ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способам формирования абразивных изделий, в частности однослойных абразивных изделий.
УРОВЕНЬ ТЕХНИКИ
На протяжении прошлого столетия были разработаны различные абразивные инструменты для различных отраслей промышленности с общей функцией удаления материала с заготовки, включая, например, пиление, сверление, полировку, сглаживание, вырезание и обтачивание. В частности, в электронной промышленности применяют абразивные инструменты, подходящие для нарезания материала в виде слитков для получения пластин. По мере развития промышленности слитки имеют все большие диаметры, и в настоящее время для таких работ могут быть использованы свободные абразивы и проволочные пилы благодаря своим кпд, производительности, глубины проникновения в слои, размерных ограничений и других факторов.
Как правило, проволочные пилы представляют собой абразивные инструменты, которые содержат абразивные частицы, прикрепленные к длинной проволоке, которую может быть перемотан с большой скоростью для резания. В то время как циркулярные пилы имеют ограниченную глубину резания, которая меньше радиуса лезвия, проволочные пилы могут иметь большую гибкость, позволяющую выполнять резание по прямой или профилированной траектории.
В традиционных стационарных абразивно-проволочных пилах используют различные подходы, например, изделия изготавливают путем перемещения стальных шариков, находящихся поверх металлической проволоки или троса и разделенных разделителями. Эти шарики могут быть покрыты абразивными частицами, которые, как правило, прикреплены либо путем электролитического осаждения, либо путем спекания. Однако операции электролитического осаждения и спекания могут быть времязатратными и, следовательно, дорогостоящими, что препятствует быстрому производству абразивного инструмента для проволочной пилы. Большинство из этих проволочных пил использовались в областях, где потери при резке не так важны, как в электронике, как правило, для резки камня или мрамора. Были предприняты некоторые попытки присоединения абразивных частиц с применением способов химического связывания, например пайки, но такие способы изготовления снижают прочность на разрыв проволочной пилы, и проволочная пила становится предрасположенной к выходу из строя и преждевременному отказу во время резания при высоком растягивающем напряжении. В других проволочных пилах может быть использована смола для связывания абразивов с проволокой. К сожалению, проволочные пилы, в которых для связывания применяют смолу, имеют тенденцию к быстрому износу, и абразивы теряются задолго до истечения срока службы частиц, в частности, при резке твердых материалов.
Соответственно, отрасль по-прежнему нуждается в усовершенствованных абразивных инструментах, в частности, в сфере проволочной резки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Согласно первому аспекту абразивное изделие включает подложку, содержащую удлиненное тело, множество дискретных областей присоединения, задающих прерывистое распределение элементов, расположенных поверх подложки, причем по меньшей мере одна дискретная область присоединения из множества дискретных областей присоединения содержит металлический материал с температурой плавления не более 450 ºC, множество дискретных структур, расположенных над подложкой и отстоящих от множества дискретных областей присоединения, а также связующий слой, расположенный поверх подложки, множества дискретных областей присоединения и множества дискретных структур.
Еще в одном аспекте абразивное изделие включает подложку, содержащую удлиненное тело, множество дискретных областей присоединения, содержащих металлический материал, расположенный поверх подложки, причем каждая дискретная область присоединения изолирована от другой дискретной области присоединения и по меньшей мере одна абразивная частица связана с каждой дискретной областью присоединения, и связующий слой, расположенный поверх множества дискретных областей присоединения, по меньшей мере одной абразивной частицы, и непосредственно соприкасающийся по меньшей мере с частью подложки.
В другом аспекте абразивное изделие включает подложку, содержащую удлиненное тело, множество дискретных областей присоединения, расположенных поверх подложки и задающих области зазоров между каждыми из дискретных областей присоединения из множества дискретных областей присоединения, абразивные частицы, расположенные поверх множества дискретных областей присоединения; и множество дискретных структур, расположенных поверх подложки и расположенных на расстоянии от множества дискретных областей присоединения и абразивных частиц.
В другом аспекте способ формирования абразивного изделия включает перемещение подложки, содержащей удлиненное тело, через смесь, содержащую абразивные частицы и материал в виде частиц, содержащий присоединяющий материал, прикрепление по меньшей мере части абразивных частиц и порошкового материала к подложке и обработку подложки с формированием заготовки абразивного изделия, содержащей множество дискретных областей присоединения, расположенных поверх подложки и задающих области зазоров между каждыми из дискретных областей присоединения из множества дискретных областей присоединения, абразивные частицы, расположенные поверх множества дискретных областей присоединения, и множество дискретных структур, расположенных поверх подложки и расположенных на расстоянии от множества дискретных областей присоединения и абразивных частиц.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение может быть лучше понято, а его многочисленные признаки и преимущества станут очевидными для специалистов в данной области со ссылкой на прилагаемые чертежи.
На ФИГ. 1 представлена блок-схема способа формирования абразивного изделия согласно одному варианту осуществления.
На ФИГ. 2А представлена иллюстрация способа формирования абразивного изделия согласно одному варианту осуществления.
На ФИГ. 2В представлена иллюстрация части способа формирования абразивного изделия согласно одному варианту осуществления.
На ФИГ. 3 представлена иллюстрация части абразивного изделия согласно одному варианту осуществления.
На ФИГ. 4 представлено изображение части абразивного изделия согласно одному варианту осуществления.
На ФИГ. 5 представлено изображение поперечного сечения части абразивного изделия по ФИГ. 4.
На ФИГ. 6 представлено изображение поперечного сечения части абразивного изделия по ФИГ. 4.
На ФИГ. 7А представлено изображение поперечного сечения части сравнительного абразивного изделия.
На ФИГ. 7В представлено изображение поперечного сечения части абразивного изделия согласно одному варианту осуществления.
На ФИГ. 8 показана иллюстрация экспериментальной установки для испытания на адгезию покрытия.
На ФИГ. 9А представлено изображение части сравнительного абразивного изделия.
На ФИГ. 9B представлено изображение части абразивного изделия согласно одному варианту осуществления.
На ФИГ. 10 представлен график изгиба проволоки в установившемся режиме для образца абразивной проволоки, сформированного согласно одному варианту осуществления, и сравнительного абразивного изделия.
На ФИГ. 11А представлено изображение части сравнительного абразивного изделия.
На ФИГ. 11B представлено изображение части абразивного изделия согласно одному варианту осуществления.
На ФИГ. 12 представлено изображение части абразивного изделия согласно одному варианту осуществления.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к абразивным изделиям и, в частности, к абразивным изделиям, подходящим для абразивной обработки и пропиливания заготовок. В отдельных случаях описанные в настоящем изобретении абразивные изделия могут образовывать проволочные пилы, которые могут быть использованы для обработки чувствительных кристаллических материалов для электронной промышленности, оптической отрасли и других связанных отраслей.
На ФИГ. 1 представлена блок-схема способа формирования абразивного изделия согласно одному варианту осуществления. Этот способ может быть начат этапом 101 обеспечения подложки. Подложка может представлять собой поверхность для присоединения к ней абразивных материалов с получением абразивных свойств абразивного изделия.
Согласно варианту осуществления способ обеспечения подложки может включать способ обеспечения подложки, содержащей удлиненное тело. В отдельных случаях удлиненное тело может иметь соотношение длины к ширине по меньшей мере 10:1. В отдельных случаях удлиненное тело может иметь соотношение длины к ширине по меньшей мере приблизительно 100:1, например, по меньшей мере 1000:1 или даже по меньшей мере приблизительно 10 000:1. Длина подложки может быть самым длинным размером, измеренным вдоль продольной оси подложки. Ширина может быть вторым самым длинным (или в некоторых случаях наименьшим) размером подложки, измеренным перпендикулярно продольной оси.
Кроме того, подложка может иметь форму удлиненного тела, имеющего длину по меньшей мере приблизительно 50 метров. По существу, другие подложки могут быть длиннее и могут иметь среднюю длину по меньшей мере приблизительно 100 метров, например, по меньшей мере приблизительно 500 метров, по меньшей мере приблизительно 1000 метров или даже по меньшей мере приблизительно 10 000 метров.
Кроме того, подложка может иметь ширину, которая может составлять не более 1 см. По существу, удлиненное тело может иметь среднюю ширину не более приблизительно 0,5 см, например, не более приблизительно 1 мм, не более приблизительно 0,8 мм или даже не более приблизительно 0,5 мм. Однако подложка может иметь среднюю ширину по меньшей мере приблизительно 0,01 мм, например, по меньшей мере приблизительно 0,03 мм. Следует иметь в виду, что подложка может иметь среднюю ширину в пределах диапазона между любыми из минимальных и максимальных значений, указанных выше.
В некоторых вариантах осуществления удлиненное тело может представлять собой проволоку, состоящую из множества сплетенных жил. Другими словами, подложка может быть образована из множества более тонких проволок, намотанных друг на друга, сплетенных вместе или закрепленных на другом объекте, таком как центральный проволочный сердечник. В некоторых конструкциях в качестве подходящей структуры для подложки может быть использована струнная проволока. Например, подложка может представлять собой высокопрочную стальную проволоку с прочностью на разрыв по меньшей мере приблизительно 3 ГПа. Прочность на разрыв подложки может быть измерена с помощью ASTM E-8 для испытания на растяжение металлических материалов с захватом с помощью натяжного барабана. Провод может быть покрыт слоем специального материала, например, металла, такого как, например, латунь. Однако в других случаях проволока может по существу не содержать каких-либо покрытий на наружной поверхности.
Удлиненное тело может иметь некоторую форму. Например, удлиненное тело может иметь в основном цилиндрическую форму таким образом, что оно имеет круговой поперечный контур. Применяемые удлиненные тела имеют круглую форму поперечного сечения, если смотреть в плоскости, проходящей поперечно продольной оси удлиненного тела.
Удлиненное тело может быть изготовлено из различных материалов, включая, например, неорганические материалы, органические материалы (например, полимеры и природные органические материалы) и их комбинацию. Подходящие неорганические материалы могут включать керамику, стекло, металлы, металлические сплавы, металлокерамические материалы и их комбинацию. В некоторых случаях удлиненное тело может быть изготовлено из металлического материала или материала из металлического сплава. Например, удлиненное тело может быть выполнено из переходного металла или сплава переходного металла и может включать железо, никель, кобальт, медь, хром, молибден, ванадий, тантал, вольфрам и их комбинацию.
Подходящие органические материалы могут включать полимеры, которые могут включать термопластические материалы, термореактивные материалы, эластомеры и их комбинацию. В частности, подходящие полимеры могут включать полиимиды, полиамиды, смолы, полиуретаны, сложные полиэфиры и т. п. Кроме того, следует иметь в виду, что удлиненное тело может включать природные органические материалы, например каучук.
Кроме того, описанные в настоящем изобретении абразивные изделия могут содержать подложку, обладающую определенным сопротивлением усталости. Например, подложки могут иметь средний срок службы до разрушения от усталости по меньшей мере 300 000 циклов, измеренный путем проведения испытания вращающегося образца на усталость при изгибе или испытания на усталость Хантера (Hunter). Испытание может представлять собой MPIF Std. 56. С помощью испытания вращающегося образца на усталость при изгибе измеряют количество циклов до разрыва проволоки при заданном напряжении (например, 700 МПа), т. е. определяют постоянное напряжение или напряжение, при котором не произошел разрыв проволоки при испытании на циклическую усталость при многократном повторении циклов до 106 раз (например, напряжение соответствует усталостной прочности). В других вариантах осуществления подложка может демонстрировать больший срок службы до разрушения от усталости, например, по меньшей приблизительно 400 000 циклов, по меньшей мере приблизительно 450 000 циклов, по меньшей мере приблизительно 500 000 циклов или даже по меньшей мере приблизительно 540 000 циклов. Однако подложка может иметь срок службы до разрушения от усталости, который не превышает приблизительно 2 000 000 циклов.
После обеспечения подложки на этапе 101 способ может быть продолжен этапом 102, который включает перемещение подложки через смесь, содержащую абразивные частицы и материал в виде частиц, содержащий присоединяющий материал. Для облегчения обработки и формирования абразивного изделия подложка может быть соединена с перематывающим механизмом. Например, проволока может быть перемещена между подающей катушкой и приемной катушкой. Перемещение проволоки между подающей катушкой и приемной катушкой может облегчить обработку таким образом, что, например, проволока может быть перемещена в месте осуществления требуемых процессов формирования с образованием слоев компонентов окончательно сформированного абразивного изделия при перемещении с подающей катушки на приемную катушку.
Снова возвращаясь к способу обеспечения подложки следует отметить, что подложку можно перематывать с подающей катушки на приемную катушку с определенной скоростью для облегчения обработки. Например, подложку можно перематывать со скоростью не менее 5 м/мин с подающей катушки на приемную катушку. В других вариантах осуществления скорость перематывания может быть большей и может составлять по меньшей мере приблизительно 8 м/мин, по меньшей мере приблизительно 10 м/мин, по меньшей мере приблизительно 12 м/мин или даже по меньшей мере приблизительно 14 м/мин. В отдельных случаях скорость перематывания может составлять не более приблизительно 500 м/мин, например, не более приблизительно 200 м/мин. Скорость перематывания может иметь значение в пределах диапазона между любыми указанными выше минимальными и максимальными значениями. Следует иметь в виду, что скорость перематывания может представлять собой скорость, при которой может быть получено окончательно сформированное абразивное изделие.
В некоторых случаях подложка может включать один или более дополнительных барьерных слоев, покрывающих наружную поверхность подложки. Согласно одному аспекту барьерный слой может покрывать наружную поверхность подложки таким образом, что он может непосредственном соприкасаться с наружной (т. е. периферийной) поверхностью подложки и, в частности, может быть непосредственно связан с наружной поверхностью подложки. В одном варианте осуществления барьерный слой может быть связан с наружной поверхностью подложки и может задавать область диффузионной связи между барьерным слоем и подложкой, характеризующуюся взаимной диффузией по меньшей мере одного металлического элемента подложки и одного элемента барьерного слоя. В одном конкретном варианте осуществления барьерный слой может быть расположен между подложкой и другими покрывающими слоями, включая, например, присоединяющий слой, связующий слой, слой покрытия, слой абразивных частиц одного или более типов или их комбинацию.
Способ обеспечения подложки, содержащей барьерный слой, может включать выбор поставщиков такой конструкции или изготовление такой конструкции подложки и барьерного слоя. Барьерный слой может быть сформирован различными способами, включая, например, процесс осаждения. Некоторые подходящие процессы осаждения могут включать печать, напыление, нанесение покрытия погружением, накатное покрытие, нанесение гальванического покрытия (например, электролитическое или химическое) и их комбинацию. Согласно одному варианту осуществления способ формирования барьерного слоя может включать низкотемпературный процесс. Например, способ формирования барьерного слоя могут проводить при температуре не выше приблизительно 400 °С, например, не выше приблизительно 375 °С, не выше приблизительно 350 °С, не выше приблизительно 300 °С или даже не выше приблизительно 250 °C. Кроме того, следует отметить, что после формирования барьерного слоя может быть проведена дополнительная обработка, включая, например, очистку, сушку, отверждение, укрепление, термообработку и их комбинацию. Барьерный слой может служить барьером для химического пропитывания материала сердечника различными химическими веществами (например, водородом) при последующем нанесении гальванического покрытия. Кроме того, наличие барьерного слоя может способствовать повышению механической прочности.
В одном варианте осуществления барьерный слой может быть единственным слоем материала. Барьерный слой может быть сформирован в виде сплошного покрытия, покрывающего всю периферийную поверхность подложки. Барьерный материал может включать неорганический материал, например, металл или металлический сплав. Некоторые материалы, подходящие для использования в барьерном слое, могут включать переходные металлические элементы, включая, среди прочих, олово, серебро, медь, цинк, никель, титан и их комбинацию. В другом варианте осуществления барьерный слой может включать латунь. В одном варианте осуществления барьерный слой может быть единственным слоем материала, состоящего по существу из олова. В одном конкретном случае барьерный слой может содержать сплошной слой олова, имеющий степень чистоты по меньшей мере 99,99% олова. В частности, барьерный слой может представлять собой по существу чистый, нелегированный материал. Другими словами, барьерный слой может представлять собой металлический материал (например, олово), состоящий из одного металлического материала.
В других вариантах осуществления барьерный слой может состоять из металлического сплава. Например, барьерный слой может включать сплав олова, например, композицию, включающую комбинацию олова и другого металла, включая переходные металлы, такие как медь, серебро и т. п. Некоторые подходящие сплавы на основе олова могут включать сплавы на основе олова, включающие серебро, и, в частности, сплавы Sn96,5/Ag3,5, Sn96/Ag4 и Sn95/Ag5. Другие подходящие сплавы на основе олова могут включать медь, и, в частности, они включают сплавы Sn99,3/Cu0,7 и Sn97/Cu3. Кроме того, некоторые сплавы на основе олова могут включать некоторый процент меди и серебра, и включают, например, сплавы Sn99/Cu0,7/Ag0,3, Sn97/Cu2,75/Ag0,25 и Sn95,5/Ag4/Cu0,5. Еще в одном варианте осуществления барьерный слой может включать металлический сплав, включающий комбинацию меди и никеля, и, в частности, может включать металлический сплав, состоящий по существу из меди и никеля.
В другом аспекте барьерный слой может быть образован из множества дискретных слоев, включающих, например, по меньшей мере два дискретных слоя. Например, барьерный слой может включать внутренний слой и наружный слой, покрывающий внутренний слой. Согласно одному варианту осуществления внутренний слой и наружный слой могут непосредственно соприкасаться друг с другом, так что наружный слой непосредственно покрывает внутренний слой и соединен с ним посредством поверхности соприкосновения. Соответственно, внутренний слой и наружный слой могут быть соединены посредством поверхности соприкосновения, проходящей вдоль длины подложки.
В одном варианте осуществления внутренний слой может обладать любой из характеристик описанного выше барьерного слоя. Например, внутренний слой может включать сплошной слой материала, включающий олово, медь, никель или их комбинацию. Кроме того, внутренний слой и наружный слой могут быть выполнены из разных материалов. Другими словами, например, по меньшей мере один элемент, присутствующий в одном из слоев, может отсутствовать в другом слое. В одном конкретном варианте осуществления наружный слой может включать элемент, который отсутствует во внутреннем слое.
Наружный слой может обладать любой из характеристик описанного выше барьерного слоя. Например, наружный слой может быть сформирован таким образом, чтобы он включал неорганический материал, например, металл или металлический сплав. В частности, наружный слой может включать переходной металлический элемент. Например, в одном конкретном варианте осуществления наружный слой может включать никель. В другом варианте осуществления наружный слой может быть сформирован таким образом, что он состоит по существу из никеля.
В некоторых случаях наружный слой может быть сформирован таким же образом, как и внутренний слой, например, способом осаждения. Однако наружный слой не обязательно формируют таким же образом, как и внутренний слой. Согласно одному варианту осуществления наружный слой может быть сформирован способом осаждения, включающим нанесение гальванического покрытия, напыление, печать, погружение, накатное покрытие, осаждение и их комбинацию. В некоторых случаях наружный слой барьерного слоя может быть сформирован при относительно низких температурах, например, при температурах не выше приблизительно 400 °С, не выше приблизительно 375 °С, не выше приблизительно 350 °С, не выше приблизительно 300 °С или даже не выше 250 °C. Согласно одному конкретному способу наружный слой может быть сформирован с применением способа, не предполагающего нанесение гальванического покрытия, например, накатного покрытия. Кроме того, процессы, используемые для формирования наружного слоя, могут включать другие способы, включая, например, нагревание, отверждение, сушку и их комбинацию. Следует отметить, что формирование наружного слоя таким образом может обеспечить ограничение проникновения нежелательных веществ в сердечник и/или внутренний слой.
Согласно одному варианту осуществления внутренний слой барьерного слоя может быть сформирован таким образом, чтобы обеспечить определенную среднюю толщину, подходящую для выполнения функции химического барьерного слоя. Например, барьерный слой может иметь среднюю толщину по меньшей мере приблизительно 0,05 микрона, например, по меньшей мере приблизительно 0,1 микрона, по меньшей мере приблизительно 0,2 микрона, по меньшей мере приблизительно 0,3 микрона или даже по меньшей мере приблизительно 0,5 микрона. Однако средняя толщина внутреннего слоя может составлять не более приблизительно 8 микрон, например, не более приблизительно 7 микрон, не более приблизительно 6 микрон, не более приблизительно 5 микрон или даже не более приблизительно 4 микрон. Следует отметить, что внутренний слой может иметь среднюю ширину в пределах диапазона между любыми из минимальных и максимальных значений толщины, указанных выше.
Наружный слой барьерного слоя может быть сформирован таким образом, чтобы обеспечить определенную толщину. Например, в одном варианте осуществления средняя толщина наружного слоя может составлять по меньшей мере приблизительно 0,05 микрона, например, по меньшей мере приблизительно 0,1 микрона, по меньшей мере приблизительно 0,2 микрона, по меньшей мере приблизительно 0,3 микрона или даже по меньшей мере приблизительно 0,5 микрона. Однако в некоторых вариантах осуществления наружный слой может иметь среднюю толщину, которая составляет не более приблизительно 12 микрон, не более приблизительно 10 микрон, не более приблизительно 8 микрон, не более приблизительно 7 микрон, не более приблизительно 6 микрон, не более приблизительно 5 микрон, не более приблизительно 4 микрон или даже не более приблизительно 3 микрон. Следует отметить, что наружный слой барьерного слоя может иметь среднюю ширину в пределах диапазона между любыми из минимальных и максимальных значений толщины, указанных выше.
В частности, по меньшей мере в одном варианте осуществления внутренний слой может быть сформирован со средней толщиной, отличной от средней толщины наружного слоя. Такая конструкция может способствовать повышению устойчивости к проникновению определенных химических веществ, а также обеспечивает подходящую связующую структуру для дальнейшей обработки. Например, в других вариантах осуществления внутренний слой может быть сформирован со средней толщиной, превышающей среднюю толщину наружного слоя. Однако в альтернативных вариантах осуществления внутренний слой может быть сформирован с меньшей средней толщиной, чем средняя толщина наружного слоя.
Согласно одному конкретному варианту осуществления барьерный слой может характеризоваться соотношением толщин [ti:to] между средней толщиной внутреннего слоя (ti) и средней толщиной наружного слоя (to), которое может находиться в пределах диапазона от приблизительно 3:1 до приблизительно 1:3. В других вариантах осуществления отношение толщины может находиться в диапазоне от приблизительно 2,5:1 до приблизительно 1:2,5, например, в диапазоне от приблизительно 2:1 до приблизительно 1:2, в диапазоне от приблизительно 1,8:1 до приблизительно 1:1,8, в диапазоне от приблизительно 1,5:1 до приблизительно 1:1,5 или даже в диапазоне от приблизительно 1,3:1 до приблизительно 1:1,3.
В частности, барьерный слой (включая по меньшей мере внутренний слой и наружный слой) может быть сформирован со средней толщиной, которая не превышает приблизительно 10 микрон. В других вариантах осуществления средняя толщина барьерного слоя может быть меньшей, например, не более приблизительно 9 микрон, не более приблизительно 8 микрон, не более приблизительно 7 микрон, не более приблизительно 6 микрон, не более приблизительно 5 микрон или даже не более приблизительно 3 микрон. Однако средняя толщина барьерного слоя может составлять по меньшей мере приблизительно 0,05 микрона, например, по меньшей мере приблизительно 0,1 микрона, по меньшей мере приблизительно 0,2 микрона, по меньшей мере приблизительно 0,3 микрона или даже по меньшей мере приблизительно 0,5 микрона. Следует отметить, что барьерный слой может иметь среднюю ширину в пределах диапазона между любыми из минимальных и максимальных значений толщины, указанных выше.
Однако в другом варианте осуществления подложка необязательно может включать барьерный слой или любые покрытия на наружной поверхности. Например, барьерный слой может по существу отсутствовать поверх подложки, причем подложка по существу не содержит барьерный слой. По меньшей мере в одном варианте осуществления перед перемещением подложки через смесь, которая будет описана на этапе 102 в настоящем документе, подложка может представлять собой проволоку без покрытия. В частности, подложка может представлять собой металлическую проволоку, причем проволока перед перемещением через смесь, которая будет описана на этапе 102 в настоящем документе, по существу не содержит какие-либо слои покрытия на наружной поверхности.
После обеспечения подложки способ может быть продолжен на этапе 102, который включает перемещение подложки через смесь, содержащую абразивные частицы и материал в виде частиц, включающий присоединяющий материал. На ФИГ. 2А представлена иллюстрация способа формирования абразивного изделия согласно одному варианту осуществления. На ФИГ. 2В представлена иллюстрация части способа формирования абразивного изделия согласно одному варианту осуществления. Как показано на фигуре, подложку 201 могут перемещать в направлении 202 в контейнер 203, содержащий смесь 204. Подложку 201 могут перемещать по одному или более роликам 205 внутри контейнера для обеспечения управления направлением перемещения подложки 201 и надлежащей обработки.
Согласно одному конкретному варианту осуществления способ формирования части абразивного изделия может включать нанесение покрытия путем погружения в суспензию, согласно которому подложку 201 перемещают через смесь 204, содержащую абразивные частицы 212 и материал 213 в виде частиц, включающие присоединяющий материал, для обеспечения формирования абразивного изделия, характеризуемого признаками согласно вариантам осуществления настоящего изобретения. В частности, смесь 204 может включать абразивные частицы 212 и материал 213 в виде частиц, которые могут обеспечивать формирование дискретных областей присоединения и дискретных структур в окончательно сформированном абразивном изделии. Кроме того, как проиллюстрировано и описано в настоящем изобретении, в отличие от некоторых других традиционных подходов смесь 204 может включать материал 213 в виде частиц и абразивные частицы 212 и, таким образом, обеспечивают одновременное прикрепление как абразивных частиц 212, так и материала 213 в виде частиц к подложке 201.
Упоминаемый в настоящем документе термин «абразивные частицы» относится к любому из множества типов описанных в настоящем документе абразивных частиц, включая, например, абразивные частицы первого типа или абразивные частицы второго типа. Абразивные частицы могут включать такой материал, как оксид, карбид, нитрид, борид, оксинитрид, оксиборид, алмаз и их комбинацию. В некоторых вариантах осуществления абразивные частицы могут включать суперабразивный материал. Например, один подходящий суперабразивный материал включает алмаз. В отдельных случаях абразивные частицы могут состоять по существу из алмаза. Как отмечено в настоящем документе, смесь может включать более одного типа абразивных частиц, включающих, например, абразивные частицы первого типа или абразивные частицы второго типа. Первый и второй типы абразивных частиц могут характеризоваться по меньшей мере одной абразивной характеристикой, которая отличается для разных типов, причем абразивная характеристика может включать состав, средний размер частиц, твердость, вязкость, крошимость, структуру, форму или их комбинацию. Кроме того, в некоторых случаях, если смесь включает абразивные частицы более, чем одного типа, содержание абразивных частиц различных типов может быть различным в смеси и, таким образом, отличается в окончательно сформированном абразивном изделии.
В одном варианте осуществления абразивные частицы могут включать материал, обладающий твердостью по Виккерсу по меньшей мере приблизительно 10 ГПа. В других случаях абразивные частицы могут иметь твердость по Виккерсу по меньшей мере приблизительно 25 ГПа, например, по меньшей мере приблизительно 30 ГПа, по меньшей мере приблизительно 40 ГПа, по меньшей мере приблизительно 50 ГПа или даже по меньшей мере приблизительно 75 ГПа. Однако по меньшей мере в одном неограничивающем варианте осуществления абразивные частицы могут обладать твердостью по Виккерсу, которая не превышает приблизительно 200 ГПа, например, не превышает приблизительно 150 ГПа или даже не превышает приблизительно 100 ГПа. Следует отметить, что абразивные частицы могут иметь твердость по Виккерсу в пределах диапазона между любыми из минимальных и максимальных значений, указанных выше.
Абразивные частицы могут иметь определенную форму, например, форму, выбираемую из группы, включающей удлиненную, равноосную, эллипсоидальную, квадратную, прямоугольную, треугольную, неправильную форму и т. п. Кроме того, в некоторых случаях абразивные частицы могут иметь определенную кристаллическую структуру, включая, среди прочих, поликристаллическую, монокристаллическую, многоугольную, кубическую, гексагональную, тетраэдрическую, восьмиугольную, сложную углеродную структуру (например, бакминстерфуллерен (Bucky-ball)) и их комбинацию.
Кроме того, абразивные частицы могут иметь определенное распределение по размеру зерна, что может способствовать повышению эффективности производства и/или повышению производительности абразивного изделия. Например, абразивные частицы могут присутствовать в смеси и на абразивном изделии с нормальным или гауссовым распределением. Однако в других случаях абразивные частицы могут присутствовать в смеси с негауссовым распределением, включая, например, мультимодальное распределение или широкое распределение по размеру зерна. При широком распределении по размеру зерна по меньшей мере 80% абразивных частиц могут иметь средний размер частиц в диапазоне по меньшей мере приблизительно 30 микрон в диапазоне средних размеров частиц от приблизительно 1 микрона до приблизительно 100 микрон. В одном варианте осуществления широкое распределение по размеру зерна может представлять собой бимодальное распределение по размеру частиц, причем бимодальное распределение по размеру частиц включает первый режим, задающий первый средний размер частицы (М1), и второй режим, задающий второй средний размер частицы (М2), который отличается от первого среднего размера частицы. Согласно конкретному варианту осуществления первый средний размер частицы и второй средний размер частицы различаются по меньшей мере на 5% в соответствии с уравнением ((M1 – M2) / M1) x 100%. В других вариантах осуществления первый средний размер частицы и второй средний размер частицы могут различаться по меньшей мере приблизительно на 10%, например, различаться по меньшей мере приблизительно на 20%, различаться по меньшей мере приблизительно на 30%, различаться по меньшей мере приблизительно на 40%, различаться по меньшей мере приблизительно на 50%, различаться по меньшей мере приблизительно на 60%, различаться по меньшей мере приблизительно на 70%, различаться по меньшей мере приблизительно на 80% или различаться даже по меньшей мере приблизительно на 90%. Кроме того, в другом, неограничивающем варианте осуществления первый средний размер частицы может отличаться не более чем приблизительно на 99%, например, отличаться не более чем приблизительно на 90%, отличаться не более чем приблизительно на 80%, отличаться не более чем приблизительно на 70%, отличаться не более чем приблизительно на 60%, отличаться не более чем приблизительно на 50%, отличаться не более чем приблизительно на 40%, отличаться не более чем приблизительно на 30%, отличаться не более чем приблизительно на 20% или отличаться даже не более чем приблизительно на 10% от второго среднего размера частицы. Следует отметить, что разница между первым средним размером частицы и вторым средним размером частицы может находиться в диапазоне между любыми из вышеуказанных минимальных и максимальных процентов.
В конкретном варианте осуществления абразивные частицы могут включать агломерированную частицу. В частности, абразивные частицы могут состоять по существу из агломерированных частиц. В некоторых случаях смесь может включать комбинацию агломерированных абразивных частиц и неагломерированных абразивных частиц. Согласно одному варианту осуществления агломерированная частица может включать абразивные частицы, связанные друг с другом связующим материалом. Некоторые подходящие примеры связующего материала могут включать неорганический материал, органический материал и их комбинацию. В частности, связующий материал может представлять собой керамику, металл, стекло, полимер, смолу и их комбинацию. По меньшей мере в одном варианте осуществления связующий материал может представлять собой метал или металлический сплав, который может включать один или более переходных металлических элементов. Согласно одному варианту осуществления связующий материал может включать по меньшей мере один металлический элемент из составляющего слоя абразивного изделия, включая, например, барьерный слой, присоединяющий материал, связующий слой или их комбинацию. В более частном случае осуществления связующее вещество может представлять собой металлический материал, который включает по меньшей мере один активный связующий агент. Активный связующий агент может представлять собой элемент или композицию, включающую нитрид, карбид и их комбинацию. Один конкретный иллюстративный активный связующий агент может включать титансодержащую композицию, хромосодержащую композицию, никельсодержащую композицию, медьсодержащую композицию и их комбинацию. В другом варианте осуществления связующий материал может включать химический агент, выполненный с возможностью химического взаимодействия с заготовкой, которая соприкасается с абразивным изделием, для облегчения выполнения процесса химического травления на поверхности заготовки при одновременном выполнении процесса механического удаления в отношении абразивного изделия. Некоторые подходящие химические агенты могут включать оксиды, карбиды, нитриды, окислитель, модификатор рН, поверхностно-активное вещество и их комбинацию.
Агломерированная частица согласно вариантам осуществления настоящего изобретения может характеризоваться конкретным содержанием абразивных частиц, конкретным содержанием связующего материала и конкретным содержанием пор. Например, агломерированная частица может характеризоваться большим содержанием абразивных частиц, чем содержанием связующего материала. В альтернативном варианте осуществления, агломерированная частица может характеризоваться большим содержанием связующего материала, чем содержанием абразивных частиц. Например, в одном варианте осуществления агломерированная частица может характеризоваться по меньшей мере приблизительно 5 об. % абразивных частиц в общем объеме агломерированной частицы. В других случаях содержание абразивных частиц в общем объеме агломерированной частицы может составлять более, например, по меньшей мере приблизительно 10 об.%, например, по меньшей мере приблизительно 20 об.%, по меньшей мере приблизительно 30 об.%, по меньшей мере приблизительно 40 об.%, по меньшей мере приблизительно 50 об.%, по меньшей мере приблизительно 60 об.%, по меньшей мере приблизительно 70 об.%, по меньшей мере приблизительно 80 об.% или даже по меньшей мере приблизительно 90 об.%. Кроме того, в другом, неограничивающем варианте осуществления содержание абразивных частиц в агломерированной частице по отношению к общему объему агломерированной частицы может составлять не более приблизительно 95 об.%, например, не более приблизительно 90 об.%, не более приблизительно 80 об.%, не более приблизительно 70 об.%, не более приблизительно 60 об.%, не более приблизительно 50 об.%, не более приблизительно 40 об.%, не более приблизительно 30 об.%, не более приблизительно 20 об. % или даже не более приблизительно 10 об.%. Следует отметить, что содержание абразивных частиц в агломерированной частице может находиться в диапазоне между любыми из вышеуказанных минимальных и максимальных процентов.
Согласно другому аспекту агломерированная частица может характеризоваться по меньшей мере приблизительно 5 об. % связующего материала в общем объеме агломерированной частицы. В других случаях содержание связующего материала в общем объеме агломерированной частицы может быть большим, например, по меньшей мере приблизительно 10 об.%, например, по меньшей мере приблизительно 20 об.%, по меньшей мере приблизительно 30 об.%, по меньшей мере приблизительно 40 об.%, по меньшей мере приблизительно 50 об.%, по меньшей мере приблизительно 60 об.%, по меньшей мере приблизительно 70 об.%, по меньшей мере приблизительно 80 об.% или даже по меньшей мере приблизительно 90 об.%. Кроме того, в другом, неограничивающем варианте осуществления содержание связующего материала в агломерированной частице по отношению к общему объему агломерированной частицы может составлять не более приблизительно 95 об.%, например, не более приблизительно 90 об.%, не более приблизительно 80 об.%, не более приблизительно 70 об.%, не более приблизительно 60 об.%, не более приблизительно 50 об.%, не более приблизительно 40 об.%, не более приблизительно 30 об.%, не более приблизительно 20 об. % или даже не более приблизительно 10 об.%. Следует отметить, что содержание связующего материала в агломерированной частице может находиться в диапазоне между любыми из вышеуказанных минимальных и максимальных процентов.
Еще в одном аспекте агломерированная частица может характеризоваться конкретным содержанием пор. Например, агломерированная частица может иметь по меньшей мере приблизительно 1 об. % пор в общем объеме агломерированной частицы. В других случаях содержание пор в общем объеме агломерированной частицы может быть большим, например, по меньшей мере приблизительно 5 об.%, по меньшей мере приблизительно 10 об.%, по меньшей мере приблизительно 20 об.%, по меньшей мере приблизительно 30 об.%, по меньшей мере приблизительно 40 об.%, по меньшей мере приблизительно 50 об.%, по меньшей мере приблизительно 60 об.%, по меньшей мере приблизительно 70 об.% или даже по меньшей мере приблизительно 80 об.%. Кроме того, в другом, неограничивающем варианте осуществления содержание пор в агломерированной частице по отношению к общему объему агломерированной частицы может составлять не более приблизительно 90 об.%, например, не более приблизительно 80 об.%, не более приблизительно 70 об.%, не более приблизительно 60 об.%, не более приблизительно 50 об.%, не более приблизительно 40 об.%, не более приблизительно 30 об.%, не более приблизительно 20 об. % или даже не более приблизительно 10 об.%. Следует отметить, что содержание пор в агломерированной частице может находиться в диапазоне между любыми из вышеуказанных минимальных и максимальных процентов.
Поры внутри агломерированной частицы могут быть разного типа. Например, пористость может быть закрытой пористостью, обычно задаваемой дискретными порами, которые отделены друг от друга в объеме агломерированной частицы. По меньшей мере в одном варианте осуществления пористость в агломерированной частице может представлять собой в основном закрытую пористость. В альтернативном варианте осуществления пористость может быть открытой пористостью, задающей сеть взаимосвязанных каналов, проходящих через объем агломерированной частицы. В некоторых случаях пористость может быть в основном открытой пористостью.
Агломерированные частицы могут быть получены от поставщика. В альтернативном варианте осуществления агломерированные частицы могут быть сформированы перед формированием абразивного изделия. Подходящие способы получения агломерированных частиц могут включать просеивание, смешивание, сушку, укрепление, нанесение гальванического покрытия химическим путем, электролитическое покрытие, спекание, пайку, напыление, печать и их комбинацию.
Согласно одному конкретному варианту осуществления агломерированная частица может быть сформирована на месте производства с формированием абразивного изделия. Например, агломерированные частицы могут быть сформированы при формировании одного или более слоев компонентов абразивного изделия. Подходящие способы формирования агломерированных частиц с абразивным изделием на месте производства могут включать процесс осаждения. Конкретные способы осаждения могут включать, среди прочих, нанесение гальванического покрытия, электролитическое осаждение, погружение, напыление, печать, нанесение покрытия, гравитационное покрытие и их комбинацию. По меньшей мере в одном конкретном варианте осуществления способ формирования агломерированной частицы включает одновременное формирование связующего слоя и агломерированной частицы посредством способа нанесения гальванического покрытия.
Согласно по меньшей мере одному варианту осуществления абразивные частицы могут содержать слой покрытия частицы. В частности, слой покрытия частицы может покрывать наружную поверхность абразивных частиц и, в частности, может непосредственно соприкасаться с наружной поверхностью абразивных частиц. Подходящие материалы для использования в качестве слоя покрытия частицы могут включать металл или металлический сплав. Согласно одному конкретному варианту осуществления слой покрытия частицы может включать переходной металлический элемент, такой как титан, ванадий, хром, молибден, железо, кобальт, никель, медь, серебро, цинк, марганец, тантал, вольфрам и их комбинацию. Один конкретный слой покрытия частицы может включать никель, например, никелевый сплав, и даже сплавы, в основном содержащие никель, причем его содержание измеряют в процентах по массе по сравнению с другими веществами, присутствующими в первом слое покрытия частицы. В более конкретных случаях слой покрытия частицы может включать металл одного вида. Например, первый слой покрытия частицы может состоять по существу из никеля. Слой покрытия частицы может представлять собой слой металлического покрытия, а именно, он может представлять собой нанесенный электролитическим способом слой металлического покрытия и нанесенный химическим способом слой металлического покрытия.
Слой покрытия частицы может быть сформирован таким образом, чтобы покрывать по меньшей мере часть наружной поверхности абразивных частиц. Например, слой покрытия частицы может покрывать по меньшей мере приблизительно 50% площади наружной поверхности абразивных частиц. В других вариантах осуществления охват слоя покрытия частиц может составлять более, например, по меньшей мере приблизительно 75%, по меньшей мере приблизительно 80%, по меньшей мере приблизительно 90%, по меньшей мере приблизительно 95% или по существу всей наружной поверхности абразивных частиц.
Слой покрытия частицы может быть сформирован таким образом, чтобы обеспечить конкретное содержание относительно количества абразивных частиц первого типа для облегчения обработки. Например, слой покрытия частицы может составлять по меньшей мере приблизительно 5% от общей массы каждой из абразивных частиц. В других случаях относительное содержание слоя покрытия частицы в общей массе каждой из абразивных частиц может быть большим, например, по меньшей мере приблизительно 10%, по меньшей мере приблизительно 20%, по меньшей мере приблизительно 30%, по меньшей мере приблизительно 40% %, по меньшей мере приблизительно 50%, по меньшей мере приблизительно 60%, по меньшей мере приблизительно 70% или даже по меньшей мере приблизительно 80%. Кроме того, в другом, неограничивающем варианте осуществления относительное содержание слоя покрытия частицы в общей массе абразивных частиц может составлять не более приблизительно 99%, например, не более приблизительно 90%, не более приблизительно 80%, не более приблизительно 70%, не более приблизительно 60%, не более приблизительно 50%, не более приблизительно 40%, не более приблизительно 30%, не более приблизительно 20% или даже не более приблизительно 10%. Следует отметить, что относительное содержание слоя покрытия частицы в общей массе абразивных частиц может находиться в пределах диапазона между любыми из минимальных и максимальных процентов, указанных выше.
Согласно одному варианту осуществления слой покрытия частиц может быть сформирован таким образом, чтобы обеспечить определенную толщину, обеспечивающую более легкую обработку. Например, слой покрытия частицы может иметь среднюю толщину не более приблизительно 5 микрон, например, не более приблизительно 4 микрон, не более приблизительно 3 микрон или даже не более приблизительно 2 микрон. Однако согласно одному не предполагающему ограничения варианту осуществления слой покрытия частицы может иметь среднюю толщину по меньшей мере приблизительно 0,01 микрона, 0,05 микрона, по меньшей мере приблизительно 0,1 микрона или даже по меньшей мере приблизительно 0,2 микрона. Следует отметить, что средняя толщина слоя покрытия частицы может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
Согласно некоторыми аспектам настоящего изобретения слой покрытия частицы может быть образован из множества слоев несплошной пленки. Например, слой покрытия частицы может включать первый пленочный слой частицы, покрывающий абразивные частицы, и второй пленочный слой частицы, отличный от первого пленочного слоя частицы и покрывающий первый пленочный слой частицы. Первый пленочный слой частицы может непосредственно соприкасаться с наружной поверхностью абразивных частиц, а второй пленочный слой частицы может непосредственно соприкасаться с первым пленочным слоем частицы. Первый пленочный слой частицы и второй пленочный слой частицы могут отличаться друг от друга по меньшей мере по одному параметру материала, например, средней толщине, составу, температуре плавления или их комбинации.
Согласно по меньшей мере одному варианту осуществления абразивные частицы могут иметь определенный размер, который может способствовать повышению эффективности производства и/или повышению производительности абразивного изделия. Например, абразивные частицы 212 могут иметь средний размер частицы (PSa) не более 500 микрон, например, не более 300 микрон, не более 200 микрон, не более 150 микрон, не более 100 микрон, не более 80 микрон, не более 70 микрон, не более 60 микрон, не более 50 микрон, не более 40 микрон, не более 30 микрон или даже не более 20 микрон. Кроме того, в неограничивающем варианте осуществления абразивные частицы 212 могут иметь средний размер частиц (PSa) по меньшей мере приблизительно 0,1 микрона, например, по меньшей мере приблизительно 0,5 микрона, по меньшей мере приблизительно 1 микрон, по меньшей мере приблизительно 2 микрона, по меньшей мере приблизительно 5 микрон или даже по меньшей мере приблизительно 8 микрон. Следует отметить, что средний размер частицы может находиться в диапазоне между любыми из вышеуказанных минимальных и максимальных процентов, включая, например, по меньшей мере 1 микрон и не более 100 микрон или по меньшей мере 2 микрона и не более 80 микрон.
Смесь 204 может характеризоваться конкретным содержанием абразивных частиц 212, что может способствовать повышению эффективности производства и/или повышению производительности абразивного изделия. Например, смесь 204 может содержать по меньшей мере 5 масс. % абразивных частиц в общей массе смеси. Однако в других случаях содержание абразивных частиц 212 в смеси 204 может быть большим, например, по меньшей мере 8 масс. % или по меньшей мере 10 масс. % или по меньшей мере 12 масс. % или по меньшей мере 14 масс. % или по меньшей мере 16 масс. % или по меньшей мере 18 масс. % или по меньшей мере 20 масс. % или по меньшей мере 22 масс. % или по меньшей мере 24 масс. % или по меньшей мере 26 масс. % или по меньшей мере 28 масс. % или по меньшей мере 30 масс. % или по меньшей мере 32 масс. % или по меньшей мере 34 масс. % или по меньшей мере 36 масс. % или по меньшей мере 38 масс. % или по меньшей мере 40 масс. % или по меньшей мере 42 масс. % или по меньшей мере 44 масс. % или по меньшей мере 46 масс. % или по меньшей мере 48 масс. % или не менее 50 масс. % в общей массе смеси. Однако по меньшей мере в одном неограничивающем варианте осуществления содержание абразивных частиц 212 в смеси 204 может составлять не более 80 масс. %, например, не более 75 масс. %, или не более 70 масс. % или не более 65 масс. % или не более 60 масс. % или не более 55 масс. % или не более 50 масс. % или не более 45 масс. % или не более 40 масс. % или не более 30 масс. % или не более 25 масс. % или не более 20 масс. % в общей массе смеси. Следует отметить, что смесь 204 может характеризоваться содержанием абразивных частиц 212 в пределах диапазона, включающего любые из указанных выше минимальных и максимальных процентов. Кроме того, содержание абразивных частиц 212 в смеси 204 можно регулировать и изменять в зависимости от размера (например, ширины или диаметра) подложки, среднего размера частицы абразивных частиц и требуемой концентрации абразивных частиц поверх подложки в окончательно сформированном абразивном изделии.
Согласно настоящему описанию смесь 204 может дополнительно содержать материал 213 в виде частиц, который может включать присоединяющий материал. Материал 213 в виде частиц может представлять собой порошкообразный материал, например, порошкообразный исходный материал, подходящий для формирования дискретных областей присоединения и дискретных структур согласно описанию в вариантах осуществления настоящего изобретения. Материал 213 в виде частиц может состоять по существу из присоединяющего материала. Материал 213 в виде частиц может способствовать предварительному связыванию абразивных частиц 212 с подложкой 201 до выполнения дальнейшей обработки, которая может включать нанесение связующего слоя, и может быть выполнена для постоянного прикрепления абразивных частиц к подложке 201.
Согласно одному варианту осуществления присоединяющий материал может быть сформирован из металла, металлического сплава, композита с металлической матрицей и их комбинации. В одном конкретном варианте осуществления присоединяющий материал может состоять из материала, включающего переходной металлический элемент. Например, присоединяющий материал может представлять собой металлический сплав, включающий переходной металлический элемент. Некоторые подходящие переходные металлические элементы могут включать свинец, серебро, медь, цинк, индий, олово, титан, молибден, хром, железо, марганец, кобальт, ниобий, тантал, вольфрам, палладий, платину, золото, рутений и их комбинацию. Согласно одному конкретному варианту осуществления присоединяющий материал может состоять из металлического сплава, включающего олово и свинец. В частности, такие металлические сплавы олова и свинца могут характеризоваться большим содержанием олова по сравнению с свинцом, включая, среди прочих, композицию олово/свинец по меньшей мере приблизительно 60/40.
В другом варианте осуществления присоединяющий материал может состоять из материала, который большей частью содержит олово. По существу в некоторых абразивных изделиях присоединяющий материал может состоять по существу из олова. Олово, отдельно или в припое, может иметь чистоту по меньшей мере приблизительно 99%, например, по меньшей мере приблизительно 99,1%, по меньшей мере приблизительно 99,2%, по меньшей мере приблизительно 99,3%, по меньшей мере приблизительно 99,4%, по меньшей мере приблизительно 99,5 %, по меньшей мере приблизительно 99,6%, по меньшей мере приблизительно 99,7%, по меньшей мере приблизительно 99,8% или даже по меньшей мере приблизительно 99,9%. В другом аспекте олово может иметь чистоту по меньшей мере приблизительно 99,99%. В одном конкретном случае присоединяющий материал может включать матированный оловянный материал. Присоединяющий материал может характеризоваться содержанием органических веществ не более приблизительно 0,5 масс. % в общей массе покрываемого слоем металла материала (т. е. присоединяющего слоя).
Согласно одному варианту осуществления присоединяющий материал может быть припойным материалом. Следует отметить, что припойный материал может включать материал, имеющий определенную температуру плавления, например, не более приблизительно 450 °С. Припойные материалы отличаются от твердых припойных материалов, которые, как правило, имеют значительно более высокие температуры плавления, чем припойные материалы, например, более 450 °С и чаще всего более 500 °С. Кроме того, твердые припойные материалы могут иметь различные составы. Согласно одному варианту осуществления присоединяющий материал согласно вариантам осуществления настоящего изобретения может быть получен из материала, имеющего температуру плавления не более приблизительно 400 °С, например, не более приблизительно 375 °С, не более приблизительно 350 °С, не более приблизительно 300 °С или даже не более приблизительно 250 °С. Однако присоединяющий материал может иметь температуру плавления по меньшей мере приблизительно 100 °С, например, по меньшей мере приблизительно 125 °С, по меньшей мере приблизительно 150 °С или даже по меньшей мере приблизительно 175 °С. Следует отметить, что присоединяющий материал может иметь температуру плавления в пределах диапазона между любыми из минимальных и максимальных температур, указанных выше.
Согласно одному варианту осуществления присоединяющий материал может включать тот же материал, что и барьерный слой таким образом, чтобы композиции барьерного слоя и присоединяющего материала содержали по меньшей мере один общий элемент. Еще в одном альтернативном варианте осуществления барьерный слой и присоединяющий материал могут состоять из совершенно разных материалов.
Согласно по меньшей мере одному варианту осуществления материал в виде частиц, включающий присоединяющий материал, может характеризоваться определенным размером частицы, который может способствовать повышению эффективности производства и/или повышению производительности абразивного изделия. Например, материал 213 в виде частиц может иметь средний размер частицы (PSр) не более 50 микрон, например, не более 40 микрон, не более 30 микрон, не более 25 микрон, не более 20 микрон, не более 18 микрон, не более 15 микрон, не более 12 микрон, не более 10 микрон, не более 8 микрон, не более 5 микрон или даже не более 3 микрон. Кроме того, в неограничивающем варианте осуществления материал 213 в виде частиц может иметь средний размер частицы (PSр) по меньшей мере приблизительно 0,01 микрона, например, по меньшей мере приблизительно 0,05 микрона, по меньшей мере приблизительно 0,1 микрона, по меньшей мере приблизительно 0,22 микрона, по меньшей мере приблизительно 0,5 микрона или даже по меньшей мере приблизительно 1 микрон. Следует отметить, что средний размер частицы может находиться в диапазоне между любыми из вышеуказанных минимальных и максимальных процентов, включая, например, по меньшей мере 0,01 микрона и не более 50 микрон, по меньшей мере 0,1 микрона и не более 10 микрон или даже по меньшей мере 0,5 микрона и не более 7 микрон.
Смесь 204 может характеризоваться конкретным содержанием материала 213 в виде частиц, содержащего присоединяющий материал, которое может способствовать повышению эффективности производства и/или повышению производительности абразивного изделия. Например, смесь 204 может содержать по меньшей мере 0,1 масс. % материала в виде частиц в общей массе смеси. Однако в других случаях содержание материала 213 в виде частиц в смеси 204 может быть большим, например, по меньшей мере 0,2 масс. % или по меньшей мере 0,3 масс. % или по меньшей мере 0,4 масс. % или по меньшей мере 0,5 масс. % или по меньшей мере 0,8 масс. % или по меньшей мере 1 масс. % или по меньшей мере 1,2 масс. % или по меньшей мере 1,5 масс. % или по меньшей мере 1,8 масс. % или по меньшей мере 2 масс. % или по меньшей мере 2,2 масс. % или по меньшей мере 2,5 масс. % или по меньшей мере 2,8 масс. % или по меньшей мере 3 масс. % или по меньшей мере 4 масс. % или по меньшей мере 5 масс. % или по меньшей мере 6 масс. % или по меньшей мере 7 масс. % или по меньшей мере 8 масс. % или по меньшей мере 9 масс. % или не менее 10 масс. % в общей массе смеси. Однако по меньшей мере в одном неограничивающем варианте осуществления содержание материала 213 в виде частиц, содержащего присоединяющий материал, в смеси 204 может составлять не более 25 масс. %, например, не более 22 масс. % или не более 20 масс. % или не более 18 масс. % или не более 15 масс. % или не более 12 масс. % или не более 10 масс. % или не более 9 масс. % или не более 8 масс. % или не более 7 масс. % или не более 6 масс. % или не более 5 масс. % или не более 4 масс. % или не более 3 масс. % в общей массе смеси. Следует отметить, что смесь 204 может характеризоваться содержанием материала 213 в виде частиц, содержащего присоединяющий материал, в пределах диапазона, включающего любые из вышеуказанных минимальных и максимальных процентов, включая, например, по меньшей мере 0,2 масс. % и не более 20 масс. % или даже по меньшей мере 0,5 масс. % и не более 10 масс. %. Кроме того, содержание материала в виде частиц в смеси 204 можно регулировать и изменять в зависимости от размера (например, ширины или диаметра) подложки, среднего размера частицы абразивных частиц и требуемой концентрации абразивных частиц поверх подложки в окончательно сформированном абразивном изделии.
Согласно другому варианту осуществления смесь 204 может включать абразивные частицы 212 и материал 213 в виде частиц, имеющий определенное соотношение их соответствующих средних размеров частиц, которое может способствовать повышению эффективности производства и/или повышению производительности абразивного изделия. Например, смесь 204 может включать абразивные частицы 212 со средним размером частиц (PSa) и материал в виде частицы со средним размером частиц (PSp), причем смесь 204 может быть сформирована таким образом, чтобы обеспечить отношение (PSp/PSa) не более 1. В других случаях отношение (PSp/PSa) может быть меньшим, например, не более 0,9 или не более 0,8, или не более 0,7, или не более 0,6, или не более 0,5, или не более 0,4, или не более 0,3, или не более 0,2, или не более 0,18, или не более 0,16, или не более 0,15, или не более 0,14, или не более 0,13, или не более 0,12, или не более 0,11, или не более 0,1, или не более 0,09, или не более 0,08, или не более 0,07, или не более 0,06, или не более 0,05, или не более 0,04, или не более 0,03, или не более 0,02. Однако по меньшей мере в одном неограничивающем варианте осуществления смесь 204 может быть сформирована таким образом, чтобы обеспечить отношение (PSp/PSa) по меньшей мере 0,01, например, по меньшей мере 0,02 или по меньшей мере 0,03, или по меньшей мере 0,04, или по меньшей мере 0,05, или по меньшей мере 0,06, или по меньшей мере 0,07, или по меньшей мере 0,08, или по меньшей мере 0,09, или по меньшей мере 0,1, или по меньшей мере 0,11, или по меньшей мере 0,12, или по меньшей мере 0,13, или по меньшей мере 0,14, или по меньшей мере 0,15, или по меньшей мере 0,16, или по меньшей мере 0,17, или по меньшей мере 0,18, или по меньшей мере 0,19, или по меньшей мере 0,2, или по меньшей мере 0,3, или по меньшей мере 0,4, или по меньшей мере 0,5, или по меньшей мере 0,6, или по меньшей мере 0,7, или по меньшей мере 0,8, или по меньшей мере 0,9. Следует отметить, что смесь 204 может характеризоваться отношением (PSp/PSa), находящимся в пределах диапазона, включающего любые из вышеуказанных минимальных и максимальных значений, включая, например, по меньшей мере 0,01 и не более 1, по меньшей мере 0,01 и не более 0,5 или даже по меньшей мере приблизительно 0,025 и не более приблизительно 0,25. Кроме того, отношение (PSp/PSa) можно регулировать и изменять в зависимости от размера (например, ширины или диаметра) подложки и требуемой концентрации абразивных частиц поверх подложки в окончательно сформированном абразивном изделии.
Согласно другому варианту осуществления смесь 204 может включать абразивные частицы 212 и материал 213 в виде частиц, имеющий определенное соотношение значений их соответствующего содержания в смеси, которое измеряют в процентах по массе, которое может способствовать повышению эффективности производства и/или повышению производительности абразивного изделия. Например, смесь 204 содержит абразивные частицы (Cap) и материала в виде частиц (Cp), причем смесь 204 может быть сформирована таким образом, чтобы обеспечить соотношение (Cp/Cap) не более 10. В других случаях отношение (Cp/Cap) может быть меньшим, например, не более 5 или не более 3, или не более 2, или не более 1, или не более 0,9, или не более 0,8, или не более 0,7, или не более 0,6, или не более 0,5, или не более 0,4, или не более 0,3, или не более 0,2, или не более 0,18, или не более 0,16, или не более 0,15, или не более 0,14, или не более 0,13, или не более 0,12, или не более 0,11, или не более 0,1, или не более 0,09, или не более 0,08, или не более 0,07, или не более 0,06, или не более 0,05, или не более 0,04, или не более 0,03, или не более 0,02. Однако по меньшей мере в одном неограничивающем варианте осуществления смесь 204 может быть сформирована таким образом, чтобы отношение (Cp/Cap) было равно по меньшей мере 0,001 или по меньшей мере 0,0025, или по меньшей мере 0,004, или по меньшей мере 0,006, или по меньшей мере 0,008, или по меньшей мере 0,01, например, по меньшей мере 0,02 или по меньшей мере 0,03, или по меньшей мере 0,04, или по меньшей мере 0,05, или по меньшей мере 0,06, или по меньшей мере 0,07, или по меньшей мере 0,08, или по меньшей мере 0,09, или по меньшей мере 0,1, или по меньшей мере 0,11, или по меньшей мере 0,12, или по меньшей мере 0,13, или по меньшей мере 0,14, или по меньшей мере 0,15, или по меньшей мере 0,16, или по меньшей мере 0,17, или по меньшей мере 0,18, или по меньшей мере 0,19, или по меньшей мере 0,2, или по меньшей мере 0,3, или по меньшей мере 0,4, или по меньшей мере 0,5, или по меньшей мере 0,6, или по меньшей мере 0,7, или по меньшей мере 0,8, или по меньшей мере 0,9. Следует отметить, что смесь 204 может характеризоваться отношением (Cp/Cap), находящимся в пределах диапазона, включающего любые из вышеуказанных минимальных и максимальных значений, включая, например, по меньшей мере 0,001 и не более 1, даже по меньшей мере 0,01 и не более 0,5 или даже по меньшей мере 0,025 и не более 0,25. Кроме того, отношение (Cp/Cap) можно регулировать и изменять в зависимости от размера (например, ширины или диаметра) подложки и требуемой концентрации абразивных частиц поверх подложки в окончательно сформированном абразивном изделии.
Согласно другому варианту осуществления смесь 204 может включать носитель для суспендирования абразивных частиц 212, материала 213 в виде частиц и любых присутствующих добавок. Согласно одному варианту осуществления носитель может включать воду, так что смесь представляет собой суспензию на водной основе.
В другом варианте осуществления смесь 204 может включать некоторые добавки. Например, смесь 204 может включать флюсовый материал 211, который могут наносить на подложку 201 при ее перемещении через смесь 204. Согласно одному конкретному варианту осуществления во время обработки флюсовый материал 211 может образовывать, как правило, сплошное и однородное покрытие поверх подложки 201, когда ее перемещают через смесь 204 и выводят из нее, которое может способствовать надлежащему присоединению абразивных частиц 212 и материала 213 в виде частиц к подложке 201. Могут применять флюсовый материал 211 в виде жидкости или пасты. Согласно по меньшей мере одному примеру осуществления флюсовый материал 211 может включать такой материал, как хлорид, кислота, поверхностно-активное вещество, растворитель, органические вещества, вода и их комбинацию. В одном конкретном варианте осуществления флюсовый материал 211 может включать гидрохлорид, хлорид цинка и их комбинацию.
Как показано на ФИГ. 2А и 2В, способ может быть выполнен таким образом, чтобы по меньшей мере часть абразивных частиц 212, материала 213 в виде частиц и флюса 211 из смеси были прикреплены к подложке 201. В частности, когда подложка 201 выходит из смеси 204, слой материала включает флюсовый материал 211, абразивные частицы 212 и включающие присоединяющий материал материал 213 в виде частиц, который могут быть одновременно прикреплены к подложке 201. Следует отметить, что реологией смеси 204 и скоростью перемещения подложки 201 можно управлять для обеспечения надлежащего нанесения флюсового материала 211, абразивных частиц 212 и материала 213 в виде частиц на подложку 201. В частности, способ прикрепления флюсового материала 211, абразивных частиц 212 и материала 213 в виде частиц к подложке 201 может быть выполнен при температуре в пределах диапазона, включающего по меньшей мере 1 °С и не более 300 °С. В частности, этот температурный диапазон может обеспечивать присутствие материала в виде частиц в твердой фазе, а не в жидкой (например, растворенной или расплавленной) фазе, что может обеспечивать формирование абразивного изделия, характеризуемого признаками согласно вариантам осуществления настоящего изобретения. В частности, материал 213 в виде частиц может находиться в твердой форме в смеси 204 и в твердой форме при их первоначальном прикреплении к подложке 201. При последующей обработке фаза материала 213 в виде частиц может изменяться от твердой фазы к жидкой фазе, например, в ходе выполнения обработки.
Смесь 204 может быть сформирована с определенными облегчающими процесс формирования характеристиками, включая, например, вязкость. Согласно одному варианту осуществления смесь 204 может представлять собой ньютоновскую текучую среду, имеющую вязкость по меньшей мере 0,1 мПз и не более 1 Пз при температуре 25 °С и скорости сдвига 1 л/с. Смесь 204 также может быть неньютоновской текучей средой, имеющей вязкость, по меньшей мере 1 мПз с и не более 100 Пз или даже не более приблизительно 10 Пз при скорости сдвига 10 л/с, измеренную при температуре 25 ºC. Вязкость может быть измерена с помощью ротационного вискозиметра TA Instruments AR-G2 с использованием 25 мм параллельных пластин с зазором приблизительно 2 мм, скоростью сдвига от 0,1 до 10 л/с при температуре 25 ºC. В качестве добавки к смеси 204 могут добавлять один или более модификаторов вязкости. Например, смесь 204 может включать незначительное количество добавок, которые могут включать модификатор вязкости. Некоторые подходящие модификаторы вязкости могут включать органические материалы, такие как глицерин, этиленгликоль, пропиленгликоль и т. п.
После перемещения подложки 201 через смесь 204 на этапе 102 в продолжение способа может быть выполнена обработка подложки с формированием заготовки абразивного изделия на этапе 103. Согласно одному варианту осуществления обработка включает нагревание заготовки до температуры в пределах диапазона, включающего по меньшей мере 100 °С и не более 450 °С. Этот способ обработки может способствовать плавлению по меньшей мере части материала 213 в виде частиц до жидкого или полужидкого состояния, так что по меньшей мере часть материала 213 в виде частиц соприкасается по меньшей мере с частью абразивных частиц и предварительно связывает абразивные частицы 212 с поверхностью подложки 212. Кроме того, способ обработки также может способствовать накоплению некоторых частей только материала в виде частиц на поверхности подложки 201 с возможностью формирования определенных дискретных структур. Обработка может включать перемещение подложки 201 сквозь нагреватель 206 для обеспечения нагревания и формирования заготовки абразивного изделия, содержащей абразивные частицы 212, предварительно связанные с поверхностью подложки 201 в дискретных областях присоединения, а также образования дискретных структур, как будет описано далее в настоящем документе. Кроме того, в свете настоящего изобретения следует учитывать, что способ прикрепления абразивных частиц 212, материала 213 в виде частиц и флюсового материала 211 к поверхности подложки 201 и обработки изделия может способствовать формированию несплошного покрытия присоединяющего материала на поверхности подложки 201.
После обработки заготовка абразивного изделия может быть очищена для удаления избыточного флюса и других нежелательных материалов в порядке подготовки к дальнейшей обработке. Согласно одному варианту осуществления способ очистки может предполагать использование чего-либо одного или комбинации из воды, кислот, оснований, поверхностно-активных веществ, катализаторов, растворителей и их комбинации. В одном конкретном варианте осуществления способ очистки может представлять собой поэтапный способ, который начинают с промывки абразивного изделия с использованием, как правило, нейтрального материала, такого как вода или деионизированная вода. Вода может иметь комнатную температуру или может быть горячей и иметь температуру по меньшей мере приблизительно 40 ºC. После операции промывки способ очистки может включать щелочную обработку, причем абразивное изделие перемещают через ванну с определенной щелочностью, которая может содержать щелочной материал. Щелочную обработку можно проводить при комнатной температуре или, альтернативно, при повышенных температурах. Например, ванна щелочной обработки может иметь температуру по меньшей мере приблизительно 40 °С, например, по меньшей мере приблизительно 50 °С или даже по меньшей мере приблизительно 70 °С и не более приблизительно 200 °С. Абразивное изделие могут промывать после щелочной обработки.
После щелочной обработки абразивное изделие могут подвергать активационной обработке. Активационная обработка может включать перемещение абразивного изделия через ванну, содержащую конкретный элемент или соединение, включая кислоту, катализатор, растворитель, поверхностно-активное вещество и их комбинацию. В одном конкретном варианте осуществления активационная обработка может включать обработку кислотой, например, сильной кислотой и, в частности, хлористоводородной кислотой, серной кислотой и их комбинацией. В некоторых случаях активационная обработка может включать применение катализатора, который может включать галогенид или галогенидсодержащий материал. Некоторые подходящие примеры катализаторов могут включать кислый фтористый калий, кислый фтористый аммоний, кислый фтористый натрий и т. п.
Активационную обработку можно проводить при комнатной температуре или, альтернативно, при повышенных температурах. Например, ванна активационной обработки может иметь температуру по меньшей мере приблизительно 40 °С, но не более приблизительно 200 °С. Абразивное изделие могут промывать после активационной обработки.
Согласно одному варианту осуществления после надлежащей очистки абразивного изделия может быть использован дополнительный способ для обеспечения формирования абразивных частиц, имеющих открытые поверхности после полного формирования абразивного изделия. Например, в одном варианте осуществления может быть использован дополнительный способ выборочного удаления по меньшей мере части слоя покрытия частиц на абразивных частицах. Способ выборочного удаления может быть осуществлен таким образом, чтобы был удален материал слоя покрытия частиц, а другие материалы абразивного изделия, в том числе, например, присоединяющий слой, были менее затронуты или даже по существу не подвержены воздействию. Согласно конкретному варианту осуществления способ выборочного удаления включает травление. Некоторые подходящие способы травления могут включать влажное травление, сухое травление и их комбинацию. В некоторых случаях может быть использован конкретный травильный раствор, который обеспечивает выборочное удаление материала слоя покрытия частиц абразивных частиц и оставление присоединяющего слоя в неизменном виде. Некоторые подходящие травильные растворы могут включать азотную кислоту, серную кислоту, хлористоводородную кислоту, органическую кислоту, азотнокислотную соль, сернокислотную соль, хлористую соль, растворы на основе щелочного цианида и их комбинацию.
После обработки на этапе 103 способ может быть продолжен формированием связующего слоя на заготовке абразивного изделия на этапе 104. Формирование связующего слоя может способствовать получению абразивного изделия с улучшенными характеристиками, включая, среди прочих, износостойкость и удержание частиц. Согласно одному варианту осуществления связующий слой может быть непосредственно связан с абразивными частицами, участками присоединяющего материала и участками подложки.
Формирование связующего слоя может включать процесс осаждения. Некоторые подходящие процессы осаждения могут включать нанесение гальванического покрытия (электролитическое или химическое), напыление, погружение, печать, нанесение покрытия и их комбинацию. Согласно одному конкретному варианту осуществления связующий слой может быть сформирован путем нанесения гальванического покрытия. Согласно по меньшей мере одному конкретному варианту осуществления способ нанесения гальванического покрытия может представлять собой способ электролитического покрытия. В другом варианте осуществления способ нанесения гальванического покрытия может включать способ нанесения гальванического покрытия химическим путем.
Связующий слой может покрывать большую часть наружной поверхности подложки и наружную поверхность абразивных частиц. Кроме того, в некоторых случаях связующий слой может покрывать большую часть наружной поверхности подложки и наружную поверхность абразивных частиц. В некоторых вариантах осуществления связующий слой может быть сформирован таким образом, чтобы он покрывал по меньшей мере 90% наружной поверхности заготовки абразивного изделия и окончательно сформированного абразивного изделия. В других вариантах осуществления покрытие связующим слоем может быть большим и он покрывает по меньшей мере приблизительно 92%, по меньшей мере приблизительно 95% или даже по меньшей мере приблизительно 97% всей заготовки абразивного изделия и окончательно сформированного абразивного изделия. В одном конкретном варианте осуществления связующий слой может быть сформирован таким образом, что он покрывает по существу все наружные поверхности абразивного изделия. Однако в альтернативном варианте осуществления связующий слой может быть выборочно нанесен таким образом, что на абразивном изделии могут быть сформированы открытые области.
Связующий слой может состоять из конкретного материала, такого как органический материал, неорганический материал и их комбинации. Некоторые подходящие органические материалы могут включать полимеры, такие отверждаемый под действием ультрафиолетового излучения полимер, термореактивные материалы, термопластические материалы и их комбинацию. Некоторые другие подходящие полимерные материалы могут включать уретаны, эпоксиды, полиимиды, полиамиды, акрилаты, поливинилы и их комбинацию.
Подходящие неорганические материалы для использования в связующем слое могут включать металлы, металлические сплавы, металлокерамические материалы, керамику, композиты и их комбинацию. В одном конкретном случае связующий слой может быть образован из материала, содержащего по меньшей мере один переходной металлический элемент и, в частности, металлический сплав, содержащий переходной металлический элемент. Некоторые подходящие для использования в связующем слое переходные металлические элементы могут включать свинец, серебро, медь, цинк, олово, титан, молибден, хром, железо, марганец, кобальт, ниобий, тантал, вольфрам, палладий, платину, золото, рутений и их комбинацию. В некоторых случаях связующий слой может включать никель и может представлять собой металлический сплав, содержащий никель или же сплав на основе никеля. В других вариантах осуществления связующий слой может состоять по существу из никеля.
Согласно одному варианту осуществления связующий слой может состоять из материала, включающего, например, композитные материалы, характеризуемые большей твердостью, чем твердость присоединяющего материала. Например, связующий слой может характеризоваться твердостью по Виккерсу, которая по меньшей мере приблизительно на 5% больше, чем твердость по Виккерсу присоединяющего материала, согласно абсолютным значениям уравнения ((Hb – Ht) / Hb) x 100%, где Hb представляет собой твердость связующего слоя, а Ht представляет собой твердость присоединяющего слоя. В одном варианте осуществления связующий слой может быть по меньшей мере приблизительно на 10% более твердым, например, по меньшей мере приблизительно на 20% более твердым, по меньшей мере приблизительно на 30% более твердым, по меньшей мере приблизительно на 40% более твердым, по меньшей мере приблизительно на 50% более твердым, по меньшей мере приблизительно на 75 % более твердым, по меньшей мере приблизительно на 90% более твердым или даже по меньшей мере приблизительно на 99% более твердым, чем присоединяющий слой. Кроме того, в другом, неограничивающем варианте осуществления связующий слой может быть не более, чем приблизительно на 99% более твердым, например, не более, чем приблизительно на 90% более твердым, не более, чем приблизительно на 80% более твердым, не более, чем приблизительно на 70% более твердым, не более, чем приблизительно на 60% более твердым, не более, чем приблизительно на 50% более твердым, не более, чем приблизительно на 40% более твердым, не более, чем приблизительно на 30% более твердым, не более, чем приблизительно на 20% более твердым, не более, чем приблизительно на 10% более твердым, чем присоединяющий материал. Следует отметить, что разность между твердостью связующего слоя и твердостью присоединяющего материала может находиться в диапазоне между любыми из вышеуказанных минимальных и максимальных процентов.
Кроме того, связующий слой может иметь вязкость при разрушении (K1c), измеренную способом определения твердости вдавливанием, которая, по меньшей мере, приблизительно на 5% превышает среднюю вязкость при разрушении присоединяющего материала, соответствующие абсолютным значениям из уравнения ((Tb – Tt) / Tb) x 100%, где Tb представляет собой вязкость при разрушении связующего слоя, а Tt представляет собой вязкость при разрушении присоединяющего материала. В одном варианте осуществления связующий слой может характеризоваться вязкостью при разрушении, которая по меньшей мере приблизительно на 8% больше, например, по меньшей мере приблизительно на 10% больше, по меньшей мере приблизительно на 15% больше, по меньшей мере приблизительно на 20% больше, по меньшей мере приблизительно на 25% больше, по меньшей мере приблизительно на 30% больше, или даже по меньшей мере приблизительно на 40% больше, чем вязкость при разрушении присоединяющего материала. Кроме того, в другом, неограничивающем варианте осуществления вязкость при разрушении связующего слоя может быть не более, чем приблизительно на 90% больше, например, не более, чем приблизительно на 80% больше, не более, чем приблизительно на 70% больше, не более, чем приблизительно на 60% больше, не более, чем приблизительно на 50% больше, не более, чем приблизительно на 40% больше, не более, чем приблизительно на 30% больше, не более, чем приблизительно на 20% больше, или даже не более, чем приблизительно на 10% больше, чем вязкость при разрушении присоединяющего материала. Следует отметить, что разность между вязкостью при разрушении связующего слоя и вязкостью при разрушении присоединяющего материала может находиться в диапазоне между любыми из вышеуказанных минимальных и максимальных процентов.
В некоторых случаях связующий слой может включать материал-наполнитель. Наполнитель может представлять собой различные материалы, подходящие для улучшения эксплуатационных свойств окончательно сформированного абразивного изделия. Некоторые подходящие материалы-наполнители могут включать абразивные частицы, порообразователи, такие как полая сфера, стеклянные сферы, вспененный глинозем, природные материалы, такие как оболочки и/или волокна, металлические частицы, графит, смазывающий материал, и их комбинацию.
В одном конкретном варианте осуществления связующий слой может быть сформирован с применением способа нанесения электролитического покрытия и в раствор для нанесения покрытия могут включать одну или более добавок, таких как смачивающие агенты, отвердители, уменьшители напряжения и выравнивающие агенты, для получения связующего слоя с требуемыми свойствами, и может обеспечивать надлежащие характеристики абразивного изделия. Например, добавки, содержащие серу или материалы, которые будут образовывать серу в окончательно сформированном слое, могут быть включены в раствор для нанесения покрытия с целью получения связующего слоя с серой для возможности регулирования твердости и растягивающего напряжения. Некоторые подходящие примеры таких добавок могут включать сахарин, метабензолдисульфоновую кислоту, бензолсульфонат натрия и т. п. Связующий слой может характеризоваться определенным содержанием серы, например, по меньшей мере 50 ч./млн серы в общей массе связующего слоя. Однако в других случаях содержание серы в связующем слое может быть большим, например, по меньшей мере 60 ч./млн или по меньшей мере 70 ч./млн, или по меньшей мере 80 ч./млн, или по меньшей мере 90 ч./млн, или по меньшей мере 100 ч./млн, или по меньшей мере 120 ч./млн, или по меньшей мере 140 ч./млн, или по меньшей мере 160 ч./млн, или по меньшей мере 180 ч./млн, или по меньшей мере 200 ч./млн, или по меньшей мере 250 ч./млн, или по меньшей мере 300 ч./млн, или по меньшей мере 350 ч./млн, или по меньшей мере 400 ч./млн в общей массе связующего слоя. Однако по меньшей мере в одном неограничивающем варианте осуществления содержание серы в связующем слое может составлять не более 2000 ч./млн, например, не более 1500 ч./млн или не более 1000 ч./млн, или не более 900 ч./млн, или не более 800 ч./млн, или не более 700 ч./млн, или не более 600 ч./млн, или не более 500 ч./млн в общей массе связующего слоя. Следует иметь в виду, что содержание серы в связующем слое может находиться в пределах диапазона, включающего любые из вышеуказанных минимальных и максимальных процентов.
В одном конкретном варианте осуществления связующий слой может включать наполнитель в виде абразивных частиц, которые могут быть такими же, как содержащиеся в смеси и прикрепленные к подложке 201 абразивные частицы 212, или могут отличаться от них. Наполнитель в виде абразивных частиц может значительно отличаться от абразивных частиц 212, в частности, по размеру, так что в некоторых случаях наполнитель в виде абразивных частиц может характеризоваться средним размером частиц, который существенно меньше среднего размера частицы для абразивных частиц 212. Например, наполнитель в виде абразивных частиц может характеризоваться средним размером зерна, который по меньшей мере приблизительно в 2 раза меньше, чем средний размер частицы для абразивных частиц 212. По существу, абразивный наполнитель может характеризоваться еще меньшим средним размером частицы, например, по меньшей мере приблизительно в 3 раза меньшим, например, по меньшей мере приблизительно в 5 раз меньшим, по меньшей мере приблизительно в 10 раз меньшим, и, в частности, в пределах диапазона от приблизительно в 2 раза до приблизительно в 10 раз меньшим, чем средний размер частицы для абразивных частиц 212.
Наполнитель в виде абразивного зерна в связующем слое может состоять из материала, такого как карбиды, материалы на основе углерода (например, фуллерены), алмазы, бориды, нитриды, оксиды, оксинитриды, оксибориды и их комбинации. В отдельных случаях наполнитель в виде абразивного зерна может представлять собой суперабразивный материал, например, алмаз, кубический нитрид бора или их комбинацию.
После формирования связующего слоя на этапе 106 способ может дополнительно включать формирование слоя покрытия над связующим слоем. По меньшей мере в одном примере слой покрытия может быть сформирован таким образом, что он непосредственно соприкасается по меньшей мере с частью связующего слоя. Формирование слоя покрытия может включать процесс осаждения. Некоторые подходящие процессы осаждения могут включать нанесение гальванического покрытия (электролитическое или химическое), напыление, погружение, печать, нанесение покрытия и их комбинацию.
Слой покрытия может включать органический материал, неорганический материал и их комбинацию. Согласно одному аспекту слой покрытия может включать материал, например, металл, металлический сплав, металлокерамический материал, керамику, органическое вещество, стекло и их комбинацию. В частности, слой покрытия может включать переходной металлический элемент, включающий, например, металл из группы, включающей титан, ванадий, хром, молибден, железо, кобальт, никель, медь, серебро, цинк, марганец, тантал, вольфрам и их комбинацию. В некоторых вариантах осуществления слой покрытия может содержать в основном никель и по существу может состоять в основном из никеля. В альтернативном варианте осуществления слой покрытия может включать термореактивный материал, термопластический материал и их комбинацию. В одном случае слой покрытия включает смоляной материал и может по существу не содержать растворителя.
В одном конкретном варианте осуществления слой покрытия может включать материал-наполнитель, который может представлять собой материал в виде частиц. Для некоторых вариантов осуществления материал наполнителя слоя покрытия может иметь форму абразивных частиц, которые могут быть такими же, как прикрепленные к подложке 201 абразивные частицы 212, или отличными от них. Некоторые подходящие типы абразивных частиц для использования в качестве материала-наполнителя слоя покрытия могут включать карбиды, материалы на основе углерода (например, алмаз), бориды, нитриды, оксиды и их комбинацию. Некоторые альтернативные материалы-наполнители могут включать порообразователи, такие как полая сфера, стеклянные сферы, вспененный глинозем, природные материалы, такие как оболочки и/или волокна, металлические частицы и их комбинацию.
Материал-наполнитель покрытия может значительно отличаться от абразивных частиц 212, в частности, по размеру, так что в некоторых случаях материал-наполнитель слоя покрытия может характеризоваться средним размером частиц, который по существу меньше среднего размера частицы для абразивных частиц 212. Например, материал-наполнитель слоя покрытия может характеризоваться средним размером частицы, который по меньшей мере приблизительно в 2 раза меньше, чем средний размер частицы для абразивных частиц 212. По существу, материал-наполнитель слоя покрытия может характеризоваться еще меньшим средним размером частицы, например, по меньшей мере приблизительно в 3 раза меньшим, например, по меньшей мере приблизительно в 5 раз меньшим, по меньшей мере приблизительно в 10 раз меньшим, и, в частности, в пределах диапазона от приблизительно в 2 раза до приблизительно в 10 раз меньшим, чем средний размер частицы для абразивных частиц 212.
На ФИГ. 3 представлена иллюстрация в разрезе абразивного изделия, сформированного согласно одному варианту осуществления. Как показано на фигуре, абразивное изделие 300 может содержать подложку 201, которая имеет форму удлиненного тела, такого как проволока. Кроме того, на фигуре показано, что абразивное изделие 300 может содержать множество дискретных областей 303 присоединения, расположенных на наружной поверхности подложки 201. Абразивное изделие 300 также может содержать абразивные частицы 212, которые могут быть соединены с подложкой 201 в дискретных областях 303 присоединения. Абразивное изделие 300 также может содержать дискретные структуры 305, которые могут находиться поверх подложки 201. Кроме того, абразивное изделие 300 может содержать связующий слой 301, покрывающий подложку 201, абразивные частицы 212, дискретные области 303 присоединения и дискретные структуры 305. Хотя это не проиллюстрировано, следует понимать, что абразивное изделие может содержать описанные в настоящем документе слои других компонентов, в том числе, например, барьерный слой, слой покрытия и т. п.
Согласно одному варианту осуществления, области 303 дискретного присоединения могут задаваться дискретными участками присоединяющего материала 304, которые могут быть соединены с абразивной частицей 212 для предварительного присоединения абразивных частиц 212 к подложке 201 во время обработки. Благодаря применяемому способу обработки материал в виде частиц, ближе всего расположенный к абразивным частицам во время обработки, может предпочтительно собираться вокруг абразивных частиц, образуя, таким образом, дискретные области присоединения, в отличие от непрерывного и однородного нанесения покрытия присоединяющего материала 304. Таким образом, дискретные области 303 присоединения могут содержать присоединяющий материал 304, причем присоединяющий материал характеризуется любыми из признаков описанного в настоящем документе присоединяющего материала. Например, как показано на фигуре, дискретные области 303 присоединения могут представлять собой прерывисто распределенные элементы, например, участки присоединяющего материала 304, находящегося поверх подложки. В некоторых случаях по меньшей мере одна дискретная область присоединения может быть изолирована и отделена от другой дискретной области присоединения, так что область между дискретными областями присоединения по существу не содержит присоединяющий материал 304. Таким образом, присоединяющий материал 304 на поверхности подложки 201 образует прерывистый слой, содержащий отверстия или промежутки, на которых верхняя поверхность подложки 201 может по существу не содержать присоединяющий материал 304. Дискретные области 303 присоединения могут быть непосредственно соединены с подложкой 201. В одном варианте осуществления по существу все абразивное изделие может содержать дискретные области 303 присоединения и абразивное изделие 303 может по существу не содержать непрерывный слой присоединяющего материала 304.
По меньшей мере часть дискретных областей 303 присоединения может быть отделена друг от друга областями 307 зазоров, которые задают участки абразивного изделия, на которых отсутствует присоединяющий материал 304, находящийся под связующим слоем 301. Таким образом, связующий слой 301 может непосредственно соприкасаться с подложкой 201 в областях 307 зазоров и может быть непосредственно соединен с ней. В некоторых случаях абразивное изделие 300 может характеризоваться наличием большего количества (которое измеряют на определенном участке) областей 307 зазоров на поверхности абразивного изделия 300 по сравнению с количеством дискретных областей 303 присоединения. В других случаях абразивное изделие 300 может характеризоваться наличием большего количества (которое измеряют в зоне) дискретных областей 303 присоединения на поверхности абразивного изделия 300 по сравнению с количеством областей 307 зазоров.
Кроме того, как показано на ФИГ. 3, дискретные области 303 присоединения могут быть случайным образом распределены на поверхности подложки 201. Таким образом, размер и расположение дискретных областей 303 присоединения могут быть случайными. Кроме того, размер и расположение областей 307 зазоров также могут быть случайными.
В одном варианте осуществления абразивное изделие 300 содержит дискретные структуры 305, расположенные поверх подложки 201 и, в частности, непосредственно соединенные с подложкой 201. Каждая из этих дискретных структур 305 может быть непосредственно соединена с подложкой 201. Согласно одному варианту осуществления по меньшей мере одна из дискретных структур 305 может содержать металлический материал. В частности, каждая из дискретных структур 305 может содержать металлический материал, например, присоединяющий материал 304. По меньшей мере в одном варианте осуществления дискретные структуры 305 могут состоять по существу из присоединяющего материала 304 и могут иметь по существу тот же состав, что и присоединяющий материал 304 дискретных областей 304 присоединения. Дискретные структуры 305 могут содержать присоединяющий материал 304 и могут характеризоваться любыми признаками присоединяющего материала 304, описанными в вариантах осуществления настоящего изобретения. Например, дискретные структуры могут содержать припойный материал, который может включать олово и, в частности, могут состоять по существу из олова. Дискретные области 304 присоединения и дискретные структуры 305 могут содержать материал, который по существу не содержит интерметаллический материал.
Как показано на ФИГ. 3, дискретные структуры 305 могут быть случайным образом распределены на поверхности подложки 201. Таким образом, размер и расположение дискретных структур 305 могут быть случайными. Кроме того, размер и расположение областей 307 зазоров также могут быть случайными. Кроме того, на фигуре показано, что дискретные структуры 305 могут отличаться между собой по размеру и форме.
В одном варианте осуществления по меньшей мере одна дискретная структура 305 может быть отделена от другой дискретной структуры областью 307 зазора. Другими словами, область 307 зазора может проходить между по меньшей мере двумя дискретными структурами 305 и разделять их таким образом, чтобы в материале, образующем каждую из дискретных структур 305, был заполненный связующим слоем 301 зазор. Кроме того, по меньшей мере одна дискретная структура 305 может быть отделено от дискретной области 303 присоединения областью зазора. Аналогичным образом, область 307 зазора может проходить между дискретной структурой 305 и дискретной областью 303 присоединения и может разделять их таким образом, что в материале, образующем дискретную структуру 305 и дискретную область 303 присоединения, имеется зазор, заполненный связующим слоем 301. По меньшей мере в одном варианте осуществления дискретные структуры 305 могут по существу не содержать абразивные частицы 212.
По меньшей мере в одном варианте осуществления дискретные структуры 305 могут иметь в основном округлую форму, если смотреть в поперечном сечении и/или сверху вниз. Дискретные структуры 305 могут быть сформированы из материала в виде частиц не в результате обработки, которая происходила вблизи абразивной частицы, а из-за условий обработки, возникших в некотором месте на поверхности подложки 201. Таким образом, дискретные структуры 305 могут быть отделены от абразивных частиц и могут быть охарактеризованы как области на поверхности подложки 201, которые не прикреплены к абразивной частице или не связаны с ней. Напротив, дискретные области 303 присоединения являются дискретными или изолированными областями на поверхности подложки 201 и содержат по меньшей мере одну абразивную частицу, которая связана с областью и прикреплена к ней.
Без привязки к конкретной теории, отметим, что наличие дискретных структур 305 может обеспечивать предотвращение образования трещин во время работы абразивного изделия, причем это касается любых трещин, которые могут возникать в связующем слое. В отличие от непрерывного покрытия материалом прерывистое покрытие присоединяющим материалом, характеризуемое дискретными областями 303 присоединения и дискретными структурами 305, может улучшать способность к препятствованию распространению трещины и улучшать абразивные свойства абразивного изделия.
Кроме того, на фигуре показано, что связующий слой 301 может покрывать подложку 201, абразивные частицы 212, дискретные области 303 присоединения и дискретные структуры 305. В отдельных случаях связующий слой 301 может непосредственно соприкасаться с подложкой 201, абразивными частицами 212, дискретными областями 303 присоединения и дискретными структурами 305 и может быть непосредственно соединен с ними.
Согласно другому варианту осуществления абразивное изделие 300 может характеризоваться конкретным содержанием металлического материала (например, присоединяющего материала) в множестве дискретных областей 303 присоединения и множестве дискретных структур 305, которое может способствовать повышению эффективности производства и/или повышению производительности. Например, абразивное изделие 300 может характеризоваться содержанием металла (Cmm) в множестве дискретных областей 303 присоединения и множестве дискретных структур 305 не более 2 г/км, причем Cmm измеряют в граммах металлического материала на километр длины абразивного изделия 300. Еще в одном варианте осуществления содержание металлического материала (Cmm) может составлять не более 1 г/км или не более 0,8 г/км, или не более 0,6 г/км, или не более 0,4 г/км, или не более 0,2 г/км, или не более 0,1 г/км, или не более 0,08 г/км, или не более 0,06 г/км, или не более 0,04 г/км, или не более 0,02 г/км, или даже не более 0,01 г/км. Однако в другом неограничивающем варианте осуществления содержание металлического материала (Cmm) в множестве дискретных областей 303 присоединения и множестве дискретных структур 305 может составлять по меньшей мере 0,001 г/км, например, по меньшей мере 0,002 г/км или по меньшей мере 0,004 г/км, или по меньшей мере 0,006 г/км, или по меньшей мере 0,008 г/км, или по меньшей мере 0,01 г/км, или по меньшей мере 0,02 г/км, или по меньшей мере 0,04 г/км, или по меньшей мере 0,06 г/км, или по меньшей мере 0,08 г/км, или по меньшей мере 0,01 г/км. Следует отметить, что содержание металлического материала (Cmm) в множестве дискретных областей 303 присоединения и множестве дискретных структур 305 может находиться в диапазоне, включающем любые из вышеуказанных минимальных и максимальных значений.
Еще в одном варианте осуществления абразивное изделие 300 может быть сформировано таким образом, чтобы обеспечить конкретное соотношение между содержанием металла (Cmm) и содержанием абразивных частиц 212, которое может быть представлено величиной Cap, причем Cap определяет количество граммов абразивных частиц 212 на километр длины абразивного изделия 300. Cmm и Cap абразивного изделия 300 могут быть вычислены с применением любого стандартного способа анализа, такого как масс-спектрометрия с индуктивно связанной плазмой. В частности, для вычисления Cmm и Cap абразивного изделия может быть использован следующий способ: 1) заданный отрезок абразивного изделия 300 может быть растворен в горячей кислоте, 2) абразивные зерна могут быть извлечены путем фильтрования, после чего определяют их массу, 3) масса металла (т. е. присоединяющего материала) в кислотном растворе может быть определена с использованием спектрометрии с индуктивно связанной плазмой и 4) могут быть вычислены значения Cmm и Cap для заданного отрезка абразивного изделия 300. Согласно одному варианту осуществления абразивное изделие может быть сформировано с конкретным соотношением (Cmm/Cap) не более 1, например, не более 0,9 или не более 0,8, или не более 0,7, или не более 0,6, или не более 0,5, или не более 0,4, или не более 0,3, или не более 0,2, или не более 0,18, или не более 0,16, или не более 0,15, или не более 0,14, или не более 0,13, или не более 0,12, или не более 0,11, или не более 0,1, или не более 0,09, или не более 0,08, или не более 0,07, или не более 0,06, или не более 0,05, или не более 0,04, или не более 0,03, или даже не более 0,02. Еще в одном неограничивающем варианте осуществления абразивное изделие 300 может быть сформировано таким образом, чтобы обеспечить отношение (Cmm/Cap) по меньшей мере 0,002, например, по меньшей мере 0,004 или по меньшей мере 0,006, или по меньшей мере 0,008, или по меньшей мере 0,01, или по меньшей мере 0,02, или по меньшей мере 0,03, или по меньшей мере 0,04, или по меньшей мере 0,05, или по меньшей мере 0,06, или по меньшей мере 0,07, или по меньшей мере 0,08, или по меньшей мере 0,09, или по меньшей мере 0,1, или по меньшей мере 0,12, или по меньшей мере 0,14, или по меньшей мере 0,16, или по меньшей мере 0,18, или по меньшей мере 0,2, или по меньшей мере 0,3, или по меньшей мере 0,4, или по меньшей мере 0,5, или по меньшей мере 0,6, или по меньшей мере 0,7, или по меньшей мере 0,8, или по меньшей мере 0,9. Следует отметить, что отношение (Cmm/Cap) может находиться в пределах диапазона, включающего любые из вышеуказанных минимальных и максимальных значений, включая, например, по меньшей мере 0,002 и не более 1, даже по меньшей мере 0,01 и не более 0,5 или даже по меньшей мере 0,025 и не более 0,25.
В другом варианте осуществления абразивное изделие 300 может быть сформировано таким образом, чтобы обеспечить конкретное покрытие материалом (TMc), которое может быть определено как процент поверхности подложки, покрытой присоединяющим материалом. TMc абразивного изделия 300 можно определить, выполнив поперечный разрез образца абразивного изделия 300 и получив изображение поперечного сечения с увеличением 400X с помощью сканирующей электронной микроскопии или энергодисперсионной рентгеновской спектроскопии. Подложка, присоединяющий материал и материал покрытия отображаются на изображениях различными цветами. Вычисление TMc основано на уравнении TMc = ((TSC / SC) * 100), где SC представляет собой окружность подложки, измеренную на изображении поперечного сечения при увеличении 400X с использованием программного обеспечения для анализа изображений (например, программного обеспечения для анализа изображений ImageJ), а TSC представляет собой сумму длин всех частей окружности подложки, которые покрыты присоединяющим материалом, которые измерены на изображении поперечного сечения при увеличении 400X с использованием программного обеспечения для анализа изображений (например, программного обеспечения для анализа изображений ImageJ). TMc для абразивного изделия следует вычислять как среднее значение TMc статистически значимого размера выборки на изображениях поперечного сечения в разных местах по длине абразивного изделия 300. Согласно одному варианту осуществления абразивное изделие 300 может быть сформировано таким образом, чтобы обеспечить конкретный TMc не более приблизительно 50%, например, не более приблизительно 45%, не более приблизительно 40%, не более приблизительно 35%, не более приблизительно 30%, не более приблизительно 25%, не более приблизительно 20%, не более приблизительно 15%, не более приблизительно 10% или даже не более приблизительно 5%. Согласно еще одному варианту осуществления абразивное изделие 300 может быть сформировано таким образом, чтобы обеспечить конкретный TMc по меньшей мере приблизительно 0,01%, например, по меньшей мере приблизительно 0,1% или даже по меньшей мере приблизительно 1%. Следует отметить, что TMc абразивного изделия 300 может находиться в пределах диапазона, включающего любые из вышеуказанных минимальных и максимальных значений.
Связующий слой 301 может быть выполнен в виде сплошного покрытия и может характеризоваться конкретным соотношением по толщине относительно среднего размера частицы для абразивной частицы 212. Например, связующий слой 301 может иметь среднюю толщину, составляющую по меньшей мере приблизительно 5% среднего размера частицы для абразивных частиц 212. Относительная средняя толщина связующего слоя 301 для среднего размера частицы может быть вычислена по абсолютному значению уравнения (Tb/Tp) x 100%, где Tp представляет средний размер частицы, а Tb представляет собой среднюю толщину связующего слоя 301. В других вариантах осуществления средняя толщина связующего слоя 301 может быть большей, например, по меньшей мере приблизительно на 8%, по меньшей мере приблизительно на 10%, по меньшей мере приблизительно на 15% или даже по меньшей мере приблизительно на 20%. Однако в другом неограничивающем варианте осуществления средняя толщина связующего слоя 301 может быть ограничена таким образом, что она составляет не более, чем приблизительно 50%, не более, чем приблизительно 40%, не более, чем приблизительно 30% или даже не более, чем приблизительно 20% среднего размера частицы для абразивных частиц 212. Следует иметь в виду, что связующий слой 301 может характеризоваться средней толщиной, находящейся в пределах диапазона, включающего любые из вышеуказанных минимальных и максимальных процентов.
В более конкретных случаях связующий слой 205 может быть сформирован таким образом, чтобы он имел среднюю толщину, которая составляет по меньшей мере 1 микрон. Для других абразивных изделий связующий слой 205 может характеризоваться большей средней толщиной, например, по меньшей мере приблизительно 2 микрона, по меньшей мере приблизительно 3 микрона, по меньшей мере приблизительно 4 микрона, по меньшей мере приблизительно 5 микрон, по меньшей мере приблизительно 7 микрон или даже по меньшей мере приблизительно 10 микрон. Конкретные абразивные изделия могут иметь связующий слой 205, имеющий среднюю толщину, которая составляет не более приблизительно 60 микрон, например, не более приблизительно 50 микрон, например, не более приблизительно 40 мкм, не более приблизительно 30 мкм или даже не более приблизительно 20 мкм. Следует иметь в виду, что связующий слой 205 может характеризоваться средней толщиной, находящейся в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
В другом аспекте абразивное изделие 300 может быть сформировано с конкретной концентрацией абразивных частиц 212, которая может способствовать улучшению характеристик абразивного изделия. Согласно одному варианту осуществления абразивное изделие 300 может иметь концентрацию абразивных частиц по меньшей мере 10 частиц на мм подложки, например, по меньшей мере 20 частиц на мм подложки или по меньшей мере 30 частиц на мм подложки, или даже по меньшей мере 40 частиц на мм подложки. Еще в одном неограничивающем варианте осуществления концентрация абразивных частиц может составлять не более 800 частиц на мм, например, не более 700 частиц на мм или не более 600 частиц на мм, или не более 500 частиц на мм, или не более чем 400 частиц на мм, или не более 300 частиц на мм, или не более 200 частиц на мм. Следует отметить, что концентрация абразивных частиц может находиться в пределах диапазона, включающего любые из вышеуказанных минимальных и максимальных значений.
Еще в одном варианте осуществления абразивное изделие 300 может быть сформировано с конкретной концентрацией абразивных частиц 212, которая может способствовать улучшению характеристик абразивного изделия. Согласно одному варианту осуществления абразивное изделие 300 может иметь концентрацию абразивных частиц по меньшей мере 0,5 карата на километр абразивного изделия, например, по меньшей мере 1,0 карат на километр, по меньшей мере приблизительно 1,5 карата на километр абразивного изделия, по меньшей мере 5 карат на километр, по меньшей мере приблизительно 10 карат на километр абразивного изделия, по меньшей мере 15 карат на километр или даже по меньшей мере приблизительно 20 карат на километр абразивного изделия. Еще в одном неограничивающем варианте осуществления концентрация абразивных частиц может составлять не более 30 карат на километр, например, не более 25 карат на километр или не более 20 карат на километр, или не более 18 карат на километр, или не более 16 карат на километр, или даже не более 14 карат на километр, или не более 12 карат на километр, или не более 10 карат на километр, или не более 8 карат на километр, или даже не более 6 карат на километр. Следует отметить, что концентрация абразивных частиц может находиться в пределах диапазона, включающего любые из вышеуказанных минимальных и максимальных значений.
В другом варианте осуществления абразивное изделие 300 может быть сформировано таким образом, чтобы обеспечить конкретное значение агломерирования поверхности абразивных частиц (APsa). Значение APsa может быть вычислено путем визуального осмотра поверхности части подложки, содержащей по меньшей мере 100 прикрепленных к ней абразивных частиц 212. Визуальный осмотр следует проводить с увеличением 400X. Вычисление APsa основано на уравнении APsa = ((TAP/TP) * 100), где TP представляет собой общее количество абразивных частиц на визуально осматриваемой поверхности (т. е. по меньшей мере 100 абразивных частиц), а TAP представляет собой общее количество агломерированных частиц на визуально осматриваемой поверхности. Агломерированная абразивная частица определяется как любая абразивная частица 212 на визуально осматриваемой поверхности подложки, где связующий слой 205, покрывающий абразивную частицу 212, непосредственно соприкасается со связующим слоем 205, покрывающим по меньшей мере одну другую абразивную частицу 212. В целях иллюстрации на ФИГ. 12 представлено изображение части абразивного изделия 300 с увеличением 400X. Согласно определению в настоящем документе? абразивные частицы 212а являются примерами абразивных частиц, которые представляют собой неагломерированные абразивные частицы на поверхности абразивного изделия 300, а абразивные частицы 212b являются примерами абразивных частиц, которые представляют собой агломерированные абразивные частицы на поверхности абразивного изделия 300. В одном варианте осуществления абразивное изделие 300 может быть сформировано таким образом, чтобы обеспечить конкретное значение APsa не более приблизительно 60%, например, не более приблизительно 50%, не более приблизительно 40%, не более приблизительно 30%, не более приблизительно 20% или даже не более приблизительно 10%. Следует отметить, что APsa может находиться в пределах диапазона, включающего любые из вышеуказанных значений.
На ФИГ. 4 представлено изображение части абразивного изделия согласно одному варианту осуществления. На ФИГ. 5 представлено изображение поперечного сечения части абразивного изделия по ФИГ. 4. На ФИГ. 6 представлено изображение поперечного сечения части абразивного изделия по ФИГ. 4. Как показано на фигуре, абразивное изделие 400 может содержать подложку 401, абразивные частицы 412, прикрепленные к подложке 401 в дискретных областях 403 присоединения. Кроме того, на фигуре показано, что абразивное изделие 400 может содержать множество дискретных структур 405, которые могут быть непосредственно соединены с поверхностью подложки 401 и, кроме того, дискретные области 403 присоединения могут быть отделены друг от друга областями 420 зазоров. Таким образом, абразивное изделие 400 содержит прерывистый присоединяющий слой, содержащий множество дискретных областей 403 присоединения, соединенных и связанных с абразивными частицами 412, и дополнительно содержащий дискретные структуры 405, которые находятся на расстоянии от абразивных частиц 412 и дискретных областей 403 присоединения.
Как показано на фигуре и согласно одному варианту осуществления дискретные области 403 присоединения могут иметь среднюю длину, если смотреть в поперечном сечении, по существу равную длине абразивных частиц 412, с которыми они соединены. Напротив, дискретные структуры 403 могут характеризоваться большим разнообразием форм и размеров и могут быть большими или меньшими, чем дискретные области 403 присоединения и средний размер частицы для абразивных частиц 412.
Кроме того, на ФИГ. 5 и 6 также показано, что абразивное изделие 400 может содержать поверхности непосредственного соприкосновения между связующим слоем 407 и подложкой 401. Кроме того, на периферии дискретных областей 403 присоединения абразивное изделие 400 также содержит трехточечные границы непосредственного соприкосновения между связующим слоем 407, подложкой 401 и присоединяющим материалом дискретных областей 403 присоединения. Кроме того, на периферии дискретных структур 405 абразивное изделие 400 также может содержать трехточечные границы непосредственного соприкосновения между связующим слоем 407, подложкой 401 и материалом (например, присоединяющим материалом) дискретных структур 405.
Абразивные изделия согласно вариантам осуществления настоящего изобретения могут представлять собой проволочные пилы, которые, в частности, подходят для нарезания заготовок. Заготовки могут представлять собой различные материалы, включая, среди прочих, керамический, полупроводниковый материал, изоляционный материал, стекло, природные материалы (например, камень), органический материал и их комбинацию. В частности, заготовки могут включать оксиды, карбиды, нитриды, минералы, горную породу, монокристаллические материалы, поликристаллические материалы и их комбинацию. По меньшей мере для одного варианта осуществления абразивное изделие по одному варианту осуществления настоящего изобретения может быть подходящим для нарезания заготовок из сапфира, кварца, карбида кремния и их комбинации.
Согласно по меньшей мере одному аспекту абразивные изделия согласно вариантам осуществления могут быть использованы на конкретных машинах и могут быть использованы в конкретных рабочих условиях, позволяя достичь лучших и неожиданных результатов по сравнению с обычными изделиями. Без привязки к какой-либо конкретной теории отметим, что между признаками вариантов осуществления может существовать некоторый синергетический эффект.
Как правило, резка, нарезание, обрезка, обтачивание или любая другая операция могут быть выполнены путем перемещения абразивного изделия (т. е. проволочной пилы) и заготовки друг относительно друга. Могут быть использованы различные типы абразивных изделий и их ориентации относительно заготовок для разделения заготовки на пластины, бруски, прямоугольные рейки, призматические секции и т. п.
Это может быть выполнено с использованием катушечной машины, при этом перемещение включает возвратно-поступательное движение проволочной пилы между первым положением и вторым положением. В некоторых случаях перемещение абразивного изделия между первым положением и вторым положениями включает перемещение абразивного изделия вперед и назад по линейной траектории. В то время как провод совершает возвратно-поступательное движение, заготовку также могут перемещать, например, вращать.
Альтернативно, с любым абразивным изделием согласно вариантам осуществления настоящего изобретения может быть использована машина, генерирующая колебания. Использование генерирующей колебания машины может включать перемещение абразивного изделия относительно заготовки между первым положением и вторым положением. Заготовку могут перемещать, например, вращать, и, кроме того, заготовку и проволоку могут одновременно перемещать друг относительно друга. Генерирующая колебания машина может осуществлять движение направляющей для проволоки вперед и назад относительно заготовки, причем катушечная машина не обязательно выполняет такое движение.
Для некоторых вариантов применения во время выполнения операции нарезания способ может дополнительно включать обеспечение охлаждающей жидкости на границе соприкосновения проволочной пилы и заготовки. Некоторые подходящие охлаждающие жидкости включают материалы на водной основе, материалы на основе масла, синтетические материалы и их комбинацию.
В некоторых случаях нарезание могут выполнять как операцию с переменной скоростью. Операция с переменной скоростью может включать перемещение провода и заготовки друг относительно друга в течение первого цикла и перемещение провода и заготовки друг относительно друга в течение второго цикла. В частности, первый цикл и второй цикл могут быть одинаковыми или различными. Например, первый цикл может включать перевод абразивного изделия из первого положения во второе положение, что, в частности, может включать перевод абразивного изделия в циклах перемещения в прямом и обратном направлениях. Второй цикл может включать перевод абразивного изделия из третьего положения в четвертое положение, что также может включать перевод абразивного изделия в циклах перемещения в прямом и обратном направлениях. Первое положение первого цикла может быть таким же, как и третье положение второго цикла, или, альтернативно, первое положение и третье положение могут быть различными. Второе положение первого цикла может быть таким же, как и четвертое положение второго цикла, или, альтернативно, второе положение и четвертое положение могут быть различными.
Согласно конкретному варианту осуществления использование абразивного изделия согласно варианту осуществления настоящего изобретения в операции с циклом с переменной скоростью может включать первый цикл, который включает фактическую продолжительность перевода абразивного изделия из начального положения в первом направлении (например, вперед) во временное положение и во втором направлении (например, назад) из временного положения, таким образом возвращаясь в то же начальное положение или близко к начальному положению. Такой цикл может включать продолжительность ускорения провода от 0 м/с для установления скорости провода в прямом направлении, фактическую продолжительность перемещения провода с установившейся скоростью в прямом направлении, фактическую продолжительность замедления провода от установившейся скорости провода до 0 м/с в прямом направлении, фактическую продолжительность ускорения провода от 0 м/с для установления скорости провода в обратном направлении, фактическую продолжительность перемещения провода с установившейся скоростью в обратном направлении и фактическую продолжительность замедления провода от установившейся скорости провода до 0 м/с в обратном направлении.
Согласно одному конкретному варианту осуществления первый цикл может длиться по меньшей мере приблизительно 30 секунд, например, по меньшей мере приблизительно 60 секунд, или даже по меньшей мере приблизительно 90 секунд. Однако в одном в неограничивающем варианте осуществления первый цикл может длиться не более 10 минут. Следует отметить, что продолжительность первого цикла может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
Согласно еще одному варианту осуществления второй цикл может длиться по меньшей мере приблизительно 30 секунд, например, по меньшей мере приблизительно 60 секунд, или даже по меньшей мере приблизительно 90 секунд. Однако в одном в неограничивающем варианте осуществления второй цикл может длиться не более 10 минут. Следует отметить, что продолжительность второго цикла может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
Общее количество циклов процесса резания может быть различным, но может составлять по меньшей мере приблизительно 20 циклов, по меньшей мере приблизительно 30 циклов или даже по меньшей мере приблизительно 50 циклов. В отдельных случаях количество циклов может составлять не более приблизительно 3000 циклов или даже не более приблизительно 2000 циклов. Операция резания может длиться по меньшей мере приблизительно 1 час или даже по меньшей мере приблизительно 2 часа. Однако в зависимости от операции процесс резания может быть более продолжительным, например, по меньшей мере приблизительно 10 часов или даже 20 часов непрерывного резания.
Для определенных операций резания проволочная пила согласно любому варианту осуществления настоящего изобретения может, в частности, подходить для работы с конкретной скоростью подачи. Например, операцию нарезания можно проводить со скоростью подачи по меньшей мере приблизительно 0,05 мм/мин, по меньшей мере приблизительно 0,1 мм/мин, по меньшей мере приблизительно 0,5 мм/мин, по меньшей мере приблизительно 1 мм/мин или даже по меньшей мере приблизительно 2 мм/мин. Однако в одном неограничивающем варианте осуществления скорость подачи может составлять не более приблизительно 20 мм/мин. Следует отметить, что скорость подачи может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
Для по меньшей мере одной операции резания проволочная пила согласно любому варианту осуществления настоящего изобретения может, в частности, подходить для работы с конкретным натяжением проволоки. Например, операцию нарезания можно проводить при натяжении проволоки, составляющем по меньшей мере приблизительно 30% разрывной нагрузки проволоки, например, по меньшей мере приблизительно 50% разрывной нагрузки проволоки или даже по меньшей мере приблизительно 60% разрывной нагрузки проволоки. Однако в одном в неограничивающем варианте осуществления натяжение проволоки может составлять не более приблизительно 98% от разрывной нагрузки. Следует отметить, что натяжение проволоки может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
При выполнении другой операции резания абразивное изделие может характеризоваться диапазоном VWSR, который обеспечивает улучшение характеристик. VWSR представляет собой регулируемое передаточное отношение для проволоки и, как правило, может быть описано уравнением t2 / (t1 + t3), где t2 представляет собой фактическую продолжительность перемещения абразивного провода вперед или назад с установившейся скоростью проволоки, t1 представляет собой фактическую продолжительность перемещения абразивного провода вперед или назад от 0-й скорости проволоки до установившейся скорости провода, а t3 представляет собой фактическую продолжительность перемещения абразивного провода вперед или назад от постоянной скорости проволоки до 0-й скорости проволоки. Например, диапазон VWSR для проволочной пилы согласно одному варианту осуществления настоящего изобретения может составлять по меньшей мере приблизительно 1, по меньшей мере приблизительно 2, по меньшей мере приблизительно 4 или даже по меньшей мере приблизительно 8. Однако в одном в неограничивающем варианте осуществления величина VWSR может составлять не более приблизительно 75 или даже не более приблизительно 20. Следует отметить, что величина VWSR может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений. В одном варианте осуществления типовая машина для выполнения операций резания с регулируемым передаточным отношением для проволоки может представлять собой проволочную пилу Meyer Burger DS265 DW.
Определенные операции нарезания могут быть выполнены в отношении заготовок, включая кремний, который может быть монокристаллическим кремнием или мультикристаллическим кремнием. Согласно одному варианту осуществления при использовании абразивного изделия согласно одному варианту осуществления срок службы составляет по меньшей мере приблизительно 8 м2/км, например, по меньшей мере приблизительно 10 м2/км, по меньшей мере приблизительно 12 м2/км или даже по меньшей мере приблизительно 15 м2/км. Срок службы проволоки может зависеть от площади пластины, полученной на километр использованной абразивной проволоки, причем полученную площадь пластины вычисляют для одной стороны поверхности пластины. В таких случаях абразивное изделие может иметь конкретную концентрацию абразивных частиц, например, по меньшей мере приблизительно 0,5 карата на километр подложки, по меньшей мере приблизительно 1,0 карат на километр подложки, по меньшей мере приблизительно 1,5 карата на километр подложки или даже по меньшей мере приблизительно 2,0 карата на километр подложки. Однако концентрация может составлять не более приблизительно 20 карат на километр подложки или даже не более приблизительно 10 карат на километр подложки. Средний размер частицы для абразивных частиц может составлять менее приблизительно 20 микрон. Следует отметить, что концентрация абразивных частиц может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений. Операцию нарезания можно проводить с указанной в настоящем документе скоростью подачи.
В другой операции кремниевую заготовку, включая монокристаллический кремний или мультикристаллический кремний, можно нарезать с помощью абразивного изделия согласно одному варианту осуществления и абразивное изделие может иметь срок службы по меньшей мере приблизительно 0,5 м2/км, например по меньшей мере приблизительно 1 м2/км или даже по меньшей мере приблизительно 1,5 м2/км. В таких случаях абразивное изделие может иметь конкретную концентрацию абразивных частиц, например, по меньшей мере приблизительно 0,5 карата на километр подложки, по меньшей мере приблизительно 1 карат на километр подложки, по меньшей мере приблизительно 2 карата на километр подложки, по меньшей мере приблизительно 3 карата на километр подложки. Однако концентрация может составлять не более приблизительно 30 карат на километр подложки или даже не более приблизительно 15 карат на километр подложки. Средний размер частицы для абразивных частиц может составлять менее приблизительно 20 микрон. Следует отметить, что концентрация абразивных частиц может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
Операцию нарезания можно проводить со скоростью подачи по меньшей мере приблизительно 0,5 мм/мин, по меньшей мере приблизительно 1 мм/мин, по меньшей мере приблизительно 2 мм/мин, по меньшей мере приблизительно 3 мм/мин. Однако в одном неограничивающем варианте осуществления скорость подачи может составлять не более приблизительно 20 мм/мин. Следует отметить, что скорость подачи может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
В другой операции сапфировую заготовку можно нарезать, используя абразивное изделие согласно одному варианту осуществления настоящего изобретения. Сапфировая заготовка может включать сапфир с c-плоскостью, сапфир с a-плоскостью или материал в виде сапфира с r-плоскостью. По меньшей мере в одном варианте осуществления абразивное изделие может нарезать сапфировую заготовку и иметь срок службы по меньшей мере приблизительно 0,1 м2/км, например, по меньшей мере приблизительно 0,2 м2/км, по меньшей мере приблизительно 0,3 м2/км, по меньшей мере приблизительно 0,4 м2/км или даже по меньшей мере приблизительно 0,5 м2/км. В таких случаях абразивное изделие может иметь конкретную концентрацию абразивных частиц, например, по меньшей мере приблизительно 5 карат на километр подложки, по меньшей мере приблизительно 10 карат на километр подложки, по меньшей мере приблизительно 20 карат на километр подложки, по меньшей мере приблизительно 40 карат на километр подложки. Однако концентрация может составлять не более приблизительно 300 карат на километр подложки или даже не более приблизительно 150 карат на километр подложки. Средний размер частицы для абразивных частиц может составлять более приблизительно 20 микрон. Следует отметить, что концентрация абразивных частиц может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
Вышеупомянутую операцию нарезания заготовки из сапфира можно проводить со скоростью подачи по меньшей мере приблизительно 0,05 мм/мин, например, по меньшей мере приблизительно 0,1 мм/мин или даже по меньшей мере приблизительно 0,15 мм/мин. Однако в одном неограничивающем варианте осуществления скорость подачи может составлять не более приблизительно 2 мм/мин. Следует отметить, что скорость подачи может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
Еще в одном аспекте абразивное изделие может быть использовано для нарезания заготовок, содержащих карбид кремния, включая монокристаллический карбид кремния. По меньшей мере в одном варианте осуществления абразивное изделие может нарезать заготовку из карбида кремния и иметь срок службы по меньшей мере приблизительно 0,1 м2/км, например, по меньшей мере приблизительно 0,2 м2/км, по меньшей мере приблизительно 0,3 м2/км, по меньшей мере приблизительно 0,4 м2/км или даже по меньшей мере приблизительно 0,5 м2/км. В таких случаях абразивное изделие может иметь конкретную концентрацию абразивных частиц, например, по меньшей мере приблизительно 1 карат на километр подложки, по меньшей мере приблизительно 2 карат на километр подложки, по меньшей мере приблизительно 3 карат на километр подложки, по меньшей мере приблизительно 4 карат на километр подложки. Однако концентрация может составлять не более приблизительно 50 карат на километр подложки или даже не более приблизительно 30 карат на километр подложки. Следует отметить, что концентрация абразивных частиц может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
Вышеупомянутую операцию нарезания заготовки из карбида кремния можно проводить со скоростью подачи по меньшей мере приблизительно 0,05 мм/мин, например, по меньшей мере приблизительно 0,10 мм/мин или даже по меньшей мере приблизительно 0,15 мм/мин. Однако в одном неограничивающем варианте осуществления скорость подачи может составлять не более приблизительно 2 мм/мин. Следует отметить, что скорость подачи может находиться в пределах диапазона между любыми из вышеуказанных минимальных и максимальных значений.
Согласно еще одному варианту осуществления абразивные изделия согласно вариантам осуществления настоящего изобретения могут быть изготовлены с определенной скоростью производства. Скорость изготовления описанных в настоящем документе вариантов осуществления абразивных изделий может представлять собой скорость образования абразивного изделия в метрах подложки в минуту, причем абразивное изделие содержит подложку, содержащую удлиненное тело, присоединяющий слой, расположенный поверх подложки, абразивные частицы, расположенные на присоединяющем слое и задающие первую концентрацию абразивных частиц по меньшей мере приблизительно 10 частиц на мм подложки, и образование связующего слоя. В некоторых вариантах осуществления скорость производства может составлять по меньшей мере приблизительно 10 метров в минуту, например, по меньшей мере приблизительно 12 метров в минуту, по меньшей мере приблизительно 14 метров в минуту, по меньшей мере приблизительно 16 метров в минуту, по меньшей мере приблизительно 18 метров в минуту, по меньшей мере приблизительно 20 метров в минуту, по меньшей мере приблизительно 25 метров в минуту, по меньшей мере приблизительно 30 метров в минуту, по меньшей мере приблизительно 40 метров в минуту или даже по меньшей мере приблизительно 60 метров в минуту.
В отношении отдельных случаев следует отметить, что данный способ может быть использован для обеспечения эффективного производства абразивных проволочных пил с высокой концентрацией абразивных частиц. Например, абразивные изделия согласно вариантам осуществления настоящего изобретения, имеющие любую из характерных концентраций абразивных частиц, могут быть изготовлены с любой из вышеуказанных скоростей производства при сохранении или превышении принятых в отрасли эксплуатационных характеристик. Без привязки к конкретной теории, теоретически предполагается, что использование отдельного процесса присоединения и связывания может способствовать повышению производительности при одностадийном присоединении и прикреплении, например, обычных способов электролитического осаждения.
Абразивные изделия согласно вариантам осуществления настоящего изобретения характеризуются лучшим удержанием абразивных частиц во время использования по сравнению с обычными абразивными проволочными пилами, не содержащими по меньшей мере один из признаков согласно вариантам осуществления настоящего изобретения. Например, абразивные изделия характеризуются удержанием абразивных частиц, которое по меньшей мере на 2% лучше по сравнению с одним или более обычных образцов. В других случаях улучшение удержания абразивных частиц может составлять по меньшей мере приблизительно 4%, по меньшей мере приблизительно 6%, по меньшей мере приблизительно 8%, по меньшей мере приблизительно 10%, по меньшей мере приблизительно 12%, по меньшей мере приблизительно 14%, по меньшей мере приблизительно 16%, по меньшей мере приблизительно 18%, по меньшей мере приблизительно 20%, по меньшей мере приблизительно 24%, по меньшей мере приблизительно 28%, по меньшей мере приблизительно 30%, по меньшей мере приблизительно 34%, по меньшей мере приблизительно 38%, по меньшей мере приблизительно 40%, по меньшей мере приблизительно 44%, по меньшей мере приблизительно 48% или даже по меньшей мере приблизительно 50%. Однако в одном неограничивающем варианте осуществления улучшение удержания абразивных частиц может составлять не более приблизительно 100%, например, не более приблизительно 95%, не более приблизительно 90% или даже не более приблизительно 80%.
Абразивные изделия согласно вариантам осуществления настоящего изобретения характеризуются лучшим удержанием абразивных частиц и, кроме того, характеризуются большим сроком службы по сравнению с обычными абразивными проволочными пилами, не содержащими по меньшей мере один из признаков согласно вариантам осуществления настоящего изобретения. Например, абразивные изделия согласно настоящему изобретению могут иметь срок службы, больший по меньшей мере приблизительно на 2% по сравнению с одним или более обычных образцов. В других случаях увеличение срока службы абразивного изделия согласно варианту осуществления настоящего изобретения по сравнению с обычным изделием может составлять по меньшей мере приблизительно 4%, по меньшей мере приблизительно 6%, по меньшей мере приблизительно 8%, по меньшей мере приблизительно 10%, по меньшей мере приблизительно 12%, по меньшей мере приблизительно 14%, по меньшей мере приблизительно 16%, по меньшей мере приблизительно 18%, по меньшей мере приблизительно 20%, по меньшей мере приблизительно 24%, по меньшей мере приблизительно 28%, по меньшей мере приблизительно 30%, по меньшей мере приблизительно 34%, по меньшей мере приблизительно 38%, по меньшей мере приблизительно 40%, по меньшей мере приблизительно 44%, по меньшей мере приблизительно 48% или даже по меньшей мере приблизительно 50%. Однако в одном неограничивающем варианте осуществления увеличение срока службы может составлять не более приблизительно 100%, например, не более приблизительно 95%, не более приблизительно 90% или даже не более приблизительно 80%.
Возможны многие различные аспекты и варианты осуществления. Некоторые из этих аспектов и вариантов осуществления описаны в настоящем документе. После прочтения этого описания для специалистов в данной области будет очевидно, что эти аспекты и варианты осуществления являются лишь иллюстративными и не ограничивают объем настоящего изобретения. Варианты осуществления могут соответствовать любому одному или более из перечисленных ниже вариантов осуществления.
Вариант осуществления 1. Абразивное изделие, содержащее:
Вариант осуществления 2. Абразивное изделие, содержащее:
Вариант осуществления 3. Абразивное изделие, содержащее:
Вариант осуществления 4. Абразивное изделие по любому из вариантов осуществления 2 и 3, в котором множество дискретных областей присоединения содержат металлический материал с температурой плавления не более 450 ºC.
Вариант осуществления 5. Абразивное изделие по любому из вариантов осуществления 1 и 4, в котором множество дискретных областей присоединения содержат металлический материал с температурой плавления по меньшей мере 100 ºC.
Вариант осуществления 6. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, в котором по меньшей мере одна из дискретных областей присоединения из множества дискретных областей присоединения содержит металлический материал, содержащий сплав переходных металлических элементов, причем по меньшей мере одна из дискретных областей присоединения также содержит металл, выбранный из группы металлов, состоящей из свинца, серебра, меди, цинка, титана, молибдена, хрома, железа, марганца, кобальта, ниобия, тантала, вольфрама, палладия, платины, золота, рутения и их комбинации, причем по меньшей мере одна из дискретных областей присоединения содержит металлический сплав из олова, причем по меньшей мере одна из дискретных областей присоединения содержит припойный материал.
Вариант осуществления 7. Абразивное изделие по варианту осуществления 6, в котором припойный материал содержит олово.
Вариант осуществления 8. Абразивное изделие по варианту осуществления 6, в котором припойный материал состоит по существу из олова.
Вариант осуществления 9. Абразивное изделие по варианту осуществления 2, дополнительно содержащее множество дискретных структур, расположенных поверх подложки и на расстоянии от множества дискретных областей присоединения.
Вариант осуществления 10. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, в котором по меньшей мере одна из дискретных структур из множества дискретных структур содержит металлический материал.
Вариант осуществления 11. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, в котором по меньшей мере одна из дискретных структур из множества дискретных структур содержит металлический материал с температурой плавления по меньшей мере 100 ºC и не более 450 ºC.
Вариант осуществления 12. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, в котором по меньшей мере одна из дискретных структур из множества дискретных структур содержит припойный материал.
Вариант осуществления 13. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, в котором по меньшей мере одна из дискретных структур из множества дискретных структур содержит олово.
Вариант осуществления 14. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, в котором каждая из дискретных структур из множества дискретных структур содержит припойный материал.
Вариант осуществления 15. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, в котором по меньшей мере одна из дискретных структур из множества дискретных структур содержит по существу тот же материал, что и множество дискретных областей присоединения.
Вариант осуществления 16. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, в котором каждая из дискретных структур непосредственно соединена с подложкой.
Вариант осуществления 17. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, в котором множество дискретных структур случайным образом распределены на поверхности подложки.
Вариант осуществления 18. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, дополнительно содержащее области зазоров, проходящие между дискретными структурами из множества дискретных структур и отделяющие их друг от друга, а также отделяющие множество дискретных структур от множества дискретных областей присоединения.
Вариант осуществления 19. Абразивное изделие по любому из вариантов осуществления 1, 3 и 9, в котором множество дискретных структур имеют в основном округлую форму.
Вариант осуществления 20. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, в котором подложка по существу не содержит барьерный слой.
Вариант осуществления 21. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, в котором подложка представляет собой проволоку без покрытия.
Вариант осуществления 22. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, в котором подложка содержит металлическую проволоку, по существу не содержащую каких-либо барьерных слоев на наружной поверхности.
Вариант осуществления 23. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, в котором подложка содержит металлическую проволоку, содержащую по меньшей мере один барьерный слой, расположенный поверх наружной поверхности, причем барьерный слой содержит металл, выбранный из группы, включающей медь, латунь, никель или их комбинацию.
Вариант осуществления 24. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, в котором множество дискретных областей присоединения случайным образом распределены на поверхности подложки.
Вариант осуществления 25. Абразивное изделие по любому из вариантов осуществления 1 и 2, дополнительно содержащее абразивные частицы, расположенные расположенный поверх множества дискретных областей присоединения.
Вариант осуществления 26. Абразивное изделие по любому из вариантов осуществления 3 и 25, в котором абразивные частицы содержат материал, выбранный из группы, включающей оксиды, карбиды, нитриды, бориды, оксинитриды, оксибориды, алмаза и их комбинацию.
Вариант осуществления 27. Абразивное изделие по любому из вариантов осуществления 3 и 25, в котором абразивные частицы содержат суперабразивный материал.
Вариант осуществления 28. Абразивное изделие по любому из вариантов осуществления 3 и 25, в котором абразивные частицы содержат алмаз.
Вариант осуществления 29. Абразивное изделие по любому из вариантов осуществления 3 и 25, в котором абразивные частицы содержат материал, обладающий твердостью по Виккерсу по меньшей мере приблизительно 10 ГПа.
Вариант осуществления 30. Абразивное изделие по варианту осуществления 3, дополнительно содержащее связующий слой, расположенный поверх множества дискретных областей присоединения.
Вариант осуществления 31. Абразивное изделие по любому из вариантов осуществления 1, 2 и 30, в котором по меньшей мере часть связующего слоя непосредственно соединена с подложкой.
Вариант осуществления 32. Абразивное изделие по любому из вариантов осуществления 1, 2 и 30, в котором по меньшей мере часть связующего слоя непосредственно соединена с подложкой в областях зазоров между множеством дискретных областей присоединения и множеством дискретных структур.
Вариант осуществления 33. Абразивное изделие по любому из вариантов осуществления 1, 2 и 30, в котором по меньшей мере часть связующего слоя непосредственно соединена с множеством дискретных областей присоединения и множеством дискретных структур.
Вариант осуществления 34. Абразивное изделие по любому из вариантов осуществления 1, 2 и 30, в котором связующий слой содержит материал, выбранный из группы материалов, состоящей из металлов, металлических сплавов, металлокерамических материалов, керамики, композитов и их комбинации, причем связующий слой содержит переходной металлический элемент, причем связующий слой содержит сплав переходного металлического элемента, причем связующий слой содержит металл, выбранный из группы металлов, состоящей из свинца, серебра, меди, цинка, олова, титана, молибдена, хрома, железа, марганца, кобальта, ниобия, тантала, вольфрама, палладия, платины, золота , рутения и их комбинации, причем связующий слой содержит никель, причем связующий слой состоит по существу из никеля.
Вариант осуществления 35. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое содержанием металлического материала (Cmm) в множестве дискретных областей присоединения и множестве дискретных структур, измеренным в граммах металлического материала на километр длины подложки, причем содержание металлического материала (Cmm) составляет не более 2 г/км или не более 1 г/км, или не более 0,8 г/км, или не более 0,6, г/км, или не более 0,4 г/км, или не более 0,2 г/км, или не более 0,1 г/км, или не более 0,08 г/км, или не более 0,06 г/км, или не более 0,04 г/км, или не более 0,02 г/км, или даже не более 0,01 г/км.
Вариант осуществления 36. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое содержанием металлического материала (Cmm) в множестве дискретных областей присоединения и множестве дискретных структур, измеренным в граммах металлического материала на километр длины подложки, причем содержание металлического материала (Cmm) составляет по меньшей мере 0,001 г/км или по меньшей мере 0,002 г/км, или по меньшей мере 0,004 г/км, или по меньшей мере 0,006 г/км, или по меньшей мере 0,008 г/км, или по меньшей мере 0,01 г/км, или по меньшей мере 0,02 г/км, или по меньшей мере 0,04 г/км, или по меньшей мере 0,06 г/км, или по меньшей мере 0,08 г/км, или по меньшей мере 0,01 г/км.
Вариант осуществления 37. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое содержанием абразивных частиц (Cap), измеренным в граммах на километр длины подложки, и содержанием металлического материала (Cmm) в множестве дискретных областей присоединения и множестве дискретных структур, измеренным в граммах на километр длины подложки, и дополнительно характеризуемое соотношением (Cmm/Cap) не более 1 или не более 0,9, или не более 0,8, или не более 0,7, или не более 0,6, или не более 0,5, или не более 0,4, или не более 0,3, или не более 0,2, или не более 0,18, или не более 0,16, или не более 0,15, или не более 0,14, или не более 0,13, или не более 0,12, или не более 0,11, или не более 0,1, или не более 0,09, или не более 0,08, или не более 0,07, или не более 0,06, или не более 0,05, или не более 0,04, или не более 0,03, или не более 0,02.
Вариант осуществления 38. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое содержанием абразивных частиц (Cap), измеренным в граммах на километр длины подложки, и содержанием металлического материала (Cmm) в множестве дискретных областей присоединения и множестве дискретных структур, измеренным в граммах на километр длины подложки, и дополнительно характеризуемое соотношением (Cmm/Cap), равным по меньшей мере 0,002 или по меньшей мере 0,004, или по меньшей мере 0,006 или по меньшей мере 0,008, или по меньшей мере 0,01, или по меньшей мере 0,02, или по меньшей мере 0,03, или по меньшей мере 0,04, или по меньшей мере 0,05, или по меньшей мере 0,06, или по меньшей мере 0,07, или по меньшей мере 0,08, или по меньшей мере 0,09, или по меньшей мере 0,1, или по меньшей мере 0,12, или по меньшей мере 0,14, или по меньшей мере 0,16, или по меньшей мере 0,18, или по меньшей мере 0,2, или по меньшей мере 0,3, или по меньшей мере 0,4, или по меньшей мере 0,5, или по меньшей мере 0,6, или по меньшей мере 0,7, или по меньшей мере 0,8, или по меньшей мере 0,9.
Вариант осуществления 39. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое концентрацией абразивных частиц по меньшей мере 10 частиц на мм подложки, по меньшей мере 20 частиц на мм подложки, по меньшей мере 30 частиц на мм подложки и не более 800 частиц на мм подложки.
Вариант осуществления 40. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое концентрацией абразивных частиц по меньшей мере приблизительно 0,5 карата на километр подложки, по меньшей мере приблизительно 1,0 карат на километр подложки, по меньшей мере приблизительно 1,5 карата на километр подложки, не более приблизительно 30,0 карат на километр подложки.
Вариант осуществления 41. Способ формирования абразивного изделия, согласно которому:
Вариант осуществления 42. Способ по варианту осуществления 41, согласно которому смесь содержит по меньшей мере 5 масс. % и не более 80 масс. % абразивных частиц в общей массе смеси.
Вариант осуществления 43. Способ по варианту осуществления 41, согласно которому смесь содержит от по меньшей мере 0,2 масс. % до не более 20 масс. % материала в виде частиц, содержащего присоединяющий материал, в общей массе смеси.
Вариант осуществления 44. Способ по варианту осуществления 41, согласно которому абразивные частицы имеют средний размер частицы (PSa) в пределах диапазона, включающего по меньшей мере 2 микрона и не более 80 микрон.
Вариант осуществления 45. Способ по варианту осуществления 41, согласно которому материал в виде частиц имеет средний размер частицы (PSp) в пределах диапазона, включающего по меньшей мере 0,01 микрона и не более 25 микрон.
Вариант осуществления 46. Способ по варианту осуществления 41, согласно которому абразивные частицы имеют средний размер частицы (PSa) и материала в виде частиц имеет средний размер частицы (PSp), причем смесь характеризуется соотношением (PSp/PSa) не более 1 или не более 0,9, или не более 0,8, или не более 0,7, или не более 0,6, или не более 0,5, или не более 0,4, или не более 0,3, или не более 0,2, или не более 0,18, или не более 0,16, или не более 0,15, или не более 0,14, или не более 0,13, или не более 0,12, или не более 0,11, или не более 0,1, или не более 0,09, или не более 0,08, или не более 0,07, или не более 0,06, или не более 0,05, или не более 0,04, или не более 0,03, или не более 0,02.
Вариант осуществления 47. Способ по варианту осуществления 41, согласно которому абразивные частицы имеют средний размер частицы (PSa) и материала в виде частиц имеет средний размер частицы (PSp), причем смесь характеризуется соотношением (PSp/PSa) по меньшей мере 0,01, или по меньшей мере 0,02, или по меньшей мере 0,03, или по меньшей мере 0,04, или по меньшей мере 0,05, или по меньшей мере 0,06, или по меньшей мере 0,07, или по меньшей мере 0,08, или по меньшей мере 0,09, или по меньшей мере 0,1, или по меньшей мере 0,11, или по меньшей мере 0,12, или по меньшей мере 0,13, или по меньшей мере 0,14, или по меньшей мере 0,15, или по меньшей мере 0,16, или по меньшей мере 0,17, или по меньшей мере 0,18, или по меньшей мере 0,19, или по меньшей мере 0,2, или по меньшей мере 0,3, или по меньшей мере 0,4, или по меньшей мере 0,5, или по меньшей мере 0,6, или по меньшей мере 0,7, или по меньшей мере 0,8, или по меньшей мере 0,9.
Вариант осуществления 48. Способ по варианту осуществления 41, согласно которому обработка включает нагревание заготовки до температуры в пределах диапазона, включающего по меньшей мере 100 °С и не более 450 °С.
Вариант осуществления 49. Способ по варианту осуществления 41, согласно которому смесь включает флюс.
Вариант осуществления 50. Способ по варианту осуществления 41, согласно которому смесь представляет собой суспензию, содержащую носитель абразивных частиц и материала в виде частиц, причем носитель включает воду.
Вариант осуществления 51. Способ по варианту осуществления 41, дополнительно включающий образование связующего слоя поверх подложки и абразивных частиц, причем связующий слой формируют способом осаждения, а способ осаждения выбирают из группы, состоящей из нанесения гальванического покрытия, электролитического осаждения, погружения, напыления, печати, нанесения покрытия и их комбинации.
Вариант осуществления 52. Способ по варианту осуществления 41, согласно которому способ прикрепления включает прикрепление абразивных частиц и материала в виде частиц из смеси при температуре в пределах диапазона, включающего по меньшей мере 1 °С и не более 300 °С.
Вариант осуществления 53. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое соотношением (PSp/PSa) по меньшей мере приблизительно 0,025 и не более приблизительно 0,25.
Вариант осуществления 54. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое соотношением (Cp/Cap) по меньшей мере приблизительно 0,025 и не более приблизительно 0,25.
Вариант осуществления 55. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое соотношением (Cmm/Cap) по меньшей мере 0,002 и не более 1, по меньшей мере 0,01 и не более 0,5 и по меньшей мере 0,025 и не более 0,25.
Вариант осуществления 56. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое TMc не более приблизительно 50%, не более приблизительно 45%, не более приблизительно 40%, не более приблизительно 35%, не более приблизительно 30%, не более приблизительно 25%, не более приблизительно 20%, не более приблизительно 15%, не более приблизительно 10% и не более приблизительно 5%.
Вариант осуществления 57. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое TMc по меньшей мере приблизительно 0,01%, по меньшей мере приблизительно 0,1% и по меньшей мере приблизительно 1%.
Вариант осуществления 58. Абразивное изделие по любому из вариантов осуществления 1, 2 и 3, дополнительно характеризуемое APsa не более приблизительно 60%, например, не более приблизительно 50%, не более приблизительно 40%, не более приблизительно 30%, не более приблизительно 20% или даже не более приблизительно 10%.
ПРИМЕР 1:
В качестве подложки применяют отрезок высокопрочной проволоки из углеродистой стали. Высокопрочная проволока из углеродистой стали содержит слой латунного покрытия и ее средний диаметр составляет приблизительно 175 микрон. Проволоку перемещают через смесь, включающую приблизительно 40 масс. % алмаза, коммерчески доступного как алмаз с 20% микронным никелевым покрытием, поставляемый компанией ABC Warren Superabrasives, со средним размером частиц приблизительно 35 мкм, и приблизительно 2 масс. % материала в виде частиц олова, коммерчески доступного как оловянный порошок SN-101, поставляемый компанией Atlantic Equipment Engineers, со средним размером частиц 1-5 мкм, и приблизительно 10 масс. % добавок, включающих флюс ZnCl. Кроме того, смесь включала добавку в виде модификатора вязкости, которая присутствовала в количестве, достаточном для получения смеси с вязкостью 3-5 сантипуаз при комнатной температуре. Провод перемещают со скоростью приблизительно 20-30 м/мин.
Алмаз, материала в виде частиц и флюс прикрепляются к проволоке, когда ее вертикально вытягивают из смеси, и конструкцию нагревают при температуре в пределах диапазона от 220 до 280 градусов Цельсия в течение от 0,2 до 0,5 секунд с образованием заготовки абразивного изделия.
После этого заготовку абразивного изделия промывают 10% сульфаминовой кислотой с последующим промыванием деионизированной водой. Промытое изделие гальванизируют никелем с образованием связующего слоя, непосредственно соприкасающегося с абразивными частицами и участками подложки и покрывающего их. На ФИГ. 4-6 представлены изображения абразивного изделия, полученного с применением способа согласно примеру 1.
ПРИМЕР 2:
Образец абразивной проволоки S1 был изготовлен согласно описанным в настоящем документе вариантам осуществления. Для образца абразивной проволоки S1 в качестве подложки был применен отрезок высокопрочной проволоки из углеродистой стали. Алмазный порошок со средним размером частиц от 30 микрон до 50 микрон был прикреплен к проволоке согласно описанным в настоящем документе вариантам осуществления с использованием дискретных Sn областей присоединения (т. е. с прерывистым распределением присоединяющего материала на поверхности проволоки). Алмазный порошок, дискретные Sn области присоединения и открытая поверхность проволоки были очищены и покрыты Ni связующим слоем толщиной 10 микрон. На ФИГ. 7А представлено изображение поперечного сечения образца абразивной проволоки S1.
Для целей сравнения был изготовлен сравнительный образец абразивной проволоки CS1. Для сравнительного образца абразивной проволоки CS1 в качестве подложки был применен отрезок высокопрочной проволоки из углеродистой стали. Алмазный порошок со средним размером частиц от 30 микрон до 50 микрон был прикреплен к проволоке с использованием сплошного слоя Sn присоединяющего материала. Алмазный порошок и Sn присоединяющий слой были очищены и покрыты Ni связующим слоем толщиной 10 микрон. На ФИГ. 7В представлено изображение поперечного сечения образца абразивной проволоки S1.
Испытание на адгезию покрытия проводили на экспериментальной установке, показанной на ФИГ. 8. Как показано на ФИГ. 8, образец 800 абразивной проволоки (например, образец абразивной проволоки S1 или CS1) вытягивали через два зажима 810, имеющих поверхности 815 в виде зажимных губок. Поверхности 815 в виде зажимных губок наклонены таким образом, что их верхние края касаются образца 800 абразивной проволоки. Затем усилие прижима последовательно увеличивают с помощью пневматического регулятора, когда образец 800 абразивной проволоки вытягивают через два зажима 810, чтобы оценить прочность адгезии присоединенного Ni на образце 800 абразивной проволоки.
Для сравнительного образца абразивной проволоки CS1 присоединенный Ni был удален с поверхности абразивной проволоки при усилии прижима 20 фунт/кв. дюйм. На ФИГ. 9А представлено изображение сравнительного образца абразивной проволоки CS1 после испытания на адгезию, показывающее присоединенный Ni, удаленный с поверхности проволоки.
Присоединенный Ni образца абразивной проволоки S1 остался прикрепленным к поверхности проволоки при усилии прижима 20 фунт/кв. дюйм. На ФИГ. 9В представлено изображение образца абразивной проволоки S1 после испытания на адгезию, показывающее неповрежденный Ni связующий слой лишь с небольшими царапинами на поверхности покрытия. Как показано с помощью сравнения на ФИГ. 9А и 9В, присоединенный Ni на образце S1 абразивной проволоки имел лучшую адгезию с подложкой, чем присоединенный Ni на сравнительном образце абразивной проволоки CS1.
ПРИМЕР 3:
Образец абразивной проволоки S2 был изготовлен согласно описанным в настоящем документе вариантам осуществления. Для образца абразивной проволоки S2 в качестве подложки применен отрезок высокопрочной проволоки из углеродистой стали. Алмазный порошок со средним размером частиц от 8 микрон до 12 микрон был прикреплен к проволоке согласно описанным в настоящем документе вариантам осуществления с использованием дискретных Sn областей присоединения (т. е. с прерывистым распределением присоединяющего материала на поверхности проволоки). Алмазный порошок, дискретные Sn области присоединения и открытая поверхность проволоки были очищены и покрыты никелевым связующим слоем толщиной 4 микрона.
Для целей сравнения был изготовлен сравнительный образец абразивной проволоки CS2. Для сравнительного образца абразивной проволоки CS2 в качестве подложки применен отрезок высокопрочной проволоки из углеродистой стали. Алмазный порошок со средним размером частиц от 8 микрон до 12 микрон был прикреплен к проволоке с использованием сплошного слоя Sn присоединяющего материала. Алмазный порошок и Sn присоединяющий слой были очищены и покрыты Ni связующим слоем толщиной 4 микрон.
Испытание на резку кремния проводили на проволочной пиле Meyer Burger DS 271. Условия испытаний приведены ниже в таблице 1:
Таблица 1: Испытание на резку, рабочие параметры
Величину изгиба проволоки для образца абразивной проволоки S2 и сравнительного образца абразивной проволоки CS2 измеряли в 4 разных местах на слитке кремния 200 мм. На ФИГ. 10 представлен график изгиба проволоки в установившемся режиме для образца абразивной проволоки S2 и сравнительного образца абразивной проволоки CS2 в 4 местах измерения. Как правило, меньший изгиб проволоки в установившемся режиме предпочтительнее для работы проволочной пилы, поскольку он предполагает более эффективное резание рабочего материала. Как показано на ФИГ. 10, образец абразивной проволоки S2 характеризуется меньшим изгибом проволоки в установившемся режиме, чем сравнительный образец абразивной проволоки CS2 во всех четырех местах измерения по всей заготовке.
ПРИМЕР 4:
Три образца абразивных проволок S3, S4 и S5 изготовили с использованием способа нанесения покрытия погружением.
Образец абразивной проволоки S3 был изготовлен с использованием стальной проволоки с латунным покрытием, имеющей толщину приблизительно 100 микрон. Провод предварительно обрабатывали 6% раствором гидрохлорида для удаления с поверхности проволоки избытка оксида. Затем на проволочный сердечник наносили покрытие погружением в суспензионную смесь из 5 г порошка олова (Sn) размером 2-5 микрон, 100 г алмазного порошка размером 8-16 микрон, гидрохлорида, хлорида цинка, глицерина и воды. Затем проволоку с покрытием нагревали для прикрепления алмазного порошка к проволоке и промывали горячей кислотой и в водяной бане. Затем покрытую проволоку гальванизировали с помощью никелевого связующего слоя, имеющего толщину 4 мкм.
Из-за непригодности присоединяющего материала, присутствующего в суспензии, к образцу абразивной проволоки S3 было успешно прикреплено минимальное количество алмазного порошка, в результате чего проволока оказалась непригодной для использования.
Образец абразивной проволоки S4 был изготовлен с использованием стальной проволоки с латунным покрытием, имеющей толщину приблизительно 100 микрон. Провод предварительно обрабатывали 6% раствором гидрохлорида для удаления с поверхности проволоки избытка оксида. Затем на проволочный сердечник наносили покрытие погружением в суспензионную смесь из 40 г порошка олова (Sn) размером 2-5 микрон, 100 г алмазного порошка размером 8-16 микрон, гидрохлорида, хлорида цинка, глицерина и воды. Затем проволоку с покрытием нагревали для прикрепления алмазного порошка к проволоке и промывали горячей кислотой и в водяной бане. Затем покрытую проволоку гальванизировали с помощью никелевого связующего слоя, имеющего толщину 4 мкм.
Визуальный осмотр абразивной проволоки S4 показал, что алмазный порошок успешно прикреплены к проволоке и покрыт гальванически нанесенным никелем. На ФИГ. 11А показано SEM-изображение поверхности образца абразивной проволоки S4. Как показано на ФИГ. 11A, наблюдалось агломерирование алмазного порошка. Без привязки к какой-либо конкретной теории полагают, что агломерирование алмазного порошка происходит из-за неоптимального размера частиц порошка олова и неоптимальной концентрации порошка олова в суспензии.
Образец абразивной проволоки S5 был изготовлен с использованием стальной проволоки с латунным покрытием, имеющей толщину приблизительно 100 микрон. Провод предварительно обрабатывали 6% раствором гидрохлорида для удаления с поверхности проволоки избытка оксида. Затем на проволочный сердечник наносили покрытие погружением в суспензионную смесь из 10 г порошка олова (Sn) размером 1-2 микрон, 100 г алмазного порошка размером 8-16 микрон, гидрохлорида, хлорида цинка, глицерина и воды. Затем проволоку с покрытием нагревали для прикрепления алмазного порошка к проволоке и промывали горячей кислотой и в водяной бане. Затем покрытую проволоку гальванизировали с помощью никелевого связующего слоя, имеющего толщину 4 мкм.
Визуальный осмотр абразивной проволоки S5 показал, что алмазный порошок успешно прикреплены к проволоке и покрыт гальванически нанесенным никелем. На ФИГ. 11В показано SEM-изображение поверхности образца абразивной проволоки S4. Как показано на ФИГ. 11B, алмазный порошок равномерно распределен по поверхности проволоки с небольшой степенью агломерирования.
Для сравнения были измерены и вычислены отношение PSp/PSa, отношение Cp/Cap, отношение Cmm/Cap, TMc и APsa в соответствии с процедурами, описанными в настоящем документе для образцов абразивных проволок S4 и S5. Результаты этих измерений для образцов абразивных проволок S4 и S5 приведены ниже в таблице 2:
Таблица 2: Измерения для образцов
Если не указано иное, все технические и научные термины, используемые в настоящем документе, имеют то же значение, которое обычно очевидно для специалиста в данной области техники, к которой относится настоящее изобретение. Материалы, способы и примеры являются только иллюстративными и не предназначены для ограничения. Не описанные в настоящем изобретении многие подробности, касающиеся конкретных материалов и действий по обработке, являются обычными и могут быть найдены в справочниках и других источниках в рамках структурных способов и соответствующих способов производства.
Вышеописанный объект изобретения следует рассматривать как иллюстративный, а не ограничительный, и прилагаемая формула изобретения предназначена для охвата всех таких модификаций, улучшений и других вариантов осуществления, которые входят в реальный объем настоящего изобретения. Таким образом, в той мере, в которой это разрешено законом, объем настоящего изобретения должен определяться наиболее широким толкованием нижеследующей формулы изобретения и ее эквивалентов и не должен ограничиваться вышеприведенным подробным описанием.
Реферат изобретения предоставляется в соответствии с патентным правом и предоставляется с предположением, что он не будет использован для толкования или ограничения объема или смысла формулы изобретения. Кроме того, в предшествующем подробном описании чертежей различные признаки могут быть сгруппированы друг с другом или описаны в одном варианте осуществления с целью упрощения описания. Это описание не следует интерпретировать как отражающее идею о том, что заявленные варианты осуществления требуют больше признаков, чем явным образом указано в каждом пункте формулы изобретения. Напротив, как на это указывают нижеследующие пункты формулы изобретения, объект настоящего изобретения может относиться менее чем ко всем признакам в любом из раскрытых вариантов осуществления. Таким образом, нижеследующие пункты формулы изобретения включены в подробное описание чертежей, при этом каждый пункт формулы изобретения сам по себе является определяющим отдельно заявленный объект.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2011 |
|
RU2570256C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ, СОДЕРЖАЩЕЕ НЕТКАНЫЙ МАТЕРИАЛ | 2014 |
|
RU2647045C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ ДЛЯ ОПЕРАЦИЙ НИЗКОСКОРОСТНОГО ШЛИФОВАНИЯ | 2013 |
|
RU2603515C2 |
| АБРАЗИВНЫЕ ЧАСТИЦЫ, ИМЕЮЩИЕ ОПРЕДЕЛЕННЫЕ ФОРМЫ, И СПОСОБЫ ФОРМИРОВАНИЯ ТАКИХ ЧАСТИЦ | 2013 |
|
RU2614488C2 |
| ФОРМОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2014 |
|
RU2643004C2 |
| ФИКСИРОВАННЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ПОКРЫТЫХ АБРАЗИВНЫХ ЧАСТИЦ | 2009 |
|
RU2449880C1 |
| АБРАЗИВНЫЕ ПРОДУКТЫ И СПОСОБЫ ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2595788C2 |
| ЭНЕРГОГЕНЕРИРУЮЩЕЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2010 |
|
RU2534192C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2132349C1 |
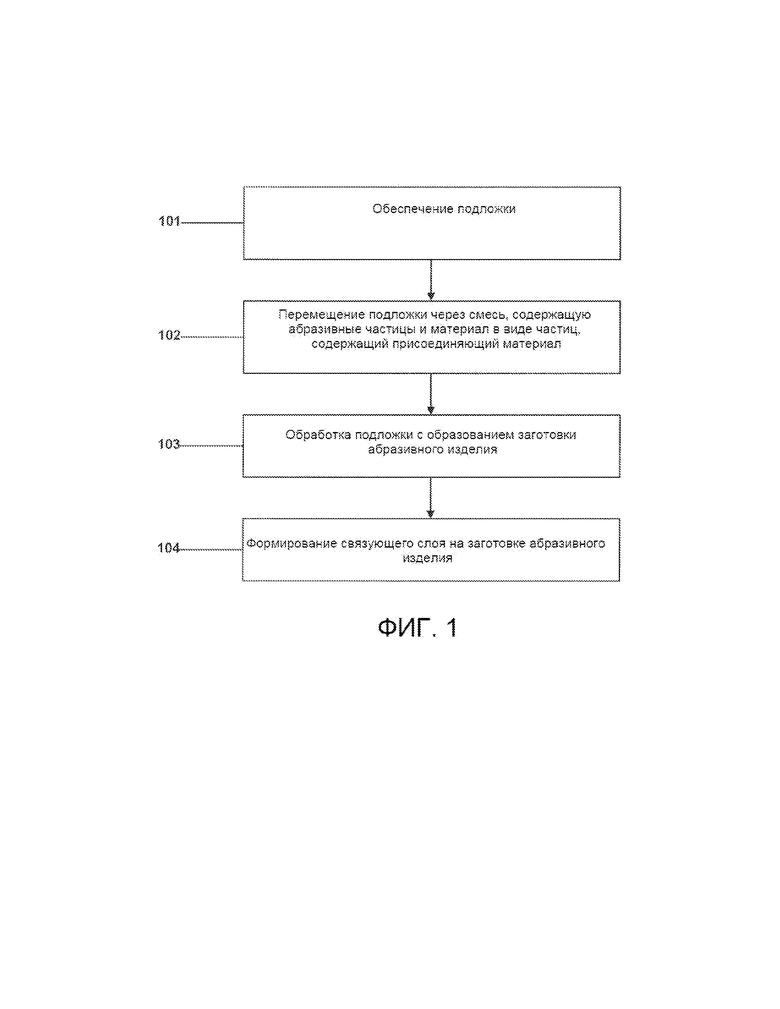
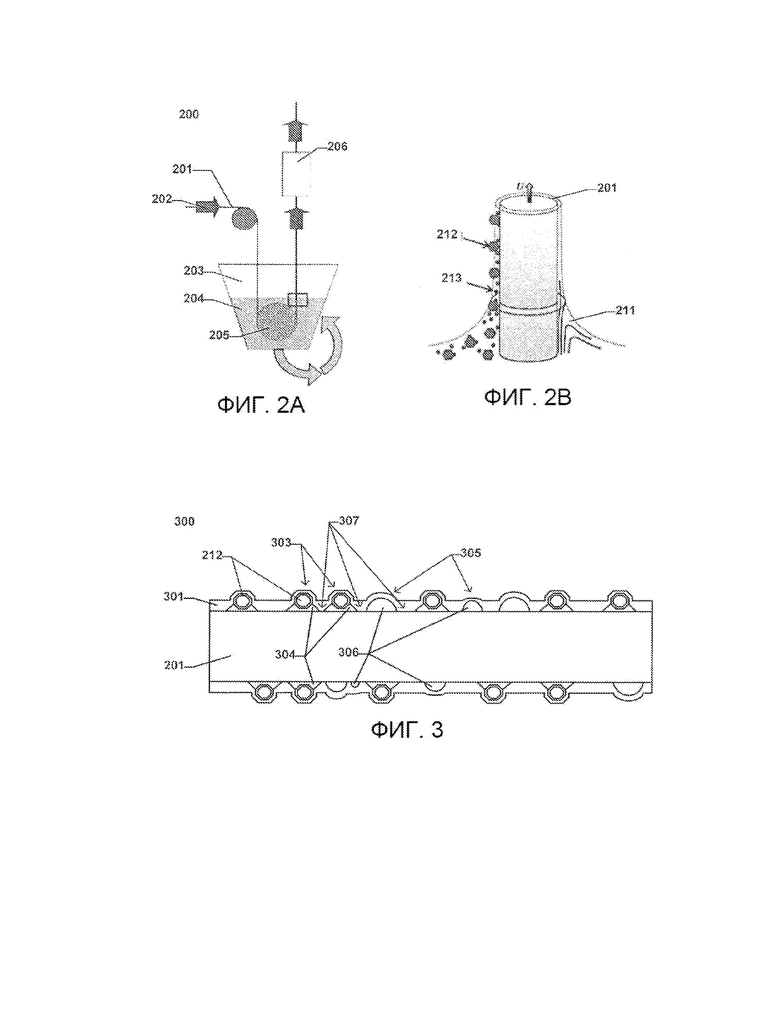
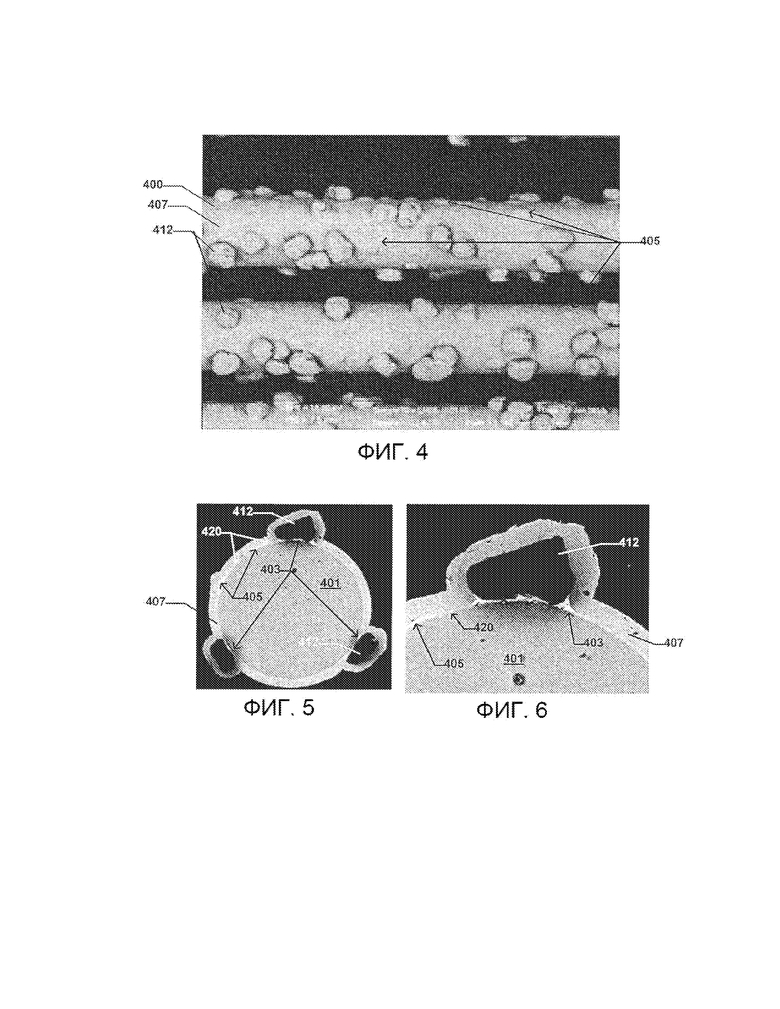
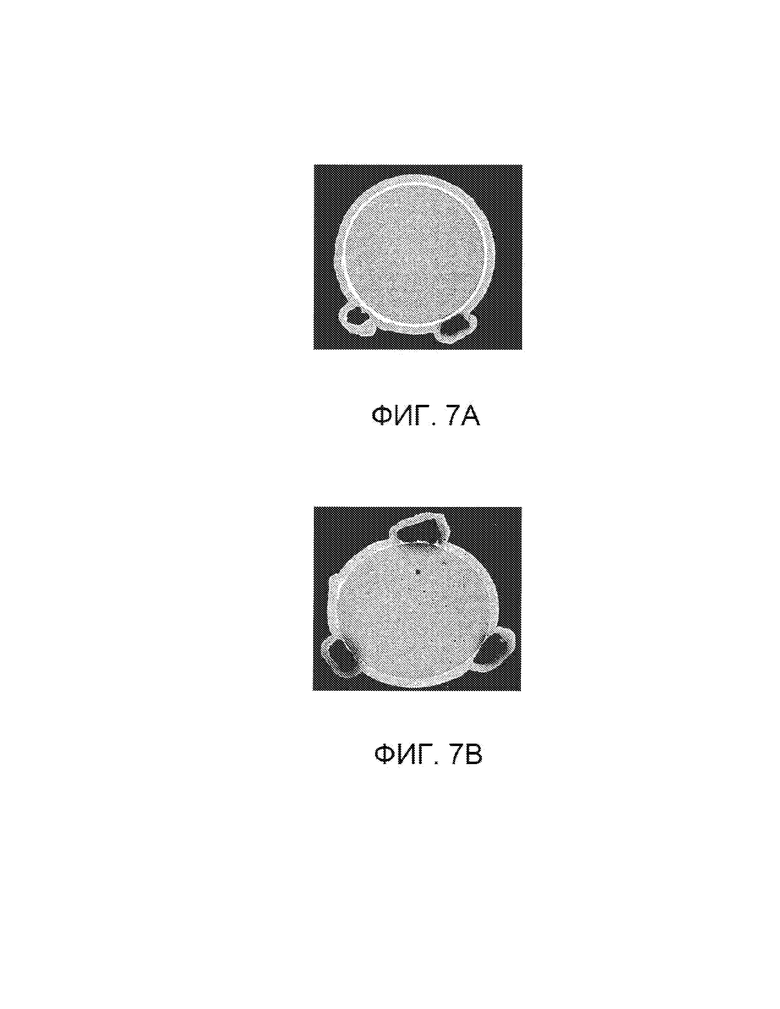
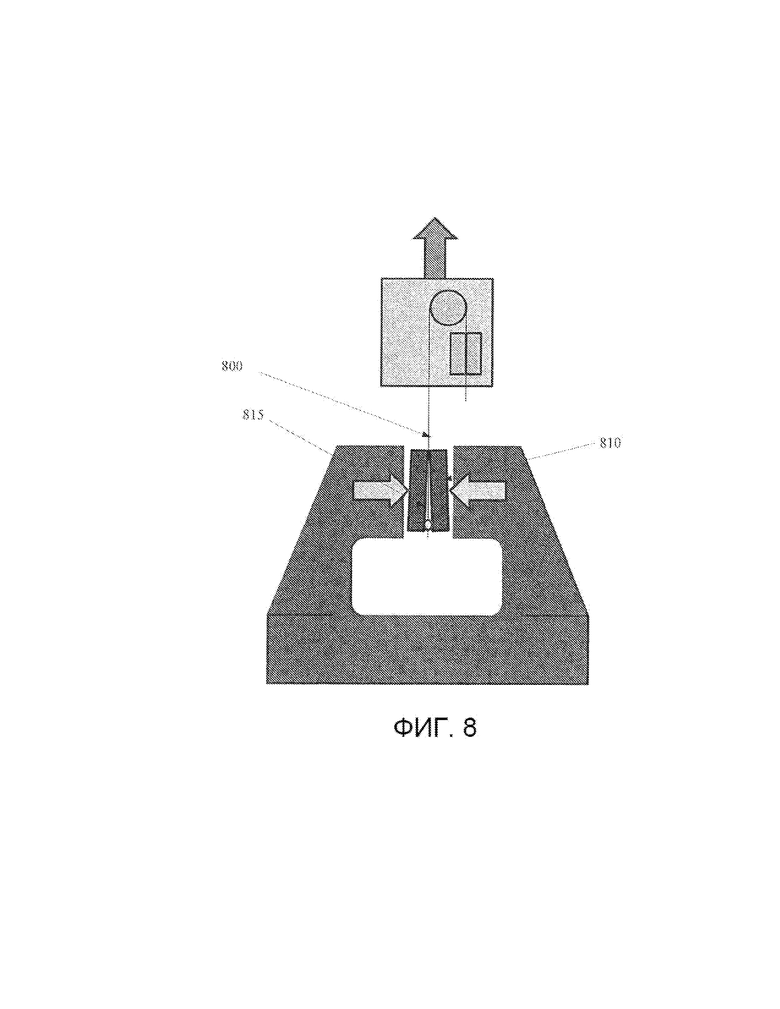
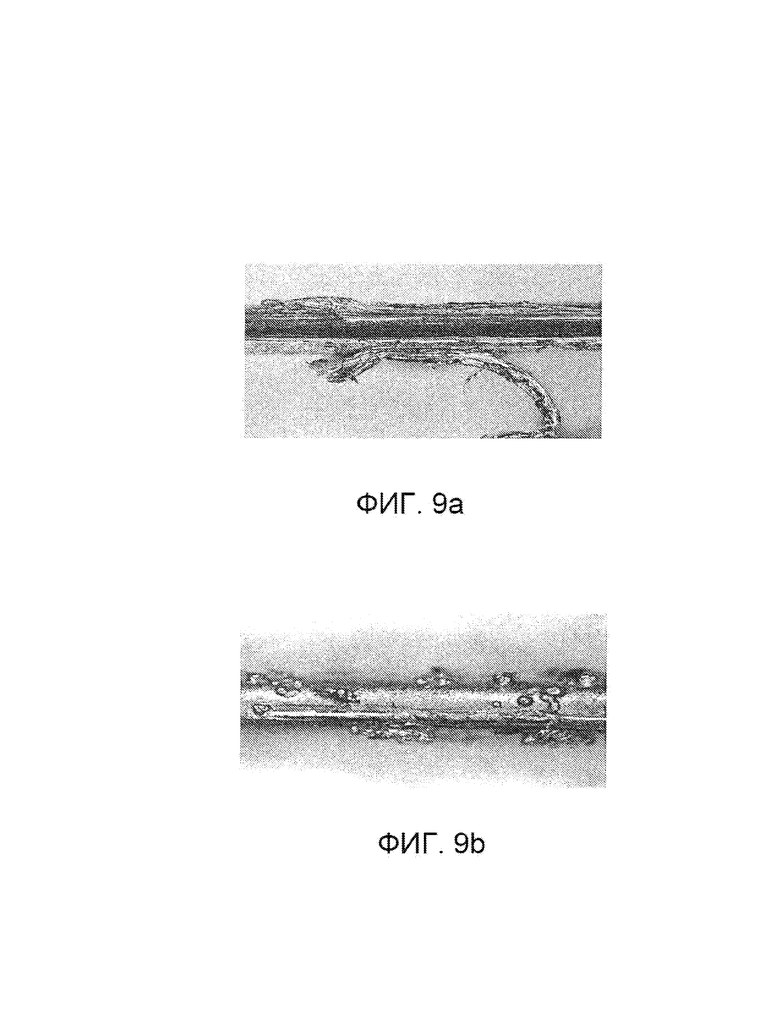
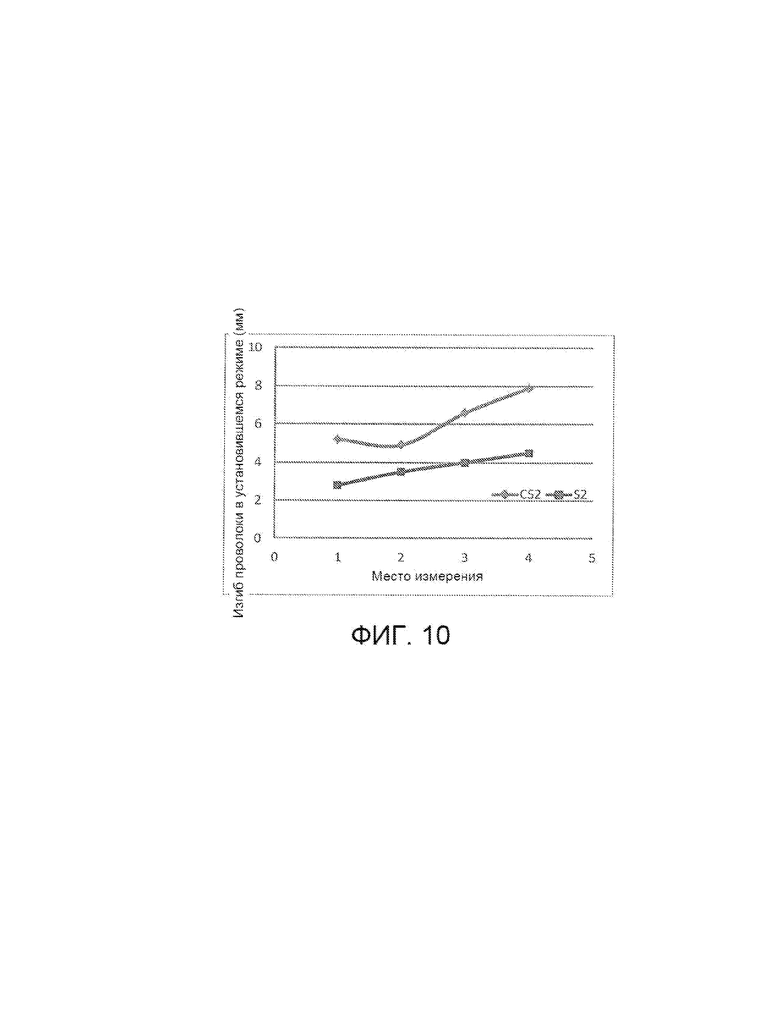
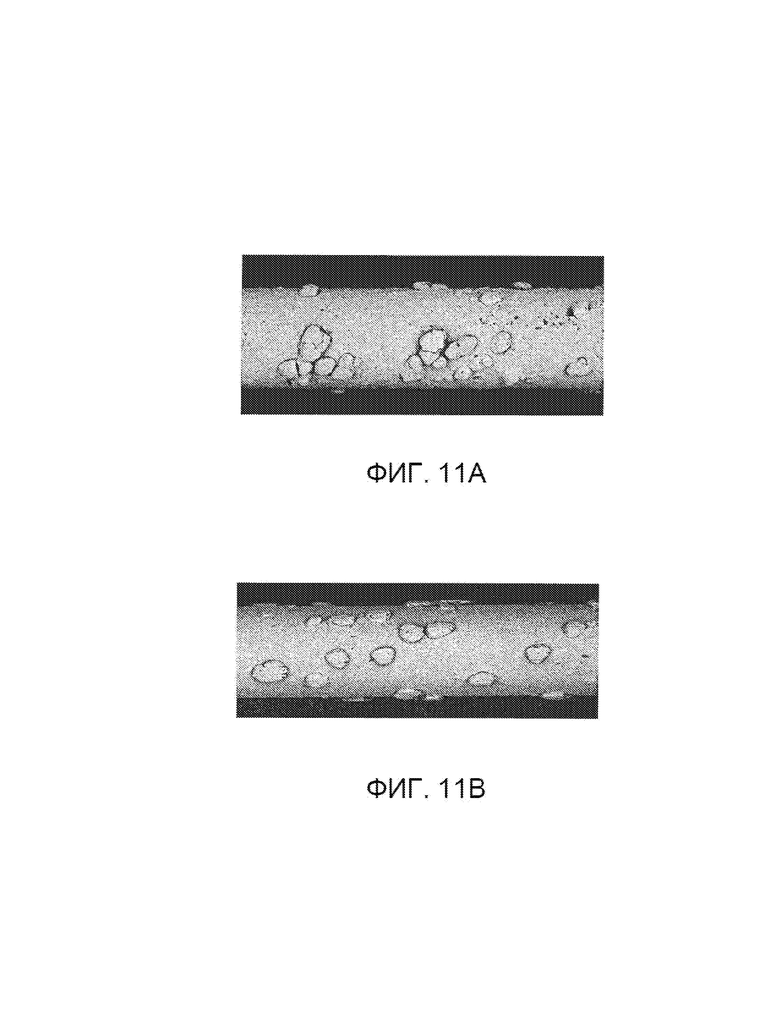
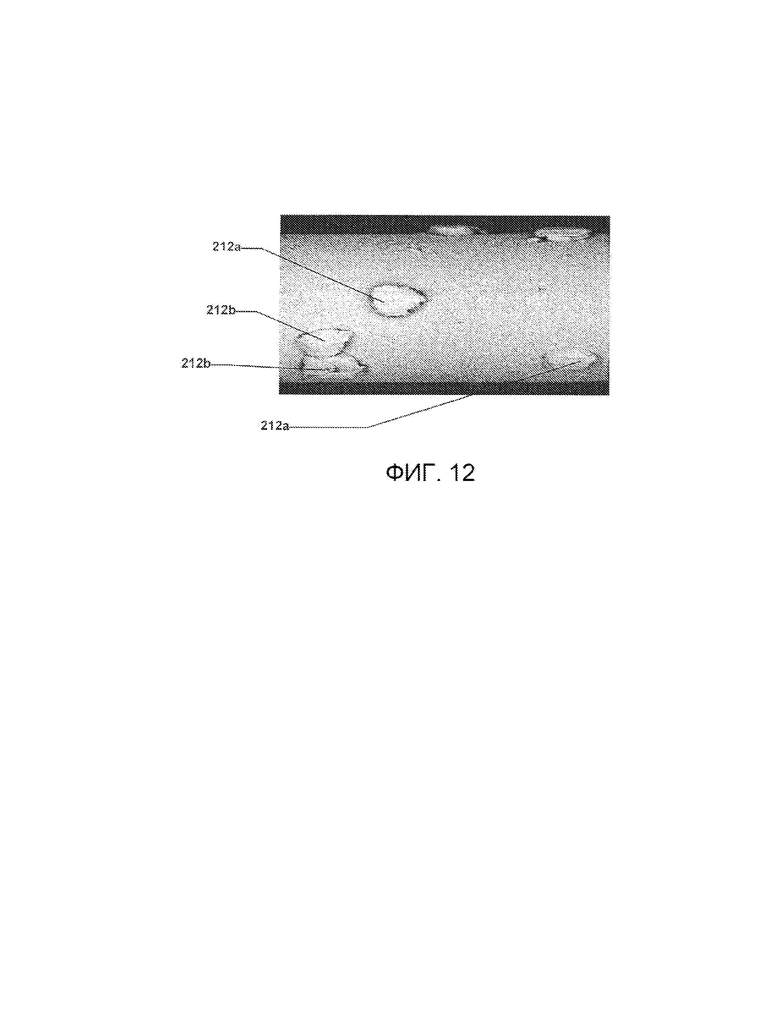
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении проволочных абразивных изделий, используемых, в частности, для резки камня или мрамора. Абразивное изделие включает подложку, содержащую удлиненное тело, множество дискретных областей присоединения, определяющих прерывистое распределение элементов, расположенных поверх подложки. По меньшей мере одна дискретная область содержит металлический материал с температурой плавления не более 450°C, и по меньшей мере одна абразивная частица связана с каждой дискретной областью. Предусмотрены множество дискретных структур, расположенных поверх подложки на расстоянии от множества дискретных областей и не содержащих абразивные частицы, а также связующий слой, расположенный поверх упомянутых элементов, областей и структур. В результате уменьшается износ абразивного изделия и увеличивается срок его службы. 2 н. и 10 з.п. ф-лы, 12 ил., 2 табл.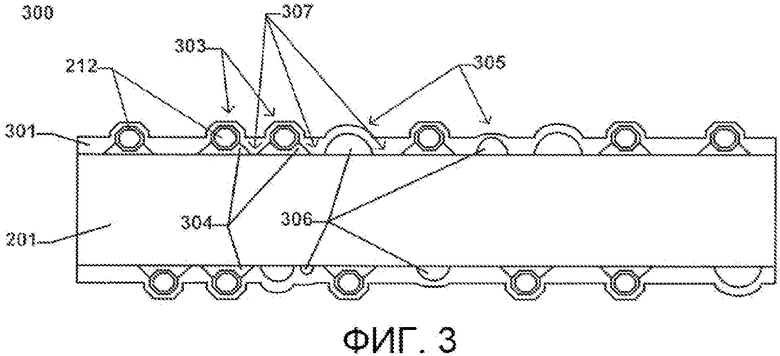
1. Абразивное изделие, содержащее:
подложку, содержащую удлиненное тело;
множество дискретных областей присоединения, определяющих прерывистое распределение элементов, расположенных поверх подложки, причем по меньшей мере одна дискретная область присоединения из множества дискретных областей присоединения содержит металлический материал с температурой плавления не более 450°С, причем по меньшей мере одна абразивная частица связана с каждой дискретной областью присоединения;
множество дискретных структур, расположенных поверх подложки и на расстоянии от множества дискретных областей присоединения, причем дискретные структуры по существу не содержат абразивных частиц; и
связующий слой, расположенный поверх подложки, множества дискретных областей присоединения, по меньшей мере одной абразивной частицы и множества дискретных структур.
2. Абразивное изделие по п. 1, в котором по меньшей мере одна из дискретных областей присоединения из множества дискретных областей присоединения содержит металлический материал, содержащий сплав переходных металлических элементов, причем по меньшей мере одна из дискретных областей присоединения также содержит металл, выбранный из группы металлов, состоящей из свинца, серебра, меди, цинка, титана, молибдена, хрома, железа, марганца, кобальта, ниобия, тантала, вольфрама, палладия, платины, золота, рутения и их комбинации, причем по меньшей мере одна из дискретных областей присоединения содержит металлический сплав из олова, причем по меньшей мере одна из дискретных областей присоединения содержит припойный материал.
3. Абразивное изделие по п. 2, в котором припойный материал содержит олово.
4. Абразивное изделие по п. 2, в котором припойный материал состоит по существу из олова.
5. Абразивное изделие по п. 1, в котором по меньшей мере одна из дискретных структур из множества дискретных структур содержит металлический материал.
6. Абразивное изделие по п. 1, в котором подложка содержит металлическую проволоку, содержащую по меньшей мере один барьерный слой, расположенный поверх наружной поверхности, причем барьерный слой содержит металл, выбранный из группы, включающей медь, латунь, никель или их комбинацию.
7. Абразивное изделие по п. 1, в котором связующий слой содержит материал, выбранный из группы материалов, состоящей из металлов, металлических сплавов, металлокерамических материалов, керамики, композитов и их комбинации, причем связующий слой содержит переходной металлический элемент, причем связующий слой содержит сплав переходного металлического элемента, причем связующий слой содержит металл, выбранный из группы металлов, состоящей из свинца, серебра, меди, цинка, олова, титана, молибдена, хрома, железа, марганца, кобальта, ниобия, тантала, вольфрама, палладия, платины, золота, рутения и их комбинации, причем связующий слой содержит никель, причем связующий слой состоит по существу из никеля.
8. Способ формирования абразивного изделия, включающий:
перемещение подложки, имеющей удлиненное тело, через смесь, содержащую абразивные частицы и материал в виде частиц, включающий присоединяющий материал;
прикрепление по меньшей мере части абразивных частиц и материала в виде частиц к подложке; и
обработку подложки с формированием заготовки абразивного изделия, содержащей:
множество дискретных областей присоединения, расположенных поверх подложки и определяющих области промежутков между каждой из дискретных областей присоединения из множества дискретных областей присоединения;
абразивные частицы, расположенные поверх множества дискретных областей присоединения; и
множество дискретных структур, расположенных поверх подложки и на расстоянии от множества дискретных областей присоединения и абразивных частиц.
9. Способ по п. 8, в котором смесь содержит по меньшей мере 5 мас. % и не более 80 мас. % абразивных частиц в общей массе смеси.
10. Способ по п. 8, в котором смесь содержит от по меньшей мере 0,2 мас. % до не более 20 мас. % материала в виде частиц, содержащего присоединяющий материал, в общей массе смеси.
11. Способ по п. 8, в котором абразивные частицы имеют средний размер частицы (PSa) в диапазоне, включающем по меньшей мере 2 микрона и не более 80 микрон.
12. Способ по п. 8, в котором материал в виде частиц имеет средний размер частицы (PSp) в диапазоне, включающем по меньшей мере 0,01 микрона и не более 25 микрон.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| 0 |
|
SU91924A1 |

