Заявленное техническое решение относится к области изготовления 3D-объектов методом аддитивной технологии. Оно может применяться в медицине, строительстве, авиационной и машиностроительной промышленности и т.п., где требуется нанесение антиадгезионных покрытий на материалы, не обладающие адгезией к антифрикционным материалам, таким как тефлон, полиэтилен и т.д.
Использование заявленного технического решения обеспечивает долгосрочную службу деталей, изготовленных методом FDM-печати (моделирования методом послойного наплавления) в условиях максимальной нагрузки, и характеризуется тем, что обладает свойством обеспечить высокие адгезионные свойства для разнородных по составу и не совместимых при нормальных условиях слоев материалов, которые обладают практически нулевыми адгезионными свойствами друг к другу. К таким материалам относятся, например, тефлон и АBS-пластик (акрилонитрил бутадиен стирол), тефлон и полиэтилен, тефлон и полиэтилен и т.д.
Заявленное техническое решение осуществляется за счет использования дополнительной печатной головки, закрепленной в единый кронштейн устройства для создания 3D-объекта, для нанесения промежуточного слоя адгезивного материала, который наносится сразу после нанесения слоя основного полимерного материала требуемой толщины.
При этом заявленное техническое решение обладает возможностью создавать прочное адгезионное соединение даже между несовместимыми полимерными материалами, такими как тефлон и ABS-пластик, за счет заявленной оригинальной технологии, которая обеспечивает возможность совокупного влияния при совместном воздействии, а именно – совместное влияние минимальной адгезии. Ключевым эффектом является межмолекулярное взаимодействие между атомами контактируемых материалов при воздействии высокоэнергетичного СВЧ излучения. Таким образом, после нанесения первого слоя основных полимерных материалов, например ABS-пластика и нанесения на него следующего слоя адгезивного материала, под воздействием СВЧ излучения молекулы этих слоёв подвергаются резкому и кратковременному нагреву, не успевая испарится, в этот короткий промежуток времени молекулы несовместимых по адгезионным свойствам диффундируют друг в друга и создают неразрывный однородный слой, который имеет хорошую адгезию как к основному полимерному материалу, так и к слою адгезионного материала. Таким образом, чередуя эти действия при реализации способа, обеспечивается заявленный технический результат, так как разнородные основные полимерные материалы при использовании заявленного технического решения становятся совместимыми.
В настоящее время для укрепления разнородных слоев 3D-объектов, изготовленных технологией FDM-печати, используют различные адгезивные материалы. Лучшими среди них являются полиуретан (далее ПУ), цианоакрилат, углеродные нанотрубки (УНТ) [Keith R. Paton, Alan H. Windle «Efficient microwave energy absorption by carbon nanotubes», Department of Materials Science and Metallurgy, Pembroke Street, New Museums Site, Cambridge CB2 1RD, UK], [Wei Yu, Han Zhou, Ben Q. Li c and Shujiang Ding 3D Printing of Carbon Nanotubes-Based, Microsupercapacitors, Micro/Nano-technology Research Center, State Key Laboratory for Manufacturing Systems, Engineering, Xi'an Jiaotong University, Xi’an, Shaanxi 710049, People’s Republic of China] и эпоксидная смола (ЭС). Данные материалы обладают хорошими адгезивными свойствами, в частности УНТ, которые при воздействии СВЧ-излучения проникают в структуру слоя основного полимерного материала и создают адгезионную связь между наносимыми слоями. Кроме того, на укреплении адгезионной прочности между слоями 3D-объектов определённую роль играют и способы нанесения адгезивных материалов.
Задавая программой алгоритм действия, 3D-принтер равномерно наносит адгезивный материал (вещество, способное соединять основные полимерные материалы путём поверхностного сцепления) с помощью печатной головки. Однако при этом современные методы нанесения адгезивного материала – покрытие нити основного материала адгезивной оболочкой или ручное нанесение адгезивного материала распылителем во время 3D-печати, обладают недостаточными адгезивными свойствами – то есть не обеспечивают прочную связь между слоями 3D-объекта за счет неравномерного покрытия адгезивного материала по площади поверхности.
Выявленные заявителем из исследованного уровня техники технические решения не решают проблему по нанесению адгезивного материала и надежному скреплению слоев 3D-объекта.
Из исследованного заявителем уровня техники выявлено изобретение по патенту RU2703230 «Пастообразная фотоотверждаемая композиция повышенной текучести», сущностью является фотоотверждаемая композиция для 3D печати в виде пасты, содержащая жидкую фотополимеризующуюся композицию (10-45 об. %), отверждаемую ультрафиолетовым излучением, и наполнитель из твердого материала, пропускающего ультрафиолетовое излучение (55-90 об. %). Наполнитель включает смесь частиц шаровой формы разного размера не более 1000 мкм. Частицы шаровой формы могут представлять собой стеклянные или полимерные микрошарики, или полые микросферы. Обеспечивается повышение антифрикционных свойств и улучшение текучести композиции.
Недостатком известного технического решения является то, что печать крупногабаритных изделий требует большого расхода пасты. Из-за этого установка емкости для основного полимерного материала – пасты на печатающую головку представляется нецелесообразной вследствие того, что для крупногабаритной печати требуется отдельная емкость, которую не способен выдержать имеющийся кронштейн для печатных головок. То есть использование известного печатного материала подходит только для изготовления легких деталей с тонкими стенками и не требующих на них нагрузку.
Из исследованного заявителем уровня техники выявлено изобретение по патенту RU2676989 «Способ формирования изделий путем трехмерной послойной печати с воздействием СВЧ электромагнитного поля и ультразвука», сущностью является изготовление конструкционных элементов сложной геометрической формы с использованием термопластичной диэлектрической нити. Способ включает в себя операции нагрева полимерной нити и ее выдавливания из экструдера на платформу с формированием слоя полимерного материала необходимой формы при одновременном воздействии СВЧ электромагнитного поля частотой 2450 МГц удельной мощностью 17-18 Вт/см3. Недостатком известного технического решения является отсутствие адгезивных материалов для прочной связи соединяемых слоев объекта, что дает низкие показатели по прочности и гибкости 3D-изделия. В то время как в заявленном техническом решении в качестве адгезивного материала используются ПУ и цианоакрилат. Кроме того, также используется смесь ЭС и УНТ, которая придает 3D-объекту как прочность, так и гибкость при любых нагрузках на нее.
Из исследованного заявителем уровня техники выявлен источник RU2652494 «Объемная (3D) печать эпоксидной смолы, отвердителя и подлежащих сборке частей объекта», выбранный заявителем в качестве прототипа, сущностью является система для формирования структуры, содержащая: объемный (3D) принтер, содержащий: первый резервуар, содержащий основной полимерный материал; второй резервуар, содержащий адгезивный материал; форсунку, выполненную с возможностью дозирования полимера на платформу для формирования объемной подструктуры; и форсунку, выполненную с возможностью дозирования адгезивного материала на объемную подструктуру; и пленочное покрытие, выполненное с возможностью покрытия адгезивного материала после нанесения адгезивного материала для уменьшения контакта адгезивного материала с воздухом и замедления скорости отверждения адгезивного материала.
В силу приведенных далее по тексту недостатков технологии печати прототипа, использование прототипа для реализации целей по заявленному техническому решению не представляется возможным, так как:
– невозможность использования основных полимерных материалов для FDM-печати, так как технология печати прототипа применяется только с жидкими фотополимерными материалами;
– слабое проникновение компонентов эпоксидной смолы (ЭС) (абсорбентов) в структуры слоев основного полимерного материала, что не дает прочных связей между слоями 3D-объекта [Cheng Sung,Tzu-Huan Chiu,Shih-Chin Chang, Microwave curing of carbon nanotube/epoxy adhesives // Cheng Sung Composites Science and Technology(2014) S0266-3538(14)00326-1]. Поэтому технология печати прототипа не предназначена для изготовления крупногабаритных прочных объектов;
– негативное взаимное влияние основного полимерного и адгезивного материалов и их расположение в одной печатной головки сказывается на их химические и физические свойства, а также сказывается на их равномерное нанесение на платформу, особенно во время их нагрева с помощью нагревательных элементов, интегрированных в печатающей головке, так как у каждого материала есть своя температура плавления;
– невозможность применения технологии прототипа в полноценном процессе 3D-печати, так как применяется исключительно для склеивания двух готовых подструктур (т.е. для двух отдельных деталей).
Целью и техническим результатом заявленного технического решения является разработка способа создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой и устройство для его реализации, посредством нанесения промежуточного адгезивного материала, которое устраняет недостатки прототипа, а именно:
– возможность использования материалов для FDM-печати;
– использования ПУ и цианоакрилата, а также использования смеси ЭС и УНТ, где УНТ восполняют недостатки абсорбентов ЭС, образуя углеродные нити внутри слоев основного полимерного материала, что дает улучшенное сцепление связей между слоями 3D-объекта и придают ему прочность и гибкость при любых нагрузках на нее.
– равномерное нанесения основного полимерного и адгезивного материалов при использовании отдельных печатных головок, одна из которых расплавляет нить основного полимерного материала до заданной температуры и наносит ее на платформу, другая разогревает адгезивный материал до заданной температуры и наносит на слои основного полимерного материала;
– возможность процесса изготовления устройства FDM-технологией с использованием адгезивных материалов, который предоставляет возможность получения требуемого количества слоев.
Сущностью заявленного технического решения является способ создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой, заключающийся в том, что сначала разогревают до требуемой температуры основной полимерный материал посредством нагревательного элемента в первой печатной головке, наносят первый слой расплавленного основного полимерного материала из первой печатной головки на платформу; разогревают до требуемой температуры адгезивный материал посредством нагревательного элемента во второй печатной головке, наносят второй слой адгезивного материала из второй печатной головки, далее на нанесенный адгезионный материал воздействуют СВЧ излучением; далее повторяют цикл нанесения слоя расплавленного основного полимерного материала из первой печатной головки и адгезивного материала из второй печатной головки с последующим воздействием СВЧ излучением, при этом процессы нанесения слоев повторяют до достижения требуемой толщины слоев покрытия. Устройство для реализации способа по п.1, состоящее из первой печатной головки для нанесения основного полимерного материала, оснащенной нагревательным элементом, второй печатной головки для нанесения адгезивного материала, оснащенной нагревательным элементом, при этом первая печатная головка и вторая печатная головка установлены на кронштейне, при этом в первой печатной головке выполнен канал в виде нити с возможностью загрузки основного полимерного материала, при этом указанный канал оснащен валиками для принудительной подачи основного полимерного материала, при этом вторая печатная головка оснащена резервуаром с возможностью истекания адгезивного материала под действием гравитации, при этом в первой и второй печатных головках выполнены сопла с возможностью подачи основного полимерного материала и адгезивного материала соответственно.
Заявленное техническое решение иллюстрируется Фиг.1 - Фиг.5.
На Фиг.1 приведена схема печатных головок для печати с адгезивным материалом.
На Фиг.2 показано нанесение печатной головкой первого слоя объекта основного полимерного материала.
На Фиг.3 показано нанесение адгезивным материалом на первый слой объекта.
На Фиг.4 показано нанесение второго слоя основного полимерного материала.
На Фиг.5 показано воздействие СВЧ на слои.
Позиции на Фиг.1 – Фиг.5 обозначают:
1 – печатная головка для нанесения основного полимерного материала, оснащенная нагревательным элементом для его подогрева,
2 – печатная головка для нанесения адгезивного материала, оснащенная нагревательным элементом для его подогрева,
3 – кронштейн для размещения печатных головок,
4 – канал для загрузки основного полимерного материала в виде нити,
5 – валики для принудительной подачи основного полимерного материала,
6 – нагревательный элемент для основного материала,
7.1, 7.2 – сопла для подачи основного полимерного материала и адгезивного материала на платформу,
8 – резервуар для адгезивного материала,
9 – нагревательный элемент для подогрева адгезивного материала на платформу,
10 – первый слой основного полимерного материала,
11 – платформа,
12 – слой адгезивного материала,
13 – второй слой основного полимерного вещества,
14 – СВЧ-излучение.
Далее заявителем приведено описание заявленного технического решения.
Поставленные цели и заявленный технический результат достигается в использовании способа нанесения адгезивного материала между слоями основного полимерного материала и последующей СВЧ обработкой, в результате чего достигается прочность и гибкость изделия во время нагрузок с использованием для этого заявленного устройства.
Заявленное устройство для реализации заявленного способа состоит из следующих элементов: печатной головки 1 для нанесения основного полимерного материала, оснащенной нагревательным элементом 6 для его подогрева, печатной головки 2 для нанесения адгезивного материала, оснащенной нагревательным элементом 9 для его подогрева, кронштейна 3 для размещения печатных головок, канала 4 в виде нити для загрузки основного полимерного материала, валиков 5 для принудительной подачи основного полимерного материала, сопла 7.1 и 7.2 для подачи основного полимерного и адгезивного материала соответственно на платформу, резервуара 8 для адгезивного материала.
При этом составные элементы заявленного устройства соединены между собой сборочными операциями, например, свинчиванием, сочленением, следующим образом.
Кронштейн для размещения печатных головок 3 соединен с одной стороны с печатной головкой 1 для нанесения основного полимерного материала, с другой стороны – с печатной головкой 2 для нанесения адгезивного материала; внизу печатных головок 1 и 2 выполнены сопла 7.1 и 7.2 для подачи соответственно основного полимерного материала и адгезивного материала на платформу; печатная головка 1 выполнена с каналом 4 с возможностью нанесения основного полимерного материала; печатная головка 2 выполнена с резервуаром 8 для адгезивного материала с возможностью истекания адгезивного материала под действием гравитации; печатная головка 1 выполнена с валиками 5 с возможностью принудительной подачи основного полимерного материала; печатная головка 1 выполнена с нагревательным элементом для основного полимерного материала 6; печатная головка 2 выполнена с нагревательным элементом для адгезивного материала 9.
Далее заявителем приведено более подробное описание заявленного устройства.
Для достижения поставленной цели было применено устройство, состоящее из двух печатающих головок (Фиг.1): одна предназначена для нанесения слоев основного полимерного материала (1), другая для нанесения адгезивного материала (2). Данные печатные головки крепятся на единый кронштейн (3). Внутри печатной головки для основного полимерного материала выполнен канал для загрузки основного полимерного материала в виде нити (4). По бокам от канала выполнены валики (5) для плавного принудительного передвижения нити основного полимерного материала. Ниже находится нагревательный элемент (6) который придает печатной нити расплавленное состояние, достаточное для проведения 3D-печати FDM-технологией. Расплавленная нить проходит через сопло (7.1). Внутри второй печатной головки (2) выполнен резервуар для адгезивного материала (8). Чтобы поддерживать адгезивный материал при нужной температуре, внутри печатной головки интегрирован нагревательный элемент (9). Адгезивный материал во время 3D-печати наносится на платформу через сопло (7).
Далее заявителем приведена технологическая схема работы 3D-печати с использованием заявленного технического решения
- На первом этапе наносится первый слой (10) расплавленного основного полимерного материала на платформу (11) из первой печатной головки (1). В качестве основного полимерного материала применяется, например, ABS, PLA и т. д. Для качественной 3D-печати объекта рекомендуется толщина слоя основного полимерного материала 0,09 - 0,14 мм. (Фиг.2).
- Затем по всей длине поверхности первого слоя основного полимерного материала (10) наносится адгезивный материал (12) с помощью второй печатной головки (2). Перед нанесением адгезивный материал разогревают до нужной температуры с помощью нагревательного элемента (6). Например, температура для цианоакрилата составляет 100 °С, для ПУ температура составляет около 80 °C, для смеси ЭС и УНТ температура составляет до 150 °С (Фиг.3).
- Поверх слоя адгезивного материала (12) из основной печатной головки (1) наносят последующий слой основного полимерного материала (13) (Фиг.4).
- Для запуска адгезивного процесса на слои основного полимерного материала с нанесенным слоем адгезивного материала воздействуют СВЧ излучением. (14) (Фиг.5). Компоненты адгезивных материалов, например, таких как цианоакрилат и ПУ (20) под воздействием СВЧ излучения под температурном диапазоне 80-100 °C, соответственно, проникают в слои основного полимерного материала (21), создавая между ними адгезионные связи. Адгезивный материал, состоящий, например, из УНТ и ЭС, под воздействием СВЧ излучения температурой 150-170 °C создает углеродные нити, благодаря чему слои основного полимерного материала прочно сцепляются слоем адгезивного материала. В результате слои основного полимерного материала сцепляются с друг с другом через слой адгезионного материала, что придает прочность и гибкость 3D-изделия во время нагрузок, а также предотвращает усадку во время 3D-печати.
Таким образом, из вышеизложенного можно сделать вывод, что заявителем достигнуты поставленные цели и заявленный технический результат, а именно – разработан способ создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой и устройство для его реализации, посредством нанесения промежуточного адгезивного материала, которое устраняет недостатки прототипа, а именно:
– достигнута возможность использования материалов для FDM-печати;
– достигнута возможность использования ПУ и цианоакрилата, а также использования смеси ЭС и УНТ, где УНТ восполняют недостатки абсорбентов ЭС, образуя углеродные нити внутри слоев основного полимерного материала, что дает улучшенное сцепление связей между слоями 3D-объекта и придают ему прочность и гибкость при любых нагрузках на нее.
– достигнуто равномерное нанесения основного полимерного и адгезивного материалов при использовании отдельных печатных головок, одна из которых расплавляет нить основного полимерного материала до заданной температуры и наносит ее на платформу, другая разогревает адгезивный материал до заданной температуры и наносит на слои основного полимерного материала;
– достигнута возможность процесса изготовления устройства FDM-технологией с использованием адгезивных материалов, который предоставляет возможность получения требуемого количества слоев.
Заявленное техническое решение соответствует условию патентоспособности «новизна», предъявляемому к изобретениям, так как из исследованного заявителем уровня техники не выявлена совокупность признаков, приведенная в независимом пункте формулы изобретения.
Заявленное техническое решение соответствует условию патентоспособности «изобретательский уровень», предъявляемому к изобретениям, так как из исследованного заявителем уровня техники не выявлена совокупность приведенных в независимом пункте формулы изобретения признаков и совокупность полученных технических результатов.
Заявленное техническое решение соответствует условию патентоспособности «промышленная применимость», предъявляемому к изобретениям, так как заявленное техническое решение возможно реализовать в промышленности посредством применения известных из уровня техники материалов, оборудование и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ МЕТОДОМ 3D-ПЕЧАТИ | 2022 |
|
RU2791611C1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| Устройство для определения адгезионных сил взаимодействия на отрыв в образце полимер-промежуточный слой-подложка | 2024 |
|
RU2823444C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| СПОСОБ МНОГОСОПЕЛЬНОЙ 3D ПЕЧАТИ ИЗДЕЛИЯ | 2022 |
|
RU2797512C1 |
| Способ формирования изделий путем трехмерной послойной печати с воздействием СВЧ электромагнитного поля и ультразвука | 2017 |
|
RU2676989C1 |
| ТЕХНОЛОГИЯ 3D-ПЕЧАТИ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ С ПРИМЕНЕНИЕМ LTCC- И HTCC-СОСТАВОВ | 2023 |
|
RU2833244C1 |
| Способ упрочнения 3D-печатных конструкций | 2020 |
|
RU2750426C1 |
| Способ изготовления медицинских изделий из пластика методом SLA технологии с градиентной засветкой | 2022 |
|
RU2787293C1 |





Заявленное техническое решение относится к области изготовления 3D-объектов методом аддитивной технологии. Может применяться в медицине, строительстве, авиационной и машиностроительной промышленности и т.п., где требуется нанесение антиадгезионных покрытий на материалы, не обладающие адгезией к антифрикционным материалам, таким как тефлон, полиэтилен и т.д. Сущностью заявленного технического решения является способ создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой, заключающийся в том, что сначала разогревают до требуемой температуры основной полимерный материал посредством нагревательного элемента в первой печатной головке, наносят первый слой расплавленного основного полимерного материала из первой печатной головки на платформу; разогревают до требуемой температуры адгезивный материал посредством нагревательного элемента во второй печатной головке, наносят второй слой адгезивного материала из второй печатной головки, далее на нанесенный адгезионный материал воздействуют СВЧ-излучением; далее повторяют цикл нанесения слоя расплавленного основного полимерного материала из первой печатной головки и адгезивного материала из второй печатной головки с последующим воздействием СВЧ-излучением, при этом процессы нанесения слоев повторяют до достижения требуемой толщины слоев покрытия. Устройство для реализации способа состоит из первой печатной головки для нанесения основного полимерного материала, оснащенной нагревательным элементом, второй печатной головки для нанесения адгезивного материала, оснащенной нагревательным элементом, при этом первая печатная головка и вторая печатная головка установлены на кронштейне, при этом в первой печатной головке выполнен канал в виде нити с возможностью загрузки основного полимерного материала, при этом указанный канал оснащен валиками для принудительной подачи основного полимерного материала, при этом вторая печатная головка оснащена резервуаром с возможностью истекания адгезивного материала под действием гравитации, при этом в первой и второй печатных головках выполнены сопла с возможностью подачи основного полимерного материала и адгезивного материала соответственно. 2 н.п. ф-лы, 5 ил.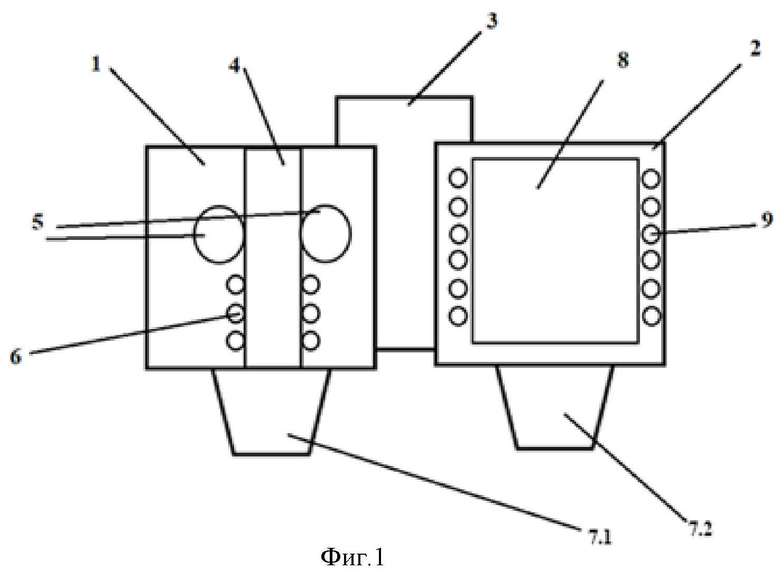
1. Способ создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой, заключающийся в том, что сначала разогревают до требуемой температуры основной полимерный материал посредством нагревательного элемента в первой печатной головке, наносят первый слой расплавленного основного полимерного материала из первой печатной головки на платформу; разогревают до требуемой температуры адгезивный материал посредством нагревательного элемента во второй печатной головке, наносят второй слой адгезионного материала из второй печатной головки, далее на нанесенный слой адгезионного материала воздействуют СВЧ-излучением; далее повторяют цикл нанесения слоя расплавленного основного полимерного материала из первой печатной головки и адгезивного материала из второй печатной головки с последующим воздействием СВЧ-излучением, при этом процессы нанесения слоев повторяют до достижения требуемой толщины слоев покрытия.
2. Устройство для реализации способа по п.1, состоящее из первой печатной головки для нанесения основного полимерного материала, оснащенной нагревательным элементом, второй печатной головки для нанесения адгезивного материала, оснащенной нагревательным элементом, при этом первая печатная головка и вторая печатная головка установлены на кронштейне, при этом в первой печатной головке выполнен канал в виде нити с возможностью загрузки основного полимерного материала, при этом указанный канал оснащен валиками для принудительной подачи основного полимерного материала, при этом вторая печатная головка оснащена резервуаром с возможностью истекания адгезивного материала под действием гравитации, при этом в первой и второй печатных головках выполнены сопла с возможностью подачи основного полимерного материала и адгезивного материала соответственно.
| US 10828698 B2, 10.11.2020 | |||
| US 2020262143 A1, 20.08.2020 | |||
| WO 2018106733 A1, 14.06.2018 | |||
| ОБЪЕМНАЯ (3D) ПЕЧАТЬ ЭПОКСИДНОЙ СМОЛЫ, ОТВЕРДИТЕЛЯ И ПОДЛЕЖАЩИХ СБОРКЕ ЧАСТЕЙ ОБЪЕКТА | 2014 |
|
RU2652494C2 |

