ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к абразивной проволоке, содержащей стальной сердечник и абразивные частицы, удерживаемые на сердечнике с помощью связующего на основе сплава Ni-Co.
Область применения настоящего изобретения, в частности, касается резки таких материалов, как кремний, сапфир или карбид кремния.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Обычно резка таких твердых материалов, как кремниевые пластины, может осуществляться с помощью проволоки (из стали), на периферии которой имеются абразивные частицы (например, из алмаза).
Для исключения возможности обрывов проволоки в известном уровне техники предлагается применение стальной проволоки с высоким содержанием углерода.
Абразивные частицы сцеплены с проволокой с помощью связующего слоя на основе смолы или металла. Такое связующее удерживает частицы на поверхности проволоки для придания ей абразивных свойств.
Частицы, в отличие от связующего, обычно выполнены из более твердого материала, чем разрезаемый материал.
В действительности, при первом применении проволоки связующее частично эродирует, подвергая абразивные частицы внешнему воздействию. После этого осуществляется резка материала посредством повторяющихся прохождений режущей проволоки по поверхности разрезаемого материала, то есть за счет трения о материал выступающих частей абразивных частиц.
Сразу же после подвержения абразивных частиц внешнему воздействию, связующее больше не входит в непосредственный контакт с разрезаемым материалом. Однако оно может изнашиваться согласно следующим двум механизмам:
- в результате механической деформации: при резке материала абразивные частицы поочередно подталкиваются вперед и назад и вдоль основного направления проволоки. Это движение является непосредственным следствием трения о разрезаемый материал. Таким образом, при каждом движении происходит небольшое деформирование связующего. В конце процесса резки, связующее местами может деформироваться слишком сильно для эффективного удержания абразивных частиц на поверхности проволоки.
- в результате абразивного износа/эрозии: этот механизм возникает из-за присутствия фрагментов разрезаемого материала, расположенных между связующим, которое смещается вдоль проволоки, и разрезаемым материалом. Вследствие перемещений резания, фрагменты материала вызывают эрозию связующего, вследствие которой происходит постепенное уменьшение его толщины. В конце процесса резания, толщина связующего уже недостаточна для эффективного удержания абразивных частиц на поверхности проволоки. Происходит отрыв абразивных частиц, что ведет к постепенному снижению абразивной способности проволоки и, тем самым, к ослаблению ее способности разрезать материал.
Обычно механическая деформация проявляется сильнее, чем истирание связующего.
Для задержки или даже подавления процесса ухудшения абразивных свойств проволоки, разработаны связующие на основе сплавов металлов. Их характеристики твердости оказываются лучше характеристик твердости смолы.
Таким образом, для ограничения износа проволоки может применяться связующее на основе сплава никеля и фосфора. Связующее наносится методом химического осаждения на поверхность проволоки таким образом, чтобы оно закрывало абразивные зерна. К тому же, его твердость выше твердости чистого никеля.
В документе EP 2428317 для ограничения растрескивания связующего слоя предложено ограничить содержание серы, кислорода и водорода в электролитическом осажденном покрытии из никеля.
И наконец, для исключения возможности возникновения обрывов проволоки, в известном уровне техники предлагается применение стальной проволоки с высоким содержанием углерода. Однако стальные проволоки чувствительны к коррозии, в частности при наличии электролитического контакта между сталью и более благородным металлом, таким как медь, никель или кобальт. Этот электролитический контакт может возникать при растрескивании связующего и при контакте проволоки с водой. Такие условия иногда встречаются в период выполнения операции резания. Проволоку для резки натягивают (и после этого ее связующий слой из металла может растрескиваться) и опрыскивают ее водой. Однако существует потребность в разработке технических решений, альтернативных таким связующим, в частности для обеспечения удержания абразивных зерен на сердечнике абразивной проволоки, а также контроля износа связующего. Настоящее изобретение направлено на решение этой технической задачи.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Заявители разработали проволоку, на поверхности которой с помощью связующего удерживаются абразивные частицы.
Кроме того, связующее защищает сердечник проволоки от его преждевременного износа при ее применении. Его специфический состав позволяет повысить сопротивление механической деформации, а также сопротивление истиранию во время операций резания и, вместе с этим, позволяет свести к минимуму потери абразивных частиц.
Таким образом, связующее одновременно обладает такими свойствами, как твердость и сопротивление истиранию.
Более конкретно, целью настоящего изобретения является абразивная проволока, содержащая стальной сердечник и наружное покрытие, содержащее связующее и абразивные частицы, причем указанное связующее образовано по меньшей мере из одного слоя сплава никель-кобальт с содержанием кобальта в пределах от 20 до 85% по массе по отношению к массе сплава Ni-Co, преимущественно от 37 до 65%.
Как указано выше, связующее позволяет удерживать частицы на периферии стального сердечника. Таким образом, абразивные частицы по существу не имеют степени свободы на указанном сердечнике. Преимущественно, частицы не имеют степени свободы на стальном сердечнике, в частности при применении абразивной проволоки согласно изобретению.
В действительности сплав Ni-Co с содержанием кобальта в пределах от 20 до 85% по массе лучше удерживает частицы на сердечнике, чем известные из уровня техники полимерные связующие. Он обладает такими свойствами, как твердость и сопротивление истиранию, обеспечивающими возможность более эффективного удержания частиц на месте даже при применении проволоки во время выполнения операций резания.
Абразивные частицы могут непосредственно контактировать со стальным сердечником, но они, преимущественно, могут быть также отделены от сердечника тонким слоем связующего. Это, в частности, имеет место при использовании способа, представленного на фиг. 1.
Связующее по меньшей мере частично покрывает абразивные частицы.
Предпочтительно, связующее не должно растрескиваться во время применения проволоки. Другими словами, когда проволока натянута, при ее максимальном пределе напряжения поверхность связующего не должна растрескиваться.
Согласно конкретному варианту осуществления изобретения наружное покрытие содержит по меньшей мере один дополнительный связующий слой, выполненный из сплава Ni-Co, с содержанием кобальта в пределах от 20 до 85% по массе, преимущественно от 37 до 65%. Связующее должно содержаться, таким образом, в виде одного слоя или ряда слоев, преимущественно двух слоев.
Термин «слой» означает защитную оболочку проволоки однородного состава. Таким образом, два слоя могут отличаться друг от друга своими разными химическими составами или наличием абразива только в одном из них.
Связующие слои могут быть выполнены из сплавов Ni-Co, отличающихся друг от друга.
Первый связующий слой, контактирующий со стальным сердечником, может иметь более высокую твердость, чем дополнительные слои для удерживания абразивных частиц на проволоке.
Однако дополнительный(ые) связующий(ие) слой(и) (наружный(ые) слой(и)), преимущественно, обладает(ют) более высоким сопротивлением истиранию, а также пластичностью для предотвращения растрескивания связующего при механическом натяжении проволоки. Для этого наружный связующий слой, предпочтительно, должен обладать достаточной пластичностью. Для этого можно определить экспериментально, является ли пластичность наружного слоя достаточной, подвергнув проволоку простому испытанию на растяжение до тех пор, пока не произойдет ее обрыв. Достаточно пластичный наружный слой в основном является полностью непрерывным, за исключением узких зон по ту и другую сторону от места обрыва.
Согласно конкретному варианту осуществления изобретения абразивная проволока содержит стальной сердечник и наружное покрытие, содержащее связующее и абразивные частицы. Связующее образовано, в этом конкретном случае, из двух связующих слоев, возможно из сплава никель-кобальт, с содержанием кобальта в пределах от 20 до 85% по массе по отношению к массе сплава Ni-Co (независимо от одного слоя к другому). Второй связующий слой, который покрывает первый связующий слой, расположенный рядом со стальным сердечником, выполнен из сплава Ni-Co, в котором содержание кобальта выше его содержания в первом связующем слое. Таким образом, у наружного связующего слоя (второго слоя) лучше характеристики сопротивления истиранию вследствие высокого процентного содержания кобальта. Кроме того, у первого слоя лучше характеристики твердости, чем у связующего сплава второго слоя вследствие его адаптированного состава.
Согласно другому конкретному варианту осуществления изобретения твердость связующего на основе сплава Ni-Co может быть повышена введением серы. Это может быть, в частности, осуществлено согласно способу, описанному ниже, введением сахарина натрия (C7H4NO3S, Na, 2H2O) в электролитную ванну, позволяющую сформировать связующий слой.
Таким образом, сплав Ni-Co может содержать от 100 до 1000 мас.ч/млн. (частей на миллион) серы, предпочтительно от 300 до 700 мас.ч/млн.
Предпочтительно, серу содержит только первый связующий слой. В действительности, дополнительное введение серы ведет к повышению твердости связующего, но оно вызывает снижение пластичности. Высокое содержание серы в наружном слое может вызывать растрескивание покрытия, когда проволока натянута в зоне резания. Такое растрескивание приводит к пропусканию воды и ведет к установлению электролитного контакта стали сердечника проволоки со связующим металлом. В результате развивается коррозия сердечника проволоки. Постепенно проволока становится непригодной для применения.
Связующее, будь то монослой или полислой, может быть, в частности, получено последовательным электроосаждением сплавов Ni-Co.
Сплав, образующий каждый из связующих слоев, преимущественно имеет твердость в пределах от 300 до 800 HV по шкале Виккерса, преимущественно от 300 до 500 HV.
Твердость связующего слоя из металла измеряют с помощью прибора для измерения микротвердости согласно методам, известным специалистам в области техники, к которой относится изобретение. Индентор Виккерса обычно применяется с нагрузкой, совместимой с толщиной слоя. Такая нагрузка обычно заключена в пределах от 1 грамм-силы до 100 грамм-сил. Если вмятина, оставляемая индентором Виккерса, слишком велика для толщины слоя (даже при небольшой нагрузке), можно применять индентор Кнупа (более узкий), и значение твердости по шкале Кнупа может быть преобразовано в твердость по шкале Виккерса с помощью переводной таблицы.
Абразивные частицы, позволяющие разрезать материалы, могут быть, в частности, выполнены из материала, выбираемого из группы, включающей карбид кремния SiC; диоксид кремния SiO2; карбид вольфрама WC; нитрид кремния Si3N4; кубический нитрид бора cBN; диоксид хрома CrO2; оксид алюминия Al2O3; алмаз; при этом, алмазы предварительно покрыты никелем, железом, кобальтом, медью или титаном, или их сплавами.
Согласно конкретному варианту осуществления изобретения абразивная проволока может содержать несколько разных типов абразивных частиц.
В пределах компетенции специалистов в области техники, к которой относится изобретение, осуществить выбор подходящей комбинации связующего и абразивной частицы соответственно разрезаемому материалу.
Согласно конкретному варианту осуществления изобретения абразивные частицы образованы из зерен, покрытых пленкой, которая может отличаться от связующего. Пленка по меньшей мере частично покрывает каждое зерно, преимущественно целиком. Материалы, покрывающие алмазные зерна, представляют собой, например, никель, кобальт, железо, медь или титан.
Полный диаметр частиц, то есть зерна, и, возможно, пленки, преимущественно находится в пределах от 1 микрона до 500 микрон. Он, предпочтительно, меньше одной третьей диаметра стального сердечника. Таким образом, согласно конкретному варианту осуществления изобретения, диаметр частиц может находиться в пределах от 10 до 22 для сердечника диаметром 0,12 мм.
Под диаметром следует понимать наибольший диаметр (или самый большой размер) частиц, когда они являются несферическими.
Преимущественно, пленка, покрывающая зерно, выполнена из ферромагнитного материала при температуре изготовления абразивной проволоки (электроосаждением абразивных частиц: см. способ, описанный ниже). Его примерами являются никель, железо и кобальт. Такие металлы могут быть представлены сплавами, и они могут также содержать упрочняющие элементы, такие как сера и фосфор. Следует отметить, что фосфор ослабляет ферромагнетизм никеля, и что в этом случае его концентрация должна быть ограниченной.
Кроме того, материал, образующий пленку, преимущественно, является электропроводящим.
Пленка покрывает абразивные частицы по меньшей мере частично, преимущественно целиком. Однако во время применения абразивной проволоки, согласно изобретению часть зерна, контактирующая с разрезаемым материалом, не содержит пленку, при этом потом она эродирует, начиная с первых операций резания, так же, как и связующее.
Масса пленки, преимущественно, составляет, в случае алмазных зерен, от 10 до 60% от общей массы покрытых зерен.
Пленка может быть, в частности, нанесена осаждением на зерна перед применением абразивных зерен/частиц в способе изготовления пленки. К методам, которые могут быть использованы для нанесения осаждением пленки на каждое из зерен, относятся, в частности, катодное распыление, а также электролиз, химическое осаждение из паровой фазы (CVD) и никелирование методом химического восстановления.
В большинстве случаев отмечено, что абразивные частицы (возможно покрытые связующим слоем, когда проволока новая) занимают от 5 до 50% площади поверхности абразивной проволоки.
Обычно стальной сердечник абразивной проволоки согласно изобретению представляет собой проволоку, имеющую круглое поперечное сечение. Это стальная проволока имеет диаметр, преимущественно в пределах от 70 микрон до 1 миллиметра.
В пределах компетенции специалистов в области техники, к которой относится изобретение, адаптировать диаметр сердечника соответственно разрезаемому материалу. Таким образом, сердечник диаметром в пределах от 200 микрон до 1 миллиметра, подходит, в частности, для вырезания блоков кремния в слитках. Однако сердечник диаметром в пределах от 70 до 200 микрон, пригоден, в частности, для вырезания кремниевых пластин в блоках.
Сердечник абразивной проволоки обычно представляет собой проволоку с пределом прочности при растяжении, преимущественно выше 2000 или 3000 MПa, но обычно ниже 5000 MПа.
С другой стороны, сердечник может иметь удлинение при разрыве, то есть увеличение длины сердечника перед возникновением его разрыва, составляющее, преимущественно более 1%, предпочтительнее более 2%. Однако оно остается, предпочтительно меньшим, чем 10 или 5%.
Преимущественно, сердечник проволоки выполнен из электрически проводящего материала, то есть материала, удельное сопротивление которого при 20°C составляет менее 10-5 Ом⋅м, и, в частности, из стали.
Стальной сердечник, в частности, может быть выполнен из материала, выбранного из группы, включающей углеродистую сталь, ферритную нержавеющую сталь, аустенитную нержавеющую сталь и сталь с покрытием из латуни. Содержание указанного элемента в углеродистой стали, предпочтительно, составляет от 0,6 до 0,8% по массе.
В соответствии с настоящим изобретением предлагается также способ изготовления описанной выше абразивной проволоки. Способ, в частности, включает этапы:
- нанесение электроосаждением на стальной сердечник (стальную проволоку) покрытия, содержащего связующее и абразивные частицы, возможно магнитные, причем указанное связующее выполняют из сплава никель-кобальт с содержанием кобальта в пределах от 20 до 85% по массе по отношению к массе сплава Ni-Co, путем пропускания в электролитной ванне (B1), содержащей по меньшей мере ионы кобальта (II ) и никеля (II), а также абразивные частицы;
- факультативно, нанесение электроосаждением дополнительного связующего слоя путем пропускания в ванне с электролитом (B2), содержащей, по меньшей мере, ионы кобальта (II) и никеля (II),причем указанный дополнительный слой выполняют из сплава Ni-Co с содержанием кобальта в пределах от 20 до 85% по массе.
На практике обычно вводят ионы Co2+ и Ni2+. Однако одновременно могут существовать другие степени оксидирования, но они обычно представляют собой неосновные носители заряда в очень малой концентрации в электролитических ваннах.
Преимущественно, способ может включать по меньшей мере один из следующих этапов перед нанесением электроосаждением:
- обезжиривание стального сердечника в щелочной среде;
- травление стального сердечника в кислой среде.
Когда этот способ включает нанесение электроосаждением второго слоя из сплава кобальта и никеля, ванна (B2) может иметь состав никеля и кобальта, отличающийся от состава никеля и кобальта ванны (B1). Эта ванна, преимущественно, содержит абразивные частицы.
Согласно конкретному варианту осуществления изобретения второй слой может быть выполнен из чистого кобальта, металла с хорошим сопротивлением истиранию.
Как указано выше, связующее может содержать по меньшей мере два слоя. Возможный(ые) слой(и), покрывающий(ие) второй слой, может(гут) быть получен(ы) путем повторного пропускания во второй ванне (B2) или пропусканием по меньшей мере в еще одной электролитной ванне, содержащей ионы Co (II) и Ni (II).
Как правило, ванны (B1) и (B2), и, возможно, другие ванны, содержат, независимо друг от друга, от 1 до 150 г/л иона кобальта (II) и от 50 до 150 г/л ионов никеля (II).
С другой стороны, ванна (B1) содержит от 1 до 100 г/л абразивных частиц.
Как указано выше, твердость связующего может быть повышена также введением серы в первый связующий слой и/или, возможно по меньшей мере в один из дополнительных слоев. Предпочтительно, он не является наружным слоем.
Таким образом, сера, в частности, может быть введена путем добавления сахарина натрия (C7H4NO3S, Na, 2H2O) в электролитную ванну, позволяющую сформировать связующее. Вводимое количество может находиться в пределах от 1 до 10 г/л, преимущественно составляет около 5 г/л.
Как указано выше, дополнительную информацию относительно этапов способа, а также применяемого устройства, можно получить, обратившись к поданной заявке на патент по номеру FR 12 53017.
Изобретение относится также к применению описанной выше абразивной проволоки для резки материала, который может быть выбран, в частности, из группы, включающей кремний, сапфир и карбид кремния. Абразивная проволока может быть применена в области производства кремниевых пластин.
В пределах компетенции специалистов в области техники, к которой относится изобретение, адаптировать абразивную проволоку соответственно разрезаемому материалу. Более конкретно, абразивные частицы выбирают таким образом, чтобы они были более твердыми, чем разрезаемый материал.
Изобретение и вытекающие из него преимущества лучше могут быть поняты из приведенных ниже графических материалов и примеров, не носящих ограничительного характера, представленных для пояснения изобретения.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
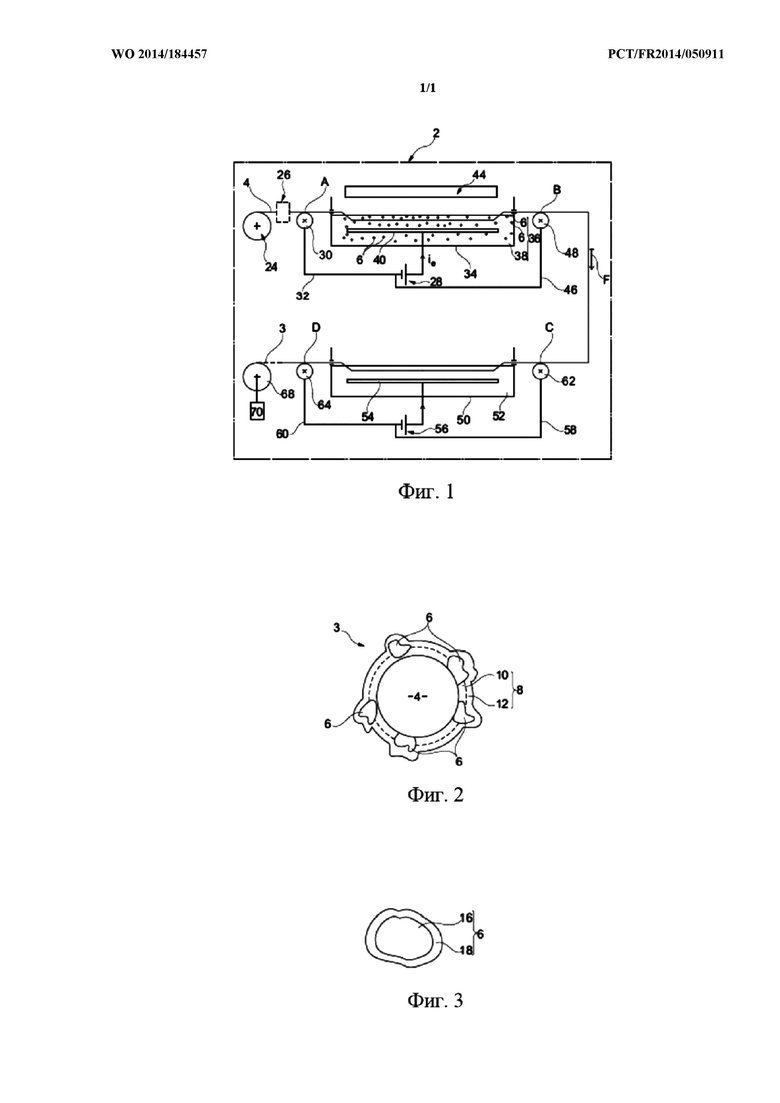
На фиг. 1 изображено устройство, позволяющее получить абразивную проволоку согласно конкретному варианту осуществления изобретения.
На фиг. 2 представлен вид в поперечном разрезе абразивной проволоки согласно конкретному варианту осуществления изобретения.
На фиг. 3 представлен вид в поперечном разрезе абразивной частицы абразивной проволоки согласно конкретному варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Устройство (2), изображенное на фиг. 1, позволяет реализовать конкретный вариант осуществления способа нанесения электроосаждением покрытия на стальную проволоку (4) для изготовления абразивной проволоки (3) согласно настоящему изобретению.
Способ, в частности, включает этапы:
- разматывания стального сердечника (4) (стальной проволоки), намотанного в виде катушки (24), вдоль направления, указанного стрелкой F;
- факультативно, обезжиривания стального сердечника (4) в щелочной среде;
- факультативно, травления стального сердечника (4) в кислой среде;
- факультативно, пропускания стального сердечника (4) через намагничивающее устройство (26), которое прикладывает магнитное поле с напряженностью, преимущественно выше 800 A/м; сердечник (4), таким образом, постоянно намагничен;
- нанесения электроосаждением на стальной сердечник покрытия, содержащего связующее и абразивные частицы, причем указанное связующее представляет собой сплав никель-кобальт с содержанием кобальта в пределах от 20 до 85% по массе по отношению к массе сплава Ni-Co, путем пропускания в ванне (B1) (36) электролита (38), содержащего, по меньшей мере, ионы кобальта (II) и никеля (II) и абразивные частицы (6);
- факультативно, нанесения электроосаждением второго связующего слоя путем пропускания в ванне (B2) электролита (52), содержащего, по меньшей мере, ионы кобальта (II) и никеля (II);
- получения абразивной проволоки (3);
- факультативно, наматывания абразивной проволоки (6), преимущественно в катушку (68) с помощью двигателя (70).
Применяемое устройство (2) содержит источник (28), который генерирует ток электролиза ie. Положительный вывод источника (28) подключен к электроду (40), расположенному в ванне (B1) (36) электролита (38), который содержится в сосуде (34). Отрицательный вывод источника (28) подключен к двум проводящим роликам (30) и (48), расположенным по ту и другую стороны от сосуда (34),через электрические проводники (32) и (46). Два проводящих ролика (30) и (48) позволяют получить две точки (A) и (B) механического контакта со стальным сердечником (4), который, таким образом, подключен к отрицательному выводу источника (28).
Преимущественно, может быть применено два источника (28A и 28B) тока. Их соответствующие отрицательные выводы вместе подключены к проводящим роликам (30) и (48).
Положительный вывод генератора (28A) подключен к аноду (40A), выполненному из никеля.
Положительный вывод генератора (28B) подключен к аноду (40B), выполненному из кобальта.
Принимая во внимание, что содержание кобальта в осажденном слое сплаве никеля и кобальта должно составлять 20%, предпочтительно, чтобы 20% электрического тока проходило через генератор (28B), подключенный к аноду (40B) из кобальта, и 80% электрического тока проходило через генератор (28A), подключенный к аноду (28A) из никеля. Для наглядности, на фиг. 1 изображено устройство, содержащее один генератор электрического тока и один анод в ванне (B1) (36).
Факультативно, устройство (2) дополнительно содержит устройство (44) для намагничивания абразивных частиц (6) и стального сердечника (4) сразу после его погружения в ванну (B1) (36). Оно расположено над ванной (B1) (36).
Факультативно, применяемые абразивные частицы являются магнитными для обеспечения возможности нанесения на стальной сердечник наружного покрытия электроосаждением. Тем самым может обеспечиваться их притягивание стальным сердечником, который во время этого процесса является намагниченным.
Как указано выше, магнитные свойства абразивных частиц могут, в частности, возникать из-за покрывающей их магнитной пленки.
Стальной сердечник, таким образом, покрыт слоем покрытия, выполненного из связующего и абразивных частиц путем электроосаждения при пропускании в ванне (B1).
Согласно конкретному варианту осуществления изобретения после этого на стальной сердечник может быть нанесен осаждением второй связующий слой путем пропускания через вторую ванну (B2) (52).
Вторая ванна (B2) (52), которая содержится в сосуде (50), содержит электролит. Она, преимущественно, не содержит абразивные частицы.
Этап нанесения электроосаждением второго связующего слоя включает, в частности, погружение стального сердечника, покрытого первым связующим слоем и абразивными частицами, в ванну, в которой расположен электрод (54), подключенный к положительному выводу второго источника (56) тока.
Отрицательный вывод второго источника (56) тока подключен к двум проводящим роликам (62) и (64), расположенным с одной и другой стороны сосуда (50), вмещающего вторую ванну (B2) (52), через электрические проводники (58) и (60).
Преимущественно, может быть применено два источника (56A и 56B) тока. Их соответствующие отрицательные выводы вместе подключены к проводящим роликам (62) и (64).
Положительный вывод генератора (56A) подключен к аноду (54A), выполненному из никеля.
Положительный вывод генератора (56B) подключен к аноду (54B), выполненному из кобальта.
Принимая во внимание, что содержание кобальта в осажденном слое сплава никеля и кобальта должно составлять 85%, предпочтительно, чтобы 85% электрического тока проходило через генератор (56B), подключенный к аноду (54B) из кобальта, и 15% тока проходило через генератор (56A), подключенный к аноду (54A) из никеля. Для наглядности на фиг. 1 изображено устройство, содержащее один генератор электрического тока и один анод в ванне (B2) (52).
Проводящие ролики (62) и (64) обеспечивают соединение между стальным сердечником (4) и отрицательным выводом второго источника (56) тока в контактных точках (C) и (D).
После пропускания через вторую электролитную ванну получают абразивную проволоку (3). Она может быть намотана в виде катушки (68).
Как указано выше, устройство (2) более подробно описано в поданной заявке на патент по номеру FR 12.53017.
Как показано на фиг. 2, абразивная проволока (3) согласно изобретению имеет сердечник (4), покрытый первым связующим слоем (10), частично покрывающим абразивные частицы (6).
Согласно этому конкретному варианту осуществления изобретения абразивная проволока дополнительно содержит второй связующий слой (12), покрывающий абразивные частицы (6). Этот второй связующий слой, преимущественно, имеет более высокое сопротивление истиранию, чем первый слой. С другой стороны, второй связующий слой (12) является, преимущественно, менее твердым и более пластичным, чем первый слой (10), покрывающий стальной сердечник (4).
Два слоя (10) и (12) и абразивные частицы (6) образуют наружное покрытие (8) абразивной проволоки (3).
Согласно конкретному варианту осуществления изобретения абразивная частица (6) содержит абразивное зерно (16), покрытое пленкой (18) (фиг. 3). Пленка, преимущественно, выполнена из магнитного материала для облегчения электроосаждения частиц на стальной сердечник (4). В действительности, нанесение наружного покрытия электроосаждением, преимущественно, осуществляется в присутствии магнитных частиц.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Из стального сердечника в твердом состоянии изготовлен ряд абразивных проволок (примеры 1-9). Стальной сердечник содержит 0,8% углерода, он имеет диаметр 0,12 миллиметра.
Рабочая процедура
Изготовили проволоки согласно следующим этапам:
(1) обезжиривания стального сердечника в щелочной среде;
(2) травления стального сердечника в кислой среде;
(3) электроосаждения путем пропускания стального сердечника в первой электролитной ванне (B1), содержащей абразивные частицы, для образования первого наружного слоя;
(4) факультативно, второго электроосаждения путем пропускания стального сердечника во второй электролитной ванне (B2) для образования второго наружного слоя.
Соответствующие составы электролитных ванн (B1) и (B2), подобраны согласно примерам. Эти ванны являются ваннами на водной основе.
Например, электролитная ванна (B1) согласно примеру 9 содержит:
- 100 г/л Ni2+ в виде сульфамата никеля и хлорида никеля;
- 4 г/л Co2+ в виде сульфамата кобальта;
- 15 г/л Cl- в виде хлорида никеля;
- 35 г/л H3BO3 (борная кислота);
- 2 мл/л смачивающего вещества UNW 89 (Mc Dermid), образованного, в том числе, из лаурилсульфата натрия;
- 20 г/л предварительно никелированных алмазов, имеющих диаметр от 12 до 22 микрон и содержащих никель в количестве, составляющем приблизительно 50% по массе.
Водородный показатель pH этой ванны (B1) устанавливают равным 3,8 путем добавления сульфаминовой кислоты.
Электролитная ванна (B2) согласно примеру 9 содержит:
- 100 г/л Ni2+ в виде сульфамата никеля и хлорида никеля;
- 30 г/л Co2+ в виде сульфамата кобальта;
- 15 г/л Cl- в виде хлорида никеля;
- 35 г/л H3BO3 (борная кислота).
Водородный показатель pH этой ванны (B1) устанавливают равным 3,8 путем добавления сульфаминовой кислоты.
Условия обработки стального сердечника в ваннах (B1) и (B2) идентичны и являются следующими:
- температура: 55°C;
- скорость проволоки: 5 м/мин;
- плотность тока: 2 A/дм2.
Проволоки согласно примерам 1-8 таблицы 1 изготовлены согласно этапам (1)-(3) этой рабочей процедуры путем подбора количества кобальта и никеля. Осуществлено только пропускание в ванне (B1).
Однако проволока в соответствии с примером 9 изготовлена согласно этапам (1)-(4) рабочей процедуры. Связующее этой проволоки, таким образом, образовано из двух слоев.
Результаты
Твердость связующих слоев проволок согласно примерам 1-9 измерена согласно известным методам (микротвердость по шкале Виккерса).
Сопротивление связующих слоев истиранию оценивается по пластинам, на которые они были предварительно нанесены осаждением (при тех же условиях проведения электрохимической реакции, что и для абразивных проволок). Пластины размещены в шариковом трибометре с твердым шариком из нержавеющей стали в сухих условиях при отсутствии смазки. Экспериментально определен объем эродированного осажденного покрытия. Малый эродированный объем соответствует хорошему сопротивлению истиранию.
Условия проведения эксперимента, реализованные для изготовления проволок согласно примерам 1-9, указаны в приведенной ниже таблице. Они, в частности, содержат:
- концентрации соответственных ионов Ni2+ и Co2+ в электролите в граммах на литр;
- концентрацию кобальта в осажденном покрытии (связующем), остальное выполнено из никеля и следов кислорода, водорода и серы;
- твердость осажденного покрытия, выраженную в единицах твердости по шкале Виккерса (HV);
- сопротивление истиранию осажденного покрытия при трении о твердую стальную деталь.
Проволоки согласно примерам 1-8 имеют один связующий слой толщиной 8 микрон.
Проволока согласно примеру 9 имеет первый связующий слой толщиной 8 микрон и второй связующий слой тоже толщиной 8 микрон.
Таблица 1: Твердость и сопротивление истиранию абразивных проволок, выполненных согласно изобретению (INV) и контрпримеров (CE).
B2
100
30
85
300
не измерялось
(i) добавка в виде 5 г/л сахарина натрия, C7H4NO3, Na, 2H2O в ванне B1.
Концентрация серы, измеренная с помощью вторичной ионной масс-спектрометрии (SIMS), составляет 3,1019 атомов/cм3, то есть приблизительно 300 ч/млн (частей на миллион по массе). Наличие трещин во время испытания на растяжение проволоки согласно примеру 8.
(ii) проволока с двухслойным покрытием, нанесение осаждением двух слоев согласно этапам 1-4: сопротивление истиранию наружного слоя, нанесенного осаждением в B2 хорошее, сопротивление истиранию другого слоя не измерялось, так как он нанесен осаждением с помощью B1.
Следует отметить, что высокая твердость получается тогда, когда содержание кобальта в связующем находится в пределах от 37 до 65%. При этой концентрации истирание значительно уменьшено по сравнению с осажденным покрытием из чистого никеля. Слои являются пластичными.
С другой стороны, истирание является минимальным для проволок с процентом кобальта в связующем, по меньшей мере равным 85. Слои являются пластичными.
Хорошее соотношение твердость/истирание получается тогда, когда процентное содержание кобальта находится в пределах от 20 до 85, преимущественно от 37 до 65.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2011 |
|
RU2570256C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ ОБЪЕМНО-ЦЕНТРИРОВАННОГО КУБИЧЕСКОГО (В2) АЛЮМИНИДА НИКЕЛЯ (NiAl) С РЕГУЛИРУЕМОЙ ТОЛЩИНОЙ НА ПОВЕРХНОСТИ СПЛАВА НА ОСНОВЕ НИКЕЛЯ | 2007 |
|
RU2452791C2 |
| МУФТОВОЕ УСТРОЙСТВО С ПОКРЫТИЕМ ДЛЯ ЭКСПЛУАТАЦИИ В ГАЗОНЕФТЯНЫХ СКВАЖИНАХ | 2011 |
|
RU2572617C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2574538C2 |
| Способ гальванопластического изготовления изделий | 1979 |
|
SU870510A1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ ОТ ЭРОЗИИ И СОЛЕВОЙ КОРРОЗИИ | 2015 |
|
RU2585599C1 |
| СПОСОБ ЗАЩИТЫ ОТ ЭРОЗИИ И СОЛЕВОЙ КОРРОЗИИ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2585580C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2016 |
|
RU2685839C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ ОТ ЭРОЗИИ И СОЛЕВОЙ КОРРОЗИИ | 2014 |
|
RU2559612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КОНЦЕВЫХ ЧАСТЕЙ НА ЛОПАТКАХ КОМПРЕССОРА ИЛИ РОТОРА ТУРБИНЫ | 1994 |
|
RU2118717C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивной проволоки, предназначенной для резки твердых материалов, таких как кремний, сапфир или карбид кремния. Абразивная проволока состоит из стального сердечника и наружного покрытия, содержащего связующее и абразивные частицы. Связующее образовано по меньшей мере из одного слоя сплава никель-кобальт с содержанием кобальта в пределах от 20 до 85% по массе по отношению к массе сплава Ni-Co. В результате повышается сопротивление абразивной проволоки механической деформации и истиранию во время резки с уменьшением потери абразивных частиц. 3 н. и 7 з.п. ф-лы, 3 ил., 1 табл.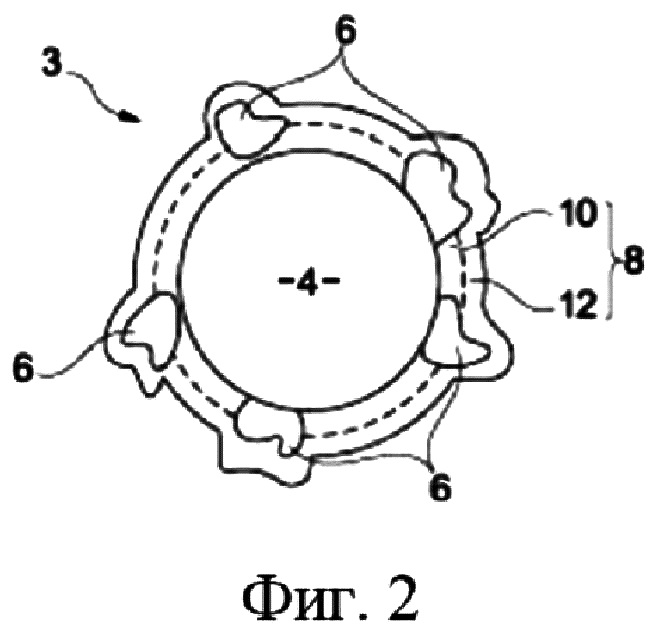
1. Абразивная проволока для резки материала, содержащая стальной сердечник и наружное покрытие, содержащее связующее и абразивные частицы, причем указанное связующее образовано по меньшей мере из одного слоя сплава никель-кобальт с содержанием кобальта в пределах от 20 до 85% по массе по отношению к массе сплава Ni-Co.
2. Абразивная проволока по п. 1, отличающаяся тем, что сплав Ni-Co содержит от 37 до 65% по массе кобальта.
3. Абразивная проволока по п. 1 или 2, отличающаяся тем, что наружное покрытие содержит два слоя связующего, выполненных из сплава Ni-Co, с содержанием кобальта, независимо друг от друга, в пределах от 20 до 85% по массе.
4. Абразивная проволока по п. 1 или 2, отличающаяся тем, что сплав Ni-Co содержит серу, преимущественно от 100 до 1000 мас.ч/млн.
5. Абразивная проволока по п. 1 или 2, отличающаяся тем, что абразивные частицы выполнены из материала, выбранного из группы, содержащей карбид кремния SiC, диоксид кремния SiO2, карбид вольфрама WC, нитрид кремния Si3N4, нитрид бора BN, диоксид хрома CrO2, оксид алюминия Al2O3 и алмаз, предварительно покрытый никелем, железом, кобальтом, медью или титаном, или их сплавами.
6. Абразивная проволока по п. 1 или 2, отличающаяся тем, что абразивные частицы образованы из зерен, по меньшей мере частично покрытых пленкой, выполненной из ферромагнитного материала.
7. Способ изготовления абразивной проволоки для резки материала по любому из пп. 1-6, включающий:
нанесение электроосаждением на стальную проволоку покрытия, содержащего связующее и абразивные частицы, причем указанное связующее выполнено из слоя сплава никель-кобальт с содержанием кобальта в пределах от 20 до 85% по массе по отношению к массе сплава Ni-Co путем пропускания в электролитной ванне (B1), содержащей, по меньшей мере, ионы кобальта (II) и никеля (II) и абразивные частицы, и
нанесение электроосаждением дополнительного связующего слоя путем пропускания в электролитной ванне (В2), содержащей, по меньшей мере, ионы кобальта (II) и никеля (II), причем указанный дополнительный слой выполнен из сплава Ni-Co с содержанием кобальта в пределах от 20 до 85% по массе.
8. Способ по п. 7, отличающийся тем, что ванны (B1) и (В2) содержат, независимо друг от друга, от 1 до 150 г/л ионов кобальта (II) и от 50 до 150 г/л ионов никеля (II).
9. Способ по п. 7 или 8, отличающийся тем, что ванна (B1) содержит от 1 до 100 г/л абразивных частиц.
10. Применение абразивной проволоки по любому из пп. 1-6 для резки материала, выбранного из группы, содержащей кремний, сапфир и карбид кремния.
| ПРОИЗВОДНОЕ ТЕТРАГИДРОКАРБОЛИНА | 2011 |
|
RU2572818C2 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Коловратная реверсивная паровая машина | 1946 |
|
SU83210A1 |

