Изобретение относится к конструктивному выполнению 3D-принтеров, работающих по FDM-технологии, и может быть использовано для послойного формирования изделий на основе их трехмерного цифрового представления.
Как следует из достигнутого уровня техники, разработчики 3D-принтеров, несмотря на большое разнообразие существующих технических решений, продолжают уделять большое внимание усовершенствованию средств, обеспечивающих относительное перемещение печатающей головки (экструдера) и стола по трем взаимно перпендикулярным направлениям. При этом можно выделить следующие основные технические задачи, решаемые разработчиками при создании новых 3D-принтеров:
- задачи по обеспечению при неподвижном столе перемещения печатающей головки по трем взаимно перпендикулярным направлениям (см., например, CN 205255533 (U), Zhao Zheng, 2016);
- задачи по обеспечению перемещения печатающей головки по двум взаимно перпендикулярным направлениям, лежащим в горизонтальной плоскости, а также перемещение стола в вертикальном направлении (US 5121329 (A), STRATASYS INC, 1992; US 7939003 (В2), CORNELL RES FOUNDATION INC, 2011; US 8042425 (B2), PILZ GMBH & CO KG, 2011; US 9108360 (B2), COMB JAMES W et al., 2015; US 2016/0167309 (A1), Haichuan Liu et al., 2016; RU 2552235 (C1), Исупов В.В., 2014; и др.);
- задачи по обеспечению перемещения печатающей головки по двум взаимно перпендикулярным направлениям, лежащим в вертикальной плоскости, а также прямолинейного перемещения стола в горизонтальной плоскости в направлении, перпендикулярном направлению перемещения печатающей головки в горизонтальной плоскости (CN 205326300 (U), Zhu Yonggang et al., 2016; US 9479667 (B1), XYZPRINTING INC, et al., 25.10.2016; и др.).
Так, достигнутый уровень техники, относящийся к решению второй из перечисленных выше технических задач (которая исходя из выявленного количества и относящихся к ней патентных документов представляет для специалистов наибольший интерес), характеризует 3D-принтер (RU 2552235), содержащий каретку, установленную на механизме двухкоординатного перемещения в горизонтальной плоскости, печатающую головку, закрепленную на каретке, стол, размещенный на двух параллельных между собой и разъемно закрепленных по концам вертикальных направляющих с обеспечением возможности скользящего продольного перемещения по ним посредством снабженного электроприводом механизма "винт-гайка", а также процессорный блок управления. Все перечисленные функциональные блоки размещены в корпусе, который выполнен с нижней, двумя боковыми и задней стенками. Упомянутый механизм двухкоординатного перемещения в горизонтальной плоскости размещен на горизонтально расположенном основании П-образной формы. На каждом из расположенных параллельно друг другу участках основания закреплены одна горизонтально расположенная продольная направляющая и электродвигатель со шкивом, размещенным на его вертикально расположенном валу, а на среднем участке основания размещены две пары опорных роликов. Ролики каждой пары расположены соосно относительно соответствующей каждой паре общей вертикальной оси. Продольные направляющие расположены параллельно друг другу, а на каждой продольной направляющей с обеспечением возможности продольного перемещения размещен соответствующий ей подвижной соединительный узел, включающий два ролика. Подвижные соединительные узлы соединены между собой посредством по меньшей мере одной поперечной направляющей, расположенной горизонтально и перпендикулярно упомянутым продольным направляющим, а на поперечной направляющей с обеспечением возможности скользящего продольного перемещения по ней размещена каретка, на которой закреплена печатающая головка (экструдер). Кроме того, механизм двухкоординатного перемещения в горизонтальной плоскости включает два ремня, концы которых закреплены на каретке, при этом каждый ремень связан с соответствующими ему четырьмя роликами и шкивом и расположен с образованием им Р-образного контура, расположенного в горизонтальной плоскости, причем образуемый первым ремнем Р-образный контур и образуемый вторым ремнем Р-образный контур расположены симметрично относительно оси, параллельной продольным направляющим и находящейся на одинаковом расстоянии от них, а участки первого и второго ремней, расположенные вдоль поперечной направляющей, параллельны ей и расположены в одной плоскости.
Недостатки описанного выше принтера заключаются в следующем.
Механизм двухкоординатного перемещения в горизонтальной плоскости имеет сложную конструкцию (содержит, в частности, размещенные на основании П-образной формы восемь роликов по меньшей мере три направляющие, два электродвигателя с соответствующим каждому из них шкивом, каретку), то это приводит не только к значительным трудозатратам при изготовлении и сборке, но и к необходимости проведения периодического контроля его технического состояния. Разъемное закрепление концов вертикальных направляющих приводит к снижению надежности работы принтера, а выполнение корпуса с двумя вертикально расположенными боковыми стенками существенно затрудняет доступ к столу.
Наиболее близким аналогом к заявленному является принтер (US 9479667 (B1), XYZPRINTING INC, et al., 25.10.2016, fig. 1, - прототип), содержащий основание, каркас, печатающую головку, стол и процессорный блок управления. Основание выполнено в виде расположенной горизонтально прямоугольной рамы значительных размеров, выполненной из прямоугольного металлического профиля и включающей передний, задний и два боковых элемента, а каркас содержит параллельные между собой верхнюю и нижнюю прямоугольные пластины удлиненной формы, расположенные горизонтально и оппозитно относительно друг друга. Верхняя и нижняя пластины выполнены с расположенными по их периметру и обращенными вниз отбортовками. Расположенные напротив друг друга первые, а также расположенные напротив друг друга вторые концевые участки верхней и нижней пластин каркаса соединены между собой посредством соответственно первой и второй пары одинаковых вертикальных стоек из прямоугольного металлического профиля. Каркас установлен на боковых элементах основания параллельно его переднему (заднему) элементу, а нижний конец каждой его вертикальной стойки соединен с соответствующим каждой паре вертикальных стоек боковым элементом основания посредством соответствующих каждой вертикальной стойке уголка и резьбовых крепежных элементов. Между первой и второй парами вертикальных стоек размещены три одинаковые вертикальные направляющие, выполненные в виде стержня круглого сечения. Верхний конец каждой вертикальной направляющей разъемно соединен с верхней пластиной каркаса, а нижний конец каждой вертикальной направляющей также разъемно соединен с его нижней пластиной. Первая и вторая вертикальные направляющие расположены вблизи первой пары вертикальных стоек, а третья вертикальная направляющая расположена вблизи второй пары вертикальных стоек. Оси первой и второй вертикальных направляющих лежат в вертикальной плоскости, перпендикулярной переднему (заднему) элементу основания, а оси первой и третьей вертикальных стоек лежат в вертикальной плоскости, перпендикулярной боковым элементам основания.
На первой и второй вертикальных направляющих размещена каретка с обеспечением возможности скользящего перемещения по ним посредством снабженного электроприводом механизма винт-гайка, при этом ходовая гайка упомянутого механизма закреплена на каретке, а соединенный с валом электродвигателя винт упомянутого механизма расположен параллельно первой и второй вертикальным направляющим. На третьей вертикальной направляющей размещен ползун, при этом каретка и ползун соединены между собой держателем, выполненным в виде вертикально расположенной пластины, расположенной перпендикулярно вертикальной плоскости, в которой лежат оси первой и второй вертикальных направляющих. Кроме того, на каретке и ползуне закреплена горизонтальная направляющая, выполненная в виде стержня круглого сечения и расположенная параллельно держателю. Печатающая головка установлена на горизонтальной направляющей с обеспечением возможности скользящего перемещения по ней и связана с размещенным на держателе механизмом ее перемещения, при этом механизм перемещения печатающей головки включает ролик, размещенный на оси, расположенной горизонтально и закрепленной на держателе, а также закрепленный на держателе электродвигатель с установленном на его горизонтально расположенном валу шкивом, при этом шкив и ролик выполнены с одинаковым внешним диаметром и связаны между собой посредством ремня, концы которого соединены с печатающей головкой. Стол закреплен на ходовом элементе механизма прямолинейного перемещения в горизонтальной плоскости и в направлении, перпендикулярном направлению перемещения печатающей головки, при этом механизм прямолинейного перемещения в горизонтальной плоскости установлен на нижней пластине каркаса.
Основные недостатки прототипа состоят в следующем.
Во-первых, он имеет сложную конструкцию, обусловленную наличием как отдельного основания для каркаса и использованием двух пар вертикальных стоек для соединения между собой верхней и нижней пластин каркаса, так и трех вертикальных направляющих для обеспечения перемещения печатающей головки в вертикальном направлении. Все это приводит к значительным трудозатратам как при его изготовлении, так и при его сборке.
Во-вторых, прототип не обеспечивает высоких технико-эксплуатационных параметров, поскольку, с одной стороны, разъемное соединение вертикальных направляющих с верхней и нижней пластинами каркаса не гарантирует неизменность их взаимной параллельности в течение длительной эксплуатации принтера, что требует периодического контроля взаимной параллельности вертикальных направляющих. С другой стороны, размещение печатающей головки, с обеспечением, как возможности прямолинейного перемещения ее в горизонтальной плоскости, так и возможности перемещения ее в вертикальном направлении, не позволяет эффективно использовать пространство между вертикальными направляющими, расположенными вблизи соответственно первой и второй пар вертикальных стоек. В данном случае длина рабочего хода печатающей головки (а, следовательно, и размер рабочей зоны верхней поверхности стола в направлении перемещения печатающей головки в горизонтальной плоскости) меньше расстояния между упомянутыми вертикальными направляющими, по меньшей мере, на размер печатающей головки в упомянутом направлении. Кроме того, используемое в прототипе выполнение соединений верхней и нижней пластин каркаса с четырьмя вертикальными стойками не обеспечивает высокой прочности каркаса.
Настоящее изобретение направлено на решение технической проблемы упрощения конструкции 3D-принтера при одновременном повышении его эксплуатационных и технических параметров.
Достигаемые при этом технические результаты, состоят не только в упрощении конструкции каркаса при одновременном повышении таких его механических параметров, как жесткость и прочность, но и в упрощении процесса сборки; в увеличении длины рабочего хода печатающей головки в направлении ее прямолинейного перемещения в горизонтальной плоскости при одновременном увеличении площади рабочей поверхности столешницы в том же направлении при сохранении габаритов каркаса; а также в повышении эксплуатационных параметров.
Заявленный 3D-принтер содержит печатающую головку, снабженный электроприводом первый ременный механизм преобразования вращательного движения в прямолинейное перемещение, стол, держатель, снабженный электроприводом механизм винт-гайка, каркас и процессорный блок управления, который выполнен с обеспечением возможности управления процессом послойного формирования трехмерных изделий, каркас включает параллельные между собой верхнюю и нижнюю металлические пластины, расположенные горизонтально и оппозитно относительно друг друга, а также две параллельные между собой вертикальные направляющие, выполненные в виде металлического стержня и определяющие третью вертикально расположенную ось декартовой системы координат, в которой осуществляется формирование трехмерного изделия, и стойку.
Отличия состоят в следующем.
Верхняя и нижняя металлические пластины каркаса выполнены Г-образной формы, соединены между собой посредством вертикальной стойки, выполненной в виде металлического стержня, и двух вертикальных направляющих, имеющих площадь поперечного сечения не меньшую площади поперечного сечения вертикальной стойки.
Первый и второй элементы, составляющие каждую упомянутую пластину Г-образной формы и сопряженные друг с другом под прямым углом, выполнены удлиненной формы и за одно целое, при этом одноименные элементы верхней и нижней пластин Г-образной формы расположены напротив друг друга и имеют одинаковую длину.
Верхний конец каждой вертикальной направляющей соединен с натягом с первым элементом верхней пластины Г-образной формы, а верхний конец вертикальной стойки соединен с натягом с концевым участком второго элемента той же пластины, нижний конец каждой вертикальной направляющей разъемно соединен с первым элементом нижней пластины Г-образной формы, а нижний конец вертикальной стойки разъемно соединен с концевым участком второго элемента той же пластины.
Нижние концы вертикальных направляющих и нижний конец вертикальной стойки размещены в соответствующем каждому из них сквозном отверстии, выполненном в нижней пластине каркаса, и зажаты снаружи посредством соответствующего каждому из них разъемного зажимного средства, содержащего выполненный за одно целое с нижней пластиной каркаса и расположенный консольно в продольном направлении ее первого или второго элементов зажимной элемент удлиненной формы с упругодеформируемым концевым участком, сопряженным с упомянутой пластиной.
На свободном концевом участке каждого зажимного элемента выполнено сквозное отверстие, через которое пропущен стержень резьбового крепежного элемента, резьбовая часть которого с обеспечением затяжки резьбового крепежного элемента размещена в резьбовом отверстии, выполненным в расположенном напротив каждого упомянутого зажимного элемента и соответствующего ему первого или второго элемента нижней пластин каркаса, а внутренняя вертикальная поверхность каждого упругодеформируемого концевого участка является частью вогнутой цилиндрической поверхности соответствующего каждому зажимному элементу сквозного отверстия, выполненного в нижней пластине каркаса.
Процессорный блок управления размещен в корпусе, на верхней стенке которого закреплена нижняя пластина Г-образной формы, при этом один из элементов, составляющих нижнюю пластину Г-образной формы, расположен вдоль задней стороны верхней стенки упомянутого корпуса, а ее другой элемент расположен вдоль одной из ее боковых сторон.
Печатающая головка закреплена на ходовом элементе, который с возможностью скользящего продольного перемещения размещен по крайней мере на одной горизонтальной направляющей, которая установлена на верхней поверхности второго элемента верхней пластины каркаса и определяет первую горизонтально расположенную ось упомянутой декартовой системы координат, при этом упомянутая горизонтальная направляющая расположена перпендикулярно вертикальной плоскости, в которой лежат оси упомянутых вертикальных направляющих, а печатающая головка связана непосредственно или через ходовой элемент с концами приводного ремня первого ременного механизма преобразования вращательного движения в прямолинейное перемещение, снабженного электроприводом и размещенного на верхней поверхности второго элемента верхней пластины каркаса.
На вертикальных направляющих с обеспечением возможности продольного перемещения по ним посредством упомянутого механизма винт-гайка размещен держатель, расположенный перпендикулярно их осям и выполненный в виде пластины из листового материала, верхний конец винта механизма винт-гайка соединен с выходным валом электропривода, соответствующего механизму винт-гайка и установленного на верхней поверхности первого элемента верхней пластины каркаса, при этом сам винт расположен между упомянутыми вертикальными направляющими и симметрично относительно них, а его ось расположена в той же плоскости, что и оси вертикальных направляющих, навинченная же на винт ходовая гайка выполнена из антифрикционного материала и закреплена на держателе.
Стол содержит столешницу в виде прямоугольной пластины из материала с высокой теплопроводностью, снабженную средствами для нагрева ее верхней поверхности до требуемой температуры, и подставку, при этом столешница посредством, трех регулируемых опор закреплена на подставке, выполненной в виде пластины из листового материала и имеющей те же размеры в плане, что и столешница, а подставка закреплена на ходовом элементе, который с возможностью скользящего продольного перемещения размещен по крайней мере на одной горизонтальной направляющей, которая установлена на верхней поверхности держателя и определяет вторую горизонтально расположенную ось упомянутой декартовой системы координат; при этом вторая горизонтальная направляющая расположена параллельно вертикальной плоскости, в которой лежат оси упомянутых вертикальных направляющих, и перпендикулярно упомянутой первой горизонтальной направляющей, а подставка связана непосредственно или через ходовой элемент с концами приводного ремня дополнительно введенного второго ременного механизма преобразования вращательного движения в прямолинейное перемещение, снабженного соответствующим электроприводом и размещенного на верхней поверхности держателя.
Принтер может характеризоваться тем, что верхний конец каждой упомянутой вертикальной направляющей соединен путем его запрессовки с первым элементом верхней пластины Г-образной формы, а верхний конец вертикальной стойки соединен путем его запрессовки с концевым участком второго элемента той же пластины.
Принтер может характеризоваться и тем, что геометрические размеры верхней стенки корпуса процессорного блока управления соответствуют продольным размерам элементов, составляющих нижнюю пластину Г-образной формы.
Принтер может характеризоваться также тем, что первый элемент нижней пластины Г-образной формы расположен вдоль левой стороны верхней стенки корпуса процессорного блока управления, а ее второй элемент расположен вдоль ее задней стороны.
Принтер может характеризоваться и тем, что первый элемент нижней пластины Г-образной формы расположен вдоль задней стороны верхней стенки, а ее второй элемент расположен вдоль ее левой боковой стороны.
Принтер может характеризоваться, кроме того, и тем, что первый элемент нижней пластины Г-образной формы расположен вдоль задней стороны верхней стенки корпуса, а ее второй элемент расположен вдоль ее правой боковой стороны.
Принтер может характеризоваться также тем, что первый элемент нижней пластины Г-образной формы расположен вдоль правой стороны верхней стенки корпуса, а ее второй элемент - вдоль ее задней стороны.
Принтер может характеризоваться и тем, что все упомянутые три регулируемые опоры неподвижно соединены со столешницей, при этом первая регулируемая опора соединена также неподвижно с подставкой, а вторая и третья регулируемые опоры соединены с подставкой с обеспечением возможности их перемещения вдоль соответствующего каждой из них отверстия удлиненной формы, выполненного в подставке.
Преимущество заявленного принтера (по сравнению с прототипом) заключается в том, что благодаря выполнению верхней и нижней пластин его каркаса Г-образной формы обеспечивается при использовании только трех деталей, соединяющих упомянутые пластины каркаса между собой (а именно, двух вертикальных направляющих и одной вертикальной стойки) не только существенное упрощение (за счет значительного уменьшения количества деталей) конструкции его каркаса, но и его высокая прочность и жесткость. Обеспечивается также устойчивость каркаса даже при длине упомянутых вертикальных направляющих и длине вертикальной стойки, значительно превышающих длину элементов, составляющих каждую упомянутую пластину Г-образной формы и сопряженных друг с другом под прямым углом. Выполнение с натягом, предпочтительно, посредством запрессовки, неразъемного соединения верхних концов упомянутых вертикальных направляющих и вертикальной стойки с верхней пластиной Г-образной формы позволяет также с высокой точностью обеспечить как параллельность осей вертикальных направляющих и вертикальной стойки между собой, так и перпендикулярность этих осей поверхности верхней пластины Г-образной формы. Таким образом, заявленное соединение верхних и нижних концов упомянутых вертикальных направляющих и вертикальной стойки соответственно с верхней и нижней пластинами Г-образной формы повышает эксплуатационные параметры заявленного принтера за счет обеспечения (гарантии) неизменности взаимной параллельности вертикальных направляющих и вертикальной стойки в течение длительной его эксплуатации принтера.
Кроме того, выполнение каркаса с обеспечением как его высокой жесткости, так и устойчивости, позволяет также разместить его не на специальном основании достаточно больших размеров (как в прототипе), а на верхней стенке корпуса процессорного блока управления, размеры которой соответствуют размерам нижней пластины Г-образной формы. Это приводит не только к дополнительному упрощению конструкции заявленного принтера, но и к уменьшению его габаритов.
Следует отметить, что заявленное выполнение каркаса позволяет упростить также и процесс его сборки не только за счет уменьшения количества используемых деталей, но и за счет использования при сборке изготовленного с высокой точностью готового конструктивного узла, включающего верхнюю пластину Г-образной формы и неразъемно соединенные с ней обе вертикальные направляющие и вертикальную стойку.
Благодаря заявленному размещению первой горизонтальной направляющей (или двух горизонтальных направляющих), определяющей первую горизонтально расположенную ось X декартовой системы координат, в которой осуществляется формирование трехмерного изделия, на верхней поверхности верхней пластины каркаса, обеспечивается увеличение длины рабочего хода печатающей головки, а, следовательно, и повышение технических параметров заявленного принтера. Действительно, в этом случае за счет размещения упомянутой горизонтальной направляющей, в том числе, и на концевом участке второго элемента этой пластины, под которым расположена вертикальная стойка, обеспечивается увеличение длины упомянутой направляющей, а, следовательно, и увеличение длины рабочего хода печатающей головки. Вследствие вышесказанного обеспечивается максимальное увеличение в том же направлении и полезной площади столешницы.
Заявленное выполнение верхней и нижней пластин каркаса обеспечивает также и удобство пользования заявленным принтером за счет возможности доступа к столешнице с двух сторон.
Другие технические результаты, достигаемые при использовании заявленного принтера, станут ясными из дальнейшего подробного со ссылками на чертежи описания конкретных примеров, которые, однако, не являются единственно возможными, но наглядно демонстрируют возможность достижения упомянутых выше технических результатов заявленной совокупностью существенных признаков.
Существо изобретения поясняется на чертежах, где:
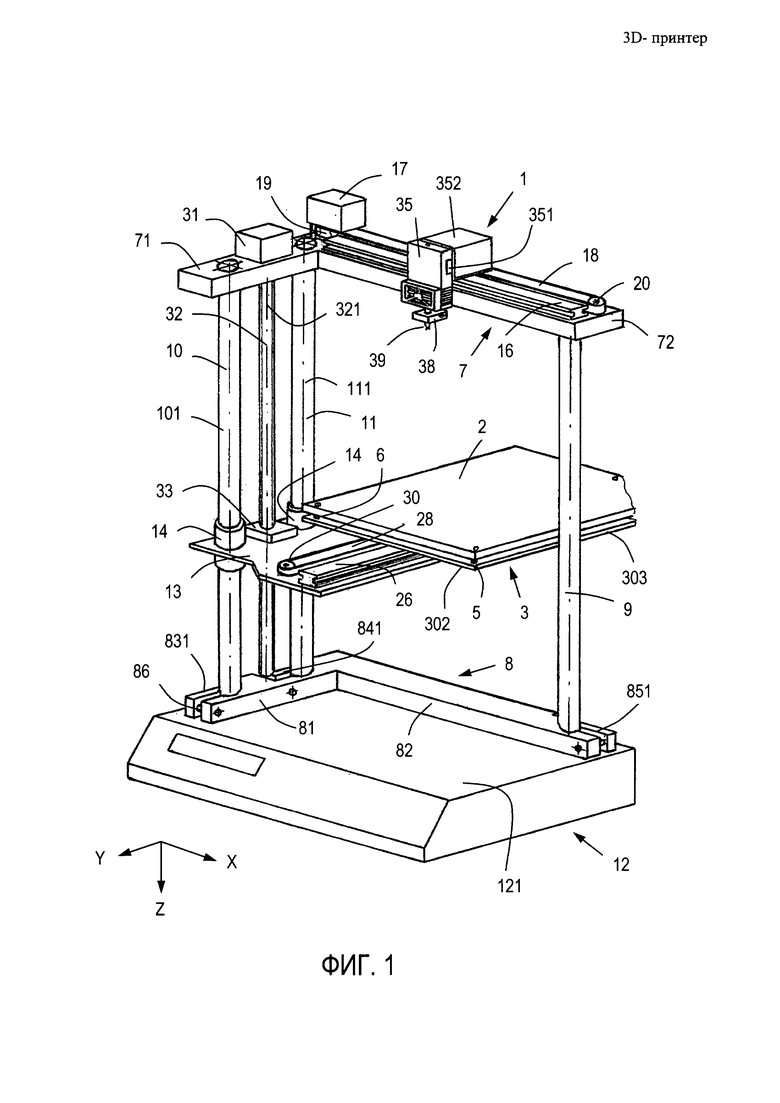
на фиг. 1 схематично изображен 3D-принтер, общий вид, а также декартова система координат, в которой осуществляется формирование трехмерного изделия;
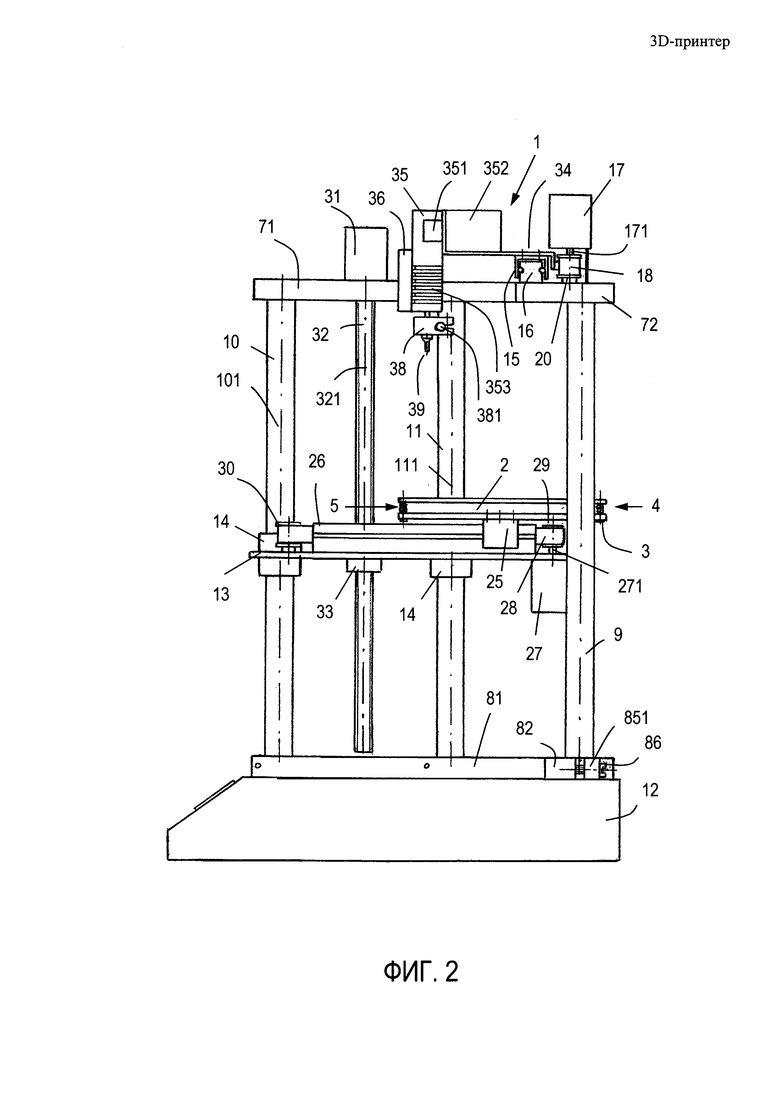
на фиг. 2 - то же, вид сбоку, слева;
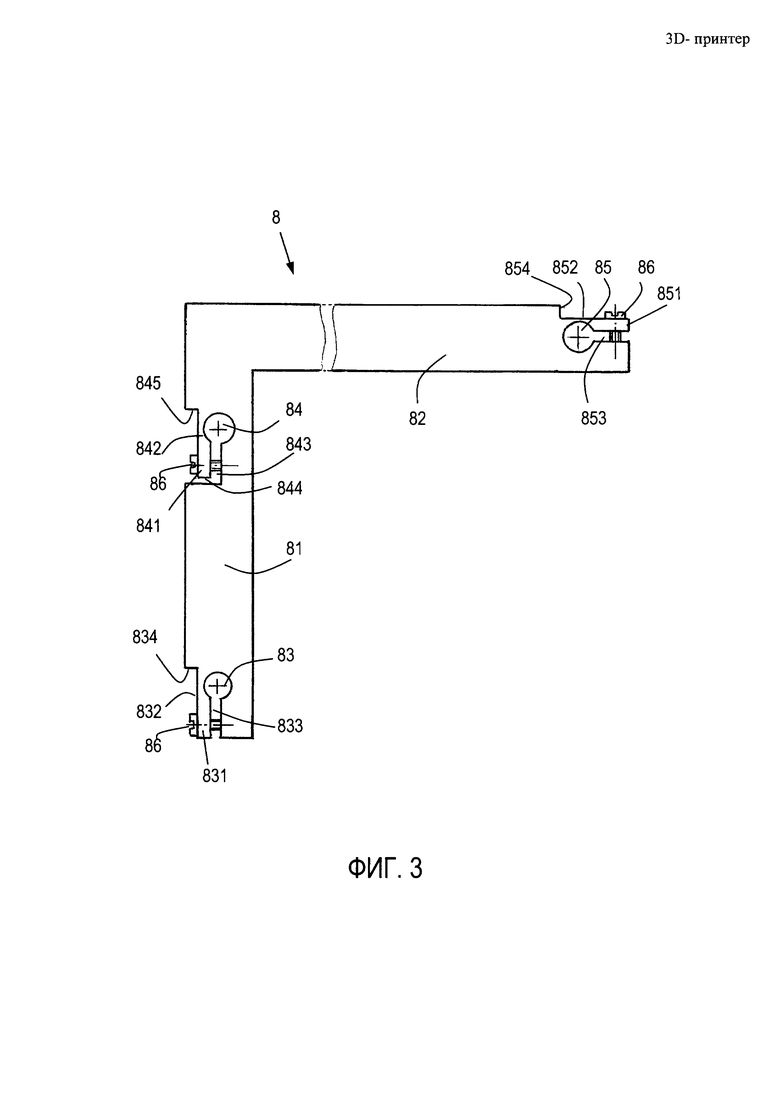
на фиг. 3 - нижняя пластина каркаса, вид сверху;
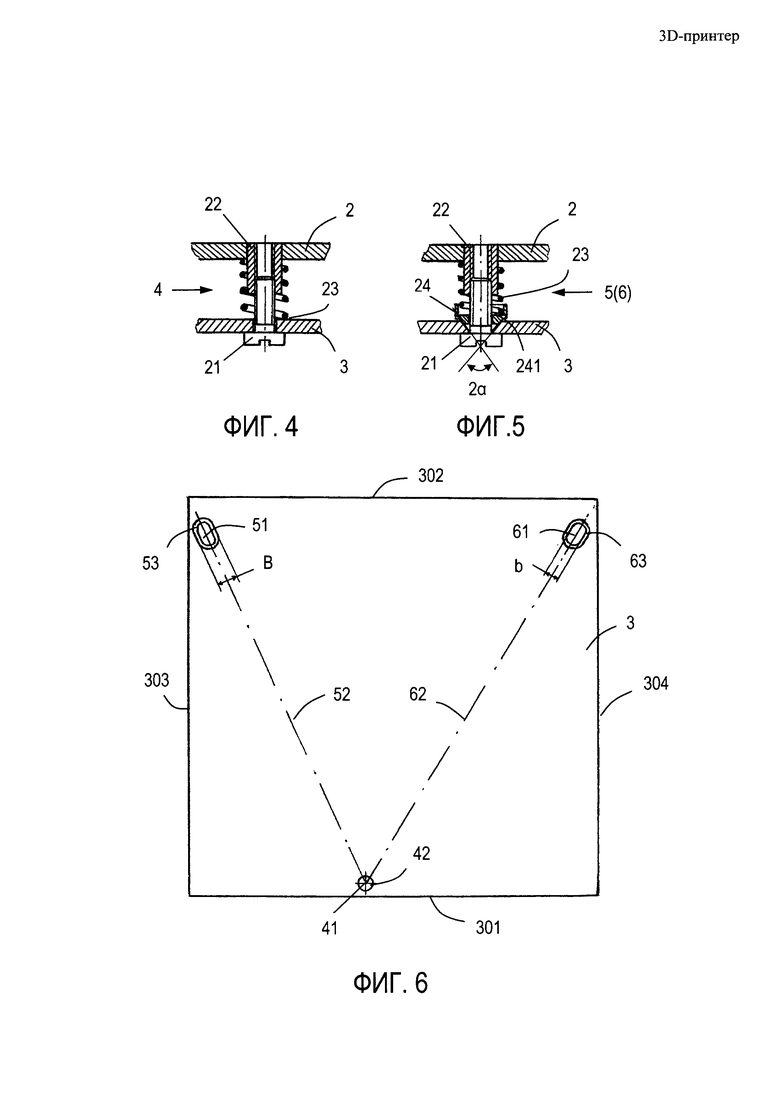
на фиг. 4 - первая регулируемая опора, вид спереди в разрезе;
на фиг. 5 - вторая (третья) регулируемая опора, вид спереди в разрезе;
на фиг. 6 - подставка стола, вид сверху;
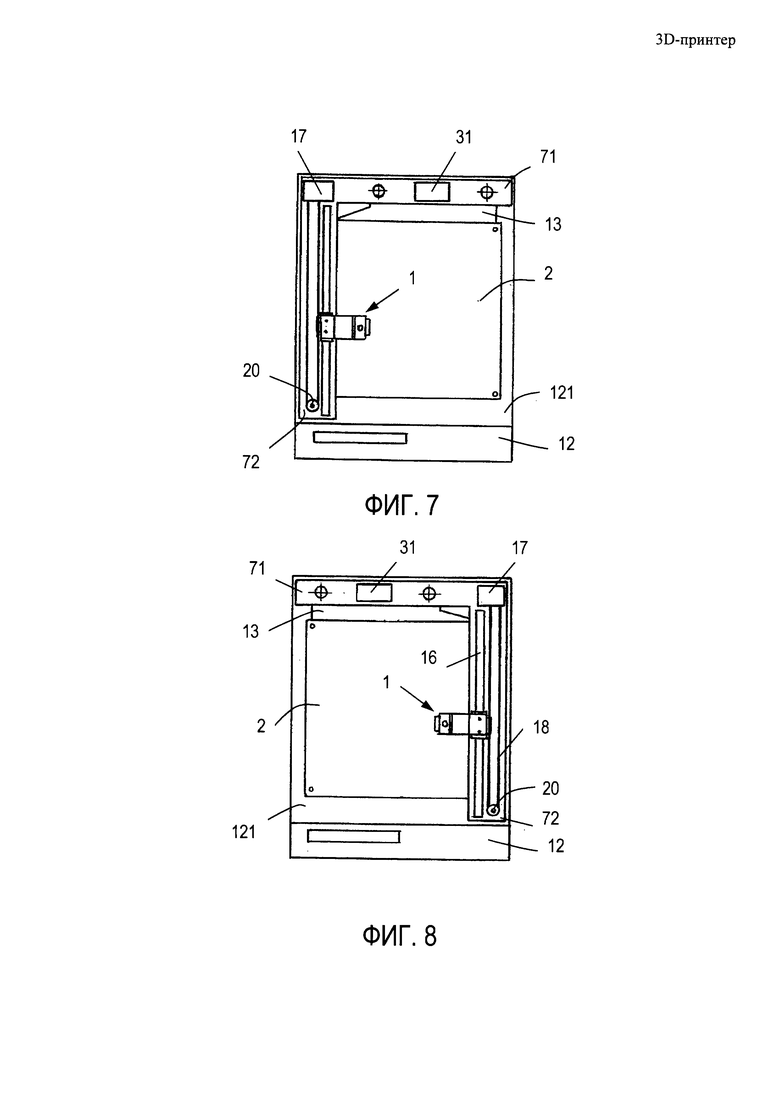
на фиг. 7, 8 и 9 - примеры размещения каркаса на верхней стенке корпуса процессорного блока управления, вид сверху;
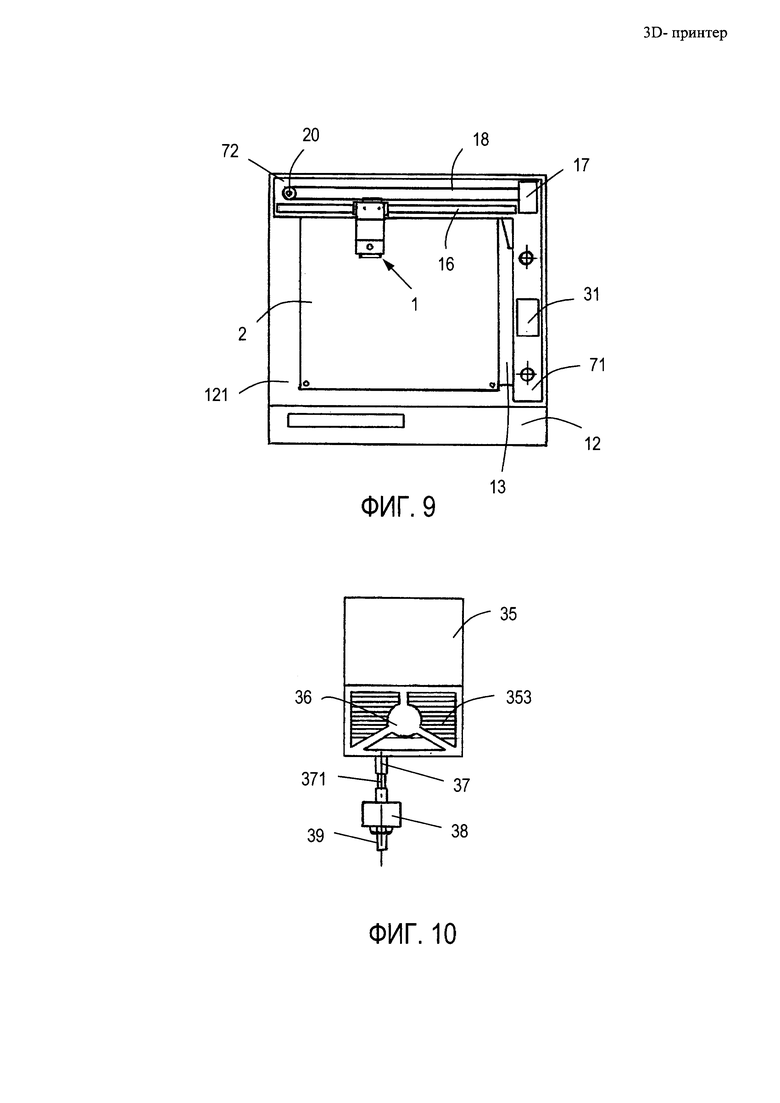
на фиг. 10 - печатающая головка, вид спереди.
3D-принтера содержит (фиг. 1, 2) печатающую головку 1 (экструдер), стол, включающий столешницу 2, выполненную с обеспечением возможности нагрева ее верхней (рабочей) поверхности до требуемой температуры, и подставку 3, при этом столешница 2 посредством трех регулируемых опор 4, 5 и 6 закреплена на подставке 3. Кроме того, принтер содержит каркас, включающий параллельные между собой верхнюю 7 и нижнюю 8 металлические пластины Г-образной формы, имеющие толщину не менее 12 мм (предпочтительно, от 15 до 25 мм в зависимости от используемого для их изготовления материала). Пластины 7 и 8 Г-образной формы расположены горизонтально и оппозитно относительно друг друга, а посредством имеющих одинаковую длину вертикальной стойки 9, и двух параллельных между собой (соответственно первой 10 и второй 11) вертикальных направляющих соединены между собой. Вертикальная стойка 9 выполнена в виде металлического стержня, например, круглого сечения, а первая 10 и вторая 11 вертикальные направляющие выполнены также в виде металлического стержня и с площадью поперечного сечения, которая не меньше площади поперечного сечения вертикальной стойки 9. Первый и второй элементы, составляющие каждую упомянутую пластину Г-образной формы (соответственно первый 71, второй 72 элементы верхней пластины 7 и первый 81, второй 82 элементы нижней пластины 8) и сопряженные друг с другом под прямым углом, выполнены удлиненной формы и за одно целое, при этом одноименные элементы верхней 7 и нижней 8 пластин Г-образной формы (соответственно элементы 71, 81 и элементы 72 и 82) расположены напротив друг друга и имеют одинаковую длину.
Верхний конец каждой вертикальной направляющей 10 и 11 соединен с натягом (неразъемно) с первым элементом 71 верхней пластины 7 Г-образной формы, а верхний конец вертикальной стойки 9 соединен с натягом с концевым участком второго элемента 72 той же пластины, предпочтительно, путем их запрессовки. Нижний конец каждой вертикальной направляющей 10 и 11 разъемно соединен с первым элементом 81 нижней пластины 8 Г-образной формы. Нижний конец вертикальной стойки 9 разъемно соединен с концевым участком второго элемента 82 нижней пластины 8 Г-образной формы. Нижние концы вертикальных направляющих 10, 11 и нижний конец вертикальной стойки 9 размещены в соответствующем каждому из них сквозном отверстии 83, 84 и 85 (фиг. 3), выполненном в нижней пластины 8 Г-образной формы, и зажаты снаружи посредством соответствующего каждому из них разъемного зажимного средства. Указанное зажимное средство содержит выполненный за одно целое с нижней пластиной 8 каркаса и расположенный консольно в продольном направлении ее первого 81 или второго 82 элементов, зажимного элемента (соответственно 831, 841 и 851) удлиненной формы с упругодеформируемым концевым участком (соответственно участком 832, 842 и 852 с пониженной механической прочностью), сопряженным с упомянутой пластиной 8. На свободном концевом участке каждого зажимного элемента 831, 841 и 851 выполнено сквозное отверстие, через которое пропущен стержень резьбового крепежного элемента 86 (винта или болта), резьбовая часть которого с обеспечением затяжки элемента 86 размещена в резьбовом отверстии, выполненном в расположенном напротив каждого зажимного элемента 831, 841 или 851 и соответствующего ему первого 81 или второго 82 элемента нижней пластины 8 каркаса. Внутренняя вертикальная поверхность каждого упругодеформируемого концевого участка 832, 842 и 852 является частью вогнутой цилиндрической поверхности соответствующего каждому зажимному элементу 831, 841 и 851 сквозного отверстия 83, 84 и 85.
Таким образом, резьбовые крепежные элементы 86 обеспечивают при их затяжке изгиб упругодеформируемого концевого участка 832, 842 и 852 соответствующего каждому из них зажимного элемента 831, 841 и 851, а так же воспринимают растягивающую нагрузку, возникающую при их затяжке. Зажимные элементы 831 и 851 удлиненной формы и с упругодеформируемым концевым участком (соответственно 832 и 852) образованы путем выполнения соответственно в первом 81 и во втором 82 элементах нижней пластины 8 Г-образной формы соответствующей каждому отверстию 83 и 85 и сообщающейся с ним продольной прорези 833 и 853 (прорези, расположенной по длине соответственно первого 81 и второго 82 элементов). Каждая продольная прорезь 833 и 853 расположена относительно соответствующего ему отверстия 83 и 85 с обеспечением образования упругодеформируемого участка 832 и 852 (иными словами, участка с пониженной механической прочностью) с внутренней вертикальной поверхностью, являющейся частью вогнутой цилиндрической поверхности соответствующего зажимному элементу 831 сквозного отверстия 83, а зажимному элементу 851 сквозного отверстия 85, и расположенной симметрично относительно диаметральной плоскости соответствующего отверстия 83 и 85, которая перпендикулярна стенкам соответствующей каждому упомянутому отверстию продольной прорези.
Для обеспечения необходимой величины деформации упомянутых участков при затягивании резьбовых крепежных элементов 86 (иными словами, необходимой минимальной толщины участков 832 и 852), на продольной боковой стороне концевого участка как первого 81, так и второго 82 элементов нижней пластины 8 выполнены ступенчатые вырезы 834 и 854 соответствующей глубины. Что касается отверстия 84, которое расположено не на концевом участке первого элемента 81 нижней пластины, то соответствующий ему зажимной элемент 841 удлиненной формы с упругодеформируемым концевым участком 842 образован путем выполнения в первом 81 элементе сообщающейся с отверстием 84 продольной прорези 843 (прорези, расположенной по длине первого элемента 81), так и поперечной прорези 844 (прорези, расположенной в направлении ширины первого элемента 81), которая является продолжением продольной прорези 843 и расположена перпендикулярно ей.
Для обеспечения необходимой величины деформации участка 842 при затягивании соответствующего ему резьбового крепежного элемента 86 (иными словами, необходимой минимальной толщины упомянутого участка), на продольной боковой стороне первого элемента 81 нижней пластины 8 выполнен ступенчатый вырез 845 соответствующей глубины. Таким образом, вертикальные направляющие 10 и 11 кроме указанной выше функции выполняют также и функцию соединительных элементов каркаса. В результате обеспечивается упрощение конструкции каркаса при одновременном повышении таких его механических характеристик как жесткость и прочность, поскольку, благодаря, с одной стороны, выполнению верхней 7 и нижней 8 пластин каркаса Г-образной формы, а с другой стороны, указанной толщине обеих пластин 7 и 8 каркаса, обеспечивается (как упоминалось) возможность выполнения прочного, надежного соединения как концов вертикальных направляющих 10 и 11, так и концов вертикальной стойки 9 с упомянутыми пластинами каркаса, что гарантирует также и неизменность их взаимной параллельности при длительной эксплуатации 3D-принтера.
Процессорный блок управления выполнен с обеспечением возможности управления процессом послойного формирования трехмерных изделий и размещен в корпусе 12. Нижняя пластина 8 Г-образной формы закреплена на верхней стенке 121 корпуса 10 процессорного блока управления, при этом один из элементов, составляющий нижнюю пластину 8 Г-образной формы (например, как показано на фиг. 1 и 2, - ее второй элемент 82) расположен вдоль задней стороны верхней стенки 121 корпуса 12, а другой элемент (соответственно, первый элемент 81) расположен вдоль одной из ее боковых сторон (например, левой, как показано на фиг. 1 и 2), при этом геометрические размеры верхней стенки 121 корпуса 12 соответствуют продольным размерам элементов, составляющих нижнюю пластину 8. Таким образом, корпус 12 процессорного блока управления выполняет также и функцию основания для упомянутого каркаса, что приводит к дополнительному упрощению конструкции заявленного принтера.
На первой 10 и второй 11 вертикальных направляющих с обеспечением возможности продольного перемещения по ним размещен держатель 13, выполненный в виде пластины из листового материала и расположенный перпендикулярно их осям 101 и 111. Подвижное соединение держателя 13 с каждой вертикальной направляющей 10 и 11 может быть реализовано путем использования любых известных их уровня техники средств, например, посредством линейных шариковых передач (подшипников) 14, закрепленных на держателе 13, или с помощью подшипников скольжения, выполненных в виде втулок удлиненной формы из антифрикционного материала (например, из латуни) с фланцем.
Печатающая головка 1 закреплена на ходовом элементе, выполненном, предпочтительно, в виде ползуна 15, который с возможностью скользящего (посредством, предпочтительно, линейной шариковой передачи) продольного перемещения размещен на первой горизонтальной направляющей 16, выполненной, предпочтительно, с двумя продольными пазами, расположенными оппозитно на ее боковых сторонах и с обеспечением возможности взаимодействия с ними шариков упомянутой передачи.
Первая горизонтальная направляющая 16, установлена на верхней поверхности второго элемента 72 и расположена перпендикулярно вертикальной плоскости, в которой лежат оси 101 и 111 вертикальных направляющих. Направляющая 16 задает первую горизонтально расположенную ось, а именно ось X декартовой системы координат (изображенной на фиг. 1), в которой осуществляется формирование трехмерного изделия. В принципе, в качестве ходового элемента могут быть использованы и другие средства того же назначения, известные из достигнутого уровня техники, например, каретка. При этом каретка (на чертежах не показана) с возможностью скользящего продольного перемещения может быть установлена на двух параллельных друг другу горизонтальных направляющих, а сами горизонтальные направляющие расположены на верхней поверхности второго элемента 72 верхней пластины 7 и перпендикулярно вертикальной плоскости, в которой лежат оси 101 и 111 вертикальных направляющих 10 и 11.
Перемещение (позиционирование) печатающей головки 1 осуществляется посредством снабженного электроприводом 17 (предпочтительно, шаговым электродвигателем) и размещенного на верхней поверхности второго элемента 72 верхней пластины 7 первого ременного механизма преобразования вращательного движения в прямолинейное перемещение, содержащего связанные между собой посредством приводного ремня 18 шкив 19, закрепленный на вертикально расположенном выходном валу 171 электропривода 17, и ролик 20, установленный с возможностью вращения вокруг вертикально расположенной оси, и имеющий тот же диаметр, что и шкив 19. Концевые участки приводного ремня 18 расположены вдоль первой горизонтальной направляющей 16, а его концы закреплены или на печатающей головке 1, или на ползуне 15.
Таким образом, печатающая головка 1 закреплена на ходовом элементе, который с возможностью скользящего продольного перемещения размещен по крайней мере на одной горизонтальной направляющей, которая установлена на верхней поверхности второго элемента 72 верхней пластины 7 Г-образной формы и определяет первую горизонтально расположенную ось декартовой системы координат, в которой осуществляется формирование трехмерного изделия. Упомянутая горизонтальная направляющая расположена перпендикулярно вертикальной плоскости, в которой лежат оси 101 и 111 соответственно первой 10 и второй 11 вертикальных направляющих, а печатающая головка 1 связана непосредственно или через ходовой элемент с концами приводного ремня первого ременного механизма преобразования вращательного движения в прямолинейное перемещение, снабженного электроприводом 17 и размещенного на верхней поверхности второго элемента 72 верхней пластины 7.
Благодаря такому расположению первой горизонтальной направляющей 16 на верхней поверхности второго элемента 72 обеспечивается, по сравнению с прототипом, увеличение длины рабочего хода печатающей головки 1, а, следовательно, и повышение технических параметров заявленного принтера, за счет увеличения длины упомянутой направляющей. Вследствие этого обеспечивается увеличение в том же направлении и полезной площади столешницы 2.
Как уже упоминалось, стол содержит столешницу 2 в виде прямоугольной пластины из материала с высокой теплопроводностью (например, алюминия), снабженную средствами (на чертежах не показаны) для нагрева ее верхней рабочей поверхности до требуемой рабочей температуры, и подставку 3. Столешница 2 посредством трех регулируемых опор 4 (фиг. 4), 5 и 6 (фиг. 5) закреплена на подставке 3, выполненной в виде пластины из листового материала и имеющей те же размеры в плане, что и столешница 2, а в подставке 3 для каждой регулируемой опоры 4÷6 выполнены соответственно отверстия 41, 51 и 61 (фиг. 6).
Отверстие 41 имеет осесимметричную форму, предпочтительно круглую, с вертикальной осью 42 симметрии и расположено вблизи края на минимально возможном расстоянии и в средней части (предпочтительно, посередине) первой стороны 301 подставки 3, которая расположена перпендикулярно направлению перемещения стола в горизонтальном направлении. Отверстия 51 и 61 выполнены одинаковыми и расположены вблизи вершины соответствующего каждому из них прямого угла, на минимально возможном расстоянии от нее), образованного второй стороной 302 подставки 3, которая расположена напротив упомянутой первой ее стороны 301, и соответствующей каждому упомянутому прямому углу стороной 303, 304 подставки 3, расположенной перпендикулярно ее второй стороне 302. Для исключения возникновения механических напряжений, обусловленных изменением геометрических размеров столешницы 2 при нагреве ее до рабочей температуры, отверстия 51 и 61 выполнены удлиненной формы и расположены соответственно вдоль прямых 52,62, пересекающих ось 42 отверстия 41. На верхней поверхности подставки 3 и по всему периметру отверстий 51 и 61 выполнены соответственно фаски 53,63, причем образующая линейчатой поверхности каждой упомянутой фаски расположена под углом α относительно вертикали к верхней поверхности подставки 3.
Первая регулируемая опора 4 (фиг. 4) содержит винт 21 с частично навинченной на него гайкой 22 и цилиндрическую пружину 23, работающую на сжатие и расположенную соосно упомянутому винту 21, при этом верхний конец пружины 23 взаимодействует с нижней поверхностью столешницы 2, а ее нижний конец - с верхней поверхностью подставки 3. Винт 21 пропущен через отверстие 41, выполненное в подставке 3, а гайка 22 выполнена в виде втулки с внутренней резьбой и закреплена или в отверстии, выполненном в столешнице 2, или на нижней поверхности столешницы 2. Как вторая 5, так и третья 6 регулируемая опора (фиг. 5), в отличие от описанной выше первой регулируемой опоры 4, дополнительно содержит опорный колпачок 24 со сквозным отверстием под винт 21, при этом нижний конец пружины 23 размещен в опорном колпачке 24, на нижней поверхности которого выполнен выступ 241 в форме усеченного конуса с углом при вершине, равным 2α, а диаметр - D1 большого и диаметр - D2 малого оснований упомянутого усеченного конуса удовлетворяют соотношениям: D1>B; B>D2>b, где В - расстояние (фиг. 6) между расположенными напротив друг друга верхними краями фаски 53 (63) в направлении ширины отверстия 51 (61); a b - ширина отверстия 51 (61).
Винт 21 как второй регулируемой опоры 5, так и третьей регулируемой опоры 6 пропущен сначала последовательно через соответствующее ему отверстие 51 (61), выполненное в подставке 3, и через отверстие в соответствующем ему опорном колпачке 24, а затем частично ввинчен в соответствующую ему гайку 22, которая аналогично тому, как и в первой регулируемой опоре 4, выполнена в виде втулки с внутренней резьбой и закреплена или в отверстии, выполненным в столешнице 2, или на нижней поверхности столешницы 2. За счет силы сжатия пружины 23 обеспечивается прижим колпачка 24 как второй 5, так и третьей 6 регулируемых опор к подставке 3.
При упомянутом выполнении выступа 241, расположенного на нижней поверхности опорного колпачка 24, обеспечивается локальное взаимодействие его только с поверхностью фаски 53 или фаски 63, расположенных по периметру соответственно отверстия 51 и 61. То есть обеспечивается взаимодействие с поверхностью каждой фаски 53 и 63 только двух участков боковой поверхности выступа 241 колпачка 24, которые расположены оппозитно и вдоль образующей его боковой поверхности.
В результате достигается: а) надежный прижим опорного колпачка 24 регулируемых опор 5, 6 к подставке 3; б) перемещение (обусловленное изменением размеров столешницы 2 при ее нагреве/охлаждении) без заедания опорного колпачка 24 регулируемых опор 5, 6 в продольном направлении соответствующего каждой из них отверстия 51 (61), выполненного в подставке 3; в) снижение трения при упомянутом перемещении колпачка 24 регулируемых опор 5, 6 относительно подставки 3 за счет минимизации площади взаимного контакта выступа 241 опорного колпачка 24 с поверхностью фаски 53 (63), выполненной по всему периметру соответствующего каждой упомянутой опоре отверстия 51 (61). Здесь необходимо отметить, что выполнение выступа 241 в форме сферического сегмента позволяет еще больше уменьшить упомянутую площадь взаимного контакта а, следовательно, и уменьшить величину трения. Однако выполнение выступа 241 в форме сферического сегмента приводит к увеличению трудозатрат.
Подставка 3 закреплена на ходовом элементе, выполненном, предпочтительно, в виде ползуна 25, который с возможностью скользящего (посредством, предпочтительно, линейной шариковой передачи) продольного перемещения установлен на второй горизонтальной направляющей 26 (выполненной, предпочтительно, с двумя продольными пазами, расположенными оппозитно на ее боковых сторонах и с обеспечением возможности взаимодействия с ними шариков упомянутой передачи). Определяющая вторую горизонтально расположенную ось (а именно, ось Y) декартовой системы координат, в которой осуществляется формирование трехмерного изделия, вторая горизонтальная направляющая 26 установлена на верхней поверхности держателя 13 и расположена параллельно вертикальной плоскости, в которой лежат оси 101 и 111 направляющих 10, 11, и перпендикулярно первой горизонтальной направляющей 16.
Как уже отмечалось выше, в качестве ходового элемента могут быть использованы и другие средства того же назначения и известные из достигнутого уровня техники, например каретка с обеспечением возможности скользящего продольного перемещения. Может быть установлена на двух параллельных друг другу горизонтальных направляющих, а сами горизонтальные направляющие расположены на верхней поверхности держателя 13, параллельно вертикальной плоскости, в которой лежат оси направляющих 10 и 11.
Перемещение (позиционирование) столешницы 2 в направлении второй оси (а именно, оси Y), в которой осуществляется формирование трехмерного изделия, осуществляется посредством снабженного соответствующим электроприводом 27 (предпочтительно, шаговым электродвигателем) и размещенного на верхней поверхности держателя 13 второго ременного механизма преобразования вращательного движения в прямолинейное перемещение, включающего связанные между собой посредством приводного ремня 28 шкив 29, закрепленный на вертикально расположенном выходном валу 271 электропривода 27, и ролик 30, установленный с возможностью вращения вокруг вертикально расположенной оси и имеющий тот же диаметр, что и шкив 29, при этом концевые участки приводного ремня 28 расположены вдоль второй горизонтальной направляющей 26, а его концы закреплены или на подставке 3, или на ползуне 25.
Следует отметить, что указанное выполнение верхней 7 и нижней 8 пластин каркаса Г-образной формы повышает удобство пользования принтером за счет обеспечения возможности доступа к столешнице 2 с двух сторон. Более того, обеспечивается достижение также и неожиданного технического результата, заключающегося в возможности, без внесения каких либо изменений в конструкцию функциональных узлов, модификации таких его параметров как направление перемещения столешницы 2 в горизонтальном направлении: или вперед/назад по отношению к пользователю, как показано на фиг. 1 и 9, или справа налево, как показано на фиг. 7 и 8). Это относится и к направлениям двухстороннего доступа к столешнице 2 (или спереди справа, как показано на фиг. 1 и 7, или спереди и слева, как показано на фиг. 8 и 9, что, безусловно, представляет интерес для пользователей-левшей). Достигается путем согласованного изменения только положения первых 71, 81 и вторых элементов 72, 82 нижней 8 и верхней 7 пластин каркаса относительно задней и боковых сторон верхней стенки 121 корпуса 12. Так, в представленном на фиг. 7 одном из примеров воплощения заявленного изобретения первый элемент 81 нижней пластины 8 (соответственно и первый элемент 71 верхней пластины 7) расположен вдоль задней стороны верхней стенки 121 корпуса 12, а ее второй элемент 82 (соответственно и второй элемент 72 верхней пластины 7) расположен вдоль ее левой боковой стороны.
В представленном на фиг. 8 другом примере первый элемент 81 нижней пластины 8 (соответственно и первый элемент 71 верхней пластины 7) расположен вдоль задней стороны верхней стенки 121 корпуса 12, а ее второй элемент 82 (соответственно и второй элемент 72 верхней пластины 7) расположен вдоль ее правой боковой стороны. В представленном на фиг. 9 еще одном примере первый элемент 81 нижней пластины 8 (соответственно и первый элемент 71 верхней пластины 7) расположен вдоль правой стороны верхней стенки 121 корпуса 12, а ее второй элемент 82 (соответственно и второй элемент 72 верхней пластины 7) - вдоль ее задней стороны. Таким образом, изобретение позволяет учесть также и индивидуальные предпочтения отдельных категорий пользователей, поскольку обеспечивает, в том числе и для них, повышение удобства пользования, за счет представления модельного ряда 3D-принтеров с одинаковыми и высокими технико-эксплуатационными параметрами, но отличающимися друг от друга как направлением перемещения столешницы 2, так и доступа к ней.
Подставка 3 закреплена на ходовом элементе, который с возможностью скользящего продольного перемещения размещен по крайней мере на одной (второй) горизонтальной направляющей, которая установлена на верхней поверхности держателя 13 и определяет вторую горизонтально расположенную ось декартовой системы координат, в которой осуществляется формирование трехмерного изделия. Вторая горизонтальная направляющая расположена параллельно вертикальной плоскости, в которой лежат оси 101 и 111 направляющих, и перпендикулярно первой горизонтальной направляющей. Подставка 3 связана непосредственно или через ходовой элемент с концами приводного ремня второго ременного механизма преобразования вращательного движения в прямолинейное перемещение, снабженного соответствующим электроприводом 27 и размещенного на верхней поверхности держателя 13.
Перемещение (позиционирование) держателя 13 по двум вертикальным направляющим 10 и 11, определяющим третью вертикально расположенную ось Z, в которой осуществляется формирование трехмерного изделия, осуществляется с помощью снабженного соответствующим электроприводом 31 (предпочтительно, шаговым электродвигателем) механизма преобразования вращательного движения в поступательное перемещение, выполненного в виде механизма винт-гайка, винт 32 которого расположен между первой 10 и второй 11 вертикальными направляющими и симметрично относительно них. Ось 321 винта 32 расположена в той же плоскости, что и оси 101 и 111 вертикальных направляющих, а верхний конец винта 32 соединен непосредственно или через муфту (на чертежах не показана) с выходным валом электропривода 31, закрепленного на верхней поверхности первого элемента 71. Навинченная же на винт 32 ходовая гайка 33 выполнена из антифрикционного материала и закреплена на держателе 13.
Заявленный принтер содержит также три концевых выключателя (на чертежах не показаны), задающих начальное положение соответственно печатающей головки 1 в горизонтальном направлении и столешницы 2, как в горизонтальном, так и в вертикальном направлениях, иными словами, задающими нулевое значение координат соответственно по осям X, Y и Z упомянутой декартовой системы координат. Концевые выключатели могут быть размещены соответственно на концах первой 16 и второй 26 горизонтальных направляющих, а также, например, на держателе 13.
В заявленном принтере, в зависимости от конкретных конструктивных особенностей изготавливаемого трехмерного изделия, могут быть использованы известные из достигнутого уровня техники печатающие головки с различным количеством сопел. На фиг. 1, 2 и 10 в качестве иллюстрации схематично представлен пример простейшего выполнения печатающей головки 1 с одним соплом. Головка 1 содержит закрепленные на кронштейне 34 корпус 35 с размещенным в нем механизмом 351 подачи нити из расходного материала и электропривод 352, предпочтительно шаговый электродвигатель, связанный с механизмом 351 подачи нити, при этом кронштейн 34 закреплен на ходовом элементе, который, как уже упоминалось, выполнен в виде ползуна 15. Для интенсификации отвода тепла от корпуса 35 на его внешней поверхности выполнены ребра 353, а на лицевой стенке корпуса 35 закреплен вентилятор 36. Кроме того, печатающая головка 1 содержит трубку 37, верхний конец которой размещен в корпусе 35, а ее нижний конец соединен с нагревательным блоком 38. Он выполнен в форме прямоугольного параллелепипеда из материала с высокой теплопроводностью (алюминия или меди), в котором выполнено вертикально расположенное сквозное резьбовое отверстие, а также горизонтально расположенное сквозное отверстие, в котором размещен нагреватель 381. Нагревательный блок 38 содержит также термодатчик (на чертежах не показан). Трубка 37, выполняющая также функцию "термобарьера", выполнена из материала с низкой теплопроводностью (например, из нержавеющей стали) и с кольцевой проточкой 371 (фиг. 10) на внешней ее поверхности, образующей участок с высоким тепловым сопротивлением. Нижний конец трубки 37 ввинчен в верхнюю часть упомянутого вертикально расположенного сквозного резьбового отверстия в нагревательном блоке 38, а в нижнюю часть того же отверстия ввинчено сопло 39 с обеспечением контакта ее верхней торцевой поверхности с поверхностью нижнего торца трубки 37.
Механизм 351 подачи нити, как правило, содержит ведущий ролик и ведомый ролик, оси которых параллельны между собой и лежат в одной горизонтальной плоскости, при этом ведущий ролик связан с выходным валом электропривода 352, а ведомый ролик подпружинен посредством или плоской, или цилиндрической пружины в направлении к ведущему ролику. Для обеспечения лучшего контакта с поверхностью нити из расходного материала боковая поверхность, по крайней мере, ведущего ролика выполнена зубчатой. Кроме того, с той же целью, на боковой поверхности обоих роликов могут быть выполнены кольцевые канавки с насечкой (как описано в патенте RU 2552235).
Принтер работает следующим образом.
Предварительно для каждого изготавливаемого трехмерного изделия определяются параметры печати, в частности, разрешающая способность, скорость перемещения печатающей головки 1, скорость подачи нити из расходного материала, необходимость построения поддерживающих слоев или структур. Кроме того, в соответствии с выбранным расходным материалом задают температуру нагрева расходного материала при формировании первого и при формировании последующих слоев, а также задают температуру верхней (рабочей) поверхности столешницы 2, как при осаждении первого, так и при осаждении последующих слоев. После этого посредством известного из уровня техники соответствующего программного обеспечения создается трехмерное цифровое представление формируемого изделия, которое соответствует параметрам используемого принтера. Далее проводят разбиение упомянутого трехмерного цифрового представления формируемого изделия на множество двумерных цифровых представлений, каждому из которых соответствует выделенный в формируемом изделии слой, расположенный горизонтально и имеющий толщину, равную выбранной разрешающей способности.
На основе двумерного цифрового представления, соответствующего каждому слою, выделенному в формируемом изделии и расположенному горизонтально, создается задание для печати (получают данные для построения) этого слоя, иными словами, маршрут (трассы) перемещения печатающей головки 1 относительно верхней поверхности столешницы 2, обеспечивающий изготовление из расходного материала соответствующего слоя формируемого изделия, а при необходимости и соответствующих элементов поддерживающей структуры. Что касается поддерживающих слоев или структур, то они обычно выполняются под нависающими участками или в полостях формируемого изделия, при этом могут выполняться как из того же расходного материала, что и формируемое изделие, так и (при использовании печатающей головки с двумя соплами) из другого материала, который может быть удален, например, путем селективного растворения его в жидкости. При использовании для изготовления как поддерживающих слоев или структур, так и формируемого изделия одного и того же расходного материала, то для обеспечения легкого их удаления, поддерживающие слои или структуры размещаются с зазором относительно поверхности формируемого изделия. Кроме того, перед началом работы столешницу 2 устанавливают в ее крайнее верхнее положение, определяемое размещенным, например, на держателе 13 соответствующим концевым выключателем (на чертежах не показан), задающим нулевое значение координаты Z. Затем посредством трех регулируемых опор 4, 5 и 6 и пластинки, имеющей нужную толщину, выставляют столешницу 2 таким образом, чтобы при перемещении в горизонтальном направлении (из одного крайнего положения в другое) как столешницы 2, так и печатающей головки 1 величина зазора между срезом сопла 39 и верней поверхностью столешницы 2 оставалась равной толщине упомянутой пластинки, иными словами, соответствовала выбранным параметрам печати.
По окончании описанного выше подготовительного этапа с помощью заявленного принтера осуществляется формирование трехмерного изделия, при этом намотанный на катушку (бобину) расходный материал в виде эластичной нити из термопластичного полимерного материала через соответствующее отверстие, выполненное в верхней стенке корпуса 35 печатающей головки 1, вводится в механизм 351 подачи нити, причем упомянутая катушка установлена с обеспечением возможности вращения вокруг своей оси либо вне принтера, либо на кронштейне (на чертежах не показан), который закреплен на его каркасе.
В зависимости от конкретного конструктивного выполнения роликов механизма 351, нить из расходного материала подается либо между боковыми цилиндрическими поверхностями ведущего ролика и ведомого ролика, либо в отверстие, образованное в месте взаимного контакта роликов кольцевыми канавками с насечкой, выполненными на их боковых поверхностях и имеющими, предпочтительно, сечение в виде кругового сегмента, как в патенте RU 2552235. В соответствии с сигналом, поступающим с процессорного блока управления на электропривод 352 (предпочтительно, шаговый электродвигатель) механизма 351 подачи нити, осуществляется вращение ведущего ролика, расположенного на его выходном валу. За счет взаимодействия упомянутой нити с охватывающими ее с двух противоположных сторон ведущим и ведомым роликами (при этом ведомый ролик подпружинен в направлении к ведущему ролику с обеспечением необходимой величины прижима к ней обоих роликов) осуществляется с высокой точностью пошаговое перемещение ее через трубку 37 в нагревательный блок 38, где расходный материал нагревается до текучего состояния.
Далее находящийся в текучем состоянии расходный материал экструдируется через сопло 39 (его расход зависит от скорости перемещения расходного материала через механизм 351 подачи нити), а затем осаждается на верхнюю поверхность столешницы 2, при этом его температура, а также температура верхней поверхности столешницы 2, должны соответствовать температурам нанесения первого слоя соответствующего материала на верхнюю поверхность столешницы 2. Одновременно с описанным выше процессом при формировании первого слоя осуществляется как перемещение печатающей головки 1 вдоль первой горизонтальной направляющей 16, определяющей первую ось, а именно, ось X, в которой осуществляется формирование трехмерного изделия, так и столешницы 2 по второй горизонтальной направляющей 26, определяющей вторую ось Y той же системы координат. Возвратно-поступательное перемещение печатающей головки 1 вдоль первой горизонтальной направляющей 16 и пошаговое перемещение столешницы 2 из своего начального положения (определяемого расположенным на конце второй горизонтальной направляющей 26 концевым выключателем, который на чертеже не показан) в направлении, перпендикулярном направлению перемещения печатающей головки 1, осуществляется по управляющим сигналам. Сигналы формируются процессорным блоком управления в соответствии с полученным и упомянутым заданием для печати (данными для построения) первого слоя и подаются на электроприводы 17 и 27 соответственно первого и второго ременного механизма преобразования вращательного движения в прямолинейное перемещение.
Если одновременно с перемещением печатающей головки 1 осуществляется экструдирование через ее сопло 39 расходного материала в текучем состоянии, то имеет место осаждение расходного материала в виде последовательности дорожек на верхнюю поверхность столешницы 2. После осаждения расходного материала на верхнюю поверхность столешницы 2 его температура понижается. В результате расходный материал переходит из текучего в твердое состояние, при этом имеет место сплавление расходного материала, образующего соответствующую дорожку на верхней поверхности столешницы 2, с расходным материалом в твердом состоянии, образующим дорожки, примыкающие к упомянутой дорожке.
По окончании этапа изготовления первого слоя формируемого трехмерного изделия (как правило, включающем построение сначала внешнего контура, а затем элементов, находящихся внутри этого контура) посредством снабженного электроприводом 31 механизма винт-гайка, управляемого процессорным блоком управления, осуществляется перемещение столешницы 2 вниз на высоту изготовленного первого слоя. При этом устанавливают соответствующую используемому расходному материалу как температуру нагрева расходного материала, необходимую при осаждении второго и последующих слоев, так и температуру верхней (рабочей) поверхности столешницы 2.
Этап осаждения второго и последующих слоев формируемого трехмерного изделия осуществляется аналогично тому, как и описанный выше этап осаждения первого слоя, при этом имеет место наплавление расходного материала второго слоя на находящийся в твердом состоянии расходный материал первого слоя. Таким образом, формирование трехмерного изделия на основе цифрового трехмерного представления осуществляется путем послойного наплавления расходного материала, находящегося в текучем состоянии, который проталкивается через сопло 39 печатающей головки 1 (осуществляемого за счет пошагового перемещения столешницы 2 вниз на высоту сформированного слоя), при этом как процесс экструдирования расходного материала, так и перемещение печатающей головки 1 относительно верхней поверхности столешницы 2 при изготовлении каждого слоя осуществляется в соответствии с заданием для печати (данными для построения) этого слоя, полученного на основе его двумерного цифрового представления. По завершении процесса формирования трехмерного изделия производят удаление поддерживающих слоев или структур при их наличии.
Промышленная применимость заявленного 3D-принтера подтверждается возможностью изготовления его на существующих машиностроительных предприятиях с использованием известных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| 3D-ПРИНТЕР | 2019 |
|
RU2698353C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| СТОЛ УНИВЕРСАЛЬНЫЙ | 2005 |
|
RU2322166C2 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА МАШИНЫ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2019 |
|
RU2706244C1 |
| ОДНОПРОХОДНЫЙ СТРУЙНЫЙ ПРИНТЕР | 2010 |
|
RU2538864C2 |
| Пищевой 3D-принтер | 2023 |
|
RU2827097C1 |
| ЖИДКОСТНОЙ ЭЖЕКЦИОННЫЙ АППАРАТ | 2013 |
|
RU2590885C2 |
| СТОЛ ДЛЯ ПЕРСОНАЛЬНОЙ ЭВМ | 1992 |
|
RU2050815C1 |
Принтер содержит печатающую головку, стол, процессорный блок управления и каркас, включающий верхнюю и нижнюю пластины Г-образной формы, расположенные горизонтально и оппозитно относительно друг друга. Печатающая головка закреплена на ходовом элементе, который размещен на первой горизонтальной направляющей, установленной на верхней поверхности второго элемента верхней пластины каркаса и определяющей первую горизонтально расположенную ось упомянутой декартовой системы координат. Печатающая головка связана непосредственно или через ходовой элемент с концами приводного ремня первого ременного механизма преобразования вращательного движения в прямолинейное перемещение, снабженного электроприводом и размещенного на верхней поверхности второго элемента верхней пластины каркаса. Стол содержит столешницу в виде прямоугольной пластины, снабженную средствами для нагрева ее верхней поверхности до требуемой температуры, и подставку, при этом столешница посредством трех регулируемых опор закреплена на подставке, а подставка закреплена на ходовом элементе, который размещен на определяющей вторую горизонтально расположенную ось упомянутой декартовой системы координат второй горизонтальной направляющей, размещенной перпендикулярно первой горизонтальной направляющей и установленной на верхней поверхности держателя. Подставка связана непосредственно или через ходовой элемент с концами приводного ремня второго ременного механизма преобразования вращательного движения в прямолинейное перемещение, снабженного соответствующим электроприводом и размещенного на верхней поверхности держателя. Решение направлено на упрощение конструкции, повышение ее жесткости и прочности, упрощение процесса сборки. 7 з.п. ф-лы, 10 ил.
1. 3D-принтер, содержащий печатающую головку, снабженный электроприводом первый ременный механизм преобразования вращательного движения в прямолинейное перемещение, стол, держатель, снабженный электроприводом механизм винт-гайка, каркас и процессорный блок управления, который выполнен с обеспечением возможности управления процессом послойного формирования трехмерных изделий, каркас включает параллельные между собой верхнюю и нижнюю металлические пластины, расположенные горизонтально и оппозитно относительно друг друга, а также две параллельные между собой вертикальные направляющие, выполненные в виде металлического стержня и определяющие третью вертикально расположенную ось декартовой системы координат, в которой осуществляется формирование трехмерного изделия, и стойку,
отличающийся тем, что верхняя и нижняя металлические пластины каркаса выполнены Г-образной формы, соединены между собой посредством вертикальной стойки, выполненной в виде металлического стержня, и двух вертикальных направляющих, имеющих площадь поперечного сечения, не меньшую площади поперечного сечения вертикальной стойки;
первый и второй элементы, составляющие каждую упомянутую пластину Г-образной формы и сопряженные друг с другом под прямым углом, выполнены удлиненной формы и за одно целое, при этом одноименные элементы верхней и нижней пластин Г-образной формы расположены напротив друг друга и имеют одинаковую длину;
верхний конец каждой вертикальной направляющей соединен с натягом с первым элементом верхней пластины Г-образной формы, а верхний конец вертикальной стойки соединен с натягом с концевым участком второго элемента той же пластины, нижний конец каждой вертикальной направляющей разъемно соединен с первым элементом нижней пластины Г-образной формы, а нижний конец вертикальной стойки разъемно соединен с концевым участком второго элемента той же пластины;
нижние концы вертикальных направляющих и нижний конец вертикальной стойки размещены в соответствующем каждому из них сквозном отверстии, выполненном в нижней пластине каркаса, и зажаты снаружи посредством соответствующего каждому из них разъемного зажимного средства, содержащего выполненный за одно целое с нижней пластиной каркаса и расположенный консольно в продольном направлении ее первого или второго элементов зажимной элемент удлиненной формы с упругодеформируемым концевым участком, сопряженным с упомянутой пластиной;
на свободном концевом участке каждого зажимного элемента выполнено сквозное отверстие, через которое пропущен стержень резьбового крепежного элемента, резьбовая часть которого с обеспечением затяжки резьбового крепежного элемента размещена в резьбовом отверстии, выполненном в расположенном напротив каждого упомянутого зажимного элемента и соответствующего ему первого или второго элемента нижней пластин каркаса, а внутренняя вертикальная поверхность каждого упругодеформируемого концевого участка является частью вогнутой цилиндрической поверхности соответствующего каждому зажимному элементу сквозного отверстия, выполненного в нижней пластине каркаса;
процессорный блок управления размещен в корпусе, на верхней стенке которого закреплена нижняя пластина Г-образной формы, при этом один из элементов, составляющих нижнюю пластину Г-образной формы, расположен вдоль задней стороны верхней стенки упомянутого корпуса, а ее другой элемент - вдоль одной из ее боковых сторон;
печатающая головка закреплена на ходовом элементе, который с возможностью скользящего продольного перемещения размещен по крайней мере на одной горизонтальной направляющей, которая установлена на верхней поверхности второго элемента верхней пластины каркаса и определяет первую горизонтально расположенную ось упомянутой декартовой системы координат, при этом упомянутая горизонтальная направляющая расположена перпендикулярно вертикальной плоскости, в которой лежат оси упомянутых вертикальных направляющих, а печатающая головка связана непосредственно или через ходовой элемент с концами приводного ремня первого ременного механизма преобразования вращательного движения в прямолинейное перемещение, снабженного электроприводом и размещенного на верхней поверхности второго элемента верхней пластины каркаса;
на вертикальных направляющих с обеспечением возможности продольного перемещения по ним посредством упомянутого механизма винт-гайка размещен держатель, расположенный перпендикулярно их осям и выполненный в виде пластины из листового материала, верхний конец винта механизма винт-гайка соединен с выходным валом электропривода, соответствующего механизму винт-гайка и установленного на верхней поверхности первого элемента верхней пластины каркаса, при этом сам винт расположен между упомянутыми вертикальными направляющими и симметрично относительно них, а его ось расположена в той же плоскости, что и оси вертикальных направляющих, при этом ходовая гайка выполнена из антифрикционного материала и закреплена на держателе;
стол содержит столешницу в виде прямоугольной пластины из материала с высокой теплопроводностью, снабженную средствами для нагрева ее верхней поверхности до требуемой температуры, и подставку, при этом столешница посредством трех регулируемых опор закреплена на подставке, выполненной в виде пластины из листового материала и имеющей те же размеры в плане, что и столешница, а подставка закреплена на ходовом элементе, который с возможностью скользящего продольного перемещения размещен по крайней мере на одной горизонтальной направляющей, которая установлена на верхней поверхности держателя и определяет вторую горизонтально расположенную ось упомянутой декартовой системы координат;
вторая горизонтальная направляющая расположена параллельно вертикальной плоскости, в которой лежат оси упомянутых вертикальных направляющих, и перпендикулярно упомянутой первой горизонтальной направляющей, а подставка связана непосредственно или через ходовой элемент с концами приводного ремня дополнительно введенного второго ременного механизма преобразования вращательного движения в прямолинейное перемещение, снабженного соответствующим электроприводом и размещенного на верхней поверхности держателя.
2. Принтер по п. 1, отличающийся тем, что верхний конец каждой упомянутой вертикальной направляющей соединен путем его запрессовки с первым элементом верхней пластины Г-образной формы, а верхний конец вертикальной стойки соединен путем его запрессовки с концевым участком второго элемента той же пластины.
3. Принтер по п. 1, отличающийся тем, что геометрические размеры верхней стенки корпуса процессорного блока управления соответствуют продольным размерам элементов, составляющих нижнюю пластину Г-образной формы.
4. Принтер по п. 1, отличающийся тем, что первый элемент нижней пластины Г-образной формы расположен вдоль левой стороны верхней стенки корпуса процессорного блока управления, а ее второй элемент расположен вдоль ее задней стороны.
5. Принтер по п. 1, отличающийся тем, что первый элемент нижней пластины Г-образной формы расположен вдоль задней стороны верхней стенки, а ее второй элемент расположен вдоль ее левой боковой стороны.
6. Принтер по п. 1, отличающийся тем, что первый элемент нижней пластины Г-образной формы расположен вдоль задней стороны верхней стенки корпуса, а ее второй элемент расположен вдоль ее правой боковой стороны.
7. Принтер по п. 1, отличающийся тем, что первый элемент нижней пластины Г-образной формы расположен вдоль правой стороны верхней стенки корпуса, а ее второй элемент - вдоль ее задней стороны.
8. Принтер по п. 1, отличающийся тем, что все упомянутые три регулируемые опоры неподвижно соединены со столешницей, при этом первая регулируемая опора соединена также неподвижно с подставкой, а вторая и третья регулируемые опоры соединены с подставкой с обеспечением возможности их перемещения вдоль соответствующего каждой из них отверстия удлиненной формы, выполненного в подставке.
| US 9479667 B1, 25.10.2016 | |||
| CN 205326300 U, 22.06.2016 | |||
| US 2014265034 A1, 18.09.2014 | |||
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |

