
наматывают покрытую металлом медную жилу на шпульку для формирования катушки; и
после намотки анодируют по меньшей мере часть упомянутого слоя металла электролитическим материалом, чтобы сформировать диэлектрический слой оксида металла, и
после шага анодирования промывают анодированный металл для удаления остаточного электролитного материала.
2. Способ формирования изолированного электрического проводника по п. 1, дополнительно содержащий этап, на котором осуществляют отжиг после этапа промывания.
3. Способ формирования изолированного электрического проводника по п. 1, дополнительно содержащий этап, на котором частично анодируют по меньшей мере часть упомянутого слоя металла, чтобы сформировать диэлектрический слой оксида металла перед упомянутым этапом намотки.
4. Способ формирования изолированного электрического проводника по п. 3, дополнительно содержащий этап, на котором осуществляют отжиг вслед за этапом промывания после упомянутого этапа частичного анодирования.
5. Способ формирования изолированного электрического проводника по п. 3, в котором медная жила содержит множество отдельных медных проволок.
6. Способ формирования изолированного электрического проводника по п. 1, в котором упомянутый диэлектрический слой оксида металла содержит, по существу, однородный слой оксида металла.
7. Способ формирования изолированного электрического проводника по п. 1, в котором упомянутый слой металла, нанесенный на упомянутую медную жилу, является металлическим листом, который механически сформирован на упомянутой медной жиле.
8. Способ формирования изолированного электрического проводника по п. 1, в котором упомянутый металл выбран из группы, состоящей из алюминия, титана, цинка и магния.
9. Способ формирования изолированного электрического проводника, содержащий этапы, на которых:
формируют медную жилу;
обертывают, по существу, упомянутую медную жилу в слой металла, обладающего электрически изолирующими свойствами при анодировании;
наматывают покрытую металлом медную жилу на шпульку для формирования катушки; и
после намотки анодируют по меньшей мере часть упомянутого слоя металла электролитическим материалом, чтобы сформировать диэлектрический слой оксида металла, и
после шага анодирования промывают анодированный металл для удаления остаточного электролитного материала.
10. Способ формирования изолированного электрического проводника по п. 9, дополнительно содержащий этап, на котором осуществляют отжиг после этапа промывания.
11. Способ формирования изолированного электрического проводника по п. 9, в котором упомянутый металл выбран из группы, состоящей из алюминия, титана, цинка и магния.
12. Способ формирования электрической катушки, содержащий этапы, на которых:
формируют медную жилу;
обертывают, по существу, упомянутую медную жилу в слой металла, обладающего электрически изолирующими свойствами при анодировании;
вначале анодируют часть упомянутого слоя металла электролитическим материалом, чтобы сформировать диэлектрический слой оксида металла,
после шага анодирования промывают анодированный металл для удаления остаточного электролитного материала,
наматывают частично окисленную покрытую металлом медную жилу на шпульку для формирования катушки; и
после намотки дополнительно анодируют упомянутый слой металла электролитическим материалом, чтобы завершить анодирование на указанной шпульке,
после второго шага анодирования промывают анодированный металл для удаления остаточного электролитного материала.
| US5105531 A, 21.04.1992 | |||
| US 2008179074 A1 31.07.2008 | |||
| CN 201638585 U, 17.11.2010 | |||
| US5336851А, 09.08.1994 | |||
| US5057651A1, 15.10.1991 | |||
| JPS5821310 A, 08.02.1983 | |||
| US 6262437 B1, 17.07.2001 | |||
| КАТУШКА ИНДУКТИВНОСТИ | 2006 |
|
RU2333561C1 |

