Настоящее изобретение относится к турбинным и компрессорным лопаткам и, в частности, к способу изготовления концевых уплотнений на таких лопатках.
Известно изготовление на наружном конце лопатки газовой турбины концевой части, содержащей абразивные частицы, заделанные в матрице. Наружный конец лопатки при вращении ротора скользит по поверхности бандажного обода, материал которого мягче, чем абразивные частицы. Посредством этой концевой части можно образовать за счет абразивного воздействия частиц на обод очень узкий зазор между последним и наружным концом лопатки и таким образом минимизировать потери газа. В одном конкретном примере, где используется этот технический прием, матрица содержит большую часть кобальта и меньшие части хрома, тантала и окиси алюминия, а облицовочный материал бандажного обода - большую часть кобальта, меньшие части никеля, хрома и алюминия и небольшое количество иттрия. Предлагались разные способы образования таких концевых частей на лопатках. В одном примере осуществляют покрытие матрицы методом детонационного напыления. В другом примере сначала образуют путем отливки в виде монокристалла внутреннюю концевую часть, содержащую в основном никель и кобальт с дополнительными компонентами. Затем эту внутреннюю концевую часть после придания ей определенной формы соединяют с наружным концом лопатки методом диффузионной сварки. После этого на внутренней концевой части образуют абразивную часть наружного конца лопатки путем электролитического нанесения чередующихся слоев хрома и никеля вокруг абразивных частиц. Наружная абразивная часть затем может быть алюминирована, чтобы образовать матричный сплав из NiCrAl.
В патенте Англии N 2241506A описан способ изготовления газотурбинной лопатки, имеющей абразивную концевую часть, заключающийся в образовании связующего покрытия на наружном конце тела лопатки методом электролитического нанесения. Связующее покрытие содержит сплав NCrAlY, где M - один или несколько металлов, выбранных из группы, состоящей из железа, никеля и кобальта. Затем в связующем покрытии закрепляют грубые частицы абразивного материала путем их электролитического нанесения из ванны, содержащей электролит, в котором они находятся во взвешенном состоянии. После этого осаждают заполнитель вокруг абразивных частиц. Установлено, что этот способ, все стадии которого заключаются в электроосаждении металла и, следовательно, являются сравнительно недорогими и легкоуправляемыми, позволяет образовать весьма эффективную абразивную концевую часть лопатки.
Все способы изготовления лопаток с концевыми уплотнениями являются дорогостоящими и требуют больших затрат времени; в соответствии с настоящим изобретением предлагается более дешевый и более эффективный способ изготовления лопаток с концевыми уплотнениями по сравнению с известными способами.
Согласно настоящему изобретению роторные лопатки компрессора или турбины собирают или, иначе говоря, закрепляют на диске ротора компрессора или турбины и на наружных концах установленных лопаток образуют абразивные концевые части посредством электролитического нанесения или иным путем.
Изготовление абразивных концевых частей на рабочих лопатках, собранных на диске ротора, имеет несколько преимуществ, основным из которых является возможность выполнения разных работ на собранном диске без последующего снятия с него лопаток. В соответствии с существующей практикой лопатки собирают на диске и их наружные концы подвергают механической обработке для надлежащей балансировки диска. Затем на лопатки наносят метки, снимают с диска, монтируют на подвеске, образуют на них абразивные концевые части, демонтируют с подвески и снова собирают на диске в том же порядке и в тех же положениях, которые они занимали ранее. При осуществлении способа по настоящему изобретению исключаются одна из двух сборочных операций, монтаж и демонтаж лопаток с подвески и нанесение меток на лопатки, а также устраняется дисбаланс, вызываемый тем, что положения лопаток при их повторной сборке на диске немного отличаются от ранее занимаемых положений.
Способ по настоящему изобретению по существу соответствует способу изготовления абразивных концевых частей лопаток, использующему методы, описанные в патенте Англии N 2241506A. Согласно известному способу на наружном конце каждой лопатки образуют путем электроосаждения связующее покрытие, затем в последнем закрепляют грубые частицы абразивного материала путем одновременного электроосаждения частиц и закрепляющего покрытия и после этого осаждают заполнитель вокруг абразивных частиц. Связующее покрытие может содержать сплав MCrAlY, где M - один или несколько металлов, выбранных из группы металлов, состоящей из железа, никеля и кобальта. Закрепляющее покрытие может содержать кобальт или никель или упомянутый сплав MCrAlY. Заполнителем также может быть сплав MCrAlY.
Абразивные концевые части лопаток образуют, когда последние собраны на диске ротора компрессора или турбины. Под термином "диск ротора" следует понимать ступицы, кольца и аналогичные элементы, на которых собирают лопатки. Хотя абразивные концевые части можно образовать на лопатках, собранных или закрепленных на отдельных дисках, дополнительные преимущества могут быть получены, если сначала собрать несколько таких дисков вместе, чтобы образовать часть или весь ротор турбины или компрессора. Это уменьшает требуемое число операций и способствует сохранению равновесия (баланса) ротора.
Могут быть использованы абразивные частицы (зерна) из разного известного абразивного материала, такого, как диоксид циркония, окись алюминия и различные нитриды, силициды и бориды. Предпочтительным абразивом является кубический нитрид бора, предпочтительный размер частиц которого составляет 125-150 ммк. Заполнитель, или по крайней мере его верхняя или наружная часть, может содержать абразивные части, размер которых меньше размера основных абразивных частиц и составляет примерно 20 ммк.
Связующее покрытие из сплава MCrAlY, а также закрепляющий слой и заполнитель, когда ими является MCrAlY, могут иметь разные составы, соответствующие примеры которых описаны в патенте Англии N 2167446B. Электроосаждение может быть осуществлено с помощью устройства, имеющего разные формы. Соответствующие формы устройства описаны в патенте Англии N 2182055A и Европейском патенте N EP-0355051A. Это устройство содержит электролитическую ванну, которая посредством вертикальной перегородки разделена на две зоны. Нижняя кромка вертикальной перегородки расположена на некотором расстоянии от дна ванны, а ее верхняя кромка - непосредственно под поверхностью электролита в ванне. В одну из зон подается газ для перемещения вверх находящегося в ней электролита. Электролит со суспендированными в нем абразивными частицами переливается через порог, образованный верхней кромкой разделительной перегородки, во вторую зону, в которой расположено изделие, подлежащее покрытию. В европейском патенте изделие может прерывисто вращаться или вращаться непрерывно с быстрой и медленной угловыми скоростями.
Когда заполнителем является MCrAlY, т.е. когда он содержит частицы из CrAlY в металлической матрице, его осаждение преимущественно ведется одновременно с вибрацией ротора, преимущественно в вертикальном направлении. Думается, что такая вибрация обеспечивает более равномерное распределение частиц CrAlY, в частности, в тех местах, которые "затеняются" абразивными частицами. Частота вибрации (колебаний) выбирается преимущественно в диапазоне от 10 Гц до 1 кГц, особенно предпочтительной является частота колебаний, равная примерно 50 Гц. Предпочтительным является пиковое ускорение колебаний до 10 g. Думается, что особенно хорошие результаты достигаются при вибрации ротора с двумя попеременными ускорениями, например, вибрация с пиковым ускорением примерно 2 g чередуется с вибрацией с пиковым ускорением примерно 10 g. Предпочтительно, каждый период меньшего ускорения длится дольше, чем каждый период большего ускорения. Длительность периодов меньшего ускорения, т. е. ускорения примерно 2g, может составлять от 30 с до 2 мин, а длительность периодов большего ускорения, т.е. пикового ускорения примерно 10g, составляет примерно 5 с.
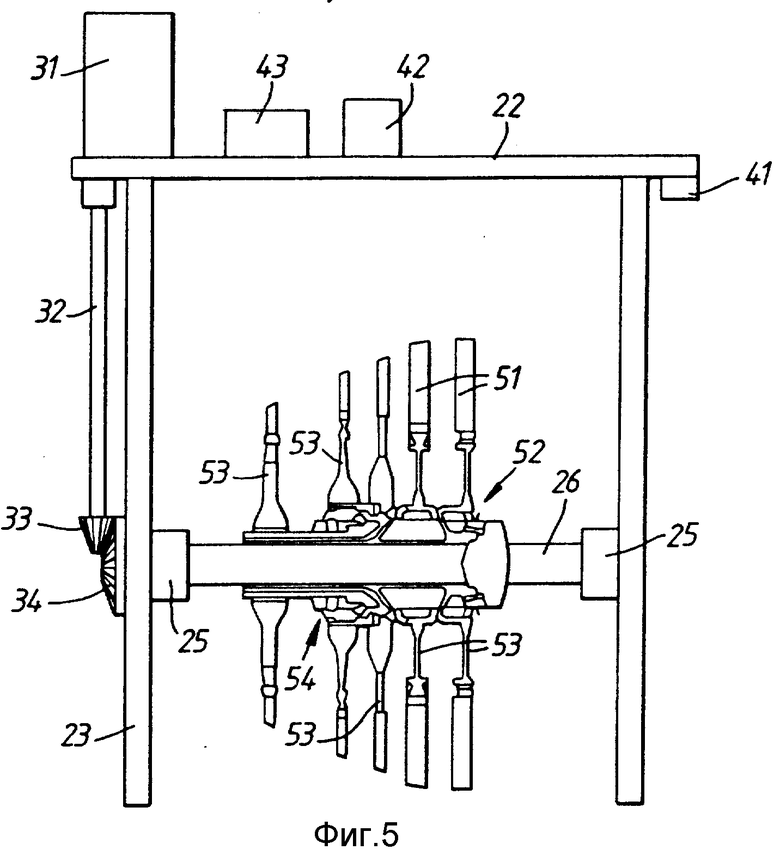
На практике изобретение может быть осуществлено разными средствами. Ниже, в качестве примера, следует описание способа изготовления газотурбинной рабочей лопатки в соответствии с настоящим изобретением и устройства для осуществления этого способа, при этом описание ведется со ссылками на прилагаемые чертежи, на которых на фиг. 1 показан перспективный вид одного из устройств (ванн) для нанесения электролитического покрытия, на фиг. 2 - вид сбоку устройства (ванны), показанного на фиг. 1, на фиг. 3 - вид спереди устройства (ванны), показанного на фиг. 1, на фиг. 4 - перспективный вид подвески, используемой в устройстве, показанном на фиг. 1-3, на фиг. 5 - вид спереди подвески, показанной на фиг. 4, на которой смонтирован ротор и на фиг. 6 - разрез в увеличенном масштабе наружного конца лопатки, имеющего абразивную концевую часть, изготовленную в соответствии с описываемым ниже способом.
Описываемый способ используется при изготовлении абразивных концов лопаток узла 52 ротора турбины, показанного на фиг. 5. Узел содержит пять турбинных дисков 53, смонтированных на полом валу 54 узла, образующего часть собранной турбины. Полый вал 54 надевается на вал 26 для изготовления абразивных концов лопаток по способу, который описывается ниже. Каждый диск 53 имеет монтажные средства, например "елочные" пазы, в которых закрепляются хвостовики лопаток. Необходимо подчеркнуть, что в предпочтительном примере осуществления изобретения лопатки закрепляются на дисках в их конечном положении и не снимаются с этих дисков.
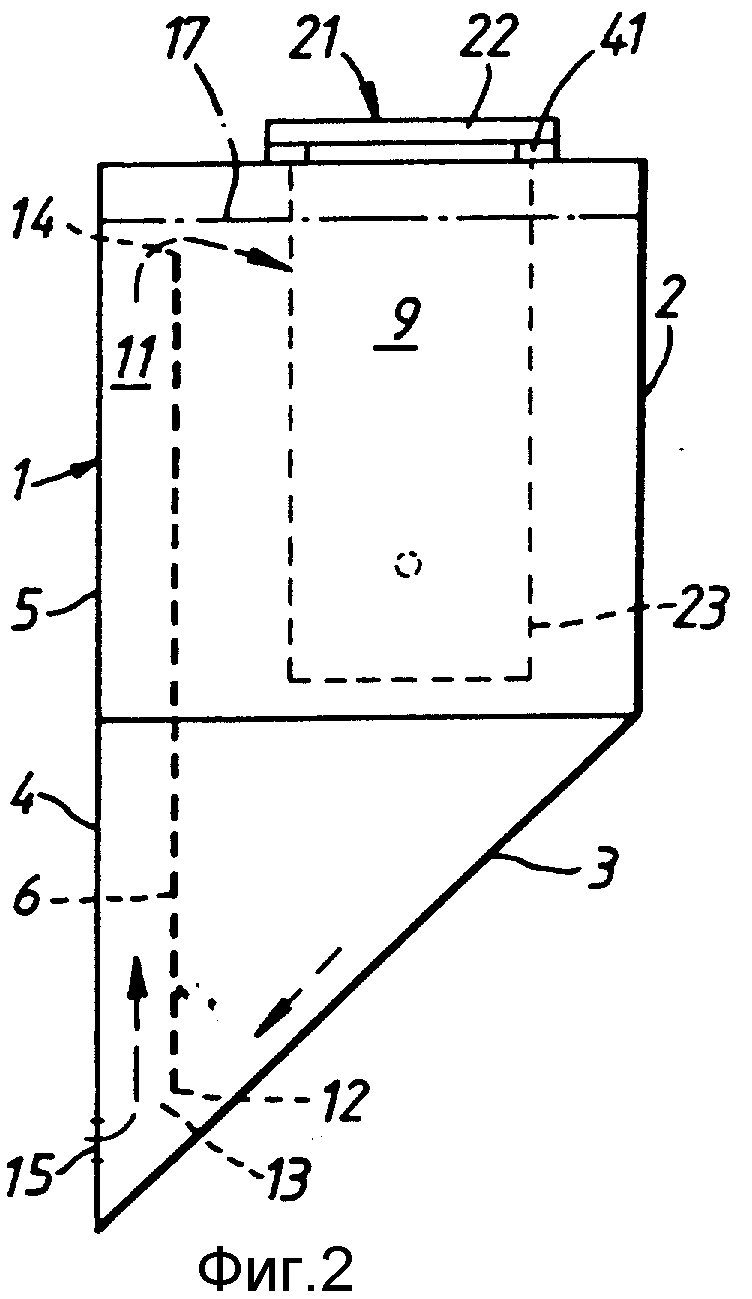
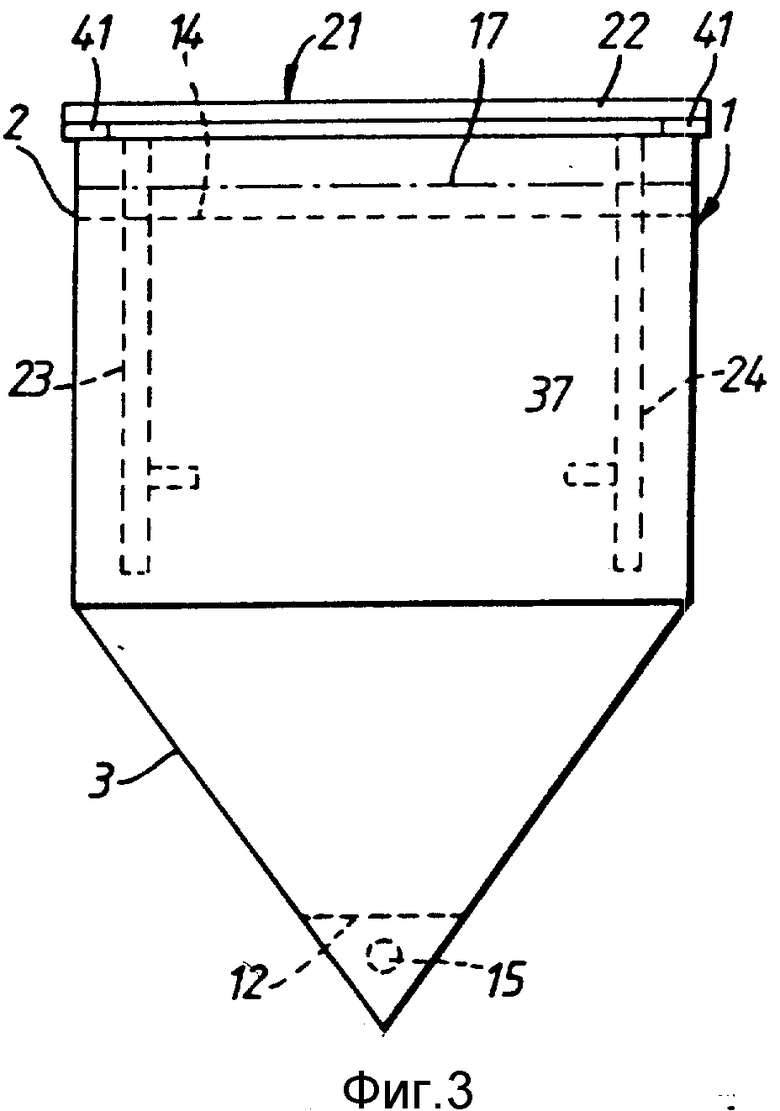
Способ изготовления абразивных концевых частей лопаток осуществляется в устройстве, показанном на фиг. 1-3. Устройство содержит резервуар или контейнер 1, имеющий верхнюю часть 2 в виде прямого параллелепипеда и сужающуюся книзу нижнюю часть 3 в виде перевернутой неправильной пирамиды, одна боковая стенка 4 которой является продолжением одной боковой стенки 5 верхней части 2.
Резервуар 1 имеет перегородку 6, которая расположена в вертикальной плоскости параллельно его боковым стенкам 4 и 5, при этом боковые кромки 7 и 8 перегородки прилегают к смежным вертикальным и наклонным стенкам резервуара. Вертикальная перегородка 6 разделяет полость резервуара на большую рабочую зону 9 и меньшую возвратную зону 11. Нижняя горизонтальная кромка 12 перегородки 6 расположена на некотором расстоянии от дна резервуара, так что образуется зазор 13, через который рабочая 9 и возвратная 11 зоны соединяются между собой. Верхняя горизонтальная кромка 14 перегородки расположена ниже верхних кромок резервуара 1.
В нижней части возвратной зоны 11 выполнено впускное отверстие 15, которое соединено с воздушным насосом (не показан). В рабочей зоне 9 располагается подвеска 21, на которой смонтирован узел ротора, подлежащий покрытию. Подвеска располагается так, как это более подробно описывается ниже. Предусмотрены проводники (не показаны) для подвода напряжения к узлу ротора (катоду), смонтированному на подвеске 21 относительно анода, который суспендирован в рабочей зоне X.
Для использования устройства с целью соосаждения покрытия на наружных концах лопаток узла ротора последний монтируется на подвеске 21, которая располагается в резервуаре, показанном на чертежах. До или после расположения подвески в резервуаре он заполняется до уровня 17, который выше верхней кромки 14 разделительной перегородки 6, электролитом, содержащим соосаждаемые абразивные частицы. К впускному отверстию 15 подается сжатый воздух, под действием которого электролит и захваченные им частицы поднимаются вверх в возвратной зоне 11 к ее верхнему концу, где воздух выпускается в окружающую среду, а электролит вместе с захваченными частицами переливается через широкий выступающий порог, образованный верхней кромкой 14 разделительной перегородки, и перемещается вниз, обтекая ротор, смонтированный на подвеске 21. В нижней части рабочей зоны 9 частицы осаждаются и перемещаются вниз по наклонным стенкам резервуара к зазору 13, где они захватываются электролитом и снова перемещаются вверх.
Когда частицы перемещаются в рабочей зоне 9 вниз и сталкиваются с концами лопаток в верхней части ротора, они осаждаются на этих концах и погружаются в металл, одновременно осаждаемый на концы лопаток.
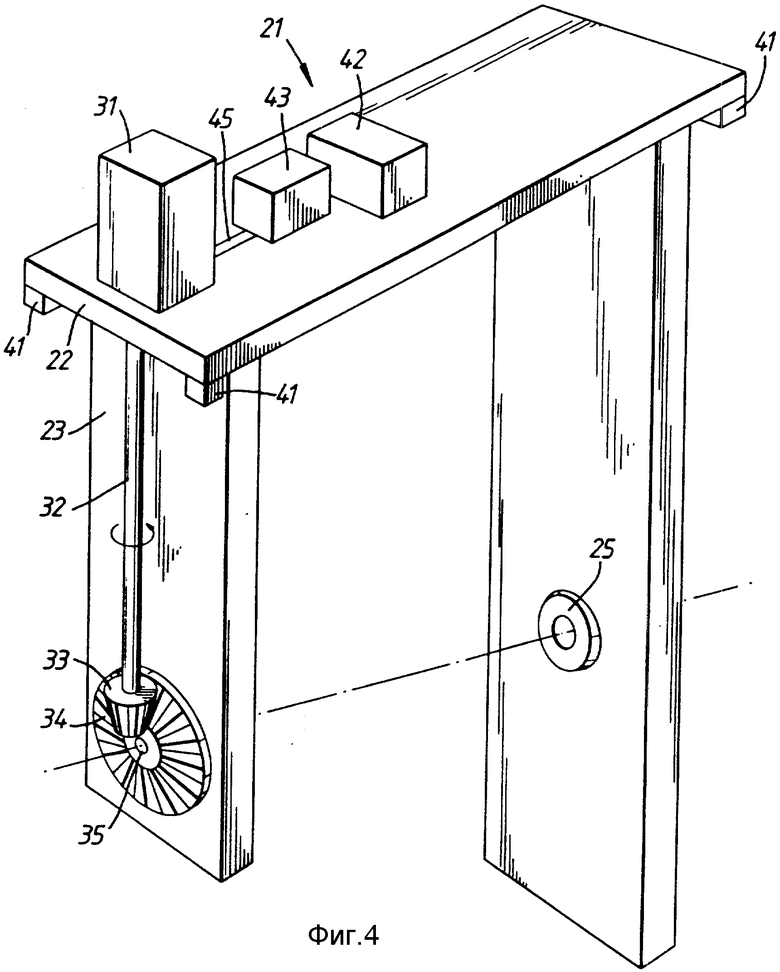
Подвеска 21, на которой монтируются изделия, подлежащие покрытию, детально показана на фиг. 4 и 5, в упрощенном виде на фиг. 2 и 3 и отсутствует на фиг. 1 для его ясности. Подвеска 21 содержит горизонтальную монтажную плиту 22, которая устанавливается на верхний конец резервуара 21, и вертикальные стойки 23 и 24, проходящие вниз от противоположных концов плиты. Вертикальные стойки имеют вращающиеся опоры 25, в которых располагаются концы вала 26 с установленным на нем ротором. На монтажной плите 22 установлен электродвигатель 31, который вращает вал 36 через вертикальный вал 32, первую коническую шестерню 33 и вторую коническую шестерню 34, закрепленную на оси 35.
В каждом конце монтажной плиты 22 закреплены, с нижней ее стороны, пружины 41, посредством которых подвеска опирается на верхние кромки резервуара 1, как это видно на фиг. 2 и 3. На монтажной плите 22 установлен также вибратор 42, который управляется, когда это требуется, с помощью регулятора (не показан), и электронное устройство управления 43, соединенное посредством проводов 45 с электродвигателем 31. Устройство 43 управляет электродвигателем так, что он вращается только в одном направлении для вращения вала 26 вокруг горизонтальной оси.
Ниже описывается работа устройства для изготовления абразивных концевых частей рабочих лопаток газовой турбины.
Узел ротора 52 обезжиривается в установке для обезжиривания паром или с помощью патентованного обезжиривающего средства, такого как ДЖЕНКЛИН (GENKLENE) (зарегистрированная торговая марка). Затем ротор подвергается, когда это необходимо, дробеструйной очистке для обеспечения сцепления с ним маскировочного воска, после чего он помещается в ванну с воском, чтобы маскировать все поверхности дисков и лопаток. Затем вал ротора устанавливается во вращающихся опорах подвески и приводится во вращение, так что концы лопаток взаимодействуют с обтирочным устройством, которое снимает с них маскировочный воск. После этого ротор подвергается анодной очистке в течение 5 мин при напряжении 6-8 В в очищающем растворе, состоящем из гидроокиси натрия (глюконата) тиоцианата и затем весь промывается в холодной проточной воде. Обнаженные концы лопаток затем протравливаются посредством погружения ротора в раствор, содержащий примерно 300 г/л хлорида железа, 58 г/л соляной кислоты и 1% фтористоводородной кислоты (60 мас.%) в течение 5 мин при комнатной температуре, и ротор снова промывается в холодной проточной воде. После этого ротор помещается в ванну с хлоридом никеля, чтобы осуществить ударное воздействие, которое проводится при плотности электрического тока 3,87 А на 1 дм2 (36 А на 1 фут2) в течение 4 мин. Ударная ванна содержит примерно 350 г/л хлорида никеля и 33 г/л соляной кислоты.
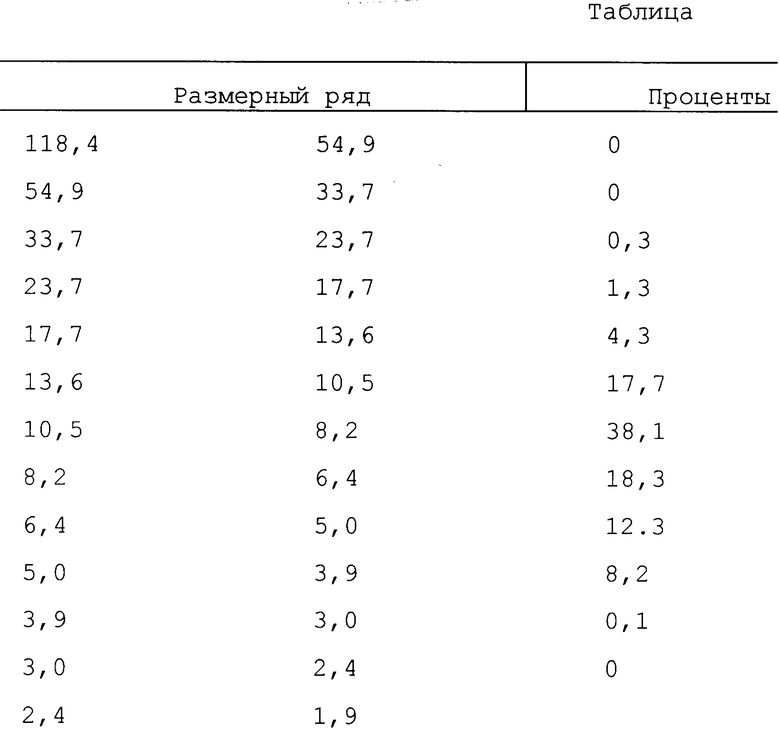
Затем ротор монтируется на подвеске, показанной на фиг. 4, и последняя помещается в устройство (ванну), показанное на фиг. 1-3. Ванна содержит кобальтовый раствор для покрытия с 20-30 весовыми процентами частиц из сплава CrAlY, содержащего 67-68 ч. по весу хрома, 29-31 ч. по весу алюминия и 1,5-2,4 ч. по весу иттрия с гранулометрическим составом как в ванне, так и в состоянии после осаждения покрытия, приведенным в нижеследующей таблице, где в столбцах, относящихся к размерному ряду, указаны верхние и нижние предельные размеры частиц в микрометрах.
Процесс нанесения гальванического покрытия продолжается в течение 4 ч при плотности электрического тока 0,075 А на 1 дм (10 А на 1 фут2), при этом электродвигатель, управляемый устройством 43, вращает ротор с частотой 0,33 об/мин. Сжатый воздух подается непрерывно, чтобы обеспечить циркуляцию раствора и суспендированных в нем частиц из CrAlY. В результате этого процесса образуется связующее покрытие из CoCrAlY на наружных концах лопаток толщиной 25-50 ммк. Такое связующее покрытие примерно содержит (в вес.проц. ): Al 10, Cr 32, Y 0,5 и остальное кобальт (Co).
Ротор затем промывается в резервуаре с минерализованной водой, после этого вынимается из резервуара и промывается в проточной воде. Затем в ванну с никелевым сплавом Вуда помещается подвеска 21, которая может быть помещена и в ванну с 1 об.% серной кислоты, чтобы реактивировать поверхности ротора, который после этого помещается во вторую ванну, аналогичную первой ванне, за исключением того, что вместо частиц из CrAlY она содержит частицы кубического нитрида бора размером 100/200 меш, т.е. примерно 125-150 ммк. Вначале сжатый воздух не подается к впускному отверстию 15 и нанесение гальванического покрытия начинается при плотности электрического тока 2,7 А на 1 дм (25 А на 1 фут2). Затем в течение 5 с подается сжатый воздух, при этом частицы нитрида бора циркулируют вокруг ротора. После этого нанесение гальванического покрытия продолжается без подачи сжатого воздуха в течение примерно 40 мин, чтобы закрепить частицы на концах лопаток. Установлено, что в некоторых случаях положительное воздействие оказывает дополнительная подача сжатого воздуха в течение 5 с после 20 минутного процесса нанесения покрытия, чтобы обеспечить равномерное и максимальное распределение частиц кубического нитрида бора на концах лопаток.
Затем ротор вынимают из ванны, содержащей частицы кубического нитрида бора, промывают в резервуаре с минерализованной водой, затем в статической ванне и, наконец, в проточной воде. Покрываемые поверхности затем реактивируют в ванне с никелевым сплавом Вуда или в ванне с 1 об.% серной кислоты, после чего подвеску помещают в ванну, содержащую сплав из CoCrAlY. Затем ротор с помощью электродвигателя приводится во вращение с частотой 0,33 об/мин, и процесс нанесения гальванического покрытия продолжается в течение 7 ч при плотности электрического тока 1,075 А на 1 дм (10 А на 1 фут2) с непрерывной подачей сжатого воздуха для поддержания циркуляции раствора и суспендированных в нем частиц CrAlY.
Во время процесса заполнения и образования матрицы вокруг частиц ротор может прерывисто вращаться. Электродвигатель управляется так, что он вращает ротор только в одном направлении с частотой один оборот за три минуты, при этом ротор попеременно останавливается на 10 c и снова вращается в течение 3 с. Дополнительно может быть использован вибратор для придания ротору механических колебаний частотой 50 Гц с чередующимися периодами высокой и низкой интенсивности. Периоды высокой интенсивности колебаний, длительность которых составляет 5 с, имеют пиковое ускорение 10g, а периоды низкой интенсивности колебаний, длительность которых составляет 75 с, имеют пиковое ускорение 2g. В результате вибрации и вращения ротора образуется однородный заполнитель, при этом частицы из CrAlY достигают тех мест, которые "затеняются" частицами кубического нитрида бора.
В конце процесса заполнения подвеску вынимают из резервуара 1 и промывают ротор в резервуаре с минерализованной водой, а затем в проточной воде. Затем с ротора удаляют маскировочный материал, демонтируют с подвески и обезжиривают. После осмотра ротор подвергают термической обработке в вакууме в течение 1/2-1 ч при 1090±10oC или обработке аргоном под парциальным давлением 500 миллибар и резко охлаждают в потоке газа. Затем лопатки могут быть алюминированы с помощью одного их хорошо известных методов.
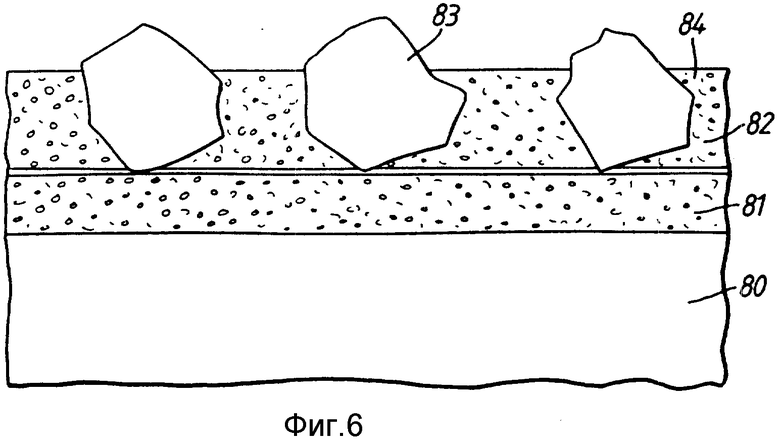
Один из абразивных концов, образованный с помощью вышеописанного способа, показан в разрезе на фиг. 6, из которого видно, что он содержит тело 80 лопатки, связующее покрытие 81 из MCCrAlY толщиной, в данном примере 25-50 ммк, закрепляющее покрытие 82 из MCCrAlY толщиной 10-20 ммк, в котором закреплены нижние части абразивных частиц 83 кубического нитрида бора размером 125-150 ммк, и заполнитель 84 из MCCrAlY толщиной 70-110 ммк.
Вместо частиц чистого кубического нитрида бора можно использовать частицы из этого или другого абразива, покрытые материалом, который по крайней мере в течение некоторого времени защищает их от сильного окисления. Например, можно использовать частицы кубического нитрида бора, имеющие по существу воздухонепроницаемое покрытие из окиси алюминия или интерметаллическое покрытие, например, из алюминида никеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИТНОЕ ПОКРЫТИЕ | 1995 |
|
RU2142520C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКЕ (ВАРИАНТЫ) | 1995 |
|
RU2134313C1 |
| ПРЕДВАРИТЕЛЬНО СПЕЧЕННАЯ ЗАГОТОВКА С ВЫСОКОЙ ТЕРМОСТОЙКОСТЬЮ, ИСПОЛЬЗУЕМАЯ, В ЧАСТНОСТИ, В КАЧЕСТВЕ АБРАЗИВНОГО ПОКРЫТИЯ ДЛЯ ЛОПАТОК ГАЗОВОЙ ТУРБИНЫ | 2022 |
|
RU2825685C1 |
| ВЫСОКОЧИСТЫЕ ПОРОШКИ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ПОКРЫТИЯ | 2007 |
|
RU2436752C2 |
| УСТРОЙСТВО УПЛОТНЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ), ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ОСТРАЯ КРОМКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2229031C2 |
| ОКСИДЫ СТРОНЦИЯ И ТИТАНА И ИСТИРАЕМЫЕ ПОКРЫТИЯ, ПОЛУЧЕННЫЕ НА ИХ ОСНОВЕ | 2006 |
|
RU2451043C2 |
| СОТОВОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2515869C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЯ | 2010 |
|
RU2567143C2 |
| ИСТИРАЕМАЯ УПЛОТНИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2292465C2 |
| УСОВЕРШЕНСТВОВАННЫЕ ТЕРМОНАПЫЛЯЕМЫЕ ПОКРЫТИЯ НА НЕГЛАДКИХ ПОВЕРХНОСТЯХ | 2016 |
|
RU2732330C2 |
Способ изготовления абразивных концевых частей на рабочих лопатках компрессора или турбины электролитическим нанесением или иным путем, согласно которому по крайней мере часть процесса осаждения осуществляют на лопатках, собранных на диске ротора компрессора или турбины. Следовательно, абразивные концевые части образуют на лопатках после закрепления последних на диске в конечных рабочих положениях, так что не требуется последующее снятие лопаток с диска, как это было необходимо ранее. Ротор монтируется преимущественно с возможностью вращения вокруг горизонтальной оси. Осаждение может сопровождаться вибрацией ротора в вертикальном направлении. Данный способ является более дешевым, чем известные. 8 з.п. ф-лы, 6 ил., 1 табл.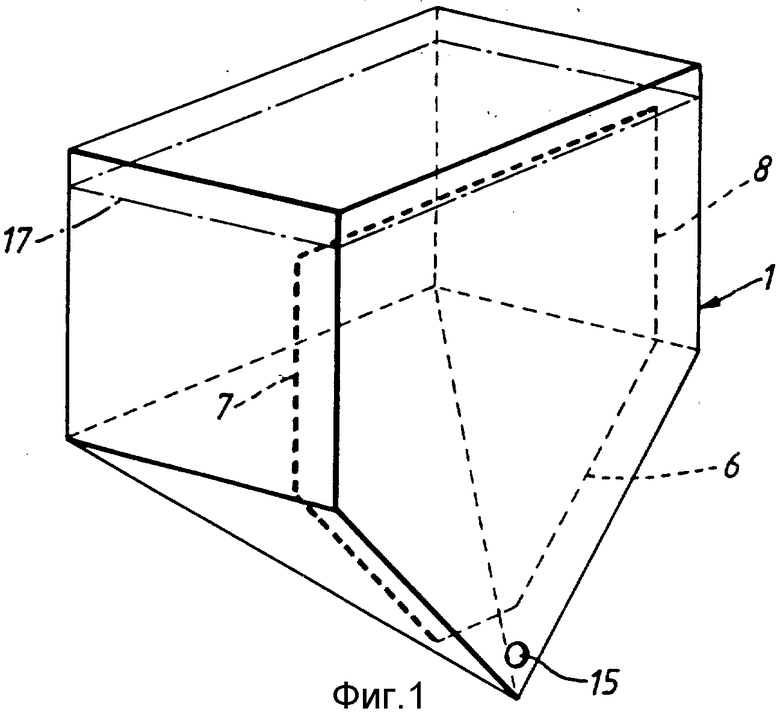
| GB, заявка, 2241506, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

