Настоящее изобретение относится к фильтрующему компоненту. Указанный фильтрующий компонент предпочтительно используют в изделии, образующем аэрозоль.
Фильтрующие компоненты могут быть различных видов и для разных целей. Их работа обычно основана на изменении дисперсных фаз путем удержания частиц, на изменении газообразных фаз путем адсорбции или на комбинации обоих этих механизмов.
В изделиях, образующих аэрозоль, таких как сигареты, фильтрующие компоненты, как правило, расположены на одном конце табачного стержня в фильтре.
Производство фильтрующих компонентов начинается с изготовления фильтрующего материала, изготовленного из смеси разных ингредиентов. Сырьем для производства сигаретных фильтров обычно является целлюлоза, например, получаемая из древесины. Целлюлозу затем ацетилируют, превращая ее в материал, называемый ацетилцеллюлозой или просто «ацетатом» для краткости, растворяют и скручивают в виде непрерывных синтетических волокон, расположенных в пучке, называемом жгутом. Этот жгут обычно раскрывают, пластифицируют, придают ему форму и разрезают на куски определенной длины для выполнения функции фильтрующего компонента. Пластификатор растворяет ацетилцеллюлозные волокна, так что они слипаются в один блок под воздействием давления и тепла, так что фильтрующий материал затвердевает, и образуется фильтрующий компонент. Фильтры обычно обернуты в оберточный материал, который во многих случаях содержит полосу из листа бумаги.
Также известно производство фильтров без обертки. В производстве фильтров без обертки фильтрующему материалу придают необходимую форму в образующем блоке. Используемый материал и процесс придания формы реализованы таким образом, что фильтрующий компонент в достаточной степени сохраняет свою форму даже после выхода из образующего блока, так что оберточный материал, применяемый в ином случае для стабилизации формы, может быть опущен. В ходе изготовления фильтров без обертки поток фильтрующего материала в образующем блоке подвергают воздействию давления и тепла. Необходимую тепловую энергию можно подавать в фильтрующий материал различными способами, например, с помощью горячего воздуха, такого как пар, или энергии микроволн.
В контексте производства фильтрующих компонентов, изготовленных из ацетилцеллюлозы, вопрос может заключаться в скорости, с которой фильтры разлагаются под действием микроорганизмов.
В зависимости от условий окружающей среды, в которой они расположены, разложение ацетилцеллюлозных фильтров под действием микроорганизмов может действительно занимать от одного месяца до трех лет, что может быть не достаточно быстрым, чтобы избежать проблемы мусора.
Были проведены испытания материалов, альтернативных ацетатному волокну, с целью замены ацетилцеллюлозы, например, гофрированной бумагой. Фильтрующие компоненты, содержащие гофрированную бумагу вместо ацетилцеллюлозы, однако были не сопоставимы с точки зрения фильтрующей способности с фильтрующими компонентами, выполненными из ацетатного волокна.
В любом случае использование альтернативных материалов для замены ацетилцеллюлозы для производства фильтрующих компонентов может потребовать существенных модификаций производственных устройств и процессов с сопряженным увеличением производственных затрат.
Поэтому существует необходимость в фильтрующем компоненте, обладающем повышенной скоростью разложения с помощью микроорганизмов. Также существует необходимость в фильтрующих компонентах, способных представлять альтернативу традиционным фильтрующим компонентам, изготовленным из ацетилцеллюлозы.
Настоящее изобретение может удовлетворить по меньшей мере одну из вышеуказанных потребностей.
Настоящее изобретение относится к фильтрующему компоненту, содержащему штранг из фильтрующего материала, содержащий тело первого фильтрующего материала и по меньшей мере один элемент второго фильтрующего материала, включающий хлопковые волокна, при этом по меньшей мере один элемент второго фильтрующего материала вставлен в тело первого фильтрующего материала, и при этом соотношение по объему между объемом по меньшей мере одного элемента второго фильтрующего материала и объемом штранга составляет от приблизительно 0,3 до приблизительно 0,8.
В фильтрующем компоненте согласно настоящему изобретению указанный по меньшей мере один элемент второго фильтрующего материала используют в штранге из фильтрующего материала таким образом, что он частично заменяет первый фильтрующий материал. Первый фильтрующий материал может представлять собой, например, синтетический фильтрующий материал, более предпочтительно содержащий ацетилцеллюлозу. Таким образом, вставка указанного элемента в фильтрующий компонент согласно настоящему изобретению в таком сравнительно большом количестве, составляющем 30%–80% относительно объема штранга, в который его вставляют, увеличивает площадь поверхности первого фильтрующего материала на единицу объема фильтрующего элемента и поэтому может увеличить скорость разложения фильтрующего элемента с помощью микроорганизмов. В то же время частичная замена первого фильтрующего материала вторым фильтрующим материалом может не требовать осуществления существенных модификаций производственных устройств и процессов, что позволяет избежать увеличения производственных затрат.
Предпочтительно фильтрующий компонент согласно настоящему изобретению используют в изделии, образующем аэрозоль.
Далее по тексту термин «стержень» обозначает в целом цилиндрический элемент по существу кругового, овального или эллиптического поперечного сечения, содержащий два или несколько компонентов изделия, образующего аэрозоль.
Изделия, образующие аэрозоль, согласно настоящему изобретению могут быть в форме сигарет с фильтром или других курительных изделий, в которых табачный материал сгорает с образованием дыма. Настоящее изобретение дополнительно охватывает изделия, в которых табачный материал нагревают, а не сжигают, для образования аэрозоля, и изделия, в которых никотинсодержащий аэрозоль получают из табачного материала, табачной вытяжки или другого источника никотина без сжигания или нагревания. Эти изделия, в которых аэрозоль образуют без сжигания или при получении дыма путем сжигания, в целом называют «изделиями, образующими аэрозоль». Изделия, образующие аэрозоль, согласно настоящему изобретению могут представлять собой целые, собранные изделия, образующие аэрозоль, или компоненты изделий, образующих аэрозоль, которые скомбинированы с одним или несколькими другими компонентами для создания собранного изделия для образования аэрозоля, например такого, как расходуемая часть нагреваемого курительного устройства.
В контексте данного документа изделие, образующее аэрозоль, представляет собой любое изделие, которое генерирует вдыхаемый аэрозоль при нагревании субстрата, образующего аэрозоль. Данный термин включает изделия, которые содержат субстрат, образующий аэрозоль, который нагревают посредством внешнего источника тепла, такого как электрический нагревательный элемент. Изделие, образующее аэрозоль, может быть негорючим изделием, образующим аэрозоль, которое представляет собой изделие, которое высвобождает летучие соединения без сжигания субстрата, образующего аэрозоль. Изделие, образующее аэрозоль, может быть нагреваемым изделием, образующим аэрозоль, которое представляет собой изделие, образующее аэрозоль, содержащее субстрат, образующий аэрозоль, который должен нагреваться, а не сгорать, чтобы высвобождать летучие соединения, которые могут образовывать аэрозоль. Данный термин включает изделия, которые содержат субстрат, образующий аэрозоль, и неотделимый источник тепла, например, горючий источник тепла.
Изделие, образующее аэрозоль, может быть изделием, которое генерирует аэрозоль, непосредственно вдыхаемый в легкие пользователя через рот пользователя. Изделие, образующее аэрозоль, может напоминать традиционное курительное изделие, такое как сигарета, и может содержать табак. Изделие, образующее аэрозоль, может быть одноразовым. Изделие, образующее аэрозоль, может быть частично многоразовым и содержать возобновляемый или заменяемый субстрат, образующий аэрозоль.
Изделие, образующее аэрозоль, может также содержать сгорающую сигарету. В предпочтительных вариантах осуществления изделие, образующее аэрозоль, может иметь по существу цилиндрическую форму. Изделие, образующее аэрозоль, может быть по существу удлиненным. Изделие, образующее аэрозоль, может иметь длину и окружность, по существу перпендикулярную длине. Изделие, образующее аэрозоль, может иметь общую длину от приблизительно 30 миллиметров до приблизительно 100 миллиметров. Изделие, образующее аэрозоль, может иметь наружный диаметр от приблизительно 5 миллиметров до приблизительно 12 миллиметров.
Фильтрующий компонент согласно настоящему изобретению, таким образом, содержит штранг, имеющий тело первого фильтрующего материала. Этот первый фильтрующий материал предпочтительно представляет собой «стандартный» материал, используемый в штрангах фильтров. Внутрь этого первого фильтрующего материала вставляют другой элемент, выполненный в другом втором фильтрующем материале.
Предпочтительно тело первого фильтрующего материала имеет форму стержня.
Тело может представлять собой непрерывный стержень фильтрующего жгута, то есть непрерывный фильтрующий стержень или отдельные сегменты фильтрующего стержня, например, множество стержней фильтров, при этом один прикреплен к другому, в который вставляют элемент. Предпочтительно непрерывный фильтрующий стержень получен в устройстве для образования стержня.
Элемент, вставляемый в стержень, может представлять собой непрерывный элемент или множество элементов один за другим.
Соотношение между объемами элемента и штранга предпочтительно составляет от приблизительно 0,3 до приблизительно 0,8, предпочтительно от приблизительно 0,35 до приблизительно 0,7, более предпочтительно от приблизительно 0,4 до приблизительно 0,65, еще более предпочтительно от приблизительно 0,45 до приблизительно 0,65 и предпочтительно составляет приблизительно 0,6 или приблизительно 0,5. В связи с тем, что большая часть общего объема штранга выполнена во втором фильтрующем материале, использование первого фильтрующего материала поэтому ограничено, и его площадь поверхности на единицу объема фильтрующего элемента увеличивается путем вставки элемента второго фильтрующего материала.
Под объемом штранга подразумевают объединенный объем тела первого фильтрующего материала и элемента второго фильтрующего материала.
Кроме того, элемент, выполненный во втором фильтрующем материале, может быть окрашен для придания другого визуального вида изделию, образующему аэрозоль, или он может быть ароматизирован для изменения ощущений от курения в зависимости от используемого ароматизирующего вещества. Для этого второй фильтрующий материал может иметь адсорбционные свойства.
Внутри тела указанного первого фильтрующего материала указанный по меньшей мере один элемент может иметь любую форму и может проходить в любом направлении. Предпочтительно указанный по меньшей мере один элемент может преимущественно проходить в продольном направлении между первой и второй аксиально противоположными поверхностями указанного тела первого фильтрующего материала. Таким образом, предпочтительно тело и элемент, вставленный в него, могут иметь одинаковую длину, однако может также быть предусмотрен более короткий или более длинный элемент относительно тела.
Тело может быть фильтрующим стержнем, известным в уровне техники. Тело может представлять собой полый фильтрующий стержень, например, в форме полой трубки. Элемент во втором фильтрующем материале, таким образом, вставлен в отверстие, образованное полой трубкой.
Предпочтительно соотношение между поперечным размером, образованным указанным по меньшей мере одним элементом и соответствующим поперечным размером указанного штранга, составляет от приблизительно 0,55 до приблизительно 0,89, при этом указанный поперечный размер расположен в направлении, поперечном по отношению к боковой поверхности указанного тела, по существу перпендикулярной по меньшей мере к одной из указанных первой и второй аксиально противоположных поверхностей указанного тела. Более предпочтительно отношение между поперечным размером, образованным указанным по меньшей мере одним элементом, и соответствующим поперечным размером указанного штранга составляет от приблизительно 0,59 до приблизительно 0,83, еще более предпочтительно от приблизительно 0,63 до приблизительно 0,8, еще более предпочтительно от приблизительно 0,67 до приблизительно 0,77. Другими словами, элемент, вставленный в тело, является относительно «толстым». Поперечный размер в случае «цилиндрических» штрангов может считаться диаметром цилиндра. Таким образом, рассматриваемое соотношение представляет собой соотношение между диаметром элемента и диаметром штранга. Диаметр штранга представляет собой диаметр элемента и тела вместе.
Предпочтительно указанный по меньшей мере один элемент проходит в направлении, по существу параллельном боковой поверхности тела первого фильтрующего материала. В фильтрующем компоненте согласно настоящему изобретению, когда указанный по меньшей мере один элемент проходит в продольном направлении между указанными первой и второй аксиально противоположными поверхностями указанного тела первого фильтрующего материала, элемент проходит в направлении, которое может быть параллельным или не параллельным указанной боковой поверхности указанного тела. Предпочтительно указанный по меньшей мере один элемент проходит в направлении, по существу параллельном указанной боковой поверхности указанного тела первого фильтрующего материала, таким образом, что в направлении воздуха, проходящего через фильтрующий компонент во время курения, сопротивление может быть по существу равномерным. Если тело имеет форму стержня, боковая поверхность представляет собой цилиндрическую наружную поверхность, и элемент может проходить вдоль оси цилиндра, образованного телом.
Предпочтительно указанный по меньшей мере один элемент проходит через по существу центр указанного тело первого фильтрующего материала. Это может привести к равномерному сопротивлению воздуху.
Предпочтительно по меньшей мере один конец указанного по меньшей мере одного элемента проходит вровень с соответствующей поверхностью указанного тела первого фильтрующего материала. Таким образом, тело и элемент образуют геометрически одну поверхность на обоих их концах. Таким образом, длина элемента и тела предпочтительно одинакова. Альтернативно указанное тело представляет собой полое тело, и указанный по меньшей мере один элемент выступает из по меньшей мере одной из указанных первой и второй аксиально противоположных поверхностей указанного тела первого фильтрующего материала. Один элемент может быть вставлен таким образом, что он виден с двух противоположных аксиальных сторон тела. В указанное тело первого фильтрующего материала может быть вставлено более одного элемента второго фильтрующего материала; каждый из них может иметь любую форму и может проходить в любом направлении, как раскрыто выше. Предпочтительно в указанном теле первого фильтрующего материала указанный по меньшей мере один элемент второго фильтрующего материала представляет собой один непрерывный элемент.
Второй фильтрующий материал, используемый для выполнения указанного по меньшей мере одного элемента, может содержать в дополнение к хлопковым волокнам любой другой подходящий материал или материалы. Предпочтительно второй фильтрующий материал содержит растительные волокна, отличные от хлопковых волокон. Более предпочтительно растительные волокна, отличные от хлопковых волокон, содержат бумажные волокна, волокна полимолочной кислоты и любые их комбинации.
Предпочтительно второй фильтрующий материал содержит более чем приблизительно 20 процентов, более предпочтительно от приблизительно 25 весовых процентов до приблизительно 95 весовых процентов хлопковых волокон относительно общего веса второго фильтрующего материала.
Предпочтительно указанный по меньшей мере один элемент выполнен в форме пряжи. В контексте данного документа термин «пряжа» или «нить» означает волокно или множество волокон, скрученных вместе или уложенных параллельно с образованием сотканного, сплетенного, склеенного, скрученного, платированного или иным образом соединенного непрерывного элемента. В контексте данного документа пряжу можно использовать для образования пряди, проволоки, полоски, шнура, крученой нити, нити, тесьмы или каната.
Предпочтительно указанный по меньшей мере один элемент содержит хлопковую пряжу.
Указанный материал или материалы, используемые для выполнения указанного по меньшей мере одного элемента, могут быть сотканы, сплетены, склеены, скручены, платированы или иным образом соединены для его образования.
Предпочтительно элемент второго фильтрующего материала имеет твердость, составляющую от приблизительно 40 процентов до приблизительно 60 процентов. Более предпочтительно твердость элемента составляет от приблизительно 45 процентов до приблизительно 55 процентов.
Термин «твердость», используемый в этом описании, обозначает сопротивление деформации. Твердость в целом выражается в процентах. Далее приведено описание того, как рассчитывать твердость согласно настоящему изобретению. В документах WO2015/124242 и WO 2015/007400 описаны возможные способы измерения твердости согласно настоящему изобретению. На фиг. 1 показана сигарета 101 до приложения нагрузки F и та же самая сигарета 103 во время приложения нагрузки F. До приложения нагрузки F сигарета 101 имеет диаметр Ds. После приложения установленной нагрузки в течение установленного периода времени (но при сохранении приложения нагрузки) сигарета 103 имеет (уменьшенный) диаметр Dd. Сжатие d=Ds – Dd. Со ссылкой на фиг. 1 твердость определяется следующим образом:
твердость(%) =  * 100%
* 100%
где Ds – исходный (несжатый) диаметр сигареты, а Dd – сжатый диаметр после приложения установленной нагрузки в течение установленного периода времени. Чем тверже материал, тем ближе твердость к 100%.
Как более подробно описывается далее и в целом известно в области техники, чтобы определить твердость некоторой части (такой как фильтр) курительного изделия, курительные изделия следует выровнять параллельно в плоскости и одну и ту же часть каждого курительного изделия, которая подлежит испытанию, следует подвергнуть действию установленной нагрузки в течение установленного периода времени. Это испытание проводят с использованием известного денсиметрического устройства DD60A (изготавливаемого и производимого на рынок компанией Heinr. Borgwaldt Gmbh, Германия), оснащенного измерительной головкой для сигарет и контейнером для сигарет.
Нагрузку прилагают при помощи двух цилиндрических валов для приложения нагрузки, которые пересекают диаметр всех курительных изделий одновременно. Согласно стандартному методу проведения испытания для этого измерительного прибора испытание следует проводить так, чтобы между курительными изделиями и цилиндрическими валами для приложения нагрузки возникало двадцать точек контакта. В некоторых случаях подлежащие испытанию фильтры могут быть достаточно длинными, чтобы только десять курительных изделий требовалось для образования двадцати точек контакта, и при этом каждое курительное изделие контактировало с обоими валами для приложения нагрузки (потому что они достаточно длинные, чтобы проходить между валами). В других случаях, если фильтры слишком короткие, чтобы добиться этого, для образования двадцати точек контакта следует использовать двадцать курительных изделий, и при этом каждое курительное изделие контактирует только с одним из валов для приложения нагрузки, что дополнительно рассмотрено ниже.
Два дополнительных стационарных цилиндрических вала расположены под курительными изделиями, чтобы поддерживать курительные изделия и противодействовать нагрузке, прилагаемой каждым из цилиндрических валов для приложения нагрузки. Такое размещение более подробно описано ниже и показано на фиг. 2–4.
Согласно стандартной для такого устройства рабочей процедуре прилагают общую нагрузку в 2 кг в течение 20 секунд. По истечении 20 секунд (и когда к курительным изделиям продолжают прилагать нагрузку) определяют понижение цилиндрических валов для приложения нагрузки, и затем используют это значение для вычисления твердости согласно приведенному выше уравнению. Температуру поддерживают в районе 22 градусов Цельсия ± 2 градуса. Описанное выше испытание называют испытанием DD60A. Испытание DD60A и соответствующее устройство более подробно описаны ниже в отношении фиг. 2–4. Как более подробно рассмотрено ниже, твердость фильтрующей части курительного изделия мало отличается в выкуренном и в невыкуренном состоянии курительного изделия. Однако обычно твердость фильтра измеряют тогда, когда курительное изделие не выкурено. Для определения твердости элемента второго фильтрующего материала, тела первого фильтрующего материала и фильтрующего компонента согласно настоящему изобретению может быть применен тот же принцип измерения, что и описанный выше.
Первый фильтрующий материал, используемый для выполнения указанного тела фильтрующего компонента согласно настоящему изобретению, может содержать любой подходящий материал или материалы. Предпочтительно первый фильтрующий материал содержит синтетические фильтрующие материалы. Более предпочтительно синтетический фильтрующий материал выбран из группы, состоящей из ацетилцеллюлозы, целлюлозы, восстановленной целлюлозы, полимолочной кислоты, поливинилового спирта, нейлона, полигидроксибутирата, полипропилена, бумаги, термопластичного материала, такого как крахмал, нетканые материалы и их комбинации. Один или несколько материалов могут быть образованы в виде структуры с открытыми порами. Предпочтительно первый фильтрующий материал содержит синтетический фильтрующий материал, который содержит ацетилцеллюлозу.
Первый фильтрующий материал может иметь любую подходящую структуру. Например, первый фильтрующий материал может содержать собранный лист материала, содержащего полимолочную кислоту. Однако предпочтительно первый фильтрующий материал содержит множество волокон, образованных по меньшей мере частично из полимолочной кислоты. Волокна представляют собой особо эффективную форму фильтрующего материала, поскольку они могут обеспечивать извилистые каналы, по которым может проходить аэрозоль. Кроме того, в случае выбрасывания изделия, образующего аэрозоль, после использования, волокна могут разлагаться и диспергировать более легко, чем другие структуры, таким образом, помогая улучшить способность к разложению мундштучной части изделия, генерирующего аэрозоль.
Предпочтительно волокна по существу не связаны друг с другом. То есть, предпочтительно в теле не содержится никаких добавок для связывания волокон друг с другом. Это может помочь повысить скорость, с которой могут разлагаться и диспергировать волокна, когда изделие, образующее аэрозоль, выброшено после использования.
Предпочтительно первый фильтрующий материал представляет собой смесь, содержащую полимолочную кислоту и по меньшей мере один другой полимер. Дополнительный полимер или полимеры могут придавать дополнительные свойства первому фильтрующему материалу. Например, дополнительные полимеры могут придать первому фильтрующему материалу свойства дополнительной прочности на растяжение и эластичности. В случае, если первый фильтрующий материал содержит множество волокон, изготовленных из смеси различных полимеров, это может обеспечить возможность обработки волокон на том же самом оборудовании, которое обычно используют для производства ацетилцеллюлозных фильтров, со скоростью, обычно присущей производству ацетилцеллюлозных фильтров, при сопоставимых процентной доле отходов и эффективности работы.
Предпочтительно первый фильтрующий материал содержит по меньшей мере приблизительно 70 весовых процентов полимолочной кислоты, более предпочтительно по меньшей мере приблизительно 80 весовых процентов полимолочной кислоты и еще более предпочтительно приблизительно 85 весовых процентов полимолочной кислоты.
Предпочтительно указанное тело первого фильтрующего материала имеет твердость, составляющую от приблизительно 40 процентов до приблизительно 60 процентов, более предпочтительно от приблизительно 45 процентов до приблизительно 55 процентов.
Фильтрующий компонент может содержать дополнительный материал. Например, дополнительный материал может быть включен в первый фильтрующий материал или в дополнительный компонент штранга из фильтрующего материала. Например, фильтрующий компонент может содержать материал сорбента. Термин «сорбент» означает адсорбент, абсорбент или вещество, которое может выполнять обе эти функции. Материал сорбента может содержать активированный уголь. Сорбент может быть включен в первый фильтрующий материал или в по меньшей мере один элемент второго фильтрующего материала. Однако более предпочтительно сорбент включают в дополнительный фильтрующий компонент, находящийся выше по потоку или ниже по потоку относительно фильтрующего компонента согласно настоящему изобретению.
Предпочтительно указанный фильтрующий компонент содержит оберточный материал, и при этом штранг из фильтрующего материала обернут оберточным материалом. Более предпочтительно оберточный материал содержит по меньшей мере один лист бумаги. Оберточный материал, которым обернут штранг из фильтрующего материала, имеет функцию стабилизации формы фильтрующего компонента после его производства.
Предпочтительно первый фильтрующий материал содержит по меньшей мере один пластификатор. Пластификатор предпочтительно имеет функцию связующего компонента. В фильтрующих элементах без обертки плотность или жесткость фильтрующих материалов должна быть выше, чем в обычных фильтрующих элементах с оберткой из–за отсутствия ограничивающего действия оберточной бумаги на фильтрующий материал. Следовательно, штранг из фильтрующего материала, когда образован в стержнеобразной форме, должен сохранять четко определенную форму с по существу постоянным диаметром без помощи какого–либо дополнительного внешнего материала.
Альтернативно или дополнительно фильтрующий компонент может содержать по меньшей мере один клей, по меньшей мере одно средство для высвобождения ароматизирующего вещества, по меньшей мере один краситель или их комбинацию. Благодаря использованию фильтрующего компонента согласно настоящему изобретению наряду с фильтрованием могут быть получены различные функции.
Предпочтительно указанный фильтрующий компонент имеет твердость от приблизительно 75 процентов до приблизительно 92 процентов, более предпочтительно приблизительно 80 процентов.
Фильтрующий компонент согласно настоящему изобретению может быть использован отдельно или соединен с другими фильтрующими компонентами, которые могут быть одинаковыми или разными, в фильтре для изделий, образующих аэрозоль, таких как сигареты.
Фильтрующий компонент согласно настоящему изобретению в одном варианте осуществления может иметь длину приблизительно 7 миллиметров, но также может иметь длину от приблизительно 5 миллиметров до приблизительно 20 миллиметров.
Фильтрующие элементы согласно настоящему изобретению могут быть преимущественно использованы в изделиях, образующих аэрозоль. Изделия, образующие аэрозоль, согласно настоящему изобретению могут иметь форму сигарет с фильтром или других курительных изделий, в которых табачный материал сжигают для образования дыма. Настоящее изобретение дополнительно охватывает изделия, в которых табачный материал нагревают, а не сжигают, для образования аэрозоля, и изделия, в которых никотинсодержащий аэрозоль получают из табачного материала, табачной вытяжки или другого источника никотина без сжигания или нагревания. Эти изделия, в которых аэрозоль образуют без сжигания или при получении дыма путем сжигания, в целом называют «изделиями, образующими аэрозоль». Изделия, образующие аэрозоль, согласно изобретению могут представлять собой целые, собранные изделия, образующие аэрозоль, или компоненты изделий, образующих аэрозоль, которые скомбинированы с одним или несколькими другими компонентами для предоставления собранного изделия для образования аэрозоля, например такого, как расходуемая часть нагреваемого курительного устройства.
В контексте данного документа также раскрыто устройство для производства фильтрующего компонента, при этом указанное устройство содержит:
– первый подающий канал, приспособленный для непрерывной подачи по меньшей мере одного слоя первого фильтрующего материала вдоль первого продольного направления транспортировки;
– второй подающий канал, приспособленный для непрерывной подачи по меньшей мере одной пряди, содержащей по меньшей мере одну нить второго фильтрующего материала вдоль второго продольного направления транспортировки, предпочтительно пересекающегося с указанным первым продольным направлением;
– выравнивающий элемент, присоединенный к концу указанного первого подающего канала и к соответствующему концу указанного второго подающего канала, при этом указанный выравнивающий элемент приспособлен для сбора указанного по меньшей мере одного слоя и указанной по меньшей мере одной пряди и для того, чтобы позволять указанному по меньшей мере одному слою включать указанную по меньшей мере одну прядь таким образом, чтобы образовывать стержень фильтрующего материала, содержащий оболочку первого фильтрующего материала, включающего по меньшей мере один элемент по меньшей мере второго фильтрующего материала;
– образующее устройство, расположенное в точке ниже по потоку относительно указанного выравнивающего устройства, при этом указанное образующее устройство приспособлено для образования стержня фильтрующего материала в штранг из фильтрующего материала, содержащего тело первого фильтрующего материала и по меньшей мере один элемент второго фильтрующего материала, таким образом, что указанный по меньшей мере один элемент вставляют в тело первого фильтрующего материала, и соотношение по объему между объемом по меньшей мере одного элемента второго фильтрующего материала и объемом штранга составляет от приблизительно 0,3 до приблизительно 0,8.
Преимущества этого устройства уже были изложены со ссылкой на вышеуказанный фильтрующий компонент и не будут повторяться здесь.
Выше по потоку относительно указанных первого и/или второго подающих каналов устройство предпочтительно содержит по меньшей мере одно средство подачи, приспособленное для извлечения указанного по меньшей мере одного слоя первого фильтрующего материала и/или указанной по меньшей мере одной пряди, содержащей по меньшей мере одну нить второго фильтрующего материала.
Предпочтительно первый подающий канал и/или второй подающий канал содержит одну или несколько пар роликов, которые приспособлены для обеспечения прохождения через него указанного по меньшей мере одного слоя и/или указанной по меньшей мере одной нити.
Предпочтительно первый подающий канал и второй подающий канал пересекаются на впускном отверстии выравнивающего элемента. Предпочтительно устройство содержит один или несколько роликов, которые приспособлены для передачи указанного по меньшей мере одного слоя и/или указанной по меньшей мере одной нити на указанное выравнивающее устройство.
Выравнивающее устройство предпочтительно содержит собирающий элемент, имеющий предпочтительно по существу кольцевое или эллиптическое поперечное сечение, приспособленное для обеспечения прохождения через него указанного по меньшей мере одного слоя и указанной по меньшей мере одной пряди таким образом, что указанная по меньшей мере одна прядь окружена указанным по меньшей мере одним слоем для включения первого.
В предпочтительном варианте осуществления указанный собирающий элемент приспособлен для взаимодействия с указанным первым подающим каналом и указанным вторым подающим каналом таким образом, что указанная по меньшей мере одна прядь соосно окружена указанным по меньшей мере одним слоем. Таким образом, в получаемом в результате фильтрующем компоненте по меньшей мере один элемент второго фильтрующего материала включен в тело первого фильтрующего материала таким образом, чтобы проходить в продольном направлении между первой и второй аксиально противоположными поверхностями указанного тела.
Предпочтительно указанный собирающий элемент приспособлен для взаимодействия с указанным первым подающим каналом и указанным вторым подающим каналом таким образом, что указанная по меньшей мере одна прядь равномерно окружена указанным слоем. Таким образом, в получаемом в результате теле первого фильтрующего материала указанный по меньшей мере один элемент проходит по существу через центр указанного тела.
Предпочтительно образующее устройство приспособлено для образования стержня фильтрующего материала в штранг из фильтрующего материала, содержащего тело первого фильтрующего материала и по меньшей мере один элемент второго фильтрующего материала, таким образом, что указанный по меньшей мере один элемент вставлен в тело первого фильтрующего материала, и соотношение по объему между объемом по меньшей мере одного элемента второго фильтрующего материала и объемом штранга составляет от приблизительно 0,35 до приблизительно 0,7, более предпочтительно от приблизительно 0,4 до приблизительно 0,65, еще более предпочтительно от приблизительно 0,45 до приблизительно 0,65, и предпочтительно составляет приблизительно 0,6 или приблизительно 0,5.
Предпочтительно образующее устройство содержит внутренние стенки, которые образуют внутренний канал предпочтительно по существу круглого поперечного сечения вдоль продольной оси, соединяющей впускное отверстие образующего элемента с выпускным отверстием того же, при этом указанный внутренний канал приспособлен для обеспечения прохождения указанного стержня фильтрующего материала через него таким образом, чтобы образовывать боковую поверхность указанного тела первого фильтрующего материала.
Внутренний канал, образованный внутренними стенками образующего устройства, образующего боковую поверхность штранга из фильтрующего материала, предпочтительно определяет, помимо всего прочего, соотношение между поперечным размером, образованным по меньшей мере одним элементом второго фильтрующего материала и соответствующим поперечным размером тела первого фильтрующего материала, при этом указанный поперечный размер расположен в направлении, поперечном по отношению к указанной боковой поверхности. В предпочтительном варианте осуществления указанный внутренний канал приспособлен для определения соотношения между поперечным размером, образованным указанным по меньшей мере одним элементом, и соответствующим поперечным размером указанного штранга, составляющего от приблизительно 0,55 до приблизительно 0,89, более предпочтительно от приблизительно 0,59 до приблизительно 0,83, еще более предпочтительно от приблизительно 0,63 до приблизительно 0,8, еще более предпочтительно от приблизительно 0,67 до приблизительно 0,77.
Образующее устройство предпочтительно содержит секцию термообработки, преимущественно соединенную с внутренним каналом, приспособленную для нагревания стержня фильтрующего материала во время его прохождения через указанный внутренний канал и для образования его в указанный штранг из фильтрующего материала.
Указанная секция термообработки может содержать любой теплогенерирующий элемент, например, она может преимущественно содержать парогенератор, соединенный по текучей среде с указанным внутренним каналом для подачи пара на стержень фильтрующего материала, когда он проходит через указанный внутренний канал. Посредством тепла, высвобожденного, например, указанным парогенератором на стержень фильтрующего материала, указанный стержень нагревают и из него образуют штранг из фильтрующего материала.
Ниже по потоку относительно указанной секции термообработки образующее устройство предпочтительно содержит охлаждающую секцию, приспособленную для охлаждения штранга из фильтрующего материала.
Предпочтительно ниже по потоку относительно указанной секции термообработки указанное образующее устройство содержит режущую установку, приспособленную для разрезания указанного штранга из фильтрующего материала таким образом, что указанный штранг имеет первую и вторую аксиально противоположные поверхности, по меньшей мере одна из которых по существу перпендикулярна боковой поверхности тела синтетического фильтрующего материала, по мере того как он образован внутренним каналом вдоль продольной оси, соединяющей впускное отверстие образующего устройства с выпускным отверстием того же.
Предпочтительно указанная режущая установка приспособлена для разрезания штранга из фильтрующего материала таким образом, что указанный по меньшей мере один элемент проходит вровень с соответствующей поверхностью указанного тела первого фильтрующего материала. Предпочтительно указанная режущая установка приспособлена для разрезания указанного штранга из фильтрующего материала таким образом, что указанный по меньшей мере один элемент выступает из по меньшей мере одной из указанных первой и второй аксиально противоположных поверхностей указанного тела первого фильтрующего материала.
Устройство может содержать дополнительные элементы. Например, устройство может содержать одно или несколько всасывающих отверстий для создания отрицательного давления, вызывающего перемещение слоя и пряди в направлении выравнивающего устройства и стержня фильтрующего материала к образующему устройству. Таким путем скорость или ускорение могут быть приданы слою, пряди и стержню по меньшей мере в течение заданного времени.
Предпочтительно устройство содержит по меньшей мере одно средство для регулирования скорости, предпочтительно соединенное с сенсорной системой, приспособленной для измерения скорости объектов, перемещающихся в устройство. Предпочтительно это средство для регулирования скорости приспособлено для взаимного регулирования скорости подачи пряди и слоя первого фильтрующего материала на выравнивающее устройство. Таким путем первый подающий канал, приспособленный для непрерывной подачи по меньшей мере одного слоя первого фильтрующего материала вдоль первого продольного направления транспортировки, и второй подающий канал, приспособленный для непрерывной подачи по меньшей мере одной пряди второго фильтрующего материала вдоль второго продольного направления транспортировки, приспособлены для взаимодействия с выравнивающим устройством таким образом, что указанный слой включает указанную прядь.
Предпочтительно устройство содержит одну или несколько установок распределения, приспособленных для распределения одной или нескольких добавок, которые могут быть добавлены в фильтрующий компонент или в его компоненты. Например, устройство согласно настоящему изобретению может содержать установку распределения пластификатора выше по потоку относительно указанного образующего устройства и приспособлена для распределения по меньшей мере одного пластификатора для добавления указанного пластификатора в первый фильтрующий материал. Указанный пластификатор, например, может растворять ацетилцеллюлозные волокна, используемые в качестве первого фильтрующего материала, чтобы они были сцеплены в одном блоке.
Предпочтительно устройство содержит установку распределения средства для высвобождения ароматизирующего вещества предпочтительно выше по потоку или с образующим устройством, приспособленную для распределения по меньшей мере одного средства для высвобождения ароматизирующего вещества для добавления указанного средства для высвобождения ароматизирующего вещества в фильтрующий материал.
Предпочтительно устройство содержит установку распределения красителя, предпочтительно выше по потоку или с образующим устройством, приспособленную для распределения по меньшей мере одного красителя для добавления указанного красителя в фильтрующий материал.
Предпочтительно устройство содержит оберточную станцию, предпочтительно включенную в указанное выравнивающее устройство или ниже по потоку относительно него, приспособленную для обертывания оберточного материала поверх стержня фильтрующего материала.
Устройство предпочтительно содержит третий подающий канал, приспособленный для подачи оберточного материала на оберточную станцию вдоль третьего продольного направления транспортировки. Третий подающий канал предпочтительно содержит один или несколько роликов, приспособленных для передачи оберточного материала на оберточную станцию.
Выше по потоку относительно указанного третьего подающего канала устройство предпочтительно содержит катушку для извлечения оберточного материала, когда он выполнен в форме листа.
В данном документе также раскрыт способ производства фильтрующего компонента, при этом указанный способ включает:
обеспечение по меньшей мере одного слоя первого фильтрующего материала;
обеспечение по меньшей мере одной пряди второго фильтрующего материала;
сбор указанного по меньшей мере одного слоя и указанной по меньшей мере одной пряди;
включение указанной по меньшей мере одной пряди в указанный по меньшей мере один слой таким образом, чтобы образовывать стержень фильтрующего материала, содержащий оболочку первого фильтрующего материала, включающего по меньшей мере один элемент второго фильтрующего материала;
образование из указанного стержня фильтрующего материала в штранг из фильтрующего материала, содержащий тело первого фильтрующего материала и по меньшей мере один элемент второго фильтрующего материала, таким образом, что указанный по меньшей мере один элемент вставляют в тело первого фильтрующего материала, и соотношение по объему между объемом по меньшей мере одного элемента второго фильтрующего материала и объемом штранга составляет от приблизительно 0,3 до приблизительно 0,8.
Преимущества этого способа уже были изложены со ссылкой на вышеуказанные фильтрующий компонент и устройство и не будут повторяться здесь.
Предпочтительно, с целью включения указанной по меньшей мере одной пряди, на этапе iv. процесса согласно настоящему изобретению она окружена указанным по меньшей мере одним слоем. Указанное оборачивание вокруг предпочтительно выполняют таким образом, что указанная по меньшей мере одна прядь соосно окружена указанным по меньшей мере одним слоем. Таким образом, в получаемом в результате фильтрующем компоненте по меньшей мере один элемент второго фильтрующего материала включен в тело первого фильтрующего материала таким образом, чтобы проходить в продольном направлении между первой и второй аксиально противоположными поверхностями указанного тела.
Предпочтительно на этапе iv. процесса согласно настоящему изобретению указанная по меньшей мере одна прядь равномерно окружена указанным по меньшей мере одним слоем. Таким образом, в получаемом в результате теле первого фильтрующего материала указанный по меньшей мере один элемент проходит по существу через центр указанного тела первого фильтрующего материала.
Предпочтительно процесс согласно настоящему изобретению включает распределение одной или нескольких добавок, которые могут быть добавлены в фильтрующий компонент. Например, этап образования включает добавление по меньшей мере одного пластификатора в первый фильтрующий материал. Как раскрыто выше, пластификатор обладает функцией связывающего компонента, который особенно подходит для фильтрующих элементов без обертки, в которых, как упоминалось, плотность или жесткость фильтрующих материалов должна быть выше, чем в обычных фильтрующих элементах с оберткой, из–за отсутствия ограничивающего действия оберточной бумаги на фильтрующий материал.
Процесс согласно настоящему изобретению может предпочтительно включать добавление по меньшей мере одного материала сорбента, предпочтительно активированного угля. Сорбент может быть добавлен, например, в первый фильтрующий материал или во второй фильтрующий материал.
В зависимости от необходимых свойств и характеристик фильтрующего компонента процесс согласно настоящему изобретению может предпочтительно включать добавление по меньшей мере одного средства для высвобождения ароматизирующего вещества в первый фильтрующий материал и/или добавление по меньшей мере одного красителя в первый фильтрующий материал.
Предпочтительно указанный этап v. процесса согласно настоящему изобретению включает образование указанного стержня фильтрующего материала в штранге из фильтрующего материала, содержащем тело первого фильтрующего материала и по меньшей мере один элемент второго фильтрующего материала, таким образом, что указанный по меньшей мере один элемент вставляют в тело первого фильтрующего материала, и соотношение по объему между объемом по меньшей мере одного элемента второго фильтрующего материала и объемом штранга составляет от приблизительно 0,35 до приблизительно 0,7, более предпочтительно от приблизительно 0,4 до приблизительно 0,65, еще более предпочтительно от приблизительно 0,45 до приблизительно 0,65, и предпочтительно приблизительно 0,6 или приблизительно 0,5.
В ходе указанного этапа v. процесса согласно настоящему изобретению боковая поверхность тела первого фильтрующего материала предпочтительно образована, например, путем прохождения стержня, полученного на этапе iv., через внутренний канал предпочтительно по существу круглого поперечного сечения, образованного вдоль продольной оси, соединяющей впускное отверстие образующего элемента с выпускным отверстием того же посредством его внутренних стенок.
При образовании указанной боковой поверхности согласно способу настоящего изобретения можно определить соотношение между поперечным размером, образованным указанным по меньшей мере одним элементом, и соответствующим поперечным размером указанного тела первого фильтрующего материала, при этом указанный поперечный размер расположен в направлении, поперечном по отношению к боковой поверхности указанного тела. Предпочтительно в процессе согласно настоящему изобретению указанный этап v. включает определение соотношения между поперечным размером, образованным указанным по меньшей мере одним элементом, и соответствующим поперечным размером указанного штранга, составляющего от приблизительно 0,55 до приблизительно 0,89, более предпочтительно от приблизительно 0,59 до приблизительно 0,83, еще более предпочтительно от приблизительно 0,63 до приблизительно 0,8, еще более предпочтительно от приблизительно 0,67 до приблизительно 0,77.
Этап v. процесса согласно настоящему изобретению предпочтительно включает нагревание стержня, образованного на этапе iv, для образования указанного штранга из фильтрующего материала.
Указанная термообработка может быть выполнена с помощью любого известного элемента, генерирующего аэрозоль, например, она может быть преимущественно выполнена посредством парогенератора для подачи пара на стержень из фильтрующего материала. Указанный стержень нагревают и из него образуют штранг из фильтрующего материала посредством тепла, высвобождаемого для пара в стержень из фильтрующего материала.
После указанной термообработки процесс согласно настоящему изобретению предпочтительно включает одну или несколько дополнительных обработок для приведения фильтрующего компонента в необходимую конечную форму. Например, процесс согласно настоящему изобретению предпочтительно включает охлаждение штранга из фильтрующего материала.
Предпочтительно ниже по потоку относительно указанной термообработки этап v. включает разрезание указанного штранга из фильтрующего материала таким образом, что указанный штранг имеет первую и вторую аксиально противоположные поверхности, при этом по меньшей мере одна из указанных первой и второй аксиально противоположных поверхностей по существу перпендикулярна боковой поверхности указанного тела.
Предпочтительно за счет указанного разрезания разрезают указанный штранг из фильтрующего материала таким образом, что указанный по меньшей мере один элемент проходит вровень с соответствующей поверхностью указанного тела первого фильтрующего материала.
Предпочтительно за счет указанного разрезания разрезают указанный штранг из фильтрующего материала таким образом, что указанный по меньшей мере один элемент выступает из по меньшей мере одной из указанных первой и второй аксиально противоположных поверхностей указанного тела первого фильтрующего материала.
Как описано выше, фильтрующий компонент может содержать оберточный материал, предпочтительно содержащий по меньшей мере один лист бумаги, обертывающий штранг из фильтрующего материала, который выполняет функцию стабилизации формы фильтрующего компонента даже после того, как он покинет образующий блок.
Предпочтительно процесс согласно настоящему изобретению включает этап обертывания оберточного материала поверх стержня фильтрующего материала, при этом указанный оберточный материал предпочтительно содержит по меньшей мере один лист бумаги.
Конкретные варианты осуществления настоящего изобретения будут далее описаны исключительно в качестве примера со ссылкой на сопроводительные графические материалы, на которых:
– на фиг. 1 проиллюстрирован способ измерения твердости, используемый в настоящем изобретении;
– на фиг. 2 представлен вид в перспективе устройства для определения твердости фильтра или курительного изделия в первой конфигурации;
– на фиг. 3 представлен вид сбоку устройства из фиг. 2 в первой конфигурации;
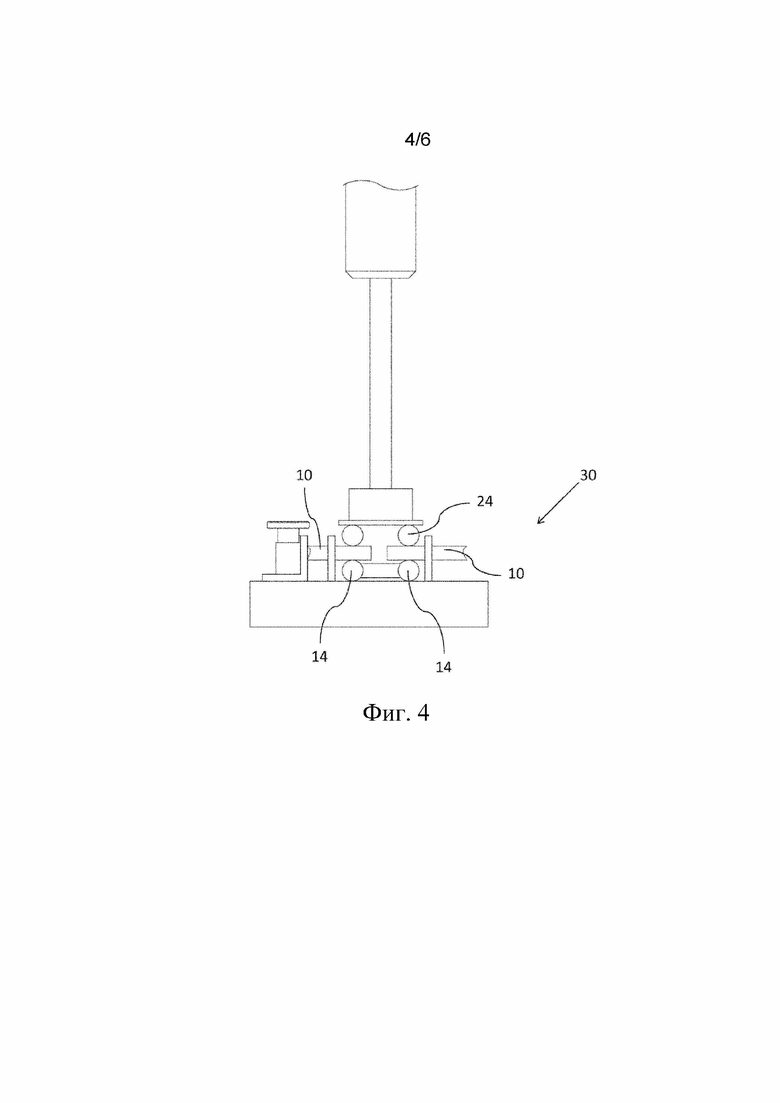
– на фиг. 4 представлен вид сбоку устройства из фиг. 2 и фиг. 3 во второй конфигурации;
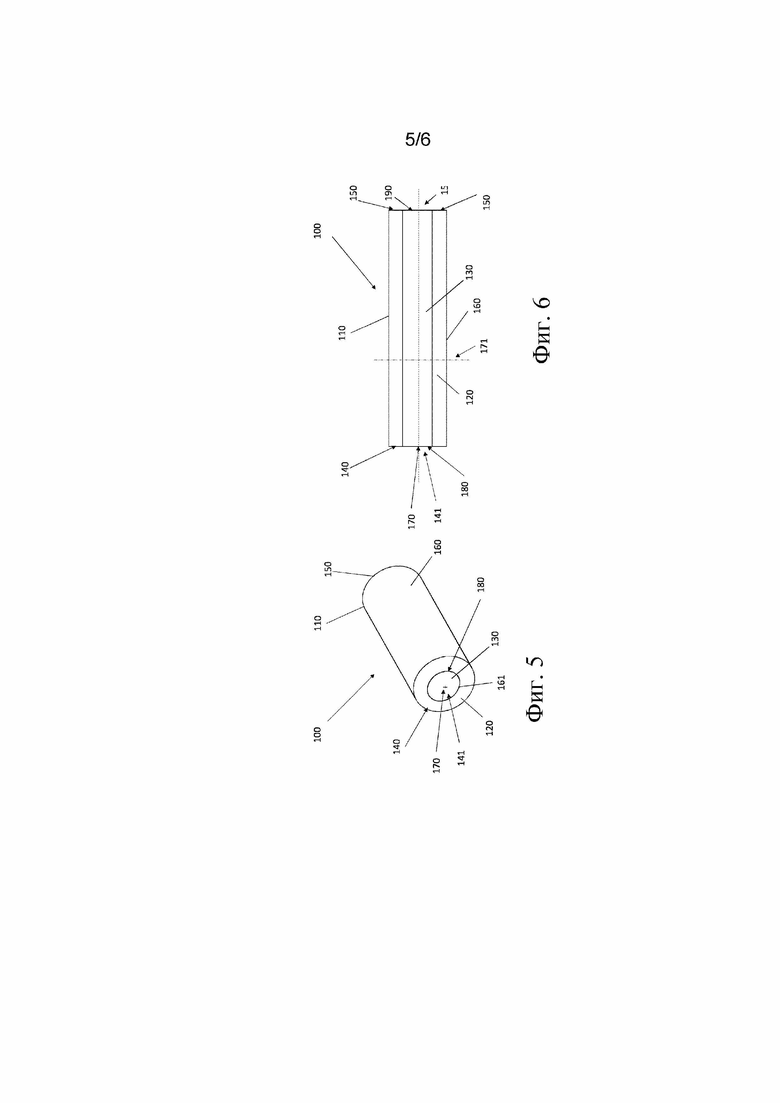
– на фиг. 5 представлен вид в перспективе фильтрующего компонента согласно настоящему изобретению;
– на фиг. 6 представлен продольный разрез фильтрующего компонента согласно настоящему изобретению;
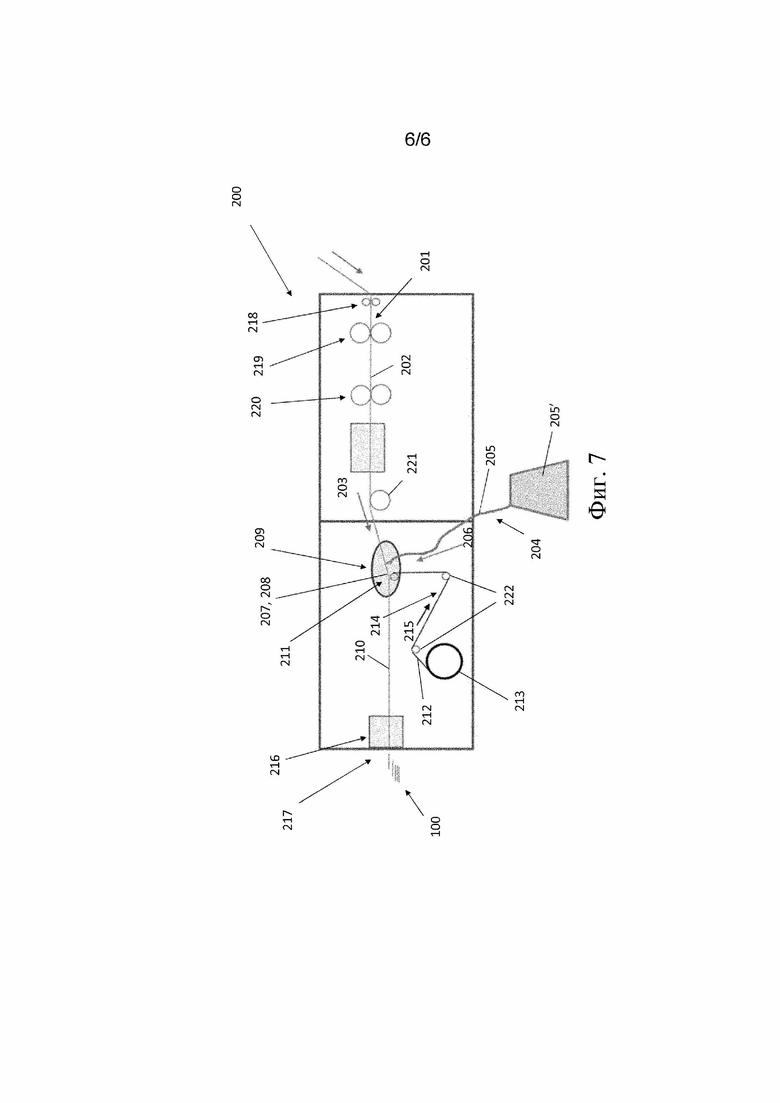
– на фиг. 7 представлен схематический боковой поперечный разрез устройства согласно настоящему изобретению;
на фиг. 2, фиг. 3 и фиг. 4 проиллюстрировано устройство для испытания твердости фильтрующего элемента курительных изделий согласно настоящему изобретению, работающее по принципу, изображенному на фиг. 1.
На фиг. 2 представлен вид в перспективе устройства 4, такого как денсиметрическое устройство DD60A, для определения твердости фильтра курительного изделия. Устройство содержит два параллельных вала 24 для приложения нагрузки, расположенных над опорной пластиной 30. Опорная пластина 30 содержит две параллельные разнесенные стенки 12, при этом каждая стенка 12 содержит десять расположенных на одинаковом расстоянии друг от друга углублений. Углубления расположены таким образом, чтобы не позволять курительным изделиям 10 соприкасаться во время испытания.
Как видно на фиг. 2, десять курительных изделий 10 идентичного дизайна выровнены параллельно в одной плоскости и помещены на расположенные внизу цилиндрические валы 14. Курительные изделия 10 проходят между соответствующими углублениями в стенках 12, чтобы удерживать курительные изделия на месте. Расположенные внизу цилиндрические валы 14 проходят параллельно стенкам 12. Каждое курительное изделие 10 контактирует с расположенными внизу валами 14 в двух точках, что всего составляет двадцать точек контакта между подлежащими испытанию курительными изделиями и расположенными внизу валами 14.
Для испытания твердости фильтра курительного изделия курительные изделия следует размещать таким образом, чтобы часть фильтра, подлежащего испытаниям, находилась в контакте с расположенными внизу валами 14. Если фильтр слишком короткий и подлежащая испытанию часть фильтра либо не контактирует с обоими валами, либо контактирует с валами очень близко к концам подлежащей испытанию части фильтра, тогда следует понимать, что нужного результата можно добиться путем использования двадцати сигарет, расположенных встык, как показано на фиг. 3.
Как показано, идея испытания DD60A состоит в том, что расположенные внизу цилиндрические валы контактируют с подлежащим испытанию материалом образцов в двадцати точках контакта. Если фильтр достаточно длинный, чтобы проходить по расположенным под ним валам, то двадцать точек контакта могут быть обеспечены десятью образцами (как показано на фиг. 2). Если фильтр недостаточно длинный, то двадцать точек контакта могут быть обеспечены двадцатью образцами, как показано на фиг. 3.
Как видно на фиг. 3, из каждого курительного изделия 10 удалили части табачных стержней, и фильтрующая часть каждого курительного изделия 10 опирается на соответствующий цилиндрический вал 14. В данном случае проводят испытание твердости сегмента на мундштучном конце, и следовательно именно эта часть фильтра опирается на вал 14, и сегмент на мундштучном конце расположен приблизительно по центру валов 14. При необходимости, кончики курительных изделий, выходящие за пределы цилиндрических валов 14, могут быть поддержаны расположенными под ними опорными средствами, чтобы не допустить поворачивания курительных изделий.
Устройство показано на фиг. 3 в первой конфигурации, в которой два цилиндрических вала 24 для приложения нагрузки подняты над курительными изделиями 10 и выведены из контакта с ними. Чтобы проверить твердость курительных изделий, цилиндрические валы 24 для приложения нагрузки опускают во вторую конфигурацию, чтобы они пришли в контакт с курительными изделиями 10, как показано на фиг. 4. Когда валы 24 для приложения нагрузки контактируют с курительными изделиями 10, они оказывают общую нагрузку 2 кг в двадцати точках контакта курительных изделий 10 в течение 20 секунд. По истечении 20 секунд (и когда к курительным изделиям продолжают прилагать нагрузку) определяют понижение цилиндрических валов 24 для приложения нагрузки по курительным изделиям, и затем используют это значение для вычисления твердости.
Вышеуказанное измерение применяют в отношении фильтрующего компонента, штранга, тела и элемента согласно настоящему изобретению, как описано ниже.
На фиг. 5 и фиг. 6 показан фильтрующий компонент 100, выполненный согласно настоящему изобретению.
Фильтрующий компонент 100 содержит штранг 110 из фильтрующего материала, содержащий тело 120 первого фильтрующего материала и по меньшей мере один элемент 130 второго фильтрующего материала.
Корпус 120 содержит первую и вторую аксиально противоположные первую и вторую поверхности 140, 150, и он является полым, то есть сквозное отверстие 161 образует первое и второе отверстия 141, 151, образованные на первой и второй поверхностях 140, 150. Тело 120 предпочтительно является цилиндрическим, и он образован в синтетическом материале, таком как ацетатное волокно. Кроме того, тело 120 образует цилиндрическую наружную поверхность или наружную поверхность 160, перпендикулярную по меньшей мере одной из указанных первой и второй аксиально противоположных поверхностей 140, 150 указанного тела 120.
Штранг 110 образует продольную ось 170, которая предпочтительно также является осью цилиндра, образованного телом 120.
По меньшей мере один элемент 130 вставлен в сквозное отверстие 161 тела 120.
Как изображено на фиг. 6, указанный по меньшей мере один элемент 130 предпочтительно проходит в продольном направлении между первой и второй аксиально противоположными поверхностями 140, 150. Кроме того, предпочтительно элемент 130 образует продольную ось, совпадающую с осью 170. На фигурах элемент 130 полностью заполняет сквозное отверстие 161, то есть по существу отсутствует пустое пространство в отверстии 161 после вставки элемента 130. Предпочтительно указанный по меньшей мере один элемент 130 проходит в направлении, по существу параллельном наружной поверхности 160. Как изображено на фиг. 5 и фиг. 6, компонент 130 содержит первый и второй концы 180, 190, которые расположены вровень с соответствующими первой и второй поверхностями 140, 150 указанного тела 120.
Элемент 130 представляет собой хлопковую пряжу.
В предпочтительном варианте осуществления настоящего изобретения в фильтрующем компоненте 100 соотношение между поперечным размером, то есть в плоскости, перпендикулярной оси 170, образованным указанным по меньшей мере одним элементом 130, и соответствующим поперечным размером указанного штранга составляет от приблизительно 0,67 до приблизительно 0,77. Плоскость, в которой выполнен поперечный размер, параллельна одной из поверхностей 140, 150 тела 120, и она изображена на фиг. 6 в виде штрихпунктирной линии 171.
Соотношение по объему между объемом по меньшей мере одного элемента 130 и объемом штранга 110 составляет приблизительно 0,6 или 0,5.
На фиг. 7 изображено устройство 200, подходящее для производства фильтрующего компонента 100 согласно настоящему изобретению.
Устройство 200 содержит первый подающий канал 201, приспособленный для непрерывной подачи по меньшей мере одного слоя 202 первого фильтрующего материала вдоль первого продольного направления 203 транспортировки, и второй подающий канал 204, приспособленный для непрерывной подачи по меньшей мере одной пряди 205, содержащей по меньшей мере одну нить второго фильтрующего материала, вдоль второго продольного направления 206 транспортировки и пересекающийся с указанным первым подающим каналом 201.
Выше по потоку относительно указанного второго подающего канала 205 устройство 200 предпочтительно содержит устройство 205 подачи, приспособленное для извлечения указанной по меньшей мере одной пряди 205, содержащей по меньшей мере одну нить второго фильтрующего материала.
Будучи присоединенным к концу 207 указанного первого подающего канала 201 и к соответствующему концу 208 указанного второго подающего канала 204, устройство 200 содержит выравнивающий элемент 209.
Как изображено на фиг. 7, первый подающий канал 201 предпочтительно содержит три пары роликов 218, 219 и 220, приспособленных для обеспечения прохождения указанного по меньшей мере одного слоя 202 через него и одного или нескольких роликов 221, приспособленных для передачи указанного по меньшей мере одного слоя 202 на выравнивающее устройство 209.
Указанный выравнивающий элемент 209 приспособлен для сбора указанного по меньшей мере одного слоя 202 и указанной по меньшей мере одной пряди 205 и для того, чтобы позволять указанному по меньшей мере одному слою 202 включать указанную по меньшей мере одну прядь 205 таким образом, чтобы образовывать стержень 210 фильтрующего материала, содержащий оболочку первого фильтрующего материала, включающего по меньшей мере один элемент по меньшей мере второго фильтрующего материала.
Устройство 200, изображенное на фиг. 7, дополнительно содержит оберточную станцию 211, включенную в указанное выравнивающее устройство 209, приспособленную для обертывания оберточного материала поверх стержня 210 фильтрующего материала. На фиг. 7 указанный оберточный материал в форме листа 212 извлекают посредством катушки 213 и подают на оберточную станцию 211 по третьему подающему каналу 214 вдоль третьего продольного направления 215 транспортировки. Третий подающий канал 214, изображенный на фиг. 7, содержит пару роликов 222, приспособленных для передачи указанного листа 212 на оберточную станцию 211.
В точке, расположенной ниже по потоку относительно указанного выравнивающего устройства 209, устройство 200 содержит образующее устройство 216, при этом указанное образующее устройство 216 приспособлено для образования стержня 210 фильтрующего материала в штранг 110 из фильтрующего материала, содержащего тело 120 первого фильтрующего материала и по меньшей мере один элемент 130 второго фильтрующего материала, таким образом, что по меньшей мере один элемент 130 вставляют в тело 120 первого фильтрующего материала, и что соотношение по объему между объемом по меньшей мере одного элемента 130 второго фильтрующего материала и объемом штранга 110 составляет приблизительно 0,6 или 0,5.
Образующее устройство 216, изображенное на фиг. 7, также содержит режущую установку 217 (не показана подробно на фиг. 7), которая приспособлена для разрезания указанного штранга 110 из фильтрующего материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ | 2016 |
|
RU2714790C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНЫХ ИЗДЕЛИЙ, ОБРАЗУЮЩИХ АЭРОЗОЛЬ | 2016 |
|
RU2702392C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2019 |
|
RU2771509C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2019 |
|
RU2778224C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ | 2016 |
|
RU2718887C2 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ | 2016 |
|
RU2714772C2 |
| СЕГМЕНТИРОВАННОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ПОЛОСТЬЮ ДЛЯ СУБСТРАТА | 2012 |
|
RU2600296C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2589437C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСТИЦ ГИДРОФОБНОЙ ДОБАВКИ И ПОЛИСАХАРИДНОГО ПОКРЫТИЯ И ТАБАЧНЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ЧАСТИЦЫ ГИДРОФОБНОЙ ДОБАВКИ И ПОЛИСАХАРИДНОЕ ПОКРЫТИЕ | 2011 |
|
RU2549063C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКЦИОННО НАГРЕВАЕМЫХ ТАБАЧНЫХ СТЕРЖНЕЙ | 2016 |
|
RU2700015C2 |
Настоящее изобретение относится к фильтрующему компоненту, содержащему штранг из фильтрующего материала, содержащий корпус первого фильтрующего материала и по меньшей мере один элемент второго фильтрующего материала, при этом по меньшей мере один элемент второго фильтрующего материала вставляют в корпус первого фильтрующего материала, и при этом соотношение по объему между объемом по меньшей мере одного элемента второго фильтрующего материала и объемом штранга составляет от 0,3 до 0,8. 3 н. и 19 з.п. ф-лы, 7 ил. 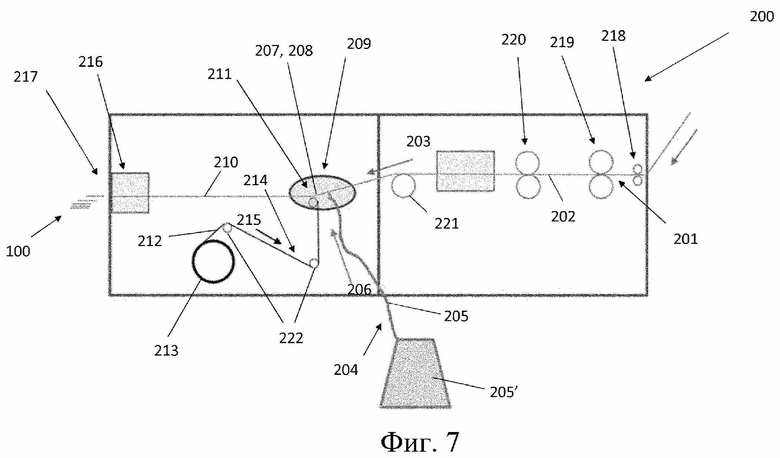
1. Фильтрующий компонент, содержащий штранг из фильтрующего материала, содержащий тело первого фильтрующего материала и по меньшей мере один элемент второго фильтрующего материала, включающий хлопковые волокна, при этом первый материал отличается от второго материала, по меньшей мере один элемент второго фильтрующего материала вставлен в тело первого фильтрующего материала, и при этом соотношение по объему между объемом по меньшей мере одного элемента второго фильтрующего материала и объемом штранга составляет от 0,3 до 0,8.
2. Фильтрующий компонент по п. 1, отличающийся тем, что первый фильтрующий материал содержит синтетический фильтрующий материал.
3. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный по меньшей мере один элемент проходит в продольном направлении между первой и второй аксиально противоположными поверхностями указанного тела первого фильтрующего материала.
4. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что соотношение между поперечным размером, образованным указанным по меньшей мере одним элементом и соответствующим поперечным размером указанного штранга, составляет от 0,55 до 0,89, при этом указанный поперечный размер расположен в направлении, поперечном по отношению к боковой поверхности указанного тела, по существу перпендикулярной по меньшей мере к одной из указанных первой и второй аксиально противоположных поверхностей указанного тела.
5. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный по меньшей мере один элемент проходит в направлении, по существу параллельном боковой поверхности тела первого фильтрующего материала.
6. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный по меньшей мере один элемент проходит через по существу центр указанного тела первого фильтрующего материала.
7. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что по меньшей мере один конец указанного по меньшей мере одного элемента проходит вровень с соответствующей поверхностью указанного тела первого фильтрующего материала.
8. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанное тело первого фильтрующего материала представляет собой полое тело, и указанный по меньшей мере один элемент выступает из по меньшей мере одной из первой и второй аксиально противоположных поверхностей указанного тела первого фильтрующего материала.
9. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный по меньшей мере один элемент представляет собой один непрерывный элемент.
10. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что второй фильтрующий материал содержит растительные волокна, отличные от хлопковых волокон.
11. Фильтрующий компонент по п. 10, отличающийся тем, что указанные растительные волокна, отличные от хлопковых волокон, содержат бумажные волокна, волокна полимолочной кислоты и любые их комбинации.
12. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный синтетический фильтрующий материал содержит ацетилцеллюлозу.
13. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный первый фильтрующий материал содержит по меньшей мере один пластификатор.
14. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный фильтрующий компонент содержит оберточный материал, и при этом штранг из фильтрующего материала обернут оберточным материалом.
15. Фильтрующий компонент по п. 14, отличающийся тем, что указанный оберточный материал содержит по меньшей мере один лист бумаги.
16. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный фильтрующий компонент содержит по меньшей мере одно средство для высвобождения ароматизирующего вещества.
17. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что тело первого фильтрующего материала имеет твердость, составляющую от 40 процентов до 60 процентов.
18. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что элемент второго фильтрующего материала имеет твердость, составляющую от 40 процентов до 60 процентов.
19. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный фильтрующий компонент содержит по меньшей мере один краситель.
20. Фильтрующий компонент по любому из предыдущих пунктов, отличающийся тем, что указанный фильтрующий компонент имеет твердость от 75 процентов до 82 процентов.
21. Фильтр для изделия, генерирующего аэрозоль, отличающийся тем, что указанный фильтр содержит фильтрующий компонент по любому из пп. 1–20.
22. Изделие, генерирующее аэрозоль, отличающееся тем, что указанное изделие, генерирующее аэрозоль, содержит фильтрующий компонент по любому из пп. 1–20.
| РАМНЫЙ КОМПОНЕНТ ВЕЛОСИПЕДА, РАМА ВЕЛОСИПЕДА И ВЕЛОСИПЕД | 2015 |
|
RU2671461C2 |
| МУЛЬТИФИЛЬТР ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2009 |
|
RU2588694C9 |
| WO 2016135501 A1, 09.01.2016 | |||
| WO 2009143338 A2, 26.11.2009. | |||

