ОБЛАСТЬ ТЕХНИКИ
[0001] Изобретение относится к объемной (3D) печати и, в частности, к печати объемной структуры и сборке объемной печатной структуры с другими объемными печатными структурами или структурами, изготовленными с использованием других способов.
УРОВЕНЬ ТЕХНИКИ
[0002] Использование традиционных производственных технологий быстро смещается в сторону цифрового изготовления. Изготовление добавляющим или вычитающим способами (в настоящем изобретении все это вместе обозначено как объемная печать) обеспечивает множество преимуществ над традиционными способами изготовления. Например, конструктивно сложный проект, который прежде не мог быть сформирован с использованием известных способов, может быть сформирован с использованием объемной печати. Кроме того, объемная печать обеспечивает рентабельный способ изготовления партий изделий как в промышленных объемах, так и в уменьшенных объемах вплоть до одиночного узла. Проект может быть создан конечным пользователем с использованием программного обеспечения для автоматизированного проектирования (CAD), или пользователь может загрузить основанные на Интернет-технологиях команды программного обеспечения для создания необходимой запасной части или необходимой декоративной структуры для бытового использования или использования в малом бизнесе. Различные печатающие головки могут наносить множество различных материалов на создаваемый объект (например, каучук, пластики, бумагу, подобные полиуретану материалы, металлы и т.п.).
[0003] Для некоторых объемных печатных подструктур может потребоваться сборка с другими подструктурами после их печати. Например, объемная печатная подструктура может быть соединена с одной или большим количеством других объемных печатных подструктур, одной или большим количеством изготовленных традиционным способом подструктур или с тем и другим вместе с использованием адгезива. После печати две или большее количество объемных печатных структур для сборки могут быть транспортированы к сборочной площадке, где адгезив вручную применяют к одной или обеим подструктурам. Затем структуры собирают с использованием адгезива для скрепления двух или большего количества структур.
[0004] Таким образом, имеется потребность в объемной печатной структуре и способе, которые обеспечивают возможность быстрой или удобной сборки частей.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0005] Ниже представлено краткое описание настоящего изобретения для обеспечения понимания аспектов нескольких вариантов реализации настоящего изобретения. Данное описание не является подробным обзором и не предназначено для идентификации ключевых или существенных элементов настоящего изобретения, а также для определения объема защиты настоящего изобретения. Вместо этого первостепенная цель настоящего раздела состоит в том, чтобы просто представить одно или большее количество концепций в упрощенной форме в качестве введения к подробному описанию, представленному ниже.
[0006] Согласно оному из вариантов реализации настоящего изобретения предложена система для формирования структуры, содержащая:
объемный (3D) принтер, содержащий:
первый резервуар, содержащий полимер;
второй резервуар, содержащий адгезив;
форсунку, выполненную с возможностью дозирования полимера на платформу для формирования объемной подструктуры; и
форсунку, выполненную с возможностью дозирования адгезива на объемную подструктуру.
[0007] Согласно другому варианту реализации предложен способ формирования структуры согласно которому обеспечивают объемный принтер, содержащий первый резервуар, содержащий полимер, и второй резервуар, содержащий адгезив. Способ дополнительно включает этапы, согласно которым: дозируют полимер из первого резервуара посредством форсунки для печатания объемной подструктуры с использованием объемного принтера и дозируют адгезив из второго резервуара посредством форсунки на объемную подструктуру с использованием объемного принтера.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008] На сопроводительных чертежах, которые включены в настоящее описание и составляют его часть, показаны варианты реализации настоящего изобретения, которые вместе с описанием служат для объяснения принципов настоящего изобретения.
[0009] На фиг. 1-5 схематически показаны в разрезе различные незавершенные структуры в соответствии с различными вариантами реализации настоящего изобретения.
[0010] На фиг. 6 показана блок-схема способа в соответствии с одним вариантом реализации настоящего изобретения.
[0011] На фиг. 7 показана функциональная схема системы в соответствии с одним вариантом реализации настоящего изобретения.
[0012] Следует отметить, что некоторые детали на чертежах упрощены и изображены только для облегчения понимания настоящего изобретения, но не для соблюдения строгой конструктивной точности, детальности и масштабирования.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0013] Ниже подробно описаны варианты реализации настоящего изобретения, примеры которых показаны на сопроводительных чертежах. Везде, где это возможно, одинаковые ссылочные номера, использованные на чертежах, обозначают те же самые или подобные части.
[0014] Присоединение объемной печатной подструктуры к другим объемным печатным подструктурам, к одной или большему количеству изготовленных традиционным способом подструктур или к тому и другому вместе с использованием адгезива требует ручного применения адгезива к печатной подструктуре. Ручное применение адгезива может приводить к низкой точности, высокой стоимости и риску ошибки.
[0015] Согласно одному варианту реализации настоящего изобретения один или большее количество адгезивов могут быть применены объемным принтером непосредственно во время формования объемной печатной подструктуры, например, с использованием одного из вариантов реализации, описанных ниже. Применение адгезива объемным принтером может повысить точность размещения адгезива, уменьшить стоимость работ и снизить риск ошибки. Для целей настоящей заявки "подструктура" или "подузел" представляют собой структуру, которая будет соединена с другой подструктурой для формирования законченного узла (т.е. общей конструкции).
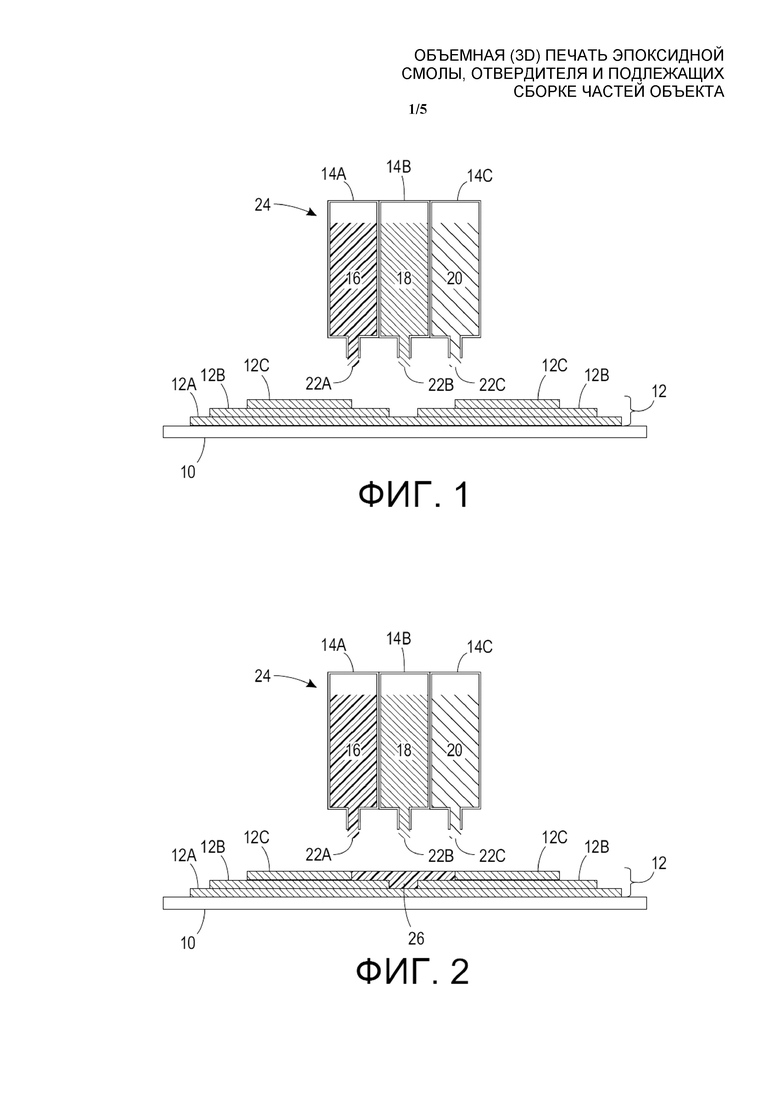
[0016] Печатание объемной подструктуры и нанесение адгезива, а также узел, состоящий из двух объемных печатных подструктур, для формирования законченного узла в соответствии с одним вариантом реализации настоящего изобретения, показаны в разрезе на фиг. 1-5. На фиг. 1 показан объемный принтер, содержащий платформу 10 и множество источников 14 материала, например множество резервуаров, подающих различные жидкие (вязкие) материалы 16-20, необходимые для печатания. Резервуары могут быть снабжены различными печатающими головками, или различные резервуары могут быть использованы в одной и той же печатающей головке, хотя могут быть использованы другие конфигурации. Согласно одному варианту реализации материал 18, такой как полимер, подается (например, выдавливается) принтером из резервуара 14B сквозь форсунку 22B на платформу 10. Форсунки 22 и резервуары 14 могут быть частью печатающей головки 24. Во время печатания печатающая головка 24 перемещается в направлениях вдоль осей X, Y и Z для образования множества слоев 12A-12C на платформе 10 для формирования объемной подструктуры 12. Слои 12 могут иметь толщину примерно 100 мкм или меньше. Объемная печать структур и подструктур хорошо известна в уровне техники.
[0017] Адгезив 16 дозируется принтером сквозь форсунку 22A на подструктуру 12 для подачи дозированного адгезива 26, как показано на фиг. 2. Дозированный адгезив 26 может быть отверждаемым воздухом адгезивом, эпоксидной смолой (например, полиуретаном, акриловой смолой, цианакрилатом и т.п.), термопластом, термореактопластом и т.п. Адгезив 16 может быть дозирован в выемку в объемной подструктуре 12, как показано на фиг. 2, или поверх плоской поверхности или другой конструктивной поверхности. Поскольку адгезив 16 дозирован с использованием объемного принтера, местом и объемом адгезива 16 можно точно управлять. Следует понимать, что согласно другому варианту реализации адгезив 16 может быть дозирован до завершения подструктуры 12, например, после осаждения одного или большего количества слоев 12A и 12B, но перед нанесением слоя 12C.
[0018] Согласно одному варианту реализации адгезив 26 может быть отверждаемым воздухом адгезивом. Конкретный тип отверждаемого воздухом адгезива может иметь различные качества, необходимые для конкретного применения, но неприемлемо короткое время отверждения. Согласно одному варианту реализации дополнительное защитное покрытие 20 может быть дозировано из резервуара 14C сквозь форсунку 22C на верхний слой 12C для формирования пленочного покрытия 30, которое покрывает дозированный адгезив 26, как показано на фиг. 3. Пленочное покрытие 30 уменьшает контакт адгезива 26 с воздухом и таким образом замедляет скорость отверждения адгезива 26. Пленочное покрытие 30 может быть сформировано с образованием язычковой части 32 для облегченного удаления пленочного покрытия 30. Формование выступов материала, таких как необходимый для печатания язычка 32 пленочного покрытия 30, с использованием объемного принтера может быть выполнено специалистом в области техники объемной печати.
[0019] Согласно другому варианту реализации вместо печатания пленочного покрытия 30 с использованием жидкого вязкого материала, принтер может содержать узел 34 ленты и катушки, содержащий подающую катушку 36A и приемную катушку 36B. Ленточный узел 38 содержит множество заранее сформированных твердых пленочных покрытий 30. Согласно данному варианту реализации принтер выполнен с возможностью нанесения твердого пленочного покрытия 30 на верхний слой 12C и закрывания дозированного адгезива 26, как показано на фиг. 3. Пленочное покрытие либо печатают вместе с вязким материалом и отверждают, либо наносят в виде твердой заранее сформированной секции 30, но в любом случае пленочное покрытие 30 удаляют для открытия адгезива 26 перед соединением подструктур 12, 40, как описано ниже.
[0020] Согласно другому варианту реализации дозированный адгезив 16 может быть, например, адгезивом, который отверждается под действием нагрева или ультрафиолетового излучения (UV) таким образом, что дозированный адгезив 26 имеет достаточное время для отверждения без предохранительного использования пленочного покрытия 30. Кроме того, адгезив 16 может быть адгезивом типа В, причем после осаждения адгезив 26 частично отверждается перед сборкой. Впоследствии подструктуры могут быть собраны спустя несколько часов или дней, и в течение этого времени адгезив типа В полностью отверждается, например, с использованием нагрева после сборки подструктур.
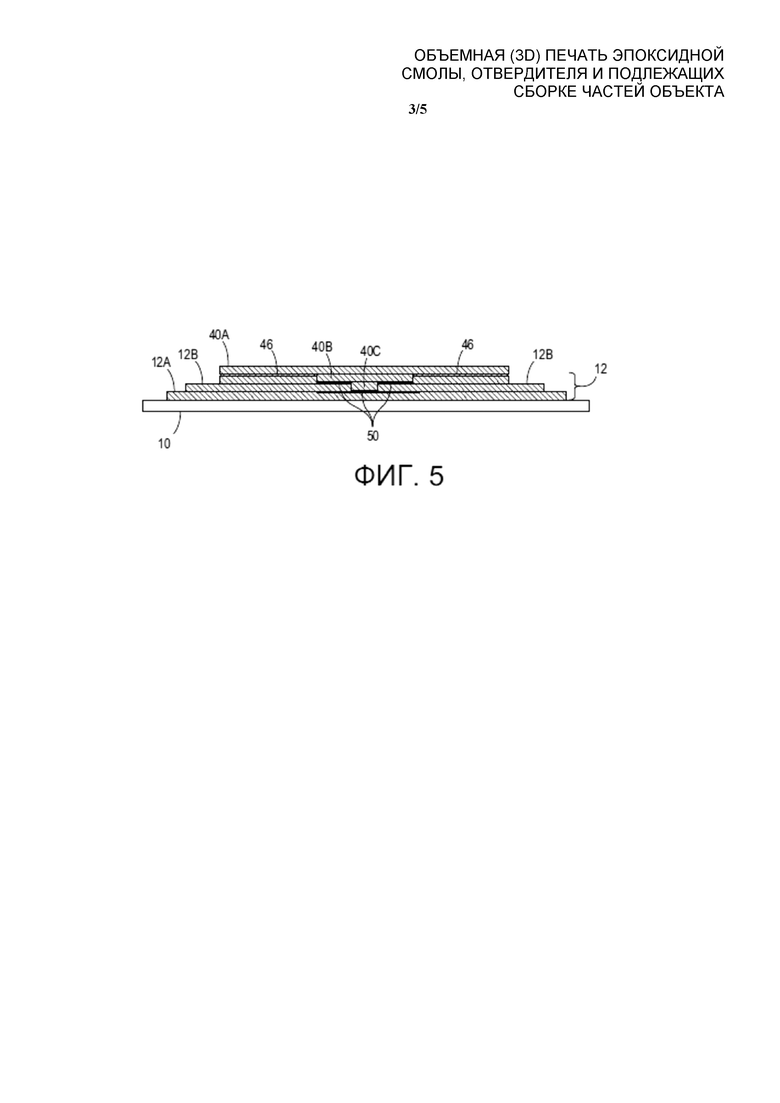
[0021] На фиг. 4 и 5 показано скрепление первой подструктуры 12 с второй подструктурой 40. Вторая подструктура 40 может быть другой объемной печатной подструктурой, содержащей множество слоев 40A-40C, или частью, изготовленной с использованием известных способов (экструзии, инжекционного прессования и т.п.). Согласно данному варианту реализации первый адгезив 42 дозируют с использованием объемного принтера и только частично заполняют выемку в подструктуре 12, как показано на чертеже. Второй адгезив 44, который может быть дозирован на вторую подструктуру 40 с использованием объемного принтера, может быть тем же самым, что и первый адгезив 42, или может отличаться от него. При сборке, показанной на фиг. 4, могут быть дополнительно использованы другие слои адгезива 46, который может быть тем же самым или отличающимся от адгезивов 42, 44. Согласно одному варианту реализации первый адгезив 42 может быть одним из компонента смолы или компонента отвердителя (т.е. отверждающего реагента) двухкомпонентной эпоксидной смолы, и второй адгезив 44 может быть другим из компонента смолы или компонента отвердителя двухкомпонентной эпоксидной смолы.
[0022] Затем первую подструктуру 12 и вторую подструктуру 40 соединяют вместе с использованием одного или большего количества адгезивов 42-46 для формирования законченной структуры или узла, подобного показанному на фиг. 5. Согласно одному варианту реализации, если адгезивы 42 и 44 являются двумя различными компонентами двухкомпонентного эпоксидного адгезива, указанные компоненты могут быть объединены для формирования эпоксидной смолы 50, как показано на фиг. 5. Смешивание эпоксидных компонентов 42, 44 может быть улучшено и усовершенствовано с использованием притирания вдоль осей X-Y указанных двух подструктур 12, 40, если конструкция и допуски подструктур 12, 40 обеспечивают возможность их притирания вдоль осей X-Y. Для целей настоящего изобретения притиранием вдоль осей X-Y называется взаимное относительное плоское перемещение между двумя подструктурами 12, 40 в направлениях осей X-Y для улучшения смешивания компонентов 42, 44 двухкомпонентного адгезива, размещенного между ними. Соединение указанных двух подструктур 12, 40 может включать процесс отверждения, такой как термоотверждение или отверждение ультрафиолетовым светом, для обработки одного или большего количества адгезивов 42-46.
[0023] Согласно одному варианту реализации объемная печатная подструктура может быть отпечатана с грубой текстурой поверхности для увеличения площади поверхности в месте расположения адгезива. Такой подход освобождает конечного сборщика (человека или машину) от необходимости придания шероховатости поверхностям перед сборкой, например, вручную пескоструйным шлифованием.
[0024] Согласно другому варианту реализации подструктуры, подобные подструктурам 12, 40, могут быть сформированы с использованием процесса объемной печати, который включает использование лазерного нагревания порошкообразного тела или субтрактивного процесса, при котором объем исходного материала обрезают для удаления лишнего материала. Затем вязкие слои 26, 42-46 адгезива и пленочное покрытие 30 могут быть применены к подструктурам 12, 42 с использованием объемного принтера, как описано выше.
[0025] Таким образом, варианты реализации настоящего изобретения могут включать использование технологии объемной печати в одиночном этапе операции изготовления для создания набора частей для сборки. Один вариант реализации может включать печатание одного или большего количества объемных печатных подструктур с использованием объемного принтера с последующим нанесением адгезива непосредственно на объемную печатную часть с использованием объемного принтера, который также печатает объемную печатную часть. Прямое применение сборочного адгезива в качестве части операции печатания может обеспечить усовершенствованную автоматизацию сборки, уменьшить нестабильность сборки и может способствовать сокращению времени производственного цикла, накладных расходов, энергозатрат и выход брака. Затем подструктуры могут быть легко собраны и скреплены вместе с освобождением конечного сборщика (человека или машины) от необходимости выбора и применения адгезива. Печатные части, включая один или большее количество адгезивов для объемной печати, могут быть отправлены изготовителем пользователю в любое местоположение, например субподрядчику на производственный участок, строительную площадку или другое место для последующей сборки. Согласно данному варианту реализации исходный изготовитель определяет место адгезива и также наносит правильное количество адгезива и, таким образом, снижает риск ошибки при размещении адгезива, составлении адгезива и/или определении количества адгезива конечным сборщиком.
[0026] С учетом скорости отверждения некоторых адгезивов печатный адгезив может иметь срок годности, определенный на основании скорости его отверждения. Дата печати объемной подструктуры может быть определена на основании срока годности печатного адгезива таким образом, что подструктура может быть напечатана и отправлена изготовителем и затем собрана позже пользователем до истечения срока годности адгезива.
[0027] Согласно одному варианту реализации во время проектирования две или большее количество подструктур, один или большее количество адгезивов (например, один или большее количество эпоксидных смол, включая один или большее количество смол и отвердителей), а также любые необходимые пленочные покрытия, определяются, например, в качестве данных для автоматизированного проектирования и передаются объемному принтеру, который выполнен с возможностью изготовления различных элементов. Согласно одному варианту реализации программное обеспечение, управляющее автоматизированным проектированием, может определить конкретный адгезив на основании типа материала, из которого будет сформирован конкретный элемент, например, с использованием основной программы, подключаемого программного прикладного модуля или интерфейса прикладного программирования (API). Передача данных автоматизированного проектирования и спецификаций изготовления может быть осуществлена путем прямого соединения, посредством сети или беспроводным способом (например, из мобильного устройства). Объемный принтер создает части и соответственно расположенные эпоксидные смолы, отвердители и покрытия с использованием способов объемной печати. Объемный принтер может содержать отдельные головки для каждого материала, или одна головка содержит множество материалов. Каждый различный материал может быть напечатан отдельной форсункой, но в то же время каждый материал может быть подан из отдельного резервуара и напечатан одиночной форсункой. Множество слоев, толщина каждого из которых меньше чем 1 мкм, последовательно наносятся принтером и образуют подструктуры путем дозирования одного или большего количества эпоксидных смол, отвердителей и покрытий. В зависимости от спецификации и характеристик объемного принтера отдельная часть, включая относящиеся к ней эпоксидные смолы, отвердители и покрытия, может быть изготовлена в одной технологической операции. Каждая часть (т.е. подструктура) может быть напечатана отдельно, или некоторые или все части (и относящиеся к ним эпоксидные смолы, отвердители и покрытия) могут быть изготовлены за одну технологическую операцию. Согласно некоторым вариантам реализации материалы для подструктур, эпоксидные смолы отвердители и/или покрытия могут содержаться в одном и том же слое или слоях, например, если два или большее количество указанных материалов находятся на одной и той же физической плоскости в объемном пространстве.
[0028] Согласно одному варианту реализации эпоксидная смола и отвердитель могут быть составлены с возможностью относительно быстрого отверждения после их вхождения в контакт друг с другом. Согласно другому варианту реализации адгезив может быть отвержден с применением катализатора, например нагрева, ультрафиолетового света, химического катализатора и т.п. Согласно одному варианту реализации два подузла физически скреплены вместе исключительно с использованием адгезива для объемной печати без использования другого материала. Согласно другим вариантам реализации для соединения подузлов могут быть использованы адгезив для трафаретной печати, распыляемый адгезив и т.п. и/или зажимы или замки в соединении с адгезивом для объемной печати.
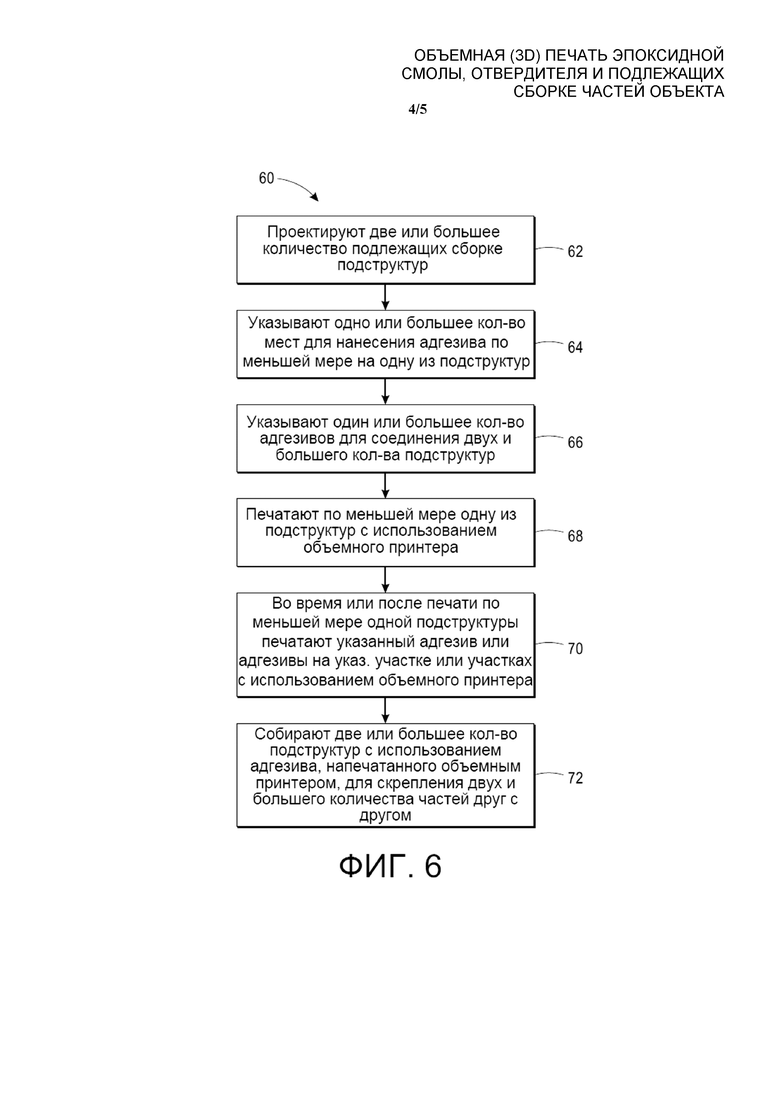
[0029] На фиг. 6 показана блок-схема способа 60 формирования законченной структуры в соответствии с одним вариантом реализации настоящего изобретения. На этапе 62 проектируют две или большее количество подлежащих сборке подструктур, и данные проектирования закладывают в программу. По меньшей мере одна из указанных подструктур является частью, напечатанной с использованием объемного принтера. На этапе 64 определяют место для нанесения адгезива на объемную печатную подструктуру и на этапе 66 определяют тип конкретного адгезива или адгезивов. Адгезив может быть выбран на основании материалов, которые предстоит соединить, и/или исходя из времени отверждения или способа отверждения (воздушное отверждение, отверждение ультрафиолетом, термоотверждение) адгезива. Команды, относящиеся к конструкции и адгезиву, передают объемному принтеру и на этапе 68 по меньшей мере одну из подструктур, спроектированных на этапе 62, печатают с использованием объемного принтера. На этапе 70, во время или после печати части или частей на этапе 68, один или большее количество адгезивов, определенных на этапе 66, печатают на участке, определенном на этапе 64, с использованием объемного принтера. Затем на этапе 72 собирают две или большее количество подструктур, спроектированных на этапе 62, с использованием адгезива, нанесенного на этапе 70.
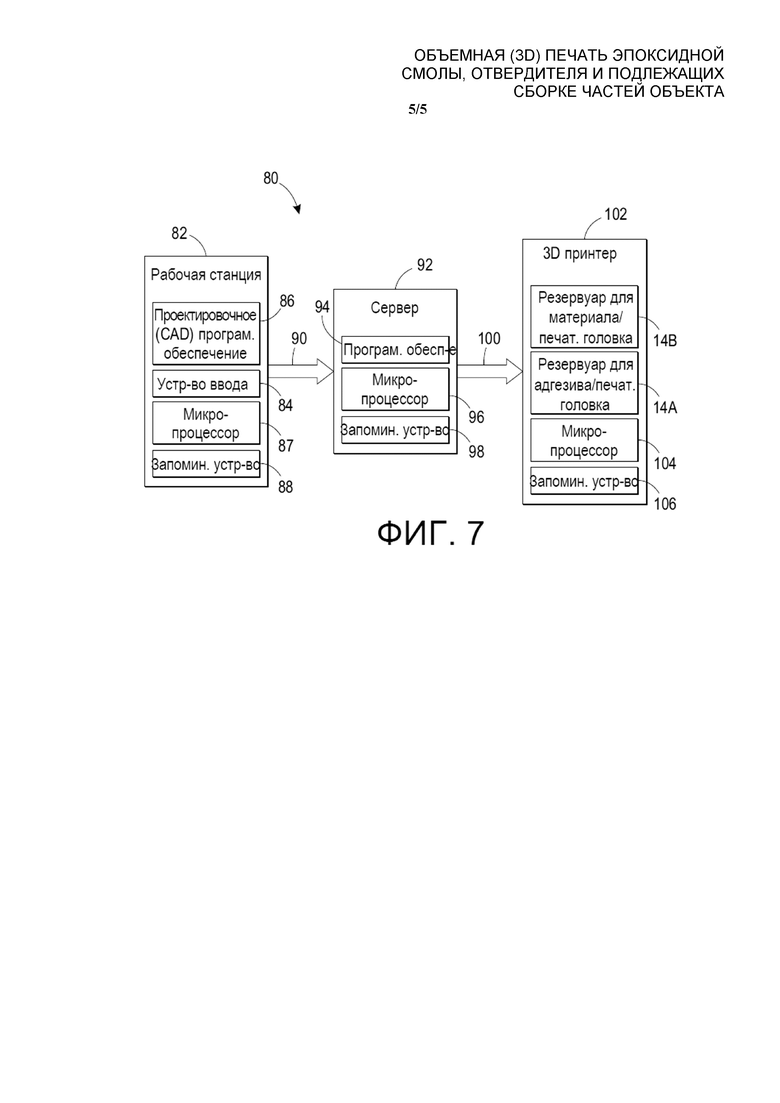
[0030] На фиг. 7 показана функциональная схема системы 80 согласно настоящему изобретению, которая может быть использована для осуществления вариантов реализации, описанных выше. Система 80 может быть электронной системой, например компьютерной системой, посредством которой может быть осуществлен способ формирования объемной печатной подструктуры (такой как подструктура 12 или 40, показанные на фиг. 4) и адгезива (такого как 42, 44 и/или 46, показанных на фиг. 4). Система 80, показанная на фиг. 7, может содержать одну или большее количество рабочих станций 82, таких как отдельные компьютеры, сетевые компьютеры и т.п., которые принимают команды человека, например, посредством устройства 84 для ввода данных, такого как клавиатура, мышь и т.п., от инженера, техника или проектировщика-оператора системы САПР для создания проекта с использованием программного обеспечения 86. Рабочая станция 82 может содержать электронные средства, такие как один или большее количество микропроцессоров 87, запоминающее устройство 88 и т.п. Каждая рабочая станция 82 может быть связана беспроводным способом, посредством кабеля и т.п. 90 с сервером 92, таким как один или большее количество компьютеров, миникомпьютеров, универсальных ЭВМ и т.п. Сервер 92 может содержать программное обеспечение 94 для исполнения набора команд, один или большее количество микропроцессоров 96, запоминающее устройство 98 и т.п. Программное обеспечение 94 может содержать проектировочную (компоновочную) программу, которая выполняет генерацию шаблона для преобразования проекта, созданного с использованием проектировочного (предназначенного для автоматизированного проектирования) программного обеспечения 86, в координатные данные и команды, которые будут переданы беспроводным способом, посредством кабеля и т.п. 100 объемному принтеру 102, который выполняет указанные команды. Как описано выше, объемный принтер 102 может содержать один или большее количество резервуаров с материалом или печатающих головок 14B, которые содержат материал 18, используемый для печатания тела 12, 40 подструктуры, и один или большее количество резервуаров 14A с адгезивом, которые содержат адгезивы 26, 42-46. Объемный принтер 102 также может содержать электронные средства, такие как один или большее количество микропроцессоров 104, запоминающее устройство 106 и т.п. Таким образом, система 80 может содержать энергонезависимый машиночитаемый носитель данных, содержащий программу, сохраненную в нем, которая управляет объемным принтером для выполнения объемной печати одной или большего количества подструктур 12, 40 и нанесения адгезивов 26, 42-46, как описано выше.
[0031] Несмотря на то что числовые диапазоны и параметры, задающие широкий объем настоящего изобретения, являются приблизительными, числовые значения, указанные в конкретных примерах, являются точными насколько это возможно. Однако любое числовое значение имманентно содержит некоторые ошибки, вытекающие из погрешностей при соответствующих испытательных измерениях. Кроме того, все диапазоны, описанные в настоящем изобретении, следует толковать как охватывающие любой и все поддиапазоны, включенные в него. Например, диапазон "меньше чем 10" может содержать любой и все поддиапазоны между (и включая) минимальным нулевым значением и максимальным значением 10, т.е. любой и все поддиапазоны, имеющие минимальное значение, равное или большее чем ноль, и максимальное значение, равное или меньшее чем 10, например 1-5. В некоторых случаях числовые значения, указанные для параметра, могут иметь отрицательные значения. В этом случае согласно одному варианту реализации значение диапазона, заданного как "меньше чем 10", может принимать отрицательные значения, например -1, -2, -3, -10, -20, -30 и т.п.
[0032] Несмотря на то что настоящее изобретение описано на примере одного или нескольких вариантов реализации, в описанных примерах могут быть сделаны изменения и/или модификации без отступления от идеи и объема защиты настоящего изобретения, определенного в пунктах приложенной формулы. Например, несмотря на то что процесс описан как последовательность действий или событий, следует понимать, что настоящее изобретение не ограничивается порядком следования таких действий или событий. Некоторые действия могут происходить в различном порядке и/или одновременно с другими действиями или событиями в отличие от описанных в настоящем изобретении. Кроме того, не все этапы способа являются необходимыми для осуществления способа в соответствии с одним или большим количеством аспектов или вариантов реализации настоящего изобретения. Следует понимать, что могут быть добавлены конструктивные компоненты и/или этапы обработки или могут быть удалены или изменены имеющиеся конструктивные компоненты и/или этапы обработки. Кроме того, одно или большее количество действий, описанных в настоящем изобретении, могут быть выполнены в одном или большем количестве отдельных действий и/или стадий. Кроме того, до степени, в которой термины "включая", "содержит", "имеющий", "имеет", "с" или их варианты используются в любом подробном описании и пунктах приложенной формулы, такие термины имеют включающее значение, подобно термину "содержащий". Термин "по меньшей мере один из" используется для обозначения одного или большего количества перечисленных пунктов, которые могут быть выбраны. Дополнительно, в описании и пунктах приложенной формулы настоящей заявки термин "на", используемый в отношении двух материалов, расположенных один "на" другом, означает по меньшей мере некоторый контакт между указанными материалами, в то время как термин "поверх" означает, что материалы находятся рядом, но, возможно, с одним или большим количеством дополнительных промежуточных материалов таким образом, что указанный контакт возможен, но не обязателен. Ни термин "на", ни термин "поверх", используемые в настоящем изобретении, не подразумевают какую-либо направленность. Термин "конформный" описывает покрывающий материал, в котором углы основного материала повторены конформным материалом. Термин "примерно" указывает, что перечисленное значение может быть изменено до степени, за которой изменение приводит к несоответствию процесса или структуры описанному варианту реализации. Наконец, термин "примерный" указывает, что описание приведено в качестве примера и не подразумевает полное соответствие. Другие варианты реализации настоящего изобретения станут очевидными для специалистов после ознакомления с описанием настоящего изобретения и практическим осуществлением вариантов реализации, описанных в настоящем изобретении. Следует понимать, что описание и примеры должны толковаться только как иллюстрация настоящего изобретения, истинный объем защиты и принцип которого определен в пунктах приложенной формулы.
[0033] Термины относительного положения, используемые в настоящем изобретении, указаны относительно плоскости, параллельной обычной плоскости или рабочей поверхности заготовки независимо от ее ориентации. Термин "горизонтальный" или "боковой", также используемые в настоящем изобретении, описывают плоскость, параллельную обычной плоскости или рабочей поверхности заготовки, независимо от ориентации заготовки. Термин "вертикальный" относится к направлению, перпендикулярному горизонтальной плоскости. Термины, "на", "сбоку" (как в "боковой стенке"), "выше", "ниже", "поверх", "над" и "под" относятся к обычной плоскости или рабочей поверхности, находящейся на верхней поверхности заготовки, независимо от ориентации заготовки.

Предложен объемный (3D) принтер и способ дозирования материала для формирования объемной подструктуры и дозирования адгезива на объемную подструктуру. Адгезив, нанесенный на объемную подструктуру, может быть использован для соединения объемной подструктуры с другой подструктурой, такой как сформированная обычным способом подструктура или другая объемная печатная подструктура. Нанесение адгезива с использованием объемного принтера во время того же самого процесса объемного формирования для печатания объемной подструктуры может улучшить точность выбора места, на которое дозируют адгезив, и таким образом улучшить качество общей конструкции, созданной путем соединения подструктур. Вариант реализации настоящего изобретения может сократить общее время и стоимость соединения подструктур. 6 з.п. ф-лы, 7 ил.
1. Система для формирования структуры, содержащая:
объемный (3D) принтер, содержащий:
первый резервуар, содержащий полимер;
второй резервуар, содержащий адгезив;
форсунку, выполненную с возможностью дозирования полимера на платформу для формирования объемной подструктуры; и
форсунку, выполненную с возможностью дозирования адгезива на объемную подструктуру; и
пленочное покрытие, выполненное с возможностью покрытия адгезива после нанесения адгезива для уменьшения контакта адгезива с воздухом и замедления скорости отверждения адгезива.
2. Система по п. 1, дополнительно содержащая:
первую печатающую головку, содержащую первый резервуар и форсунку, выполненную с возможностью дозирования полимера; и
вторую печатающую головку, содержащую второй резервуар и форсунку, выполненную с возможностью дозирования адгезива.
3. Система по п. 1, в которой адгезив содержит один из компонента эпоксидной смолы и компонент эпоксидного отвердителя.
4. Система по п. 1, дополнительно содержащая:
третий резервуар, содержащий пленочное покрытие, причем пленочное покрытие представляет собой жидкий вязкий материал, заключенный в третьем резервуаре; и
форсунку, выполненную с возможностью дозирования пленочного покрытия.
5. Система по п. 1, дополнительно содержащая печатающую головку, содержащую первый резервуар и второй резервуар, причем адгезив содержит по меньшей мере одно из полиуретана, акриловой смолы, цианакрилата, термопласта и термореактопласта.
6. Система по п. 1, отличающаяся тем, что пленочное покрытие представляет собой множество предварительно сформированных твердых пленочных покрытий, и система дополнительно содержит узел ленты и катушки, содержащий подающую катушку и приемную катушку и ленту, где лента содержит множество предварительно сформированных твердых пленочных покрытий, и система дополнительно выполнена с возможностью нанесения множества предварительно сформированных твердых пленочных покрытий на адгезив после нанесения адгезива для уменьшения контакта адгезива с воздухом и замедления скорости отверждения адгезива.
7. Система по п. 6, отличающаяся тем, что каждое предварительно сформированное твердое пленочное покрытие из множества предварительно сформированных твердых пленочных покрытий содержит язычковую часть, выполненную для облегчения удаления предварительно сформированного твердого пленочного покрытия с адгезива.
| US 7589868 B2, 15.09.2009 | |||
| US 20020093115 A1, 18.07.2002 | |||
| US 6169605 B1, 02.01.2001. |

