Изобретение относится к оборудованию для изготовления 3D-прототипов деталей из различных полимерных материалов по FDM (Fused Deposition Modeling) технологии и в качестве параллельного FDM-принтера с двумя или более экструдерами может быть использовано, как в домашних условиях, так и в промышленных масштабах. Принтер можно использовать в мелкосерийном производстве, при создании прототипов больших и малых габаритов сложной формы.
Из описания к патенту РФ №173739, МПК B41F 17/00, опубл. 07.09.2017 известен 3D-принтер, работающий по технологии последовательного экструзионного наращивания слоев расплавляемой полимерной нити. 3D-принтер состоит из основания, на котором закреплен стол, выполненный в виде плоской плиты. Снизу стола размещены нагревательные элементы. На основании с двух сторон относительно стола размещены два полых короба, на наружной верхней поверхности каждого из которых имеются продольные направляющие. На продольных направляющих установлен с возможностью перемещения по ним (по оси X) портал, несущий каретку с печатающей головкой, которая установлена на направляющих портала с возможностью перемещения (по оси Y). Механизм перемещения портала включает две кинематически связанные с электродвигателем винтовые передачи, винт каждой из которых расположен в полости своего короба, а гайка каждого винта связана с порталом, при этом 3D-принтер оснащен второй кареткой с печатающей головкой, которая также установлена с возможностью перемещения на направляющих портала. Обе каретки оснащены суппортами, которые установлены на каретках с возможностью вертикального перемещения (по оси Z). На суппортах установлены печатающие головки, содержащие экструдеры, оснащенные устройствами подогрева и термостабилизации, а также устройствами-катушками для подачи расходного материала в печатающую головку.
Поскольку данный принтер содержит два экструдера, которые могут осуществлять одновременную печать объекта, он имеет возможность печати объектов больших размеров с областью печати (XYZ) 3000×3000×100 мм, т.е. позволяет получать крупногабаритные объемные детали практически любой формы и сложности. Конструкция принтера лишь косвенно связана с параллельной печатью, поскольку экструдеры имеют единый механизм перемещения вдоль плоскости и каждый из них не имеет полной свободы перемещения не только по осям XY, но даже по одной оси. Экструдеры могут работать одновременно и при этом строят две копии одного объекта, т.е. на данном принтере можно осуществить синхронную печать двух одинаковых объектов. Кроме того, печать крупногабаритного объекта высокого качества на таком принтере - очень длительный (несколько месяцев) процесс.
Известен 3D-принтер для послойного изготовления объемных деталей, который описан в патенте РФ №2567318, МПК В29С 67/00, опубл. 10.11.2015 г. (прототип). Принтер состоит из расположенных в корпусе печатающей головки, закрепленной на каретке с модулем ее перемещения (каретки) в плоскости XY (горизонтальной плоскости); рабочего стола, выполненного с возможностью подогрева рабочей поверхности, и снабженного модулем перемещения по оси Z (перпендикулярно плоскости XY); контроллера; катушки с расходным материалом; блока питания. Модуль перемещения каретки печатающей головки выполнен в виде размещенных на основании, которое выполнено, например, из соединенных между собой пластин или уголков с образованием П-образной конструкции, двух продольных направляющих и одной или двух поперечных направляющих. Расположенные по оси Y продольные направляющие жестко закреплены на основании. Между этими направляющими с возможностью перемещения по ним и по оси X расположены поперечные направляющие. Каретка печатающей головки закреплена подвижно на поперечных направляющих, т.е. с возможностью перемещения по данным направляющим. Перемещение (позиционирование) печатающей головки в плоскости X, Y осуществляется с помощью двух приводных ремней, образующих двухконтурную приводную систему, посредством пары ведущих шкивов, приводимых в движение по часовой стрелке или против часовой стрелки приводным механизмом, например, электродвигателями. При этом два контура связаны между собой посредством их крепления к экструдеру. Каждая из двух боковых стенок каретки имеет место крепления концов ремней первого и второго контуров (начала одного ремня и конца второго ремня). Точки крепления ремней к боковым стенкам каретки экструдера расположены в одной плоскости между поперечными направляющими. Наилучший вариант реализации изобретения достигается при размещении точек крепления ремней первого и второго контуров на боковой стенке по центру между направляющими. Механизм калибровки рабочего стола включает, по крайней мере, две стойки с пружинами и зажимами, которые установлены на основании рабочего стола в двух точках и обеспечивающими подвижность стола в упомянутых точках, при этом стол в точке, расположенной вблизи ходового винта, закреплен неподвижно. Один конец стойки механизма калибровки рабочего стола жестко прикреплен к столу со стороны его нижней поверхности, другой конец установлен на основании рабочего стола через пружину. Зажим, который в свободном положении обеспечивает положение пружины, размещен на основании, при этом часть стола в данной точке находится выше уровня стола, закрепленного в «неподвижной» точке. При перемещении печатающей головки из «неподвижной» точки в «подвижную», в результате которого стойка перемещается по вертикали вниз, сжимая пружину, зажим обеспечивает фиксацию положения стойки в «подвижной» точке на уровне «неподвижной». Рабочий стол снабжен подложкой с гладкой поверхностью для изготовления на ней 3D-изделия и фиксаторами подложки. Устройство перемещения печатающей головки в плоскости XY включает каретку, на которой закреплена печатающая головка, две продольные и, по крайней мере, одну поперечную направляющие. Продольные направляющие расположены по оси Y и жестко закреплены на основании, а поперечная направляющая расположена по оси X между двумя продольными направляющими с возможностью перемещения по ним. Каретка, на которой закреплена печатающая головка, выполнена с возможностью перемещения по поперечной направляющей посредством трособлочной системы, у которой два приводных ремня концами закреплены на каретке и два ведущих шкива соединены с приводами с возможностью независимого вращения шкивов в одном или противоположном направлениях. Причем один из шкивов передает тяговое усилие на первый приводной ремень, а второй - на второй приводной ремень. Приводные ремни закреплены на каретке с образованием двух связанных между собой контуров. При этом один из контуров образован Р-образным расположением первого ремня, а второй контур образован вторым ремнем, расположенным симметрично относительно расположения первого ремня с осью симметрии, расположенной параллельно продольным направляющим и на равноудаленном расстоянии от них. Причем рабочие части ремней двух контуров, проходящие вдоль поперечной направляющей, расположены в одной плоскости X, Y. В 3D-принтере однонаправленное вращение шкивов обеспечивает перемещение каретки с печатающей головкой по оси X, противонаправленное - по оси Y, вращение одного из шкивов обеспечивает перемещение каретки с печатающей головкой в диагональном направлении.
Двухконтурная схема перемещения печатающей головки обеспечивает взаимную перпендикулярность продольных и поперечных направляющих, расположенных по оси X и по оси Y, соответственно, что повышает точность позиционирования печатающей головки при изготовлении 3D-объекта и, соответственно, качество готового изделия. Однако, пружины, расположенные на направляющих для гайки могут стать причиной некорректной печати изделия, а именно неправильной высоты. Данный случай имеет место быть при печати объектов большой массы, на платформах приблизительно более 0,09 м2 (30 на 30 см), а чем больше объект, тем выше погрешность, которая может достигать до 0,5 см в зависимости от хода платформы. Кроме того, в принтере не предусмотрена возможность установки двух и более экструдеров, что свидетельствует о длительности процесса печати изделия и при этом высока вероятность получить некачественный конечный продукт.
Известны экструдеры различных конструкций, обеспечивающих скорость 3D-печати на большой части объекта или больших объектов. Например, в публикации WO/2015/038072, МПК B33Y 10/00, опубл. 19.03.2015 г. описан 3D-принтер со сменными печатающими соплами; в заявке СА 2898385, МПК B41J 2/14, опубл. 27.01.2017 описан 3D-принтер, предназначенный для работы по FDM схеме. Экструдер этого принтера содержит широкое сопло, имеющее на обеих сторонах множество линейных клапанов, расположенных вдоль находящейся над рабочей зоной нижней части сопла, причем клапаны могут активизироваться независимо друг от друга.
Также известен экструдер 3D-принтера, который предназначен для работы по FDM схеме и описан в заявке KR 1020190031959, МПК В29С 64/118, B33Y 30/00, опубл. 27.03.2019. Экструдер представляет собой устройство, в котором извлечение расплавленного материала осуществляется за две стадии. Экструдер содержит питатель для автоматической подачи материала и состоит из двух частей - транспортирующей материал части и блока вывода расплавленного материала. На первой стадии подаваемый от питателя материал равномерно плавится до получения консистенции, необходимой для материала на выходе из соответствующей секции блока транспортировки. При этом блок транспортировки материала содержит корпус, винт, нагреватель и приводной двигатель. Корпус, соединяющий устройство подачи материала и часть выгрузки материала, имеет цилиндрическую форму, снабжен термоизоляционной трубкой и расположен наклонно. Предусмотрено, что термоизоляционная трубка должна быть достаточно длинной для обеспечения равномерности плавления материала. Другая часть экструдера - блок вывода расплавленного 3D материала представляет собой устройство, в которое переносится подготовленный в блоке транспортировки материал, имеющий заданную консистенцию и температуру на выходе. Блок вывода расплавленного материала также содержит корпус, сопло, винт, нагреватель и приводной двигатель. В корпусе блока вывода расплавленного материала имеется принимающая часть (приемный блок) для приема материала, подготовленного в блоке транспортировки на первой стадии. А также имеется выпускная часть для выгрузки расплавленного для печати материала, которая выполнена в виде цилиндрического канала, обеспечивающего напор в потоке выпускаемого расплавленного материала, где материал уже введенный в расплавленном состоянии повторно нагревают до выходной температуры. При этом указано, что канал очень короткий, поскольку полностью предназначен только для выхода расплавленного материала.
Описанная конструкция направлена на подготовку консистенции нити и позволяет осуществить непрерывную подачу нити посредством сплавления двух концов нитей из разных блоков подачи расходного материала, что возможно, как в процессе печати, так и в момент приостановки печати для аккуратной замены одной из нитей. Конструкция экструдера применима для серийной печати изделий из одинакового материала, но сложность исполнения и громоздкость оказывают влияние на повышение стоимости, влекут невозможность быстрой замены материала, из которого будет изготавливаться объект. Очистка экструдера - сложная, как и его ремонт. Большой вес и необходимость соблюдения точных температурных режимов, варьирующихся в диапазоне ±3°С могут повлиять на кинематические характеристики экструдера и, как следствие, на точность печати изделия. Из-за попадания воздушных пробок возможна хрупкость изделия.
Известна полезная модель ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ СТРОИТЕЛЬНЫХ 3D-ПРИНТЕРОВ (см. патент РФ №188386, МПК B33Y 30/00, опубл. 09.04.2019). Печатающая головка содержит раму, механизмы перемещения экструдера по осям X, Y, Z с двигателями и приводами механизмов перемещения, экструдер, устройство позиционирования экструдера и устройство приготовления и подачи смеси в печатающую головку. Особенностью является то, что печатающая головка содержит как минимум пару экструдеров, механизм перемещения каждого из которых выполнен в виде манипулятора, представляющего собой систему подвижно связанных со множеством степеней свободы, рычагов. При этом экструдеры смонтированы подвижно на манипуляторах, на раме и на экструдерах смонтированы датчики положения в пространстве.
В описании известной полезной модели указано, что печатающая головка содержит как минимум пару экструдеров. Для реализации параллельной печати независимость перемещения каждого из экструдеров обусловлена 4 степенями свободы, которые имеет манипулятор как механизм перемещения экструдера, задающий направление расходного материала. Однако недостатком известной полезной модели является сложность конструкции, а также высокая стоимость каждого манипулятора. Кроме того, рабочая область манипулятора ограничена его длиной, а чем больше его длина, тем больше инерция и хуже качество напечатанного объекта. Конструкция строительного 3D-принтера имеет большой вес и в случае непредвиденного отключения питания, велика вероятность поломки не только оборудования, но и напечатанного объекта. Применение принтера в промышленной и домашней печати нецелесообразно из-за сложности конструкции и крайне высокой стоимости.
Известна печатающая головка 3D-принтера, которая описана в патенте РФ №2567318, МПК В29С 67/00, опубл. 10.11.2015 г. (прототип). Печатающая головка закреплена на каретке, снабженной модулем ее перемещения (каретки) в плоскости X, Y (горизонтальной плоскости). При этом печатающая головка содержит приводной механизм, ведущий ролик, расположенный на валу приводного механизма, и расположенный параллельно с ним ведомый ролик. Ведущий и ведомый ролики связаны между собой через шестеренки, причем ведомый ролик снабжен пружиной для обеспечения необходимого усилия прижатия к ведущему ролику, а приводной механизм соединен с катушкой расходного материала, предназначенного для изготовления объемной детали по сигналу, поступающему от контроллера. Кроме того, печатающая головка содержит нагреватель, через который проходит соединенный с соплом канал для расплава расходного материала, датчик температуры, расположенный на нагревателе, и закрепленный на каретке со стороны сопла вентилятор, предназначенный для обеспечения температурного режима в процессе изготовления детали. Нагреватель, представляет собой пластину из материала с высокой теплопроводностью, например алюминия, закрепленную на каретке коммутационную плату с разъемами для подключения приводного механизма, нагревателя, датчика температуры, датчика нулевой координаты по оси X и вентилятора (прототип). При этом сопло с нагревателем закреплены на каретке через термоизолятор, представляющий собой трубку из материала с малой теплопроводностью. Герметичность соединения термоизолятора с соплом обеспечивается выполнением поверхностей сопрягаемых частей (наружной поверхности термоизолятора и внутренней поверхности сопла в зоне соединения) конической формы.
Коническая форма поверхностей сопрягаемых частей термоизолятора и сопла обеспечивает герметичное разборное соединение без использования уплотнительных колец и трубок, посредством которых достигается герметичность в соединениях цилиндрических поверхностей. Конструктивное исполнение данного узла печатающей головки не осложняет процесс эксплуатации экструдера и замену деталей. Однако, конструкция печатающей головки не предусмотрена для осуществления параллельной печати. Для печати объекта используется только один экструдер, что чревато высокими временными затратами. К примеру, печать объекта, имеющего поверхность более 1 м3, продолжится несколько месяцев, при такой, длительности процесса печати высока вероятность получить некачественный конечный продукт.
Задачей группы изобретений является создание 3D-принтера, использующего технологию PFDM (PFDM - Parallel fused deposition modeling) печати и обеспечивающего высокую скорость и качество печати больших и сложных объектов при снижении стоимости.
Технический результат - упрощение конструкции, повышение скорости и качества печати за счет обеспечения параллельной FDM-печати.
Указанный технический результат достигается в 3D-принтере для параллельной печати, который содержит корпус, рабочий стол, снабженный в основании механизмами калибровки и вертикальными опорами с механизмами перемещения по оси Z, контроллер, который выполнен с возможностью управления процессом печати, катушку с расходным материалом для послойного изготовления объемных деталей. При этом данный принтер содержит закрепленный на каретке экструдер и модуль, с трособлочной системой перемещения каретки в плоскости X, Y. Причем модуль перемещения каретки выполнен в виде размещенных на основании двух продольных направляющих, расположенных по оси Y, и, по меньшей мере, одной поперечной направляющей, расположенной по оси X, которая выполнена с возможностью перемещения по продольным направляющим. Согласно изобретению указанный 3D-принтер для параллельной печати снабжен как минимум парой экструдеров с модулями независимого перемещения кареток. При этом в корпусе установлен каркас, состоящий из основания, выполненного в виде прямоугольной рамы с продольной перекладиной посередине, опорных стоек, установленных до углам прямоугольной рамы, и вертикальных опор, которые расположены по сторонам каркаса и соединены с продольной перекладиной. При этом согласно изобретению рабочий стол, у которого основание смонтировано на опорах и стойках каркаса, выполнен в виде регулируемой по высоте платформы, а на раме с продольной перекладиной посередине закреплены модули перемещения кареток с экструдерами. Причем экструдер в каждом модуле установлен в наклонно ориентированном под углом α=35÷55° относительно вертикальной оси платформы (ось Z) положении. В этом положении сопло экструдера, расположенное вертикально, удалено на расстояние не менее 2d, где d - диаметр сопла от центра платформы, которая снабжена в центре и по углам вертикальными упорами в виде регулируемых винтами пружин.
Указанный технический результат достигается также и тем, что экструдер в 3D-принтере, имеющий последовательно расположенные с образованием канала подачи материала механизм подачи с приводом и вентилятором, трубку термоизолятора, нагреватель с соплом и датчиком температуры, согласно изобретению выполнен в виде конструкции с Z-образной пространственной структурой. При этом она включает наклонно ориентированный блок подачи расходного материала, состоящий из размещенного в корпусе механизма подачи материала и термоизолятора, позиционирующий блок, вертикально выступающий на корпусе механизма подачи и нагревательный блок с вертикально установленным соплом. При этом наклонно ориентированный блок расположен под углом 35÷55° по отношению к оси сопла и к оси позиционирующего блока. Помимо этого нагревательный блок выполнен в виде фасонной детали с косым входом для размещения наклонно расположенной трубки термоизолятора, имеющей внутри нагревательного блока фигурно вырезанный конец, снабженный вытянутой частью для соединения с соплом, асимметрично расположенным относительно оси нагревательного блока. Кроме этого, наклонно ориентированный блок подачи снабжен радиатором охлаждения, размещенным на трубке термоизолятора вблизи вентилятора, который закреплен на корпусе механизма подачи. А позиционирующий блок, расположенный перед входом в канал подачи материала, снабжен сквозными отверстиями для размещения элементов крепления экструдера, привод которого смонтирован на корпусе механизма подачи. При этом внутри нагревательного блока слева от входа термоизолятора, непосредственно под его трубкой установлен нагреватель, противоположно нагревателю, над трубкой термоизолятора, расположен датчик температуры.
При изучении уровня техники было установлено, что современные 3D-принтеры не могут полноценно печатать одновременно обоими экструдерами, так как и их перемещение является зависимым, поскольку они жестко закреплены на общей направляющей, поэтому принтер задействует каждый экструдер по мере необходимости. 3D-принтеры с двойным экструдером характеризуются сложностью в настройке и повышенной стоимостью. Оснащение печатающей головки дополнительными деталями влечет увеличение ее габаритов, массы и инерции, что уменьшает скорость работы принтера и размеры области печати. При этом сопло незадействованного во время печати экструдера может задевать объект и деформировать или оставлять на его поверхности потеки филамента. Существующие 3D-принтеры, реализующие метод одновременной печати, позволяют получать или только маленькие объекты одного цвета, или двухцветные большие с повторяющейся структурой, вроде цепи или плетенки.
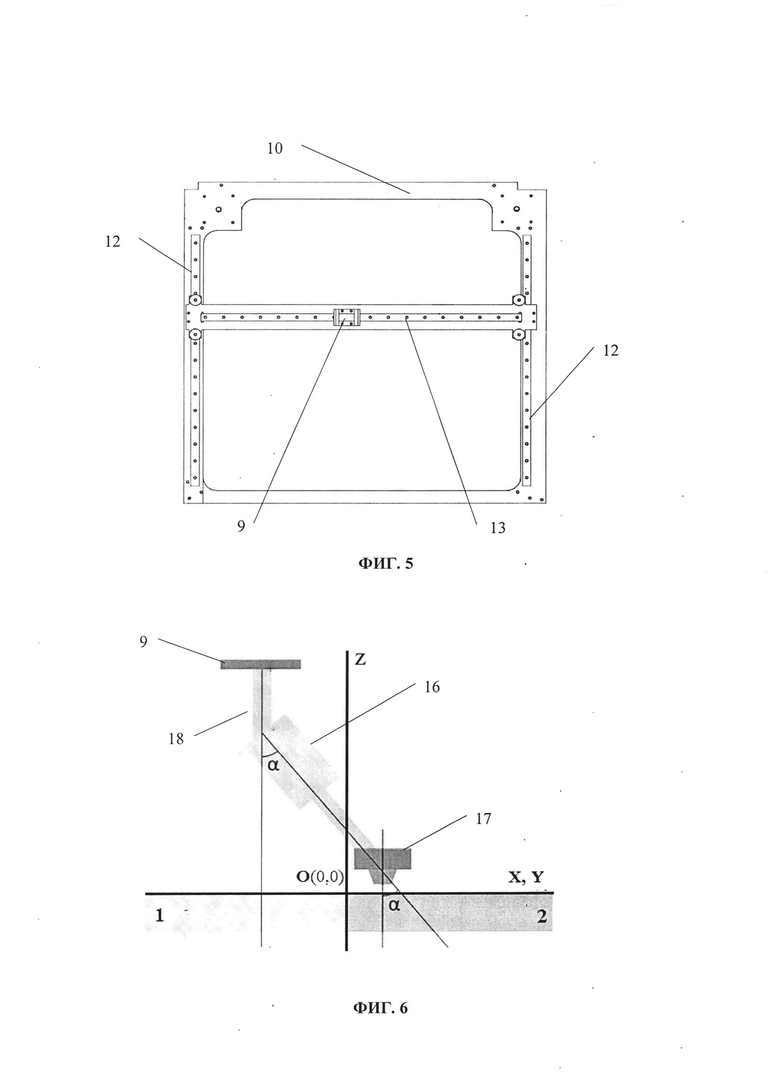
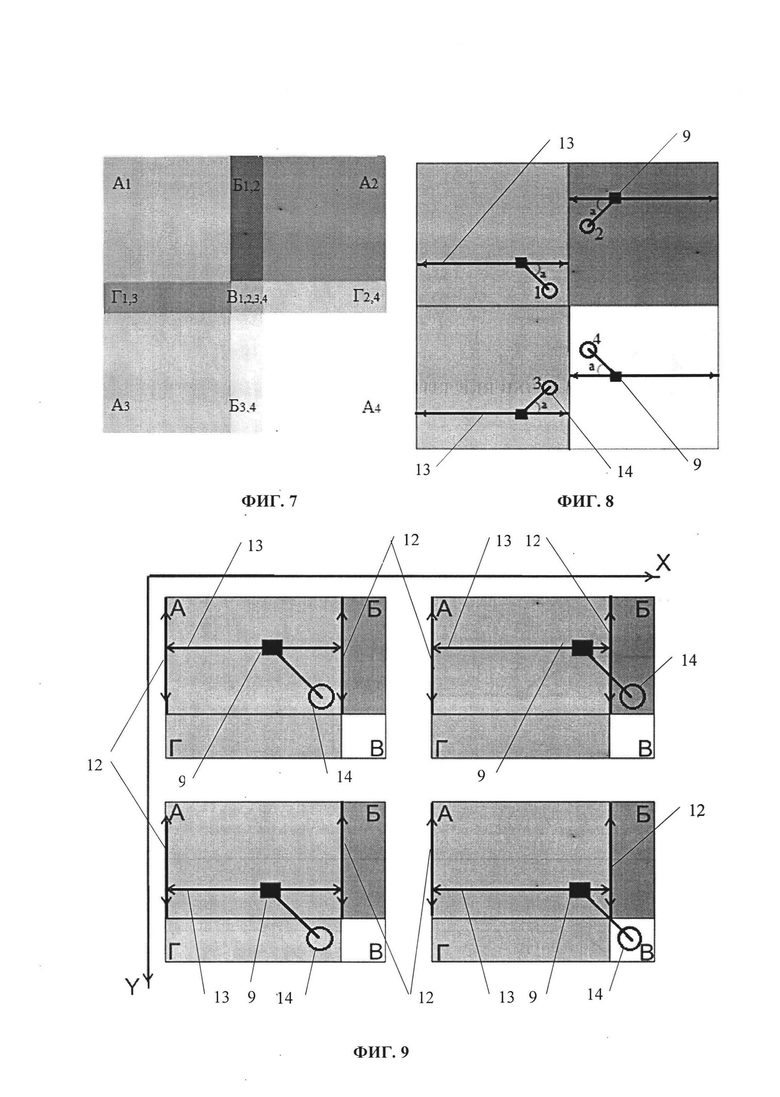
Заявляемая конструкция 3D-принтера позволяет обеспечить высокую скорость и качество печати больших и сложных объектов, создаваемых по технологии PFDM (PFDM - Parallel fused deposition modeling), поскольку он оснащен как минимум парой экструдеров, имеющих независимое друг от друга перемещение. Каждый из экструдеров закреплен на своей каретке, которая снабжена модулем перемещения. Все модули снабжены трособлочной системой перемещения и закреплены на основании несущего каркаса, которым оснащен принтер. На основании каркаса, выполненном в виде прямоугольной рамы, дополнительно установлена продольная перекладина, посредством которой обеспечивается крепление модулей посередине прямоугольной рамы. При этом, как и в прототипе, каждый модуль перемещения выполнен в виде направляющих, размещенных на основании из которых две - продольные расположены по оси Y и, по меньшей мере, одна направляющая - поперечная, расположенная по оси X, которая установлена с возможностью перемещения по продольным направляющим посредством трособлочной системы, установленной на направляющих. Вертикальные опоры, оснащенные механизмами перемещения рабочего стола, в отличие от прототипа расположены с двух сторон каркаса и на его основании соединены с продольной перекладиной, а рабочий стол выполнен в виде регулируемой по высоте платформы. Важно, что платформа в центре и по углам снабжена вертикальными упорами в виде регулируемых винтами во избежание дефектов печати из-за ее прогиба или неточности положения. Для достижения совместной работы, например, четырех экструдеров при печати цельного объекта необходимо наличие взаимного отклонения каждого из экструдеров от вертикали по отношению к платформе, но при этом важно, что все экструдеры на каретках направлены в центр платформы (фиг. 6, 8). Отличительной особенностью заявляемого принтера является наличие экструдера, который выполнен с отклонением от вертикальной оси платформы. Эта особенность предполагает наличие четырех областей печати для двух соседних экструдеров и одну общую (фиг. 7, 9). В техническом решении каждый экструдер расположен под углом α=35÷55° относительно вертикальной оси платформы и имеет области печати А, Б, В, Г. Позиционирование каждого экструдера 8 под углом α=35÷55° по отношению к вертикальной оси платформы, позволяет обеспечить его перемещение, как в пределах непосредственно своей области печати А, так и с пересечением областей печати соседних экструдеров, что позволяет обеспечить прочность модели. Важно отметить, что к пересекающимся областям печати относятся области печати Б, В, и Г, причем область В является общей для всех экструдеров (фиг. 7, 9). Слои, печатаемые экструдерами, если присвоить им нумерацию 1, 2, 3, 4, в смежных областях Б1,2; Б3,4; Г1,3; Г2,4 (фиг. 7), должны перекрываться на одном или на разных Z-уровнях. Ход каждого экструдера в пересекающихся областях Б, В, и Г определяется расстоянием, на которое вертикально расположенное сопло 14 экструдера 8 удалено от центра платформы 6 и составляет не менее 2d, где d - диаметр сопла. При этом сопло максимально смещено от оси крепления экструдера в направлении к соседней области печати, что достигается, как за счет наклонной ориентации соответствующего блока экструдера, так и посредством размещения сопла на максимально возможном расстоянии от вертикальной оси нагревательного блока. При наличии наклонно ориентированного блока подачи материала продвижение расходного материала в направлении вертикально расположенного сопла осуществляется по наклонному каналу. Перед экструзией направление текущего потока материала приобретает другое, вертикальное направление для получения равномерного наплавления нити на платформу принтера или изделие. В этой связи нагревательный блок выполнен в виде фасонной детали, которая позволяет обеспечить изменение направления потока материала. В узле соединения сопла с термоизоляционной трубкой, а именно в нагревательном блоке, трубка снабжена фигурно выполненным срезом, имеющим вытянутый в центре носик, посредством которого в наклонно расположенном канале термоизолятора образован поворот канала для соединения с вертикальным каналом сопла, с образованием поворота в наклонном канале термоизолятора. Таким образом, заявляемое техническое решение, содержащее группу изобретений, объединенных единым изобретательским замыслом, имеет отличия от прототипа, неизвестно из уровня техники и для среднего специалиста явным образом не следует из уровня техники. Следовательно, оно соответствует критериям патентоспособности «новизна» и «изобретательский уровень».
Изобретение поясняется графическими материалами и чертежами.
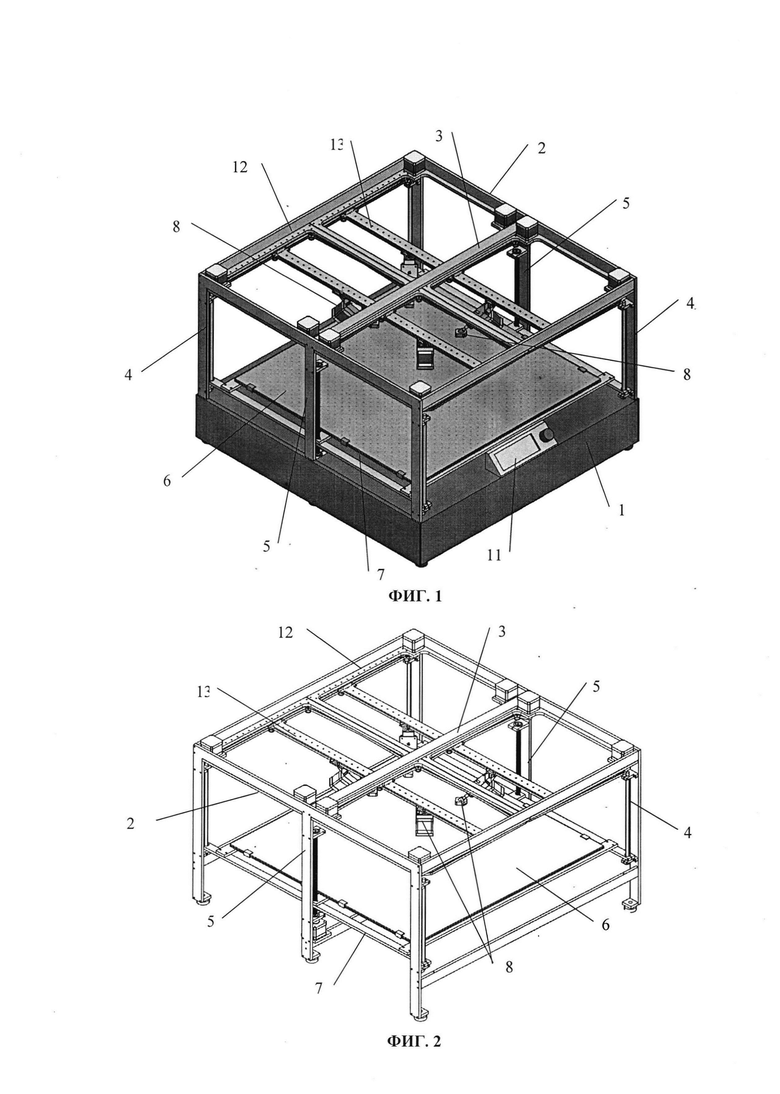
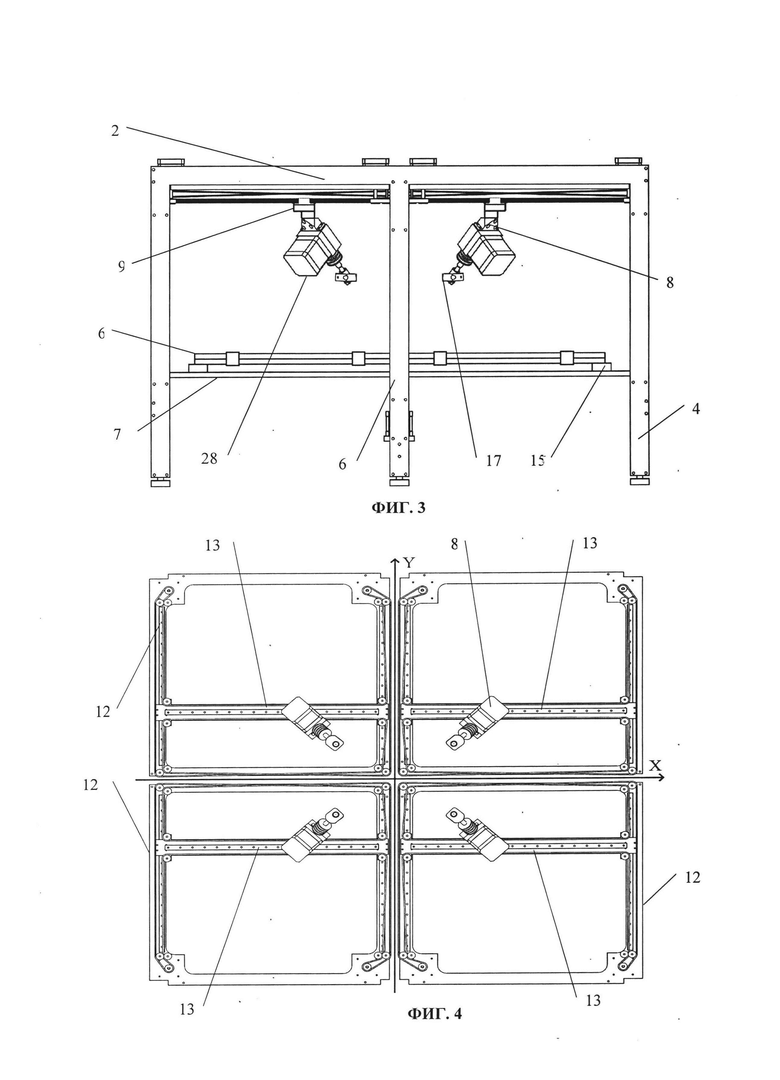
Общий вид 3D-принтера представлен на фигуре 1. На фигуре 2 показан 3D-принтер без корпуса; фиг. 3 - то же, вид сбоку; фиг. 4 - то же, вид сверху; фиг. 5 - модуль перемещения каретки.
На фигуре 6 представлена схема позиционирования экструдера относительно вертикальной оси платформы (ось Z); фиг. 7 - схема расположения областей печати четырех экструдеров; фиг. 8 - схема возможного положения четырех экструдеров в определенный момент времени; фиг. 9 - схема областей печати одного экструдера в разные моменты времени.
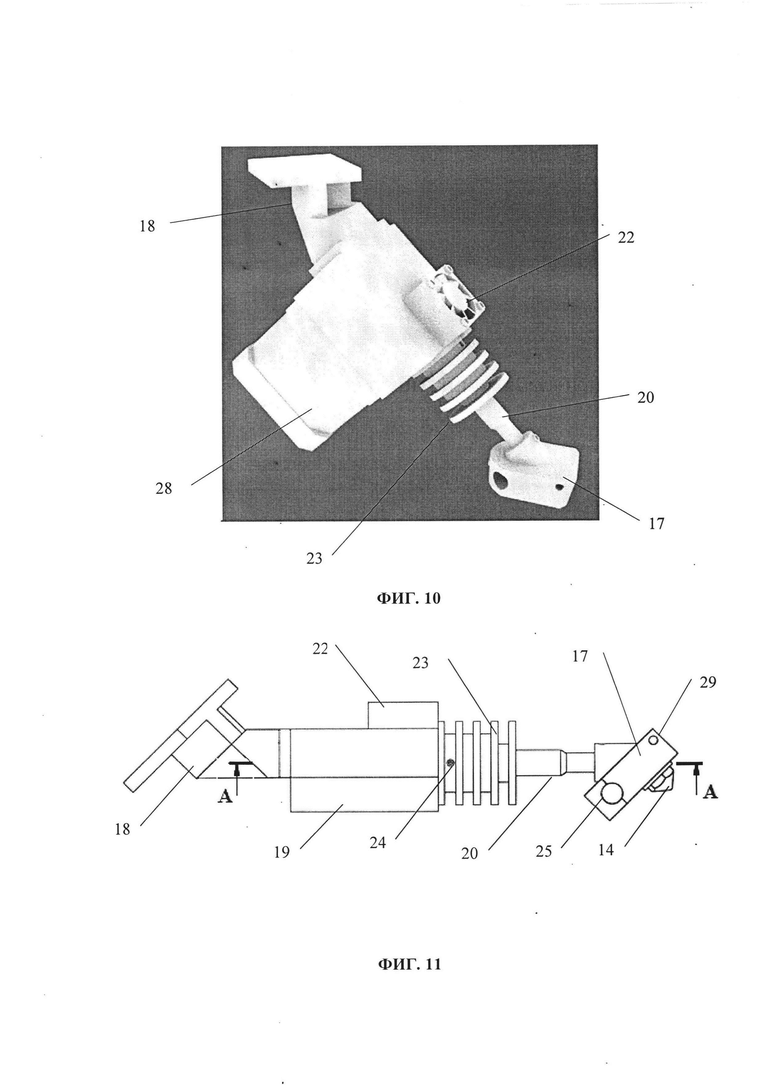
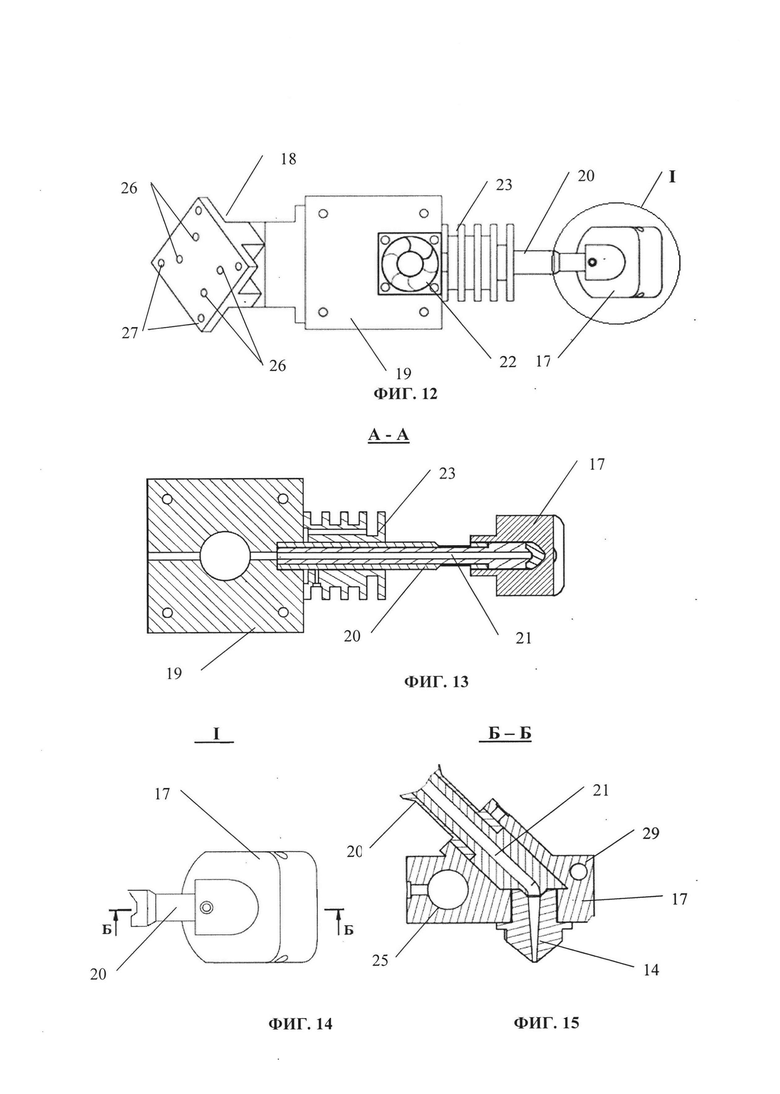
Общий вид экструдера 3D-принтера в вертикальном положении при закреплении на каретке представлен на фигуре 10; фиг. 11 - экструдер в горизонтальном положении; фиг. 12 - то же, вид сверху; фиг. 13 - разрез А-А на фиг. 11; фиг. 14 - нагревательный блок экструдера; фиг. 15 - разрез Б-Б на фиг. 14.
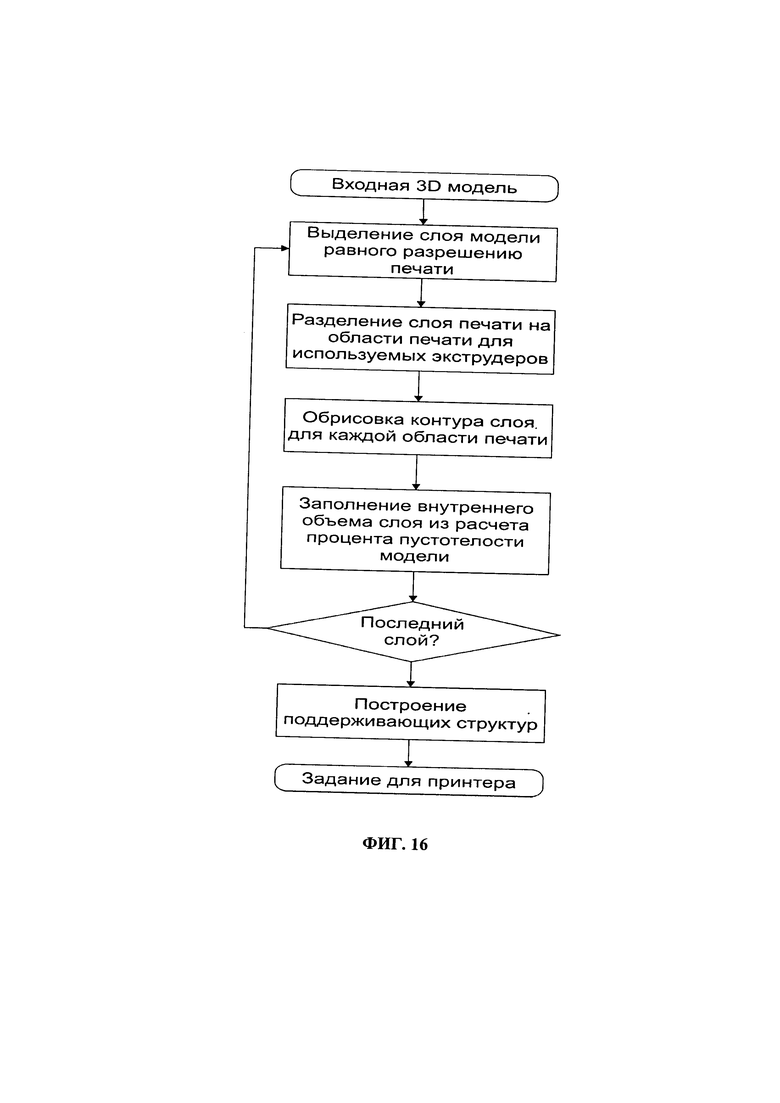
На фигуре 16 приведена блок-схема алгоритма преобразования STL модели.
3D-принтер содержит установленный в корпусе 1 каркас, состоящий из основания 2, выполненного в виде прямоугольной рамы с продольной перекладиной 3 посередине, опорных стоек 4, установленных по углам прямоугольной рамы 2, и вертикальных опор 5, которые соединены с продольной перекладиной 3. Рабочий стол 6, у которого основание 7, закреплено на стойках 4 и вертикальных опорах 5, выполнен в виде регулируемой по высоте платформы с механизмами перемещения по оси Z, размещенными на стойках 4 и опорах 5. 3D-принтер снабжен как минимум парой экструдеров 8, например, четырьмя экструдерами. Каждый из четырех экструдеров 8 оснащен кареткой 9 с модулем 10 ее перемещения посредством трособлочной системы, например, в виде ременной передачи в плоскости XY. Помимо этого 3D-принтер снабжен контроллером 11 для управления процессом послойного изготовления объемных деталей и катушками (не показаны) с расходным материалом для подачи его в экструдеры 8. Модули 10 перемещения кареток 9 закреплены на основании 2, которое при этом снабжено продольной перекладиной 3, установленной посередине соответствующих сторон прямоугольной рамы 2. Модуль 10 перемещения каждой из кареток 9 выполнен в виде направляющих 12; 13, из них по оси Y расположены две продольные направляющие 12, а поперечная направляющая 13, расположенная по оси X и снабженная кареткой 9, установлена с возможностью перемещения по направляющим 12. Каждый экструдер 8, закрепленный на каретке 9, установлен в наклонном положении под углом α=35÷55° к оси Z - вертикальной оси рабочего стола 6, который выполнен в виде платформы из материала с адгезионными свойствами, например, из ситаллового стекла толщиной 4 мм. Платформа имеет габариты 50×50 см. Все экструдеры 8, закрепленные на каретках 9, направлены в центр платформы 6, при этом у каждого экструдера 8 сопло 14 расположено вертикально и от центра платформы 6 удалено на расстояние не менее 2d, где d - диаметр сопла. Для калибровки положения платформа 6 в центре и по углам снабжена вертикальными упорами, которые выполнены в виде регулируемых винтами пружин и размещены на опорных элементах 15. Принтер содержит катушки с расходным материалом (не показаны) для подачи его в экструдеры 8.
Каждый экструдер 8 в 3D-принтере для параллельной печати выполнен в виде конструкции с Z-образной пространственной структурой (фиг. 6, 9), которая включает наклонно ориентированный блок 16, горизонтально расположенный нагревательный блок 17 и позиционирующий блок 18. Наклонно ориентированный блок 16 состоит из размещенного в корпусе 19 механизма подачи материала и термоизолятора 20. Блок 16 расположен под углом 35÷55° относительно вертикальной оси позиционирующего блока 18, который выполнен в виде вертикального выступа на корпусе 19 перед входом в канал 21 подачи материала (фиг. 6, 9). В экструдере 8 в верхней части термоизолятора 20 вблизи вентилятора 22, размещенного на корпусе 19 механизма подачи, скользящей посадкой установлен радиатор охлаждения 23, зафиксированный стопорным винтом 24. Нагревательный блок 17 (см. фиг. 10, 11) выполнен в виде фасонной детали с косым входом для наклонно расположенной трубки термоизолятора 20, конец которой, размещенный внутри нагревательного блока 17 выполнен. с возможностью стыковки с торцом вертикально расположенного сопла 14. Для соединения с соплом 14, которое асимметрично расположено относительно оси нагревательного блока 17, трубка 20 внутри нагревательного блока 17 снабжена фигурно вырезанным концом, посредством вытянутой части которого в канале наклонно расположенной трубки 20 образован коленообразный поворот для изменения направления потока материала. В нагревательном блоке 17 слева от входа термоизолятора 20, непосредственно под трубкой расположен нагреватель 25. Позиционирующий блок 18 снабжен сквозными отверстиями 26 для размещения элементов крепления экструдера 8, а также отверстиями 27 для крепления элементов трособлочной системы. При этом привод 28 механизма подачи смонтирован на поверхности корпуса 19, а датчик температуры 29 размещен над трубкой 20 противоположно нагревателю 25.
Устройство работает следующим образом. Предварительно определяют необходимые параметры и условия для печати, в частности, определяют разрешающую способность печати, скорость перемещения печатающей головки, толщину внешней оболочки изделия, процент заполнения изделия материалом пластика (от 0 - при изготовлении полых изделий, до 100%). При наличии навесных элементов у модели выясняют необходимость построения поддерживающих структур, а также необходимость добавления «юбки» к основанию 3D-модели для лучшей адгезии начальных слоев строящегося изделия к поверхности рабочего стола в начале процесса печати и предотвращения смещения изделия в процессе печати. Для случая, когда изделие состоит из множества отдельно стоящих элементов, в целях снижения риска возникновения ошибки определяют необходимость печати подложки и параметры, характеризующие расходный материал (пластик). Выбирают для каждого вида пластика температуру нагревателя для расплавления пластика в печатающей головке, температуру нагрева поверхности рабочего стола при печати первого слоя 3D-модели и остальных слоев. Поскольку поддерживающая структура строится из материала печати самого объекта с использованием одной печатающей головки, то поддерживающую структуру проектируют и размещают с зазором относительно строящейся модели для обеспечения ее легкого удаления с поверхности готового изделия.
Перед началом печати на персональном компьютере с помощью графического программного обеспечения, (например, Компас 3D, AutoCad, SolidWorks, Blender, 3ds Max, Google SketchUp) формируют 3D-модель, которая должна соответствовать параметрам принтера. Сформированную модель загружают в соответствующее программное обеспечение (ПО), предназначенное для работы параллельным 3D-принтером, обеспечивающее разбиение модели на слои, области печати (в соответствии с параметрами настройки принтера) и подготовку задания для печати. По окончании подготовки задания, проверяют готовность принтера к печати и передают задание на печать в принтер средствами доступных интерфейсов.
Подготовку задания для печати осуществляют следующим образом. После окончания всех манипуляций с моделью модель переводят в понятное для принтера задание для старта печати. Задание, представленное в виде компьютерного языка команд, g-code, образуется в процессе разрезания модели на множество слоев. Количество слоев определяется необходимым разрешением принтера. В процессе подготовки задания определяют характеристики прочности модели, разрешение печати, скорость печати и необходимость построения поддерживающих структур под навесные элементы. По каждому слою строят векторы перемещения используемых экструдеров - контур и внутреннюю структуру в зависимости от выбранных параметров (плотность стыковки областей, толщины стенки, процента заполнения и т.д.).
Общий алгоритм преобразования STL модели в задание для принтера представлен на фиг. 16. Входная модель разделяется на области печати и разрезается по слоям, равным разрешению принтера. После отсечения очередного слоя вырисовывается внешний контур каждой области печати, затем производится его заливка, исходя из процента заполнения. После прохождения по всей высоте модели, в процессе разрезания модели на слои автоматически формируются элементы, которые создают опорные плоскости для элементов детали (поддерживающие структуры) и производится их построение. Каждый новый слой должен быть разбит на несколько областей печати по количеству экструдеров. Осуществляется поочередное смещение областей печати для достижения взаимного перекрытия слоев. В процессе генерации g-кода необходимо отслеживать возникновения ошибок, которые могут привести к дефектам печати таким, как двойное наложение слоя или появление отверстий в модели. Подготовленное задание экспортируется в файл.
После подготовки задания для печати устанавливают соединение с принтером. Проверяют работоспособность всех механических узлов принтера и наличие установленных расходных материалов. Затем загружают подготовленное задание в контроллер 11 через сетевой интерфейс или переносной носитель.
По окончании перечисленных подготовительных операций запускают печать. После запуска осуществляется разогрев платформы 6 до заданной температуры, а также разогрев сопла 14 из каждого экструдеров 8. При этом экструдеры 8 и рабочий стол 6 совершают поиск нулевых координат по осям X, Y, Z. и осуществляют ручную калибровку рабочего стола 6 и модулей 10, управляющих экструдерами 8. Модель необходимо разместить на рабочей платформе 6 таким образом, чтобы она была разделена примерно на четыре равные части, по одной части на каждую область печати. Для получения максимальной эффективности и достижения высокой скорости 3D-печати, необходимо чтобы каждый экструдер 8 был равномерно загружен. При позиционировании объекта на платформе 6 для первого, второго, третьего и четвертого экструдера (экструдеры 1, 2, 3, 4) одинаковая по величине нагрузка распределяется на каждом слое печати. Слои, печатаемые экструдерами 8 в смежных областях Б1,2; Б3,4; Г1,3; Г2,4 (фиг. 7), должны перекрываться на одном или на разных Z-уровнях. В один и тот же момент времени траектории движения различных экструдеров не должны пересекать смежные зоны Б, Г и общую центральную область В (фиг. 7, 9). В процессе построения 3D-объекта контроллер 11 шаг за шагом направляет вдоль оси Z рабочий стол 6 для построения следующих один за другим слоев 3D-объекта. Контроллер 11 (модуль управления) управляет перемещением рабочего стола 6 и экструдерами 8, скоростью подачи и температурой плавления расходного материала (пластика), а также температурой нагрева рабочего стола 6. На индикаторе контроллера 11 отображается текущая информация процесса печати 3D-модели: координаты положения платформы 6 по оси Z; температура сопла 14 для каждого экструдера 8; температура рабочего стола 6; процент выполнения печати и др. На индикаторе также могут быть доступны такие сервисные функции, как заправка пластика; выгрузка пластика; смена сопла и т.п. При этом контроллер 11 выполнен с возможностью автономной работы или работы под управлением компьютера с программным обеспечением, который генерирует данные для построения по STL-модели, соответствующей 3D-объекту, и передает данные для построения в контроллер 3D-принтера.
Заявляемая конструкция трехмерного принтера соответствует критерию патентоспособности «промышленная применимость» и позволяет осуществить совместную печать цельного объекта с взаимодействием до четырех экструдеров; совместную печать до двух объектов с распределением по два экструдера на каждый объект (печать двух идентичных объектов по площади печати на каждом слое; печать до четырех объектов с распределением по одному экструдеру на каждый объект (печать четырех идентичных объектов по площади печати на каждом слое). Заявляемый 3D-принтер для параллельной печати позволяет более, чем в 2 раза, а при оснащении его четырьмя экструдерами и в 4 раза, увеличить скорость печати по сравнению с обычным принтером для трехмерной печати. Конструкция принтера достаточно проста и ограничена только поверхностью печати и длиной направляющих. Все материалы принтера выбраны на основе результатов проведения механических воздействий на составляющие элементы и детали. Каркас может быть выполнен из алюминиевых угловых, П-образных и Т-образных элементов. Направляющие могут быть выполнены из углеродистой стали и, например, при длине 39 см их масса составляет 250 г. Смонтированный на каркасе рабочий стол может иметь габариты 75×50 см помимо тех, которые приведены в описании. Печатающая головка и сопло могут быть изготовлены из латуни, а механизм подачи пластика и трубка термоизолятора из алюминия. Таким образом, 3D-принтер для параллельной печати позволяет с меньшими временными затратами и стоимостными характеристиками изготавливать лабораторные стенды, представляющие собой трехмерные модели рельефа заданных территорий, создание полноразмерных прототипов сложных технических изделий, механизмов (транспорт, мебель, монументы и т.д.), а также может найти применение при фрезеровании изделий с использованием станков с ЧПУ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| Способ контроля печати первого слоя на 3D принтере | 2018 |
|
RU2714332C2 |
| Устройство контроля печати первого слоя на 3D принтере | 2018 |
|
RU2714333C2 |
| СПОСОБ ПЕЧАТИ НА СТРУЙНОМ 3D-ПРИНТЕРЕ | 2015 |
|
RU2609179C1 |
| Пищевой 3D-принтер | 2023 |
|
RU2827097C1 |
| СПОСОБ АДДИТИВНОЙ ЭКСТРУЗИИ ОБЪЁМНЫХ ИЗДЕЛИЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750995C2 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА МАШИНЫ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2019 |
|
RU2706244C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
Изобретение относится к оборудованию для изготовления 3D-прототипов деталей больших и малых габаритов сложной формы по FDM (Fused Deposition Modeling) технологии. 3D-принтер для параллельной печати снабжен как минимум парой экструдеров с модулями независимого перемещения кареток. Модули перемещения кареток с экструдерами закреплены на основании каркаса, установленного в корпусе. Основание каркаса выполнено в виде прямоугольной рамы с продольной перекладиной посередине. С продольной перекладиной основания соединены вертикальные опоры, которые расположены по сторонам каркаса. Рабочий стол выполнен в виде регулируемой по высоте платформы, а его основание связано с опорами и стойками. В центре и по углам платформа снабжена вертикальными упорами в виде регулируемых винтами пружин. Экструдер в каждом модуле установлен в наклонно ориентированном под углом α=35÷55° относительно вертикальной оси платформы (ось Z) положении. При этом сопло каждого экструдера удалено на расстояние не менее 2d от центра платформы, где d - диаметр сопла. Каждый экструдер в 3D-принтере выполнен в виде конструкции с Z-образной пространственной структурой. Она включает вертикально выступающий позиционирующий блок, наклонно ориентированный блок подачи материала, и нагревательный блок с вертикальным соплом. Наклонно ориентированный блок включает корпус механизма подачи материала и термоизолятор. 2 н.п. ф-лы, 16 ил.
1. 3D-принтер для параллельной печати, включающий корпус, рабочий стол, снабженный в основании механизмами калибровки и вертикальными опорами с механизмами перемещения по оси Z, контроллер, выполненный с возможностью управления процессом печати, катушку с расходным материалом для послойного изготовления объемных деталей, закрепленный на каретке экструдер и модуль, с трособлочной системой перемещения каретки в плоскости X, Y, который выполнен в виде размещенных на основании двух продольных направляющих, расположенных по оси Y, и, по меньшей мере, одной поперечной направляющей, расположенной по оси X, которая выполнена с возможностью перемещения по продольным направляющим, отличающийся тем, что он снабжен как минимум парой экструдеров с модулями независимого перемещения кареток, при этом в корпусе установлен каркас, состоящий из основания, выполненного в виде прямоугольной рамы с продольной перекладиной посередине, опорных стоек, установленных по углам прямоугольной рамы, и вертикальных опор, которые расположены по сторонам каркаса и соединены с продольной перекладиной, рабочий стол, у которого основание смонтировано на опорах и стойках каркаса, выполнен в виде регулируемой по высоте платформы, а на раме с продольной перекладиной посередине закреплены модули перемещения кареток с экструдерами, причем в каждом модуле экструдер установлен в наклонно ориентированном под углом α=35÷55° относительно вертикальной оси платформы (ось Z) положении, при котором сопло экструдера, расположенное вертикально, удалено на расстояние не менее 2d, где d - диаметр сопла от центра платформы, которая снабжена в центре и по углам вертикальными упорами в виде регулируемых винтами пружин.
2. Экструдер 3D-принтера, содержащий последовательно расположенные с образованием канала подачи материала механизм подачи с приводом и вентилятором, трубку термоизолятора, нагреватель с соплом и датчиком температуры, отличающийся тем, что он выполнен в виде конструкции с Z-образной пространственной структурой, имеющей наклонно ориентированный блок подачи расходного материала, состоящий из размещенного в корпусе механизма подачи материала и термоизолятора, позиционирующий блок, вертикально выступающий на корпусе механизма подачи, и нагревательный блок с вертикально установленным соплом, при этом наклонно ориентированный блок расположен под углом 35÷55° по отношению к оси сопла и к оси позиционирующего блока, нагревательный блок выполнен в виде фасонной детали с косым входом для размещения наклонно расположенной трубки термоизолятора, имеющей внутри нагревательного блока фигурно вырезанный конец, снабженный вытянутой частью для соединения с соплом, асимметрично расположенным относительно оси нагревательного блока, наклонный блок подачи снабжен радиатором охлаждения, размещенным на трубке термоизолятора вблизи вентилятора, который закреплен на корпусе механизма подачи, а позиционирующий блок, расположенный перед входом в канал подачи материала, снабжен сквозными отверстиями для размещения элементов крепления экструдера, привод которого смонтирован на корпусе механизма подачи, при этом внутри нагревательного блока слева от входа термоизолятора, непосредственно под его трубкой установлен нагреватель, противоположно нагревателю, над трубкой термоизолятора, расположен датчик температуры.
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| WO 2015038072 A1, 19.03.2015 | |||
| ВЕСТНИК ПЕРМСКОГО УНИВЕРСИТЕТА, выпуск 2(41) "Обзор оборудования, программного обеспечения, возможностей и этапов трехмерной печати" В.Ю | |||
| Митин, 2018 г. | |||

