Изобретение относится к трубам высокого давления, изготовленным из синтетического материала, стенки которых содержат армирующий материал, а также - к способу изготовления таких труб.
Патентная заявка Германии №60121579 содержит описание многослойной трубы из синтетического материала. Первый внутренний слой является несущим. Этот слой намотан спирально и покрыт армирующей лентой из кордной ткани. Намотанная армирующая лента имеет на своей внутренней стороне липкий состав, посредством которого и закреплена на несущем слое трубы. Для защиты внешнего слоя армирующей ленты поверх нее экструзивным способом нанесен второй слой синтетического материала.
Подобная многослойная труба с армирующей лентой известна из международной заявки WO 2009/109609, германской заявки №20219222 на полезную модель и германского патента №1813312 также на полезную модель.
В описании настоящего изобретения термин «слой синтетического материала» в отношении синтетической трубы означает слой, состоящий из одних и тех же синтетических материалов, совместно затвердевших после нанесения их на трубу в размягченном или расплавленном состоянии и ставших жестким элементом стенки трубы.
Описанные в указанных документах трубы из синтетических материалов имеют многослойную структуру, т.е. составлены из нескольких слоев, каждый из которых нанесен на стенку трубы отдельным процессом экструзии и затвердевает отдельно от других слоев. Соответствующие армирующие материалы расположены между описанными слоями стенки трубы.
Целью изобретения является создание имеющей улучшенные характеристики трубы из синтетического материала для использования при высоких давлениях, стенка которой содержит слой синтетического материала, заключающий в себе армирующий материал, структура и механические свойства которого оптимизированы. Еще одной целью изобретения является создание простого способа изготовления трубы, усиленной соответствующим армирующим материалом.
Согласно изобретения трубу высокого давления, изготовленную из синтетического материала и имеющую стенку, состоящую из одного слоя синтетического материала с армирующим материалом, упрочняют за счет того, что указанный армирующий материал свернут трубой и вставлен внутрь слоя синтетического материала, составляющего стенку трубы. Трубы высокого давления, как правило, рассчитаны на проход жидкостей, в частности воды, газа, нефти под давлением до 60 бар. Благодаря расположению армирующего материала внутри стенки трубы повышается ее прочность на сжатие и снижается возможность деформации. Кроме того, появляется возможность уменьшить толщину стенки трубы с сохранением ее механической прочности. Наличие армирующего материала внутри слоя синтетического материала стенки трубы позволяет соединять концы таких труб между собой либо сваркой с соединительным фитингом либо хомутами. В противоположность этому трубы из синтетического материала, у которых армирующий материал не погружен внутрь составляющего стенку трубы слоя синтетического материала, а расположен вне такого слоя, можно соединить вместе только сваркой встык, иначе проходящая через трубу под высоким давлением среда может попадать на место соединения синтетического слоя и армирующего материала и разрушать их.
Армирующий материал жестко зафиксирован внутри слоя синтетического материала за счет того, что его диаметр не является равномерной окружностью, а имеет отклонения с образованием выступов как в сторону внешней, так и в сторону внутренней поверхности слоя синтетического материала, в котором он заключен. Дополнительное сцепление армирующего материала со стенкой трубы обеспечено тем, что армирующий материал выполнен сетчатым и в ячейках сетки находится отвержденный синтетический материал трубы.
В предпочтительном варианте синтетический материал первого слоя содержит сополимер этилена и винилового спирта EVOH (далее EVOH), полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности ПЭНП (далее ПЭНП) или полиэтилен высокой плотности ПЭВП (далее ПЭВП), или соединение, состоящее из ПЭНП или ПЭВП и полиамида 12. Если первый слой содержит EVOH или, что предпочтительнее, полиамидный материал, то уменьшается газопроницаемость слоя даже при эксплуатации трубы под высоким давлением, но увеличивается проницаемость нефтепродуктов. Таким образом, первый слой образует химически стойкий барьер особенно против кислот, оснований и углеводородов в условиях использования трубы для жидкостей под высоким давлением. EVOH же особенно стоек против гелия или водорода. Если же первый слой содержит упомянутые выше полиамидный и/или полиэтиленовый материалы, тогда увеличивается его механическая прочность.
При простой конструкции стенки трубы поверх описанного первого слоя синтетического материала расположен армирующий материал, а затем поверх его наложен следующий слой синтетического материала, содержащего EVOH, полиамид, в частности полиамид 12, полиэтилен, в частности ПЭНП или ПЭВП, или соединение, включающее полиэтилен, в частности ПЭНП или ПЭВП, и полиамид, в частности полиамид 12, а армирующий материал выполнен из полиэтилена, и при этом первый и второй слои соединены вместе синтетическим адгезивом, содержащим термопласт, в частности ангидрид-модифицированный этилен. В результате этого первый слой служит защитой от механических повреждений для армирующего материала. Более того, путем подбора синтетических материалов и их комбинаций можно изготовить трубу оптимально стойкой к проходящим через нее средам под высоким давлением. Если первый слой содержит EVOH или полиамид, в частности полиамид 12, то он представляет собой защитный барьер. Второй же слой содержит преимущественно ПЭВП или полиамид 12 для обеспечения высоких механических свойств синтетической трубы. Механическую прочность трубы также повышает армирующий материал, содержащий полиэтилен. Если первый слой содержит EVOH, то второй слой может также включать вместо полиэтилена полиамид, в частности полиамид 12, поскольку он прочнее полиэтилена. В этом случае оба слоя одновременно будут являться защитными барьерами. Первый слой связан со вторым в единое целое на молекулярном уровне через адгезионный слой. Более того, внутренний первый слой сформирован как барьерный защитный слой, а второй слой, состоящий из термопластов, нанесен поверх первого слоя для обеспечения возможности сварки вместе нескольких патрубков.
Еще в одном предпочтительном варианте стенка трубы содержит и третий слой синтетического материала, нанесенного поверх второго слоя. При этом третий слой содержит EVOH, полиамид, в частности полиамид 12, полиэтилен, в частности ПЭНП или ПЭВП, или соединение, содержащие ПЭНП или ПЭВП и полиамид 12. Предпочтительнее, когда второй и третий слои связаны между собой адгезивом, содержащим термопласт, в частности модифицированный ангидридом этилен. Тогда второй слой является защитным барьером и содержит полиамид 12 или EVOH. Первый и третий слои могут содержать одинаковые синтетические материалы из вышеуказанных, но при этом предпочтительнее, чтобы они отличались от материалов, составляющих второй слой, который может состоять всего из одного из указанных ранее синтетических материалов, а не нескольких. При этом желательно, чтобы армирующий материал находился внутри первого внутреннего слоя стенки трубы.
Изобретение также включает и способ изготовления трубы из синтетического материала, в частности трубы высокого давления, при котором на первой стадии свернутый трубой армирующий материал погружают в расплавленный синтетический материал, составляющий первый слой стенки трубы. При однослойной стенке трубы первая стадия является и единственной стадией, что значительно упрощает процесс изготовления трубы. Еще одним преимуществом способа является то, что армирующий материал в виде трубы можно изготовить отдельно от процесса изготовления самой трубы и завезти в цех, где изготавливают трубы, уже готовые патрубки из армирующего материала.
В предпочтительном варианте первый слой стенки трубы содержит EVOH, полиамид 12, ПЭНП или ПЭВП, или соединение ПЭНП или ПЭВП с полиамидом 12. Все эти синтетические материалы эффективны при изготовлении труб, т.к. хорошо поддаются обработке.
В случае наличия второй стадии процесса изготовления трубы расплавленному синтетическому материалу с погруженным в него армирующим материалом придают трубообразную форму на специальном оборудовании. При этом заданную форму и размеры стенка трубы и армирующий материал получают совместно.
Если используют трехстадийный процесс изготовления трубы из синтетического материала, то на третьей стадии синтетический материал отверждают. В результате, застывший слой синтетического материала и армирующий материал внутри него образуют неразделимую структуру. Отпадает необходимость проведения ряда дополнительных операций, когда сначала экструдируют стенку трубы в качестве несущей основы, затем навивают на нее армирующий материал, для защиты которого методом экструзии наносят защитный синтетический материал поверх армирующего материала, что упрощает и ускоряет процесс изготовления трубы.
На четвертой стадии процесса на первый слой синтетического материала наносят второй слой расплавленного синтетического материала. Предпочтительнее - на внешнюю его сторону. Синтетический материал второго слоя содержит EVOH, полиамид 12, ПЭНП или ПЭВП, или соединение, состоящее из полиамида 12 и ПЭНП или ПЭВП, а армирующий материал содержит полиэтилен с адгезионным слоем, например в виде расплавленного синтетического материала, преимущественно термопласта, в частности модифицированного ангидридом этилена, между указанными первым и вторым слоями, составляющими стенку трубы. Поэтому в качестве армирующего материала может быть использован такой теплочувствительный материал, как полиэтилен, поскольку первый слой в этом случае является теплозащитным слоем, защищающим армирующий материал внутри него от разрушения высокими температурами расплавленного второго слоя, наносимого на первый слой. Подбором соответствующих синтетических материалов можно добиться самых оптимальных результатов.
Далее можно применить пятую стадию для нанесения третьего слоя синтетического материала стенки трубы, желательно поверх второго слоя. Указанный третий слой содержит EVOH, полиамид 12, ПЭНП или ПЭВП, либо соединение одного из указанных полиэтиленов с полиамидом 12. Между вторым и третьим слоями расположен адгезионный слой в виде расплавленного синтетического материала, преимущественно - термопласта, в частности модифицированного ангидридом этилена. Здесь также подбором соответствующих синтетических материалов можно добиться самых оптимальных результатов.
Данный способ можно осуществить использованием метода экструзии, при котором свернутый в трубу армирующий материал непрерывно подают в экструзионный аппарат. Это наиболее экономичный вариант.
Другим вариантом осуществления способа по изобретению является применение литья под давлением, при котором трубообразные патрубки армирующего материала подают по отдельности при каждом цикле. Это также довольно простой и экономичный способ.
Три варианта практического воплощения изобретения ниже объяснены более подробно с помощью чертежей, на которых:
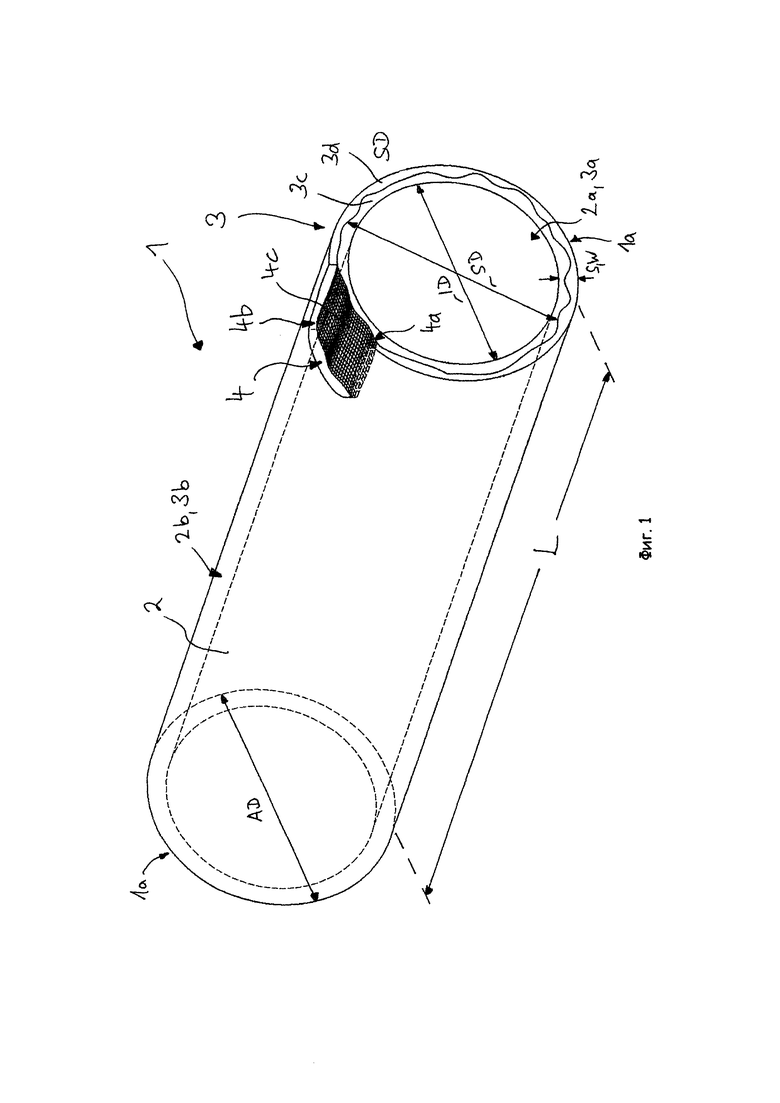
на Фиг. 1 показана в изометрии труба из синтетического материала с частичным вырезом для показа армирующего материала внутри стенки трубы по первому варианту;
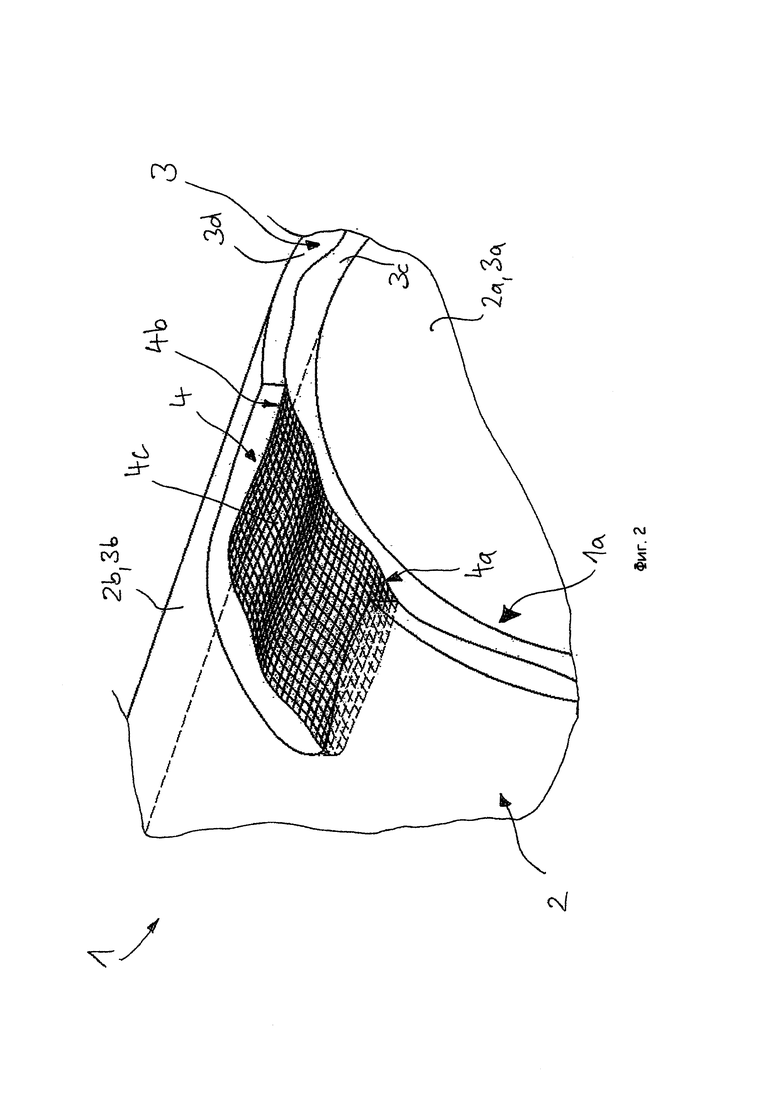
на Фиг. 2 показан в увеличенном виде вырез из Фигуры 1;
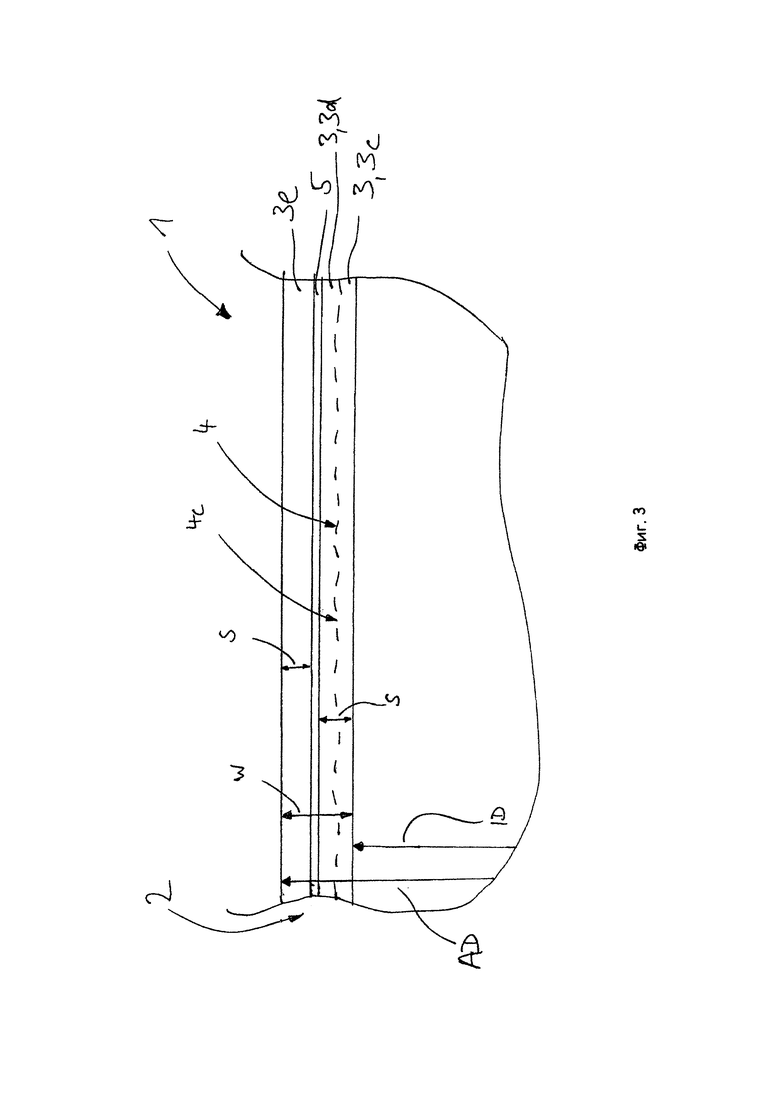
на Фиг. 3 показано поперечное сечение участка трубы Фигуры 2; и
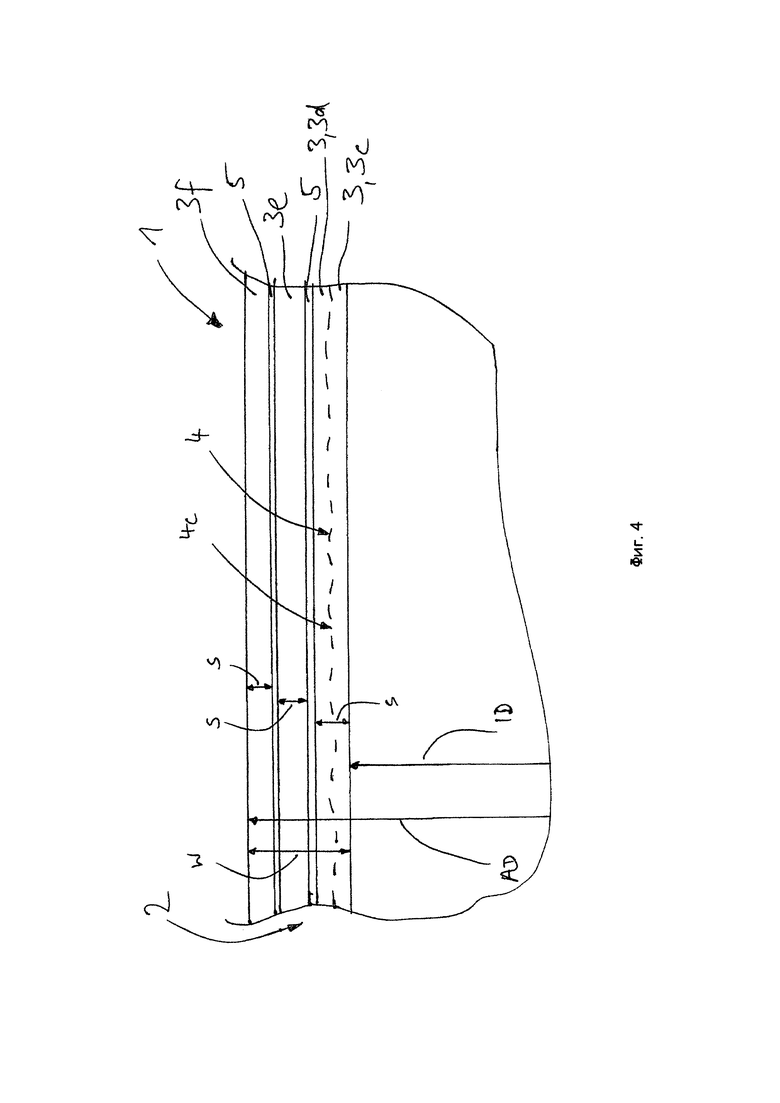
на Фиг. 4 показано поперечное сечение трубы по третьему варианту.
На Фиг. 1 показан первый вариант армированной трубы 1 из синтетического материала с частичным вырезом стенки 2. Труба 1 имеет кольцеобразное поперечное сечение по всей своей длине L. Стенка 2 - однослойная и содержит первый слой 3 из синтетического материала. Разумеется, можно расположить в стенке 2 несколько слоев, как показано на Фиг. 3 (второй слой 3е) или на Фиг. 4 (третий слой 3f), или наложить слои на внутреннюю поверхность 3a или наружную поверхность 3b первого слоя 3.
Синтетический материал, образующий слои 3, 3e и/или 3f стенки 2, содержит преимущественно термопласты и термореактивные вещества. В основном это полиолефины, например полиэтилены, в частности ПЭВП или ПЭНП, полиамиды, в частности полиамид 12, или соединение, содержащее ПЭНП и полиамид, в частности полиамид 12. В данном конкретном случае упомянутое соединение содержит смесь однородных термопластов. Одним из приемлемых соединений для слоев 3, 3e, 3f является также смесь одного полимера с наполнителями с армирующими материалами или другими добавками. Или образующий слои 3, 3e, 3f синтетический материал может включать EVOH. Если один из слоев 3, 3e, 3f содержит вышеупомянутый полиамид или EVOH, то он менее газопроницаем, но его проницаемость для нефтепродуктов повышается. Это в частности имеет место, когда слой 3, 3e, 3f содержит только ПЭНП или ПЭВП.
Преимуществом такой трубы 1 перед многослойными трубами в том, что процесс ее изготовления имеет меньше стадий (может быть вообще одностадийным), на нее легче составить технологическую карту. В соответствии с приведенным выше определением термина «слой» однослойная стенка 2 образована первым и, возможно, единственным слоем 3, отвержденным за одну стадию. Как показано на чертеже, у трубы 1 первый слой 3 имеет внутреннюю поверхность 3a диаметром ID, и наружную поверхностью 3b диаметром AD. Поверхности 3a и 3b концентричны между собой и расстояние между ними равно s. Поскольку стенка 2 - однослойная, то внутренняя и внешняя поверхности 3a, 3b первого слоя 3 одновременно являются внутренней 2а и внешней 2b поверхностями стенки 2, имеющей внутренний диаметр ID и внешний диаметр AD. Соответственно стенка 2 имеет толщину s.
Для повышения прочности синтетической трубы 1 первый слой 3 стенки 2 содержит внутри себя армирующий материал 4, расположенный между поверхностями 3a и 3b по всей длине L трубы 1 с образованием кольцеобразного профиля в поперечном сечении трубы 1. Кольцевой профиль армирующего материала 4 имеет средний диаметр SD, который больше диаметра ID первого слоя 3, но меньше диаметра AD того же слоя. Длина L армирующего материала 4 может быть меньше длины трубы 1 или равной ей.
Армирующий материал 4 может быть как эластичным, так и жестким.
В соответствии с уже приведенным выше определением термина «слой» предварительно расплавленный до текучего состояния синтетический материал первого слоя 3 стенки 2 отверждают только после того как армирующий материал 4 будет помещен в него. При изготовлении первого слоя 3 однослойной стенки 2 упрочнение ее напрямую связано с результатом отверждения первого и единственного слоя 3.
Помещение армирующего материала 4 во внутреннее пространство первого слоя 3 разделяет его на слои 3c и 3d. Слой 3c затвердевшего синтетического материала расположен между внутренней поверхностью 4а армирующего материала 4 и внутренней поверхностью 3a первого слоя 3, а слой 3d расположен между внешней поверхностью 4b армирующего материала 4 и внешней поверхностью 3b первого слоя 3. Благодаря этому армирующий материал 4 прочно связан с первым слоем 3, составляя с ним, а значит, и со стенкой 2, одно целое по всей своей длине. Несмотря на то, что слои 3c, 3d разделены армирующим материалом 4, они не являются двумя отдельными слоями, а составляют единую матрицу, в которую интегрирован армирующий материал 4. Тем самым создана круглая стенка 2, протянувшаяся до торца 1а синтетической трубы 1.
На Фиг. 2 показан увеличенный вид частичного выреза стенки 2 с участком армирующего материала 4. Для того чтобы обеспечить долгосрочную эксплуатацию трубы 1 из синтетического материала при подаче через нее под высоким давлением газа, воды, нефти стенка 2 должна иметь высокую прочность на сжатие, что достигается введением внутрь нее армирующего материала 4. Для обеспечения возможности поглощать действующие на стенку 2 в осевом и тангенциальном направлениях силы армирующий материал 4 выполнен в виде сетки, у которой продольные нити (основные нити) и поперечные нити (уточные нити) направлены перпендикулярно, или почти перпендикулярно, друг другу. Основные нити направлены вдоль длины L, а уточные нити - вдоль окружности стенки 2, образуя спиралевидное кольцо диаметром SD. В принципе легко осуществимо, чтобы основные и уточные нити меняли свою направленность в зависимости от того, на поглощение каких сил предназначен армирующий материал 4. Структуру армирующего материала 4 можно, например, рассчитать, исходя из его конечного строения. Такой расчет учитывает число нитей основы и утка, их толщину, величину диаметра AD стенки 2.
Между нитями основы и утка по всей площади армирующего материала 4 образованы ячейки 4c, сквозь которые проходит расплавленный синтетический материал первого слоя 3, обволакивающий нити армирующего материала 4, интегрируя его в первый слой 3.
Армирующий материал 4 может быть более плотным и не иметь ячеек 4c, или эти ячейки могут быть настолько мелкими, что сквозь них не происходит полное проникновение расплавленного синтетического материала, образующего первый слой 3. Но и в этом случае синтетический материал первого слоя 3c связан в единое целое с синтетическим материалом слоя 3d за счет сцепления затвердевшего синтетического материала с поверхностями 4а и 4b армирующего материала 4.
Выражение «выполнен в виде сетки» в данном описании подразумевает сетчатую или решетчатую структуру материала или сплошного материала с перфорациями. Этот материал может быть свернут в рулон для восприятия действующих на трубу сил, направленных аксиально и тангенциально. Таким образом, армирующий материал 4 может быть выполнен из основной ткани, плетеной ткани, трикотажной ткани, из сетки, из швейной ткани, из нетканого материала или войлока (фетра). Ячейки или отверстия 4c могут иметь форму ромба, квадрата или многоугольника, могут быть круглыми. Ячейки могут быть с выпуклыми краями или гладкие.
Армирующий материал 4 может быть изготовлен из любого текстильного материала или из волокон после текстильной обработки, в частности из нитей, пряжи или шпагата, из резиновых волокон, металлических волокон, натуральных волокон, из смеси натуральных и синтетических волокон, предпочтительнее полиэтиленовых, таких как сверхвысокомолекулярный полиэтилен. Также это может быть стекловолокно, углеродные волокна, металлические волокна (кроме цветных металлов). Кроме того, армирующий материал 4 может быть представлен в виде проволочной сетки. В конце концов, армирующим материалом 4 может быть лист из любого из вышеперечисленных материалов с перфорациями или без таковых.
На Фигурах 1 и 2 показано, что армирующий материал 4 имеет не абсолютно круглый диаметр и не строго параллелен внутренней и внешней поверхностям 3a, 3b первого слоя 3, а имеет определенную волнистость. Это происходит от того, что армирующий материал 4 представляет не жесткую конструкцию, а выполнен из мягкого, сминаемого материала, который в процессе изготовления трубы не может полностью сохранить форму идеального кольца под действием экструдируемого синтетического вещества, и только после застывания последнего обретает жесткость с сохранением волнистости. Но при этом размеры слоев 3c и 3d не позволяют вершинам волн армирующего материала 4 подойти близко к поверхностям 3a и 3b первого слоя 3 и ослабить конструкцию.
Далее описаны преимущественные примеры изготовления описанной трубы 1 из синтетического материала в одностадийном процессе.
Трубу 1 из синтетического материала можно изготовить экструзией или литьем под давлением. В каждом случае на первой стадии синтетический материал расплавляют и в таком состоянии соединяют с заранее подготовленным армирующим материалом 4, свернутым в рулон. Этот рулон погружают в поступающий в форму расплав. На второй стадии первому слою 3 придают требуемую форму трубы с цилиндрической стенкой 2. На третьей стадии первый слой 3 целенаправленно охлаждают до затвердевания. При затвердевании синтетического материала получают первый слой 3 с зафиксированным внутри армирующим материалом 4, составляющим единое целое с первым слоем 3 стенки 2 трубы 1.
При использовании метода экструзии свернутый в рулон армирующий материал 4 на первой стадии процесса подают в виде непрерывной трубы в форму, куда продавливают вместе с ним размягченную или расплавленную массу синтетического вещества. Синтетический материал при этом проникает через ячейки 4c по обе стороны армирующего материала 4, образуя с ним единую структуру. В другом варианте расплав нагнетают в форму по обе стороны 4а, 4b армирующего материала 4 (так называемая коэкструзия). На второй стадии расплав вместе с погруженным в него армирующим материалом 4 протягивают через формующее устройство, где этой массе придают цилиндрическую форму и напрессовывают на оправку (не показана), на которой формируют внутреннюю поверхность будущего первого слоя 3 пока масса еще не застыла. На третьей стадии сформированный первый слой 3 с заключенным в нем армирующим материалом 4 охлаждают до состояния, при котором изделие сохраняет приданную ему форму, снимают с оправки и отверждают. До начала экструзии на первой стадии торец рулона армирующего материал 4 можно закрепить на круглой торцевой части камеры с помощью обруча (не показан), придав ему геометрию изготавливаемой трубы. Затем за этот обруч можно захватить рулон армирующего материала 4 и протащить его вовнутрь формы и дальше - сквозь расплав во всех стадиях изготовления трубы.
При использовании литья под давлением свернутый в рулон армирующий материал 4 помещают в пресс-форму, а потом впрыскивают расплав, который попадает на его внутреннюю и внешнюю поверхности 4а, 4b. При этом давлением расплава указанные поверхности отходят от стенок пресс-формы с образованием слоев 3c, 3d, составляющих первый слой 3 стенки 2. Таким образом, армирующий материал 4 встроен в первый слой 3 синтетического материала и при этом первая и вторая стадии процесса несколько совместились. На третьей стадии проводят отверждение первого слоя 3 и расположенного внутри него армирующего материала 4 путем охлаждения. Как было описано выше, вполне можно объединить в одном инжекционном узле и подачу расплава и распределение его через ячейки (отверстия) 4c на обе поверхности 4а, 4b армирующего материала 4. В другом варианте для полного погружения армирующего материала 4 в расплав и создания слоев 3c и 3d первого слоя 3 можно использовать несколько инжекционных узлов. В частности, короткие трубы 1 из синтетического материала длиной около 0,5 м, так называемые фитинги, изготавливают литьем под давлением. Тем же способом можно изготавливать и так называемые отливки, т.е. небольшие трубообразные детали.
Для полной уверенности, что армирующий материал 4 находится в глубине первого слоя 3, а не на его периферии, положение его в первом слое 3 можно регулировать до начала затвердевания, например регулированием тягового усилия в направлении L трубы 1.
Как было сказано выше, можно изготовить стенку 2 многослойной путем наложения на внешнюю поверхность 3b первого слоя 3 еще одного слоя 3d на четвертой стадии процесса.
На Фиг. 3 приведено поперечное сечение участка стенки 2 трубы 1 по ее длине, показывающее многослойную стенку 2. На первый слой 3 синтетического материала наложен второй слой 3e. Синтетический материал первого слоя 3 в основном содержит EVOH или полиамид 12, или соединение полиэтилена - ПЭНП или ПЭВП с полиамидом 12. А синтетический материал второго слоя 3e содержит в основном полиэтилен, в частности ПЭВП. Второй слой 3e может также содержать один из вышеупомянутых синтетических материалов. Первый слой 3 может полностью состоять из полиэтилена. При использовании EVOH или полиамида образуется барьерный первый слой 3 или 3a со всеми его вышеприведенными достоинствами. Поскольку один из слоев 3, 3e содержит EVOH или полиамид, между слоями 3, 3e вводят слой адгезионного вещества 5 для связывания первого слоя 3 со вторым слоем 3e на молекулярном уровне и образования цельности стенки 2. В качестве адгезионного вещества 5 на первый слой 3 экструдируют термопласт, например модифицированный ангидридом этилен.
Оба слоя 3, 3e могут состоять из одного и того же материала, например из полиэтилена. Тогда не требуется никакого адгезивного вещества 5 для соединения таких слоев. Но в этом случае синтетический материал, по крайней мере, первого слоя 3, должен пластифицироваться при температуре ниже критической для армирующего материала 4 и толщина первого слоя 3 должна быть равной s, что предотвратит повреждение армирующего материала 4 высокой температурой, когда на отвердевший слой 3 наносят расплавленный синтетический материал слоя 3e. Например, первый слой 3 представляет собой ПЭНП с точкой плавления (температурой стеклования) 90-120°C. Армирующий материал 4 выполнен из полиэтиленовых волокон, очень часто - из волокон или нитей сверхвысокомолекулярного полиэтилена высокой плотности, в виде сетки, свернутой трубой внутри слоя 3. У такого материала точка плавления равна примерно 135°C. А наносимый расплав второго слоя 3e может нагреть его до 130-135°C и тем самым нарушить его конструкцию или разрушить его молекулярную структуру. Упомянутый второй слой 3e содержит в основном ПЭВП, чья точка плавления (температура стеклования) около 135°C. Но в расплаве он имеет температуру 190-210°C, при которой и происходит его слипание в единое целое с первым слоем 3, который в данном случае защищает находящийся в нем армирующий материал 4 от разрушения высокой температурой.
Армирующий материал 4 может быть изготовлен из сверхвысокомолекулярного полиэтилена высокой плотности и тогда, когда первый слой 3 выполнен из любого другого синтетического материала из указанных в данном описании.
На Фиг. 4 приведен продольный вырез части стенки 2 трубы 1 из синтетического материала, составленной из трех слоев. В третьем варианте стенки 2 третий слой 3f наложен на второй слой 3e на пятой стадии процесса изготовления трубы 1 и связан с ним адгезивным слоем 5 аналогично тому, как связан второй слой 3e с первым слоем 3. Все утверждения, сделанные для двухслойной стенки 2, действительны, с соответствующими изменениями, и для трехслойной стенки 2. Все три слоя 3, 3e и 3f могут быть изготовлены из одинаковых синтетических материалов или из разных из числа описанных для первого слоя 3 или второго слоя 3e. Также первый и третий слои 3 и 3f могут быть из одинаковых синтетических материалов, а средний второй слой 3e - из других. В общем, вариантов много. Предпочтительным является вариант, когда один из слоев 3, 3e или 3f содержит полиэтилен, в частности ПЭВП, или полиамид, в частности полиамид 12, для повышения прочности трубы 1, эксплуатируемой в условиях высокого давления. В принципе, все три слоя 3, 3e, 3f могут содержать ПЭВП или полиамид 12.
Однако использование армирующего материала 4, содержащего резистивный материал с низкой точкой плавления и потому чувствительный к высоким температурам, описанным ранее, например сверхвысокомолекулярный полиэтилен высокой плотности, делает предпочтительным вариант однослойной стенки 2 с толщиной w или s. Но, если армирующий материал 4 изготовлен из металлической проволоки, углеродных волокон, стекловолокна, арамидных волокон, которые не чувствительны к высоким температурам, то можно выбрать и другие варианты стенок 2. Независимо от выбора материала первый слой 3 всегда должен пластифицироваться при температуре ниже критической температуры для армирующего материала 4. Эту критическую температуру контролируют путем охлаждения первого слоя 3 в случае приближения к ней. Если слои 3, 3e и/или 3f трубы 2 и армирующий материал 4 изготовлены из одних и тех же веществ, то трубу 1 можно потом повторно утилизировать самым простым образом.
Для изготовления трубы 1 с двухслойной или трехслойной стенкой 2 нужно провести четвертую или даже пятую стадию описанных выше процессов с нанесением адгезивного слоя 5, предпочтительнее экструзией, на первый слой 3 с армирующим материалом 4 внутри с последующим нанесением, преимущественно экструзией, на слой 5 второго слоя 3e. В этом случае у первого слоя 3 на небольшую глубину расплавляют внутреннюю поверхность 3a или внешнюю поверхность 3b. При этом адгезив 5 смешивается с расплавленной поверхностью первого слоя 3 и второго слоя 3e и происходит сцепление между слоями 3 и 3e на молекулярном уровне. Также связывают третий слой 3f со вторым слоем 3e. При этом, если соединяемые поверхности состоят из одного и того же вещества, то адгезив 5 можно исключить. Можно также третий спой 3f нанести на внутреннюю поверхность 3a первого слоя 3. Или существенно повысить сопротивление диффузии внутренней поверхности 3a первого слоя 3, например, путем нанесения на нее нанопокрытия.
Вышеописанная труба 1 из синтетического материала с однослойной или многослойной стенкой 2, усиленной армирующим материалом 4, предназначена для использования в качестве высокопрочной трубы высокого давления для перекачки нефтепродуктов, газа и воды. С этой целью трубу 1 можно адаптировать к требованиям германского стандарта DIN 8074 (Полиэтиленовые (ПЭ) трубы - ПЭ80, ПЭ 100 - Размеры). Например, для давления 60 бар при наружном диаметре AD стенки 2 до 800 мм толщину s слоя термопласта 3, 3e или 3f можно подобрать по указанному госту. Если стенка 2 содержит второй слой 3e и/или третий слой 3f, то ее толщина w увеличивается, а внутренний диаметр ID стенки 2 уменьшается на соответствующую величину. В случае многослойной стенки 2 барьерный слой, представленный первым слоем 3, имеет толщину около 4 мм. Если при этом накладывают адгезивный слой, то это еще 0,5 мм. Внутренний же диаметр ID стенки уменьшается с увеличением толщины w стенки (см. Фиг. 3 и Фиг. 4). В принципе, возможно отклониться от госта DIN 8074 и уменьшить толщину s первого слоя 3 в однослойной стенке 2 трубы 1 и при этом достичь требуемой механической прочности и надежности трубы 1, если использовать описанный способ изготовления трубы 1, при котором внутри первого слоя 3 размещают армирующий материал 4 при соответствующем подборе их материалов.
Описанное устройство трубы 1 и способы ее получения по данному изобретению можно применять и для получения круглых в поперечном сечении длинномерных деталей разнообразного назначения. Методом экструзии или литья под давлением можно изготавливать детали с армирующим слоем внутри боковой стенки или стенок также и овального или многоугольного поперечного сечения, даже прямоугольного.
Защитные слои могут содержать - вместо EVOH или полиамида - каучук, в частности бутадиен-нитрильный каучук, этилен-пропиленовый каучук, стирол-бутадиен-каучук или соединение, содержащие эти каучуки или часть их.
Перечень позиций на чертежах
1 Труба из синтетического материала
1а Торец трубы
2 Стенка трубы
2а Внутренняя поверхность стенки трубы 2
2b Внешняя поверхность стенки трубы 2
3 Первый слой
3a Внутренняя поверхность первого слоя 3
3b Внешняя поверхность первого слоя 3
3c Внутренний слой первого слоя 3
3d Внешний слой первого слоя 3
3e Второй слой
3f Третий слой
4 Армирующий материал
4а Внутренняя поверхность армирующего материала
4b Внешняя поверхность армирующего материала
4c Ячейка (отверстие)
5 Адгезив
s Толщина слоя
w Толщина стенки
AD Внешний диаметр
ID Внутренний диаметр
L Длина
SD Средний диаметр кольца армирующего материала
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРОВОЙ КЛАПАН | 2008 |
|
RU2447347C2 |
| СЖИМАЕМЫЕ ЕМКОСТИ ДЛЯ ТЕКУЧИХ ПРОДУКТОВ, ИМЕЮЩИЕ УЛУЧШЕННЫЕ БАРЬЕРНЫЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА | 2001 |
|
RU2270146C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ПЛЕНКИ С ПОКРЫТИЕМ ИЗ ОТВЕРЖДЕННОГО ПОЛИСИЛОКСАНА | 2011 |
|
RU2582398C2 |
| ПОГЛОЩАЮЩИЕ КИСЛОРОД СМЕСИ | 2009 |
|
RU2492191C2 |
| ПОЛИЭТИЛЕНОВАЯ КОМПОЗИЦИЯ ДЛЯ НАРУЖНОГО СЛОЯ ПОКРЫТИЙ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2599574C1 |
| МНОГОСЛОЙНЫЕ ТРУБКИ НА ОСНОВЕ ПОЛИАМИДА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОСТЕЙ | 2004 |
|
RU2282535C2 |
| ТРУБЧАТОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ | 2014 |
|
RU2672233C2 |
| МНОГОСЛОЙНАЯ ТЕРМОУСАДОЧНАЯ ПЛЕНКА | 2019 |
|
RU2760225C1 |
| РЕЖУЩАЯ НИТЬ УЛУЧШЕННОГО СОСТАВА ДЛЯ ТРИММЕРОВ И КУСТОРЕЗОВ | 2012 |
|
RU2606909C2 |
| НЕФОЛЬГИРОВАННЫЙ УПАКОВОЧНЫЙ ЛАМИНАТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ВЫПОЛНЕННЫЙ ИЗ НЕГО | 2011 |
|
RU2586143C2 |
Изобретение относится к трубам высокого давления, изготовленным из синтетического материала, и к способу изготовления труб. Труба высокого давления имеет стенку из первого слоя синтетического вещества и армирующего материала в стенке. Армирующий материал имеет трубообразную форму и размещен внутри первого слоя в расплавленном состоянии последнего. Положение армирующего материала является неустойчивым и расстояния от армирующего материала до цилиндрической внутренней поверхности и цилиндрической внешней поверхности неравномерны. Трубу отверждают охлаждением. Изобретение позволяет повысить прочность трубы на сжатие и снизить возможность деформации, а также упростить способ получения трубы. 6 н. и 25 з.п. ф-лы, 4 ил.
1. Труба (1) из синтетического материала, в частности труба высокого давления, имеющая стенку (2), которая состоит из первого слоя (3) синтетического вещества и армирующего материала (4) в стенке (2), отличающаяся тем, что армирующий материал (4) имеет трубообразную форму и размещен внутри первого слоя (3), в расплавленном состоянии последнего, при котором положение армирующего материала 4 неустойчиво и расстояния от него до цилиндрической внутренней поверхности (3а) и цилиндрической внешней поверхности (3b), ограничивающих толщину первого слоя (3), вследствие этого неравномерны, и зафиксирован в застывшем синтетическом веществе первого слоя (3) внутри этого первого слоя (3), а значит, и внутри стенки (2), с указанными неравномерными расстояниями от армирующего материала (4) до внутренней поверхности (3а) и внешней поверхности (3b) первого слоя (3), при этом внутренний слой (3с) синтетического вещества, составляющего первый слой (3), расположен между внутренней поверхностью (4а) армирующего материала (4) и цилиндрической внутренней поверхностью (3а), а внешний слой (3d) синтетического вещества, составляющего первый слой (3), находится между внешней поверхностью (4b) армирующего материала (4) и цилиндрической внешней поверхностью (3b).
2. Труба 1 из синтетического материала по п. 1, отличающаяся тем, что армирующий материал (4) имеет сетчатую форму и содержит сквозные отверстия (4с).
3. Труба 1 из синтетического материала по одному из пп. 1 или 2, отличающаяся тем, что непрерывный первый слой (3), по крайней мере, на части своей длины расположен между внутренней поверхностью (3а) и внутренней поверхностью (3b), в частности на том участке, где расположены отверстия (4с) армирующего материала (4).
4. Труба 1 из синтетического материала по одному из пп. 1 или 2, отличающаяся тем, что синтетический материал первого слоя (3) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, или соединение полиэтилена, в частности полиэтилена низкой плотности или полиэтилена высокой плотности, с полиамидом, в частности полиамидом 12.
5. Труба 1 из синтетического материала по п. 3, отличающаяся тем, что синтетический материал первого слоя (3) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, или соединение полиэтилена, в частности полиэтилена низкой плотности или полиэтилена высокой плотности, с полиамидом, в частности полиамидом 12.
6. Труба 1 из синтетического материала по одному из пп. 1, 2 или 5, отличающаяся тем, что ее стенка (2) включает дополнительно к первому слою (3), содержащему внутри себя армирующий материал (4), второй слой (3е) синтетического материала, нанесенного, предпочтительно, на внешнюю поверхность первого слоя (3), при этом второй слой (3е) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, или соединение полиэтилена, в частности полиэтилена низкой плотности или полиэтилена высокой плотности, с полиамидом, в частности полиамидом 12, причем армирующий материал (4) включает полиэтилен, причем первый слой (3) и второй слой (3е) связаны между собой адгезионным веществом, состоящим из синтетического материала, содержащим предпочтительно термопласт, в частности модифицированный ангидридом этилен.
7. Труба 1 из синтетического материала по п. 3, отличающаяся тем, что ее стенка (2) включает дополнительно к первому слою (3), содержащему внутри себя армирующий материал (4), второй слой (3е) синтетического материала, нанесенного, предпочтительно, на внешнюю поверхность первого слоя (3), при этом второй слой (3е) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, или соединение полиэтилена, в частности полиэтилена низкой плотности или полиэтилена высокой плотности, с полиамидом, в частности полиамидом 12, причем армирующий материал (4) включает полиэтилен, причем первый слой (3) и второй слой (3е) связаны между собой адгезионным веществом, состоящим из синтетического материала, содержащим предпочтительно термопласт, в частности модифицированный ангидридом этилен.
8. Труба 1 из синтетического материала по п. 4, отличающаяся тем, что ее стенка (2) включает дополнительно к первому слою (3), содержащему внутри себя армирующий материал (4), второй слой (3е) синтетического материала, нанесенного, предпочтительно, на внешнюю поверхность первого слоя (3), при этом второй слой (3е) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, или соединение полиэтилена, в частности полиэтилена низкой плотности или полиэтилена высокой плотности, с полиамидом, в частности полиамидом 12, причем армирующий материал (4) включает полиэтилен, причем первый слой (3) и второй слой (3е) связаны между собой адгезионным веществом, состоящим из синтетического материала, содержащим предпочтительно термопласт, в частности модифицированный ангидридом этилен.
9. Труба 1 из синтетического материала по одному из пп. 7 или 8, отличающаяся тем, что ее стенка (2) содержит дополнительно ко второму слою (3е) третий слой (3f), который предпочтительно нанесен на внешнюю поверхность второго слоя (3е), при этом синтетический материал третьего слоя (3f) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, или соединение, содержащее полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, и полиамид, в частности полиамид 12, при этом второй слой (3е) и третий слой (3f) связаны между собой, предпочтительнее, адгезионным веществом, содержащим синтетический материал, предпочтительнее термопласт, в частности модифицированный ангидридом этилен.
10. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по одному из пп. 1, 2, 5, 7 или 8, отличающийся тем, что на первой стадии свернутый трубой армирующий материал (4) погружают в первый слой (3) расплавленного синтетического материала, внутри которого армирующий материал (4) удерживают в плавающем состоянии, при котором расстояния между последним и внутренней и внешней поверхностями (3а), (3b) первого слоя (3) неодинаковы, на второй стадии формуют расплавленный первый слой (3) с плавающим в нем армирующим материалом (4) с получением трубы с цилиндрическими внутренней и внешней поверхностями (3а), (3b) первого слоя (3), а на третьей стадии первый слой (3) отверждают и тем самым получают стенку (2) с жестко зафиксированным в ней армирующим материалом (4) в первом слое (3) с разными радиальными расстояниями до внутренней и внешней поверхностей (3а, 3b) первого слоя (3), при этом внутри первого слоя (3) образованы внутренний слой (3с) синтетического материала между внутренней поверхностью (4а) армирующего материала (4) и внутренней цилиндрической поверхностью (3а) и внешний слой (3d) синтетического материала между внешней поверхностью (4b) армирующего материала (4) и внешней цилиндрической поверхностью (3b) первого слоя (3).
11. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 3, отличающийся тем, что на первой стадии свернутый трубой армирующий материал (4) погружают в первый слой (3) расплавленного синтетического материала, внутри которого армирующий материал (4) удерживают в плавающем состоянии, при котором расстояния между последним и внутренней и внешней поверхностями (3а), (3b) первого слоя (3) неодинаковы, на второй стадии формуют расплавленный первый слой (3) с плавающим в нем армирующим материалом (4) с получением трубы с цилиндрическими внутренней и внешней поверхностями (3а), (3b) первого слоя (3), а на третьей стадии первый слой (3) отверждают и тем самым получают стенку (2) с жестко зафиксированным в ней армирующим материалом (4) в первом слое (3) с разными радиальными расстояниями до внутренней и внешней поверхностей (3а, 3b) первого слоя (3), при этом внутри первого слоя (3) образованы внутренний слой (3с) синтетического материала между внутренней поверхностью (4а) армирующего материала (4) и внутренней цилиндрической поверхностью (3а) и внешний слой (3d) синтетического материала между внешней поверхностью (4b) армирующего материала (4) и внешней цилиндрической поверхностью (3b) первого слоя (3).
12. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 4, отличающийся тем, что на первой стадии свернутый трубой армирующий материал (4) погружают в первый слой (3) расплавленного синтетического материала, внутри которого армирующий материал (4) удерживают в плавающем состоянии, при котором расстояния между последним и внутренней и внешней поверхностями (3а), (3b) первого слоя (3) неодинаковы, на второй стадии формуют расплавленный первый слой (3) с плавающим в нем армирующим материалом (4) с получением трубы с цилиндрическими внутренней и внешней поверхностями (3а), (3b) первого слоя (3), а на третьей стадии первый слой (3) отверждают и тем самым получают стенку (2) с жестко зафиксированным в ней армирующим материалом (4) в первом слое (3) с разными радиальными расстояниями до внутренней и внешней поверхностей (3а, 3b) первого слоя (3), при этом внутри первого слоя (3) образованы внутренний слой (3с) синтетического материала между внутренней поверхностью (4а) армирующего материала (4) и внутренней цилиндрической поверхностью (3а) и внешний слой (3d) синтетического материала между внешней поверхностью (4b) армирующего материала (4) и внешней цилиндрической поверхностью (3b) первого слоя (3).
13. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 6, отличающийся тем, что на первой стадии свернутый трубой армирующий материал (4) погружают в первый слой (3) расплавленного синтетического материала, внутри которого армирующий материал (4) удерживают в плавающем состоянии, при котором расстояния между последним и внутренней и внешней поверхностями (3а), (3b) первого слоя (3) неодинаковы, на второй стадии формуют расплавленный первый слой (3) с плавающим в нем армирующим материалом (4) с получением трубы с цилиндрическими внутренней и внешней поверхностями (3а), (3b) первого слоя (3), а на третьей стадии первый слой (3) отверждают и тем самым получают стенку (2) с жестко зафиксированным в ней армирующим материалом (4) в первом слое (3) с разными радиальными расстояниями до внутренней и внешней поверхностей (3а, 3b) первого слоя (3), при этом внутри первого слоя (3) образованы внутренний слой (3с) синтетического материала между внутренней поверхностью (4а) армирующего материала (4) и внутренней цилиндрической поверхностью (3а) и внешний слой (3d) синтетического материала между внешней поверхностью (4b) армирующего материала (4) и внешней цилиндрической поверхностью (3b) первого слоя (3).
14. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 9, отличающийся тем, что на первой стадии свернутый трубой армирующий материал (4) погружают в первый слой (3) расплавленного синтетического материала, внутри которого армирующий материал (4) удерживают в плавающем состоянии, при котором расстояния между последним и внутренней и внешней поверхностями (3а), (3b) первого слоя (3) неодинаковы, на второй стадии формуют расплавленный первый слой (3) с плавающим в нем армирующим материалом (4) с получением трубы с цилиндрическими внутренней и внешней поверхностями (3а), (3b) первого слоя (3), а на третьей стадии первый слой (3) отверждают и тем самым получают стенку (2) с жестко зафиксированным в ней армирующим материалом (4) в первом слое (3) с разными радиальными расстояниями до внутренней и внешней поверхностей (3а, 3b) первого слоя (3), при этом внутри первого слоя (3) образованы внутренний слой (3с) синтетического материала между внутренней поверхностью (4а) армирующего материала (4) и внутренней цилиндрической поверхностью (3а) и внешний слой (3d) синтетического материала между внешней поверхностью (4b) армирующего материала (4) и внешней цилиндрической поверхностью (3b) первого слоя (3).
15. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 10, отличающийся тем, что синтетический материал первого слоя (3) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, или соединение полиэтилена, в частности полиэтилена низкой плотности или полиэтилена высокой плотности, с полиамидом, в частности с полиамидом 12, при этом армирующий материал (4) содержит полиэтилен.
16. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по одному из пп. 11, 12, 13 или 14, отличающийся тем, что синтетический материал первого слоя (3) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, или соединение полиэтилена, в частности полиэтилена низкой плотности или полиэтилена высокой плотности, с полиамидом, в частности с полиамидом 12, при этом армирующий материал (4) содержит полиэтилен.
17. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 10, отличающийся тем, что на четвертой стадии второй слой (3е) синтетического материала в расплавленном виде наносят на первый слой (3), предпочтительнее на внешнюю его поверхность, при этом синтетический материал второго слоя (3е) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, и полиамид, в частности полиамид 12, причем предпочтительнее ввести между первым слоем (3) и вторым слоем (3е) адгезионное вещество из расплавленного синтетического материала, предпочтительнее содержащее термопласт, в частности модифицированный ангидридом этилен.
18. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по одному из пп. 11-15 или 16, отличающийся тем, что на четвертой стадии второй слой (3е) синтетического материала в расплавленном виде наносят на первый слой (3), предпочтительнее на внешнюю его поверхность, при этом синтетический материал второго слоя (3е) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, и полиамид, в частности полиамид 12, причем предпочтительнее ввести между первым слоем (3) и вторым слоем (3е) адгезионное вещество из расплавленного синтетического материала, предпочтительнее содержащее термопласт, в частности модифицированный ангидридом этилен.
19. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 16, отличающийся тем, что на четвертой стадии второй слой (3е) синтетического материала в расплавленном виде наносят на первый слой (3), предпочтительнее на внешнюю его поверхность, при этом синтетический материал второго слоя (3е) содержит сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, и полиамид, в частности полиамид 12, причем предпочтительнее ввести между первым слоем (3) и вторым слоем (3е) адгезионное вещество из расплавленного синтетического материала, предпочтительнее содержащее термопласт, в частности модифицированный ангидридом этилен.
20. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 17 или 19, отличающийся тем, что на пятой стадии на второй слой (3е), предпочтительнее на внешнюю его сторону, наносят третий слой (3f) расплавленного синтетического материала, содержащего сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, и полиамид, в частности полиамид 12, причем предпочтительнее ввести между вторым слоем (3е) и третьим слоем (3f) адгезионное вещество из расплавленного синтетического материала, предпочтительнее содержащее термопласт, в частности модифицированный ангидридом этилен.
21. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 18, отличающийся тем, что на пятой стадии на второй слой (3е), предпочтительнее на внешнюю его сторону, наносят третий слой (3f) расплавленного синтетического материала, содержащего сополимер этилена и винилового спирта, полиамид, в частности полиамид 12, полиэтилен, в частности полиэтилен низкой плотности или полиэтилен высокой плотности, и полиамид, в частности полиамид 12, причем предпочтительнее ввести между вторым слоем (3е) и третьим слоем (3f) адгезионное вещество из расплавленного синтетического материала, предпочтительнее содержащее термопласт, в частности модифицированный ангидридом этилен.
22. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 10, отличающийся тем, что способ проводят методом экструзии, при котором свернутый трубой армирующий материал (4) непрерывно подают в зону экструзии.
23. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по одному из пп. 11-15, 17, 19 или 21, отличающийся тем, что способ проводят методом экструзии, при котором свернутый трубой армирующий материал (4) непрерывно подают в зону экструзии.
24. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 16, отличающийся тем, что способ проводят методом экструзии, при котором свернутый трубой армирующий материал (4) непрерывно подают в зону экструзии.
25. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 18, отличающийся тем, что способ проводят методом экструзии, при котором свернутый трубой армирующий материал (4) непрерывно подают в зону экструзии.
26. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 20, отличающийся тем, что способ проводят методом экструзии, при котором свернутый трубой армирующий материал (4) непрерывно подают в зону экструзии.
27. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 10, отличающийся тем, что способ проводят методом литья под давлением, при котором в каждом цикле армирующий материал (4) подают в зону формования в виде отдельной трубы.
28. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по одному из пп. 11-15, 17, 19 или 21, отличающийся тем, что способ проводят методом литья под давлением, при котором в каждом цикле армирующий материал (4) подают в зону формования в виде отдельной трубы.
29. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 16, отличающийся тем, что способ проводят методом литья под давлением, при котором в каждом цикле армирующий материал (4) подают в зону формования в виде отдельной трубы.
30. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 18, отличающийся тем, что способ проводят методом литья под давлением, при котором в каждом цикле армирующий материал (4) подают в зону формования в виде отдельной трубы.
31. Способ изготовления трубы (1) из синтетического материала, в частности трубы высокого давления, по п. 20, отличающийся тем, что способ проводят методом литья под давлением, при котором в каждом цикле армирующий материал (4) подают в зону формования в виде отдельной трубы.
| DE 20219222 U1, 13.03.2003 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| JP 8224846 A, 03.09.1996 | |||
| СЕГМЕНТ КОСИЛОЧНОГО НОЖА | 2005 |
|
RU2287255C1 |
| EA 200301074 A1, 26.08.2004 | |||
| ГИБКАЯ ТРУБА НА ОСНОВЕ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРА И ПОЛИОЛЕФИНА ДЛЯ РАЗРАБОТКИ НЕФТЯНЫХ ИЛИ ГАЗОВЫХ МЕСТОРОЖДЕНИЙ (ВАРИАНТЫ) | 2003 |
|
RU2319887C2 |

